废碱氧化系统运行中的问题与处理
常温常压氧化废碱液存在的问题与优化
232废碱液是乙烯裂解装置碱洗裂解气脱除CO 2和H 2S等酸性气体过程产生的污染物,含有大量的Na 2S、NaHS、Na 2CO 3,少量的Na 2SO 3和Na 2S 2O 3,还含有硫醇等有机硫化物。
因废碱液具有较高的pH、硫化物及有机物,很难进行后续生化处理。
目前,废碱液的处理方法主要有氧化法、中和法、沉淀法、气提法、生物法等[1-4]。
中韩(武汉)石油化工有限公司(简称中韩石化)800kt/a乙烯采用常温常压催化氧化协同生化法处理废碱液工艺,是国内乙烯行业首套采用此工艺处理废碱液的装置,设计处理能力12t/h,在脱硫工艺后配备两级生化,最终把废碱液处理达到《污水综合排放标准》(GB8978-1996)中污水排放要求的一级标准。
该套装置自开工以来,出现部分设备腐蚀、生化系统波动、工艺设计不合理等系列问题,因此进行了系统优化和操作改进。
1 常温常压氧化废碱液工艺原理在常温、常压反应条件下,向脱硫反应器中投加脱硫催化剂,通入工业风、低压蒸汽对硫化物进行催化空气氧化处理,反应按下述化学反应方程式进行:2S 2-+H 2O+O 2→ S 2O 32-+2OH -2HS -+2O 2→S 2O 32-+H 2O S 2O 32-+2O 2+H 2O →2SO 42-+2H+催化氧化处理过程中,反应中硫化物大部分转化成硫代硫酸盐,在脱硫工艺后需配备生化池,并在生化池进水端投加拮抗剂,用以拮抗高含盐废水对微生物代谢的抑制作用,在微生物作用下,把硫代硫酸盐和亚硫酸盐最终转化成硫酸盐,并降解有机物,使最终出水达标排放。
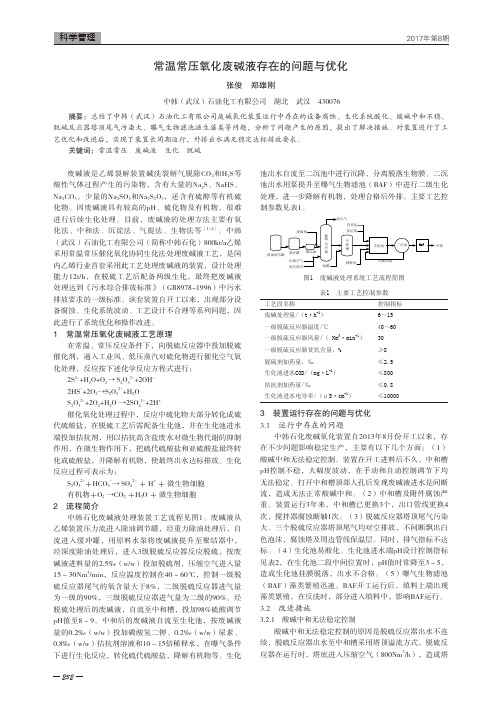
生化反应过程可表示为:S 2O 32-+HCO 3-→ SO 42- + H + + 微生物细胞有机物+O 2 →CO 2 +H 2O + 微生物细胞2 流程简介中韩石化废碱液处理装置工艺流程见图1。
废碱液从乙烯装置压力流进入除油调节罐,经重力除油处理后,自流进入缓冲罐,用原料水泵将废碱液提升至聚结器中,经深度除油处理后,进入3级脱硫反应器反应脱硫,按废碱液进料量的2.5‰(w/w)投加脱硫剂,压缩空气进入量15~30Nm 3/min,反应温度控制在40~60℃,控制一级脱硫反应器尾气的氧含量大于8%,二级脱硫反应器进气量为一级的90%,三级脱硫反应器进气量为二级的90%。
废碱氧化装置长周期运行问题分析

废碱氧化装置长周期运行问题分析
废碱氧化装置是一种处理工业废水的设备,其作用是将废水中的有机物氧化分解为无机物,从而达到净化废水的效果。
但是在长周期运行中,废碱氧化装置会出现一些问题,下面就这些问题进行分析。
1.废碱氧化装置的溶液浓度变化:长期运行后,废碱氧化装置中的溶液浓度会发生变化。
由于溶液浓度的变化,废水氧化反应速度会降低,处理效果也会下降。
2.废碱氧化装置的反应器温度下降:废水经过废碱氧化装置处理后,反应器的温度会因为废水的温度下降而下降,这会影响反应器的效率。
3.废碱氧化装置反应器的水质污染:长期运行后,废碱氧化装置的反应器内会积累大量的有机物和无机物,从而导致水质污染。
4.利用废碱氧化装置的成本问题:废碱氧化装置通常需要大量的高浓度氧化剂,这会增加废水处理的成本。
为了解决以上问题,需要采取以下措施:
1.定期清洗废碱氧化装置的反应器,清除反应器内的污垢和有机物。
2.优化废水处理的流程,在处理前提高废水的温度,从而使废水处理的效果更好。
3.更换氧化剂,降低氧化剂的浓度,从而降低废水处理的成本。
4.加入优化剂,促进有机物的氧化分解反应,从而提高废水处理的效率。
总之,在长周期运行中,废碱氧化装置会面临许多问题。
对这些问题及时解决,可以提高废水处理的效果,降低废水处理的成本,从而实现环境保护和节能减排的目的。
齐鲁乙烯废碱处理系统运行优化与改进
齐 鲁 乙烯 7 0k a乙烯 二期改 造 采 用 L M 2 t / U —
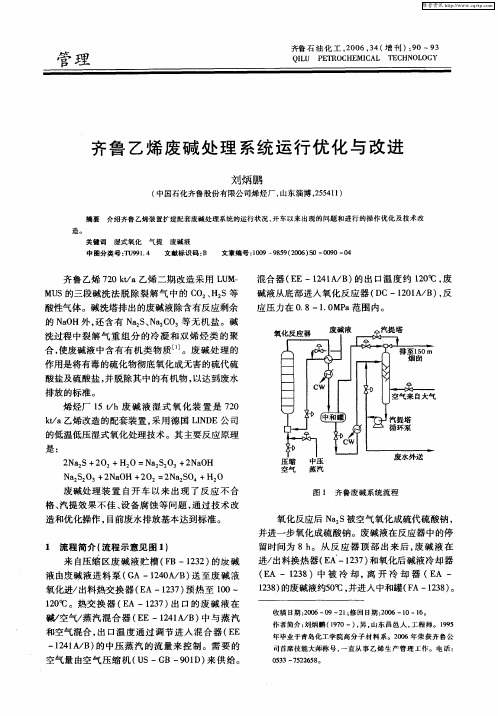
混 合器 ( E一14 A B) E 2 1 / 的出 口温 度约 101 , 2 ' 废 2 碱 液从 底部 进入 氧化 反 应 器 ( C一10 A B) 反 D 21/ , 应 压力 在 0 8~10 P 范 围内 。 . .M a
