钎焊金刚石磨粒工艺及耐磨性
金刚石磨具钎焊工艺研究

关键词 钎焊 ; 刚石磨 具 ; 金 磨损 T 14 Q 6 文献标识码 A 中图分类号
St y o l ng t c ud n we di e hno o y f r di m o o l l g o a nd t o s
G u a qn o Xio i
( hn zo stt o rn ui l n ut n gmet Z egh u4 0 1 , hn ) Z egh uI tue fA o a ta d syMa a e n, hn zo 5 0 C ia ni e c I r 5
文章 编 号 :0 6—82 20 )3— 0 0— 3 10 5 X(0 7 0 0 4 0
金 刚石 磨 具 钎 焊 工 艺 研 究
郭晓 琴
( 郑州航空工业管理学 院 , 郑州 4 0 1 )钎料 , c 利用 80 Y G固体激光器 , 当控制钎焊工艺 , 现了金刚石与钢基体的牢 固焊 0W A 适 实
维普资讯
20 07年 6月
金刚石与磨料磨具工程
D a n & A rs e n ie r g i mo d b ai sE gn e n v i
Jn .07 ue2 0
S r 1 1 9 N . e a. 5 o 3 i
总第 19期 5
第 3期
Ab t a t I h r s n a e ,t r u h p o e l o tol g t e p o e sn a a tr ,a f m o d n ewe n d a n r i s r c n t e p e e tp p r h o g r p ry c nr l n h r c si g p rmee s r b n i g b t e imo d ga n i i a d se l u s ae w s r aie y u ig a 8 0 W n te b t t a e l d b sn 0 YAG a e t o e e r z gfl rme a faly NiC . r dn x ei s r z L s r h p wd rd b a i l t o o — r A g i i g e p r— wi n ie l l n me t sp r r d T e r s l h w d t a ih srn t o d n e w e i mo d g an a d se l u srt o l e a h e e n e f me . h e u t s o e t h g —te gh b n ig b t e n d a n i n t e b tae c u d b c iv d wa o s h a 【 r s
金刚石磨粒激光钎焊的试验研究
( . ol eo cai l n l tcl nier g N n nvrt o e nui & 2 C lg Mehnc dEe ra E gnei , a gU i syf Ar ats e f aa ci n e i o c
At n ui , aj g2 0 1 , hn ) s oa t sN ni 10 6 C ia r c n
总第 15: 0 1 6—82 20 )5— 0 6—0 0 5 X(0 6 0 0 3 4
金 刚 石磨 粒 激 光 钎 焊 的试 验 研 究
张 义 平
(. 1 苏州市职业 大学机电1 程系 2 5 0 ) 二 1 14
( . 京航空航 天大学 机电学院 2 0 1 ) 2南 10 6 摘 要 激光钎焊用于金刚石磨粒与基体的焊接 , 因激光 具有 高的功率 密度 , 可实现 快速加热 和降 温 , 效控制金 刚石 有
金刚石工件的钎焊
金刚石工件的钎焊金刚石是目前世界上发现并在工业上能大量使用的最硬的材料。
它除了具有超硬特性外,有独特的力学、光学、声学、热学及电学性质,很难找到一种想金刚石这样集多种优异性能于一身的材料。
它既是一种重要的超硬材料,同时也是一种具有特殊用途的新型功能材料。
金刚石晶体结构中,碳原子拥有四价状态,即sp3杂化状态。
金刚石结构的基本特点是每个碳原子与四个邻近的碳原子共用四对价电子,形成4个共价键与周围的原子连接,形成一个四面体。
其键长均0.154mm,它们的方向性很强,分别指向以碳原子为中心的正四面体的四个顶角。
金刚石晶体是由许多四面体叠加而成。
共价键是饱和键,具有很强的方向性,因使金刚石具有很大的强度。
由于在结晶晶格中碳原子形成的正四面结构在空间的排列有两种形势,从而存在着立方晶系和六方晶系两种金刚石结构。
在金刚石的各种性能中,硬度、耐磨耗性和刚度性能最具特色。
金刚石是迄今地球上最硬的天然物质,在莫氏硬度,金刚石的莫氏硬度为10。
莫氏硬度1~9级之间几乎为等间隔的,而9~10级之间不符合这一等差排列梯度。
碳化硅(Sic)和刚玉(Al2O3)的莫氏硬度为9,碳化钨(WC)为9.5。
金刚石的硬度是刚玉硬度的5倍,石英的12倍,碳化钨的4.7倍,碳化硅的4倍,碳化硼的3.7倍,立方氮化硼的2倍。
需要注意的是,金刚石的硬度呈各向异性,不同晶面和不同方向上的硬度不同。
