composites manufacture1
90℃固化环氧预浸料的研制与性能
90℃固化环氧预浸料的研制与性能李树茂;董鹏;王明寅;林再文;高赫【摘要】An epoxy system,could be cured at 90℃,was prepared for hot-melt prepreg.Figure of viscosity of resin sys-tem in different temperature and DSC curves showed that the resin system has towardly flowability ,the cure cycle was con-firmed by DSC,70℃/2 h﹢90℃/6 h .The prepreg has favorable process and mechanical properties ,the flexure strength was 1 408 MPa and short beam shear strength was 73 MPa.%开发了一种可以在90℃固化并适用于热熔法制备预浸料的环氧树脂体系。
树脂体系在不同温度下的粘度表明树脂体系具有良好的流动性能,通过差示扫描量热仪( DSC )确定树脂体系的固化工艺为70℃/2 h+90℃/6 h。
通过研究辊面温度和压力对纤维浸透性的影响及树脂的性能,确定了制备预浸料的工艺参数。
T700碳纤维预浸料具有良好的工艺性能,其弯曲强度达1408 MPa,剪切强度达73 MPa。
【期刊名称】《纤维复合材料》【年(卷),期】2014(000)001【总页数】5页(P34-38)【关键词】复合材料;预浸料;热熔;中温固化;低粘度【作者】李树茂;董鹏;王明寅;林再文;高赫【作者单位】哈尔滨玻璃钢研究院,哈尔滨150036;哈尔滨玻璃钢研究院,哈尔滨150036;哈尔滨玻璃钢研究院,哈尔滨150036;哈尔滨玻璃钢研究院,哈尔滨150036;哈尔滨玻璃钢研究院,哈尔滨150036【正文语种】中文预浸料是由增强材料浸渍树脂而成,在使用过程中无需对树脂、催化剂及其助剂进行称量和混合,具有稳定的纤维/树脂复合效果和较好的铺覆性、粘性,是制备复合材料的一种重要中间基材[1-5]。
热塑性复合材料

Design know-how Manufacturing knowhow Use temperature
Thermoplastic Composites
Many Polymer Options Polyethylenes Polypropylenes Nylons Polycarbonates Acrylics Polyesters Polyimides Polysulfones Polyketones Polyurethanes the list continues
Materials: Thermoplastic Woven Sheets, Glass, Carbon and Kevlar Fiber, Engineering Polymers Processes: Co-Compression Molding, CoInjection Molding, Thermoforming
Cost Challenge
Typical Aerospace Structure $50 - $100/lb and more
Materials: Carbon Fiber / Epoxy, Carbon Fiber / BMI, Carbon Fiber / PEEK Processes: Hand Lay Up
• Introduction
• Materials • Process Technology • Applications
Why Use Composite Materials ?
Specfic Tensile Properties of Polymer Matrix Composites
4.5 4
材料专业英语复合材料 Composites

Fibers - Glass
Most widely used fiber——piping, tanks, boats, sporting goods Advantages low cost Corrosion resistant Low cost relative to other composites Disadvantages Relatively low strength High elongation Moderate strength and weight Types: Moisture ↓ strength E-Glass - electrical, cheaper S-Glass - high strength
Ceramics Composites
Brittle
Elastomers
Creep at low temp
Glasses
Brittle
Reinforcement Matrix A B advantages * advantages * disadvantages disadvantages * * C1 C3 C2
Polyester:Most common, lower cost, solvent resistance Epoxy resins: Superior performance, relatively costly
Matrices – Polymeric:Thermoplastics
Formed by heating to elevated temperature at which softening occurs
Kevlar fibers in an epoxy matrix Rubber with carbon (tires); Boron, Carbon reinforced plastics
复合材料英语
复合材料英语复合材料专业术语高性能的长纤维增强热塑性复合材料:(LF(R)T)Long Fiber Reinforced Thermoplastics 玻璃纤维毡增强热塑性复合材料:(GMT)Glass Mat Reinforced Thermoplastics短玻纤热塑性颗粒材料:(LFT-G)Long-Fiber Reinforce Thermoplastic Granules长纤维增强热塑性复合材料:(LFT-D)Long-Fiber Reinforce Thermoplastic Direct玻纤:Glass Fiber 玄武岩纤维:Basalt Fibre (BF)碳纤维:CFRP 芳纶纤维:AFRP ( Aramid Fiber)添加剂:Additive 树脂传递模塑成型:(RTM)Resin Transfer Molding热压罐:autoclave 热压罐成型:autoclave moulding热塑性复合材料缠绕成型:filament winding of thermoplastic composite热塑性复合材料滚压成型:roll forming of thermoplastic composite热塑性复合材料拉挤成型:pultrusion of thermoplastic composite热塑性复合材料热压罐/真空成型:thermoforming of thermoplastic composite热塑性复合材料液压成型:hydroforming?of?thermoplastic?composite热塑性复合材料隔膜成型:diaphragm?forming?of?thermoplastic?composite离心浇注成型:centrifugal?casting?moulding泡沫贮树脂成型:foam?reserve?resin?moulding环氧树脂基复合材料:epoxy resin matrix composite聚氨酯树脂基复合材料:polyurethane?resin?matrix?composite热塑性树脂基复合材料:thermoplastic?resin?matrix?composite玻璃纤维增强树脂基复合材料:glass?fiber?reinforced?resin?matrix?composite碳纤维增强树脂基复合材料:carbon?fiber?reinforced?resin?matrix?composite芳纶增强树脂基复合材料:aramid?fiber?reinforced?resin?matrix?composite混杂纤维增强树脂基复合材料:hybrid?fiber?reinforced?resin?matrix?composite树脂基复合材料层压板:resin?matrix?composite?laminate?树脂基纤维层压板:resin?matrix?fiber?laminate树脂基纸层压板:resin?matrix?paper?laminate树脂基布层压板:resin matrix cloth laminate树脂基木质层压板:resin?matrix?wood?laminate纤维增强金属层压板:fiber?reinforced?metallaminate吸胶材料:bleeding?materials;bleeder 脱模布:release?cloth喷射成型:spray-up?moulding 纤维缠绕成型:filament?winding?压机模压成型:press?moulding 拉挤成型:pultrusion?process预压时间:dwelling?time 预吸胶:debulking? 固化:curing加压时机:pressure?applying?opportunity 固化周期:curing?cycle固化温度:curing?temperature 脱模剂:mold?release?agent一、玻璃纤维:GFRP空心纤维:hollow fiber 非织造物:nonwovens, nonwoven fabric毡:mat 连续原丝毡:continuous strand mat, continuous filament mat 短切原丝毡:chopped strand mat 干切原丝:dry chopped strands湿切原丝:wet chopped strands 复合毡:combination mat薄毡:veil,tissue 织物:fabric机织物:woven fabric 电子布:electronic fabric, PCB cloth无捻粗纱布/方格布:roving cloth, woven rovings 机织带:woven tape编织物:braided fabric 单向布:unidirectional fabric, UD网布:mesh fabric, scrim 非织造网布:nonwoven scrim, laid scrim陶瓷加工:ceramic processing 表格:tabulation 氧化铝陶瓷管:alumina tube 有机物:organics 化学品安全说明书:material safety data sheets (MSDS)天然橡胶:nature rubber 碳黑:carbon black 颗粒:particle中大颗粒增强复合材料:large-particle reinforced composites弥散强化复合材料:dispersion-strengthened composites原子或分子水平:atomic or molecular level增强机理:mechanism of reinforcement 直径:diameter晶须:whiskers 单晶:single crystals 硼:boron多晶或非晶体材料:polycrystalline or amorphous material片状结构:laminar composites 夹层结构:sandwich panels低密度:less-dense 硬度:stiffness 强度:strength 延展性:ductility冲击强度:impact resistance 断裂韧性:fracture toughness拉伸:tension 压缩:compression 脆性材料:brittle material延性材料:ductile material 弹性材料:elastic material拉伸试验:tensile test 树脂:resin 增强体:reinforcement耐磨性:abrasion resistance陶瓷加工:ceramic processing 表格:tabulation 氧化铝陶瓷管:alumina tube 有机物:organics 化学品安全说明书:material safety data sheets (MSDS)天然橡胶:nature rubber 碳黑:carbon black 颗粒:particle中大颗粒增强复合材料:large-particle reinforced composites弥散强化复合材料:dispersion-strengthened composites原子或分子水平:atomic or molecular level增强机理:mechanism of reinforcement 直径:diameter晶须:whiskers 单晶:single crystals 硼:boron多晶或非晶体材料:polycrystalline or amorphous material片状结构:laminar composites 夹层结构:sandwich panels低密度:less-dense 硬度:stiffness 强度:strength 延展性:ductility冲击强度:impact resistance 断裂韧性:fracture toughness拉伸:tension 压缩:compression 脆性材料:brittle material延性材料:ductile material 弹性材料:elastic material拉伸试验:tensile test 树脂:resin 增强体:reinforcement耐磨性:abrasion resistanceAcetyl||乙酰Acid-proof paint||耐酸涂料, 耐酸油漆Acrylic fiber||丙烯酸纤维Acrylic resin||丙烯酸树脂Active filler||活性填料Adapter assembly||接头组件Addition polyimide||加成型聚酰亚胺Addition polymer||加聚物Adjusting valve||调整阀,调节阀Adhersion assembly||粘合装配Adhersion bond||胶结Adjustable-bed press||工作台可调式压力机Adjuster shim||调整垫片Adjusting accuracy||调整精度,调校精度Admissible error||容许误差Admissible load||容许载荷Adsorbed layer||吸附层Advanced composite material||先进复合材料,高级复合材料Advanced development vehicle||试制车,预研样车AE(Automobile Engineering)||汽车工程技术Aeolotropic material||各向异性材料Aerated plastics||泡沫塑料, 多孔塑料Aerodynamic body||流线型车身Aft cross member||底盘/车架后横梁Air bleeder||排气孔Air clamp||气动夹具Air deflector||导流板;导风板,气流偏转板Air intake manifold||进气歧管Air servo||伺服气泵Air-tight joint||气密接头All-plastic molded||全塑模注的All polyster seat||全聚酯座椅Alligatoring||龟裂,涂膜皱皮,表面裂痕Amino resin||氨基树脂Angular test||挠曲试验Anti-chipping primer||抗破裂底漆(底层涂料)Apron||防护挡板Aramid fibre composites||芳胺纤维复合材料Assembly drawing||装配图Assembly jig||装配夹具Assembly part||装配件,组合件Autoclave forming||热压罐成型Autocorrection||自动校正Automatic compensation||自动补偿Automatic feed||自动进料Automobile instrument||汽车仪表板Automotive transmission||汽车传动装置,汽车变速器Auxiliary fasia console||副仪表板Axial strain||轴向应变Axle bushing||轴衬Axle fairing||底盘车桥整流罩A Stage||A 阶段(某些热固性树脂聚合作用的初期阶段)AAC(Auxiliary Air Control)||辅助空气控制ABC(Active Body Control)||主动式车身控制装置Abherent||阻粘剂Ability meter||测力计,性能测试仪ABL (Ablative)||烧蚀剂Ablation||烧蚀Ablative composite material||烧蚀复合材料Ablative insulative material||烧蚀绝热材料Ablative polymer||烧蚀聚合物Ablative prepreg||烧蚀性预浸料Ablative resistance||耐烧蚀性ABR(Acrylate Butadience Rubber)||丙烯酸丁二烯橡胶Abradant material||研磨材料,磨料Abrade||研磨;用喷砂清理Abrasion||磨耗Abrasion coefficient||磨耗系数Abrasion loss||磨耗量,磨损量Abrasion performance||磨耗性Abrasion-proof material||耐磨材料Abrasion resistant paint||耐磨涂料Abrasion test||磨损试验Abrasive blast system||喷砂清理系统Abrasive cloth||砂布Abrasive disc||砂轮盘,砂轮片Abrasive finishing||抛光Abrasive paper||砂纸Abrasive resistance||耐磨性ABS(Acrylonitrile Butadiene Styrene)resin||ABS 树脂,丙烯腈-丁二烯-苯乙烯(热塑性)树脂ABSM(American Bureau of Standard Materials)||美国标准材料局Absolute dynamic modulus||绝对动态模量Absolute error||绝对误差Absorbent material||吸收性材料,吸收性物质,吸声材料,吸收剂Absorber||减振器,阻尼器,缓冲器ACA(Automotive Composite Alliance)||汽车复合材料协会ACC(Automatic Clutch Control)||自动离合器操纵控制Accelerant||促进剂,加速剂Accelerated aging test||加速老化试验,人工老化试验Accelerator pedal shaft||加速踏板轴Accelerator pump nozzle||加速泵喷嘴Acceptable life||有效使用寿命Acceptance test specification||验收测试规范Access panel||罩板,盖板Accessory||配件,附属品Accessory equipment||辅助设备Accessory kit||附件包,成套附件Accumulator can||储电池外壳Accumulator package||蓄压器组件,蓄压器单元Accuracy in calibration||校准精度Accuracy of finish||最终加工精度Accuracy of manufacture||制造精度Accuracy of positioning||定位精度Accuracy of repetition||重现精度,复制精度Acetal matrix composites||缩醛树脂基复合材料Acetal plastic||缩醛塑料,聚甲醛塑料Acetal resin||缩醛树脂Acetamide||乙酰胺Acetate fiber||醋酸纤维,乙酸纤维Acetone||丙酮Back corner panel||后围角板Back panel||后围板Back side panel||后侧板Back wall pillar||后围立柱Backer||衬料Baffler||挡板,阻尼器;导流叶片Bag Molding||气囊施压成型(袋模法)Baggage holder||行李架Barrier coat||阻挡层;防渗涂层Batch mixing||分批混合,批混Batching unit||分批加料装置Bearing assembly||轴承组合件Biaxial winding||双角缠绕, 双轴缠绕Binder fiber||粘合纤维Bipolymer||二元共聚物Bismaleimide composites||双马来酰亚胺复合材料Blank placement||坯料的放置Blanket||玻璃纤维毡;坯料Blanking press||冲压机, 冲割压力机Blending resin||掺合树脂BMC(Bulk Moulding Compound)||团状膜塑料BMI (Bismaleimide)||双马来酰亚胺Body back panel||车身后板Body back wall||车身驾驶室后围Body bracket||车身支架Body control module||车身控制模块Body frame (Body skeleton)||车身骨架Body front panel||车身驾驶室前围板Body monocoque||单壳体车身,单壳式结构车身Body outer panel||驾驶室覆盖件;驾驶室覆盖件Body structural member||车身结构件Body trim||车身装饰件Bonded riveted structure||胶铆结构Bonnet||发动机罩Brake||制动器Brake arrangement||制动装置Brinell hardness test||布氏硬度试验Brittle coating||脆性涂层Bulk coat||整体涂层Bulk heat treatment||整体热处理Bulk moulding compound||(增强塑料)预制整体模塑料Bumper bracket(holder)||保险杠托架Bus brake system||客车制动系Butt flange||对接法兰Butt joint||对接接头;对接Butterfly valve||节流阀,节气门BWI (Body In White)||白车身Cab deflector shield||驾驶室导流板Cab fairing||驾驶室整流罩Cab floor||驾驶室地板Cab mounting||驾驶室悬置CAD(Computer Aided Design)||计算机辅助设计CAE (Computer Aided Engineering)||计算机辅助工程设计Calibration tolerance||校准公差Calibrating instrument||校准仪表Camouflage paint||覆面漆, 盖面涂料, 伪假漆Cantilever beam impact test||悬臂梁冲击试验Carbon-felt reinforced carbon composites||碳毡增强碳复合材料Carbon fiber clutch||碳纤维离合器Carbon filament cloth||碳丝织物Case extension||外壳的伸出部分,延伸外壳Casing gasket||外壳密封垫Catalyst manifold||固化剂总成Catalyst pump||固化剂泵Catalyst ratio||固化剂比率Cavity||模槽,型腔;凹模Cavity block||阴模Cavity depth||模槽深度Cellular board||蜂窝状板,多孔板Cellular plastics||泡沫塑料,多孔塑料Centre boss||轮毂Centre pin||销轴,枢轴,主销Centrifugal casting moulding||离心浇铸成型Centrosymmetry||中心对称层板Ceramic matrix composites||陶瓷基复合材料Charge||填充气体,填充料Chasis||底盘;机壳,车架Chlorinated polyethlene||聚氯乙烯Chopped fiber||短切纤维Chopped random mat||短切无序毡Chopped strand||短切原丝CIRTM(Co-Injection RTM)||共注射RTM Clamping fixture||夹具,夹紧装置Clamping force||夹持力,合模力Class A surface||A级表面Clear coat||透明涂层,透明罩漆,清漆层Clear coat finish||清漆涂层Clicker die||冲模Climb milling||同向铣削, 顺铣Clipping press||切边压力机Closure pressing speed||合模速度CMM(Closed Mould Moulding)||闭合模塑CMT(Compression Molding||挤压成型工艺CNC(Computerized Numerical Control)||电脑数值控制Coarse grinding||粗磨,用砂轮初加工Coating defect||涂层缺陷Collision test||碰撞试验,撞车试验Combination property||综合性能Concept design||概念设计Convection modulus||对流模量Convergence test||收敛试验Cooling fixture||冷却夹具Cooling tower||冷却塔Crazing||龟裂,细裂纹Cresol resin||甲酚树脂Cutting felt||毡的剪切Cutting-off bushing||环形下料模; 下料环Damped structure||阻尼缓冲结构Damper bracket||件振器支架Dashboard illumination||仪表板照明Dash trimming||前围板衬板Deburring||去毛刺,倒角,除飞边Deepdrawing forming||深拉成型Deflection test||挠曲试验Dent resistance||耐冲击性Design freedom||设计自由度Detail drawing||祥图,零件图Die assembly||压模装置Die casting||压模铸件,压模铸法Dimethyl fomamide||二甲基甲酰胺Dimethyl ketone||二甲基甲酮; 丙酮Dip pretreatment||浸渍预处理Die prime coat||浸渍打底漆Dimensional stability||尺寸稳定性Dip coating||浸涂Dip forming||浸渍成型Durability testing||耐久性试验,寿命试验Dwell||保压,暂停加压;滞留时间Dynamometer||测力计Edge effect||边缘效应,边界效应Edge feed||边缘进料Edge gate||侧浇口Ejection force||脱模力Ejector||起模杆Ejector guide pillar||推板导套Ejector housing||支架Elasticizer||增塑剂Elastomeric composites||高弹体复合材料Elongation at break||断裂延伸率Energy absorbing foam||吸能泡沫塑料Epoxy resin||环氧树脂Ether ketone||酮醚Explosion proof||防爆Exterior body panelling||车身外板部蒙皮Exterior trim||外饰,外饰件Fabric composites||织物复合材料Fabric impregnation||织物浸渍Fabric preform||织物预成型Fabric prereg||织物预浸料Fabrication parameter||制造参数Fabrication procedure||制造工序Fabricating machinery||加工设备Face plate coupling||法兰式连接Factory primer||工厂底漆,工厂防锈漆Fairing||整流罩,整流装置Fairing panel||前裙板Fascia bracket||仪表板支架Fascia mask||仪表板罩板Fastening clamp||夹紧装置,紧固夹子Fatigue tension test||拉伸疲劳性试验FCM(Fibrous Composite material)||纤维复合材料FEA(Finite Element Anlysis)||有限元分析Feed system||供料系统Feeding pump||供给泵Feeding speed||进给速度Female groove||凹模Female mould(tooling)||阴模Fender||翼子板;护板Fender apron||挡泥板Fender inner panel||翼子板内衬护板Fiber composite laminate||纤维复合材料层板Fiber mat layer||纤维毡层Finisher(Finishing component)||装饰件Flange||法兰, 凸缘Flange fitting||法兰式管接头Flash||毛边Flash mold||毛边模具Front sheet metal||车前板制件Fuselage fairing||机身整流装置Gage kit||仪表组,仪表套件Gas cavity||气泡,砂眼Gauge panel||仪表板Gear assembly||齿轮传动装置, 减速器Gearbox cover||变速器壳盖Gear bracket support||齿轮托支架Gel coat||胶衣,凝胶涂层Gel coat drum||胶衣圆桶Gel coat flow monitor||胶衣流量监控器Gel time||凝胶时间Glass fiber winding machine||玻璃纤维缠绕机Glass wool||玻璃棉Glass yarn||玻璃丝Guiding device||导向装置Gunk||预混料Gusset||角撑件Gutter channel||流水槽Hand lay-up ||手工铺叠,手工铺贴Hardness testing machine||硬度测试仪Hauling truck||拖车Header board outside panel||前板外板Headrest||靠枕Heat barrier material||隔热材料Heat forming||热成型High molecular material||高分子材料High pressure bag molding||高压袋成型工艺High pressure injection moulding||高压注射成型,高压注射模塑High-strength structural adhesives||高强度结构粘合剂此资源来自:如需转载,请注明出处,谢谢合作!