作 者 简 介 : 炳 鹏 (9 0一) 男 , 东 昌 邑人 , 程 师 。 19 刘 17 , 山 工 95
碱/ 气/ 汽 混 合 器 ( E一14 A B 中 与 蒸 汽 空 蒸 E 2 1/ ) 和空气 混合 , 口温 度 通 过 调 节 进人 混 合 器 ( E 出 E
一
年毕业于青岛化工学院高分子材 料系。20 06年荣 获齐鲁公 司酋席技能大师称号 , 一直从事 乙烯生 产管理 工作。电 话:
合 , 废碱液 中 含有 有 机类 物质 l 。废 碱 处 理 的 使 - 】 J 作用是 将有毒 的硫化 物彻 底氧 化成无 害 的硫代硫
酸盐 及硫酸 盐 , 脱除其 中 的有 机物 , 并 以达 到废 水 排放 的标准 。 烯 烃厂 1 h废 碱 液 湿 式 氧 化 装 置 是 7 0 5t / 2 k/ ta乙烯改 造 的配套装 置 , 用德 国 LN E公 司 采 ID
图 1 齐鲁废碱系统流程
格 、 提效 果不 佳 、 备腐 蚀 等 问题 , 过 技 术改 汽 设 通 造和优 化操作 , 目前 废水 排放基 本达 到标准 。
1 流 程简介 ( 流程 示意见 图 1 )
氧化 反应后 N 被 空气 氧化 成硫 代硫 酸钠 , aS
并进 一步 氧化 成硫 酸钠 。废碱 液在 反应 器 中 的停
摘要 介绍齐鲁乙烯装置扩建配套废碱处理系统的运行状况 、 开车 以来 出现 的问题和进行 的操作优化及技 术改
废碱氧化装置长周期运行问题分析
废碱氧化装置长周期运行问题分析废碱氧化装置是一种用于处理废水中有机化合物的设备,它采用高温氧化方法将有机物氧化成二氧化碳和水。
在废碱氧化装置的运行过程中,有时会出现长周期运行问题,也就是装置在一段时间内无法正常运行,导致生产能力下降,甚至造成设备损坏和安全隐患。
对废碱氧化装置长周期运行问题进行分析,找出原因并采取相应的措施是非常必要的。
一、原因分析1. 操作不当废碱氧化装置的操作人员操作不当是长周期运行问题的常见原因之一。
操作不当可能包括设备的启动与停机操作、进料和排料操作、设备参数的调整以及设备清洗等方面。
如果操作人员缺乏必要的操作技能和经验,就会导致设备长时间无法正常运行。
2. 设备故障废碱氧化装置是一个复杂的设备,其中包括高温反应器、压缩机、泵等各种设备。
如果其中任何一个设备发生故障,都会导致整个废碱氧化装置无法正常运行。
3. 原料质量不合格废碱氧化装置的正常运行需要一定的原料供应,如果供应的原料质量不合格,其中可能含有杂质或有毒物质,就会对废碱氧化装置的运行产生不利影响,导致长周期运行问题的出现。
4. 设备老化废碱氧化装置经过长时间的运行,设备有可能出现老化现象,比如管道堵塞、阀门漏气、设备部件磨损等问题,这些都会导致废碱氧化装置长周期无法正常运行。
二、解决措施针对废碱氧化装置长周期运行问题,应该采取相应的措施来解决,具体包括以下几点:1. 增强操作人员的技能对于操作不当的原因,应该对操作人员进行培训,提高其操作技能和经验,确保他们能够正确、规范地操作废碱氧化装置。
建立操作规程,明确操作步骤和注意事项,避免操作不当导致长周期运行问题的发生。
2. 定期检修设备对于设备故障和设备老化的原因,应该建立定期检修和维护制度,对废碱氧化装置的设备进行定期检查、保养和维护,及时发现和处理设备故障和老化问题,确保设备的正常运行。
3. 控制原料质量对于原料质量不合格的问题,应该加强对废水处理原料的质量检查和控制,确保原料的质量符合要求,避免因为原料质量问题导致废碱氧化装置长周期运行问题的出现。
碱回收炉运行中状况的分析与处理

碱回收炉运行中状况的分析与处理《个人见解,如有雷同,纯属巧合》编辑;王珏1、黑液在炉膛内燃烧正常情况下颜色为金黄色,观察黑液是否干燥,可在二次风嘴处插入铁钎让飞灰落在铁钎表面上,如果像蚂蚁爬行一样,说明黑液中的碱灰干燥适合燃烧。
2、装在碱炉上的黑液喷枪的位置是否适合,可以观察一二次风嘴,如果风嘴被挂碱,到达垫层的黑液燃烧不好,颜色暗淡,说明枪嘴就偏这边多些,此时要及时调节枪嘴往火色光亮的一边。
3、溜子口喷火的原因;一、炉壁或管屏跌碱。
二、炉膛正压过大。
三、靠近溜子口的垫层过高。
四、垫层拉稀。
五、喷液角度大打到炉膛壁上而掉到溜子口上部。
六、配风不合理。
4、垫层在正常情况下形状应为山丘状,供风量达到平均分配正常,燃烧良好,垫层松,溜子口流出的溶融物为金黄色。
[所谓垫层就是黑液固形物燃烧后剩余的无机物及游离碳落到炉床上形成的高温多空性黑灰碳垢,作用是稳定炉膛温度,使无机物不断熔融]。