金刚石的体积弹性模量为5.42×105MPa,比公认体积弹性模量非常大的钨还要大。
虽然金刚石的抗压能力很强,而抗拉强度则不高(硬脆性)。
金刚石的磨耗量因摩擦方法不同而有很大变化,用于钻头的人造金刚石烧结体的磨耗比一般在1:3×104 ~ 1:8×10之间;用作拉丝模的磨耗比在1:105 ~ 1:3×105之间。
由于碳原子稳定特性,以及金刚石是强共价键结合,因而金刚石在常温下的化学性质非常稳定,耐磨碱及其他化学药物的腐蚀。
镍基钎料激光钎焊金刚石磨粒的试验研究
Ex r m e t lr s a c n l s r b a i f d a o d g is pe i n a e e r h o a e r z ng o i m n r t wih a Niba e il r a l y t - s d f le lo
Ya gZhb ,XuJu u ,Xu Ho gu n io ihl e f c a i l n l t cl n ier g Na j g U ie i f eo a t s C l g h nc d E e r a E gn e n , n n nv r t o rn ui e o Me aa ci i i sy A c a dAs o a t s N n n 1 0 6 C ia n t n ui , a j g2 0 1 , h n ) r c i
t es e l u sr t a e n s c e su l e l e e a s h h o u i h — a e l y s g e a e r fr n il h t e b ta e h sb e u c s f l r ai d b c u e t ec r mim t e Ni s d al e r g ts p e e e t l s y z n b o ay t h u fc ft e da n o f r a c r mim— ih r a t n p o u t n h o d b t e h l y a d t e ot e s r a eo h imo d t o m h o u rc e ci r d c ,a d t e b n e we n t e al n h o o
维普资讯
第2 5卷 第 4期
金刚石磨料 烧结 钎焊 电镀工艺

金刚石磨料烧结钎焊电镀工艺金刚石磨料是一种非常硬的材料,具有优异的磨削性能和高耐磨性。
金刚石磨料广泛应用于机械加工、电子、航空航天等行业,逐渐成为各行各业中不可或缺的材料。
金刚石磨料的生产过程分为烧结、钎焊和电镀三个步骤。
下面我们将详细介绍这三个工艺。
首先是烧结工艺。
烧结是将金刚石颗粒与金属粉末混合后,在高温高压条件下进行热处理,使金刚石颗粒与金属粉末形成牢固的结合。
烧结工艺包括原料的混合、成型和热处理三个步骤。
在原料的混合阶段,金刚石颗粒和金属粉末按一定比例混合,并加入一定的粘结剂,形成均匀的混合物。
混合物经过预压处理后,进入成型阶段。
成型可采用压制法或注射法,将混合物压制成所需形状的坯体。
然后将坯体放入高温高压的烧结炉中进行热处理。
在高温高压条件下,金属粉末熔化,与金刚石颗粒形成结合,最终形成坚固的金刚石材料。
接下来是钎焊工艺。
钎焊是将烧结得到的金刚石工具与金属或合金基体进行连接。
钎焊工艺包括金属基体的清洗、钎焊剂的涂布、加热和冷却四个步骤。
钎焊前,需要对金属基体进行清洗,以去除表面污物和氧化物。
然后在金属基体上涂布钎焊剂,钎焊剂能够降低钎焊温度,并提高钎焊强度。
将烧结得到的金刚石工具放置在金属基体上,然后加热到钎焊温度,使钎焊剂熔化并与金属基体及金刚石工具形成连接。
最后,冷却金刚石工具,使其与金属基体牢固连接在一起。
最后是电镀工艺。
电镀是将金刚石颗粒和金属沉积于基体表面,以提高金刚石工具的耐磨性。
电镀工艺包括基体的准备、电解液的配制、电镀过程和后处理四个步骤。
电镀前,需要对基体进行准备,包括清洗和表面处理,以保证电镀层的质量。
然后准备电解液,通常采用金属盐类和一定添加剂配制而成。
将准备好的基体放入电解槽中,与阳极连接。
将金刚石颗粒加入电解槽,经过一段时间的电镀,金刚石颗粒沉积在基体表面形成金刚石电镀层。
最后,对金刚石电镀层进行后处理,例如抛光和清洗,以提高表面质量。
综上所述,金刚石磨料的生产过程主要包括烧结、钎焊和电镀三个工艺。
金刚石钎焊工艺的方法

金刚石钎焊工艺的方法1. 引言嘿,朋友们,今天咱们聊聊金刚石钎焊这门绝活!可能你听到“钎焊”就觉得高深莫测,其实啊,钎焊就像是一种“热恋”,要把不同的材料紧紧地黏在一起。
金刚石这种“硬货”可不是随随便便就能焊上的,得有点技巧。
接下来,我就带你走进这个神奇的世界,让我们一起探索钎焊的奥秘吧!2. 什么是金刚石钎焊2.1 定义说白了,金刚石钎焊就是用金刚石来进行焊接的过程。
金刚石,听着就觉得牛逼吧?它可是地球上最坚硬的材料之一,用它来做刀具、钻头,那简直就是一刀下去,分分钟解决问题!而钎焊则是通过加热金属材料,使得它们在不熔化的情况下,通过填充材料连接在一起。