~High temperature coating||高温涂层Hose support||软管支架Hub assembly||毂组件Hub bearing||车轮轮毂轴承Hydraulic device||液压装置Hydraulic engine||液压发动机Hydrostatic strength||流体静力强度IMC(In-Mold Coating)||模具内部涂层Immersion paint||浸漆Immersion test||浸渍试验,浸泡试验Immovable support||固定刀架Impact analysis||碰撞试验撞击分析Impact bending||冲击挠曲Impact specimen||冲击试样Impegnate||浸渍Impelling strength||冲击韧性Injection head||注射头Injection-moulded composites||注射模塑复合材料Injection moulded part||注塑制件Injection nozzle||注射喷口,压注喷口Intermittent entry||间歇供给,不连续供给Intermittent failure||间接性故障Izod test||悬臂冲击试验Jack||千斤顶,起重器;传动装置Jack engine||辅助发动机Jackbit insert||切刀,刀具,刃口Jacket||护套,套管,保护罩,蒙皮Jar-proof||防震的Jaw||钳口;定位销Jell||胶凝,凝固,固结Jet milling||喷射研磨Jig||夹具,定位模具Jig-adjusted||粗调的Job program||工作程序Joining nipple||接合螺管Joining on butt||对头接合Joint face of a pattern||分模面Joint gate||分型面内浇口Joint packing||填充垫圈,接合填密Joint sealing material||填缝料Joint-shaped support||铰接支架Joint strenght||连接强度Jump welded tube||对缝焊管,焊接管Junction bolt||接合螺栓Junction point||接点Keeping life||保存期,产品有效期Kenel||型芯Ketene||乙烯酮, 烯酮Ketene dimethyl||二甲酮Ketimide||酰基酮亚胺Ketimine||酮亚胺Ketoamine||酮胺,氨基酮Ketol||乙酮醇Ketone||甲酮Keying strength||咬合强度Knife holder||刀具,刀架Knockout||脱模Knockout pin||脱模销Knockout plate||脱模板Knoop scale||努氏硬度标度Knuckle joint||铰链连接Koplon||高湿模量粘胶纤维Koroseal||氯乙烯树脂Lacquer||挥发性漆;涂漆Lacquer finish||喷漆,上漆,罩光Lacquer formation||漆膜形成,成漆Lacquer putty||腻子,整面用油灰Lacquering ||上清漆Laminate construction thickness||结构层厚度Laminated panel||薄层状板Laminated plastics||层压塑料制品, 塑料层板Laminated thermosetting plastics||层压热固塑料Latex paints ||清漆Lay-up||(塑料,夹板的)铺叠成型Light-alloy body part||轻合金车身零件Lining ||衬里,衬垫Loaded haul cycle||载货行程Location bearing||定位轴承Location guide||固定导杆,定位导杆Location hole||定位孔Location tolerance||位置公差, 安装公差Locatin pin||定位销Lock bolt||锁紧螺钉Low pressure injection moulding||低压模塑成型Low shrink resin||低收缩树脂Luggage rack||行李架Machining accuracy||加工精度Machining center||加工中心Main shaft gear bushing||主轴齿轮衬套Mandrel ||卷芯,模芯;芯轴Manifold hood||歧管外罩Manual Lay-Up||人工手糊Manual spray-up||手工喷射Manual truck||手推车Manufacturing drawing||制造图纸Matched molds||合模Matrix ||基体,基质Mechanical properties||机械性能Metal bonding||金属粘结Metal-working machine||金属加工机床Methanol||甲醇Mismachining tolerance||加工误差Modular||组装式的Mofulus of elasticity||弹性模量Mould operation||模具操作Moulded plastics||模压塑料Moulding||嵌条;成型;装饰件Mount support||装配支架Multi-axial stress||多轴向应力Multi-tool machining||多刀切削加工||Needled mat||针刺毡,针织毡Non-ductile fracture||无塑性破坏Nontwisting fiber||不加捻纤维Notched izod test||带缺口悬臂梁式冲击试验Nozzle||管嘴,喷嘴Numerically controlled engine lathe||数控普通车床Nylon resin||尼龙树脂OEM (Original Equipment Manufacturer) ||原始设备生产商Offset cab||侧置驾驶室On-site forming||现场发泡On-site winding||现场缠绕成型Open molding||敞开式模塑法Opening mould||开模Optimized design||优化设计Orifice||注孔Orthophenyl tolyl ketone||邻苯基甲苯基酮Orthophthalic resin ortho||邻苯二甲酸树脂Osmotic pressure||渗透压力Outboard wing||外翼Outer panel skin||蒙皮Oven heating||烘箱加热,加热固化Over-engineering||过份设计的Over flow||溢流Over-spray||过喷Overhead traveling crane||高空移动行车Overhead-valve engine||顶置气门发动机Overhung trailer||外伸式拖车Oxide paint||氧化物涂料Package power||动力装置总成Packed ||紧密的,密实的;有密封的,有填料的Packing||衬垫;填料,密封填料;包装PAD(Paint As Required)||按需涂漆Paint base coat||上底漆Paint blemish||涂漆缺陷Paint blower||喷漆用压力机,喷漆枪Paint brush||涂漆刷Paint dilution||油漆稀释PE(Polyethlene)||聚乙烯Pedestal mounted||落地安装的Phenolic plastic||酚醛塑料Phenyl ketone||苯基甲酮Pit mounted||嵌入式安装Pivotal arm||枢轴Platic structural component||塑料结构零部件Plastic upholstery||(座椅)塑料蒙面Play compensation||间隙补偿PLC(Programmable Logical Controller) ||可编程序逻辑控制器Polycarbonate plastics||聚碳酸脂塑料Polyester resin||聚脂树脂Polyimide||聚酰亚胺Polymer||聚合物,高分子,多聚体Polyurethane foam||聚氨酯泡沫塑料Polyvinyl||聚乙烯的, 聚乙烯Polyvinyl fluoride||聚氟乙烯Prefabricated parts||成品零部件,制造好的零部件Propylene resin||丙烯类树脂Protecting lacquer||防护漆PSF(Polystyrene Foam)||聚苯乙烯泡沫塑料PTFE(Polytetrafluoroethylene)||聚四氟乙烯Pultrusion||拉挤成型Putty knife||油灰(腻子)刮铲QC(Quality Control)||质量控制QCS(Quality Control Standard)||质量管理控制标准QR(Quality Requirements)||质量规格(要求) Quality certification||质量认证Quantity production||大量(成批)生产,大规模生产Quantity production||大量(成批)生产,大规模生产Quarter panel brace||后侧围板支撑件Quarter panel lower extension||后侧围板下延伸部Quarter trim cap||后侧围装饰板盖Quarte wheel house||后侧围轮滚罩,后侧围车轮室Quasi-isotropic laminate||准各向同性层板Quench||淬火Rack truck||架子车, 移动架Radial dispersion||径向位移Radial loading||径向力(载荷)Radial pump||径向离心泵Radiation protective paint||防辐射涂料Radiator||散热器Rag||毛刺RARTM(Rubber-assisted RTM)||橡胶辅助RTM(用橡胶取代芯材的热膨胀RTM)Reactive resin||活性树脂, 反应型树脂Rear skirt rail||后围裙边梁Reciprocating engine||活塞式发动机, 往复式发动机Reinforcement||车身加强件,增强材料;构架Repeat accuracy||重复精确度Repeatability||设备重复定位精度Resin formulation||树脂配方Retaining nest||定位槽Return trip||回程,返回行程Rib||筋,加强筋RIFT(Resin Infusion Under Flexible Tooling)||挠性上模具树脂浸渍工艺RIM(Reaction Injection Molding)||反应注射模塑Safety hood||安全罩Sample testing||样品试验Sand wet||(车身/涂装)湿砂打磨Sandwich body||夹层结构车身Sandwich construction||夹层结构Sandwich panel||多层板,复合板Shaft assembly||轴组件Skin coat||表层;罩面层Solvent reclaim||溶剂的回收Stiffener||加强件Storage modulus||储能模量Stress at definite elongation||定伸应力Stretched actylic plastic||拉伸丙烯酸塑料String milling||连续铣削Stroke||(悬架)减振器,冲程Structural instrument panel||结构仪表板Structural layer||结构层Styrene||苯乙烯Styrofoam||聚苯乙烯泡沫塑料Surface mat||表面薄毡Synthetic resin paint||合成树脂涂料Tack strength||粘着强度Tail gate||(卡车等的)后挡板Teflon||聚四氟乙烯(塑料, 绝缘材料)TERTM(Thermal-Expansion Resin Transfer Molding)||热膨胀树脂传递模塑Thermoplastic plastics||热塑性塑料Thermoset resin||热固性树脂Thickening agent||增粘剂Trim waste||内饰废料Trimming orientation||修边定位Turbulent heating||湍流加热Turndown ratio||衰减比率Twisting stress||扭胁强, 扭应力U bolt||U形螺栓U bolt plate||U 形螺栓垫板Ultimate mechanical strength||极限机械强度Ultraviolent sensitive coating||紫外线感光涂层Undercoat paint||头道漆Uniaxial drawing||单轴拉伸Unsaturated polyester resin||非饱和聚酯树脂Unyielding support||不可压缩支架, 刚性支架Upper yield stress||上屈服应力Urethane coating||氨基甲酸乙酯涂层UVRTM(Ultra-violet RTM)||紫外线固化RTM(利用紫外线进行固化)VA RTM (Vacuum Assisted Resin Transfer Molding) ||真空辅助RTMVacuum bag molding||真空袋模制法VARI(Vacuum Assisted Resin njection)||真空辅助树脂注射Variable speed||无级变速Ventilation duct||通风管Ventilator(Ventilating equipment)||通风装置Vibratory stress||振动应力VIMP (Variable Infusion Molding Process)||可变浸渍模塑Vinyl chloride resin||聚氯乙烯树脂VOC(Volatile Organic Compound)||挥发性有机化合物Volume modulus||体积模数Vortex generator||(车身)扰流器,导流板VRV(Vacuum Reducer Valve)||真空减压阀Warping stress||翘曲应力Waste utilization||废物利用,废物处理Water shield||防水罩,挡泥板;密封条Water tolerance||耐水性Wedge gripping||楔形夹具Wheel fender||翼子板Wing trussgrid||翼子(挡泥)板加强件Winding||缠绕Wingtip assembly||翼尖整流罩Wire drawing||拉丝Wiring press||卷边压力机, 嵌线卷边机Workpiece grippe||工件夹子(持器),机械手Woven roving fabric||(玻璃纤维)无捻粗纱布织物Xylenol Carboxylic Acid||二甲苯酚酸Xlylene||亚二甲苯基Xyster||刮刀X alloy||铜铝合金Xenidium||胶合板Xenidium||胶合板Xylene ||二甲苯Xylene resin||二甲苯树脂Yard-crane||移动吊车,场内移动起重机Yarn count||纱线支数,丝线支数Yarn strength||纱线强度,长丝强度Yield limit||屈服极限,屈服点Yield point under bending stress||弯曲应力下的屈服点Yield stress||屈服应力, 屈服点Yield stress controlled bonding||屈服应力粘结Zedeflon||四氟乙烯均聚物Zero checker||定零位装置, 零位校验Zero clearance||零间隙Zero compensation||零位补偿Zero initial condition||零初始条件Zero setting||(仪表)零位调整, 置零Zero shrinkage resin||零收缩树脂Zone control||区域控制。
全球顶级企业名录中英文对照版

Aquasource - 得利满Arkal Filtration System阿科过滤系系统有限公司Asahi Kasei Chemicals Corporation旭化成化学株式会社Atech Innovations GmbH阿泰细技术开发有限公司Beijiaer Water Treatment Co., Ltd.贝加尔水处理公司Beijing EDI Water Treatment Technologies Ltd.北京易蒂艾水处理技术有限公司Beijing Jieming Environment Protection Equipment Co., Ltd. 北京洁明天地环保设备有限公司Beijing Memshell北京合众思科技有限公司Beijing NewTek International Inc.北京新泰永清国际科技发展有限公司Bel Composites Industries比尔合成材料工业Changzhou Kedi GFRP Co., Ltd.常州科迪玻璃钢有限公司Changzhou Kewei Fine Chemical Factory常州科威精细化工厂Chengde Shuanghui Active Carbon Co., Ltd.承德双惠活性炭有限公司Continental Disc CorporationCorstar Consult可事托咨询(上海)有限公司Dahebei Active Carbon Factory凌源大河北活性炭厂Dalian Kena Science & Technology Development Co., Ltd., CAS中国科学院大连化学物理研究所科纳科技开发公司Dalian OKM Industrial Ltd.大连欧科新源超滤膜技术有限公司东莞谢岗缠绕复合材料厂Dongguan Xiegang FRP composites Manufacture FactoryDow Chemical陶氏化学Dunwell Environmental Mgmt Co., Ltd.正昌环保管理有限公司Erie Water Treatment Controls Ltd.美国伊瑞尔水处理控制器有限公司Fuji Electric日本富士电机控股株式会社Fuyang Hexin Water Treatment Equipment Factory富阳核新水处理设备厂Fuyang Tongli Water Treatment Equipment Factory富阳市通力水处理设备厂Fuyang Zhonghe Electronic Co., Ltd.富阳市中荷电子有限公司GE通用电气(中国)有限公司Glass Fiber Reinforced Plastic Group Ltd., Company Of ZaoQiang Hebei 河北枣强玻璃钢集团有限公司Glynwed Pipe Systems Shanghai格林韦德管道系统(上海)有限公司Goldpoint Environment Protection Automation Co., Ltd.苏州金点环保自动化有限公司Hangzhou ENPR Water Treatment Technology Co., Ltd.杭州英普水处理技术有限公司Hangzhou Meiyi Water Treatment Equipment Co., Ltd.杭州美怡水处理设备制造有限公司Hangzhou SQ environmental Eng. Co., Ltd.杭州崧乔环保工程有限公司Hangzhou Sudi Environmental Protection Industries Co., Ltd.杭州苏堤环保实业有限公司Hangzhou Water Treatment Center杭州水处理中心Harbin ROPV Industry哈尔滨乐普实业发展中心Hefei Shijie Membrane Engineering Co., Ltd.合肥世杰膜工程有限责任公司Hengshui Huayang Environmental Protection Equipment Co., Ltd. 衡水华洋环保设备有限公司Hsin Chi Water Purified Technology (Kun Shan) Co., Ltd.兴麒净水科技(昆山)有限公司Huachen Decontaminating Equipment, Ltd.太仓华辰净化设备有限公司Ionpure美国IONPURE公司Jinan Angel Water济南安吉尔实业有限公司Jinan Xinghai Biological Filtration Material Co., Ltd济南兴海生物滤料有限公司Jiangsu Jiuwu Hightech Co., Ltd.江苏久吾高科技股份有限公司Koch Membrane Systems美国科氏滤膜系统公司Kunshan Jingcheng Membrane Technology Co., Ltd.昆山精诚膜技术有限公司Memcor Australia Pty Ltd.Mianyang New Polymer Material Co., Ltd.绵阳市聚合新材料有限公司Nanjing Lanshen Environmental Engineering Equipment Co., Ltd. 南京蓝深环境工程设备有限公司Ningbo Jiangnan Plastic Cement Container Co., Ltd.宁波江南塑胶容器有限公司Nittodenko/Hydranautics日本电工集团/美国海德能公司Omexell (Beijing) Membrane Technology Ltd.欧梅塞尔(北京)膜技术有限公司Rohm & Haas罗门哈斯公司Saehan Industries Inc.(株)世韩公司Shandong Ideal Membrane Technology Co., Ltd.山东意迪尔膜技术有限公司Shangdong SDU Environment Protection Water Co., Ltd.山东山大环保水业有限公司Shanghai AquaBetter Environmental Engineering Co., Ltd.上海征创环境工程设备有限公司Shanghai CEM Corporation上海施美克环保设备有限公司Shanghai Chanitex Water Treatment Co., Ltd.上海佳尼特水处理有限公司Shanghai Chaoran Science & Technology Development Co., Ltd. 上海超然科技发展有限公司Shanghai Enlin Environment Technology Co., Ltd.上海恩临环保科技有限公司Shanghai Filtration Co., Ltd.上海过滤器有限公司Shanghai Flow Value & Fitting Co., Ltd.上海富乐阀门管件有限公司Shanghai Fushan Valve Co., Ltd.上海富山阀门有限公司Shanghai Jishui Environment Protection Engineering Co., Ltd. 上海极水环保工程安装有限公司Shanghai Lanpu Cleaning Technology Corporation上海蓝浦清洗技术公司Shanghai Qian Electronic Technology Co., Ltd.上海祺安电器科技有限公司Shanghai Shanghua Water Treatment Material Co., Ltd.上海上化水处理材料有限公司Shanghai Tepia Technology Co., Ltd.上海太比雅科技有限公司Shanghai Xinchen Water Treatment Co., Ltd上海信晨水处理设备有限公司Shanghai Yiming Filtration Technology Co., Ltd.上海一鸣过滤技术有限公司Shanghai Youli Water-Storing Pipe Co., Ltd.上海佑利积水管业有限公司Shenzhen Aoliyuan Technology Co., Ltd.深圳市奥力原科技有限公司Shide Light Industry Products Co., Ltd.中山实德轻工机电制品有限公司Shijiazhuang Keda Instruments & Meter Co., Ltd.石家庄科达仪器仪表有限公司Shunde Zhonglian Technology Development Industrial Co., Ltd. 广东顺德中联科技实业发展有限公司Synder (Shanghai) Filtration Technology Co., Ltd.星达(上海)过滤技术有限公司Taishan Huafu Electronics Co., Ltd.台山市华富电子有限公司Taixiang Light Industrial Machinery Co., Ltd.温州泰翔轻工机械有限公司Taiwan Environmental Manufacturers Association台湾区环保设备工会同业分会Tianjin Holy Valve Co., Ltd.天津市合力阀门制造有限公司Tianjin Motimo Membrane Eng. & Tech. Co., Ltd.天津膜天膜工程技术有限公司Tianjin TEDA Filters Co., Ltd.天津泰达洁净材料有限公司Tianlue Advanced Textile Co., Ltd.上海天略纺织新材料有限公司Tianwei Membrane Technology Co., Ltd.山东天维膜技术有限公司Toray Industries东丽(中国)投资有限公司V ontron Enviro-Tech Co., Ltd.汇通源泉环境科技有限公司Wuhu Huafei Purification Equipment Co., Ltd.芜湖华飞净化器材有限公司Wuhu Jieyuan purifying Equipment Co., Ltd.芜湖市洁源净化器材有限责任公司Wuxi Jiyang Pump Manufacture Co., Ltd.无锡市九扬泵业制造有限公司Wuxi Taixing Environment Protection Co., Ltd.无锡台兴环保有限公司Xi’an Sunwa rd Aerospace Material Co., Ltd.西安向阳航天材料股份有限公司Xiangfan Jingyuan Water Treatment Equipment Co., Ltd 襄樊净远水处理设备有限公司Yuyao Jieda Environment Protection Equipment Co., Ltd. 余姚市捷达环保设备有限公司Zhejiang DD Water Industry Co., Ltd.浙江东大水业有限公司Zhejiang Huzhou Hengxin Plastics Co., Ltd.湖州恒鑫塑料制品有限公司。
制造业专业英语词汇

制造业专业英语词汇Manufacturing Industry Terminology.1. Manufacturing Processes.Machining: The process of shaping or modifying a workpiece by cutting, boring, drilling, grinding, or other methods using machine tools.Casting: A manufacturing process where liquid material is poured into a mold, which cools and solidifies into the desired shape.Forging: A process of shaping metal by applying compressive forces that exceed its yield strength,resulting in a permanent deformation of the metal.Extrusion: A metalworking process where material is pushed or drawn through a shaped hole or die to create a continuous piece of desired cross-sectional profile.Injection Molding: A manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials.2. Materials and Components.Raw Materials: Unprocessed materials used in the primary production of goods, such as metals, plastics, and wood.Components: Individual parts that are assembled to create a complete product, such as gears, bearings, and fasteners.Substrate: The base material upon which other materials are applied or deposited, such as a printed circuit board in electronics.Alloy: A mixture of two or more metallic elements, often with non-metallic elements, that has metallic properties.Composite Material: A material made from two or.。
METYX Composites 产品介绍说明书
METYX Composites®Fourth Composites Summit October 22-24, 2014 • Istanbul, Turkey Radisson Blu Hotel & Spa, Istanbul TuzlaMETYX Composites, a division of T elateks A.S., has been producing high-quality textiles for more than 70 years in Istanbul, Turkey. The METYX Composites vision is driven by customer needs. Recognizing the desire for stronger, lighter structures – as well as more competitive end-products in various industries – METYX Composites was founded to provide the composites arena with the high-performance technical textiles and custom solutions needed to achieve a leading edge in today’s challenging marketplace. Among the industries that METYX Composites has served for more than 10 years are the following: marine, automotive, transportation, wind energy, construction and architecturalapplications, infrastructure, and sports and leisure.METYX Composites manufactures a wide range of high-performance technical textiles: multiaxial reinforcements (e-glass, aramid, carbon, and hybrids), RTM reinforcements, woven reinforcements, and vacuum bagging products. Also offered are comprehensive tooling and kitting services. The METYX Composites Tooling Center specializes in composite tooling, prototyping, and pattern and plug production services. The METYX Composites Kitting Center focuses on core material kitting (PVC, PET, balsa, and polyurethane), as well as fabric kitting (reinforcements and vacuum consumables).All METYX Composites products are manufactured either at the company’s 24,000-square-meter, state-of-the-art facility in Turkey or its new 12,000-square-meter manufacturing center in Kaposvar, Hungary. Only certified raw materials are used, and all manufacturing processes strictly adhere to ISO 9001:2008 standards.As an extension of its technical textiles and composites-related products and services, METYX Composites also delivers extensive consulting and technical training both in Turkey and abroad.METYX Fourth Composites Summit is brought to you by METYX Composites and our valued sponsors:Airex A.G.3A Composites Core Materials is a global organization within 3A Composites. The company has operations in Europe, NorthAmerica, South America, India, and China. The branded prod -ucts AIREX ®, BALTEK ®, and BANOVA ® pioneered the sandwich technology nearly 70 years ago. Fabricators use these core ma -terials to make innovative, lightweight sandwich structures for the wind energy, marine, and transportation markets, as well as for other industrial applications. 