Rubber Keypad材料
Rubber Keypad材料
第二章 Rubber Keypad材料Rubber Keypad的原材料主要為硅橡膠, 另還有硫化劑色劑和硅油等附加成分.一. 硅橡膠.硅橡膠即聚硅酮橡膠(Silicone Rubber), 它是一种分子鏈兼具無机和有机性質的高分子彈性材料. 柔軟且透明, 具有較好的抗疲勞強度和抗撕裂強度.(一). 硅橡膠的合成.合成工藝路線.CH3線狀)||CH3 ( Si? Cl|CH31. 單体合成.硅橡膠的單体為二甲基二氯硅烷 , 目前制取二甲基二氯硅烷的工藝路線普遍是以氯甲烷及硅粉在氯化亞銅催化劑作用下一步直接合成, 生成甲基硅烷混合物, 經精餾提純得產品二甲基二氯硅烷.CH3|CH3 CH3 CH3−Si−Cl Cu | | |Si + CH3Cl Cl(Si(Cl + CH3( Si(Cl 精餾 CH3300~320︒C | |CH3 CH3 CH3|Cl− Si−Cl|CH32. 水解, 聚合二甲基二氯硅烷經水解后成環狀硅氧聚合物, 再經催化劑催化作用, 形成線性的硅氧聚合物, 即硅橡膠.CH3 CH3 CH3 CH3| 水解 | 水洗 | Cat |Cl( Si(Cl ? Si (O?n (環狀) + HCl ? Si(O?n (環狀) --[-Si(O?n (線狀)| | -HCl | |CH3 CH3 CH3 CH3(二). 硅橡膠的結构和主要性能.1. 硅橡膠的結构:CH3|硅橡膠的化學結构式為: ? Si (O?n|CH3(1). 由分子式看, 硅橡膠的主鏈均由Si(O 組成,鍵角為109~160(,其結合距离大, 電子密度小, 故鏈內旋轉較易, 呈現出良好的柔軟性, 也造成透气,透油等特性.(2). 由于Si(O的燃燒值106Kcal/mol, 所以硅橡膠具有良好的耐熱性(熱光分解穩定性)和耐候性.(3). Si(O的燃燒熱(結合力)大 ,使硅橡膠對化學藥物的不活潑性增加,但由于δ+δ+δ+三Si(O(Si三(分极), 使酸鹽較易切斷硅橡膠的分子鏈,故其耐化學藥品性較差 .(4). 由于硅橡膠為無机物主骨格构造, 使其具有較好的硬度.并且在受熱時分解為SiO2產物, 故有較好的難燃性和絕緣性.2. 硅橡膠的主要特性.(1). 物理机械性能:(2). 電气性能(二). 硅膠類型.1. 硅膠按生產地域可分為兩大系統: 日本系統和歐美系統.日本系統材料較為粘手, 但成型性能較好.歐美系統材料較不粘手, 但成型性能稍差于日本系統.2. 硅膠按其分子結构和性能不同可分為以下四大類:(1). 二甲基系 (發展初期)CH3 CH3 CH3| | |?O(Si(O(Si(O(Si(O?n| | |CH3 CH3 CH3(2). 甲基-乙烯基系 : 該系對硅膠強度及壓縮永久變形量方面進行了改良.CH3 CH3| |?O(Si(O(Si(O?n| |CH3 CH=CH2(3). 甲基-苯基-乙烯基系: 該系具有良好的耐寒性,耐放射性.C6H5 CH3 CH3| | |?O(Si(O(Si(O(Si(O?n| | |CH3 CH3 CH=CH2(4). 甲基-氟化烷基-乙烯基系: 其特性為耐油, 耐溶劑性.CH3 CH3 CH3| | |?O(Si(O(Si(O(Si(O?n| | |C2H4 CH3 CH=CH2|CF3(三) . 應用.由于各种品牌的硅橡膠質量參差不齊, 為保証質量, 我們現階段指定 Shinetsu (信越),Dow Corning (道康宁),Toshiba(東芝)三种品牌,而我們keypad供應商大多使用信越原料(Shinetsu).常見的硅膠硬度有40(, 50(, 70(, 80(. 硬度越高, Keypad手感越好.但硬度太高會影的壽命. 硬度越低, 相應成形后的keypad越軟,手感較差 , 且key与塑膠孔位摩擦力會增大, 易造成Jamkey. 故此,我們一般要求材料硬度為60(5(.為達到我們的要求,供應商現最常使用信越品牌的KE971U(硬度70()和KE951U (硬度50()硅膠各一半混合調配成60(硅膠, 而不直接采用KE961U(硬度60()硅膠.這是因為KE961U的成型性能較差, 成型后較脆, 導致脫模時較易撕裂.現將KE971U, KE961U, KE951U特性列表如下:二. 架橋劑 (硫化劑).硫化劑作用為在硅膠中与硅膠分子發生交聯反應, 改變分子鏈結构而改變生膠性能,使之在一次硫化時能夠良好成型.(一). 反應過程.硫化劑用量的多少會影硫化反應速率的快慢, 常用配比為100:0.5,其反應主要為以下几种:1. 架橋反應. (-1)| | | |(Si(CH3 +CH3(Si( (Si(CH2 + CH2(Si( (C-2以此反應為优先反應).| | | |2. 架橋反應(-2) OR| | | || |(Si(CH=CH2 + CH3(Si( (Si(CH2CH2CH(Si( (C-8以此反應為优先反應).| | | |(二). 分類.硫化劑有多种形態及物態, 但其作用相同. 我們常用的硫化劑為信越C-8和 C-2. 各种類硫化劑和用途列表如下:含有金鹽.三. 色母.加入色母, 以達到我們要求的Keypad顏色. 現主要為Toshiba及信越色母.四 . 硅油.Rubber Keypad Research Report 主要為羥基硅油, 為無色或黃色透明油狀物, 是一种低分子有机硅化合物. 它是一种硅橡膠結构控制劑,可簡化硅膠加工工藝, 改善加工性能, 防止膠料發生結构性變硬. 但由于硅油為一种中性物質, 本身不發生化學反應,在Keypad成形后也會以原狀態存在Keypad中; 而Keypad使用過程中, 硅油會滲透或揮發出產品表面,影電子產品的導電性能, 因此我們的產品對硅油含量有嚴格的規定,即成品中其含量必須低于2.5%含量.。
