OKUMA OSP-E100使用手册_CNCTECHNET
OKUMA操作说明书

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
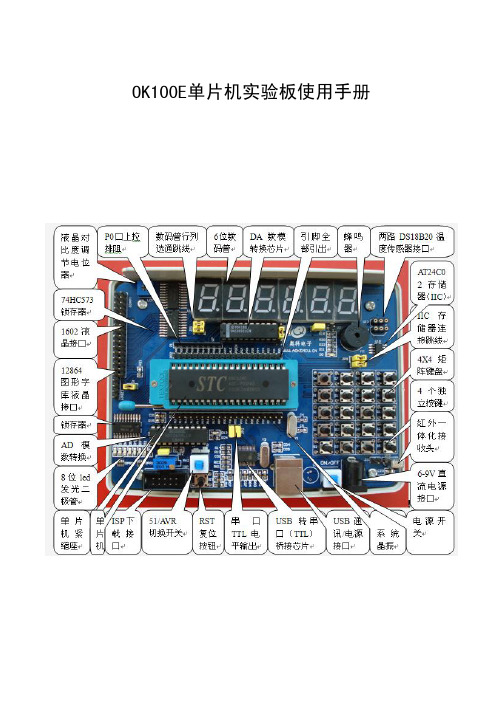
OK100Ev3.0单片机实验板使用手册
{ while(1) //循环条件永远为真,以下程序一直执行下去。
{ P1_0=0; delay02s(); P1_0=1; delay02s();
// I/O口P1.0输出低电平,小灯被点亮。 //延时经过0.2秒。 // I/O口P1.0输出高电平,小灯熄灭。 //延时经过0.2秒。
} }
3.2流水灯
怎么变化,输出端都不会变化而是保持刚才第11角在下降沿(由高电平到低电平跳
变)之间时输入端的值,这样就达到了锁存数据的目的,这也就是所谓的总线设计
思路,一个8位的数据线加一个锁存器后就可以扩接多个元件,当选通哪个元件的
片选信号,就送数据给那个元件。先说这个元件,以后用到别的元件我们再解释。
下面开始:
这里的芯片资料比较全,如果没有找到你要的资料,那可参
考 ,这里有全世界所有的芯片资料,并且每天都在更新。
锁存器(74HC573):顾名思义,就是把输入端的数据锁存(或送)到输出端,
请看下图中的U3元件,第11角(锁存端)为高电平的时候,右边D0-D7的输入与左
3.实验例程详细解答
注意:在我要讲具体实验之前这里有必要先介绍一下本实验板上用到的一些元件的 操作方法,对于一个电子制作者或是电子爱好者来说学会怎么样搜索自己需要元件 的资料是非常重要的,现在市场上各种各样的芯片非常的多,能实现同一个功能的 芯片也有很多种,世界各大芯片制造公司都有生产。所以我们不可能把芯片的功能、
[实验要求] 单片机P1口相连的8个发光二极管中的一个循环移位点亮,同时蜂鸣器发出滴
滴的响声。 蜂鸣器用一PNP三极管驱动,集电极(C极)通过蜂鸣器线圈接5V电源,基极
(B极)是控制端,发射极(E极)接地,当三极管C,B极PN结正偏时,PN结导 通,即B极为低电平时,三极管导通,蜂鸣器发声,视频中有介绍,若大家有疑问 可参考模电书。 [实验目的]
Okuma操作手册 OOM11-7说明书
OKUMA OPERATIONMANUALOOM11-7 | PDF | 22 Page | 667 KB | 22 Oct, 2008If you want to possess a one-stop search and find the proper manuals on yourproducts, you can visit this website that delivers many Okuma Operation Manual.You can get the manual you are interested in in printed form or perhaps consider itonline.COPYRIGHT 2015, ALL RIGHT RESERVEDOkuma Operation ManualThis type of Okuma Operation Manual can be a very detailed document. You will mustinclude too much info online in this document to speak what you really are trying to achieve in yourreader. Actually it will be a really comprehensive document that will give you some time now to produce.If this describes the case, then you should get one of these manual will curently have enough detailedinformation online that is certainly typically within a handbook. Then enough is you just need to adjustthe document match your business products and details. This may plan an incredibly laborious task in toa simple, simple to perform task.Okuma Operation Manual are a great way to achieve information regarding operatingcertain products. Many goods that you acquire are available using their instruction manuals. These userguides are clearly built to give step-by-step information about how you ought to proceed in operatingcertain equipments. A handbook is really a user's help guide operating the equipments. In the event youloose the best guide or perhaps the product did not provide an guide, you can easily acquire one on theweb. Search to the manual of your choosing online. Here, it is possible to make use of the varioussearch engines to check out the available user guide and locate usually the one you'll need. On the net,it is possible to discover the manual that you need with great ease and ease.The internet has turned into a tool ideal for locating looking Okuma Operation Manual.Also, there are lots of sites like the parts store site, A1 Appliances Sites and much more that guide whilerepairing this product. In addition they assist in identifying and with specific problems make the correctproduct parts that may resolve the situation. Most websites likewise have an advanced database,containing new economical parts for many styles of the product. But it is important to type in the modelno . plus the parts number, and discover the best repair part to the product. One could also take counselof your professional repairman, to be able to ascertain the situation plus the parts which may be neededin the DIY project.Download: OKUMA OPERATION MANUAL PDF。
OSP-E100L_Simple_Manual_MacTurn250W
5. START 6. lSSP ‚‚ ‚ ‚ ENTER ------- •i Okuma standard is M421•j
7. Single block off and Feed override RO“ . ‚ ‚ • 8. START 9. Wait until Run lamp off.
Setup
/
sb ‚` ‚
PD Manual close door. ‚ • QDIf return cycle is on then press Return Cycle ‚ • RD MDI ‚ • SD l¢‚ • s››‚ • • ‚ • ENTER • •¢ ¢ Example‚PD lsP • ‚ ‚ ‚• ›• ›•
is limited by parameter. (Changeable)
limit. Do not change system stroke limit.
OKUMA MacTurn250 by S.Fukazaki
OKUMA MacTurn250 by S.Fukazaki
轻松数控网
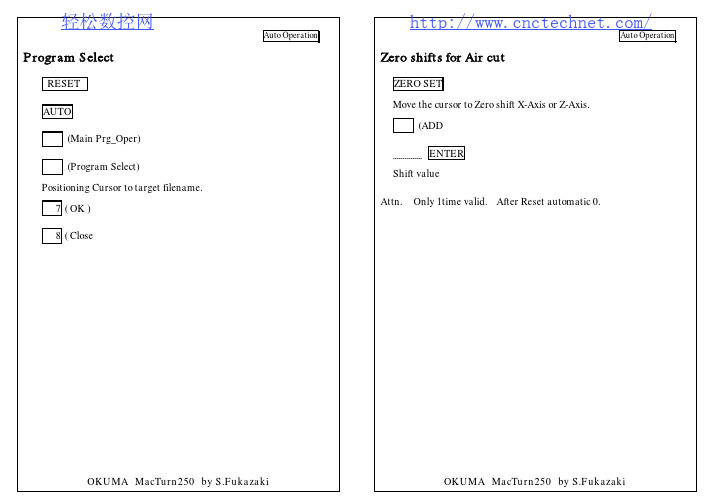
Turret Index
Auto Operation
QD AUTO ‚ • RD e P (Main Prg_Oper) ‚ • ‚ ‚
SD›› • • ‚ • SD e P (Program Select) ‚ • ‚ ‚ TD Positioning Cursor to target filename. ‚ • UD e 7 ( OK ) ‚ • ‚ VD e 8 ( Close •j ‚ • ‚
Setup
3. Conform Spindle mode.•i 1spindle mode or 2spindle mode•j 4. Change the Cutting position Base or Vertical. 5. Change the Tool No. By Page key or Cursor key. 6. Positioning Cursor to X-axis or Z-axis. 7. 8. › • › • F 2•i ADD•j If no Function key then press • „ • i Extend•j ENTER Adjust value Example‚PD ODOP • ‚|• • ‚ ‚ Attn.•F E More them P• ‚ • ‚ ENTER-------------- make 0.01 small
川崎机器人E控系列基本操作培训手册-系统设置篇
佛山隆深机器人有限公司内部技术培训教程川崎机器人应用参数设置川崎机器人E控系列基础操作培训教程系统设置篇教程编制:佛山隆深机器人有限公司川崎机器人中国华南区S级代理商如何进入设置面板界面第一步:按示教器的,在弹出的菜单内选择[辅助功能],然后按示教器的.主菜单的设置分类第一步:按示教器的,在弹出的菜单内选择[辅助功能],然后按示教器的示教器的方向键↑↓可选择需要修改的项目按【登陆】键进入子菜单.常用设置菜单为:2.保存/加载(用来保存和加载程序)4.基本设定(设定机器人基础数据)5.高级设定(系统开关/核心参数设定)6.输入/输出信号(专用信号/信号编号设定)7.显示器功能(履历/机器人运行数据)8.系统(核心控制/设置参数.程序的保存/加载.保存/加载功能提供程序/参数等数据的导入/导出操作,我们可以把外部存储设备的数据导入机器人,也可以把机器人内部的数据导出来进行分析/编辑.保存:把机器人内部的数据按所选类型导出到USB存储设备中.加载:将USB存储设备中的数据按所选类型导入机器人内部存储.注:正在使用/打开的程序无法加载到机器人内部(提示程序正在运行,加载错误).机器人内部数据的导出保存(导出)数据:(R码0201)首先:进入机器人数据保存菜单然后:用[↑↓]键移动到文件名输入框然后:;用手点击(输入文件名),在弹出的(键盘操作页)输入文件名.注:※文件名不能以数字开头※可以是字母+数字,也可以加下划线输入完毕后点击(保存数据)选择保存的文件类型.选择完类型后就可以点击保存了.机器人数据的导入加载(导入)数据:(R码0202)首先:将复选框移动到需要导入的数据文件上(如果有文件夹则进文件夹),然后按【登陆】键,这样文件名就自动被输入到文件名上。
然后:;用手点击【加载】,选择【是】。
显示加载完成即可。
注:※如果提示错误请记录下错误信息,方便分析程序存在的问题。
加载程序仅限于程序文件(PG)和接口面板文件(IF),其他类型文件禁止加载,以免出现机器人内部数据、参数丢失或篡改。
okuma osp-e100使用说明书

1. 每日运行历史记录 ( 今天 ) ........................................................................................................... 22 2. 每日运行历史记录 ( 前一天 ) ....................................................................................................... 24
NC 单元的操作 参数等手册 严格地遵守这些手册中给出的警告
安全 - 2 -
SC34-008
安全注意事项
5. 手册中使用的符号
Eeospkkpl008
下列各项警告指示符号 为的是引起对特别重要信息的注意 要仔细阅读并遵守有这些符号的指示 表示一个紧急的危险 如果不设法避免 将会造成死亡或严重的伤害 表示危险 如果不设法避免 将会造成死亡或严重的伤害 表示危险 如果不设法避免 可以造成较小的伤害或设备损坏 表示操作或使用的注意事项
Eeospkkpl003
起动 IGF 功能之前 打开电源并且选择操作模式的细节 参考关于机床操作和 NC 单元的手册 严格 地遵守这些手册中的警告
2-2.