3A Composites Core Materials is the global leader in answering market and user demands for sustainable, lightweight, and resource-friendly materials that en -able the production of lighter and thus more energy-efficient end products. In the wind energy market, its core materials are key factors in the growth of renewable energy generation.DowAksaAksa, the world’s leading pro -vider of acrylic fiber, and The Dow Chemical Company, one of the world’s leading scienceand technology companies, have formed a joint venture called DowAksa. DowAksa was formed to develop, manufacture, and globally market carbon fiber and derivatives to support the rapidly expanding carbon-fiber-based composites industry. DowAksa will expand on Aksa’s existing carbon fiber produc -tion assets in Yalova, Turkey, and will combine the strengths of its partners to supply high-tech transportation, energy, and infrastructure solutions at lower total cost to the customer. De -velopment plans include integrated production capability for the manufacture and supply of advanced carbon fiber com -posites. Upon completion, DowAksa will be the carbon fiber composites industry’s only large-scale, full-service, integratedsolutions provider.Composite Integration posite Integration Ltd. provides market-leading and innovative solutions to the com -posites industry, specializing inresin transfer molding and resin infusion processes. The com -pany manufactures a full range of RTM and infusion machinery and ancillary equipment supported by comprehensive toolingand training services.DuratekDuratek has specialized in poly -mer chemistry for more than 40 years. Duratek designs, produces, and markets mainlyepoxy, polyurethane and acrylic-based materials. Duratek pro -duces certified epoxy-based lamination resins for composite structures (hand lamination, vacuum bagging, vacuum infu -sion, RTM, and L-RTM), certified wood lamination systems,and high-strength structural adhesives.Scott BaderScott Bader was established in 1921 and today is a Euro 227 million global chemical compa -ny, employing more than 600people worldwide. With manufacturing sites located around the world – including new ventures in Canada, South America, and India – Scott Bader manufactures, sells, and distributes a wide range of composites, advanced composites, adhesives, and speciality polymers to many different markets and has built a reputation for innovation, quality, and excellent cus -tomer service.TURKISH COMPOSITESMANUFACTURERS ASSOCIATIONTurkish CompositesManufacturers Association TCMA was established in May2005. The objectives of the As -sociation are: to foster the useof GRP in every aspect of life; to carry out activities regarding its introduction, information sharing, standardization, and de -velopment for the benefit of governmental and local authori -ties, users, manufacturers, and scientific institutions; to con -duct scientific studies upon which to base the production and usage of GRP; and to create synergy by gathering the relevant manufacturers and scientific institutions under one roof. TCMA is also a member of American Composites Manufacturers As -sociation (ACMA) and European Composites Industry Asso -ciation (EuCIA).METYX Composites Kitting Center METYX Composites Tooling CenterMETYX Composites Istanbul FactoryThe METYX Composites TeamMETYX Composites Summit was born out of the belief that ongoing formal training and real-world experience are what make it possible to turn ideas into success -ful end products. Today, the Composites Summit is the most comprehensive event for high-performance com -posites in Turkey. The event amasses industry leaders and professionals from around the globe in every sector of the composites industry.The Summit offers attendees the opportunity to take part in interactive presentations and hands-on demon -strations; to learn about new products, techniques, and industry advancements; and to network with composites industry leaders.Due to industry growth and increased demand for ex -pertise, METYX Fourth Composites Summit promises to be the most informative yet. It includes a one-daycomposites conference followed by two days of prac -tical training (RTM School and Infusion Training). All sessions have been designed to provide the maximum amount of targeted content, including theory and prac -tice. The goal of the Summit is to teach, challenge, andinspire all attendees.This year’s presenters represent world-renowned com -panies and institutions, including:• Arkema (France)• Composite Integration (UK)• eCon Engineering KFT (Hungary)• METYX Composites (Turkey)• Neo Yachts (Italy)• Onuk-BG (Turkey)• Turkish Aerospace Industries (Turkey)• Walder Mader AG (Switzerland)Composites ConferenceOctober 22, 2014Learn about the latest developments in production techniques for the composites industry. Experts from various industries present case studies and best practices.Event Highlights:• Developments in Infusion Technology • RTM Process and Tooling Strategies• New Materials and Processes in Thermoplastic Composites • Structural Use of Composites in Public Transport and New Solutions• Case Studies for High-Tech Marine Composites • Structural Analysis of Composites• Use of RTM Process for Aerospace Structures • Production Technologies of Railway Composites with FST ProductsPractical Training(RTM School and Infusion Training)October 23-24, 2014Learn about the latest in RTM technology and infusion to enable a quick start for newcomers and advanced techniques for those with experience.Event Highlights:• Practical demonstrations and training in RTM and infusion • See the latest in RTM and resin infusion technology – invaluable for newcomers and experienced molders• Theoretical training combined with practical demonstrations • Process techniques and troubleshooting • Case studies illustrating industrial applications • Overview of mold design• Overview of mold construction and mold building materials (comprehensive training materials will be available)Wednesday, October 22, 2014 9:15 AMOpening Speech by METYX Composites9:25 - 9:45 AMMETYX CompositesComposites Reinforcements, Distribution, and Consulting (Turkey)Ugur Ustunel & Tunc Ustunel, Co-DirectorsRecent Trends in CompositesThis presentation will examine recent developments in the composites industry via new METYX Composites investmentsand product lines that deliver cutting-edge solutions to manufacturers across industries.9:50 - 10:20 AMTurkish Aerospace IndustriesDesign, Development, Modernization, and Manufacturing of AerospaceSystems (Turkey).trHakki Kizilok, Chief Design EngineerRTM Application in the Aerospace IndustryDuring the past decades, composites have been widely used in aerospace applications due to their favorable weight-strength ratio and stiffness. The key parameters and demands of the aerospace industry are: reducing weight, decreasinglabor cost, and streamlining the process steps – all with the end goal of decreasing fabrication time. Recent developmentshave made possible new production methods for producing complex aerospace structures. The Resin Transfer Molding(RTM) production method yields high surface quality on both sides of the part, better dimensional tolerance, repeatability,and reduced labor cost, with a high level of integration. The presentation will provide a general overview of the complexcomposite shapes in aerospace that have been manufactured successfully utilizing RTM.10:20 - 10:45 AMONUK-BGDefense Systems Research and Development (Turkey)Barıs A. Gumusluoglu, DirectorDesign of Composite Sandwich Ship-Borne PlatesFrom a local strength analysis perspective, ship panels consist of plates supported by beams, webs, bulkheads, andother structures. Theoretically, structural analysis of non-rectangular and/or curved composite sandwich plates cannot becarried out with closed form analytical methods in most cases. The purpose of this presentation is to demonstrate that theuse of closed-form methods based on Classical Laminated Plate Theory (CLPT) can be considered a viable approach tothe analysis of sandwich plates with geometries that deviate, to a certain extent, from a perfect rectangular or flat shape.This solution can only be used as an approximation. Within the context of this presentation, the allowable limits of thisdeviation – above which closed-form methods start producing irrelevant results for simply supported plates of compositesandwich construction operating under evenly distributed out-of-plane pressures – will be demonstrated.10:50 - 11:20 AMComposite IntegrationRTM T echnology, T ooling, and Equipment (UK)Richard Bland, Co-DirectorDirect Infusion: Developments in Equipment for Infusion ProcessesTraditionally, infusions of large structures have been both labor intensive and wasteful. Resin handling equipment, if used,has been limited to the mixing and dispensing of resin and hardener into large containers. This presentation aims to showhow the efficiency and quality of infused structures up to 500 square meters can be significantly improved by the use oftechniques and processing equipment normally associated with advanced Resin Transfer Molding (RTM).11:20 AM - 12:00 PMExhibit Area and Free Time12:00 - 1:10 PMLunch Break1:15 - 1:45 PMeCon Engineering Kft.CAE Engineering Services (Hungary)Marton Graf, Project ManagerComposite FEA in Vehicle DevelopmentStructural composite components are essential to modern, high-performance vehicle design. Originating in theaerospace and marine sectors, today’s composite technology has found its way into new industries – like transportationand buses – where it has been adapted in the search for lightweight design, low emissions, and a competitive electricrange. Finite Element Analysis (FEA) is an important tool for designing these composite structures. Numericalsimulation allows for effective design verification, simulating the effects of different layups and geometries. However,thanks to multiple layers, orthotropic materials, and different failure modes, working with composites in FEA brings anadded layer of engineering complexity and a very strong symbiosis with laboratory measurements.Our presentation showcases two industrial examples of complex composite FEA calculations: an analysis of a small aircraftwing, including numerical airflow simulation coupled with the structural results, and an innovative lightweight-autobusdesign with full E/V drive built into a fully composite body.1:50 - 2:20 PMArkemaA Leading Global Chemical and Materials Provider (France)Gilles Francois, Composites R&D EngineerThermoplastic Resins for Traditional Thermoset ProcessesAs various industries face demands for lighter-weight and higher-performing parts, the use of continuous fiber reinforcedcomposites has become increasingly attractive. Thermoset resins are typically used as the matrices in these compositeparts, but they can bring limitations in terms of recyclability, joining, and post-forming.T o address these concerns, Arkema has developed its new range of Elium® liquid thermoplastic resins. These materialsare used in traditional processes like RTM, RTM Light, and infusion. Once formed, the final parts made with Elium® resinsare thermoplastic. Then they can easily be joined with adhesives or via welding. They can even be post-formed. Perhapsmost importantly, the parts can then be recycled at the end of their useful lives.This presentation will provide a comparison with thermoset resins along different parameters and will show the ways inwhich Elium® liquid thermoplastic resins can help solve many common problems facing manufacturers today.2:20 - 2:45 PMCoffee Break2:50 - 3:20 PMComposite IntegrationRTM T echnology, T ooling, and Equipment (UK)Stephen Williams, Co-DirectorTooling for Closed Mold ProcessesComposite Integration is a specialist in closed mold manufacturing solutions, providing equipment and tooling for RTM,VRTM, and Infusion processes. This presentation will use case studies to provide an overview of the various toolingoptions, including possibilities for master patterns, composite tooling, metal tooling, and flexible tooling.3:25 - 3:55 PMWalter Mader AGCoating, Gelcoat, and Resin Solutions to the Railway and Mass TransportIndustry (Switzerland)Paul Wartenweiler, BU Manager CompositesCurrent and Future Production Technologies of Railway Composites with FST ProductsMader Composites is one of the only European suppliers to provide the full technology enabling customers to meet thestringent requirements of the new The European Norm EN 45545, GOST (Russia/CIS), and other regulations. Based onextensive experiences in manufacturing of fire-resistant products by contact, infusion, and RTM Light, this presentation willgive an overview on standards of performance and production. New technologies will also be discussed.4:00 - 4:30 PMNeo Yachts & CompositesShipyard – Fast, Comfortable Cruising & Full Carbon Sailing Yachts (Italy)Paolo Semeraro, CEONEO400, an Innovative Marine Case StudyNeo Yachts & Composites, established in 2013, is a new yard designed to produce state-of-the-art prepreg infusion carbonproduction yachts. This presentation will focus on an innovative marine case study: the NEO400 sailing boat project.NEO400 carbon is a fast, yet comfortable, cruiser/racer classified as a category “A” boat. It was produced with a directfemale mold with low-temperature prepreg carbon fiber. NEO400 is a high-tech and very light yacht, with 50 percent of itsweight in the keel, a cutting-edge design (inside and outside), and new deck hardware/rigging solutions. In a nod to offshoreracing, NEO400 was designed to be able to defend herself well in w/l races, in addition to being perfect for cruising. Futureproduction of a 50-foot boat made with vacuum infusion and METYX Composites carbon fabrics will also be discussed.The RTM School and Infusion Training will be led by Composite Integration, a METYX Composites partner. Composite Integration Ltd. provides practical technical support and consultancy in all aspects of closed mold processing. Richard Bland and Stephen Williams, Co-Directors of Composite Integration, will conduct all the training.Description of RTM School:The RTM Day will consist of a mixture of theoretical and practical work, and aims to provide a sound working understanding of the vacuum RTM process. Practical demonstrations of the process will be interspersed with presentations highlighting the key process parameters, including tooling design and construction, materials, injection and vacuum equipment, and process control. Attendees can register to receive the full Composite Integration VRTM mold building manual with comprehensive DVD training content.Description of Infusion Training:Following the RTM Day, the Infusion Day will also be a mixture of theoretical and practical work. Starting with the basic principles of vacuum-bag infusion, the presentations will cover the main elements of the process, including materials options, bagging techniques, and process control. Attendees will be able to gain hands-on experience with the various techniques and a good fundamental understanding of the process. Composite Integration is a world leader in the development of equipment for feeding resin directly into infusion processes. The principles of this technique will be explained and practicallydemonstrated.Richard Bland and Stephen WilliamsThursday, October 23, 2014RTM Day8:30 - 10:30 AMTheoretical Presentations: Introduction to Composite Integration and RTM training, What is Resin Transfer Molding?, The closed molding options, Description of the various RTM processes (pros and cons), Factors that affect the RTM process10:30 - 10:45 AMCoffee10:45 AM - 12:30 PMTheoretical Presentations: Flow strategies (advantages and disadvantages), Using vacuum – the VRTM process, Equipment for VRTM Practical demos (VRTM)12:30 - 1:30 PMLunch1:30 - 5:00 PMWorkshops: RTM – Mold design considerations, T ooling options for RTM and VRTM, Practical demonstration of various VRTM tooling techniques, Practical VRTM demos, Review of the day’s activities and Q&AFriday, October 24, 2014Infusion Day8:30 - 10:30 AMWorkshops: Introduction to infusion training, What is resin infusion?, The basic principles, The link from RTM to infusion, Factors that affect the infusion process10:30 - 10:45 AMCoffee10:45 - 11:30 AMTheoretical Presentations: Infusion flow strategies (advantages and disadvantages), Equipment for infusion – large-scale infusion processes11:30 AM - 12:30 PMPractical demos12:30 - 1:30 PMLunch1:30 - 5:00 PMInfusion materials, Practical infusion demos, Review of the day’s activities and Q&AMETYX Composites Orhanli Beldesi Gulsum Sok. No:14 34956 TuzlaIstanbul, TurkeyTel.: +90 216 394 32 60 Fax: +90 216 394 32 58 Email: **************Web: 。
Advanced Materials Manufacturing 7_AMMSlides_Composite Manufacturing PartA_Thermosets
Pre-impregnation of fabric
MECHENG742 Advanced Materials Manufacturing
Polymer Composites Manufacturing
Wet Hand Lay-up
Issues and Analysis
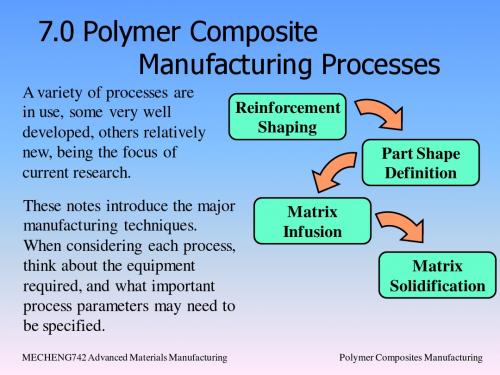
Part Shape Definition
Matrix Infusion
- should expel all air, or voids, from part.
Matrix Solidification - to provide for the necessary cure of a thermoset, or solidification of a thermoplastic.
FPress
… requirement for heating and cooling?
… repeated cycles?
MECHENG742 Advanced Materials Manufacturing