2.2 应用这种工艺可广泛应用于各种领域,比如说工业制造、建筑施工、甚至是珠宝加工,简直是无处不在。
想想看,如果你是个建筑工人,能用金刚石钎焊技术来打造坚固耐用的工具,那可真是赚到了,放心大胆地去干活,根本不怕坏掉!对了,听说钎焊技术还可以大大提高工具的使用寿命,简直是划算得不行。
3. 金刚石钎焊的步骤3.1 准备工作好了,咱们来说说具体的步骤吧。
首先,得做好准备工作。
就像是打仗前的准备,不能马虎。
你需要将金刚石和焊接的基材清理干净,别让灰尘和油污破坏了这场“盛宴”。
然后,选择适合的钎料,这是至关重要的一步,钎料的选择就像是挑选合作伙伴,得相互匹配。
3.2 加热与焊接接下来,就是加热了。
加热的方法可以有很多,比如说电弧焊、激光焊,甚至是感应焊。
温度得把握好,太高了就把金刚石烤焦,太低了又焊不牢,就像煮面条,水温不够,总是煮不熟。
等到金属材料达到合适的温度后,赶紧把钎料放进去,它们就会融化,然后流入连接的缝隙中。
嘿,瞬间就像小朋友们用沙子堆城堡一样,把两者紧紧粘合在一起。
4. 后期处理4.1 冷却焊接完成后,可别急着高兴,冷却也是个大事儿。
要慢慢来,让焊接部位自然冷却,这样可以避免热应力导致的裂纹,保持连接的强度。
就像是刚泡好的茶,得放一放,慢慢凉下来才好喝。
镍基钎料真空钎焊镀钨金刚石的研究

镍基钎料真空钎焊镀钨金刚石的研究*王树义1, 肖 冰1, 肖皓中2, 孟祥龙1(1. 南京航空航天大学 机电学院, 南京 210016)(2. 南京工业大学 机械与动力工程学院, 南京 210016)摘要 为减轻镍基钎料真空钎焊金刚石接头的热损伤与残余应力,采用镀钨金刚石磨粒代替常规金刚石磨粒并将其钎焊到1045钢基体上,对钎焊镀钨金刚石接头的连接性能、热损伤程度及残余应力进行深入研究与分析。
结果表明:镍基钎料对镀钨金刚石磨粒展现出良好的润湿性,与钎焊常规金刚石接头相比,钎焊镀钨金刚石接头在结合界面处的裂纹数量及尺寸明显减小。
常规金刚石表面生成了致密有序的板条状Cr 3C 2层,而镀钨金刚石表面则形成了向钎料中生长的无序粒状Cr 3C 2层。
在镀层的隔离保护作用下,钎焊后的镀钨金刚石磨粒表面的石墨化程度更低,力学性能更优异。
同时,镀钨金刚石表面更薄、形貌更合理的Cr 3C 2层有效地缓解了镀钨金刚石接头内部的残余应力,其最大残余压应力相较于常规金刚石的降低9.43%。
关键词 钎焊;镀钨金刚石;连接界面;热损伤;残余应力中图分类号 TQ164 文献标志码 A 文章编号 1006-852X(2023)02-0202-08DOI 码 10.13394/ki.jgszz.2022.0134收稿日期 2022-08-23 修回日期 2022-09-29金刚石磨粒因其优异的力学性能,被广泛地应用到磨削工具对硬脆陶瓷等材料的加工中。
其中,钎焊金刚石工具实现了金刚石磨粒−钎料合金−金属基体三者间的高强度化学冶金结合,因此,与传统的电镀、烧结金刚石工具相比,钎焊技术的应用大大提高了金刚石工具的使用寿命与使用性能[1-3]。
使用镍基钎料在真空炉内制作钎焊金刚石工具是目前工业生产中最为普遍、成熟的方案,与铜、银基钎料相比,镍基钎料具有机械强度高、成本低、耐蚀性好、耐磨损等优点[4-5]。
然而,使用镍基钎料对钎焊金刚石接头造成的负面影响不容忽视。
钎焊金刚石砂轮高速磨削氧化铝陶瓷的磨损特征
fa trd cy t1 ,whc sc n iee ste o t l aig rue h r zn rc s ,tela f rcu e r s ) a ih wa o sd rd a h p i r o t.T eb a igp o es h o d o ma we n
s s o s r i g a e o d n he wo n s a e f g a ns a e s rng t e h i h r tu i n o r i s e , b e v n nd r c r i g t r t t s o r i , nd m a u i h e g t p o r s o f g a n .
Ex e i e t h w e ha o tg an o e of rfa t r d c m p e ey i i h—p e rn i g o l m i a p rm n ss o d t tm s r i sbr k f o c u e o r l tl n h g s e d g i d n fau n wi ih t a h g m ae i lr m o a ae On y 1 2 h t ra e v lr t . l . 3% of we rng r u e o im o d g an wa h o e f a i o t f da n ris s t e r ut o
w h l r sa— o ih d r sa- ir — a tr d r sa — a r — a t r d c ysa — r k n o r t l h l o e c y tlp ls e c y tlm c o f cu e c y tlm c o f cu e r t lb o e 。 f cysa rw o e r r