使用 IGF 功能时的操作
Eeospkkpl004
当使用 IGF 功能的时候 如果有任何报警和错误产生 确定它的准确性质 请参考本手册以及与报警 和错误有关的手册 以便采取纠正措施
OKUMA操作说明书模板
- 紧凑型超薄单色显示屏操作面板
- 紧凑型超薄彩色显示屏操作面板
根据NC规范,某些操作面板不可选。
(4)加工管理功能(MacMan)
NC强大的管理功能允许有效使用NC功能。管理功能主要目标为小批量多型号的工件和定量生产多型号的工件产生利润。
(a) 减少调整时间
- 当小批量生产工件时,加工数据需经常变化。为应付这种费时且易于出错的工作,相同的操作步骤Okuma引入不同的软盘格式,并在目录下选择文件名。
车床:X轴和Z轴(两轴同时)
多功能:X轴、Z轴和C轴(3轴同时)
最大同时可控制轴数目
3轴
3轴
可控制轴最大数目
4轴
18轴
装载臂控制轴
可控制最大轴数目
2轴
6轴
可控制轴总数
6轴
24轴
位置编码
OSP绝对位置编码(无需回参考零点)
●
●
控制系统数目
主轴1-刀塔1 主轴1-刀塔2
主轴2-刀塔1 主轴2-刀塔2
同时可控制轴最大数目
1.机床安装过程中的预防措施
(1)为保障机床保证的精度,安装机床的地基周围条件为:
- 周围环境温度:17°C~25°C。
- 工厂湿度:在20°C时40%~70%(非压缩空气)。
- 地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件
- 电压:200V
- 电压波动:最大±10%
危险:表明突然出现危险情况,如不能避免会导严重致伤亡事故。
警告:表明出现危险情况,如不能避免会导致严重伤亡事故。
警觉:表明出现危险情况,如不能避免会导致轻微受伤或损坏设施/设备。
OKUMA操作说明书.

CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
OKUMA伺服手册
驱动装置运动控制系统(MCS)/(MCSII)维护手册(第5版)出版号 SC34-006-R5 May 2004安全注意事项安全注意事项本手册说明的控制器包含电气装置部分。
为防止不正确的连接而产生的事故(机械故障或电气部件的烧毁等),请仔细阅读本手册并遵守以下几点。
(1)在连接/断开或拆下一个装置前,要关闭所有电源并将充电装置中的部件放电。
否则,会造成人员的伤害或装置的故障甚至烧毁。
(2)检查要连接电源规格。
如果电压与此装置的要求不相符或者极性接反,均可导致电气装置的故障烧毁。
(3)正确连接各装置的输入和输出线路。
如果出现连接错误,则可能导致电气装置的故障或烧毁。
(4)确保电气装置接地与控制柜接地。
否则,一旦发生漏电,将导致人员触电。
(5)为电气装置连接的电源安装过电流保护装置(断路器、保险丝)。
否则,一旦发生短路会导致电缆及电气装置的烧毁甚至引发火灾。
(6)应确保使用高质量的电源电缆并使之与所用电气设施规格相匹配。
如果电缆电流容量不够,会导致电缆过热乃至烧毁还会引起火灾。
(7)控制柜和操作柜应防水防尘。
否则,会造成人员的伤害或装置的故障甚至烧毁。
(8)电气装置中应配备恒温器来保护装置。
否则,可导致装置烧毁或引发火灾。
本手册采用以下警告标识,提醒你注意一些特别重要的信息。
请仔细阅读带有这些标识的说明并遵照执行。
妥善保管此手册,在需要时,可随时参见手册中内容。
手册内容可由于产品的不断更新而发生变化。
:表示存在严重危险,如果不加避免,则将导致死亡或严重伤害。
:表示危险,如果不加避免,则将导致死亡或严重伤害。
:表示危险,如果不加避免,则将导致人员轻伤或设备的损坏。
:表示操作或使用时的注意事项。
目录A. MIV 装置B. MIP 装置这套书包含的几本手册或许包含了并不适用本机的规格。
因此阅读时请确认与本手册规格相符或相近的内容。
目录A. MIV装置第 1章变频器装置(MIV装置) (1)1.系统配置 (1)2.MIV装置分类 (2)2-1.MIV装置命名 (2)2-2.MIV装置配置 (3)2-3.MIV装置结构 (6)2-4.不同电机类型的MIV装置选型表 (8)3.更换装置的注意事项 (11)3-1.一般注意事项 (11)3-2.装置更换步骤 (12)4.运行状态显示 (14)4-1.状态显示LED排列 (14)4-2.显示内容 (15)4-3.故障代码表 (18)5.控制器ID编码 (32)6.波形监视器描述 (35)6-1.进给轴/刀架/机床轴的MIV装置 (35)6-2.主轴/动力主轴/副主轴的MIV装置 (37)6-3.SWM 监视器装置 (39)7.连接 (44)7-1.系统连接 (44)7-2.接线盒螺钉尺寸 (46)7-3.连接器 (46)8.MIV 装置外形尺寸 (49)8-1.用于BL电机的MIV 装置(单轴规格) (49)8-2.用于BL电机的MIV 装置(双轴规格) (50)8-3.用于VAC电机的MIV 装置(单轴规格) (50)第 2章DC电源装置(MPS,MPR装置) (60)1.系统配置 (60)2.DC电源装置的分类 (61)2-1.DC电源装置的命名 (61)2-2.电源装置配置 (62)2-3.电源装置的结构 (63)3.更换装置注意事项 (65)4.运行状态显示 (67)4-1.状态显示LED的排列 (67)4-2.显示内容 (68)4-3.故障码表 (69)5.控制器ID编码 (71)6.监视器终端描述 (72)6-1.监视器终端排列 (72)6-2.监视器信号 (73)7.连接 (74)7-1.系统连接 (74)7-2.接线盒螺钉尺寸 (74)7-3.连接器 (74)8.DC电源装置外形尺寸 (75)8-1.MPS装置 (75)8-2.MPR装置 (75)第 3章附录1 更换外部冷却风扇步骤 (81)1.故障诊断 (81)2.零件编号 (81)3.更换步骤 (82)3-1.更换MIV06~MIV22和MPS10~MPS30冷却风扇步骤 (82)3-2.更换MIV30、MIV45、MPS45和MPS60外部冷却风扇步骤 (84)4.注意 (85)B. MIP装置第 1章MIP装置 (86)第 2章系统配置 (87)第 3章MIP装置类型 (88)1.装置命名 (88)2.MIP装置配置 (88)3.MIP装置结构 (89)4.可适用电机 (91)第 4章更换MIP装置注意事项 (92)第 5章运行状态显示 (93)1.状态显示LED的排列 (93)2.运行状态显示(变频器控制侧) (94)2-1.正常运行状态显示 (94)2-2.警告状态显示 (95)3.故障码表(变频器控制侧) (96)3-1.例外故障码表 (96)3-2.报警代码表 (98)3-3.警告代码表 (107)4.运行状态显示(DC电源控制侧) (109)4-1.正常运行状态显示 (109)4-2.警告状态显示 (109)5.故障代码表(DC电源控制侧) (109)第 6章监视器终端 (111)1.监视器终端布局 (111)2.监视器终端信号 (112)第 7章连接 (114)第 8章MIP装置外形图 (118)A.MIV 装置第1章变频器装置(MIV装置)Okuma 运动控制系统(MCS)由一个变频器装置和一个DC电源装置组成。
OKUMA操作说明书模板
说明
OSP10L
OSP100L
程序选择
选择一存储的程序
●
●
调度程序
存储的多个程序调度运行顺序
●
●
程序段序号检索
从规定的程序段号起开始切削加工
●
●
MID-自动、手动模式&自动重启
自动模式下允许手动干预。
手动干预结束后从干预位置程序重启自动模式
●
●
多任务过程
加工过程中允许新建/编辑程式和编程加工交互操作
本章讲述下面项目:
程式操作方法、顶点偏移和刀具偏移设定、数据输入/输出和文件编辑方法。
Ⅳ. 参数
本章讲述NC单元所使用的参数及其设定步骤。
Ⅴ. 附录
本章讲述机床操作面板开关和状态指示灯外观布置。
1.OSP规格
(1)基本功能
●:标准功能
○:可选功能
×:不可选功能
项目
说明
OSP10L
OSP100L
控制轴数
b)CNC系统扩展功能使其适用于任何型号机床和CPU结构规范。
c)内置PLC结构用于机床控制
(2)可靠性和紧凑性
采用创新硬件UCMB、I/O接口和伺服系统接口,实现NC紧凑时具备高可靠性。
用闪存实现OSP”多样化软件”功能。安装在用户车间后,升级OSP满足用户新的要求
(3)NC操作面板
提供下列三种型号可选操作面板:
未出现报警时,按帮助键在屏幕上显示报警信息历史记录,也可显示规定报警编号的信息。
【手册内容】
手册由下面五部分组成
Ⅰ. 综述
本章讲述NC特点、规格表单和OSP操作流程图表。
Ⅱ. 操作
本章讲述下面项目:
NC操作面板功能、机床信息显示、机床手动造作方法、MDI、机床自动模式运行和其它操作功能。
OKUMA操作说明书
CNC SYSTEMSOSP-U100LOSP-U10L机床操作手册第2版出版号NO.4196-E-R1 (LE32-065-R2)2000-7上海一阳五金制造有限公司总工程师办公室翻译:沈友兵批准:刘保良安全预防措施本机器装备安全设备用于保护由于某些不可预见的事故造成员工和机器本身损伤。
然而操作工不能仅依靠这些安全设备,其必须十分熟悉下面列出的安全制度,以确保无故障操作。
1.机床安装过程中的预防措施(1)为保障机床保证的精度,安装机床的地基周围条件为:-周围环境温度:17°C~25°C。
-工厂湿度:在20°C时40%~70%(非压缩空气)。
-地基处不能阳光直接照射或震动过大;周围应无尘、无酸、腐蚀性气体和盐雾环境。
(2)主供电源条件-电压:200V-电压波动:最大±10%-频率:50/60Hz-主电源不能同其它主要噪音源(如电焊机、变压接在同一配电柜上,否则会造成NC单元故障。
-机床接地端不能同其它设备接地端公用。
如不得以需同其它设备工共用接地端,该种设备不能是大的噪音源(如电焊机、变压器)。
(3)安装环境安装电控柜时遵循以下几点:-保证NC单元不受阳光直接照射。
-保证电控柜不被溅上切屑、水或油。
-保证电控柜和操作面板不受大的晃动或震动。
-电控柜周边环境温度允许变化范围0°C~40°C。
-电控柜周边湿度允许变化范围30%~95%(非压缩空气)。
-电控柜使用最大海拔高度1000m。
2.上电前检查项(1)关上电控柜和操作面盘上的所有门,以防水、切屑、和尘埃进入。
(2)在操作机床前必须保证机床可动件周围无人,以及机床周围无障碍物。
(3)上电前先接通主电源,接着合上操作面板上”控制开”。
3.手动操作和连续运转预防措施(1)一直遵从操作手册指导。
(2)任何安全罩(前防护门、卡盘罩等)拆除后不能操作盖机床。
(3)在才是操作机床前关上前防护门。
(4)新程式未经通过检查前禁止运行。
OKUMA数控铣床操作手册
目录第一部分 操作与维护一、概述 (41)二、机床操作 (44)1.数控机床的操作顺序总概 (44)2.操作面板介绍 (45)3.基本操作 (59)4.手动运行操作方式 (59)5.MDI运行操作方式 (62)6.自动运行操作方式 (63)7.程序操作 (70)8.参数设置 (75)9.刀库操作 (79)10.辅助操作 (80)三、机床的电气维护 (82)1.机床电气的日常维护 (82)2.故障状态下的机床电气维护 (82)3.数控机床采用OSP7000M/700M的基本配置与资料介绍 (82)4.故障分类与诊断方法 (83)第二部分 数控编程第一章 概述 (87)一、基本知识 (87)二、数控编程的内容 (87)1.手工编程的一般步骤 (87)2.自动编程 (90)第二章 擞控机床的编程基础 (91)一、坐标系设定和坐标轴的确定方法 (51)1.基本坐标系及其方向 (91)2.几种典型数控机床坐标轴的判定及说明 (92)3.机床坐标系与工件坐标系 (92)二、OKUMA系统常用编程代码简介 (94)1.准备功能G代码 (94)2.辅助功能M代码 (95)3.其它辅助代码(F、S、T等) (96)4.与几种常用数控系统NC代码的对照比较 (97)第三章 基本的编程方法 (98)一、几个基本概念 (98)1.尺寸设定单位 (98)2.绝对坐标和增量坐标 (98)3.进给速度指定 (98)二、数控加工程序的结构及格式 (98)1.程序的组成 (98)(1)程序名与文件名 (99)(2)顺序号 (100)2.程序段格式 (100)3.主程序与子程序 (100)三、部分功能详述 (101)1.工件坐标系的选择 (101)2.工件坐标系的变更 (102)3.工件坐标系的平移和旋转 (102)4.快速定位与直线插补 (103)5.圆弧插补 (104)6.刀具长度补偿 (105)7.刀具半径补偿 (105)8.固定循环 (106)9.可编程镜像加工 (110)10.公共变量与IF语句 (110)第四章 编程实例 (112)一、实例1 (112)1.常用编程指令 (112)2.工作精度内容 (112)3.定位精度说明 (113)4.NC程序及中文注释 (113)(1)精切圆 (113)(2)精切斜方 (114)(3)精镗孔距 (116)(4)测试X方向定位精度 (118)(5)测试Y方向定位精度 (119)(6)测试Z方向定位精度 (120)二、实例2 (121)数控铣床讲义第一部分操作与维护编制:王孙安周嵘2002年3月一、概述OSP7000M/700M是日本OKUMA公司专门为铣床配置的数控系统,具备强大的功能,并且可靠稳定,是当今最成熟的数控系统之一。
OKUMA系统
OKUMA系统,子程序如何编写G15H1G56H1(其实H是你的刀长H多少无所谓)M03S600G90G0G17G71 Z200.M08G83X_Y_Z_R_Q_F_M53X_Y_...G80M30致力于数控技术的网络分享Sunlight'blog Covering research, news, and knowledge in CNC technology and e-Learning.[下载]OKUMA数控系统G代码-附OKUMAOSP-E100使用手册等Friday, June 12, 2009 4:02:06 AM 发布:sunlightOKUMA OSP是目前世界上唯一机床厂全部独自研发的数控系统。
在80年代中期以前, OSP数控系统的技术一直是其他通用数控系统厂家所望尘莫及的。
因为机床厂自己开发的, 所以实用性非常高。
OSP从60年代初一直到现在, 量不大也有15万套以上了。
OSP的最大特征是, 站在客户的立场。
20年前的系统仍然保修。
OSP系统的世界第一可以说不胜枚举。