Polymer Composites Manufacturing
3) What injection pressure required to infuse matrix? How fast must the mould be filled? When must infusion be finished? 4) At what rate is heat added or removed from the mould? … mould preheating. … control of thermal cycle. . Q
Pinj
复合材料英语词汇
复合材料英语Acetyl||乙酰Acid-proof paint||耐酸涂料, 耐酸油漆Acrylic fiber||丙烯酸纤维Acrylic resin||丙烯酸树脂Active filler||活性填料Adapter assembly||接头组件Addition polyimide||加成型聚酰亚胺Addition polymer||加聚物Adjusting valve||调整阀,调节阀Adhersion assembly||粘合装配Adhersion bond||胶结Adjustable-bed press||工作台可调式压力机Adjuster shim||调整垫片Adjusting accuracy||调整精度,调校精度Admissible error||容许误差Admissible load||容许载荷Adsorbed layer||吸附层Advanced composite material||先进复合材料,高级复合材料Advanced development vehicle||试制车,预研样车AE(Automobile Engineering)||汽车工程技术Aeolotropic material||各向异性材料Aerated plastics||泡沫塑料, 多孔塑料Aerodynamic body||流线型车身Aft cross member||底盘/车架后横梁Air bleeder||排气孔Air clamp||气动夹具Air deflector||导流板;导风板,气流偏转板Air intake manifold||进气歧管Air servo||伺服气泵Air-tight joint||气密接头All-plastic molded||全塑模注的All polyster seat||全聚酯座椅Alligatoring||龟裂,涂膜皱皮,表面裂痕Amino resin||氨基树脂Angular test||挠曲试验Anti-chipping primer||抗破裂底漆(底层涂料)Apron||防护挡板Aramid fibre composites||芳胺纤维复合材料Assembly drawing||装配图Assembly jig||装配夹具Assembly part||装配件,组合件Autoclave forming||热压罐成型Autocorrection||自动校正Automatic compensation||自动补偿Automatic feed||自动进料Automobile instrument||汽车仪表板Automotive transmission||汽车传动装置,汽车变速器Auxiliary fasia console||副仪表板Axial strain||轴向应变Axle bushing||轴衬Axle fairing||底盘车桥整流罩A Stage||A 阶段(某些热固性树脂聚合作用的初期阶段)AAC(Auxiliary Air Control)||辅助空气控制ABC(Active Body Control)||主动式车身控制装置Abherent||阻粘剂Ability meter||测力计,性能测试仪ABL (Ablative)||烧蚀剂Ablation||烧蚀Ablative composite material||烧蚀复合材料Ablative insulative material||烧蚀绝热材料Ablative polymer||烧蚀聚合物Ablative prepreg||烧蚀性预浸料Ablative resistance||耐烧蚀性ABR(Acrylate Butadience Rubber)||丙烯酸丁二烯橡胶Abradant material||研磨材料,磨料Abrade||研磨;用喷砂清理Abrasion||磨耗Abrasion coefficient||磨耗系数Abrasion loss||磨耗量,磨损量Abrasion performance||磨耗性Abrasion-proof material||耐磨材料Abrasion resistant paint||耐磨涂料Abrasion test||磨损试验Abrasive blast system||喷砂清理系统Abrasive cloth||砂布Abrasive disc||砂轮盘,砂轮片Abrasive finishing||抛光Abrasive paper||砂纸Abrasive resistance||耐磨性ABS(Acrylonitrile Butadiene Styr ene)resin||ABS树脂,丙烯腈-丁二烯-苯乙烯(热塑性)树脂ABSM(American Bureau of Standard Materials)||美国标准材料局Absolute dynamic modulus||绝对动态模量Absolute error||绝对误差Absorbent material||吸收性材料,吸收性物质,吸声材料,吸收剂Absorber||减振器,阻尼器,缓冲器ACA(Automotive Composite Alliance)||汽车复合材料协会ACC(Automatic Clutch Control)||自动离合器操纵控制Accelerant||促进剂,加速剂Accelerated aging test||加速老化试验,人工老化试验Accelerator pedal shaft||加速踏板轴Accelerator pump nozzle||加速泵喷嘴Acceptable life||有效使用寿命Acceptance test specification||验收测试规范Access panel||罩板,盖板Accessory||配件,附属品Accessory equipment||辅助设备Accessory kit||附件包,成套附件Accumulator can||储电池外壳Accumulator package||蓄压器组件,蓄压器单元Accuracy in calibration||校准精度Accuracy of finish||最终加工精度Accuracy of manufacture||制造精度Accuracy of positioning||定位精度Accuracy of repetition||重现精度,复制精度Acetal matrix composites||缩醛树脂基复合材料Acetal plastic||缩醛塑料,聚甲醛塑料Acetal resin||缩醛树脂Acetamide||乙酰胺Acetate fiber||醋酸纤维,乙酸纤维Acetone||丙酮Back corner panel||后围角板Back panel||后围板Back side panel||后侧板Back wall pillar||后围立柱Backer||衬料Baffler||挡板,阻尼器;导流叶片Bag Molding||气囊施压成型(袋模法) Baggage holder||行李架Barrier coat||阻挡层;防渗涂层Batch mixing||分批混合,批混Batching unit||分批加料装置Bearing assembly||轴承组合件Biaxial winding||双角缠绕, 双轴缠绕Binder fiber||粘合纤维Bipolymer||二元共聚物Bismaleimide composites||双马来酰亚胺复合材料Blank placement||坯料的放置Blanket||玻璃纤维毡;坯料Blanking press||冲压机, 冲割压力机Blending resin||掺合树脂BMC(Bulk Moulding Compound)||团状膜塑料BMI (Bismaleimide)||双马来酰亚胺Body back panel||车身后板Body back wall||车身驾驶室后围Body bracket||车身支架Body control module||车身控制模块Body frame (Body skeleton)||车身骨架Body front panel||车身驾驶室前围板Body monocoque||单壳体车身,单壳式结构车身Body outer panel||驾驶室覆盖件;驾驶室覆盖件Body structural member||车身结构件Body trim||车身装饰件Bonded riveted structure||胶铆结构Bonnet||发动机罩Brake||制动器Brake arrangement||制动装置Brinell hardness test||布氏硬度试验Brittle coating||脆性涂层Bulk coat||整体涂层Bulk heat treatment||整体热处理Bulk moulding compound||(增强塑料)预制整体模塑料Bumper bracket(holder)||保险杠托架Bus brake system||客车制动系Butt flange||对接法兰Butt joint||对接接头;对接Butterfly valve||节流阀,节气门BWI (Body In White)||白车身Cab deflector shield||驾驶室导流板Cab fairing||驾驶室整流罩Cab floor||驾驶室地板Cab mounting||驾驶室悬置CAD(Computer Aided Design)||计算机辅助设计CAE (Computer Aided Engineering)||计算机辅助工程设计Calibration tolerance||校准公差Calibrating instrument||校准仪表Camouflage paint||覆面漆, 盖面涂料, 伪假漆Cantilever beam impact test||悬臂梁冲击试验Carbon-felt reinforced carbon composites||碳毡增强碳复合材料Carbon fiber clutch||碳纤维离合器Carbon filament cloth||碳丝织物Case extension||外壳的伸出部分,延伸外壳Casing gasket||外壳密封垫Catalyst manifold||固化剂总成Catalyst pump||固化剂泵Catalyst ratio||固化剂比率Cavity||模槽,型腔;凹模Cavity block||阴模Cavity depth||模槽深度Cellular board||蜂窝状板,多孔板Cellular plastics||泡沫塑料,多孔塑料Centre boss||轮毂Centre pin||销轴,枢轴,主销Centrifugal casting moulding||离心浇铸成型Centrosymmetry||中心对称层板Ceramic matrix composites||陶瓷基复合材料Charge||填充气体,填充料Chasis||底盘;机壳,车架Chlorinated polyethlene||聚氯乙烯Chopped fiber||短切纤维Chopped random mat||短切无序毡Chopped strand||短切原丝CIRTM(Co-Injection RTM)||共注射RTMClamping fixture||夹具,夹紧装置Clamping force||夹持力,合模力Class A surface||A级表面Clear coat||透明涂层,透明罩漆,清漆层Clear coat finish||清漆涂层Clicker die||冲模Climb milling||同向铣削, 顺铣Clipping press||切边压力机Closure pressing speed||合模速度CMM(Closed Mould Moulding)||闭合模塑CMT(Compression Molding||挤压成型工艺CNC(Computerized Numerical Control)||电脑数值控制Coarse grinding||粗磨,用砂轮初加工Coating defect||涂层缺陷Collision test||碰撞试验,撞车试验Combination property||综合性能Concept design||概念设计Convection modulus||对流模量Convergence test||收敛试验Cooling fixture||冷却夹具Cooling tower||冷却塔Crazing||龟裂,细裂纹Cresol resin||甲酚树脂Cutting felt||毡的剪切Cutting-off bushing||环形下料模; 下料环Damped structure||阻尼缓冲结构Damper bracket||件振器支架Dashboard illumination||仪表板照明Dash trimming||前围板衬板Deburring||去毛刺,倒角,除飞边Deepdrawing forming||深拉成型Deflection test||挠曲试验Dent resistance||耐冲击性Design freedom||设计自由度Detail drawing||祥图,零件图Die assembly||压模装置Die casting||压模铸件,压模铸法Dimethyl fomamide||二甲基甲酰胺Dimethyl ketone||二甲基甲酮; 丙酮Dip pretreatment||浸渍预处理Die prime coat||浸渍打底漆Dimensional stability||尺寸稳定性Dip coating||浸涂Dip forming||浸渍成型Durability testing||耐久性试验,寿命试验Dwell||保压,暂停加压;滞留时间Dynamometer||测力计Edge effect||边缘效应,边界效应Edge feed||边缘进料Edge gate||侧浇口Ejection force||脱模力Ejector||起模杆Ejector guide pillar||推板导套Ejector housing||支架Elasticizer||增塑剂Elastomeric composites||高弹体复合材料Elongation at break||断裂延伸率Energy absorbing foam||吸能泡沫塑料Epoxy resin||环氧树脂Ether ketone||酮醚Explosion proof||防爆Exterior body panelling||车身外板部蒙皮Exterior trim||外饰,外饰件Fabric composites||织物复合材料Fabric impregnation||织物浸渍Fabric preform||织物预成型Fabric prereg||织物预浸料Fabrication parameter||制造参数Fabrication procedure||制造工序Fabricating machinery||加工设备Face plate coupling||法兰式连接Factory primer||工厂底漆,工厂防锈漆Fairing||整流罩,整流装置Fairing panel||前裙板Fascia bracket||仪表板支架Fascia mask||仪表板罩板Fastening clamp||夹紧装置,紧固夹子Fatigue tension test||拉伸疲劳性试验FCM(Fibrous Composite material)||纤维复合材料FEA(Finite Element Anlysis)||有限元分析Feed system||供料系统Feeding pump||供给泵Feeding speed||进给速度Female groove||凹模Female mould(tooling)||阴模Fender||翼子板;护板Fender apron||挡泥板Fender inner panel||翼子板内衬护板Fiber composite laminate||纤维复合材料层板Fiber mat layer||纤维毡层Finisher(Finishing component)||装饰件Flange||法兰, 凸缘Flange fitting||法兰式管接头Flash||毛边Flash mold||毛边模具Front sheet metal||车前板制件Fuselage fairing||机身整流装置Gage kit||仪表组,仪表套件Gas cavity||气泡,砂眼Gauge panel||仪表板Gear assembly||齿轮传动装置, 减速器Gearbox cover||变速器壳盖Gear bracket support||齿轮托支架Gel coat||胶衣,凝胶涂层Gel coat drum||胶衣圆桶Gel coat flow monitor||胶衣流量监控器Gel time||凝胶时间Glass fiber winding machine||玻璃纤维缠绕机Glass wool||玻璃棉Glass yarn||玻璃丝Guiding device||导向装置Gunk||预混料Gusset||角撑件Gutter channel||流水槽Hand lay-up ||手工铺叠,手工铺贴Hardness testing machine||硬度测试仪Hauling truck||拖车Header board outside panel||前板外板Headrest||靠枕Heat barrier material||隔热材料Heat forming||热成型High molecular material||高分子材料High pressure bag molding||高压袋成型工艺High pressure injection moulding||高压注射成型,高压注射模塑High-strength structural adhesives||高强度结构粘合剂此资源来自:由FanE『翻译中国』http;//整理。
亨斯曼聚醚胺在复合材料中的应用
Technical BulletinJEFFAMINE® Amines as Curing Agents for EpoxyResins in CompositesComposites are defined as those materials which consist of two phases, a reinforcing phase and a stress transfer phase, or matrix. Fibrous reinforcing phases may be chopped, woven, or continuous. Advanced composites, in which reinforcement is provided by continuous fibers, provide high strength/weight ratios and are increasingly used in commercial applications.In addition to the high strength/weight ratio, advantages of composites can include lower maintenance, improved corrosion resistance, and automated part fabrication. Epoxy resins are the matrix polymers of choice in many of these applications because of their relatively low cost and high performance.Important considerations for matrix resin selection are processing and performance. Several processing techniques are used in composites manufacture. Among them are pultrusion, compression molding, resin transfer molding, and filament winding.Processing criteria include:• Reactivity--the resin system must be slow enough to avoid inconvenient viscosity increase and premature cure, yet it should cure at a reasonable rate when fabrication of the item is complete.• Viscosity--the resin system must be of sufficiently low viscosity to allow adequate fiber wet-out. Performance criteria include:• Strength/Modulus • Toughness • Corrosion resistance• Temperature resistance (T g, HDT)Epoxy resins are the well-suited to many of these applications because of their relatively low cost and high performance. In general epoxy resins may offer:• Good mechanical properties • Low formulation viscosity • Low shrinkage •Good adhesion to the reinforcement •Good chemical resistance.Their processing properties and performance depend, of course, on which specific resin/curing agent combination is used.A variety of curing agents for epoxy resins are available. Anhydrides provide good processing and mechanical properties but elongation is relatively low and the cure is rather slow. Aromatic amines present these problems as well as serious toxicity concerns in some cases. For many applications polyetheramines provide a good balance of processing and performance properties, and the JEFFAMINE amines are therefore finding wider use in composites.JEFFAMINE® Amines in Epoxy Curing Composite ApplicationsFeatures: • Flexible polyether backbone• Low viscosity• Moderatereactivity • Low volatility • Low exothermThe JEFFAMINE polyetheramines have a proven history in composite applications. One key structural charac-teristic is the steric hindrance (and resulting slower cure) provided by the presence of a methyl group on the amine-bearing carbon. As a result, these amines cure epoxy resins more slowly than do other aliphatic amines such as ethyleneamines. Another important structural feature is the flexible polyether backbone, which gives reduced brittleness in the cured resins. Good toughness, impact resistance, elongation, and low-temperature properties result from this flexibility.Formulated viscosities of the JEFFAMINE amines with typical epoxy resins at room temperature are in the 500-1500 cP range, allowing for good wet-out of fibers in processes such as filament winding. The products are virtually colorless as well.Features: • Tough cured resins:Higher elongationsImproved impact resistanceGood low-temperature properties•Good fiber wet-out •Balanced curing properties: Good working timeConvenient cure rates •Lower toxicity concerns •Lower safety concernsSince these amines are higher in molecular weight and lower in vapor pressure than other aliphatic amines, safety concerns are reduced.Molecular weights of the JEFFAMINE amines range from 148 to 5000, polyether backbones are based on ethylene glycol or propylene glycol, and amine functionality is one, two, or three. Products include•D-230, T-403, D-400•EDR-148•D-2000, T-5000.Of most interest for matrix resins are the diamines and triamines with molecular weights in the 200-500 range, the products known as JEFFAMINE D-230, T-403, and D-400 amines. In this product terminology the number gives the approximate molecular weight and the D- and T- denote diamine and triamine, respectively. The JEFFAMINE T-403 and D-230 amines have been the most widely used in composite applications. They are polypropylene glycol-based and are particularly well-suited because of their combination of moderate reactivity and good cured resin properties.Useful epoxy resins for this application include Dow's D.E.R. 383 and Shell's Epon 825 and 826; these have somewhat lower viscosities than the more commonly used resins. As shown in the Table, the working times for these formulations are adequate for most filament winding applications.Other properties are generally suitable as well. Elongation values of 10% or higher, tensile strengths in the 8,000-10,000 psi range, and flexural modulus values of around 400,000 psi or higher are typical. These high elongations lead to exceptional toughness and ductility which gives good damage tolerance, reducing the risk of catastrophic failure that might occur with more brittle systems. Cures with JEFFAMINE amines in general give lower T g values than some other curing agents--with T-403, for example, and a standard liquid bisphenol A resin, the T g is around 92°C (198°F). If a higher T g is required, other amines can be blended with the JEFFAMINE amines (see Table).Other members of the JEFFAMINE curing agent family include the ED- and EDR- series amines, which are poly ethylene glycol-based. The ED-series amines start at 600 molecular weight and have found little use in composites; XTJ-504 (prepared by amination of triethylene glycol diamine) is the lowest molecular weight amine in the series and may be suitable in some cases. This curing agent is more reactive than the amines mentioned earlier, because of its unhindered amine groups. High thermal shock resistance is a key feature of resins cured with this curing agent. The JEFFAMINE D-2000 and T-5000 curing agents, while not useful as sole curing agents for this application, may be included in blends with the other JEFFAMINE amines to increase flexibility and toughness. In some cases phase-separated systems are produced which may provide improved fracture resistance.SummaryThe JEFFAMINE polyetheramines are useful curing agents for composite matrix resins because of their curing characteristics and the cured resin properties they give. Their low viscosity, low volatility, and moderate cure rates make processing easier; the cured resins have good flexibility and toughness because of the amines' flexible polyether backbones. Compared with anhydride curing agents, these amines may give better composite matrices at lower cost.References:Morgan, Kong, Walkup Polymer 1984, 25, 375-386. "Structure-Property Relations of Polyethertriamine-Cured Bisphenol A-Diglycidyl Ether Epoxies"Morgan, Walkup J. Appl. Polymer Sci. 1987, 34, 37-46. "Epoxy Matrices for Filament-Wound Carbon Fiber Composites"。
热塑性复合材料增材制造工艺与装备研究进展

热塑性复合材料增材制造工艺与装备研究进展谢 为*(中国航空制造技术研究院,北京 100024)摘要:热塑性复合材料具有较高的韧性与损伤容限以及良好的抗冲击性能。
采用增材制造技术成形热塑性复合材料可实现高性能复杂构件的无模具精确成形,在航空航天等领域具有广阔的应用前景。
本文介绍短切纤维增强与连续纤维增强热塑性复合材料增材制造技术的研究进展,比较不同树脂/纤维材料的成形工艺与力学性能,含有10%短切碳纤维的增材制造PEEK材料的拉伸强度达到109 MPa,模量为7.4 GPa,相比纯PEEK材料提升了85%。
对于连续碳纤维增强ABS复合材料,当纤维含量为10%左右时,拉伸强度达到147 MPa,模量为4.185 GPa,分别是纯ABS材料的5倍与2倍。
根据不同的工艺与材料体系,国内外开发的先进热塑性复合材料增材制造设备向大型化、集成化发展。
最后,从材料、设备、工艺、应用的角度对连续/短切纤维增强热塑性复材增材制造的发展趋势进行展望与建议。