按键设计经验规范

按键设计经验规范07.9.2009 in 手机结构设计by admin按键设计1,导航键分成4个60度的按键灵敏区域,4个30度的盲区,用手写笔点按键60度灵敏区域与盲区的交界处,检查按键是否出错,具体见附图2,keypad rubber平均壁厚0.25~0.3,键与键间距离小于2时,rubber必须局部去胶到0.15厚度,以保证弹性壁的弹性3,keypad rubber导电基高度0.3 ,直径φ2.0(φ5dome),直径φ1.7(φ4dome),加胶拔模3度4,keypad rubber导电基中心与keypad外形中心距离必须小于keypad对应外形宽度的1/6,尽量在其几何中心5,keypad rubber除定位孔外不允许有通孔,以防ESD6,keypad rubber与壳体压PCB的凸筋平面间隙0.3,深度间隙0.17,keypad rubber柱与DOME之间间隙为08,keypad dome接地设计:(1).DOME两侧或顶部凸出两个接地角,用导电布粘在PCB接地焊盘上(2).DOME两侧凸起两个接地角,翻到PCB背面,用导电布粘在是shielding或者接地焊盘上(不允许采用接地角折180压接方式,银浆容易断9,直板机key 位置的rubber比较厚,要求key plastic部分加筋伸入rubber,凸筋距离dome 0.5,凸筋与rubber周圈间隙0.0510,翻盖机键盘间隙(拔模后最小距离):键与键之间间隙0.2,导航键与壳体间隙0.15,独立键与壳体间隙0.12,导航键中心的圆键与导航键间隙0.111,直板机键盘间隙(拔模后最小距离):键与键之间间隙0.2,导航键与壳体间隙0.2,独立键与壳体间隙0.15,导航键中心的圆键与导航键间隙0.112, 键盘唇边宽与厚度为0.4X0.413,数字键唇边外形与壳体避开0.2,导航键唇边外形与壳体避开0.314,keypad键帽裙边到rubber防水边≥0.515,键盘上表面距离LENS的距离为≥0.4mm16,数字键唇边深度方向与壳体间隙0.05,导航键深度方向与壳体间隙0.117,按键与按键之间的壳体如果有筋相连,那么这条筋的宽度尽量做到2.5mm以上,以增强按键的手感,并且导航键周围要有筋,以方便导航键做裙边18,钢琴键,键与键之间的间隙是0.20MM,键与壳体之间的间隙是0.15MM,钢板的厚度是0.20毫米。
手机按键结构设计

手机按键结构设计默认分类 2009-07-30 17:03 阅读708 评论9字号:大中小手机按键通常由P+R组成,P即塑胶(PLASIC);R即硅胶(RUBBER)。
有些按键也有P+R+钢片;R+超薄PC按键;TPU+RUBBER+钢片按键等等,具体介绍请看后续之详述。
目前手机按键中常用的塑胶材料有ABS、PC、PMMA、SNA、POM、PA、TPU、PVC、PET 以及ABS+PC等等。
二、RUBBER 硅胶硅胶又称混炼硅胶,品牌一般有TY881,TY661,TY261,TY341。
前两种较贵,而后两种校便宜,TY1972系抗撕裂胶。
硅胶硬度从0度-90度不等,各种硬度的都有,硬度越大或越小,其硅胶的抗撕裂强度都会降低,硬度高的流动性较差,硬度低的流动性较好。
硅胶硬度的多少系通填料多少来决定的,一般以白碳黑为主。
普通胶料价格一般在20-30元不等,特殊要求价格在30-130不等(均系高寿命胶料或氟胶料)。
混炼胶时一般有颜色要求,所以硅胶色粉用量一般在0.30-2.0%。
同塑胶料色粉用量相差不大。
A、TY641和TY845 常用一般40度硅胶;B、TY651和TY856 常用一般50度硅胶;C、TY661和TY866 常用一般60度硅胶;D、TY881 常用一般80度硅胶;E、TY1751和TSE260-5U 常用高撕裂50度硅胶。
三、STEEL 钢片钢片有两种,一种系SUS301,另一种系SUS304。
301弹性好,304性能好,但价格较贵,硬度较好。
#316系进口钢,硬度达到380维氏硬度。
钢片可进行电泳、电镀黑镍、喷涂等工艺。
Ⅱ、结构设计一、纯硅胶手机按键设计要点(如示图一)◆、按键设计与机壳相配的基本尺寸1、尺寸A—按键与壳体间隙:0.20mm2、尺寸B—按键弹性臂长:1.00mm,至少大于0.80mm3、尺寸C—导电基高度:0.30mm,但至少大于0.25mm4、尺寸D—底部边接RUBBER厚度,即硅胶基片厚度:0.30mm,便可取到0.20-0.30mm之间5、尺寸E—按键上表面与机壳下表面间隙:0.05mm6、尺寸F—按键高于壳体表面距离:0.50mm7、尺寸G—按键硅胶导电基与DOM之间的间隙:0.05mm◆、设计注意要点1、按键硅胶背部在适当的地方长出支撑筋或支撑柱,以防止按键下陷,便需考虑图示中显示之弹性臂长度是否足够。
产品设计硅胶按键设计

(5) 大 Key 設 計 圖 中 大 Key K4由 於 Key 太 長 , 應 設 計 為 兩個接觸點。
8
(6) Key 高 度 設 計 , 不 宜 太 高 。 (7) Key 形 狀 設 計 .