例如: 60年代: 无电池绝对位置编码器70年代: 软件可变数控, 双刀架车床系统, 自动编程80年代: 交流伺服, 高速数控90年到: 网络型数控, 窗口操作画面现代: 开放式数控, 热亲和系统, 防碰撞系统G代码:G00 ***定位G01 *** 直线插补G02 圆弧插补- 螺旋切削( 顺时针)G03 圆弧插补- 螺旋切削( 逆时针)G04 ** 停顿G09 ** 准确停止G10 *取消G11G11 坐标系的平移和旋转移位G15工件坐标系的选择( 状态码)G16 ** 工件坐标系的选择( 非状态码) G17 ***平面选择:XYG18 *** 平面选择:ZXG19 *** 平面选择:YZG20 **英寸输入确定G21 ** 公制输入确认G22 ***可编程极限打开G23 *** 可编程极限取消G30 ** 返回起始位置G31 跳跃功能G40 *刀具半径补偿取消G41 刀具半径补偿,左G42 刀具半径补偿,右G43 三维位移取消G44 三维位移执行G50 *几何尺寸的放大和缩小取消G51 几何尺寸的放大和缩小执行G53 ***刀具长度位移取消G54 刀具长度位移,X- 轴G55 刀具长度位移,Y- 轴G56 *** 刀具长度位移,Z- 轴G57 刀具长度位移,第4- 轴G58 刀具长度位移,第5- 轴G59 刀具长度位移,第6- 轴G60 单向定位G61 准确停止模式G62 可编程镜像G64 * 切削模式(G61 取消)G71 M53 返回平面的指定G73 固定循环,高速深孔钻孔循环G74 固定循环,反向功丝循环G76 11 固定循环,精镗G80 *固定循环,模式取消G81 固定循环,钻孔循环G82 固定循环,钻孔循环G83 固定循环,深孔钻孔循环G84 固定循环,功丝循环G85 固定循环,镗孔循环G86 固定循环,镗孔循环G87 固定循环,反镗循环G89 固定循环,镗孔循环G90 *** 绝对坐标模式G91 *** 增量坐标模式G92 设定工件坐标系G94 *** 每分进给模式G95 *** 每圈进给模式G174 柱形侧切削关闭G175 柱形侧切削打开G186 余量控制关闭G187 余量控制打开G274 同步功丝,反向功丝循环G284 同步功丝,功丝循环* :当电源供应打开时已被设定。
okuma G功能

OKUMA G碼表OKUMA (O100 U/M) G CODE LIST G00=怏速行走G01=直線精度行走F=參數G02=正元弧精度行走F=參數G03=反元弧精度行走F=參數G04=等待時間P,X=參數G09=等待時間P,X=參數G10=取消G11G11=平和旋轉座標G14=軸名指定/取消G15=工作零位選擇情態G16=工作零位選擇單擊G17=X,Y planeG18=X,Z planeG19=Y,Z planeG20=inch inputG21=metric inputG22=x,y,z,i,j,k,on (stroke limit)G23=(G22 off)G30=回歸機械零位G31=跳功能G40=取消刀半徑保常功能G41=刀半徑左保常功能G42=刀半徑右保常功能G43=取消三次元刀保常功能G44=三次元刀保常功能G50=取消縮放功能G51=縮放功能G52=座標零位G53=取消刀長保常功能G54=刀長保常功能X-軸G55=刀長保常功能Y-軸G56=刀長保常功能Y-軸G57=刀長保常功能4th-軸G58=刀長保常功能5th-軸G59=刀長保常功能4th-軸G60=直接座標G61=精密停方式G62=程式鏡像攻能G64=切削功能G68=取消G68功能G69=三次元座標變換G71=固定回致M53G73=固定高速遁環鑽孔G74=固定遁環攻牙回轉功能G76=固定遁環搪孔G80=取消固定遁環功能G81=固定遁環鑽孔/定點搪孔G82=固定遁環鑽孔/相反點搪孔G83=固定遁環深孔,鑽孔功能G84=固定遁環攻牙G85=固定遁環搪孔G86=固定遁環搪孔G87=固定遁環搪孔後退功能G89=固定遁環搪孔G90=絕對指令G91=增加指令G92=切定工件零位(使用禁指)G94=速度計算每分鐘G95=速度計算於轉數G172=3-D 元弧G173=3-D 元弧G174=元棒側面機械關G175=元棒側面機械開G176=F碼和S碼掠去關G177=F碼和S碼掠去G180=附屬頭轉向保常取消G181=附屬頭轉向保常前方G182=附屬頭轉向保常左方G183=附屬頭轉向保常後方G184=附屬頭轉向保常右方G185=附屬頭轉向保常下方G186=容許量控制方式關G187=容許量控制方式開G188=NO.2 刀長保常取消G189=NO.2 刀長保常開G190=不變G90方法(絕對)程序G191=手動移動結果取消G192=頂直接表面方式取消G193=頂直接固定遁環方式開G194=固定遁環方式有毀損直接取消G195=固定遁環方式有毀損直接開G196=每句呼叫副程式開G197=每句呼叫副程式關G198=螺紋混合固定遁環1軸直接平面G199=螺紋混合固定遁環2軸直接平面G256=3-D元弧投映表面選擇G274=固定遁環攻牙後退功能G284=[原创]OKUMA P报警(续)LC37-003 P-17 [原创]OKUMA OSP-7000 P类报警号第3 章报警P0721 局域网异常 (19)0722 FCP 板异常 (19)0723 I/O 数据组文件读取 (20)0800 主轴D/A 控制数据文件读入失败 (20)0801 TCP/IP 板异常 (20)0802 安装信息文件未找到 (21)0803 文件安装异常 (21)0804 MSB 文件不一致 (21)0805 MOP-TOOL 参数PBU 文件装入错误 (21)0806 MOP-TOOL 刀具数据PBU 文件读入错误 (22)0807 ACP 面板状态接收错误 (22)0808 变速比数据错误 (22)0809 FCP 异常 (22)0810 FCP I/O 数据文件读入失败 (23)0811 FCP I/O 连接通信错误 (23)0812 MCS 起动 (24)0813 MCS 通信异常 (25)0814 MCS 数据文件 (26)0815 PLC 实时任务循环错误 (27)0816 PLC 初始化错误 (27)0817 MCS 异常 (28)0818 ADP 起动 (28)0820 机床数据文件读入错误 (28)0821 主轴的齿轮比率数据错误 (29)0822 手轮数据文件读入错误 (29)0823 轴配置数据设定错误 (30)0824 单元连接错误 (30)0825 轴配置名未设定 (30)0826 轴配置数据文件读入错误 (30)0827 控制轴不存在 (30)0828 直线进给轴的轴号错误 (31)0829 SPMC 程序装入错误 (31)0830 SPMC 执行停止 (31)0831 SPM 处理错误 (31)0832 SPM 系统调用错误 (32)0833 MCS 选项程序文件未传送 (32)0834 MCS 伺服数据异常 (32)0835 MCS 握手通信 (33)第3 章报警P0836 程序请求非法 (33)0837 装料器规格代码:数据文件 (33)0838 装料器备份数据文件读取 (33)0839 规格条件错误 (34)0850 MCS 未登录的报警 (34)0851 MCS 例外处理 (34)0852 MCS 处理故障 (35)0853 MCS CON APA 偏差 (36)0854 MCS 电源单元异常 (36)0855 MCS 变换器环异常 (37)0856 MCS 直流母线电压报警 (37)0857 MCS 电机过流 (37)0858 MCS 变频器过热 (38)0859 MCS 变频器过载 (38)0860 MCS 供给电压异常 (38)0861 MCS 变频器版本错误 (38)0862 MCS 绕组切换异常 (39)0863 MCS 编码器通信异常 (39)0864 MCS 编码器异常 (40)0865 MCS 编码器初始化异常 (40)0866 MCS 轴上编码器异常 (40)0867 MCS 轴上编码器初始化异常 (41)0868 MCS 绝对光栅尺异常 (41)0869 MCS 绝对光栅尺初始化异常 (41)0870 MCS 磁编码器 (41)0871 MCS 旋转变压器报警 (42)0872 MCS 脉冲发生器计数溢出 (42)0873 MCS 电机过热 (42)0874 MCS 伺服环错误 (43)0875 MCS 伺服环断开 (43)0876 MCS 伺服环协议错误 (44)0877 MCS 伺服数据错误 (44)0878 MCS 命令非法 (44)0879 MCS CON 速度超出 (45)0880 MCS 速度指令溢出 (45)0881 MCS DIFF 溢出 (46)0882 MCS APA 速度溢出 (46)0883 MCS 全闭环APA 异常 (46)0884 MCS 速度过高 (47)0885 MCS 速度偏差过大 (47)。
OKUMA CNC自动化指南说明书
OKUMA GUIDECNC AUTOMATIONAUTOMATION IN MANUFACTURING, THE USE OF COMPUTER-CONTROLLEDEQUIPMENT AND SOFTWARE TO PERFORM MANUFACTURING PRODUCTIONPROCESSES, was developed to improve quality, efficiency, and productivity inmanufacturing operations.From loading and unloading to conveyor or pallet systems, automation allows you to optimize the flow of production without an operator performing repetitive tasks.The following is a guide to all types of automation—when it was created,how it has evolved, and how it can benefit your shop.With precise actionsand timing, automationeliminates human errorfor seamless, highlyaccurate manufacturing.01 WHAT IS CNC AUTOMATION?Automation in manufacturing is not just the act of moving parts in and outof a machine. It involves designing an entire system to perform routine tasks automatically. From the planning phase, with software and control tools thatdrive data, to execution with robots or automation systems fulfilling those functions, automation takes steps to simplify manufacturing processes andbring consistency to routine operations.Leveraging CNC automation on the shop floor allows machines to do what they do best and people to do what they do best.An operator in front of a machine performing repetitive tasks such as loadingand unloading will never be as productive and consistent as a machine performing the same work. When these types of processes are automated,an operator can perform tasks that a machine can’t, such as critical process decision-making. In its best form, automation does not take away jobs; it allows for a more productive shop floor where machines and people are able to dotasks at which they are most efficient.02 THE HISTORY OF CNC AUTOMATIONThe idea of lights out manufacturing entered themanufacturing vocabulary by engineers in the late 1980s.In the beginning, automotive manufacturers were some ofthe earliest adopters, but today, the automation that makeslights out manufacturing possible is found in a wide varietyof industries and companies of all sizes.When working with some of the earliest automationsystems, every pickup point had to be taught to the robot.It was a time- and labor-intensive process which requireda dedicated robot programmer or integrator to manage, aswell as multiple technicians to keep them running.T oday, AI technology plays a key role in automation, bringing a level of smart decision-making and adaptability to manufacturing that previously wasn’t possible.03 BENEFITS OF CNC AUTOMATIONAny automation solution you seek to implement is designed to create a variety of benefits. With the ability to optimize your manufacturing processes, CNC automation solutions can increase your shop’s productivity, efficiency, and accuracy--and limit downtime, too. Shops that adopt automation also experience increased machine tool ROI. For example, when the market priceof a part or product is predetermined, the only way to ensure you’re getting the maximum ROI is to produce more parts than your competitors and ultimately lower costs.CNC automation can have a powerful impact on operators and other shop floor staff. Anything that is repetitive is a good candidate for automation—not just because automation brings efficiencies and results in reduced downtime, but because it can improve the operators’ physical and mental health when they’re no longer doing the same repetitive tasks and can focus on complex projects.Experience all the benefits automation can bring to your shop floor, including:• TACKLE MORE WORKMaximize spindle utilization. Automation enables continuous machining, which greatly increasesproduction efficiency, even during non-operational hours.