关键词:热塑性复合材料;增材制造;连续纤维;短切纤维;原位固结doi:10.11868/j.issn.1005-5053.2022.000174中图分类号:TB332 文献标识码:A 文章编号:1005-5053(2023)03-0001-11Research progress of additive manufacturing process and equipment forthermoplastic compositesXIE Wei*(AVIC Manufacturing Technology Institute, Beijing 100024, China)Abstract: Thermoplastic composites exhibit high toughness and damage tolerance, as well as good impact resistance. Additive manufacturing offers an effective way for making high-performance complex thermoplastic composite components without molds, which has a broad application prospect in aerospace and other fields. This article introduces the research progress of additive manufacturing process of short-cut fibers/continuous fibers reinforced thermoplastic composites. The processes and mechanical properties of different resins and fibers are compared. For the additive manufactured PEEK reinforced with 10%(volume fraction, the same below) of shortcut carbon fibers, the tensile strength and modulus can reach 109 MPa and 7.4 GPa, respectively, which is 85% higher than the pure PEEK. For the additive manufactured ABS reinforced with 10% continuous carbon fibers, the tensile strength and modulus can reach 147 MPa and 4.185 GPa, respectively, which is 5 times and 2 times of pure ABS. According to different processing routes and material systems, the equipment for fabricating advanced thermoplastic composites becomes larger and more integrated. Finally, from the material, equipment, process and application perspectives, the challenges and opportunities of thermoplastic composites by additive manufacture are identified.Key words: thermoplastic composites;additive manufacturing;continuous fibers;short-cut fibers;in-situ consolidation在航空结构设计领域,复合材料以其特有的高比强度、高比刚度、轻质高效等特性,与钛合金、铝合金、钢一起成为现代飞机设计的四大结构材料[1]。
翻译原文

Unit Manufacturing and Assembly ProcessesThere are a bewildering number of manufacturing processes able to impart physical shape and structure to a workpiece.However,if these processes are broken down into their basic elements and then examined for commonality,only a few fundamental processes remain. These are the building blocks,or unit processes,from which even the most complicated manufacturing system is constructed.This section describes these unit processes in sufficient detail that a technically trained person,such as a design engineer serving as a member of an integrated product and process design team comprised of members from other specialties, could become generally knowledgeable regarding the essential aspects of manufacturing processes.Also,the information presented in this section will aid such an individual inpursuing further information from more specialized manufacturing handbooks,publications, and equipment/tool catalogs.Considering the effect that a manufacturing process has on workpiece configuration and structure,the following five general types of unit manufacturing process can be identified.Material removal processes—Geometry is generated by changing the mass of the incoming material in a controlled and well-defined manner, e.g.,milling,turning, electrodischarge machining,and polishing.Deformation processes—The shape of a solid workpiece is altered by plastic deformation without changing its mass or composition,e.g.,rolling,forging,and stamping.Primary shaping processes—A well-defined geometry is established by bulk forming material that initially had no shape, e.g.,casting,injection molding,die casting,and consolidation of powders.Structure-change processes—The microstructure,properties,or appearance of the workpiece araltered without changing the original shape of the workpiece,e.g.,heat treatment and surface hardening.Joining and assembly processes—Smaller objects are put together to achieve a desired geometry structure,and/or property.There are two general types:(1)consolidation processes which usemechanical,chemical,or thermal energy to bond the objects(e.g.,welding and diffusion bonding)and(2)strictly mechanical joining(e.g.,riveting,shrink fitting,and conventional assembly).Unit Process SelectionEach component being manufactured has a well-defined geometry and a set of requirements that it must meet.These typically include:·Shape and size·Bill-of-material·Accuracy and tolerances·Appearance and surface finish·Physical(including mechanical)properties·Production quantity·Cost of manufactureIn order to satisfy these criteria,more than one solution is usually possible and trade-off analyses should be conducted to compare the different approaches that could be used to produce a particular part.Control and Automation of Unit ProcessesEvery unit process must be controlled or directed in some way.The need for improved accuracy,speed,and manufacturing productivity has spurred the incorporation of automation into unit processes regarding both the translation of part design details into machine instructions,and the operation of the unit process itself and as a subsystem of the overall production environment.The section of this chapter on computer-aided design/computer-aided manufacturing(CAD/CAM)discusses the technology involved in creating and storing CAD files and their use in CAM.The expectations of precision are continuing to change,as indicated in Figure13.2.1.This drive for ever-tighter tolerances is helping spur interest in continual improvements in design and manufacturing processes.FIGURE2.1Precision machining domains.Modern machine tool controls are emphasizing two areas:adaptive control and communication.For adaptive control the controller must adapt its control gains so that the overall system remains at or near communication links the data the optimal condition in spite of varying process dynamics.Expanded collected by a unit process controller to other segments of the manufacturing operation.Data regarding production time and quantity of parts produced can be stored in an accessible database for use by inventory control and quality monitoring.This same database can then be used by production schedulers to avoid problems and costs associated with redundant databases.At the factory level,machining operations employing two or more numerically controlled (NC)machine tools may use a separate mainframe computer that controls several machine tools or an entire shop.The system is often referred to as distributed numerical control (DNC).Today many factories are implementing fiexible manufacturing systems(FMS),an evolution of DNC.An FMS consists of several NC unit processes(not necessarily only machine tools)which are interconnected by an automated materials handling system and which employ industrial robots for a variety of tasks requiring fiexibility,such as loading/unloading the unit process queues.A single computer serves as master controller for the system,and each process may utilize a computer to direct the lower-order tasks. Advantages of FMS include:·A wide range of parts can be produced with a high degree of automation·Overall production lead times are shortened and inventory levels reduced·Productivity of production employees is increased·Production cost is reduced·The system can easily adapt to changes in products and production levelsUnit ProcessesIn the following discussion,a number of unit processes are discussed,organized by the effect that they have on workpiece configuration and structure.Many of the examples deal with processing of metals since that is the most likely material which users of this handbook will encounter.However,other materials are readily processed with the unit processes described in this chapter,albeit with suitable modifications or variations.Mechanical assembly and material handling are also discussed in this section.On average, mechanical assembly accounts for half of the manufacturing time,and processes have been developed to improve the automation and fiexibility of this very difficult task.Materialhandling provides the integrating link between the different processes—material-handling systems ensure that the required material arrive at the proper place at the right time for the various unit processes and assembly operations.The section ends with a case study that demonstrates how understanding of the different unit processes can be used to make engineering decisions.·Material removal(machining)processes·Traditional machiningDrill and reamingTurning and boringPlaning and shapingMillingBroachingGrindingMortality·Nontraditional machiningElectrical discharge machiningElectrical chemical machiningLaser beam machiningJet machining(water and abrasive)Ultrasonic machining·Phase-change processes·Green sand casting·Investment casting·Structure-change processes·Normalizing steel·Laser surface hardening·Deformation processes·Die forging·Press-brake forming·Consolidation processes·Polymer composite consolidation·Shielded metal-arc welding·Mechanical assembly·Material handling·Case study:Manufacturing and inspection of precision recirculating ballscrewsMaterial Removal ProcessesThese processes,also known as machining,remove material by mechanical,electrical,laser, or chemical means to generate the desired shape and/or surface characteristic.Workpiece materials span the spectrum of metals,ceramics,polymers,and composites,but metals,and particularly iron and steel alloys,are by far the most common.Machining can also improvethe tolerances and finish of workpieces previously shaped by other processes,such as forging. Machining is an essential element of many manufacturing systems.Machining is important in manufacturing because·It is precise.Machining is capable of creating geometric configurations,tolerances,and surface finishes that are often unobtainable by other methods.For example,generally achievable surfaceroughness for sand casting is400to800μin.(10to20μm),for forging200 to400μin.(5to10μm),and for die casting80to200μin.(2to5μm).Ultraprecision machining(i.e.,super-finishing,lapping,diamond turning)can produce a surface finish of 0.4μin(0.01μm)or better.The achievable dimensional accuracy in casting is1to3%(ratio of tolerance to dimension)depending on the thermal expansion coefficient and in metal forming it is0.05to0.30%depending on the elastic stiffness,but in machining the achievable tolerance can be0.001%·It is fiexible.The shape of the final machined product is programmed and therefore many different parts can be made on the same machine tool and just about any arbitrary shape can be machined.In machining,the product contour is created by the path,rather than the shape, of the cutter.By contrast,casting,molding,and forming processes require dedicated tools for each product geometry,thus restricting their fiexibility.·It can be economical.Small lots and large quantities of parts can be relatively inexpensively produced if matched to the proper machining process.Process SelectionMachine tools can be grouped into two broad categories:·Those that generate surfaces of rotation·Those that generate flat or contoured surfaces by linear motionSelection of equipment and machining procedures depends largely on these considerations:·Size of workpiece·Configuration of workpiece·Equipment capacity(speed,feed,horsepower range)·Dimensional accuracy·Number of operations·Required surface condition and product qualityFor example,Figure13.2.2graphically indicates the various tolerance levels that can be typically achieved for common machining unit processes as a function of the size of the workpiece.Such data can help in identifying candidate unit processes that are capable of meeting product requirements.FIGURE4.1Tolerance vs.dimensional data for machining processes. Traditional MachiningTraditional machining processes remove material from a workpiece through plastic deformation.The process requires direct mechanical contact between the tool and workpiece and uses relative motion between the tool and the workpiece to develop the shear forces necessary to form machining chips.The tool must be harder than the workpiece to avoid excessive tool wear.The unit processes described here are a representative sample of the types most likely to be encountered.The reference list at the end of the section should be consulted for more detailed information on the unit processes discussed below,plus those that are not included here.Process Kinematics in Traditional Machining.In all traditional machining processes,the surface is created by providing suitable relative motion between the cutting tool and the workpiece.There are two basic components of relative motion:primary motion and feed motion.Primary motion is the main motion provided by a machine tool to cause relative motion between the tool and workpiece.The feed motion,or the secondary motion,is a motion that,when added to the primary motion,leads to a repeated or continuous chip removal.It usually absorbs a small proportion of the total power required to perform a machining operation.The two motion components often take place simultaneously inorthogonal directions.The functional definitions of turning,milling,drilling,and grinding are not distinctively different,but machining process specialists have developed terminology peculiar to a given combination of functions or machine monly used metal-cutting machine tools,however,can be divided into three groups depending upon the basic type of cutter used:single-point tools,multipoint tools,or abrasive grits.Dynamic Stability and Chatter.One of the important considerations in selecting a machine tool is its vibrational stability.In metal cutting,there is a possibility for the cutter to move in and out of the workpiece at frequency and amplitude that cause excessive variations of the cutting force,resulting in poor surface quality and reduced life of the cutting tool.Forced vibrations during cutting are associated with periodic forces resulting from the unbalance of rotating parts,from errors of accuracy in some driving components,or simply from the intermittent engagement of workpiece with multipoint cutters.Self-excited vibrations occur under conditions generally associated with an increase in machining rate.These vibrations are often referred to as chatter.All types of chatter are caused by feedback loop within the machine tool structure between the cutting a process and the machine frame and drive system.The transfer function of the machine tool,in terms of the stiffness and damping characteristics,plays a critical role in the stability of the overall feedback system.The static stiffness of most machine tools,as measured between the cutting tool and the workpiece tendsto be around lb-ft/in.A stiffness of lb-ft/in.is exceptionally good,while stiffnessof lb-ft/in,is poor but perhaps acceptable for low-cost production utilizing smallmachine tools.Basic Machine Tool Components.Advances in machine-tool design and fabrication philosophy are quickly eliminating the differences between machine types.Fifty years ago, most machine tools performed a single function such as drilling or turning,and operated strictly stand-alone.The addition of automatic turrets,tool-changers,and computerized numerical control(CNC)systems allowed lathes to become turning centers and milling machines to become machining centers.These multiprocess centers can perform a range of standard machining functions:turning,milling,boring,drilling,and grinding.The machine tool frame supports all the active and passive components of the tool —spindles,table and controls.Factors governing the choice of frame materials are:resistance to deformation(hardness),resistance to impact and fracture(toughness),limited expansion under heat(coefficient of thermal expansion),high absorption of vibrations(damping), resistance to shop-floor environment(corrosion resistance),and low cost.Guide ways carry the workpiece table or spindles.Each type of way consists of a slide moving along a track in the frame.The slide carries the workpiece table or a spindle.The oldest and simplest way is the box way.As a result of its large contact area,it has high stiffness,good damping characteristics,and high resistance to cutting forces and shock loads. Box slides can experience stick-slip motion as a result of the difference between dynamic and static friction coefficients in the ways.This condition introduces positioning and feed motion errors.A linear way also consists of a rail and a slide,but it uses a rolling-element bearing, eliminating stick-slip.Linear ways are lighter in weight and operate with less friction,so they can be positioned faster with less energy.However,they are less robust because of the limited surface contact area.Slides are moved by hydraulics,rack-and-pinion systems,or screws.Hydraulic pistons are the least costly,most powerful,most difficult to maintain,and the least accurate option.Heat buildup often significantly reduces accuracy in these systems.Motor-driven rack-and-pinion actuators are easy to maintain and are used for large motion ranges,but they are not veryaccurate and require a lot of power to operate.Motor-driven screws are the most common actuation method.The screws can either be lead screws or ballscrews,with the former being less expensive and the latter more accurate.The recirculating ballscrew has very tight backlash;thus,it is ideal for CNC machine tools since their tool trajectories are essentially continuous.A disadvantage of the ballscrew systems is the effective stiffness due to limited contact area between the balls and the thread.