5、换枪的主要原因;一、堵塞枪嘴何分配片。
二、黑液浓度的变化、跌碱、还有就是拉稀的连续出现。
三、垫层太高或太低。
四、平衡生产时的配枪。
6、配枪要点;黑液浓度低配用小枪嘴小分配片,浓度高,配用大枪嘴大分配片,垫层低配用大枪嘴和大分配片,反之。
7、换枪时要注意检查枪管是否通畅上枪嘴和分配片时要拧紧,避免喷液时有泄漏伤人。
喷枪装上枪架时动作要快并安全,如有突发原因而快不了时,要观察此时的炉况,如火色变暗,炉温下降,就要及时投入油枪升温助燃,换好枪后炉况恢复正常才能撤下油枪。
8、堵枪的原因及现象;枪嘴结碱造成,枪堵塞时压力表指针会不停地晃动或喷液压力升高,还有就是火色变暗,飞灰突然变少,垫层比原先正常时变得更低,随着炉温的变化也会大量掉碱块。
9、换枪的前提条件;,一、堵枪。
二、黑液变化大。
三、需要调节垫层的高低。
四、黑液干燥的情况。
五、生产需要。
六、喷枪受机械性变形等等。
10、黑液浓度高低的辨别及处理方法;一、观察燃烧的火色,浓度高火色为暗红色,浓度低火色为白淡色。
废碱氧化装置长周期运行问题分析
废碱氧化装置长周期运行问题分析废碱氧化装置是用于处理废碱的设备,主要用于将含有浓度较高的废碱进行氧化分解处理,将其转化为无害的物质。
然而,在运行过程中,废碱氧化装置也会出现长周期无法正常运行的问题,产生一定的安全隐患和环境污染风险。
一般来说,废碱氧化装置长周期无法正常运行的问题多数是由以下原因引起的:一、设备老化废碱氧化装置本身是一个纯化处理设备,运行时间长了就会面临设备老化问题,包括管道漏水、氧化反应槽内沉淀物增多、设备渗漏,以及传输带的老化、磨损等问题,导致设备无法正常工作。
二、操作不当废碱氧化装置的操作流程非常重要,不当的操作将直接影响设备的运行和处理效果。
一些操作人员的技术水平和操作经验可能不够,不了解设备的工作原理,不能按照规范操作设备,导致设备不能正常工作。
三、电力供应问题废碱氧化装置需要不间断的电力支持,如果供电不稳定,会影响设备的正常运行,甚至造成设备故障。
四、化学品配比不当废碱氧化装置处理废碱的工艺非常复杂,需要使用多种化学品进行配比,如果化学品配比不当,可能会导致设备无法正常工作,甚至产生更多的污染物。
针对上述问题,可以采取以下措施解决:一、加强设备检修,定期维护设备,及时更换老化的部件,确保设备处于良好状态。
二、培训技术水平较低的操作人员,提高操作水平,加强规范化操作,确保设备能够正常工作。
三、加强电力设施的维护,保障设备的正常供电。
四、严格控制化学品配比,确保处理效果达标,并避免产生更多的污染物。
最后,为了确保设备的正常运行,还需要加强设备的监控和管理。
应对设备进行全面监控,及时发现和解决问题,确保设备能够安全、高效地运行,并发挥最大的环保效益。
废碱湿式氧化装置运行状态分析

由于碱 液 的存在 , 在较 高温度 下 , 等级 材料 极 易发 低
图 1 废 碱 湿 式 氧 化 装 置流 程简 图
4 3 装 置负荷 过大 .
严重 影响 了压缩 空 气 喷 嘴 的 流量 。分析 原 因 , 碱 废
ห้องสมุดไป่ตู้
由于 老 区装 置 以大 庆 油 田轻 烃 为 主要 裂 解 原 料, 近几 年油 田轻烃 中 C ) 量波 动幅 度大 , (。 含 经常超 过 碱洗塔 的处 理能 力 , 保证 乙烯产 品合 格 , 加新 为 增
大庆 乙烯装 置规模 目前为 6 吨/ , O万 年 分新 区 、 老 区两套装 置 。两套装 置 的碱洗 塔塔 釜采 出 的废碱 液 混合 后送 往废 碱湿式 氧 化装置 进行 处理 。废 碱湿 式 氧化装 置 是 由大庆石 化设 计 院采用 抚顺 石油 化工 研 究 院开发 的“ 湿式 氧化碱 渣脱臭 ” 艺进 行工 程设 工
S 0 23 一+ 2 OH一+ 2 (S 022 O, 一+ H2 O
4 0
四川化 工
第1 5卷
2 1 第 5期 0 2年
化 需对蒸 汽 量 进 行 调 整 , 样 容 易 造 成 碱 液 倒 流 。 这
生 因碱脆 而开 裂 。设计 上蒸 汽进 料管 线选用 的材 质
为 0 r NiT 。 Cl 9i 8
区装 置 2 0 0 4年进行 2 万 吨/ 7 年扩 能改造 后 , 碱排 废 放量 相应增 加 。
4 4 废碱 中黄 油量较 大 .
5 改进 措 施
5 1 工艺 系统进 行 改进 .