• INCREASED PROFITABILITYLess time and material spent per part, lessdowntime, and more efficient operator utilization will lead to reduced costs.• REDUCED DOWNTIMEWith reduced human intervention, the risk ofmaking mistakes and the likelihood of unwanted downtime are decreased.• ATTRACT TALENTAppeal to and maintain a highly skilled workforce with engaging tasks, ergonomics, and safety. • SAVE ON UTILITIESOverhead costs such as lighting, HVAC, and even floor-space requirements can be reduced.• REDUCE SCRAPReducing human interaction provides greaterconsistency and lowers error rates.• INCREASED CONSISTENCY AND ACCURACY An automated machine will be more precisebecause of less human error and fewer setups,resulting in consistency across the board.• INCREASED COMPETITIVE ADVANTAGE The ability to produce the highest quality partpossible with high efficiency sets your shop apartfrom the competition.For manufacturers with high-volume production, introducing automation on the shopfloor can have a strong impact since the time savings from an automation solution canresult in more parts being made over time.And, for manufacturers with low-volume, high-mix production, an automated machinecan internalize functions that would otherwise be spread across several differentmachines. By putting those functions in a single machine, you simplify the automation.All you need is to get the part in and out of that machine.04 WOULD YOUR BUSINESS BENEFIT FROM CNC AUTOMATION?Automation has a wide variety of applications—manufacturers in any industry canutilize automation and see positive results. The scale of the improvement depends onthe type of manufacturing, level of production, and type of automation system utilized.It’s important to analyzewhere changes needto be made and wheremanufacturers wantto create efficienciesto identify the bestautomation solution tofit those needs.05 CONSIDERATIONS FOR INTRODUCINGCNC AUTOMATIONDuring considerations to add automation to your shop floor, it’s important to know baseline productivity to seek out benefits and make improvements. How much does it cost to make your part? What is your current spindle run time? Once you’ve established your current baseline, you can look ahead to how you can improve, whether that’s by cost, time, or streamlining labor.When you understand opportunities for improvement, you can easily identify anything in your processthat’s standing in the way of achieving success, take measures to fix those areas, and implement automated processes that will help you meet your goals.Start with the simplest, most recognizable barriers to meeting your goals. Once you’ve fixed the most obvious problems, you can track the data, see improvements, and potentially identify more areas that can be optimized.06 IMPLEMENTING CNC AUTOMATIONThere are many ways CNC automation can be implemented on the shop floor. In most machines, automation technology is built-in, allowing you to work on the machine and the automation controls simultaneously.In other cases, and for manufacturers who want to automate machines currently on their shop floor, a custom automation solution can be implemented.Depending on the type of machine you’re looking to automate, certain types of automation will serve a different purpose and will match better with certain machines.Prior to implementing an automation solution, operators and other technicians need training not only on the ins and outs of the machines but also on the new technologies they’ll be using. For a turnkey multi-robot system or a load-and-go system, it’s important to have training on your machine’s new automation functionality.BAR FEEDERS are an entry-level automation solution for most Okumalathes in a low-mix, high-production manufacturing environment. Witha consistency of production, bar feeders can provide regular time andmaterial savings over the course of operations, bringing higher efficiencyand leading to cost savings.AUTOMATIC PALLET CHANGERS use stationary pallet stands and apallet transfer unit on the compact structure of a single-level storagesystem to provide flexibility and productivity in a minimal footprint. APCscan provide hours of unattended machining for vertical lathes, machiningcenters, and double columns. Choose from in-machine, single-level, ortower APC options.FLEXIBLE MANUFACTURING SYSTEMS seamlessly operate numerousmachines—even different models. FMSs are configured to manufacture avariety of parts and are able to adapt to changing levels of production.OKUMA GANTRY LOADERS don’t have as much flexibility as a roboticcell but are able to perform faster, with a moving headstock that allowsthe loader to enter the machine regardless of turret position. OGLs areperfect for Okuma lathes or grinders. A built-in solution for efficient partload, unload, and turnover, OGLs significantly increase productivity.PRE-KITTED AUTOMATION CELLS are preconfigured automationpackages that are easy to integrate, quick to implement, and designed for all machine tool categories.07 TYPES OF CNC AUTOMATION SOLUTIONSDepending on your shop floor’s needs, different types of automation solutions operate in different waysand at different levels of control. Explore all of the automation solutions that may benefit your shop floor:For more information about Okuma products, contact your local Okuma distributor or schedule an appointment to visit us at one of the following locations:Okuma