钎焊金刚石工具磨粒有序排布研究现状

钎焊金 刚石工具磨粒有序排布研 究现状
何 梦 佳 司卫 征
摘 要 :文章综合 国内外钎 焊金 刚石工具的研 究成果,对 比几种典型金刚石工 具容屑空间和磨粒有 序排布对工具 性能的影响 ,总结 了 国内外金属结合剂金刚石工具磨粒有序排布 的研究成果,介绍了当前金 刚石磨粒有序排布常用的几种方法 ,原理及其优缺点 。 关 键 词 :金 刚 石 ;出 刃 ;容屑 空 间 ;有 序 排 布
3金 刚石工具磨料有序排布对 工具性能 的影响
在 常规 的金 刚 石 工 具 中 ,金 刚 石 是 随机 分 布 的 。在 磨 削 时 , 金 刚 石 富 集 的地 方 由于 金 刚 石 浓 度 高 ,金 刚石 密 集 ,重 复 磨 损 严重 ,且 由于容屑空 间减 小 ,工具易于堵塞 ,阻碍切屑 的排 除, 降低 切 削 效 率 。在 金 刚石 稀 少 的地 区 ,单 颗 金 刚 石 承 受 到 工 作 负荷过大 ,易于破碎和脱落,也不 能有效利用金 刚石 ,降低 了锯 切 效 率 。研 究 显 示 对 于 工 具 磨 粒 ,金 刚 石 颗 粒 的 位 置 是 影 响 金 刚 石 出刃 率 和 磨损 率 最 重 要 的因 素 。
文 章 综 合 国 内外 金 刚石 排 布 方 式 的研 究成 果 ,简 要 介 绍 了 金 刚石工具 的种类和金 刚石 工具容 屑空间,以及磨粒有序排布 对 工 具 性 能 的影 响 ,综 合 介 绍 了金 刚石 磨 粒 有 序 排 布 的 目标 、 方 法 和 原 理 , 以 及 当 前 常 用 的 金 刚 石 工 具 有 序 排 布 装 置 和 技 术 。
1金 刚石 工具简 介
金刚石工具种 类繁多,通常情况下按照工具制作方 法、粘 结剂 种 类 、用 途 、形 状 、加 工 对 象 等 进 行 划 分 。按 照 粘 结 剂 种 类 可 以将金 刚石 工具 分为金属粘 结剂工具、树脂粘 结剂工具、陶 瓷 粘 结 剂 工 具 , 其 中 又 以 金 属 粘 结 剂 金 刚 石 工 具 应 用 最 为 广 泛 。金属 粘 结 剂 金 刚 石 工 具 按 照 制 造方 法 不 同可 分 为 烧 结 金 刚 石工具、电镀金刚石工具和新兴的高温钎焊金刚石工具。
钎焊金刚石工具技术

钎焊金刚石工具技术摘要:钎焊金刚石工具,金刚石出刃可以是金刚石高度的2/3 ,所以钎焊金刚石工具磨削效率高,且有利于冲刷磨屑,表面磨粒不易因堵塞而失去磨削能力。
与单层电镀金刚石工具相比,钎焊单层金刚石工具由于金刚石出刃高,容屑空间大,金刚石与基体之间的结合强度高而成为近年来超硬材料工具的热门研究领域。
本文分别从钎料选择、钎焊设备、钎焊工艺和金刚石有序排布四个方面来论述钎焊金刚石工具技术,并对该技术的前景进行了展望。
关键词:金刚石钎焊技术;钎料;钎焊专用设备;钎焊工艺;金刚石有序排布1.概述电镀金刚石工具中, 金刚石仅能用镍金属作机械包镶, 故易于脱落, 且金刚石无序排列, 凸出低、容屑空间小; 在孕镶烧结金刚石工具中, 金刚石无序排列, 出刃自锐问题难于解决, 金刚石与粉料也很难实现冶金结合。
这两种工艺都不能充分有效地利用金刚石的锯切性能。
而钎焊金刚石工具有上述两种金刚石工具无可比拟的优越性,所以近10年来金刚石钎焊工艺引起了人们的重视(见图1)。
图1.钎焊金刚石工具与电镀金刚石工具界面结合情况对比钎焊金刚石工具采用金刚石表面金属化技术,以活性钎料或镍基钎料焊接金刚石, 通过强碳化物形成元素或合金, 使金刚石与工具胎体实现冶金化学结合, 这大大提高了金刚石的把持力,另外,金刚石可凸出2ö3,且不易脱落,又创造了切割锋利, 排屑好的有利条件,再加上金刚石在工具表面合理规则均布, 充分利用了金刚石的切割作用, 既能节省金刚石用量, 降低工具成本, 又提高切割效率。
可以说, 这一技术正好适应了我国国民经济发展的大力节约能源资源, 加快建设资源节约型、环境友好型社会的要求。
鉴于金刚石钎焊工具的极大优越性与良好的发展前景, 引起了国内高校、科研院所及企业的极大关注与参与, 并且正积极地开展研发工作, 根据钎料种类、钎料中活性元素加入方式、钎焊方式的不同,国内外对钎焊金刚石工具的研究成果见见表1。
有序排布钎焊金刚石磨盘的实验研究

有序排布钎焊金刚石磨盘的实验研究孟江雄;肖冰;王波;袁卫【摘要】将有序排布理论运用到钎焊技术,成功制备适合黑色金属、钢铁材料磨拋的新型工具-有序排布单层钎焊金刚石磨盘;将平面单颗磨粒有序排布方式与磨料群可控排布方式相结合,设计出一种新型磨盘顶端平面排布方式,并确定排布参数;对船用钢板 Q345低合金高强度结构钢进行磨拋试验,对比分析新型钎焊金刚石磨盘与传统树脂砂轮片的磨削性能。
结果表明:新型磨盘较树脂砂轮片噪音提高,磨屑规则(主要呈带状),磨粒以磨损失效为主,几乎无整颗磨粒脱落,磨削效率约为树脂砂轮片的1.5倍。