圓 形 Key K1最 好 , 橢 圓 形 Key K3 次 之 , 方 形 Key K2最 差 。 (8) Key 間 距 如 下圖 所 示 , Key 與 Key 的 間 距 最 小 不 能 小 於 1.5 mm。
9
3.4 Rubber key一般尺寸公差。 3.5 Rubber key 彈力范圍的一般精度。
a. 絲印導電油墨。(膜厚10~20um) 優點:成本底。 缺點: 電阻值較大,易脫落。
b. Conductive pill.采用真空盤吸附法。 優點:附著性好。 缺點: 炭點尺寸及形式受限制。
(10) 炭點規格 直徑一般規格:∅2 ∅2.5 ∅3 ∅3.5 ∅4 ∅4.5 ∅5 ∅6 ∅7 ∅8.0 厚度一般取: 0.5~0.6.(太薄則電阻值偏高)
10
三. Rubber key輿PCB的裝配方式
11
四. Rubber key的性能輿測試
1. 硅膠機械及電氣性能
12
2. Rubber key 測試. (按力測試)
設置界面
測量結果顯示
13
圖表輸出示例
14
15
2. 圖紙中技朮要求。
2.1 Silicone rubber hardness: SHA 55°±5°。 2.2 Actuation force: 180±30gf。 2.3 Return force: less than 50gf。 2.4 Key stroke: 1.2±0.1。 2.5 Thickness of carbon pill=0.5 2.6 Life cycle: 3X10E5。
公司产品相关英文专业术语培训计划

公司产品相关英文专业术语培训计划一、参加人员:工程部,采购部,品质主管,生产主管,业务跟单二、培训地点:会议室三、培训时间:预计6月20日下午1:50四、培训人:段明雷五.内容:1. 公司主要产品以及附带产品主要产品:薄膜开关,PCBA,电子产品装配。
附带产品:FPC(柔性线路板),硅胶按键,塑胶壳,触摸屏2. 主要产品以及附带产品的英文专业术语薄膜开关:Membrane SwitchEmboss打凸,De-boss 下压凸,(Polydome 弧状凸但是有手感的,Pillow Emboss 枕凸,Rim Emboss按键边缘打凸),Texture / Matte 消光,Deadfront(与面板底色相同,但是此颜色通常作为窗口用,可以透光),PMS (pantone 色号),Anti-Glare Window防眩晕窗口. LGF导光膜,LGP导光板,Metal Dome金属弹片,Side-View LED侧向发光灯,Connector连接器。
(Nicomatic 连接器品牌),Housing端套,Pin 针,Female Pins母端子,Male Pins公端子,Solder Tab 焊接端子,Stiffener补强片,Carbon Ink:导电碳油,Silver Ink导电银浆,UV ink 绝缘油墨,Pull Back 后移,Cable 线缆,Tolerance公差。
Autotype (F和V系列)面板材料品牌,Autotex ( EBG 和EBA )面板材料品牌。
Overlay 面板,Overlay Spacer:面胶纸,Dome Retainer: 弹片固定层,Circuit Spacer:线路间片,UP Circuit上线路,Bottom Circuit下线路,Rear Adhesive:背胶纸。
PCB :Rigid Printed Circuit Board 硬板Material:FR4 (玻纤板),Thickness(厚度):1.6mm (常规厚度), Gold Immersion(化金),1OZ Copper (1盎司铜箔),{Single-side (单面板)Double Sides (双面板)},Green Solder Mask(双面或者单面绿油),White Text (白色字体)FPC:Flex Printed Circuit 软性线路板1. Material : PI . 1OZ Copper . 材料:PI,1盎司铜箔。
手机结构设计规范
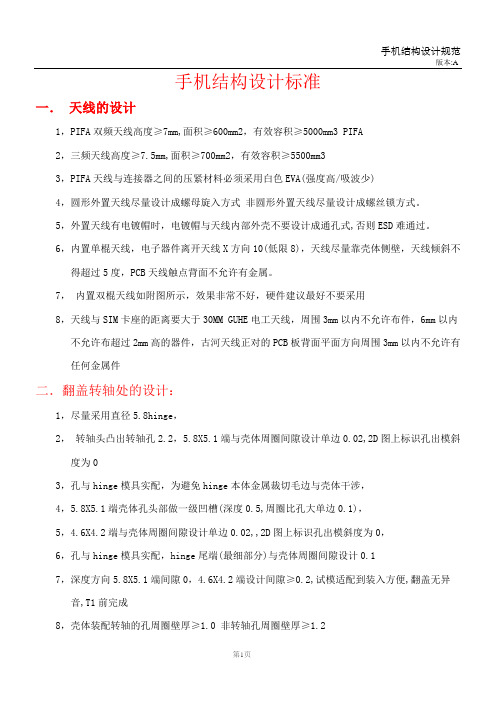
手机结构设计标准一.天线的设计1,PIFA双频天线高度≥7mm,面积≥600mm2,有效容积≥5000mm3 PIFA2,三频天线高度≥7.5mm,面积≥700mm2,有效容积≥5500mm33,PIFA天线与连接器之间的压紧材料必须采用白色EVA(强度高/吸波少)4,圆形外置天线尽量设计成螺母旋入方式非圆形外置天线尽量设计成螺丝锁方式。
5,外置天线有电镀帽时,电镀帽与天线内部外壳不要设计成通孔式,否则ESD难通过。
6,内置单棍天线,电子器件离开天线X方向10(低限8),天线尽量靠壳体侧壁,天线倾斜不得超过5度,PCB天线触点背面不允许有金属。
7,内置双棍天线如附图所示,效果非常不好,硬件建议最好不要采用8,天线与SIM卡座的距离要大于30MM GUHE电工天线,周围3mm以内不允许布件,6mm以内不允许布超过2mm高的器件,古河天线正对的PCB板背面平面方向周围3mm以内不允许有任何金属件二.翻盖转轴处的设计:1,尽量采用直径5.8hinge,2,转轴头凸出转轴孔2.2,5.8X5.1端与壳体周圈间隙设计单边0.02,2D图上标识孔出模斜度为03,孔与hinge模具实配,为避免hinge本体金属裁切毛边与壳体干涉,4,5.8X5.1端壳体孔头部做一级凹槽(深度0.5,周圈比孔大单边0.1),5,4.6X4.2端与壳体周圈间隙设计单边0.02,,2D图上标识孔出模斜度为0,6,孔与hinge模具实配,hinge尾端(最细部分)与壳体周圈间隙设计0.17,深度方向5.8X5.1端间隙0,4.6X4.2端设计间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成8,壳体装配转轴的孔周圈壁厚≥1.0 非转轴孔周圈壁厚≥1.29,主机、翻盖转轴孔开口处必须设计导向斜角≥C0.210,壳体非转轴孔与另壳体凸圈圆周配合间隙设计单边0.05,不允许喷漆,深度方向间隙≥0.2,试模适配到装入方便,翻盖无异音,T1前完成11,凸圈凸起高度1.5,壁厚≥0.8,内要设计加强筋(见附图)12,非转轴孔开口处必须设计导向斜角≥C0.2,凸圈必须设计导向圆角≥R0.213,HINGE处翻盖与主机壳体总宽度,单边设计0.1,试模适配到喷涂后装入方便,翻盖无异音,T1前完成14,翻转部分与静止部分壳体周圈间隙≥0.315,翻盖FPC过槽正常情况开到中心位,为FPC宽度修改留余量16,转轴位置胶太厚要掏胶防缩水17,转轴过10万次的要求,根部加圆角≥R0.3(左右凸肩根部)18,hinge翻开预压角5~7度(2.0英寸以上LCM双屏翻盖手机采用7度);合盖预压为20度左右19,拆hinge采用内拨方式时,hinge距离最近壳体或导光条距离≥5。