America Corporation11900 Westhall DriveCharlotte, NC 28278P: 704.588.7000Partners in THINC12428 Sam Neely RoadCharlotte, NC 28278P: 704.587.6789The Okuma Technical Center at Hartwig Houston 10321 Regal Row Houston, TX 77040P: 713.749.9600The Okuma Technical Center at Morris Midwest 2400 Vantage Drive Elgin, IL 60124 P: 630.351.1901© 2023 Okuma America Corporation Contact your local distributor at /distributorsINDUSTRIAL AND INTEGRATED ROBOTICS are pre-engineered solutionsfor straightforward integration with configuration flexibility for specificapplications.COBOTS are a collaborative and customizable automation solution withprogramming, speed, safety settings, and intelligent features for insightsinto smart manufacturing.OKUMA’S ROID SERIES features Okuma’s robot offerings, ARMROIDand STANDROID. ARMROID is built into the machine tool to maintain andstreamline operations. STANDROID is a standalone robot package thatprovides multifunctional and efficient manufacturing on a compact footprint.Both products in the ROID series provide flexibility to innovate at youroptimal level of control.。
Okuma OSP Alarm Notifier说明书
Okuma OSP Alarm Notifier1Okuma OSP Alarm NotifierPrefaceThank you for downloading Okuma OSP Alarm Notifier. This application enables you to receive Okuma machine tool alarm messages via email along with a screen shot of the current state of the CNC controller. This application is one of many examples that showcase the power of the open architecture THINC CNC controller. To learn more about Okuma and the THINC CNC controller please visit Okuma’s web site at . Please take the time to read this document in full and in addition to this take the time to read and understand the Okuma machine manuals.License agreementDISCLAIMER OF WARRANTYALL THE COMPUTER PROGRAMS AND SOFTWARE ARE PROVIDED "AS IS" WITHOUTWARRANTY OF ANY KIND. MORRIS MIDWEST LLC MAKES NO WARRANTIES, EXPRESS OR IMPLIED,THAT THEY ARE FREE OF ERROR, OR ARE CONSISTENT WITH ANY PARTICULAR STANDARDOF MERCHANTABILITY, OR THAT THEY WILL MEET YOUR REQUIREMENTS FOR ANYPARTICULAR APPLICATION.THEY SHOULD NOT BE RELIED ON FOR SOLVING A PROBLEM WHOSE INCORRECT SOLUTIONCOULD RESULT IN INJURY TO A PERSON OR LOSS OF PROPERTY.IF YOU DO USE THEM IN SUCH A MANNER, IT IS AT YOUR OWN RISK.MORRIS MIDWEST LLC, AUTHOR AND PUBLISHER DISCLAIM ALL LIABILITY FOR DIRECT,INDIRECT, OR CONSEQUENTIAL DAMAGES RESULTING FROM YOUR USE OF THE PROGRAMS.UPON USING THIS SOFTWARE YOU AGREE TO THE ABOVE TERMS AND CONDITIONS2Okuma OSP Alarm NotifierINDEX1 SYSTEM REQUIREMENTS……………………………………………………..P41.1 Machine tool system requirments……………………………………P41.2 How to update .NET framwork………………………………………P41.3 How to update THINC API………………………...…………………P51.4 Installing the THINC startup service……………....................………P61.5 GMAIL (Google Mail)……………….……………...…………………P62INSTALLING THE APPLICATION.………..………..…………………………..P72.1 Running setup file………………………....................……………….…P72.2 Where is the application stored.……………………...…………………P83 USING THE APPLICATION……….…………………….……………………..P103.1 Starting the application………………………………………....………P103.2 Entering settings………………………………...........................………P113.3 Running the application………………………..........................………P143.4 Stopping and closing the application…………………...……...………P163.5 Errors and Logging…………………………………………......………P1734Okuma OSP Alarm Notifier1 System requirements1.1 M achine tool system requirementsOkuma OSP controllerP200L,P200LA,P200M,P200MA,P300L,P300S,P300M Windows software requirementsWindows XP Service Pack 3, Windows 7 Service pack 1 THINC API minimum versionTHINC API 1.15.0.0 and THINC Startup Service.NET framework .NET 4.0Google GMAIL account A valid GMAIL (Google Mail) account must be setupYou can register a GMAIL account at https:///Internet connectionA working high speed internet connection is required1.2 H ow to update .NET frameworkUpon running Alarm Notifier setup executable if the system software does not meet the.NET framework requirements the application will prompt you for permission to install.NET framework 4.0. Simply click on the checkbox for reading the and accepting the terms and license and click install.Once the installation is complete you will be required to reboot the machine5Okuma OSP Alarm Notifier1 System requirements continued1.3 H ow to update THINC APIFirst you will need to identify the current version of THINC API installed on the machine.You can do this by opening the taskbar on the machine’s controller by holding the control key (located on the control panel keyboard) down and then press the cancel keyOnce the task bar is opened click on the small API icon and this will open the API notifier that will show the version. Should the API require an update please contact your local Okuma distributor to order the latest versionOkuma OSP Alarm Notifier1 System requirements continued1.4 I nstalling the THINC startup serviceThe THINC startup service is a utility that comes with your Okuma API disc. The THINC startup service will automatically launch THINC API dependent applications only if theTHINC API is initialized. For information on how to install and use the THINC startupservice please read the THINC startup service manual (Okuma publication M911-08-0213-01) located on the THINC API disc.1.5 G mail (Google Mail)This application requires the use of a valid GMAIL (Google Mail) account. To register afree GMAIL account go to your preferred web browser and type GMAIL in the search oryou can navigate directly to the GMAIL site using this address https:///67Okuma OSP Alarm Notifier2 Installing the application continued2.1 Running the setup fileLocate the setup.exe file for the Okuma OSP Alarm Notifier and double click on the application to run it.After executing the setup application proceed through the setup prompts to install the application.8Okuma OSP Alarm Notifier2 Installing the application continued2.2 Where the application is storedDuring the installation of the application the installer will prompt you of the defaultinstallation directory. At this point you may choose a different directory or proceed with the default which is D:\Morris Midwest\Okuma OSP Alarm Notifier9Okuma OSP Alarm Notifier2 Installing the application continued2.2 Where the application settings are storedThe settings of the application are storedWindows XP : C:\Documents