%We applied orderly arrangement theory to brazing technology and successfully made the orderly arrayed monolayer brazing diamond millstone for polishing ferrous metal, steel and iron material.Plane single abrasive orderly arrangement way was combined with abrasive group of controllable configuration mode and a new configuration mode was designed for millstone top plane of optimized the configuration parameters.Polishing experiments were done on Q345 high strength low alloy structural steel used in ship.By contrastive analysis of the grinding performance between the new brazing diamond millstone and traditional resin grinding wheel,the results turned out that the new millstone had a higher noise than resin grinding wheel piece and its abrasive dust is regular and banding. Wear failure was the main failure type and almost no whole grinding grain fell off.The grinding efficiency of new millstone was one point five times than that of resin grinding wheel.【期刊名称】《金刚石与磨料磨具工程》【年(卷),期】2014(000)003【总页数】5页(P22-25,29)【关键词】金刚石磨盘;有序排布;钢铁材料磨拋;磨削效率【作者】孟江雄;肖冰;王波;袁卫【作者单位】南京航空航天大学机电学院,南京 210016;南京航空航天大学机电学院,南京 210016;南京航空航天大学机电学院,南京 210016;南京航空航天大学机电学院,南京 210016【正文语种】中文【中图分类】TQ164;TG74造船业的迅猛发展,对钢铁材料的需求日益增加,同时对船体表面打磨工具的要求也不断提高[1]。
高频钎焊金刚石复合片的工艺要求
高频钎焊金刚石复合片的工艺要点一、概述:(一)钎焊高频焊是钎焊的一种加热方法,钎焊是利用熔点比焊件金属低的钎料作填充金属,适当加热后,钎料熔化将处于固态的工件联接起来的一种焊接方法。
钎焊时钎料熔化为液态而母材保持为固态,液态钎料在母材的间隙中或表面上润湿,毛细流动、填充、铺展、与母材相互作用(溶解、扩散或产生金属间化合物),冷却凝固形成牢固的接头,从而将母材连接在一起。
(二)聚晶金刚石复合片聚晶金刚石复合片是在硬质合金基片上,于5万大气压和1500℃高温下,烧结一层聚品金刚石所构成的复合体。
聚晶金刚石复合片可以充分利用聚品金刚石层的高硬度、高耐磨性能,而由复合片的硬质合金基体承受切削岩石时的冲击载荷,防止聚晶金刚石破碎。
(三)钎剂的作用1、去除钢体、复合片和钎料表面的氧化物,为液态钎料在钢体、复体片基体上的铺展和钎料向复合片渗透创造必要条件。
2、液态钎剂薄层覆盖钢体、复合片和钎料表面,避免它们的二次氧化,阻止金刚石层碳化。
3、起界面活性作用,改善钎料对钎焊面的润湿,促进钎料流动,填充间隙,形成光滑致密的钎缝。
(四)高频钎焊PDC复合片的特点1、PDC复合片基体是碳化钨类硬度合金,PDC的钎焊实际上是钎焊硬度合金。
2、高频钎焊是在大气条件下的钎焊, PDC的金刚石层在大气条件下耐热温度低,钎焊温度应该控制在700℃以下。
3、受钎焊温度的限制,PDC的钎焊润湿性为不如硬度合金。
(硬度合金钎焊温度在880℃以上)4、PDC钎焊最直接的钎焊问题是脱焊。
5、导致脱焊的关键因素是钎缝强不够、钎焊工艺不当。
6、钎焊前硬度合金钎焊面未经磨光,硬度合金钎焊面上的氧化层会妨碍钎料的湿润作用,影响钎缝强度。
7、在所有钎焊工艺参数中,钎料选用、钎焊温度和保温时间是最重要的。
其次加热速度和冷却速度也对焊缝有较大的影响。
8、钎焊温度应适当高于钎料溶化温度25~50℃。
钎焊温度过高,会使钎料产生氧化和气孔;钎焊温度过低,会使钎缝未焊透或夹渣;9、足够的保温时间是钎料与基体相互扩散,形成牢固接合所必需的,但保温时间过长则易产生夹渣、气孔。
金刚石磨料 烧结 钎焊 电镀工艺

金刚石磨料烧结钎焊电镀工艺金刚石磨料、烧结、钎焊、电镀是现代工业中常用的工艺技术,它们在多个领域发挥着重要作用。
本文将从人类视角出发,以生动的方式描述这些工艺的过程和应用。