由于 在碱洗 过程 中裂解 气 中重组 分 的冷凝 和双
烯 烃类 、 类物 质 的聚合 , 醛 因此废 碱液 中还 含有 部分 有 机物 , 称“ 油” 俗 黄 。如废 碱液 带黄 油进 入反应 器 ,
废碱氧化装置长周期运行问题分析
废碱氧化装置长周期运行问题分析
废碱氧化装置(WAO)是一种用于处理有机废水的设备,它利用高温高压氧化反应将有机物氧化为CO2和H2O。
WAO具有高效、安全、环保等优点,因此得到了广泛应用。
但在长周期运行过程中,WAO也存在一些问题。
一、催化剂失活
WAO通常使用铁基催化剂对有机废水进行氧化处理。
长期操作会导致催化剂表面被污染和覆盖,失去催化活性和选择性。
另外,催化剂很容易被蚀刻和汽蚀,进一步影响了催化剂寿命。
因此,在长周期运行中,需要定期更换催化剂,否则将影响WAO的处理效率和水质。
二、配管磨损
WAO设备中存在高温高压的气体流动,这会导致配管内部出现腐蚀、磨损等问题。
另外,高温下的热膨胀也会引起管道变形,导致密封性能下降。
因此,在长周期运行中,需要定期检查配管的磨损情况,及时更换管路,确保正常运行。
三、设备磨损
设备长期运行容易引起设备磨损,例如沉淀池和反应器内部的机械性磨损、氧化器和换热器内部的化学腐蚀等。
这些磨损会影响设备的可靠性和运行效率,严重时甚至会导致设备故障和事故。
因此,在长周期运行过程中,需要加强设备定期维护和检查,及时更换受损部件,确保设备正常运行。
四、反应效率下降
随着WAO设备的长期运行,其反应效率可能会下降。
这主要是由于水处理过程中的气体和溶解氧逐渐减少,导致有机物无法被完全氧化。
因此,在长周期运行中,需要定期检查水处理过程中的氧浓度和气体流量,及时优化处理参数,保证反应效率和水质。
废碱氧化装置长周期运行问题分析
废碱氧化装置长周期运行问题分析废碱氧化装置长周期运行问题分析废碱氧化装置是用于处理工业废碱的设备,常见于化工、冶金、制药等行业。
长周期运行问题指的是废碱氧化装置在长时间运行过程中出现的一系列问题。
本文将对废碱氧化装置长周期运行问题进行分析。
废碱氧化装置长周期运行的一个常见问题是设备老化。
废碱氧化装置的设备在长期高温、高压、强腐蚀环境下运行,会导致设备老化、损坏。
这种情况下,设备的工作效率会下降,甚至无法正常运行。
在长周期运行中,设备的定期维护和更换是必要的,以保证其正常工作。
废碱氧化装置长周期运行还面临着废气排放问题。
废碱氧化装置处理废碱时会产生大量的废气,其中包含有害物质,例如二氧化硫、氮氧化物等。
长期排放这些有害物质会对环境造成很大的污染。
为了解决这个问题,可以采用废气净化设备对废气进行处理,减少对环境的污染。
废碱氧化装置长周期运行还有可能出现操作失误和事故问题。
长时间运行会使人员疲劳,增加操作失误的可能性。
而对于废碱氧化装置这样的高风险设备,一旦发生事故,可能会对人员和设备造成严重损失。
在废碱氧化装置的长周期运行中,对操作人员进行严格的培训和管理,加强安全措施,是非常重要的。
废碱氧化装置长周期运行也需要考虑资源利用的问题。
废碱氧化装置处理的是工业废碱,其中还包含一定的有用物质。
如果能够合理利用这些有用物质,不仅可以减少资源浪费,还可以带来一定的经济效益。
废碱氧化装置在长周期运行过程中,可以考虑资源回收利用的方法,提高资源的利用率。
废碱氧化装置长周期运行问题主要包括设备老化、废气排放、操作失误和事故、资源利用等方面。
对于这些问题,我们可以从设备维护、废气处理、人员培训和管理、资源回收利用等方面进行解决和优化,以提高废碱氧化装置长周期运行的效果。
化机浆黑液碱回收的运行经验与存在问题的分析及应对措施

心的生物处理技术处理废 水,典型的化机浆废 水处理 流程见图1,该流程中最重要的环节是厌氧单元能否长 期良好运行,能否良好运行又取决于化机浆废水中含硫 物、螯合剂、树脂酸、单宁等对甲烷菌的生物毒性[1]。
1 蒸发车间 1#蒸 发系 统由江 苏 华 机 环保设 备有 限责 任 公司 设
计供货(设计蒸发量80 0t/h),于2010年试车投产;2#
求,这 对国内相关生产化机浆的企业是极大的挑战和
广 西金 桂 浆 纸 业有 限 公司 化 机 浆 配 套 设 施 如 表
考 验。因此,努力克 服化 机 浆 废 水处 理 技 术 难 关 的 意 义 十分重大 [1]。
1。 碱 回收 分 为三个车 间:蒸 发车 间、碱 炉 车 间 和 苛 化
目前,国内化机浆企业普遍采用以好氧/厌氧为核 车间。如图2。
表1 金桂化机浆配套设计能力
1#APMP 2#APMP BCTMP 1#VE 车间
/(ADt/d) /(ADt/d) /(ADt/d) (t/h)
2#V E (t/h)
RB/ RC/ (tDS/d) (m3/d)
设计能力 750
750
750
800
800
400
10 0 0
供货商
Andtitz Andtitz Metso 江苏华机 天津恒脉 华西能源 山东汶瑞 山东汶瑞
化机浆黑液碱回收的运行经验与存在问题 的分析及应对措施
⊙ 黄再桂1 王爱荣2 马平原1 (1.广西金桂浆纸业有限公司,广西钦州 535008;2.北部湾大学石油与化工学院,广西钦州 535011)
黄再桂 先生
工程师;公司碱回收处处长;从事化机浆碱 回收生产运行管理及技术研发应用。
废碱液高压湿式氧化处理存在的问题及改进措施

股 份 仃 公 一 r J 1 l I r 化 分 公 ( 以 卜简称 弛 I I I J 化) 1 0 0 0 k l / a乙烯装 睃碱液 处 方法 采川
关键 词 : 废 诚氧 化 高 压 湿 式 氟 化 问 题