and Settings\Local Settings\Application Data\ Morris_Midwest\Okuma_OSP_Alarm_NotifierWindows 7: C:\Users\(Username)\AppData\Local\Morris_MidwestThe user config file is XML format and can be opened with a text editor such as WordPad or notepad; however modifications of the user config file is not necessary10Okuma OSP Alarm Notifier3 Using the application3.1 Starting the applicationTo start the application navigate to the start menu and programs\Morris Midwest\ Okuma OSP Alarm Notifier and click on the icon to run the application.Note: A shortcut is also created on the desktopOkuma OSP Alarm Notifier 3 Using the application continued3.2 Setting up the applicationOnce the application is open the screen should show like below.Click on the modify button to unlock the textbox fields11Okuma OSP Alarm Notifier3 Using the application continued3.2 Setting up the application continuedNext click on the settings tab and fill out your GMAIL account info. This will be theaccount the application uses to send emails from.Next check box which alarm class levels you wish to receive emails on and if you wantthe application to start monitoring at the startup of the application you can check the “runat startup” boxNote: If you want the application to auto start at machine startup please refer to theTHINC startup service manual for details12Okuma OSP Alarm Notifier3 Using the application continued3.2 Setting up the application continuedNext click on the main tab and fill out the email account you wish the notification to be sentto along with the subjectstating that the settings have been saved.1314Okuma OSP Alarm Notifier3 Using the application continued3.3 Running the application in monitor modeAfter all the settings are complete we can now place the application in monitor mode by clicking on the monitor button. This will minimize the application to the task bar. You can still display the application by navigating to the task bar and clicking on the applicationDuring monitoring if the application encounters a machine alarm that you wish to receive an email about the application will capture the current screen and send you an email with the screenshot attached as an attachment.Okuma OSP Alarm Notifier3 Using the application continued3.3 Running the application in monitor mode continuedBelow is an example of an email notification received from the application15Okuma OSP Alarm Notifier3 Using the application continued3.4 Stopping and closing the applicationTo stop the application monitoring simply click on the stop button or to close theapplication simply click on the close button1617Okuma OSP Alarm Notifier3 Using the application continued3.5 Errors and loggingAll application errors and events are tracked and logged. You can view the running log by simply clicking on the log tab. You can also view the history of logs by navigating to the application’s root directory and clicking on the log error.txt file。
大隈(OKUMA)OSP—U10/U100数控系统维修知识讲座第6进大隈(O..
大隈(OKUMA)OSP—U10/U100数控系统维修知识讲座第6进大隈(OKUMA)OSP—U10/U100中由PLC检测的报警信息说明技术讲垂?《i=啪舳数渲暴凌雅翱灏谭}痘第6讲大隈(OKUMA)0sP—ul0/U100中由PLC检测的报警信息说明南京太限北京分公司(1o0o04)孔昭永t尊蓍按}数控祝靡髀电气l故障磬盘纛磊肇鼓辣蕾摹蠢的馥肆l幢爿癌序箍辩)和桃撼控赦辟《击Pt,C的睡肆鞋冀程序蓓).藉走藁,_奉讲舟缚由n橙葑酶袅萄趣蕻照搬誊靖墓0考摩套凄毒薯曼争夺蠹垂执摩耋_搴对胃冉燕用删(uMAosP幕鲑蚂概摩豪失多睾碍变镱黯五整青黄,蒉戤噍谢碡标砖妊羲舞诬聱嗵鹰衡毽謦骚蕾1氧枯零簿鸯|舞辑斑0精警鲁矗辆辐应韵瘩摩处理矗瞌宥音瞽訾随着囊燕.值_铂瓣鹰聪氍生察遐供瓤簿捷蜃琏聪蔷蠹il也干巾教碡产生剪_原置是爹静多棒嚣,所逮富强糖棒一艇两舟缮j1囊謦.曼辔箍l耘薄镶辟据l韪符募庠努薪一,由PLC检测的报蕾信息的分类和显示格式1,报警信息的分类由PLC检测的报警信息可为4种类型,出现PLC报警时机床的状态以及报警出现后可运行的NC功能如下表所列报警出现后类别报警出现时的机床的状态可运行的NC功能在高于A类报警的NC报警出在故摩排脒并作”系现时.A类报警不能显示.A类报统复位(RESET)操A1700警出现时.NC进培轴f包括C方作以前,仅船作与显示~18式的主轴)碱建后停止运动.主轴有关的操作,机床不佳停转.辟却停止.屏幕上显示出报运行警号和报警信息在高于B类报警的A类报警出在故障捧障并作系B2700现时.B类报警不能显示.B类报统复位(RESET)操警出现时.NC完成当前程序殷的作以前.仅能作与显示~2899宿令后停止执行下一程序段.屏有关的操作.下一十程幕上显示出报警号和报瞢信息序段不能运行在高于C类报警出现时.即使它在报警解除前仅能c37O0已存在也不能显示,C类报警出现作与显示有关的操作,时NC继续执行加工程序到结束~3899新的加工程序不能运(M02指令).屏幕上显示出报警行号和报警信息在高于D类报警出现时.即使它操作面板上的所有D47O0已存在也不船显示.D类报警对机操作都能进行.报警原—4899床运行最有影响屏幕上显示出因解除前报警状态不撮瞢号和报警信息能复位2.各类报警的丑示格口口口口*******(报警号)(报警信息)二,常见的PLC报蕾信息和相应的故障处理方法PLC报警信息大多与机床的运行状态和错误的操作方法或参数设定有关,下面分类作简要的说明.46?避趣西窖倪供i{簟;I,与操作有关的PLC报警报警号}匣警信息故障挪位解决方莹l蜃急紧急停止按钮压排鲦l蜃急停止按钮压下蔼1700A 停止的故摩.复位后按”加电”按钮超出检查/更正系统参数的轴1701A行程极轴行程条1737A互镄1用正确的方击起曲主轴2747B控锎开件(开关)教有设置时起动主轴旋转旋转关出错A TC在系统还处于”手1740A手动方动单步刀具交换就切换到手动方式.结束单态时切换到MDI或步刀具交换操作式自动方式伺服在用手轮进行伺换刀臂服换刀臂调整时切将NC切换捌手动方式l舯2A后撤出伺服换刀臂手轮手轮操换到MDI或自动方作方式式操作方式刀库在刀库处于调整2720B处于调方式时切换蓟MD1撤出刀库调整方式或将整方式或自动方式NC切换到手动方式门互在防护门打开时2721B要在MDI或自动方美上防护门镄2式下运行程序刀库非A Tc循环时打不要在非手动方式时打2725B门开开刀库门开刀库门刀库旋刀库手动九打开2726B关上刀库手动门转綦止时禁止刀库旋转主旋在A TC单步操作4711D退出A TC单步操作转蓁止中綦止主旋转4712D进培在肌单步操作4713D轴运动中禁止进蛤轴运动退出A TC单步操作4714D羹止(相应于X/y,z轴)巍攮I凡(玲翻I2001年镣6期技术讲奎?2.与机床过载有关的PLC报警报警号报警信息故障部位解奂方法变压伺服电掉变检查伺服电源变压器及其薯1709A器超温压嚣过鹅度控嗣接点引出线是否断开主轴电机垃载缩检查切削条件.以厦主轴电机1719A电机过电器热接点聪是否正常.故障排陈后再使过载载开缩电器复位主釉主轴电机断检查切削条件.以厦主轴电机电机断1729A路器保护接点是否正常.故障排踩后再使新路路器韩开脱开嚣复位3.与主轴状态有关的PLC报警报警号报警信息故障部位解奂方法l738A主轴互镜2{{}刀按钮和柑检查主刀具是否刀网接通时禁止2748B刀具未夹紧夹鬟主轴旋转主轴互锁(变换挡完成信号检查主轴抉挡的机1739A械机构,换挡完成开关速未完成)断开及接线主轴驱动嚣主轴驱动器检查主轴驱动器V AC1750AV AC束准备好V AC或断电后再接通电源主轴速度溢主轴实际速度梭壹主轴驱动器1751A超过设定值到达出vAc/或主轴电机125%1752A主轴换挡齿换挡齿轮位置检壹主轴变速箱及换挡齿轮位置确认开2749B轮位置异常确认信号断开关及接线主轴刀具夹紧主轴刀具夹肇/幢查主轴箱中的刀具1760A孜捂信号异常放柑开关同时接通央鬟/放橙开关及接线4.与液压系统有关的PLC报警报警号报警信息故障部位解奂方珐藏压泵电机电机过载继检查藏压泵电机,灌压象172oA电器热接点聪以及袖辟是否正常.故障排过载开除后再燕过载继电器复位1730A渣压压力过藏压压力开检查液压压力开关,油4701D低关新开箱和袖路及接线灌压油过滤灌压袖过滤检查灌压袖,压力开关2702B 器堵塞器堵塞厦过滤嚣主轴橱滑回主轴润精回幢查润滑回油压力开2704B 袖过游善堵塞袖过漕器堵塞关,润打油及过话器主轴润打油主轴商打油检查橱打油压力开关2705A 过滤器堵塞过滤器堵塞耨精油及过滤嚣灌压电机ON灌压电机接通检查灌压电机控制电2751B命争已发出但回检捌异常路及接麓器着信号未接通灌压油面异藏压袖面正4703D检查灌压油箱油面常常信号新开5.与浔滑系统有关的PLC报警报警号报警信息故障部位奂方法润滑泵电机过载继电检查润}|泵电机,润柑泵1721A以及油路是否正常.故障捧电机过藏器热接点脱开除后再使过载缝电嚣复位闷滑泵电机接桶滑油通后的设定时问检查橱滑泵电机,润滑27∞B泵,润精油压力开*以及油压力异常1内润精油压力开路是否正常关仍投有接通执攮1人(拎翻I2001年第6秘(续)报警号报警信息故障部位奂方法润滑泵电机新澜打油开后的设定时间检查润滑油压力开关2701B压力异常2内润精油压力开及油路是否正常关仍挺有新开润滑油过润滑袖过滤嚣2703B检查润打油及过滤器漕器堵塞堵塞澜清电橱柑电机接通检查润滑电机控{目I电路2750B机ON检奇令已发出但回及接■善测异常答信号未接通润打油润滑幕坑压力清理润柑系统油路或油3701C压力异常2开关接道箱4702D掏精袖润滑袖面低于掭加蠢蒋油4708D面过祗规定要求轴润x轴润滑计教检查x轴掏iI计数开关4704D柑计数异常停止及接线6.与冷却和撵_l胃系统有关的PLC报警报警号报警信息故障部位解奂方法1722A冷却泵冷却泵1/2电机检查砖却泵1/2电机电机1/2过载继电器热接点及冷却录.捧除故障后复l723A 过载脱开位过载维电善1726A捧屑器排属器1/2电机检查捧餍嚣电机1/2电机1/2过载缩电嚣热接点厦排属器传动机构.捧除1727A 过载脱开故障后复位过载继电器2752B冷却幕却泵电机1/21/2电机ON接通命夸已发出但检壹砖却泵I/2电机2753B挎匍电路及接■器检测异常回答信号未接通2256B排属善正排屑器电机正/反检查排屑嚣正,反转电/反电机0转接通命々已发出2257B机控串I电路及接■器检溉异常但回答信号未接通冷却藏啼却{夔面氍于撬47∞D舔加净却藏面过幅定要求7.与刀库有关的PLC报警报警号报警信息故障部位懈提方挂刀库电电机过载继电器检查刀库电机及刀库1724A动机柯是否正常故障捧酵机过载热接点脱开后再使过载蛙电善复位刀库原点刀库在I号刀位时检查原点位置开关厦1731A 位置异常原点位置信号新开接线刀库停止刀库在停止状态时检查刀位计数开关厦1734A 位置库手在MDI或自动方式检查刀库手动『1关检37l0A 动门开没有美好刀库手动门涌开关或关好门刀库手动换刀臂位置不台将换刀臂移动到台适371lA操作禁止适禁止刀库旋转的位置.