一、金刚石磨料金刚石磨料是一种采用金刚石颗粒作为磨料的磨削工艺。
金刚石具有极高的硬度和耐磨性,使其成为理想的磨料材料。
在金刚石磨料的制备过程中,首先需要将金刚石颗粒与粘结剂混合,形成磨料糊状物。
然后,将磨料糊涂抹在合适的基材上,并经过干燥和硬化的处理,最终制成金刚石磨料。
金刚石磨料广泛应用于工业加工中,例如对金属、陶瓷、玻璃等材料的磨削和抛光。
其高硬度和耐磨性使得金刚石磨料能够快速、高效地去除材料表面的不平整和污染物,使其表面变得光滑。
这在制造精密零件和装饰材料时尤为重要。
二、烧结烧结是一种将粉末材料通过高温加热处理使其颗粒结合的工艺。
在烧结工艺中,首先将粉末材料放置在特定的模具中,然后通过加热使其颗粒间发生烧结反应,形成致密的固体材料。
烧结工艺广泛应用于金属和陶瓷的制造中。
通过烧结,可以使粉末材料的颗粒间结合更紧密,提高材料的密度和强度。
同时,烧结还可以使材料的孔隙率降低,提高其耐高温和耐磨性能。
因此,在汽车制造、航空航天、电子器件等领域中,烧结工艺都发挥着重要作用。
三、钎焊钎焊是一种利用金属焊料在工件表面加热至一定温度下,使焊料熔化并与工件表面形成牢固连接的工艺。
在钎焊工艺中,焊料首先被加热并熔化,然后涂抹在工件接合处,通过冷却后形成可靠的焊接连接。
钎焊广泛应用于各个领域的制造中,例如汽车、航空航天、电子器件等。
相比于传统的焊接工艺,钎焊可以在较低的温度下进行,避免了材料的变形和退火。
此外,钎焊还可以实现不同金属材料的连接,提高了产品的多样性和可靠性。
四、电镀电镀是一种利用电化学方法在金属或其他导电材料表面沉积一层金属薄膜的工艺。
在电镀过程中,首先将工件浸入含有所需金属离子的电解液中,并通过外加电流的作用使金属离子还原为金属原子,从而在工件表面形成金属薄膜。
钎焊金刚石套料钻CFRP制孔研究
t em a i m n e o me h p t ik e sa e c a g d t r u h c a g n h i mo d q a tt .Th fu h x mu u d f r d c i h c n s r h n e h o g h n i g t e d a n u n i y ei l— n e c s o a i m n e o me h p t i k e so h u tf r e u f c o g n s f o e wa l n u l y n e f m x mu u d f r d c i h c n s n t r s o c ,s r a e r u h e s o l l a d q a i h t
ofh l n r nc nd e i r o p r d und rt e s me ma hi i r me e s o e e t a e a x ta e c m a e e h a c n ng pa a t r .Th e mov n d 1ofdi— i g mo e a mond grt s s tup t na y e t o mi g p o e s o c ne u f c .The r s ls a d a l ss s ow is i e o a l z he f r n r c s fma hi d s r a e e u t n na y i h
金刚石的钎焊工艺
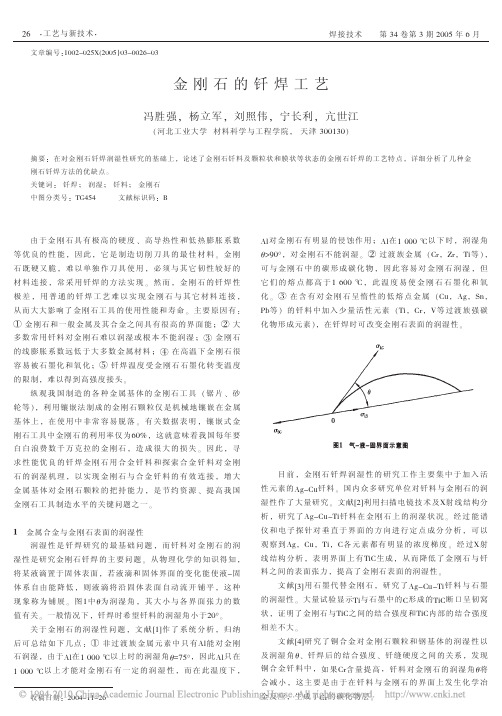
-. 对 金 刚 石 有 明 显 的 侵 蚀 作 用 & -. 在 ) $$$ / 以 下 时 " 润 湿 角
&23$* " 对 金 刚 石 不 能 润 湿 $ " 过 渡 族 金 属 ’ 45 " 65 " 78 等 ("
可与金刚石中的碳形成碳化物" 因此容易对金刚石润湿" 但 它 们 的 熔 点 都 高 于 ) &$$ / " 此 温 度 易 使 金 刚 石 石 墨 化 和 氧 化 $ # 在 含 有 对 金 刚 石 呈 惰 性 的 低 熔 点 金 属 ’ 49 " -:" ;< "
9:可使 1% 固溶体强化 !
此 种 钎 料 的 优 点 是 1%89: 本 身 的 结 合 强 度 高 # 这 主 要 是 因 为 9: 与 金 刚 石 中 的 9 反 应 生 成 9:@92# 并 且 1%89: 合 金 在 结 合 处 与钢基体由于扩散形成冶金结合# 从而钎焊后可以获得很好 的把持力 ! 然而 # 金刚石的热稳定性较差 # 在 ABB C 时容 易 发 生石墨化转变 # 当 钎 焊 温 度 达 到 = BAB C 时 # 容 易 造 成 金 刚 石 的热损伤而使结合强度降低 ! 为了降低钎焊温度 # 文献 >DE 研制了 1%8<% 合金钎料 ! 在显微 镜下观察得知 # <% 隔离了金刚石与 1% 的接触 # 避免金刚石的石 墨化 ! 试验时钎焊温度可控制在 DA6FG66 C 之间 # 从而可减小 金刚石发生石墨化的倾向 !