乙烯 I I 1 f l l l = 的 产 过 一 I t , 爿 2 - : 料 l 裂斛 J 裂 , 裂斛
^
常 温
送
液 分 离 ( V一3 6 3 2 ) , i f - : 此
, 然 破 邀 i 泓 ( M一
温 纠 i { r f 2 0 0℃ , J ¨ f i 力( ) J : 3 . 4
弛I l l r 化1 0 0 ( )k l / a 烯 装 I l r _
l 高 压湿 式氧 化工 艺流 程
过 处州 n , J 喊液 f l - 送 入睃f 0 , i  ̄ 储 ( T一 3 6 3 2 ) 之 , 允 J 发喊 f ( ( : 一3 6 0 1 ) f …
十 f 1 温瞍 I l I 3 5| I : 捉f ’
3 7‘ : , 十 f 1 J l i , J 竹
1 . 9 MP i I , 【 能
l i 『 -
溅 洗效 . 义能控 l i , J I i l l 的J
r I 『 I I I ( I { 一3 6 0 1 ) , f f ’ 』 f 燕 汽f 1 , J 仆 续 补 入 卜, 腹
效果差 、 空 气压 缩机 检修 频 繁 、 设备管线腐蚀严重 、 系统 结 垢 , 重 和 关 键 仪 表 故 障 率 高等 一 系 列 I ' l 题 进 行
乙烯装置碱洗及废碱氧化系统存在问题及处理措施
3 . 1 . 1 碱 洗塔 各段 碱浓 度梯 度小
凶 更换 新填 料 后此 问题 得 以解 决
表 1 碱 洗 塔 各段 碱 浓 度 , %
碱 洗塔 强 碱 段 、 巾碱段 、 弱 碱 段 没 计 碱 浓 度
( 质量分 数 ) 分 别 8 % ~l 0 %、 5 ‘ , ~7 %、 1 % ~ 3 ‘ %, 而 碱洗塔 实 际运 行时 有 时碱浓 俊 分 别 为 6 ‘ , 、
I
,
碳酸钠 、 硫f J c  ̄ - l q 含; 较 没 汁偏 低 ( 表 3 ) ,
…料 水各 J 指 f , J j 没 汁卡 ¨ 芦均较 小( 表 4) l I 1 J ¨ } 指f , ' 较 波 汁 臻 小 敛 , 可 以 判琏 斤 常 运
睃 碱预 处 删 系统 聚 结 器 原 设计 此 泵 为 复 , 内部轴 套 为橡胶 材质 常上 宣 行 时废 伽 茈 撇 油 经
汁值 ( 见表 1 ) 仃效 降低 _ r黄油 产 生 , 降 低
J 废 碱 预处理 系统 和废 碱 氧 化系统 的处理 难 度
常 打 不
J J l I 弱 碱段 的补水 t. 减 少强 碱段 的补水 。 调 后 碱洗 塔 ( D A一2 0 2 ) 符碱段 矶 髭 浓 度 接 近 3 . 1 . 3 废碱储 罐撇 油 泵
为避 免废 碱 氧 化 系统 进 料 带 油 , 在 废 碱 储 罐
没计 订撇 油泉 、 通 过 泵将 顶部 积存 的油 送 至
生反 应 。反应 器 出 口设 置冷 凝 器 以 降低 排 出 液 温 度, 经过废 碱 分离 罐后 送 至 酸碱 中和 罐 , 在 酸 碱 中
和罐 中配 人 适 量 的硫 酸 以 中 和 未 反 应 的 残 余 碱 液, 最终 控制 废水 中 的 p H值 为 7~9送 至 污水 处 理 厂 。污水 中 的硫 化 物 主要 被 氧 化 为 硫 酸 盐 , 一
催化氧化法处理废碱液工艺存在的问题分析

中对废碱氧化装置运行过程中出现的问题以及解决办法进行了分析。
关键词:催化氧化;乙烯;废碱液
中图分类号:X703
文献标识码:B
文章编号:1671-4962(2016)03-0022-03
Analysis of problems existed in process of waste alkali treatment with catalytic oxidation method
表1废碱液的水质指标2工艺原理及特点从装置区送来的废碱液首先自压进入除油调节罐采用除油调节设施对废碱液进行高效预除油处理然后在废碱液提升泵的出口管线上安装聚结器对废碱液进行深度除油处理后再将其送项目naohna2co3na2sbod5mgl1codcrmgl1游离油mgl1苯酚mgl1苯系物mgl1s2mgl1含量1246591326600010000350002510002050204061201224022doi
中韩石化乙烯装置产生的废碱液经脱烃和除 黄油预处理后送至废碱氧化系统进行处理。废碱 氧化系统采用催化氧化法除硫工艺,使用接触氧
化和曝气生物滤池二级生化组合工艺对脱硫、中 和后的稀释废碱液进行达标处理。中韩石化废碱 氧化系统于 2013 年建成投产,设计废碱液处理能 力为表 1,2。
表 2 废碱液系统的出水水质指标
项目 pH CODcr(/ mg·L ) -1 BOD5(/ mg·L ) -1 NH3-N(/ mg·L ) -1 S2-(/ mg·L ) -1 硫化物(/ mg·L ) -1 石油类(/ mg·L ) -1 苯(/ mg·L ) -1 挥发酚(/ mg·L ) -1 甲苯(/ mg·L ) -1 乙苯(/ mg·L ) -1
炼油与化工
22
废碱氧化系统管理与优化
汽提后的废碱进入废碱沉降罐( 30 )在其中进 D 54 ,
行 约 5天 的沉降 , 通过 重 力作 用 , 在 1 52中不 将 30 能汽提 的重 质 烃 分 离 出来 , 期 由安 装 在 贮 罐 不 定
同高度 的 阀门 间歇排 至槽 车 。三是 废 碱 氧化 。经
审核 验收 。废碱 氧化 系统 作 为保 障装置 废 水 达标 排放 的主要 环保处 理 系统 , 自开 车 以来 , 断探 索 不