再旋转刀库刀库防在MD【或自动方用A TC单步方式关闭3712A护门未关式未关刀库防护门刀库防护门47技术讲毫?8.与自动刀具交换有关的PLC报蕾报瞢号报瞢信息故障部位解决方法交换臂停交换臂旋转位量检查交换臂麓转位1735A止位异常确认信号酐开置开关盈其位量主轴中有在A TC循环检壹检查主轴有状态1741A主轴无刀时主■中关盈按羹刀机构工柞刀是否正常.或取下主辅却有刀中的刀具刀库当前在A TC糖环检查检查刀具/刀套捆1742A刀库当前位置无刀据表.当前刀套号丑位量有刀刀库位置计数开关或时其中却有刀取下刀具刀库刀位捷不到目标刀套检查刀库传动机构1744A刀库位置计数开关和号检索错位置刀具/TJ套教据表1745A刀库当前执行M06指令时检查刀具/TJ套獭据表”盈交换臂麓转谊2746B位无刀刀库当前17A中,右位置捡位量控信号中有右位置检开关盈接蔼异常两个同时接通线空按臂旋交换臂麓转位量检查交接臂旋转位177oA转位量检蔼检的两个信号都置检的两个开关厦异常接通接缝刀厍上位/刀库上位/下位橙检查刀库上位/下位1771A下位检异童蔼信号都接通检开关厦接线1180A伺服换刀伺服换刀臂控制检查伺服换刀臂控1181A臂控制异常(PLC■)控制出错翻■伺服单元TI轴(PLC刀具传送装量控1183A檀壹TI■伺服单元轴)控制异常制出错指定的刀发出但在规定2825B到位超时时闻内未到选一开关位量9.与分度台或附加轴有关的PLC报蕾报警号报警信息故瘁部位■决方莹分度台放分度台放梧/夹觜检查分度台和救格1763A柽/央羹开关状态信号都接通夹羹开关厦接线异常附加轴1附加轴1(旋转1774A艘梧胰譬台)鼓橙/夹紧状态检壹旋转台和放梧/ 亮羹开关盈接线关异常信号都接最附加■2附加■2’旋转1775A敏橙/夹羹开古)放梧/亮羹状态检查麓转台和艘梧吏紧开关盈接鲢关异常信号都接最1O.与DNc—.B通讯有关的PLC报蕾报警号报警信息故瘁部位解决方莹DNo—B格误的DNC—B严格按机库管理卡1810A规格参数的规格参教的援定的配量进行规格参数设定情谩的设定DHC—BDNC--B初始化检查用于DNc_-P 1811A韧始化异常出格通信由白CCP董DC--B接孟DHC—B曩1812A冲嚣运行时CCP板检查用于Dc.P异{|通信的CCP工作不正常11.其他的PLC报蕾报t号报警信息故瘁部位解决方甚加电过程加电时序控■电检查用于■停控的1705AlOOms瑶时蕾电嚣和异常路轴控蕾电嚣防护『1开/防护门开/阳状杰检壹防护门开/闭揎11了2A闭状态控信号都接通开关厦接线异常电柜内羞度膏于幢查电柜最风庸.{膏37o0CcPU超羞60℃曩遘风孔过滤嚣(持续)(收瞢日期:20010124)枫攮I凡t拎如I2001年革6鞠。
OKUMA程序指令教程
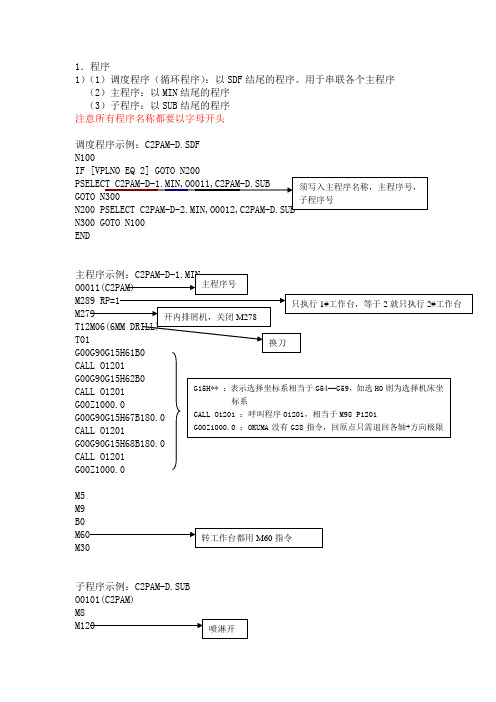
1.程序
1)(1)调度程序(循环程序):以SDF结尾的程序。
用于串联各个主程序(2)主程序:以MIN结尾的程序
(3)子程序:以SUB结尾的程序
注意所有程序名称都要以字母开头
调度程序示例:C2PAM-D.SDF
N100
N300 GOTO N100
END
M5
M9
子程序示例:C2PAM-D.SUB
O0101(C2PAM)
(VIISTE M3 PIIRILEVYPINTA)
X-217.27Y67.13
X-78.64
X-3.94
X122.96Y69.95
注意所有程序段中不能出现G80指令,否则主轴停转。
取消G81等循环指令直接用G01G00等模态指令。
2)程序内可以设定局部坐标系(可以旋转坐标系)
(1)G11 (2)格式:G11 X Y Z P (3)取消G10
3)常用指令(OUKMA 表述不一样的指令)
(1)M53 :指定点回归,循环指令前需用G71指定Z (2)M54 :R 点回归,相当于G99
(3)G84 :浮动攻丝
(4)G284 :同步攻丝(即刚性攻丝)
(5)M329 :主轴无刀互锁无效
(6)M334 :屏蔽换工作台,(MDI 方式下可设定工作台准备)
(7)M19 :主轴定位,M19 RS** 可主轴定位任意角度
注意:无论主轴无刀还是刀库刀位无刀都需先设定M329主轴无刀互锁无效,再进行换刀。
否则换刀不执行。
核奥达(HAD)E100门机控制器操作说明书

核奥达HAD门机控制器操作说明书-VVVF门机控制器操作说明:H100版以后(包括H100版)的门机变频器、面板控制模式和端子控制模式的设定是由变频器壳体上手动/自动开关来设定,开关放到手动即为面板控制模式;开关放到自动即为端子控制模式。
F11对于H100版以后的门机变频器不起作用,对于H100版以前仍然为0 —面板控制模式;2 —端子控制模式。
1. 安装工作程序1.1 安装注意事项1.1. 1 控制器设计安装于轿顶。
操作及安装时应小心,尤其不能有金属、水、油或其它异物进入门机控制1.1.2 不要将门机控制器安装于易燃材料上。
1.1.3在轿顶安装门机控制器时,一方面要保证面板能被良好的观察,另一方面要保证门机控制器的清洁。
1.1.4 在进行接线工作前,必须确保门机控制器电源至少已切断两分钟。
否则会存在电击或放电危险。
1.1.5门机控制器的接线必须由有专业资格的人员来完成。
1.1.6检查安全开关电路是否断开(急停)。
1.1.7 确保所有的电气部件都正确接地。
1.1.8 确认门机控制器有正确的电源电压。
1.1.9反复确认装置接线正确。
1.2 使用注意事项1.2.1 在布线过程中始终注意信号及控制线(弱电)与交流电源线、电机线(强电)之间保持一定距离,不要混在一起,避免造成干扰。
1.2.2 在轿厢启动前,控制系统必须给出关门指令,并且在轿厢运行过程中始终给出关门指令,避免门锁断开造成中途停车。
1.2.3 HdXX或HXXX(Hd4、H100等为软件版本号)为软件版本标志,“20. 00”—为可读入脉冲数,如遇软件版本升级,恕不再另行通知。
1.2.4 对于开关门控制信号输入必须使用无源触点,避免造成门机变频器损坏或工作不正常。
1.2.5 在使用前必须仔细阅读本说明书。
2.产品介绍2.1 工作环境2.1.1 使用在无尘埃、腐蚀性气体、可燃性气体、油雾、水蒸气的环境中。
2.1.2 温度:-10℃~+40℃。
多邦E100图书馆管理系统说明书(2)
目录1管理平台的使用 (6)1。
1系统登录 (6)1.2图书馆管理系统工作平台 (6)2用户管理 (8)2。
1用户管理 (8)2。
2权限分配 (9)3读者管理 (9)3.1登记读者部门 (10)3。
2登记读者 (10)3.3注销读者 (10)3。
4删除读者 (10)3。
5读者统计 (11)4图书馆 (11)4。
1馆务 (11)4.1。
1书库设置 (11)4.1。
2开馆时间 (12)4。
1。
3最新书目管理 (12)4。
1。
4推荐书目 (13)4.1。
5推荐书目管理 (13)4。
1。
6图书馆人员管理 (13)4。
1.7培训情况管理 (13)4。
1。
8图书馆设备管理 (14)4.2采购 (14)4.2.1征订申请 (14)4.2.2征订管理 (15)4。
2.3总括单登记 (15)4。
2。
4总括统计 (15)4.3编目 (16)4。
3。
1音像制式 (16)4.3。
2图书编目 (16)4。
3.3题录类别 (18)4.3.4期刊题录 (18)4.3.5音像题录 (19)4。
3.6期刊装订 (19)4。
3。
7期刊淘汰 (20)4.3。
8过刊拆刊 (21)4。
3。
9校对 (22)4。
3。
10调配 (22)4。
3。
11删除 (23)4.3。
12破损 (23)4。
3。
13注销 (24)4.3。
14条码更换 (25)4。
3。
15入库明细 (25)4。
3.16破损明细 (25)4。
3。
17注销明细 (26)4.4流通 (26)4。
4.1借阅规则 (26)4.4.2借阅设置 (27)4。
4.3借阅 (28)4.4。
4归还 (28)4.4.5续借 (28)4。
4。
6预约 (29)4。
4。
7预约管理 (30)4。
4.8超期汇总 (30)4.4。
9借阅查询 (31)4。
4。
10流通查询 (31)4。
4.11图书流通史 (32)4.4。
12读者借阅史 (32)4.4.13图书流通排行榜 (32)4。
4.14读者借阅排行榜 (33)4.4.15流通率统计 (33)4.4。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
轻松数控网/CNC 系统OSP-E100OSP-E10MacMan使用手册(第6版)Pub No. SC34-008-R6 Mar. 2003安全注意事项安全注意事项以IGF功能为特色的NC单元装备有多种安全装置在机床运行过程中出现无法预料的意外事故时可以保护人和机床免于发生危险然而不正确的使用功能会导致严重的意外事故和伤害为了避免这些意外事故请仔细阅读本手册和相关的手册以便能正确地使用IGF功能在使用IGF功能的时候需要特别注意下列指出的要点一定要阅读这份资料并遵循里面的指导下列的警告和附装在机床罩上的警告标识仅是那些我们能预知的危险要注意它们不包括所有可能的危险1.该手册的阅读须知本手册只提供与IGF功能有关的信息除了本手册与机床和NC单元的操作参数报警/错误维护等有关的手册也予以提供在实际使用IGF功能或运行一个由IGF功能产生的NC程序之前须阅读这些手册2.使用须知2-1.起动IGF功能起动IGF功能之前打开电源并且选择操作模式的细节参考关于机床操作和NC单元的手册严格地遵守这些手册中的警告2-2.使用IGF功能时的操作当使用IGF功能的时候如果有任何报警和错误产生确定它的准确性质请参考本手册以及与报警和错误有关的手册以便采取纠正措施安全注意事项2-3.运行由IGF功能产生的NC程序(1)在运行一个由IGF功能产生的NC程序执行实际加工之前要使用IGF功能的模拟功能验证操作(2)没有经过验证的操作决不能运行一个由IGF功能产生的NC程序执行实际加工要先执行无工件状态下运行程序并确认没有干涉然后在单程序段模式下切削工件如果没有发现问题才可以开始自动操作(3)执行包括主轴转动或轴移动在内的操作前要确认安全性(4)在机床操作时决不接触机床的移动部件切屑或工件(5)检查刀具补偿数值(6)检查零点偏置数值(7)确定机床操作面板上的所有倍率设定值被设定成100%必要时使用比较低的倍率(8)如果使用有护罩的机床在开始运行之前一定要关闭护罩任何安全护罩被拆卸后不要操作机床(9)在刀具夹头夹具等的运行过程中仔细检查创建程序中规定的主轴速度进给率横向进给等都在容许范围内3.结束加工(1)一结束加工就清扫机床周围(2)将所有装置返回到它们的预定回退位置(3)在离开之前一定把机床的电源关闭(4)在关闭电源之前必须要退出IGF功能(5)关闭电源时首先关闭操作面板上的加电开关然后关闭主电源断路开关4.当执行维护检查时/当故障发生时(1)为执行紧急停止要按操作面板上的紧急停止按钮(2)要咨询负责维护的人员决定需要采取的纠正措施(3)报警或故障发生后在和服务中心联系之前写下被显示的所有相应的报警和错误信息(4)维护检查或解决故障期间在采取纠正措施之前仔细地阅读本手册和有关报警/故障机床和NC单元的操作参数等手册严格地遵守这些手册中给出的警告安全注意事项5.手册中使用的符号下列各项警告指示符号为的是引起对特别重要信息的注意要仔细阅读并遵守有这些符号的指示表示一个紧急的危险如果不设法避免将会造成死亡或严重的伤害表示危险如果不设法避免将会造成死亡或严重的伤害表示危险如果不设法避免可以造成较小的伤害或设备损坏表示操作或使用的注意事项非常感谢购买我们的数字控制装置在使用这个NC装置(以后简称NC)之前要充分地阅读本手册以保证正确使用本手册说明应该如何使用并且维护NC以便长期的充分发挥它的性能和维持精确度一定要对本手册中指出的警告予以特别的注意要仔细地阅读而且在操作NC之前一定要完全理解显示屏幕NC显示幕屏随选用的NC规格而改变因此本手册中显示的屏幕与你的NC上显示的那些屏幕可能不完全相同第1章MacMan (1)1. MacMan提供实时的产品状态信息 (1)2. MacMan大量削减停机时间 (3)3. 屏幕转换图 (3)第2章MacMan主屏幕 (4)1. 加工状态 (5)2. 最近的加工报告 (6)3. 调整工件计数数值 (7)4. 变更非运行状态的原因 (8)第3章显示报告信息 (10)第4章显示加工报告 (13)1. 每日加工报告(今天) (13)2. 每日加工报告(前一天) (15)3. 周期加工报告 (16)4. 输出到软盘 (17)第5章运行报告 (18)1. 每日运行报告(今天) (18)2. 每日运行报告(前一天) (19)3. 周期运行报告 (20)第6章运行历史记录 (22)1. 每日运行历史记录(今天) (22)2. 每日运行历史记录(前一天) (24)第7章故障检修信息 (25)第8章报警历史记录 (26)1. 显示报警历史记录 (26)2. 变更记录的报警级别 (27)第9章操作历史记录 (28)1. 操作面板 (28)第10章参数设定 (31)1. 报告数据 (32)2. 输出数据 (34)3. 初始化 (37)第1章 MacMan 第1章MacMan在要解决的多种问题中MacMan主要是通过关注下列问题而得到不断完善•为改进机床刀具和其他生产设备的运行效率我们应该做些什么•为缩短产品输出的交付周期我们应该做些什么为了成功地实现向多品种小批量生产和可变批量的生产型转换较高的运行效率和较短的交付周期都是关键课题MacMan 将会为找到这些课题的解决方案提供必需的信息1.MacMan提供实时的产品状态信息如果想更有效地使用生产设备首先要采取的步骤一定是找到实际的运行效率在这里术语找到不意味着是看见它还包含数字化信息处理同样地要缩短交付周期一定要找到生产进展状态如何找到实际的状态是提高效率的第一个步骤MacMan可收集和输出生产实际状态的连续变化•它将实际状态输出到NC屏幕操作者通过监视实际状态可以在生产现场进行改进•它将实际状态输出到MS-DOS格式软盘可以使用个人计算机进行生产现场管理(1)加工报告显示所选择的每一个主程序的工作进展状态EIOSPKKU1003R01第1章 MacMan (2)运行报告运行状态显示在条线图中EIOSPKKU1001R01 (3)运行历史记录运行状态显示在时间图中EIOSPKKU1002R01第1章 MacMan 2.MacMan大量削减停机时间准确的理解故障状况是准确的故障检修和快速恢复机床运行的关键使用MacMan 能得到故障检修所必需的信息输出到MS-DOS格式软盘上•如果将信息输出到软盘它可以由你自己或Okuma服务技术人员用个人计算机来进行分析3.屏幕转换图EIOSPKKU1004R01第2章 MacMan主屏幕第2章MacMan主屏幕EIOSPKKU2001R01第2章 MacMan主屏幕1.