由于金刚石具有极高的硬度! 高导热性和低热膨胀系数 等优良的性能" 因此" 它是制造切削刀具的最佳材料# 金刚 石既硬又脆" 难以单独作刀具使用" 必须与其它韧性较好的 材料连接" 常采用钎焊的方法实现$ 然而" 金刚石的钎焊性 极差" 用普通的钎焊工艺难以实现金刚石与其它材料连接" 从而大大影响了金 刚 石 工 具 的 使 用 性 能 和 寿 命 $ 主 要 原 因 有 %
穆德魁 钎焊微粉金刚石砂轮制备工艺
穆德魁钎焊微粉金刚石砂轮制备工艺穆德魁钎焊微粉金刚石砂轮制备工艺金刚石砂轮是一种重要的磨削工具,广泛应用于机械加工、磨削和抛光等领域。
为了提高金刚石砂轮的性能,钎焊微粉金刚石砂轮制备工艺应运而生。
本文将介绍穆德魁钎焊微粉金刚石砂轮的制备工艺。
我们需要准备以下材料和设备:微粉金刚石、金刚石基体、钎焊料、砂轮模具、钎焊炉和砂轮机床等。
制备穆德魁钎焊微粉金刚石砂轮的第一步是制备金刚石基体。
金刚石基体是砂轮的主要组成部分,它起到支撑和固定微粉金刚石的作用。
制备金刚石基体的常用方法有热压法、热成型法和电化学法等。
这些方法都可以使金刚石颗粒紧密结合,形成坚固的金刚石基体。
接下来,我们需要将微粉金刚石与钎焊料混合均匀。
微粉金刚石是一种颗粒细小的金刚石粉末,具有较高的磨削性能。
钎焊料是一种能够在高温下熔化并与金刚石基体结合的材料。
混合微粉金刚石和钎焊料的比例需要根据具体要求进行调整,以保证钎焊后微粉金刚石能够均匀分布在金刚石基体上。
然后,我们将混合好的微粉金刚石和钎焊料填充到砂轮模具中。
砂轮模具是用来塑造砂轮形状的工具,它可以根据需要制作不同形状和尺寸的砂轮。
填充时需要注意将混合料填充均匀,并用适当的力量压实,以确保微粉金刚石与金刚石基体紧密结合。
接下来,我们将填充好的砂轮模具送入钎焊炉进行钎焊。
钎焊炉是一种能够提供高温环境的设备,它能够使钎焊料熔化并与金刚石基体和微粉金刚石进行结合。
在钎焊过程中,需要控制好温度和时间,确保钎焊料完全熔化并与金刚石基体形成牢固的连接。
我们将钎焊好的砂轮进行修整和抛光。
修整是为了使砂轮的外形尺寸和形状达到要求,抛光则是为了提高砂轮的表面光洁度和精度。
修整和抛光可以使用砂轮机床进行,通过调整砂轮机床的参数,可以达到理想的修整和抛光效果。
穆德魁钎焊微粉金刚石砂轮制备工艺包括制备金刚石基体、混合微粉金刚石和钎焊料、填充砂轮模具、钎焊、修整和抛光等步骤。
这一工艺能够使微粉金刚石与金刚石基体紧密结合,提高砂轮的性能和使用寿命。
金刚石复合片钎焊技术

金刚石复合片钎焊技术针对金刚石复合片钎焊存在的问题,我们通过添加强化元素研制了一系列适宜不同应用对象的银基钎料,并对其熔点、润湿性和强度等钎焊性能进行了研究。
同时,我们探讨了钎焊工艺对钎焊接头强度的影响。
结果表明,在PCD不同的工作条件下,应采用合理的钎焊工艺并选取适宜的钎料。
聚晶金刚石PCD是一种由金刚石微粉与粘结剂在高温高压条件下烧结而成的复合晶体材料。
由于PCD材料具有高硬度、高耐磨性、高弹性模量等显著优点,因此已成为高档机械加工刀具、地质及石油钻头、石材加工工具、混凝土工具等高耐磨工具的首选材料。
但是,PCD的焊接工艺性差,钎焊是目前最常用的焊接方法。
PCD的钎焊主要依靠润湿其中的金属粉或硬质合金基体实现。
由于PCD中金刚石允许的加热温度受限制(一般不允许超过760-800℃),所以钎料必须选用银基钎料。
然而,常规银基钎料的耐热温度较低、对金刚石和碳化物的润湿性差,因此PCD工具在使用过程中的脱焊成为主要失效形式之一。
因此,选用高性能的钎料并选择合理的工艺是提高PCD钎焊质量的关键。
针对PCD的钎焊特点,我们需要满足以下条件:熔化温度不高于800℃,流铺性适宜钎料耐高温400℃以上,适宜通用的感应钎焊或火焰钎焊,对PCD合金钢和硬质合金的润湿性好。
因此,我们对常用的银铜锌钎料进行了分析和选择,并在含银量50-65的银基钎料基础上添加强化元素,以改善钎料性能。
我们通过分析Co、Ni、Mn等元素在钎料中的作用,确定Co、Ni、Mn作为主要添加元素,提高钎料接头强度。
同时,Si、Sn、In、B、Ti、Re等作为微量添加元素,改善流动性、增加润湿性和降低钎料的熔化温度。
根据以上分析,我们共研制了六种综合性能较好的合金。
钎缝强度主要取决于以下三个因素:被连接材料的组织和状态、钎料和钎剂、钎焊过程。
因此,在制定钎焊工艺时,我们需要考虑被连接材料的焊前处理。
结合面设计是非常重要的,PCD片的形状是由使用要求确定的,基体的槽型对钎焊强度和焊接内应力影响很大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅议钎焊金刚石磨粒工艺及耐磨性
摘要:与原始金刚石相比,钎焊处理后的金刚石静压强度和抗冲击强度都有不同程度的下降,其中真空热处理金刚石下降少,而钎焊金刚石下降程度较大,这说明钎焊过程中会刚石的确受到了热损伤。
关键词:钎焊金刚石磨粒工艺
1 金刚石强度分析
当环境温度超过金刚石的热稳定性温度时,金刚石的强度明显下降。
单晶金刚石在单纯高温下会发生氧化和石墨化,金刚石强度会受到影响。
在钎焊环境下金刚石所受热损伤要复杂一些,因为钎焊环境下不仅要考虑高温石墨化,还要考虑钎料与金刚石线膨胀系数不同所导致的热应力及钎料在高温下对金刚石的侵蚀作用等,因而金刚石强度所受影响要大一些。