(Note:a case study at the end of this section discusses the manufacture of precision ballscrews.)Electric motors are the prime movers for most machine tool functions.They are made in a variety of types to serve three general machine tool needs:spindle power,slide drives,and auxiliary power.Most of them use three-phase AC power supplied at220or440V.The design challenge with machine tools and motors has been achieving high torque throughout a range of speed settings.In recent years,the operational speed of the spindle has risen significantly.For example,conventional speeds5years ago were approximately1600rpm. Today,electric motors can turn at12,000rpm and higher.Higher speeds cause vibration, which makes use of a mechanical transmission difficult.By virtue of improvement in motor design and control technology,it is now possible to quickly adjust motor speed and torque. Mechanical systems involving more than a three-speed transmission are becoming unnecessary for most high-speed and low-torque machines.Spindle motors are rated by horsepower,which generally ranges from5to150hp(3.7to112kW)with the average approximately50hp(37kW).Positioning motors are usually designated by torque,which generally ranges from0.5to85lb-ft(0.2to115Nm).The spindle delivers torque to the cutting tool,so its precision is essential to machine tool operation.The key factors influencing precision are bearing type and placement,lubrication, and cooling.。
复合材料注塑成型中英文对照外文翻译文献

复合材料注塑成型中英文对照外文翻译文献(文档含英文原文和中文翻译)An experimental study of the water-assisted injection molding ofglass fiber filled poly-butylene-terephthalate(PBT) compositesAbstract:The purpose of this report was to experimentally study the water-assisted injection molding process of poly-butylene-terephthalate(PBT) composites. Experiments were carried out on an 80-ton injection-molding machine equipped with a lab scale water injection system,which included a water pump, a pressure accumulator, a water injection pin, a water tank equipped with a temperature regulator,and a control circuit. The materials included virgin PBT and a 15% glass fiber filled PBT composite, and a plate cavity with a rib across center was used. Various processing variables were examined in terms of their influence on the length of water penetration in molded parts, and mechanical property tests were performed on these parts. X-ray diffraction (XRD) was also used to identify the material andstructural parameters. Finally, a comparison was made between water-assisted and gas-assisted injection molded parts. It was found that the melt fill pressure, melt temperature, and short shot size were the dominant parameters affecting water penetration behavior.Material at the mold-side exhibited a higher degree of crystallinity than that at the water-side. Parts molded by gas also showed a higher degree of crystallinity than those molded by water. Furthermore, the glass fibers near the surface of molded parts were found to be oriented mostly in the flow direction, but oriented substantially more perpendicular to the flow direction with increasing distance from the skin surface.Keywords: Water assisted injection molding; Glass fiber reinforced poly-butylene-terephthalate (PBT) composites; Processing parameters; B. Mechanical properties; Crystallinity; A. Polymer matrix composites;1. IntroductionWater-assisted injection molding technology [1] has proved itself a breakthrough in the manufacture of plastic parts due to its light weight, faster cycle time, and relatively lower resin cost per part. In the water-assisted injection molding process, the mold cavity is partially filled with the polymer melt followed by the injection of water into the core of the polymer melt. A schematic diagram of the water-assisted injection molding process is illustrated in Fig. 1.Water-assisted injection molding can produce parts incorporating both thick and thin sections with less shrink-age and warpage and with a better surface finish, but with a shorter cycle time. The water-assisted injection molding process can also enable greater freedom of design, material savings, weight reduction, and cost savings in terms of tooling and press capacity requirements [2–4]. Typical applications include rods and tubes, and large sheet-like structural parts with a built-in water channel network. On the other hand, despite the advantages associated with the process,the molding window and process control are more critical and difficult since additional processing parameters are involved. Water may also corrode the steel mold, and some materials including thermoplastic composites are difficult to mold successfully. The removal of water after molding is also a challenge for this novel technology. Table 1 lists the advantages and limitations of water-assisted injection molding technology.Fig. 1. Schematic diagram of water-assisted injection molding process.Water assisted injection molding has advantages over its better known competitor process, gas assisted injection molding [5], because it incorporates a shorter cycle time to successfully mold a part due to the higher cooling capacity of water during the molding process. The incompressibility,low cost, and ease of recycling the water makes it an ideal medium for the process. Since water does not dissolve and diffuse into the polymer melts during the molding process, the internal foaming phenomenon [6] that usually occurs in gas-assisted injection molded parts can be eliminated.In addition, water assisted injection molding provides a better capability of molding larger parts with a small residual wall thickness. Table 2 lists a comparison of water and gas assisted injection molding.With increasing demands for materials with improved performance, which may be characterized by the criteria of lower weight, higher strength, and a faster and cheaper production cycle time, the engineering of plastics is a process that cannot be ignored. These plastics include thermoplastic and thermoset polymers. In general, thermoplastic polymers have an advantage over thermoset polymers in popular materials in structural applications.Poly-butylene-terephthalate (PBT) is one of the most frequently used engineering thermoplastic materials, whichis formed by polymerizing 1.4 butylene glycol and DMT together. Fiber-reinforced composite materials have been adapted to improve the mechanical properties of neat plastic materials. Today, short glass fiber reinforced PBT is widely used in electronic, communication and automobile applications. Therefore, the investigation of the processing of fiber-reinforced PBT is becoming increasingly important[7–10].This report was made to experimentally study the waterassisted injection molding process of poly-butylene-terephthalate (PBT) materials. Experiments were carried out on an 80-ton injection-molding machine equipped with a lab scale water injection system, which included a water pump, a pressure accumulator, a water injection pin, a water tank equipped with a temperature regulator, and a control circuit. The materials included a virgin PBT and a 15% glass fiber filled PBT composite, and a plate cavity with a rib across center was used. Various processing variables were examined in terms of their influence on the length of water penetration in molded parts, which included melt temperature, mold temperature, melt filling speed, short-shot size, water pressure, water temperature,water hold and water injection delay time. Mechanical property tests were also performed on these molded parts,and XRD was used to identify the material and structural parameters. Finally, a comparison was made betweenwater-assisted and gas-assisted injection molded parts.Table 12. Experimental procedure2.1. MaterialsThe materials used included a virgin PBT (Grade 1111FB, Nan-Ya Plastic, Taiwan) and a 15% glass fiber filled PBT composite (Grade 1210G3, Nan-Ya Plastic, Taiwan).Table 3 lists the characteristics of the composite materials.2.2. Water injection unitA lab scale water injection unit, which included a water pump, a pressure accumulator, a water injection pin, a water tank equipped with a temperature regulator, and a control circuit, was used for all experiments [3]. An orifice-type water injection pin with two orifices (0.3 mm in diameter) on the sides was used to mold the parts. During the experiments, the control circuit of the water injection unit received a signal from the molding machine and controlled the time and pressure of the injected water. Before injection into the mold cavity, the water was stored in a tank with a temperature regulator for 30 min to sustain an isothermal water temperature.2.3. Molding machine and moldsWater-assisted injection molding experiments were conducted on an 80-ton conventional injection-molding machine with a highest injection rate of 109 cm3/s. A plate cavity with a trapezoidal water channel across the center was used in this study. Fig. 2 shows the dimensions ofthe cavity. The temperature of the mold was regulated by a water-circulating mold temperature control unit. Various processing variables were examined in terms of their influence on the length of water penetration in water channels of molded parts: melt temperature, mold temperature, meltfill pressure, water temperature and pressure, water injection delay time and hold time, and short shot size of the polymer melt. Table 4 lists these processing variables as well as the values used in the experiments.2.4. Gas injection unitIn order to make a comparison of water and gas-assisted injection molded parts, a commercially available gas injection unit (Gas Injection PPC-1000) was used for the gas assisted injection molding experiments. Details of the gas injection unit setup can be found in the Refs. [11–15].The processing conditions used for gas-assisted injection molding were the same as that of water-assisted injection molding (terms in bold in Table 4), with the exception of gas temperature which was set at 25 C.2.5. XRDIn order to analyze the crystal structure within the water-assisted injection-molded parts, wide-angle X-ray diffraction (XRD) with 2D detector analyses in transmission mode were performed with Cu Ka radiation at 40 kV and 40 mA. More specifically, the measurements were performed on the mold-side andwater-side layers of the water-assisted injection-molded parts, with the 2h angle ranging from 7 to 40 . The samples required for these analyses were taken from the center portion of these molded parts. To obtain the desired thickness for the XRD samples, the excess was removed by polishing theTable 3samples on a rotating wheel on a rotating wheel, first with wet silicon carbide papers, then with 300-grade silicon carbide paper, followed by 600- and 1200-grade paper fora better surface smoothness.2.6. Mechanical propertiesTensile strength and bending strength were measured on a tensile tester. Tensile tests were performed on specimens obtained from the water-assisted injection molded parts (see Fig. 3) to evaluate the effect of water temperature on the tensile properties. The dimensions of specimens forthe experiments were 30 mm · 10 mm · 1 mm. Tensile tests were performed in a LLOYD tensiometer according to the ASTM D638M test. A 2.5 kN load cell was used and the crosshead speed was 50 mm/min.Bending tests were also performed at room temperature on water-assisted injection molded parts. The bending specimens were obtained with a die cutter from parts (Fig. 3) subjected to various water temperatures.The dimensions of the specimens were 20 mm · 10 mm · 1 mm. Bending tests were performed in a micro tensile tester according to the ASTM D256 test. A 200 N load cell was used and the crosshead speed was 50 mm/min.2.7. Microscopic observationThe fiber orientation in molded specimens was observed under a scanning electron microscope (Jeol Model 5410).Specimens for observation were cut from parts molded by water-assisted injection molding across the thickness (Fig. 3). They were observed on the cross-section perpendicular to the flow direction. All specimen surfaces were gold sputtered before observation.3. Results and discussionAll experiments were conducted on an 80-ton conventional injection-moldingmachine, with a highest injection rate of 109 cm3/s. A plate cavity with a trapezoidal water channel across the center was used for all experimentsTable 4Fig. 3. Schematically, the positioning of the samples cut from the molded parts for tensile and bending tests and microscopic observations.3.1. Fingerings in molded partsAll molded parts exhibited the water fingering phenomenon at the channel to plate transition areas. In addition,molded glass fiber filled composites showed more severe water fingerings than those of non-filled materials, as shown photographically in Fig. 4. Fingerings usually form when a less dense, less viscous fluid penetrates a denser,more viscous fluid immiscible with it. Consider a sharp two phase interface or zone where density and viscosity change rapidly. The pressure force (P2 P1) on the displaced fluid as a result of a virtual displacement dx of the interface can be described by [16], where U is the characteristic velocity and K is the permeability.If the net pressure force is positive, then any small displacement will be amplified and lead to an instabilityand part fingerings. For the displacement of a dense, viscous fluid (the polymer melt) by a lighter, less viscous one (water), we can have Dl = l1 l2 > 0, and U > 0 [16].In this case, instability and the relevant fingering result when a more viscousfluid is displaced by a less viscous one, since the less viscous fluid has the greater mobility.The results in this study suggest that glass fiber filled composites exhibit a