加工状态(1)在屏幕上由开始指示一个程序是否已经被选择由运行中指示一个程序是否已经被执行以上说明的状态指示区域在所有屏幕上是通用的()EIOSPKKU2002R01第2章 MacMan主屏幕2.最近的加工报告(1)最近的加工报告被显示(最多16个主程序)•主程序已经被选择的主程序文件名•开始日选择主程序的日期[年/月/日]•开始时间选择主程序的时间[小时分钟秒]•加工数目M02或M30指令已经执行的次数在机床锁定模式和试运行模式(NC车床)状态下执行的M02或M30指令不被计数•运行中 %机床运行时间相对电源接通时间的百分比[%](运行中 % = 机床运行时间[运行时间] / 电源接通时间[加电时间] X 100)•加电时间向NC供电的电源已经接通的时间长度[小时分钟秒](主程序已经被选择的时间长度)•运行时间主程序已经执行的时间长度[小时分钟秒]•切削一个以切削进给率移动的轴的时间长度[小时分钟秒]在机床锁定模式或试运行模式(NC车床)下一个以切削进给率移动的轴的移动时间长度不被计算•循环时间加工一个工件所接通电源的时间长度[小时分钟秒/件](循环时间= 电源接通时间[加电时间]/工件次数[加工数目])•加工时间加工一个工件所用的运行时间长度[小时分钟秒/件](加工时间 = 运行时间 [加电时间]/工件次数[加工数目])(2)按右或左光标键报告的项目会向右或左滚动(1项/光标键操作)注意主程序不改变第2章 MacMan主屏幕3.调整工件计数数值如果在加工报告中记录的机床加工的零件数目与实际数目不符可以纠正报告数据举例来说当总数中包括试切件的时候可以增加(+1)零件数相反的当发现次品工件时可以减少(-1)数纠正数目时使用箭头键移动光标到你想增加或减少报告数据的[+1]或[-1]按钮处然后按WRITE键如果这一页不包括要被纠正的数据则从报告信息屏幕选择需要的报告EIOSPKKU2004R01第2章 MacMan主屏幕4.变更非运行状态的原因当前的原因是设定正在进行中现在开始维护原因必须因此而改为维护EIOSPKKU2005R01第2章 MacMan主屏幕(1)非运行状态的原因MacMan提供5类非运行状态的原因•其中工装准备在关停机床执行设定变更的时候选择这一个理由(做设定变更的时候没有关停机床叫其后工装准备)•操作员离位一个操作者通常照顾两台或更多的机床当必须去另外一台机床的时候选择这个理由•待机如果工件切削刀具和/或工件夹具还没准备好或没有被准时提供给机床在它们全部被提供之前机床将不能够操作如果机床必须在这些状态停止选择这个理由•机床维护如果机床由于维护而必须停止选择这个理由•其它如果机床由于非以上原因而必须停止选择这个理由(2)手动变更原因如果你想变更非运行状态的原因则按功能键[非运行理设定](F1)并且输入要选择原因的标题码号举例说在你开始维护之前将理由变为维护•在按功能键[非运行理设定](F1)之后如果你不想变更理由只需按写入键而不键入代码号•当机床正在运行的时候能够变更非运行状态的原因如果你必须在机床运行的时候离开去照顾其他的机床你可以在离开机床之前将原因变为操作员离位(3)自动变更原因MacMan 能自动地决定非运行状态的原因如果你选择其中工装准备作为原因在机床连续运行的时候你不需要变更原因•类似由于变更工件和清除切屑造成的普通非运行状态被归类到其中工装准备•假设没有变更原因而离开机床当无人值守机床的时候从NC操作面板上没有一个按键被操作的周期长于参数设定的时间的事实NC会辨认到此状态并自动地将原因由其中工装准备变更到操作员离位•如果操作者返回机床非运行的原因已经被变更为操作员离位从NC操作面板上的一个按键被操作的事实NC辨认出操作者已经回到机床然后自动地把原因转变回其中工装准备•如果非运行状态的原因是待机机床维护或其它自动变更功能无效如果机床由于这些原因必须被停止则用手动变更原因当机床重新起动时再手动变更非运行状态的原因初始的参数设定使 NC 不能自动地变更非运行状态的原因为了使NC自动地变更原因选择参数设定模式下的加工管理参数在下列参数中设定需要的数据•非运行理由自动决定(0=NO1=YES)0(No)•操作工离位判定时间(hh:mm:ss)00:20:00(20 minutes)第3章显示报告信息第3章显示报告信息EIOSPKKU3001R01按功能键[F1][F2]或[F3]相应的加工或操作报告屏幕被显示加工报告该报告显示每一个被选择主程序的进展程序进展报告•主程序已经被选择的主程序文件名•开始日选择主程序的日期[年/月/日]•开始时间选择主程序的时间[小时秒]•加工数目M02或M30指令已经执行的次数在机床闭锁模式和试运行模式(NC车床)下执行的M02或M30指令不被计数•运行中%机床运行时间相对电源接通时间的百分比[%](运行中 % = 机床运行时间[运行时间] / 电源接通时间[加电时间])•加电时间向NC供电的电源已经接通的时间长度[小时分钟秒](主程序已经被选择的时间长度)•运行时间主程序已经执行的时间长度[小时分钟秒]在机床闭锁模式或试运行模式(NC车床)下主程序被执行的时间长度不被计算第3章显示报告信息•切削一个以切削进给率移动的轴的时间长度[小时分钟秒]在机床锁定模式或试运行模式(NC车床)下一个以切削进给率移动的轴的移动时间长度不被计算•循环时间加工一个工件所接通电源的时间长度[小时分钟秒/件](循环时间= 电源接通时间 [加电时间]/工件数)•加工时间加工一个工件所用的运行时间长度[小时分钟秒/件](加工时间 = 运行时间 [加电时间]/工件数)运行报告报告显示机床的运行状态机床运行报告•加电时间向NC供电的电源已经接通的时间长度[小时分钟秒](加电时(运行中) = 运行中 + 非运行)•运行时间主程序被执行的时间长度在机床锁定模式或试运行模式(NC车床)下主程序被执行的时间长度不被计算(运行时间 =切削 +非切削)•切削一个以切削进给率移动的轴的时间长度[小时分钟秒]在机床锁定模式或试运行模式(NC车床)下一个以切削进给率移动的轴的移动时间长度不被计算•非运行时间主程序没有被执行的时间长度(非运行 = 其中工装准备 + 操作员离位 + 待机 + 机床维护 + 其它)•其中工装准备非运行时间的组成部分由于设定正在进行中机床没有运行•操作员离位非运行时间的组成部分由于没有操作者机床没有运行•待机非运行时间的组成部分由于等待用于加工的工件机床没有运行•机床维护非运行时间的组成部分机床由于维护没有运行•其它非运行时间的组成部分由于其他没有归入上述项目类别的原因机床没有运行•主轴旋转时间主轴已经旋转的时间长度在机床锁定模式下主轴已经旋转的时间长度不被计算•外部输入时间一个外部输入的信号已经接通的时间长度•报警发生时间NC已经处于报警状态(报警A报警B报警C)的时间长度第3章显示报告信息运行历史记录运行历史记录使用10分钟间隔的时间图表显示机床的运行状态(ON/OFF)机床历史记录•加电时间向NC供电的电源已经接通的时间长度•运行时间主程序被执行的时间长度在机床锁定模式或试运行模式(NC车床)下主程序被执行的时间长度不被计算•切削一个以切削进给率移动的轴的时间长度在机床锁定模式或试运行模式(NC车床)下一个以切削进给率移动的轴的移动时间长度不被计算•非运行时间主程序没有被执行的时间长度•其中工装准备非运行时间的组成部分由于设定正在进行中机床没有运行•操作员离位非运行时间的组成部分由于没有操作者机床没有运行•待机非运行时间的组成部分由于等待用于加工的工件机床没有运行•机床维护非运行时间的组成部分机床由于维护没有运行•其它非运行时间的组成部分由于其他没有归入上述项目类别的原因机床没有运行•主轴旋转时间主轴已经旋转的时间长度在机床锁定模式下主轴已经旋转的时间长度不被计算•外部输入时间一个外部输入信号已经接通的时间长度•报警发生时间NC已经处于报警状态(报警A报警B报警C)的时间长度(1)你可以将报告信息输出到软盘•只需按功能键](F6)目前显示在屏幕上的操作报告就会输出到软盘缺省的设MacMan参数设定这些参数是工厂设定的以便将日期输入文件名中第4章显示加工报告第4章显示加工报告1.每日加工报告(今天)EIOSPKKU4001R01(1)今天选择的每个主程序的加工结果按主程序被选择的先后[开始时间]显示•第一页的第一行显示目前选择的主程序的加工结果•在该屏幕被转换到加工业绩屏幕时加工业绩(今天)屏幕被显示EIOSPKKU4002R01第4章 显示加工报告(2)加工报告由主程序文件名和九个项目所组成显示主程序的进展 因为显示屏一行能显示主程序文件名和四个项目使用左和右光标键滚动屏幕显示其他项目 注意即使显示的项目被滚动主程序文件名仍显示在原来的栏目EIOSPKKU4003R01(3)加工报告显示屏幕每页可显示16个主程序的信息 如果一天中你选择的主程序已经超过16个按翻页键显示其它页EIOSPKKU4004R01第4章显示加工报告2.每日加工报告(前一天)EIOSPKKU4005R01(1)前一天所选主程序的加工结果按选择顺序显示最后选择的在顶部[开始时间]•前一天的期限不一定意味着昨天它指的是NC被操作的最后一天假如NC已经被停止两天前一天指的是在今天之前的第三天•光标键和翻页键的功能和它们在加工业绩(今天)屏幕中使用时一样EIOSPKKU4006R01第4章显示加工报告3.周期加工报告EIOSPKKU4007R01(1)到今天为止被选择的每个主程序的加工结果按选择的先后顺序[开始时间]显示•第一页的第一行显示目前被选择主程序的加工结果•在此报告中每页最多显示16个主程序的加工报告•如果选择主程序的总数超过13个报告在后续页给出可按光标键或翻页键搜寻光标键和翻页键的功能和它们在加工业绩 (今天)屏幕中使用时一样(2)周期加工报告最多能够储存91个主程序的加工结果信息包括目前被选择的主程序•如果存储器已经储存了91个主程序的加工结果信息选择一个新的主程序会使已储存的91个主程序中最旧的主程序的加工结果信息被删除取代它的是最新选择的主程序的加工报告•从周期加工报告中摘取开始日为今天的主程序加工报告创建为加工报告(今天)•从周期加工报告中摘取开始日为前一天的主程序加工报告创建为加工报告(前一天)第4章 显示加工报告4.输出到软盘你可以把显示在屏幕上的加工报告输出到软盘来加以保存(1)在软盘驱动器中插入一个MS-DOS 格式的软盘显示在屏幕上的加工报告输出到软盘EIOSPKKU4008R01(2)只需按功能键](F6)显示在屏幕上的加工报告就会输出到软盘缺省的设备名和文件名可以被参数设定模式下显示的MacMan 参数设定•设备名加工报告输出到缺省设备中设定的设备缺省设备名称的初始设定是FD0因此输出加工报告到一个在FD0中设定的软盘你不须设定输出设备名•输出文件名加工报告输出到软盘被给定的文件名由参数设定模式下显示的MacMan 参数缺省文件设定缺省设备名称的初始设定是如果今天是1999年4月12日而以前的日期是1999年4月07日被给定的实际文件名称是(3)如果你把加工报告输出到软盘(MS-DOS 格式)它以文本文件模式输出参考第19章输出文件•如果报告信息以文本文件输出它可以被字处理软件显示和分析每日加工报告文件DW*Y*M*D.TXT 周期加工报告文件TW*Y*M*D.TXT每日加工报告(今天)DW990412.TXT 每日加工报告(前一天)DW990407.TXT 周期加工报告TW990412.TXT第5章 运行报告第5章运行报告1.每日运行报告(今天)EIOSPKKU5001R01(1)显示今天的机床运行报告转换到每日运行报告屏幕时运行业绩(今天)屏幕被显示EIOSPKKU5002R01NC[%]NC第5章运行报告2.每日运行报告(前一天)EIOSPKKU5003R01(1)显示前一天的机床运行报告前一天的期限不一定指昨天假如NC 在被停止二天之后打开前一天的意思是指今天之前的第三天[%]EIOSPKKU5004R01第5章 运行报告3.周期运行报告EIOSPKKU5005R01(1)显示到今天为止的周期内总的运行时间EIOSPKKU5006R01NC[%]NC第5章运行报告(2)周期运行报告的运行时间在运行报告上显示的每个项目的运行时间是从运行报告最后被清除的那天起计算的累计时间NC在设定为清除日期的那一天被打开的时候周期运行报告被清除而且运行时间从0开始累计•周期运行报告清除日期在参数设定模式下显示的MacMan参数中设定•在操作报告清除日设定的那一天第一次对NC执行接通电源的操作时周期运行报告被清除报告不能被随后的电源接通操作清除•确定操作报告清除日设定的日期不是节假日只有NC在预先设定的报告清除日期被打开的时候运行报告才不被清除例设定周期运行报告清除日期•把周期运行报告用作每周报告将操作报告清除日设定为下一个星期的星期一 (如果星期一是节假日设定为星期二)•把周期运行报告用作每月报告将操作报告清除日设定为下一个月的第一天(如果第一天是节假日设定为第二天)•为收集改进操作的结果将时间设定为改进准备已经完成的次日第6章运行历史记录第6章运行历史记录1.每日运行历史记录(今天)EIOSPKKU6001R01(1)机床一天(今天)的运行状态显示在时间图表里机床(ON/OFF)的运行状态每10分钟被检查一次而且检查的结果用时间图表显示在屏幕上NCEIOSPKKU6002R01第6章运行历史记录(2)每页显示五个小时的运行历史记录要显示屏幕时区以前或之后的历史记录用左和右箭头光标键把光标定位在[<<][<][>][>>]按WRITE4114EIOSPKKU6003R01第6章运行历史记录2.每日运行历史记录(前一天)EIOSPKKU6004R01(1)机床一天(前一天)的运行状态显示在时间图表里机床(ON/OFF)的运行状态每10分钟被检查一次而且检查的结果用时间图表显示在屏幕上•前一天的期限不一定指昨天假如NC 在被停止二天之后打开前一天的意思是指今天之前的第三天•每页显示五个小时的运行历史记录此显示可以用左和右光标键滚动以察看其他运行时间的历史记录你可以用10-1.运行履历(今天)中说明的相同方法滚动屏幕NCEIOSPKKU6005R01第7章 故障检修信息第7章故障检修信息EIOSPKKU7001R01(1)在TROUBLESHOOTING INFORMATION 屏幕根据你想要调用的功能按功能键(F1)至(F6)帮助你检查和故障检修的信息会被显示•检查报警发生的时间和性质报警履历•检查报警发生的时间和涉及的操作类型操作履历a.[报警履历](F3)报警历史记录显示在屏幕上当每一个报警发生时识别报警的数据被记录-日期时间报警号报警码和报警字符串可以向软盘输出报警历史记录b.[操作履历](F4)屏幕显示两种操作历史记录操作历史记录也能输出到软盘(2)你可以把故障信息输出到软盘•只需按功能键](F6)故障信息就输出到软盘 目前显示的信息被输出 设备名和文件名在参数设定屏幕中设定根据发货时所做的设定日期被输入到文件名OPERATING PANEL 已经被按下的NC 面板键I/O 信号输入/输出信号的ON/OFF 状态。