按键设计

七.按键设计1,导航键分成4个60度的按键灵敏区域,4个30度的盲区,用手写笔点按键60度灵敏区域与盲区的交界处,检查按键是否出错,具体见附图2,keypad rubber平均壁厚0.25~0.3,键与键间距离小于2时,rubber必须局部去胶到0.15厚度,以保证弹性壁的弹性3,keypad rubber导电基高度0.3 ,直径φ2.0(φ5dome),直径φ1.7(φ4dome),加胶拔模3度4,keypad rubber导电基中心与keypad外形中心距离必须小于keypad对应外形宽度的1/6,尽量在其几何中心5,keypad rubber除定位孔外不允许有通孔,以防ESD6,keypad rubber与壳体压PCB的凸筋平面间隙0.3,深度间隙0.17,keypad rubber柱与DOME之间间隙为08,keypad dome接地设计:(1).DOME两侧或顶部凸出两个接地角,用导电布粘在PCB接地焊盘上(2).DOME两侧凸起两个接地角,翻到PCB背面,用导电布粘在是shielding或者接地焊盘上(不允许采用接地角折180压接方式,银浆容易断)9,直板机key 位置的rubber比较厚,要求key plastic部分加筋伸入rubber,凸筋距离dome 0.5,凸筋与rubber周圈间隙0.0510,翻盖机键盘间隙(拔模后最小距离):键与键之间间隙0.2,导航键与壳体间隙0.15,独立键与壳体间隙0.12,导航键中心的圆键与导航键间隙0.111,直板机键盘间隙(拔模后最小距离):键与键之间间隙0.2,导航键与壳体间隙0.2,独立键与壳体间隙0.15,导航键中心的圆键与导航键间隙0.112, 键盘唇边宽与厚度为0.4X0.413,数字键唇边外形与壳体避开0.2,导航键唇边外形与壳体避开0.314,keypad键帽裙边到rubber防水边≥0.515,键盘上表面距离LENS的距离为≥0.4mm16,数字键唇边深度方向与壳体间隙0.05,导航键深度方向与壳体间隙0.117,按键与按键之间的壳体如果有筋相连,那么这条筋的宽度尽量做到2.5mm以上,以增强按键的手感,并且导航键周围要有筋,以方便导航键做裙边18,钢琴键,键与键之间的间隙是0.20MM,键与壳体之间的间隙是0.15MM,钢板的厚度是0.20毫米。
RUBBER基本参数

RUBBER基本参数一﹑RUBBER基本参数﹕1﹕字键RUBBER DOME基本参数﹔荷重F1=Fp=55±7gFc=接触力F2=Fd=Fp-Fc=Fp*40~50%(参考值﹐OEM部份依客户要求)反掸力F3=Fr=Fp*35%(min)S1﹕1.1±0.2mm(下压时﹐当压力达到Fp值时RUBBER的行程) S2﹕2.5±0.2mm(下压时﹐当压力达到Fc值时RUBBER的行程) S3﹕3.8±0.2mm(RUBBER的最大行程)材质﹕SILICONE 料度为43±7∘LIFE CYCLE: 150000000 TIMES MIN2﹕功能键RUBBER SHEET基本参数F1=Fp=110±20gFc=接触力F2=Fd=Fp-Fc=Fp*40~50%(参考值﹐OEM部份依客户要求)F3=Fr=Fp*35%(min)S1﹕0.9±0.2mm(下压时﹐当压力达到Fp值时RUBBER的行程) S2﹕1.4±0.2mm(下压时﹐当压力达到Fc值时RUBBER的行程) S3﹕1.8±0.2mm(RUBBER的最大行程)材质﹕SILICONE 料度为50±5∘LIFE CYCLE: 5000000 TIMES MIN二﹑参数名称简述﹕1. F1(Fp)俗称PEAK FORCE﹕1).显示当下压KEY时﹐所需使用之最大力量数值﹔2).名称尖(顶)峰(PEAK FORCE),单位为g﹔3).其数值显示于Y轴上﹔2. F c俗称CONTACT FORCE﹕1).显示当下压KEY时﹐并使导电黑粒接触到MEMBRANE﹐使接点导通﹐那一点所需使用之力量数值﹔2).名称﹕接触点荷重(CONTACT FORCE)单位为g﹔3).其数值显示于Y轴上﹔3. F3(Fr)俗称RETURN FORCE﹕1).显示当下压KEY时﹐逐渐释放并使用导电黑粒离开MEMBRANE﹐此时KEY结构及原材料所产生之恢复力数值﹔2).名称﹕反弹力(MIN RETURN FORCE)﹔3).其数值显示于Y轴上﹔4. F2=Fd=Fp-Fc俗称DROP PORCE﹕1).显示当下压KEY时﹐手指头所感觉到因荷重落差所产生之段落感﹔2).名称﹕段落感(DROP PORCE),单位g﹐俗称Click feeling﹔3).其数值显示于Y轴上﹔5. F d-Fr俗称PORCE﹕1).显示当KEY下压及释放过程中﹐因KEY结构及原材料之影响所产生之弹力性疲劳﹐物性之恢复力数值﹔2).名称﹕落差﹐单位g﹐俗称(GAP)﹔3).其数值显示于Y轴上﹔三﹑RUBBER检验要求﹕1. 主体尺寸:符合样品承认书之规格及设计之要求;2. 曲线测试:1).测试之曲线图应符合设计之要求;2).Fp﹑C/R(Fd/Fp)﹑S3等参数符合设计值;3. 试装﹕1). 单颗RUBBER无多KEY不出,轻按不出或自动显示等不良现象.2). 整片式RUBBER试装时应放置平整,无翘起现象.。
硅胶产品弹性结构设计
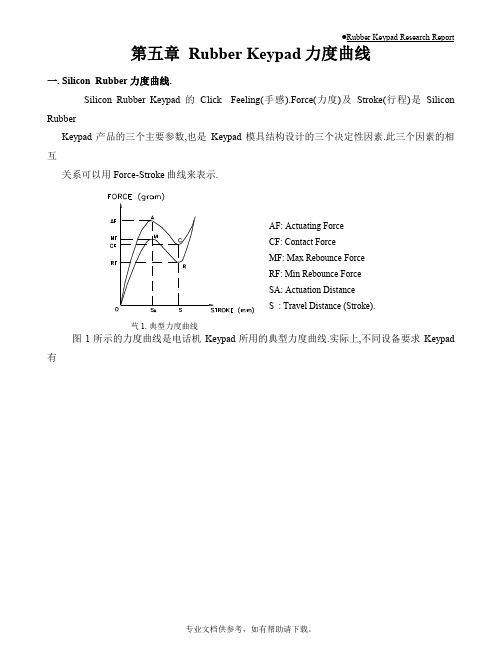