环境 造成 污染 , 因此 需 要 由废 碱 处 理 系统 进 行 处 理 。吉化裂 解装 置废 碱 氧化 系统 采 用低 压 蒸 汽氧
化法 工艺技 术 。
收稿 日期 :09— 8—0 。 20 0 3 作者简介 : 袁 欣( 9 0一 ) 男 ,0 3年毕业 于吉林 大 学应 18 , 20
2 1 定 期对 汽 提塔 (" 0 ) 行反 冲洗 . I52 进 3
D 58 / 30 A B是废碱反应器 的进料混合器 , 其作
用是 将 废碱 、 汽 与 空 气 通 过 螺 旋 叶 片 进 行 充 分 蒸 混合 , 以提 高反 应效 率 。经 过 长 时 问运 行 , 碱 在 废 混合 器 内通 过 蒸 汽 的高 温 作 用 会 产 生 结 垢 和 腐 蚀, 导致 反应 器 进料 量下 降 和废碱 泄漏 。 为 处理 此 问题 , 混 合 器 进 行 了改 造 。在 外 将 型 尺寸 不变 的情 况 下 , 反 应 器 内 部 的 螺 旋 叶 片 对 进行 重新 设计 , 减小 内部 的通 道 叶 片数 目, 理 排 合 布 叶片 的分 布 。通 过 改 造 , 应 器 的 流 通 量 提 高 反
进 行 第二 轮 改 造 , 出 口 C D指 标 降 低 5 % 。 使 O 0 关 键 词 : 碱 ; 物 ; 冲洗 废 垢 反
废碱氧化装置长周期运行问题分析
废碱氧化装置长周期运行问题分析废碱氧化装置是一种用于处理废碱液的装置,其主要作用是将废碱液中的有机物氧化分解为无机物,以达到处理废碱液的目的。
在长周期运行过程中,可能会出现一系列问题,影响装置的正常运行。
废碱氧化装置长周期运行可能会导致催化剂的失活。
催化剂是废碱氧化装置中起到催化作用的重要物质,一旦失活,会降低氧化反应的效率,影响废碱液的处理效果。
催化剂的失活主要是由于长时间的使用和废碱液中的杂质等因素引起的,需要定期更换新的催化剂并加强废碱液的前处理工作,以延长催化剂的使用寿命。
废碱氧化装置长周期运行还容易引起设备的堵塞和腐蚀。
废碱液中可能含有悬浮和沉淀物,长时间的运行会导致这些物质在设备内部堆积,最终导致设备的堵塞。
废碱液中的酸性成分可能会对设备材料产生腐蚀作用,加速设备的老化和破损。
在长周期运行过程中,需要定期对设备进行检修和维护,以保证设备的正常运行。
长周期运行还可能引起废碱氧化装置的能耗增加。
长时间的运行会导致设备内部的阻力增大,从而需要更大的功率来维持正常的工作状态。
设备的磨损和老化也会导致能效下降,进一步增加了能耗。
在长周期运行中,需要加强能耗管理和设备维护,以降低能耗并提高能效。
废碱氧化装置长周期运行还可能给环境带来潜在风险。
废碱氧化装置在处理废碱液时会产生气体和液体废弃物,其中可能含有有毒有害物质。
长时间的运行可能导致这些废弃物的积累和堆放,增加了环境污染的风险。
需要加强废弃物的处理和排放管理,以减少对环境的影响。
废碱氧化装置长周期运行面临着催化剂失活、设备堵塞和腐蚀、能耗增加以及环境风险等问题。
为了解决这些问题,需要加强装置的维护管理,定期更换催化剂,清理设备内部的堵塞物,降低能耗并加强废渣处理和排放管理。
只有这样,才能确保废碱氧化装置的长周期运行稳定和安全。
再生碱洗系统设备的故障分析及改进
序 号
日期
故 障 及 修 理 记 录
120 5 部 小 焊 处 裂更 大 头 0年 月簧5 大 头 缝 开 , 小 0 3 抉
2 20 年 8 00 月 碱冷却器管 束内漏 , 更换
3 2l1年 1 【1 f 2月 M2
2 5
5到D ; D 2 2 5 利
一 ’换 只更 ,
维普资讯
2 2
高
桥
石
化
20 0 7年 2月
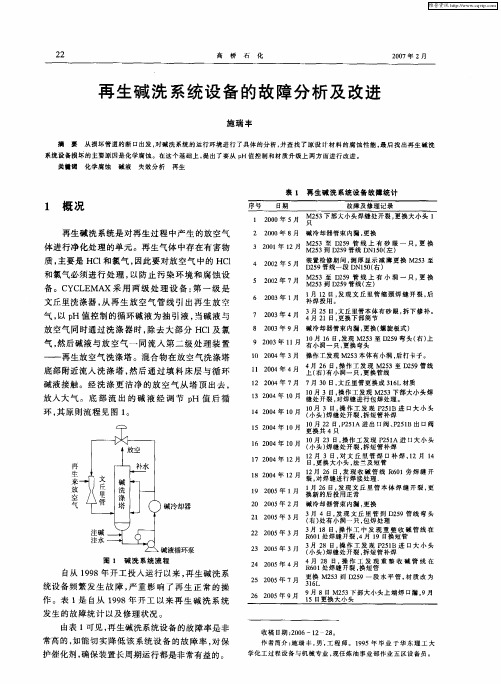
再 生碱 洗 系统 设 备 的故 障分 析 及 改进
施瑞 丰
摘 要 从损坏管道的断 口出发, 对碱洗 系统 的运行环境进行 了具体的分析 , 并查找 了原设 计材料 的腐蚀 性能 。 最后找 出再 生碱洗
t 1 2 0 1 3 04 0月 缝  ̄ 3 E 1 0 处开裂
再 生 柬 放 空
124 0 小 2缝 60 月{头焊 0 1 0 ) 3 i f  ̄ ] 0年z 吴 0・ 4 月旨
1 2 0 1 8 04 2月 裂  ̄ 2 E 1 对焊 l 2 6 缝
,
 ̄ P焊 大 头 拆 管 1 口 小 短 2A 补进 5 补
2 20 2 0 5年 3月 3 R 01 1  ̄ 6 8 5 t 1处 焊
碱液循 环泵
图 1 碱 洗 系统 流 程
自从 1 9 9 8年 开工 投入 运行 以来 , 生碱 洗系 再
225 月}头焊,箅 提髻埽 口 小 30 0 3 小2f舞 进 大 头 J8缝  ̄) l n缝 ̄ 2 2 0 4 0 5年 4月 R月 6 , 处焊 开裂 焉 馨 整 碱 线 l 重收管在 发 短
2 年月 0 5 o 2
522 ; 0 ̄ 月 0
废碱液现状分析(2010.4.9)

石化厂废碱装臵目前运行情况及存在问题说明一、现状分析石化厂烯烃装臵废碱处理单元是24万吨乙烯改造新上环保装臵,采用中压湿式氧化法,设计流量2.5吨/小时-3.0吨/小时,自2003年改造开车以来,由于受各方面影响未能实现该装臵的达标排放。
为了保证车间化污总口及2#化污pH、COD达标排放,废碱装臵自开工以来一直处于30-50%负荷的开车状态。