higher tendency for part fingerings. This might be due to the fact that the viscosity difference Dl between water and the filled composites is larger than the difference between water and the non-filled materials. Waterassisted injection molded composites thus exhibit more severe part fingerings.Fig. 4. Photograph of water-assisted injection molded PBT composite part.3.2. Effects of processing parameters on water penetrationVarious processing variables were studied in terms of their influence on the water penetration behavior. Table 4 lists these processing variables as well as the values used in the experiments. To mold the parts, one central processing condition was chosen as a reference (bold term in TableBy changing one of the parameters in each test, we were able to better understand the effect of each parameter on the water penetration behavior of water assisted injection molded composites. After molding, the length of water penetration was measured. Figs. 5–10 show the effects of these processing parameters on the length of water penetration in molded parts, including melt fill pressure, melt temperature, mold temperature, short shot size, water temperature, and water pressure.The experimental results in this study suggest that water penetrates further in virgin PBT than in glass fiber filled PBT composites. This is due to the fact that with the reinforcing glass fibers the composite materials have less volumetric shrinkage during the cooling process. Therefore,they mold parts with a shorter water penetration length.The length of water penetration decreases with the melt fill pressure (Fig. 5). This can be explained by the fact that increasing the melt fill pressure increases the flow resistance inside the mold cavity. It is then more difficult for the water to penetrate into the core of the materials. The length of water penetration decreases accordingly [3].The melt temperature was also found to reduce the water penetration in molded PBT composite parts (Fig. 6). This might be due to the fact that increasing the melt temperature decreases viscosity of the polymer melt.A lower viscosity of the materials helps the water to packthe water channel and increase its void area, instead of penetrating further into theparts [4]. The hollow core ratio at the beginning of the water channel increases and the length of water penetration may thus decrease.Increasing the mold temperature decreases somewhat the length of water penetration in molded parts (Fig. 7).This is due to the fact that increasing the mold temperature decreases the cooling rate as well as the viscosity of the materials. The water then packs the channel and increases its void area near the beginning of the water channel,instead of penetrating further into the parts [3]. Molded parts thus have a shorter water penetration length.Increasing the short shot size decreases the length of water penetration (Fig. 8). In water-assisted injection molding, the mold cavity is partially filled with the polymer melt followed by the injection of water into the core of the polymer melt [4]. Increasing the short shot size of the polymer melt will therefore decrease the length of water penetration in molded parts.For the processing parameters used in the experiments,increasing the water temperature (Fig. 9) or the water pressure(Fig. 10) increases the length of water penetration in molded parts. Increasing the water temperature decreases the cooling rate of the materials and keeps the polymer melt hot for a longer time; the viscosity of the materials decreases accordingly. This will help the water penetratefurther into the core of the parts [3]. Increasing the water pressure also helps the water penetrate into the materials.The length of water penetration thus increases.Finally, the deflection of molded parts, subjected to various processing parameters, was also measured by a profilemeter.The maximum measured deflection is considered as the part warpage. The result in Fig. 11 suggests that the part warpage decreases with the length of water penetration.This is due to the fact that the longer the water penetration,the more the water pressure can pack the polymeric materials against the mold wall. The shrinkage as well as the relevant part warpage decreases accordingly.Fig. 5. Effects of melt fill pressure on the length of water penetration in molded parts.Fig. 6. Effects of melt temperature on the length of water penetration in molded parts.Fig. 9. Effects of water temperature on the length of water penetration in moldedparts.Fig. 7. Effects of mold temperature on the length of water penetration in molded parts.Fig. 8. Effects of short shot size on the length of water penetration inmolded parts.Fig. 10. Effects of water pressure on the length of water penetration inmolded parts.3.3. Crystallinity of molded partsPBT is a semi-crystalline thermoplastic polyester with a high crystallization rate. In the water-assisted injection molding process, crystallization occurs under non-isothermal conditions in which the cooling rate varies with cooling time. Here the effects of various processing parameters(including melt temperature, mold temperature, and water temperature) on the level of crystallinity in molded parts were studied. Measurements were conducted ona wideangle X-ray diffraction (XRD) with 2D detector analyses(as described in Section 2). The measured results in Fig. 12 showed that all materials at the mold-side lay erexhibited a higher degree of crystallinity than those at the water-side layer. The result indicates that the water has a better cooling capacity than the mold during the cooling process. This matches our earlier finding [17] by measuring the in-mold temperature distribution. In addition, the experimental result in Fig. 12c also suggests that the crystallinity of the molded materials generally increases with the water temperature. This is due to the fact that increasing the water temperature decreases the cooling rate of the materials during the cooling process. Molded parts thus exhibited a higher level of crystallinity.On the other hand, to make a comparison of the crysallinity of parts molded by gas and water, gas-assisted injection molding experiments were carried out on the same injection molding machine as that used with water, but equipped with a high-pressure nitrogen gas injection unit [11–15]. The measured results in Fig. 13 suggests that gas-assisted injection molded parts have a higher degree of crystallinity than water-assisted injection mold parts.This is due to the fact that water has a higher cooling capacity and cools down the parts faster than gas. Parts molded by water thus exhibited a lower level of crystallinity than those molded by gas.Fig. 11. Measured warpage of molded parts decreases with the length of waterpenetration.3.4. Mechanical propertiesTensile tests were performed on specimens obtained from the water-assisted injection molded parts to examine the effect of water temperature on the tensile properties.Fig. 14 showed the measured decrease subjected to various water temperatures. As can be observed, both yield strength and the elongational strain at break of water assisted molded PBT materials decrease with the water temperature. On the other hand, bending tests were also performed at room temperature on water-assisted injection molded parts. The measured result in Fig. 15 suggests that the bending strength of molded parts decreases with the water temperature.Increasing the water temperature generally decreases the cooling rate and molds parts with higher level of crystallin-content of free volume and therefore an increasing level of stiffness. However, the experimental results here suggest that the quantitative contribution of crystallinity to PBT’s mechanical properties is negligible, while there is a more important quantitative increase of tensile and bending strength for the PBT materials.The mechanical properties of molded materials are dependent on both the amount and the type of crystalline regions developed during processing.The fact that the ductility of PBT decreases with the degree of crystallinity may indicate that a more crystalline and stiffer PBT developed at a lower cooling rate during processing and did not exhibit higher stress values in tensile tests because of a lack of ductility, and therefore did not behave as strong as expected from their stiffness [18]. Nevertheless,more detailed experiments will be needed for the future works to investigate the morphological parameters of water-assisted injection molded parts and their correlation with the parts’ mechanical properties.3.5. Fiber orientation in molded partsSmall specimens were cut out from the middle of molded parts in order to observe their fiber orientation. The position of the specimen for the fiber orientation observation is as shown in Fig. 3. All specimen surfaces were polished and gold sputtered before observation. Fig. 16 shows the microstructure of the water-assisted injection molded composite parts. The measured result suggests that the fiber orientation distribution in water-assisted injection molded parts is quite different from that of conventional injection ity. As is usually encountered in semi-crystalline thermoplastics,a higher degree of crystallization means a lower molded parts.In conventional injection molded parts, two regions are usually observed: the thin skin and the core. In the skin region near the wall, all fibers are oriented parallel to the injection molding, water-assisted injection molding technology is different in the way the mold is filled. With a conventional injection molding machine, one cycle is characterized by the phases of filling, packing and cooling.In the water-assisted injection molding process, the mold cavity is partially filled with the polymer melt followed by the injection of water into the core of the polymer melt.The novel filling process influences the orientation of fibers and matrix in a part significantly.From Fig. 16, the fiber orientation in water-assisted injection molded parts can be approximately divided intothree zones. In the zone near the mold-side surface where the shear is more severe during the mold filling, fibers are principally parallel. For the zone near the water-side surface,the shear is smaller and the velocity vector greater.In this case, the fiber tends to be positioned more transversely in the direction of injection. At the core, the fibers tend to be oriented more randomly. Generally speaking,the glass fibers near the mold-side surface of molded parts were found to be oriented mostly in the flow direction, and oriented substantially perpendicular to the flow direction with increasing distance from the mold-side surface.Finally, it should be noted that a quantitative comparison of morphology and fiber orientation [21] in waterassisted molded and conventional injection molded parts will be made by our lab in future works.Fig. 16. Fiber orientation across the thickness of water-assisted injection molded PBTcomposites.4. ConclusionsThis report was made to experimentally study the water-assisted injection molding process of poly-butylene-terephthalate(PBT) composites. The following conclusions can be drawn based on the current study.1. Water-assisted injection molded PBT parts exhibit the fingering phenomenon at the channel to plate transition areas. In addition, glass fiber filled composites exhibit more severe water fingerings than those of non-filled materials.2. The experimental results in this study suggest that the length of water penetration in PBT composite materials increases with water pressure and temperature, and decreases with melt fill pressure, melt temperature, and short shot size.3. Part warpage of molded materials decreases with the length of water penetration.4. The level of crystallinity of molded parts increases with the water temperature. Parts molded by water show a lower level of crystallinity than those molded by gas.5. The glass fibers near the surface of molded PBT composite parts were found to be oriented mostly in the flow direction, and oriented substantially perpendicular to the flow direction with increasing distance from the skin surface.玻璃纤维增强复合材料水辅注塑成型的实验研究摘要:本报告的目的是通过实验研究聚对苯二甲酸丁二醇复合材料水辅注塑的成型工艺。
玻璃纤维增强塑料连续缠绕夹砂管(CWFP管)产品标准JCT2538-2019介绍

摘 要 玻璃纤维增强塑料连续缠绕夹砂管(简称CWFP 管)广泛用于调水工程、引水工程、城市给排水系统、工业和水利输送管线、工厂管网、雨水、污水及农田排灌等。
《玻璃纤维增强塑料连续缠绕夹砂管》行业标准JC/T2538-2019的制定有效提高玻璃钢夹砂管道相关标准的技术水平,规范连续缠绕玻璃钢夹砂管道的制造和应用,促进企业的技术进步与产品的升级换代,充分发挥标准的引领作用。
本文介绍了《玻璃纤维增强塑料连续缠绕夹砂管》产品行业标准JC/T2538-2019的研究路线、主要内容、技术特点及与GB/T21238-2016《玻璃纤维增强塑料夹砂管》标准的比较。
关键词 玻璃纤维增强塑料;连续缠绕;夹砂管;产品标准玻璃纤维增强塑料连续缠绕夹砂管(CWFP 管)产品标准JC/T2538-2019介绍王磊1, 彭兴财2(1. 福建路通管业科技股份有限公司 福建 362100;2. 北京玻钢院检测中心有限公司 北京102101)ABSTRACT Continuous advancing mandrel winding fiberglass mortar pipes CWFP are widely used in water transfer engineering, water diversion engineering, urban water supply and drainage system, industrial and water conservancy transportation pipeline, factory pipe network, rainwater, sewage and farmland drainage and irrigation. The establishment of industrial standards JC/T2538-2019 for Continuous advancing mandrel winding fiberglass mortar pipes effectively improves the technical level of related standards for glass fiber mortar pipes. More importantly, it is also necessary to standardize the manufacture and application of continuous winding mortar pipes, promote the technological progress of enterprises and upgrade of products, and give full play to the leading role of standards.This paper introduces the research route, main contents, technical features of the industrial standards JC/T2538-2019 for Continuous advancing mandrel winding fiberglass mortar pipes and comparison with GB/T 21238-2016 Glass fiber reinforced plastics mortar pipes.KEYWORDS glassfibre reinforced plastics ; continuous winding;mortar pipes;product stardardIntroduction of JC/T2538-2019 Product Standards for ContinuousAdvancing Mandrel Winding Fiberglass Mortar PipesWANG Lei 1, PENG Xingcai 2(1. Fujian Lutong Pipe Industry Technology Co., Ltd. Fujiang 362100;2. Beijing FRP Institute Test Center Co., Ltd. Beijing 102101)第1期2020年3月No. 1 57Mar. , 2020FIBER COMPOSITES纤维复合材料1 引言行业标准JC/T2538-2019《玻璃纤维增强塑料连续缠绕夹砂管》是根据工业和信息化部办公厅下达的《工信厅科[2016] 152号 关于印发2016年第三批行业标准制修订计划的通知》和全国纤维增强塑料标准化技术委员会下达的《关于转发<工业和信息化部办公厅关于印发2016年第三批行业标准制修订计划的通知〉的通知》[增塑标(2016)字第(34)号]文件要求,由福建路通管业科技股份有限公司和北京玻璃钢研究设计院有限公司为主要582020年纤维复合材料起草单位,振石永昌复合材料有限公司、连云港中复连众复合材料集团有限公司、中国水利水电科学研究院、北京市市政工程设计研究总院有限公司、中国市政工程中南设计研究总院有限公司、中国市政工程西北设计研究院有限公司、漳州亚邦化学有限公司、江阴市建恒化工有限公司为参编单位,共同制定,是当年建材行业的重点项目之一。
复合材料的英文
复合材料的英文Composite Materials。