第五章 Rubber Keypad 力度曲线一. Silicon Rubber 力度曲线.Silicon Rubber Keypad 的Click Feeling(手感).Force(力度)及Stroke(行程)是Silicon RubberKeypad 产品的三个主要参数,也是Keypad 模具结构设计的三个决定性因素.此三个因素的相互关系可以用Force-Stroke 曲线来表示.AF: Actuating Force CF: Contact Force MF: Max Rebounce Force RF: Min Rebounce Force SA: Actuation Distance S : Travel Distance (Stroke).图1.实际上,不同设备要求Keypad 有不同的力度曲线.其Key的结构和手感都不相同(见表1所示).因种类较多,本文不作逐一探讨,仅讨900MHZ无绳电话所用之 Keypad的力度曲线.二.力度曲线与Click Feeling的关系.Click Feeling是由于斜壁不胜负荷时被压跨产生的断落感.即力度曲线(见图2)中由A点到C点的力度突变产生的感觉.所以,Click Feeling的好坏取决于AF和CF的差值.严格说来,Silicon Rubber Feeling取决于AF-CF与AF比值的大小.即: Click Feeling = (AF-CF) X 100%AF当Click Feeling=30%时,绝大部分人可以感到有手感,但不太好.当Click Feeling =40%时,则手感较好.图2.曲型曲线 图3. Feeling 差曲线 图4.Feeling 好曲线(AF-CF)/AF 比值越大,手感越好.但应注意,此比值会受其它条件限制而不可能达到100%.以AF=150g 时为例:理论上说,为保证Keypad 顺利回弹,RF 须大于18g ,RF 与CF 之间必有损耗,若损耗为20g,则CF=38,而Click Feeling =(AF-CF)÷AF X 100%=(150-38)÷150 X 100%=74.6%.但实际中,由于Keypad 还须克服与胶壳之摩擦力,避免Jamkey,故RF 须大于50g. RF 与CF 差值大多数情况下超过20g.所以设计时,ClickFeeling 取40%即能满足使用要求,而且Vendor 也能做到.对本公司现用产品来说,Click Feeling 要求越来越高,所以,Click Feeling 若低于30%则不能接受.三. 影响力度曲线的因素.影响Silicon Rubber Keypad 力度曲线的因素有五个. 1.斜壁角度.Silicon Rubber Keypad 的斜壁角度θ常用37︒~53︒ 本公司900MHZ 无绳电话 所用Keypad,θ取42︒~48︒ 其中45︒最常用.图5.Key 斜壁角度.Key 斜壁角度θ不同,斜壁压跨时屈服点位置不同.力度曲线也不一样.Click Feeling 也随之变化.图6. θ=37︒时曲线 图7. θ=45︒时曲线 图8. θ=53︒时曲线当仅变化斜壁角度,其它结构及尺寸不变时,θ越大,Click Feeling 越好,屈服点上升.但斜壁寿 命越短,当 θ大于53︒时,斜壁屈服有问题. 2. 斜壁厚度.斜壁厚度对力度的影响很直观.厚度越大,力度就越大.具体关系见表2和表3. 表2. 每0.01mm 斜壁厚相应的force表3. 150g 时Keypad 斜壁厚度.服点 在下方服点 在中心服点 在上方我们公司常用60度rubber AF=150g 的keypad,所以斜壁厚度一般为0.375mm.斜壁厚度不单影响力度的大小,对力度曲线最大的影响之处在于影响Click Feeling.相同模具结构,用相同材料.改变斜壁厚,得到不同力度曲线.图9.斜壁为0.40时曲线图10.斜壁为0.50时曲线图11. 斜壁为0.60时曲线从图9-图11可看出: 斜壁厚度增加,AF增加,CF增加.AF-CF则降低.Click Feeling变差.斜壁厚度减小,AF减小,CF减小,AF-CF则增加,Click Feeling变好.3. 材料硬度.常用Rubber Keypad的材料硬度为40度 60度,Rubber的硬度较高时,刚性较好,对力度贡献较大(见表2).但硬度对AF和CF的影响程度不一致,从而影响到Rubber Keypad的Click Feeling.如果要求相同大小力度,用不同硬度的Silicon Rubber,相同的模具结构(仅调整斜壁保证AF一致),则得到不同的力度曲线.图12. 用40度料时 图13. 用50度料时 图14. 用60度料时 力度曲线 力度曲线 力度曲线从曲线上看出,材料的硬度越高,AF-CF 值越大,所以Click Feeling 越好. 4.斜壁长度.斜壁长度在我们图纸上没有固定,但Vendor 在设计模具时,其取值相当重要,对click Feeling影响很大.因行程(Stroke)一定,Key 下压距离有限,如果斜壁太长,Key 下压达到行程时,斜壁仅已弯曲,没有撗箍鐢,所以 无Click Feeling.当斜壁斜角为45 时,Y 值应取为与S 相同或相近(见图15).Y=S 或S+0.1Y 太大,Key 达到S 后斜壁还没有压跨. 图15. Key 斜壁长与S 关系图16.Key 斜壁太长时情形5. Key 尺寸大小对曲线影响.Key尺寸大时,则四周斜壁越长,Key的撝С艛越大,AF就越大.所以同一片RubberKeypad,若 Key大小不一致但力度要求一样时,大Key的斜壁比小Key的斜壁要薄.其力度曲线分别为:图17. 小Key力度曲线图18.大Key力度曲线四.力度曲线与行程的关系.力度曲线与行程的关系是:行程是指打断力度曲线时Key下降的距离.如果Key下方无东西托位,力度曲线应如图19所示,那么在S处被打断时,则曲线变成图20所示.所以同一个模具,如果.使用不同行程,可以得到图21所示的一组曲线.图19.无S时力度曲线图20,行程为S时图21, 行程分别为S1.力度曲线 S.S2时的曲线组知道行程与曲线的关系后,特别要指出的是:撌指刑钍且蛭谐烫斐傻臄这一说法是错误的.具体分析如下:要求A=150g 时,改变第三节中讨论的因素, 可以得到图22一组曲线,如果要求AF-CF=60, S=0.80时,则选曲线1 S=1.0 时,则选曲线2S=1.2 时,则选曲线3.如果我们要求S=0.80,但Vendor 由于某些原因,模具做好以后,实际曲线为曲线2,则手感当然很差,只有当S 改为1.0时才能达到手感要求.但这不是因为 S=0.8错误,而是Vendor 模没有做好.但如果做模时给定S=1.0,而模做好以后我们把S 改为0.8,则手感差不是Vendor 的责任. 说明:怎样按照产品要求设计模具,以达到要求的曲线,是非常深奥的问题,有些Keypad 专业 厂家也没能总结出完整的数据或图表,而是靠工模师傅的经验来设计模具.另一方面,有的 vendor 虽做过大量研究,得出了一些经验数据,但这些资料被厂家视为高度机 密,不会外泄.所 以本文不作深入探讨.五.力度曲线与能量损失.Silicon Rubber 与其它高分子物质一样,在受力变形时吸收能量,造成能量损耗所以Keypad 力度曲线中,压力线与回弹线不重复.两线间的面积即为能量损失的 大小.但面积计算不方便,芞22 AF 相同的不同曲线所以能量损耗大小用下列公式计算: 能量损耗 = AF-MF X100% AF 能量损耗影响因素有3个. 1.Silicon Rubber 原料.