1、废碱排放量:目前废碱量约3.5吨/小时-4.0吨/小时,废碱量较2008年前减少约2吨/小时,主要是加强了碱洗塔一段碱浓度的控制(2007年一段碱浓度合格率约25%(工艺控制一段碱浓度1~5%),经2009年攻关,2009年全年合格率达到91.4%, TK-4701 NaOH 由原来的5%-6%降到现在的3%左右,使碱耗量和水耗量都大幅下降,另外,原料中注硫由原来的100-200ppm调整到80-150ppm也导致废碱量下降。
2、废碱组成:析时间为9:00。
烯烃、裂解的取样位臵为一段循环泵的取样点,TK-4701取样点为废碱进料泵出口倒淋。
原设计废碱浓度为2%~3%。
3、废碱预处理系统烯烃装臵碱洗塔设计有废碱预处理系统,原设计中预处理系统流程采用压缩低压蒸出塔釜裂解汽油对废碱液中黄油进行萃取,萃取后含有黄油裂解汽油汽油与低压蒸出塔釜送出裂解汽油混合后直接送至裂解汽油罐131-F, 这样就很可能导致整个裂解汽油罐出现碱性污染。
会使汽油品质变差,不能满足后系统对裂解汽油质量的要求,因为存在上述风险,烯烃装臵废碱预处理一直处于停运状态。
目前烯烃装臵废碱预处理系统恢复存在问题有,工艺设备:105-E 撇黄油系统没有投用(初期投用效果不理想,已经长期闲臵),相关管线加盲板盲死,但原来的流程依然保留。
经检查,117-J/JA、118-J/JA由于长期闲臵,不备用,使用前必须进行大修。
管线由于长期未用,是否畅通、有无腐蚀无法确定。
仪表:1.111-F带气动浮筒LT-154坏,不能用;开关:LAH154、LAL154坏; 2.112-F LDT-144界面计坏,LT-141正常;LV-144、LV-141好,但要投用需进行大修;PT-117在用,正常;PT-118坏(气动表,若要投用需改造成电动表)。
废碱氧化系统开车以来出现的问题及采取的措施
废碱氧化系统开车以来出现的问题及采取的措施
赵贵才
【期刊名称】《乙烯工业》
【年(卷),期】2012(024)004
【摘要】作为乙烯装置重要的环保处理单元,废碱氧化系统在装置清洁生产过程中至关重要。
中沙(天津)石化有限公司乙烯装置经过10个月的摸索,废碱氧化系统运行与维护水平不断提高,出口废水排放指标COD逐步降低,保证了装置的绿色生产和节能减排。
【总页数】3页(P22-24)
【作者】赵贵才
【作者单位】中沙天津石化有限公司,天津300271
【正文语种】中文
【中图分类】TQ221.211
【相关文献】
1.50万t/a甲醇装置试开车过程中出现的问题及采取的措施 [J], 魏素敏
2.乙烯装置废碱氧化系统长周期运行中的问题及对策 [J], 洪琨;刘智存;曾飞鹏;刘泽涵;张元化
3.乙烯装置碱洗及废碱氧化系统存在问题及处理措施 [J], 林鹏
4.废碱氧化系统运行中的问题与处理 [J], 赵贵才
5.硫洗及废碱氧化系统的开车实践 [J], 徐忠; 王远海
因版权原因,仅展示原文概要,查看原文内容请购买。
废碱液湿式氧化废装置冷换设备结垢情况分析

废碱液湿式氧化废装置冷换设备结垢情况分析摘要:乙烯装置废碱液湿式氧化处理装置,在装置运行过程中多次发现有因垢物沉积导致换热器运行效率降低导致废碱装置氧化液排出温度偏高,运行运行效果,因此,对结垢进行合理分析,并制定必要的调整手段。
关键词:废碱液,结垢、湿式氧化1.垢物的类型根据废碱液湿式氧化装置反应过程来看,结垢一般发生在高温换热器部位,垢样分析显示铁含量较高,一般含量为34.41~74.85%);国内多家采取次工艺的废碱装置均存在积垢问题,造成冷却后废碱液温度高,每年需要对其进行水力清洗一次,同时还存在工艺侧因废碱介质中含有铁元素,管程以发生铁垢堵塞现象。
2.垢物的形成机理2.1铁的来源对于废碱湿式氧化系统中冷换设备中所形成的铁垢中铁的来源主要来自于原料废碱液中的携带的铁。
多国内末石化装置的湿式氧化入水中的铁离子含量进行了分析,分析结果显示:铁离子含量,Fe 0.838~2.498μg/g,从各路废碱液的分析结果看,原料废碱液中是有一定量的铁离子存在的。
2.2铁垢的形成机理对于氧化铁垢形成的机理一般为:“水中铁的化合物是胶态的氧化铁,通常胶态氧化铁带正电。
当设备内局部热负荷很高时,该部位的金属表面与其他各部分金属之间,就会产生电位差。
在热负荷较高的区域,金属表面因电子集中而带负电。
主要带正电的氧化铁微粒就向带负电的金属表面聚集,结果形成氧化铁垢。
”[1]由于废碱湿式氧化装置冷换设备内也同样存在有较大的温差,因此客观上也会因温差的存在导致设备内部的电荷积聚,吸引带正电的氧化铁离子在设备管壁上形成铁垢。
3.铁离子结垢消减措施及分析3.1对于原料中铁离子含量的控制碱性条件下钢铁的腐蚀速率主要与碱液浓度与温度有关,因此对碱洗系统的碱液浓度的合理调配以及操作温度的选择,对控制原料废碱液中铁离子含量十分关键,[2]降低原料废碱液中的铁离子含量对于降低设备结垢速度,延长换热器运行周期是能够起到一定效果的。
3.2操作温度合理控制摸索氧化反应器的操作温度,合理拓宽操作温度范围,对于降低冷换设备温差会起到一定作用,客观上有可能对结垢速度有所抑制,但由于降低温度及操作压力后对废碱液的处理所需的停留时间要求会有所延长,因此废碱废碱液处理量较大或原料中硫化物含量较高的工况下,能够降温的幅度会比较有限,因此在保证氧化液合格的情况下摸索适当的操作温度需要逐步稳妥进行。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
作 。 因此 , 乙烯 、 丙烯 的生 产 过程 中必 须脱 除酸 性
气体 。酸性气体脱 除 目前大多采用碱 ( N a O H) 与
酸性 气 体发 生反 应 , 以达 到脱 除 酸性 气 体 的 目的 。