Composite materials, also known as composites, are materials made from two or more constituent materials with significantly different physical or chemical properties that, when combined, produce a material with characteristics different from the individual components. These materials have become increasingly popular in various industries due to their unique properties and versatility.One of the key advantages of composite materials is their high strength-to-weight ratio. This means that they are much lighter than traditional materials such as metals, while still being able to provide the same level of strength. This makes composites ideal for applications where weight reduction is critical, such as in aerospace and automotive industries. In addition, composites are also highly resistant to corrosion, making them suitable for use in harsh environments.Another important characteristic of composite materials is their tailorability. By adjusting the type, orientation, and volume fraction of the constituent materials, composites can be engineered to have specific properties to meet the requirements of a particular application. This level of customization is not possible with traditional materials, making composites a preferred choice for many design engineers.Furthermore, composite materials offer excellent fatigue resistance and durability. They have the ability to withstand repeated loading and unloading without experiencing failure, making them suitable for use in structures that are subjected to cyclic loading. This property is particularly valuable in industries such as marine and wind energy, where structures are exposed to constant environmental forces.In addition to their mechanical properties, composite materials also exhibit outstanding thermal and electrical properties. They have low thermal conductivity, making them excellent insulators, and can be engineered to have specific electrical conductivity, making them suitable for use in electrical and electronic applications.The manufacturing processes for composite materials are diverse, ranging from simple hand lay-up techniques to advanced automated processes such as resin transfer molding and filament winding. These processes allow for the production of complex shapes and structures, making composites suitable for a wide range of applications.Despite their many advantages, composite materials also have some limitations. They can be more expensive to produce than traditional materials, and their mechanical properties can be highly dependent on the manufacturing process and the quality of the raw materials. In addition, composites may be susceptible to damage from impact or high temperatures, requiring careful design and maintenance to ensure their long-term performance.In conclusion, composite materials have revolutionized the way we design and manufacture products in various industries. Their unique combination of properties, including high strength-to-weight ratio, tailorability, fatigue resistance, and thermal and electrical properties, make them an attractive choice for a wide range of applications. As technology continues to advance, it is likely that the use of composite materials will continue to grow, offering new opportunities for innovation and improvement in the products we use every day.。
基于真空导入工艺的大尺度复合材料异型构件成型技术研究
第1期纤维复合材料㊀No.1㊀452024年3月FIBER ㊀COMPOSITES ㊀Mar.2024基于真空导入工艺的大尺度复合材料异型构件成型技术研究丁㊀萍,张作朝,郑宏雪,柴朋军(北京玻钢院复合材料有限公司,北京102101)摘㊀要㊀研究了大尺寸复合材料水滴形截面异型构件的成型工艺㊂在达西定律的基础上采用实验法测得了玻璃纤维织物渗透率,建立了树脂浸润过程的仿真模型㊂采用仿真软件对典型构件一体成型充模过程进行仿真分析,分别对中心点注射㊁中心线注射㊁单边注射和多线程接力注射方案进行探讨,仿真结果表明,多线程接力注射方案可有效缩短充模时间,满足树脂适用期内完成充模的要求,并达到100%充模率㊂采用多线程接力注射方案制备了典型构件样机,实际充模时间与理论计算相差约10%,对生产实践具有指导性意义㊂关键词㊀复合材料;大尺度;异型构件;SCRIMP;仿真模拟Study on the Molding Technology of Jumbo Size GFRP SkinDING Ping,ZHANG Zuochao,ZHENG Hongxue,CHAI Pengjun(Beijing Composite Materials Co.,Ltd.,Beijing 102101)ABSTRACT ㊀This paper studied the manufacture of the FRP rudder skin.The permeability test and resin gel test of glass fiber fabric were carried out;the filling process of composite rudder surface was simulated by PAM -RTM software.The central point injection,central line injection,single side injection and multi -thread relay injection were discussed,the simulation results show that,the multi -thread relay injection scheme can satisfy the requirement of filling the mold in the resin using time,and achieve 100%filling rate.The prototype of composite rudder was fabricated by multi -thread relay injection.The actual filling time was about 10%different from the theoretical calculation.KEYWORDS ㊀composite materials;rudder;vacuum assisted resin infusion;mold filling simulation通讯作者:丁萍,研究生,工程师㊂研究方向为复合材料设计与制造㊂E -mail:hit_dingping2011@1㊀引言复合材料具有高比强度㊁比刚度和优异的可设计性等优点,广泛应用于航空航天㊁船舶㊁风电叶片和汽车等领域㊂在复合材料生产过程中,模具制造和产品加工占成本比例较高,SCRIMP 具有低成本㊁环境友好和适用于大型构件等优点[1-4]㊂在SCRIMP 工艺中,保证基体树脂充分浸渍增强材料是确保产品质量的关键,而导流通道的布置是保证树脂对纤维增强材料浸渍进度和质量的关键因素㊂SCRIMP 成型的制件,避免出现白斑㊁分层㊁薄厚不均等质量问题的必要条件是树脂对纤维预制体充分浸润㊂实际应用中制件逐渐向更复杂结构和更大尺寸发展,导致流道设计难度大,树脂流动不易控制,从而树脂对纤维的浸润性差[5-8]㊂树脂注胶流道设计是SCRIMP 工艺的关键环节㊂合理的注胶流道设计不仅可以缩短树脂在预制体内的渗透时间,而且还可以避免渗透过程中干纤维复合材料2024年㊀斑㊁富树脂等缺陷的形成㊂传统树脂流道设计是以工程经验为主,辅以试错法,而实际制造零件时,树脂在复杂结构预制体中的流动状态和流动轨迹的复杂程度仅靠工程试验很难准确掌握,而且还需要消耗大量的人力和物力㊂树脂的操作时间是流道设计需要考虑的重要参数㊂流道设计前,应对树脂体系进行凝胶试验,确定凝胶时间,避免进行无效的流道设计㊂渗透率是进行面层充模仿真十分关键的参数,一般通过渗透率测试装置通过试验获得[9-10]㊂水滴形截面的大型构件的成型,在保证胶液在织物表面快速流动的同时,也要保证胶液在织物层间的充分渗透㊂本文在达西定律的基础上采用实验法测得了SCRIMP工艺玻璃纤维渗透率,通过模拟分析软件建立水滴形截面典型构件的有限元模型,对不同流道设计方案进行分析对比[11-13]㊂2㊀参数测定试验2.1㊀试验材料试验采用乙烯基树脂(BBD-1),23ħ时粘度为180~220mPa㊃s,过氧化甲乙酮类固化剂,环烷酸钴类促进剂;增强织物为S玻璃纤维布,斜纹织物,单位面积质量为240g/m2㊂2.2㊀测试方法(1)凝胶时间测定在室温环境下,配制乙烯基树脂胶液,树脂与固化剂的配比为100ʒ1.5,搅拌均匀后静置㊂(2)渗透率参数测定本试验注胶口设置在长度方向一侧,通过观察灌注试件上㊁下表面,记录树脂在恒定压力下对织物的浸润过程,从树脂前沿的实时位置得出渗透率的比值㊂对纤维经线方向(K1)㊁纬线方向(K2)和厚度方向(K3)渗透率进行测试㊂测试件成型尺寸为0.3mˑ1m,以直尺置于测试件表面,每间隔1~ 5min记录一次胶液前锋位置,形成(x i,t i)(i= 1,2,3,4,5 )一系列点㊂试件单侧放置玻璃面板,以观察背部胶液流动情况[7-10]㊂2.3㊀试验结果分析(1)凝胶时间经观测得到室温环境下,乙烯基树脂凝胶时间约为40min㊂(2)渗透率VARI工艺可采用Darcy定律来计算牛顿流体流经多孔介质的渗透率㊂流动方程如公式(1)和公式(2)所示㊂V=Kη▽P=-KηdP dx(1)dxx=K▽Pηdt(2)在胶液注射过程中,真空负压为恒定值,即胶液前沿与注射口之间的压力差数值恒定㊂在注射初始时,t=0,x=0,积分后如公式(3)所示㊂x2=2KәPηt(3)其中x为胶液流动距离,K为渗透率参数,P 为注胶口到胶液流动前锋的压力差,η为胶液黏度,t为胶液流动时间㊂通过工艺试验可知,试验板上表面与下表面胶液流动前锋相差约100mm㊂经试验测定纤维方向和厚度方向的线性拟合如图1和图2所示,纤维方向拟合公式为y=0.0002x-0.0252,厚度方向拟合公式为y=3e-0.5x-0.0042㊂由公式(3)计算得到渗透率K1=K2=2ˑ10-11,K3=3ˑ10-12㊂图1㊀纤维方向线性拟合图2㊀厚度方向线性拟合64㊀1期基于真空导入工艺的大尺度复合材料异型构件成型技术研究3㊀典型构件充模过程模拟分析本文以一种具有水滴形截面的复合材料结构为典型构件,对其灌注过程进行仿真分析㊂该结构内部为刚度相对较大的骨架支撑结构,间隔填充轻质耐压材料的型芯,外部为纤维增强复合材料面层㊂不同于一般的复合材料制品,典型构件在型芯表面形成一个封闭壳体,不得通过后期的加工进行连接或拼接,要求产品一体成型,表面连续㊂采用SCRIMP工艺制造构件表面可减少模具成本,采用轻质的真空辅助材料制作产品更具可操作性㊂采用SCRIMP工艺成型构件面层时,纤维的浸润受到增强织物铺层㊁流道排布㊁成型温度的影响,不合理的流道㊁注胶口(流道)和出胶口设计会使制品表面形成白斑㊁树脂富集等缺陷,影响结构整体刚度和强度,以及局部界面粘接强度㊂通过工艺仿真进行树脂充模过程模拟,对不同设计方案进行对比研究,得到最优方案,指导产品成型工艺的实施㊂典型构件结构示意如图3所示㊂图3㊀典型构件结构示意图㊀㊀3.1㊀分析方案与已知的大型薄壳结构(如风电叶片)不同,风电叶片是柳叶形敞口结构,成型时上下两部分分别成型后进行粘接,而典型构件是连续的封闭结构,如图3所示,不允许后期加工和粘接,目前没有文献报道过类似结构的成型方法㊂进行流道设计时,考虑面层为对称结构,注胶口为上下面层对称设置,对三种方案进行分析[11-13],如图4所示㊂方案1:上下面层中心位置设置注射口,舵尖角位置设置出胶口;方案2:随缘边设置线注胶流道(绿色点线),导缘位置设置线出胶流道(蓝色点线);方案3:沿轴方向中心线位置环形设置线注胶流道(蓝色点线),导缘和随缘位置设置线出胶流道(绿色点线)㊂图4㊀灌注方案设计㊀㊀3.2㊀有限元模型及参数设置采用三维建模软件建立了有限元模型,由于面层为薄壳结构,网格划分采用壳单元,共3445个单元,如图5所示㊂蒙皮成型过程中考虑重力对胶液流动的影响,重力加速度的设置应与实际充模过程一致,在软件中设置为X+方向㊂还需要对树脂流动区域的材料参数和工艺参数进行设置,如表1所示㊂74纤维复合材料2024年㊀图5㊀典型构件有限元模型表1㊀材料性能及工艺参数参数名称单位数值增强织物面密度g/m2200增强织物渗透率m2K1=K2=2ˑ10-11,K3=3ˑ10-12纤维密度Kg/m3 2.49E3树脂密度Kg/m3 1.16E3树脂粘度mPa㊃s200纤维织物孔隙率/0.5真空压力Pa10000㊀㊀3.3㊀计算结果与分析上下面层中心点注射树脂流动过程如图6所示,树脂在真空压力作用下不断以注射点为中心向四周推进,扩散边界呈椭圆形,在前后端汇合后逐渐填满面层,在尖端发生包围交汇,用时约360min㊂从导缘边进行注射的充模过程如图7所示,胶液流动前锋在随缘边交汇,用时约240min㊂充模时间如表2所示㊂典型构件为封闭式结构,上下面层注胶流道应保持同步设置,可保证胶液前锋流动的一致性,方案3中注胶管沿舵轴线方向呈环形设置㊂面层中心线注射如图8所示,以中心注胶流道为起始边逐步向两侧流动,在导缘和随缘端交汇,用时约60min㊂表2㊀注射过程模拟结果方案注胶形式出胶口布置形式充模时间充模率1上下面层中心点同时开启导缘和随缘边设置出胶管383min100% 2导缘端线注射随缘边设置出胶管261min100%3面层中心线注射导缘和随缘边设置出胶管58min100%图6㊀面层中心注射充模过程84㊀1期基于真空导入工艺的大尺度复合材料异型构件成型技术研究图7㊀单边注射充模过程图8㊀面层中心线注射充模过程94纤维复合材料2024年㊀㊀㊀产品灌注过程不应超过树脂体系适用期,以避免灌注过程中树脂流动区域内出现凝胶,进而产生浸渍不透的现象,导致产品表面白斑㊁缺胶等问题㊂树脂凝胶试验表明,充模过程应控制在50min 内㊂由表2可知,方案3最接近产品充模过程时间控制要求㊂因此,对方案3进行进一步的优化研究㊂在方案3的基础上,为进一步缩短注射时间,设计了接力注射方案,方案3-1:沿舵轴方向中心线位置环形设置3条线注胶流道(黄色和绿色点线位置),导缘和随缘位置设置线出胶流道(蓝色点线位置);方案3-2:沿舵轴方向中心线位置环形设置5条线注胶流道(黄色㊁蓝色和绿色点线位置),导缘和随缘位置设置线出胶流道(红色点线位置)㊂即在树脂流动区域内设置沿舵轴方向设置多条环形注胶流道,充模时依次顺序开启/关闭注射点进行胶液吸注,以达到胶液快速流动浸透织物的目的㊂流道布置具体方案如图9所示㊂图9㊀流道布置方案接力注射对注胶口的开启时机要求较为严格,过早开启下一级注胶口会造成局部气体包络,形成缺陷㊂方案3-1中流道间距设置为700mm,由中心流道向两侧排列的流道分别为2级流道㊁3级流道㊂在2级流道外侧设置感应器,触发条件为该处填充率达到100%时发出开启/关闭信号㊂使用感应器1(位于流道2外侧)进行模拟,注胶口开启和关闭过程如图10所示,流道附近有明显的树脂流动干涉区域,充模结束后,该处面层易形成干斑,如图11所示㊂为避免出现干涉现象,对注胶口开放时机进行优化㊂根据铺层厚度及工艺试验结果,以胶液流动前锋位置确认注胶口的开启时机㊂使用感应器2(位于流道2外侧)进行充模模拟,产品充模过程如图12所示,胶液流动前锋基本保持一致,在注胶口顺序开启的时间节点,无紊流现象,灌注时间约2320s㊂图10㊀充模过程流程图当胶液流动一定距离后,其浸透速度会因阻力增加明显减缓,为在浸透速率减缓前及时开启下一级注胶口,在方案3-2中将流道间距缩短至400mm,相应的由中心流道向两侧排列的流道分别为2级流道㊁3级流道㊁4级流道㊂采用方案3-1中感应器2进行充模模拟,结果表明进一步缩短了充模时间,同时不影响产品的浸润效果,如表3所示㊂图11㊀面层局部包气示意图表3㊀接力注射模拟结果方案注胶流道及注射口布置形式出胶口布置形式充模时间充模率3-1面层接力注射(单面3注射口)导缘和随缘边设置出胶管38min 100%3-2面层接力注射(单面5注射口)导缘和随缘边设置出胶管25min 100%5㊀1期基于真空导入工艺的大尺度复合材料异型构件成型技术研究图12㊀接力(单面3注胶口)充模过程图13㊀接力(单面5注胶口)充模过程15纤维复合材料2024年㊀㊀㊀通过对不同流道设置方案进行仿真分析发现,环形流道的设置可保证树脂胶液在织物表面及内部的流动路径可控,前锋基本一致,有利于对不同方案进行参数调整㊂多线程连续注射方案可有效的减少充模时间,方案3-2的充模时间较方案3减少了50%以上,保证树脂适用期内完成充模㊂5㊀典型构件样机SCRIMP 工艺验证采用本文的流道设计,进行3m ˑ4m 典型构件样机的制作,产品成型过程如图14所示,样机成型充模时间约为28min,与仿真结果相差约10%㊂对样机进行外水压㊁疲劳㊁抗扭等试验考核,产品无破坏和渗漏,成型后产品表面质量如图15所示㊂图14㊀产品成型过程图15㊀产品成型后表面质量6㊀结语(1)采用有限元方法对大型水滴形截面异型典型构件进行充模过程模拟,可预测胶液流动区域的充模情况,分析流道设计的可行性,对该类型构件成型具有指导意义㊂(2)模拟结果表明采用多线程接力注射方案可有效缩短产品充模时间,满足工程生产需求;根据工艺试验结果设计注胶口开启时机,过早开启易导致产品缺陷㊂(3)采用多线程接力注射方案制作了1:1典型构件样机,理论计算充模时间与实际相差约10%,方案可行㊂(4)本文研究成果解决了工程实际问题,形成的生产技术已成功应用于产品生产,对理论和工程具有指导意义㊂参考文献[1]孙巍,毛亮,罗忠.典型构件设计初探,船舶与质量,2010(3).[2]Katebi,M.R.A two layer controller for integrated fin and rudderroll stabilisation.In Proceedings of IFAC Conference on Control ap-plications in marine systems,Ancona,Italy,2004(7):101-106.[3]R Suttonl,G N Roherts.Martronics:a philosophy for marine sys-tems design.Part M:J.Engineering for the Maritime Environment.Vol.223.[4]朱锡,李海涛,查友其,等.玻璃钢导流罩新型密封结构设计及其模型试验研究[J].海军工程大学学报,2004.16(4):18-21.[5]魏俊伟,张用兵,郭万涛.真空辅助成型(VARI)工艺研究进展[J].材料开发与应用,2010,6:99-104.[6]赵晨辉,张广成,张悦周.真空辅助树脂注射成型(VARI)研究进展[J].玻璃钢/复合材料,2009,204(1):80-84.[7]肖飞,袁崇新,从晶洁.复合材料加筋壁板结构件VARI 液体成型工艺计算模拟[J].航空材料学报,2016,36(4):47-54.[8]陈星宇,王遵,卜继玲,等.碳纤维叶片大梁真空灌注工艺仿真和验证[J].复合材料科学与工程,2020,(7):110-113.[9]阳小林.纤维预制体铺层法向渗透率测定方法及影响因素的研究[D].武汉:武汉理工大学,2008.[10]李小兵,孙占红,曹正华.真空辅助树脂灌注配套基体树脂的制备及性能[J].热固性树脂,2006,2(1):4-7.[11]郭志昂,贺辛亥,张婷,等.玻纤/环氧树脂复合材料VARTM成型工艺仿真及实验[J].纺织高校基础科学学报,2020,33(1):26-31.[12]肖飞,姜茂川,刘强,等.复合材料副翼典型结构件的VARI工艺模拟及试验验证[J].航空材料学报,2015,35(3):1-11.[13]纵海,苏跃增,俞伟,等.典型曲面构件的VARI 工艺模拟分析及实验验证[J ].高分子材料科学与工程,2010,26(11):156-159.25。
CATIA复合材料零件设计教程英文

23. Drawing
Drawing Generation Defining General Sheet: Solid active Defining General Sheet: Explode active Defining Sheet for Table Integration
General CPD presentation Live demo
Parameters Group of Zones Zones Transition Zones Ex 1 – 2 – 3
Connection Generator Impose Thickness Point Stack-Up from Zones Import Laminate Ex 4 - 5 Solids from Zones Plies from Zones Ex 6 – 7 – 8 – 9
Creating Plies Group Automatically Creating Plies Group Manually
15. Manual Plies Creation
Defining Geometry Defining Attributes
16. Core
Defining Core Modifying Core
p. 100
p. 101 p. 102
9
Copyright DASSAULT SYSTEMES
Table of Contents (6/8)
22. Core Sample
22. Core Sampling Analysis p. 104
23. Core Sampling Storage p. 105
复合材料英汉词汇

Acetyl||乙酰
Acid-proofpaint||耐酸涂料,耐酸油漆
Acrylicfiber||丙烯酸纤维
Acrylicresin||丙烯酸树脂
Activefiller||活性填料
Adapterassembly||接头组件
Additionpolyimide||加成型聚酰亚胺
Additionpolymer||加聚物
Combinationproperty||综合性能
Conceptdesign||概念设计
Convectionmodulus||对流模量
Convergencetest||收敛试验
Coolingfixture||冷却夹具
Coolingtower||冷却塔
Absorbentmaterial||吸收性材料,吸收性物质,吸声材料,吸收剂
Absorber||减振器,阻尼器,缓冲器
ACA(AutomotiveCompositeAlliance)||汽车复合材料协会
ACC(AutomaticClutchControl)||自动离合器操纵控制
Accelerant||促进剂,加速剂
Clampingforce||夹持力,合模力
ClassAsurface||A级表面
Clearcoat||透明涂层,透明罩漆,清漆层
Clearcoatfinish||清漆涂层
Clickerdie||冲模
Climbmilling||同向铣削,顺铣
Clippingpress||切边压力机
Closurepressingspeed||合模速度
CMM(ClosedMouldMoulding)||闭合模塑
CMT(CompressionMolding||挤压成型工艺
大型复合材料壁板先进制造技术及应用

大型复合材料壁板先进制造技术及应用李林【摘要】The large and integrative composite panels can not only reduce the plane weight, but also improve the plane performance, simplify assembly. Because of layup complexity in the large-sized co-cured composite part, it is dif-ficult for traditional molding technology and quality is unstable. With the theory of design for manufacture, DFM, and ap-plying the advanced digital manufacture technique to the composite part , it is a good method for solving the large-sized composite panel manufacture.%大型整体化的复合材料壁板会起到较好的减重效果,明显提升飞机的整体效能,简化装配工艺.大尺寸共固化的复合材料制件铺层结构复杂,传统成型工艺难度大,质量稳定性差,组合元件形位尺寸有偏差.随着设计制造一体化(DFM)理念的出现,先进数字化制造技术在复合材料零件制造方面的应用很好地解决了大尺寸复合材料壁板类零件制造的难题.【期刊名称】《航空制造技术》【年(卷),期】2017(000)011【总页数】5页(P105-109)【关键词】设计制造一体化;自动铺带;加热预成型;激光定位组合【作者】李林【作者单位】航空工业沈阳飞机工业(集团)有限公司,沈阳 110850【正文语种】中文相较金属材料,复合材料有较好的比刚度、比强度、耐疲劳、抗冲击、耐腐蚀性能。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Hand lay-up
Materials options: • Any thermosetting resin. • Any reinforcement (some heavy fabrics hard to wet-out) Applications: • Production boats • Water storage tanks • Architectural mouldings.
Vacuum bagging
Application of release film (semi-porous)
Vacuum bagging
Breather mat added to lay up. Sealant tape applied to mould flanges.
Vacuum bagging
Composites Manufacture
There are no ‘off the shelf’ properties - the material is made at the same time as the part.
Hand Lay-up
spray gel coat application
Hand Lay-up
application of gel coat by roller
Hand Lay-up
application of reinforcement
Hand Lay-up
application of reinforcement
பைடு நூலகம்
Hand Lay-up
application of resin and consolidation
Disadvantages of Hand Lay-up
• Laminate quality dependent on operator skill. • Poor working environment. • Health and safety issues associated with styrene
Sources of voids
• Layers of air trapped between plies • Dissolved air or volatiles emerging from solution • Resin shrinkage on cure • Poor wetting of fibre surface • Lack of impregnation
Spray application of fibre and resin
Consolidation after spray application
Advantages of Hand Lay-up
• • • • • Low cost tooling Low cost materials Large parts possible Low technology Room-temperature cure
40 m wind turbine blade. Application of vacuum bag.
Effect of consolidation pressure on voids
Composite panel being loaded into autoclave.
Vacuum bagging
Advantages • High quality composite parts. • Large sizes possible. • Relatively low cost, lightweight tooling. • Clean manufacturing environment. Disadvantages • High cost and storage requirements of prepregs. • High labour/skill content. • Cost of consumables. • Capital cost of oven / autoclave.
Spray lay-up
Materials options: • Generally polyester. • Glass roving only Applications: • Small production boats • Enclosures • Vehicle body panels.
Effect of voids on properties
Vacuum bagging applications
JEC Composites May 2003
Autoclave technology: “Length doesn’t matter”. Cost increases exponentially with diameter.
Hoop stress d; end load d2
Advantages of Spray Lay-up
• Low cost tooling. • Rapid deposition. • Mature industry
Disadvantages of Spray Lay-up
• Resin-rich laminates. • Only short fibres can be used. • Low viscosity resins required (inferior properties). • Health and safety implications of styrene. • High wastage.
Vacuum Bag Moulding
• Uses contact mould. • Wet lay up or specialist ‘prepreg’ materials - usually epoxy and other high performance, long cure time resins. • Room temperature cure or oven cure under vacuum only. • Autoclave cure under pressure for highest quality laminates.
Process schematic (SP Systems)
Vacuum bagging
Preparation of carbon/epoxy prepreg
Vacuum bagging
Hand lay-up of tailored prepreg
Vacuum bagging
Application of peelply to back of laminate. Gives clean textured surface for subsequent bonding or painting
Aeroform Ltd
12m spar for A400 (resin film infusion)
GKN Westland Aerospace
Nylon bagging film attached to sealant tape.
Pleats ensure excess bag to conform to mould contours.
Vacuum bagging
Vacuum connection attached through bagging film.
Vacuum bagging
Vacuum applied check for leaks and ensure consolidation.
Completed lay up ready for cure cycle.
40 m wind turbine blade. Plywood/epoxy wet lay up prior to vacuum bagging.
Effect of consolidation pressure on voids
Permitted maximum exposure limit (MEL) for styrene vapour
100
75
ppm
50
25
0 Austria, Finland, Denmark, Germany, Norway, Luxembourg, Sweden Belgium, France, Italy, Spain, Switzerland, USA, Netherlands UK
Hand Lay-up
further consolidation
Hand Lay-up
addition of woven ply
Chopper head for spray-up
Spray-up equipment
Spray application on existing gel coat