不同型号的原料吸能程度不一样, 原料供应商的Spec 中应有此方面 的数据.另外,硬度较大的材料能量 损失多.图23.力度曲线与能量损耗2. 模具结构.斜壁越直,能量损失越大. 斜壁各参数设计不合理,是能量损失的主要因素. 3. 力度大小对能量损失也有关系. 力度越大,能量损失越高. 六. 常用Keypad 曲线 要求.我们所生产的900MHZ 无绳电话 对所用Keypad 的Click Feeling 等要求越来越严.但要求太高,Vendor 又做不到,所以须找出一个合理规定,既满足本公司要求,又使Vendor 可以接受. 如下为我们常用Keypad 曲线, 同时在第十 章讨论如何给出一个合理的曲线.A.Handset 所用Silicon Rubber Keypad 曲线.AF=150±30g.AF=150±30g. Click ≥30%Click ≥30%S=0.8mm RF ≥50gS=0.8~0.9mm RF ≥50g图24.有Membrane 时曲线. 图25.无Membrane 时曲线.B.Base 所用Silicon Rubber Keypad 曲线.AF=150±30g. AF=180±30gClick ≥30% Click ≥ 30%S=1.0~1.2mm RF≥50g S=1.0~1.2mm RF≥50g图26. Keypad上塑胶硬Key 图27. Keypad上塑胶硬Key较小,弹臂较细时曲线较大,弹臂较粗时曲线说明:图24曲线适用于有Membrane时.图25曲线适用于无Membrane时 ,行程可以稍大(即加上Membrane的行程).图26表示Keypad上为塑胶硬Key(Hard Key Top)时, 此曲线适用于塑胶Key较小,连接臂较细时.图27表示Keypad上为塑胶硬Key(Hard Key Top)时, 此曲线适用于塑胶Key较大,连接臂较粗时.。
按键荷重曲线教学教材

Rubber Keypad 荷重曲線一. Silicon Rubber 荷重曲線.Silicon Rubber Keypad 的Click Feeling(手感).Force(荷重)及Stroke(行程)是Silicon Rubber Keypad 產品的三個主要參數,也是Keypad 模具結構設計的三個決定性因素.此三個因素的相互關係可以用Force-Stroke 曲線來表示.AF: Actuating Force CF: Contact Force MF: Max Return Force RF: Min Return Force SA: Actuation Distance S : Travel Distance (Stroke).圖1.實際上,不同設備要求Keypad 有不同的荷重曲線.其Key 的結構和手感都不相同(見表1所示)二.荷重曲線與Click Feeling 的關係.Click Feeling 是由於斜壁不勝負荷時被壓跨產生的斷落感.即荷重曲線(見圖2)中由A 點到C 點的荷重突變產生的感覺.所以,Click Feeling 的好壞取決於AF 和CF 的差值.嚴格說來,Silicon Rubber Feeling 取決於AF-CF 與AF 比值的大小.即: Click Feeling = (AF-CF) X 100% AF當Click Feeling=30%時,絕大部分人可以感到有手感,但不太好. 當Click Feeling =40%時,則手感 較好.圖2.曲型曲線 圖3. Feeling 差曲線 圖4.Feeling 好曲線(AF-CF)/AF 比值越大,手感越好.但應注意,此比值會受其他條件限制而不可能達到100%.以AF=150g 時為例:理論上說,為保證Keypad 順利回彈,RF 須大於18g ,RF 與CF 之間必有損耗若損耗為20g,則CF=38,而Click Feeling =(AF-CF)÷AF X 100%=(150-38)÷150 X 100%=74.6%.但實際中,由於Keypad 還須克服與膠殼之摩擦力,避免Jamkey,故RF 須大於50g. RF 與CF 差值大多數情況下超過20g.所以設計時,ClickFeeling 取40%即能滿足使用要求,而且Vendor 也能做到.對本公司現用產品來說,Click Feeling 要求越來越高,所以,Click Feeling 若低於30%則不能接受. 三. 影響荷重曲線的因素.影響Silicon Rubber Keypad 荷重曲線的因素有五個. 1.斜壁角度.Silicon Rubber Keypad 的斜壁角度θ常用37︒~53︒其中45︒最常用.圖5.Key 斜壁角度.Key 斜壁角度θ不同,斜壁壓跨時彎曲點位置不同.荷重曲線也不一樣.Click Feeling 也隨之變化.圖6. θ=37︒時曲線 圖7. θ=45︒時曲線 圖8. θ=53︒時曲線當僅變化斜壁角度,其他結構及尺寸不變時,θ越大,Click Feeling 越好,屈服點上升.但斜壁壽 命越短,當 θ大於53︒時,斜壁屈服有問題. 2. 斜壁厚度.斜壁厚度對荷重的影響很直觀.厚度越大, 荷重就越大.具體關係見表2和表3. 表2. 每0.01mm 斜壁厚相應的force表3. 150g 時Keypad 斜壁厚度.方常用60度rubber AF=150g 的keypad,所以斜壁厚度一般為0.375mm.斜壁厚度不單影響荷重的大小,對荷重曲線最大的影響之處在於影響Click Feeling.圖9.斜壁為0.40時曲線圖10.斜壁為0.50時曲線圖11. 斜壁為0.60時曲線從圖9-圖11可看出: 斜壁厚度增加,AF增加,CF增加.AF-CF則降低.Click Feeling變差.斜壁厚度減小,AF減小,CF減小,AF-CF則增加,Click Feeling變好.3. 材料硬度.常用Rubber Keypad的材料硬度為40度 60度,Rubber的硬度較高時,剛性較好,對荷重貢獻較大(見表2).但硬度對AF和CF的影響程度不一致,從而影響到Rubber Keypad的Click Feeling.如果要求相同大小荷重,用不同硬度的Silicon Rubber,相同的模具結構(僅調整斜壁保證AF一致),則得到不同的荷重曲線。
Rubber Keypad

斜壁厚度 斜壁厚度对力度的影响很直观.厚度越大,力度就越大
60度rubber AF=150g 的keypad, 斜壁厚度一般为0.375mm
斜壁厚度不单影响力度的大小,对力度曲线最大的影响之处在于影响 Click Feeling.