产生 的废 碱 液 含 有 高 浓 度 的 硫 化 钠 、 硫 氢化钠 、 N a R S ( 即硫 醇 盐 ) 、 硫 代硫酸盐 ( N a S 0 ) 和 酚 类
化 碳进 入 分离 单元 后 , 在 冷箱 位 置 形 成 干 冰 , 可堵
必 使用 蒸汽 , 可用 进 料/ 出料 换 热器 旁 路 来 控制 温
度。
反应 器排 料进 人 进 料/ 换 热 器 的进 口, 冷 却 到 9 4℃左 右 , 进入产物冷 却器 , 由冷 却 水 冷 却 到 5 4 ℃, 在经压 力 控 制 阀进 入 气 液 分 离 罐 。从 分 离 罐
乙 烯 工 业
第2 9卷
浮盘 , 浮 盘设 有积 油槽 , 浮 盘 随 着碱 罐 液 位 的 变化 而上 下 浮动 , 积 油 槽 内 的 油 通 过 撇 油 泵 将 油 倒 人
是螺 杆泵 , 投 用 初 期 运 行 很 短 时 间泵 即 出 现 不 上
量 的问题 , 检修 时 发现 泵 的 内套 发 生损 坏 , 多 次 更 换 内套仍 存在 损坏 问题 。
工 艺系统 , 最 终 进 入 汽 油 分 馏 塔 。撇 油 泵 采 用 的
至 界 区
至 中和 罐
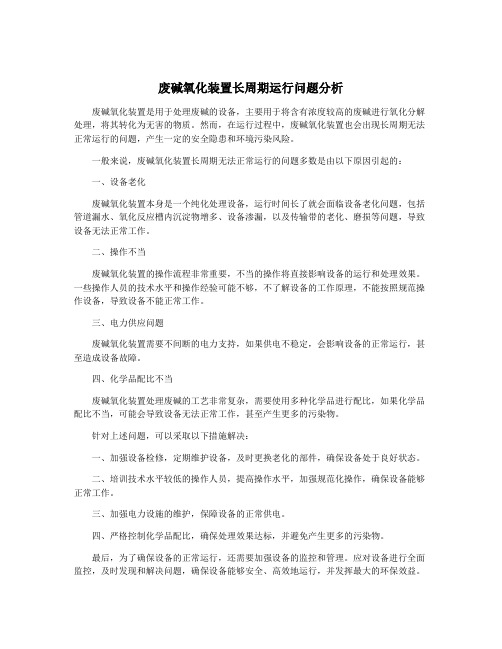
图 1 废 碱 氧 化 流 程 示 意
4 ) 氧化 后 的废水 C O D严 重 超高 。
段活塞 的单 向 阀损 坏 不 能 回座 造 成 的 , 检 修 后 重 新投 用 , 废 碱液 进料 及空气 流 量稳定 。 2 ) 浓硫 酸线 泄漏 采取 的措 施 。
作者简介 : 赵贵才 , 男, 2 o 1 4毕 业 于 河 北 工 业 大 学 化 学 工 程 与
水 降温后 进 人 反 应 器 中 , 使 反 应 器 出 口温 度 保 持 在2 0 0℃左 右 。 当反 应 产 生 的 热 量 足 够 高 时 , 不
工艺专业 , 主要从 事乙烯装置 工艺管理工作 , 高级技师 , 装 置 首席操作专家。
2 废 碱氧化 运 行期 间 出现的 问题 1 ) 进料 波动 。 开 车初 期反 应器 的废 碱 液 进 料及 空 气 流量 非 常 不稳 定 , 气液 分离罐 的顶部 压力也 很难 控制。
等, 因此 必 须 经 过 处 理 达 到 环 保 要 求 后 才 能 排
放。 。 。中沙 ( 天津 ) 石 化 有 限公 司 乙烯装 置 采 用 的
起 初认 为是 进 料 泵 的 问题 , 但 通 过 调 整 进 料 调 节
阀, 以及 对进 料泵 进行 切 换后 , 废 碱 液 进料 及 空 气
是 西 门子 的湿空气 氧化法 ( WA O) 技 术处理废碱 液 。
流量 不稳 定 的 问题 仍然 存在 。
2 ) 浓 硫酸 线泄 漏 。
传 统 的石 脑 油 生 产 乙 烯 的 过 程 中 , 石 脑 油 在 高温 裂 解 时将 产 生 二 氧 化 碳 和 硫 化 氢 等 酸 性 气 体, 这 些 酸性 气 体 在 后 续 生 产 和 加 工 过 程 中有 着 重要 的影 响 。硫化 氢 的存 在 会 腐蚀 工 艺 管 线 和生 产设备 , 可缩 短 分子 筛 和催 化 剂 的使用 寿命 ; 二 氧
的根本原 因 , 并采取相应措施 解决 了原料 压力波动 、 浓硫 酸 管线 泄漏 、 撇 油泵故 障、 废水 C O D超 标 、 进 料 中N a s浓度严重超标 、 进料 N a O H 浓度偏 高、 废水外送线 泄漏等 问题 , 保证 了装置稳定长周期运行。
关键词 : 废碱 氧化 运行 问题 处理
叁
德
乙烯工业 2 0 1 7 , 2 9 ( 1 )5 1 ~ 5 3 ETHYLENE I NDUS TRY
废 碱 氧化 系统 运 行 中的 问题 与处 理
赵 贵才
( 中沙 ( 天津 ) 石化 有 限公 司 , 天津 3 0 0 2 7 1 )
摘 要 :简要 介 绍 了废 碱 氧 化 系统 , 并 对 运 行 中 出 出 了 问题 发 生
排 出 的气 相物 流直 接输 送 至 界 区 。氧 化后 的废 碱
塞 设 备和 管道 。 乙烯 、 丙 烯 在后 续 的 加 工过 程 中 ,
如 果含 有 二 氧 化 碳 , 会 影 响 乙烯 、 丙 烯 的 聚合 操
液则 进 入 酸 碱 中和 罐 , 中和后送 至污水 处理 厂。
流程 示意见 图 1 。
投 用 。但运 行 一 段 时 间后 又 出现 了泄 漏 , 由此 判
断漏 点不是 供货 质量 问题 引起 的。 3 ) 撇油 器 的撇油 泵损 坏 。 撇 油器 的工 作原 理 是在 废 碱 罐顶 部 设 有 1个
收 稿 日期 : 2 o 1 6—0 7—3 1 。
℃, 直接进 入 反 应 器 进 口。蒸 汽 注 入 经 过 锅 炉 给
1 废 碱 氧化 工艺描 述
废碱 氧 化 运 行 一 段 时 间 后 , 发 现酸 线泄漏 。 拆 开 保温后 发 现 有 一 漏 点 , 对 管 线 进 行 了 补 焊后
废 碱液 从 储 料 罐 通 过 高 压 泵 加 压 进 入 进 料/
出料换 热器 。泵 的设 计 排放 流量 为 1 4 . 5 1 3 3 / h , 排 放 压力 ( 表) 为3 . 5 0 MP a 。氧 气 由 空气 压 缩 机 以 压缩 空 气 的形式 向 WA O系统 提供 , 压 缩 空气 在 进 料/ 出料 换 热 器 进 口与 废 碱 液 相 连 。 当其 通 过 进 料/ 出料 换热 器 时 , 温度从 2 0 c C左 右 升 高 到 1 7 3