目前金刚石强度测定方法有两种。
一是金刚石受静力作用下的静压强度:二是金刚石受冲击力作用下的抗冲击强度。
通过对原始金刚石、真空热处理金刚石和钎焊后金刚石强度的测定,可以反映出金刚石在不同工艺下受热损伤的程度。
1.1金刚石的静压强度
金刚石静压强度的测定有一定的局限性,
(1)金刚石单颗粒本身强度值的分散性。
加热后此因素对测量结果的影响更大。
在显微镜下观察加热后的金刚石可明显看出,有些金刚石中有黑点出现,而有的金刚石无明显变化,而且静压强度的
测量仅测定40个颗粒,使得其代表性较差,
(2)在静压强度测量中,数据处理是先求平均值,高于平均值2倍的测量值予以剔除,这种数据处理也带来了一定的测量误差。
另外,金刚石工具在使用过程中,金刚石所承受的是冲击力和摩擦力,而非静压力,这使得用冲击强度表征金刚石的性能比用静压强度更具优越性。
从测试结果的方差值看,各种工艺下金刚石静压强度数值的分散性没有很大的变化。
1.2金刚石的抗冲击强度
高频感应钎焊与真空炉中钎焊金刚石的抗冲击强度结果相近,强度下降程度都很大,这可能跟抗冲击强度试验本身有关,冲击强度的测定对磨粒试样的准备很严格,试验前要保证试样表面的光洁,无杂质。
而钎焊腐蚀后的金刚石表面有可能同时存在石墨和碳化物,其表面与原始金刚石相比要粗糙,这就会造成冲击过程中磨粒试样间的摩擦、粘附,从而导致实验结果数据偏低,另外,高频感应钎焊测温和温控方面还不能做到完全的精确统一,这也给试验结果造成了一定程度的误差。
强度是金刚石力学机械性能的一种,不同工艺下金刚石强度值的变化可反映出金刚石所受热损伤的程度。
但由于强度值的测量本身有局限性和误差,其结果仅作为参考而不能与热损伤建立直接的联系。
2 高温钎焊金刚石工具
钎焊是一种热连接方法。
在钎焊过程中,依靠熔化的钎料或者依靠接触面之间的扩散而形成的液相把金属连接起来,钎焊温度低于母材开始熔化的温度。
因此,钎焊是一种母材不熔化,靠熔化的钎料或者液相把母材连接起来的方法。
钎料是一种纯金属或合金,其熔点低于母材。
合金往往有一个熔化区间,即从固相线温度到液相线温度。
钎焊温度可介于固相线和液相线温度之间,但大部分钎焊是在比钎料液相线温度高几十度情况下进行的。
根据钎料的液相线温度,钎焊可分为,
1 软钎焊:钎料液相线温度低于450℃的钎焊。
由于钎料熔点低。
被钎焊件只需要加热到较低的温度。
软钎焊时最常用的钎料是
sn-pb钎料。
通常情况下都需使用钎剂。
软钎焊接头强度较低,尤其在较高温度下下降更加明显。
2 硬钎焊:钎料液相线温度高于450℃的钎焊。
硬钎焊时一般都使用钎剂。
硬钎焊的接头强度较高。
有时可达到母材强度,因此可用于受力构件。
3 高温钎焊:钎料液相线温度高于900℃、不用钎剂的钎焊。
针对金刚石工具加工过程中温度较高和受力较大的工况,宜选用高温钎焊制作金刚石工具,又考虑金刚石的热稳定性较差,目前选用在真空或惰性气体保护下高温钎焊的工艺,金刚石的钎焊性较差,即大多数纯金属对金刚石的浸润性都很差,因此选择钎料时考虑在合金中加入某些活性元素以改善对金刚石的浸润性和亲和性,
达到高强度连接金刚石的目的。
3 钎焊金刚石套料钻磨粒磨损形式分析
金刚石套料钻的磨损与砂轮的磨损相似。
磨削时,砂轮磨损是一个十分复杂的物理一化学及机械的过程,它与砂轮性能、被加工材料性质、磨削用量等有关,其磨损形式有以下几种:
(1)磨粒顶面磨平变钝,磨粒与工件间摩擦,造成磨粒顶面磨损成小平面而变钝:
(2)磨粒显微破裂,从磨粒上分离出不大的碎粒:
(3)磨粒破碎,从磨粒上分裂出很大的部分,形成新的磨刃:
(4)磨粒脱落,结合剂破碎;
(5)磨削区高温使磨粒与被加工材料产生化学反应或粘附,造成扩散磨损与粘结磨损:
(6)由于磨屑嵌入砂轮孔穴而造成砂轮堵塞。
由于金刚石工程钻和普通的砂轮在加工方式上的不同,因此磨粒磨损形式也相应有所差异。
上述磨损方式除(5)外,其他均在金刚石工程钻加工硬脆石材时发生。
另外,由于磨削热产生的磨削高温,可使磨粒尖部达到上千度,因此会造成金刚石磨粒的热损伤。
4 磨粒磨损形貌分析
nicr炉中钎焊金刚石套料钻钻削试验初期,金刚石磨粒以表面破碎和磨平为主。
当钻削100孔后磨粒表面已明显磨平,磨平后磨粒变钝,在同等轴向力作用下,加工效率降低。
磨粒磨损情况与耐磨性曲线的结果相近,说明nicr炉中钎焊金刚石的初期磨损剧烈。
当套料钻钻削350个孔后,金刚石磨粒已出现大块破碎,磨粒破碎后金刚石的出露变低,磨削时金刚石和钎料层同步被磨损,因此在钻削500个孔后,可看到明显的钎料层的磨损,金刚石大部分已磨损掉,但还有部分残留。
只要金刚石不脱落,套料钻经修锐后还是有加工能力的。
磨粒的磨损发现,在钻削500孔后,nicr高频感应钎焊金刚石套料钻磨粒一直处于磨耗磨损阶段,没有破碎和裂纹,从图中可以看到明显的棱角圆滑和磨耗面。
在钻削相同数量的孔后,高频感应钎焊金刚石磨粒的耐磨性能要明显优于炉中钎焊金刚石磨粒,这与耐磨性曲线的分析是一致的,nicr高频感应钎焊金刚石磨损初期为正常的磨耗磨损。