斜壁为0.40时曲线
斜壁为0.50时曲线
斜壁为0.60时曲线
相同模具结构,用相同材料.改变斜壁厚,得到不同力度曲线.
Keypad的結构設計
Keypad壁厚 A 一般取為 A=1.0~1.5mm即可. 過厚造成成本升高,過薄則 容易有連動等缺點
Key的行程 S
過低則不易達到我們的手感要求,過高可能引 起卡鍵 ,在Handset 中,一般取 S=0.8mm,在Base中,一般取 S=1.0~1.2mm.
Key斜壁的角度
典型曲線
Feeling差曲線
Feeling好曲線
影响力度曲线的因素
斜壁角度
Key斜壁角度不同,斜壁压跨时屈服点位置不同.力度曲线也不一样.Click Feeling也随之变化
当仅变化斜壁角度,其它结构及尺寸不变时,越大,Click Feeling越好,屈服 点上升.但斜壁寿命越短,当 大于53时,斜壁屈服有问题.
Rubber Keypad簡介
Mason Chen
Rubber Keypad材料
Rubber Keypad的原材料主要為硅橡膠, 另還有硫化劑, 染色劑和硅油 等附加成分.
硅橡膠即聚硅酮橡膠(Silicone Rubber), 它是一种分子鏈兼具無机和有 机性質的高分子彈性材料. 柔軟且透明, 具有較好的抗疲勞強度和抗撕
大Key設計 由于Key K4太長,如果設計為一個碳點時,按 鍵左右兩端易產生不能導 通現象,故應設計為兩個碳點. Key形狀与Key性能 K1,K2,K3有不同的形狀.其中圓形 K1的壽命最好,最易滿足各項參數, 也最不易卡鍵.方形鍵 K2的效果最差, 最有可能卡鍵,橢圓形 K3則居中 太細Key的設計 對于太小的Key可采右圖設計 Key間距 Key与Key之間的最小間距不能小于1.5mm,否則會影響Key的運作
Silicone rubber composition and key pad

专利名称:Silicone rubber composition and key pad 发明人:五十嵐 実申请号:JP2009259043申请日:20091112公开号:JP5304603B2公开日:20131002专利内容由知识产权出版社提供摘要:PROBLEM TO BE SOLVED: To provide a silicone rubber composition preferable as a keypad being excellent in dynamic fatigue durability (keying durability), and a keypad made of a silicone rubber composition obtained by curing-molding the composition.SOLUTION: The silicone rubber composition contains (A) an organopolysiloxane represented by following average composition formula (I) R1aSiO(4-a)/2(I) (whereinR1represents the same or different kind of non-substituted or substituted monovalent hydrocarbon group and a is a positive number of 1.95-2.05) and having a degree of polymerization of 100 or higher, (B) reinforcing silica having a specific surface area by BET absorption method of 50 m2/g or higher, (C) an organosilazane represented by following formula (II): R23SiNHSiR23(II) (wherein R2represents the same or different kind of a monovalent hydrocarbon group and at least one of R2is an alkenyl group) and having an alkenyl group in a molecule, (D) a fatty acid ester and/or an ester of an aliphatic alcohol, and (E) a curing agent.COPYRIGHT: (C)2011,JPO&INPIT申请人:信越化学工業株式会社地址:東京都千代田区大手町二丁目6番1号国籍:JP代理人:小島 隆司,重松 沙織,小林 克成,石川 武史更多信息请下载全文后查看。
热压模具

第三章. 热压模具.一. 模具材料.模具钢材必须具有足够的硬度和耐磨性, 足够的强度和韧性. 具备良好的加工性能,良好的花纹可蚀性. 故一般选用中碳合金钢.常用的有日本大同YK-30, 黄牌55CC, 一般为出厂状态使用, 调质处理后使用效果更佳.二. 模具结构.模具由模板, 活页, 定位销等组成.模板分公模和母模, 均为整体式结构. 由CNC铣切加工及EDM火花加工成形. 斜壁部分由CNC铣加工成形. 模板厚度一般为30~45. 模具面积为机台面积75~85%. 尺寸一般有以下几种: 350x350, 350x400, 400x450, 450x450, 500x500.活页为连接公母模开合之用.定位销用于合模时,对模具定位以保证公母模之间的相对位置准确不偏移.三. 模具的表面处理.1. 电火花纹: 通过电火花机床进行电蚀而在型腔表面形成不同粗糙度的花纹. 放电后模具表面呈雾状.2. 喷砂.1). 喷砂的种类.A. 喷玻璃砂: 模具表面光亮. 不易损伤模具.一般为120目.B. 喷金钢砂: 模具表面呈雾状, 有砂纹. 容易损伤模具,特别是损伤斜壁尖角部分.一般为80目.C. 喷混合砂: 模具表面呈雾状,无光泽.2). 喷砂的作用.A. 产品表面纹路要求.B. 模具生产一段时间后, 表面会粘附一层低分子物, 利用喷砂对其进行清洗.3). 喷砂的时间.一般来说, 大量生产时, 母模变脏后会随时喷砂清洗. 而公模每隔一段时间喷一次砂, 以保养模具. 喷砂每次三十分钟左右.4). 喷砂对Key的影.喷砂会使斜壁厚度增加, 增大Force, 手感变差. 可通过改变料的硬度来调整喷砂对Key的影.5). 喷砂的优和缺.喷砂成本低,操作方便, 且不会造成模具变形, 但是喷砂清洗, 使斜壁厚度增加,造成力度变化, 影质量.3. 电镀.1). 电镀的种类.A. 镀铬: 镀铬层表面较硬,因为放电关系, 表面镀层厚度较不一致.且施工期较长,镀铬层厚度为0.015mm.B. 镀镍: 镀镍层表面较软, 易受损 ,但镀层厚度一致. 镀镍层厚度为0.005mm.2). 电镀的作用.当批量很大时, 在大量生产之前, 可以对模具表面进行电镀处理. 当表面被低分子物污染时, 用片即可清理, 不会因喷砂而使斜壁增加, 影质量.3). 电镀对Key的影.电镀因为镀层很薄, 对Force几乎没有影, 但当模板变形, 而修模时, 需退镀, 退镀对模具损害较大.4). 电镀的缺.成本太高, 一般为5~6千元, 一般模具电镀会外发电镀厂电镀, 故很多公司不采用电镀方式, 而采用喷砂.四 . 模具寿命.模具使用寿命由材料, 生产件而定, 一般为10万次左右, 或保证2年使用期 .模具一般不能翻新.五. 模具缩水率的设定.Keypad的收缩率定于原料厂商及硬度, 一般在一次成型后2.5~3%. 二次加硫后为3.2~4%. 采用热压成形均需二次硫化.六. 模具的Cavity数.模具面积一般为机台面积的75~85%为宜. 而cavity的面积为模具面积的80%为宜.一般无绳电话cavity数为15~18为宜. Cavity数过多, 成形温度及压力分布不均, 品质难以控制,Cavity数过少, 成本会增加..七.模具中的孔成形.由于模具制作及成型工艺的限制,RubberKeypad在成形时不能直接成形通孔.故对于电话机Keypad的定位孔成型只能先成盲孔,然后Vendor撕掉孔表面一层薄料,此种方法叫“ 自拆".(如图一)另一种方法是通过模裁成型. “ 自拆"孔保证孔与Key 中心图一自拆孔形式位置的尺寸,但不一定能保证定位孔与定位孔之间的尺寸. 孔能保证定位孔与定位孔之间的尺寸, 但不一定能保证定位孔与Key中心位置尺寸.故“自拆"更能满足我们的尺寸要求, 但成本稍高于孔. 可考虑先成形盲孔,然后用模掉多于薄料.八. 模具内的溢料槽为了使Cavity之间胶料有良好的流动性, 一般在模具上Cavity之间开有溢料槽.溢料槽一般根据试模后胶料在模内的流动情来设计作出.Key高度越深, 溢料槽间距应设计得越大 .(如图二).溢料槽圖二 . 表示CAVITY的排位及溢料槽。
CircuitWorks rubber keypad repair kit产品说明书

CW2605Rev. H (7/18) Page 1 of 21-770-424-4888 Typical Product Data and Physical PropertiesCOMPOSITION: Material:Part A: silver/carbon/rubberPart B: hardenerColor: Part A: dark gray/silverPart B: amber clear Specific Gravity: Part A: 2.5 - 2.7Part B: 1.0 CURED COMPOUND: Tack-Free Time: 1 hour @ 75°F (25°C) Return to Service Time: 24 hours Complete Cure: 72 hours @ 75°F (25°C) Electrical Conductivity: Excellent Durability: Excellent Flexibility: Excellent Shelflife 18 months RoHS CompliantYesCircuitWorks â Rubber Keypad Repair KitProduct# CW2605Product DescriptionCircuitWorks Rubber Keypad Repair Kit permanently repairs rubber keypads by restoring conductivity to worn, intermittent, and nonconductive carbon contacts. This product easily returns rubber keypads to like-new condition. This system is flexible and very durable. The CircuitWork â Rubber Keypad Repair Kit provides a silver/carbon coating that is effective and long lasting.•Repairs nonconductive keypads •Excellent electrical conductivity •Wear-resistant coating •Excellent adhesion•System has 72 hour pot life at room temperature andrelative humidity <65%•Testing shows repairs can withstand over 500,000simulated keystrokesTypical ApplicationsCircuitWorks Rubber Keypad Repair Kit is excellent for rework and repair applications including:•Telephones •Controllers•Carbon Contact Keyboards •Communication Equipment •Miscellaneous Keypads1-770-424-4888 Rev. H (7/18) Page 2 of 28125 Cobb Center Drive, Kennesaw, GA 30152 1-770-424-4888 AvailabilityCW2605 1 set containing: Part A 3g / 0.36 oz. Adhesive Part B 0.33g / 0.01 oz. Curing AgentTechnical and Application AssistanceChemtronics provides a technical hotline to answer your technical and application related questions. The toll free number is: 1-800-TECH-401.Note:This information is believed to be accurate. It is intended for professional end users having the skills to evaluate and use the data properly. CHEMTRONICS does not guarantee the accuracy of the data and assumes no liability in connection with damages incurred while using it.CircuitWorks â Rubber Keypad Repair KitProduct# CW2605CompatibilityCircuitWorks Rubber Keypad Repair Kit has excellent compatibility with most materials. As with anyadhesive/sealant, compatibility with substrate should be determined on a non-critical area prior to use.Usage InstructionsFor industrial use only. Read SDS carefully prior to use.Mixing: Pour the liquid in Part B into the container of Part A. Stir thoroughly for two minutes.Application: Clean contacts with contact cleaner. Paint the worn carbon contacts with the mixed conductive material using the enclosed applicator brushes. Use the least amount of conductive material as possible.Curing: At room temperature (<75ºF / 25°C), material dries tack-free in one hour. Repaired keypads can be returned to service in 24 hours. Ultimate properties are achieved in 72 hours. For faster drying, expose the material toapproximately 190°F (90°C) for 10 minutes. Do not exceed 212°F (100°C).CW2605。
详细解析加工工艺材料及中英文对照

铸件及产品表面处理工艺:压铸件:Die castings电铸件:Electrical castings不锈钢铸件:stainless steel castings 铸件表面处理Surface finish for the castings: 做黑:blacking 镀锌:Zinc platingchrome plating镀镍:nickel plating抛光处理: tumble bright手工拉丝 (圆形拉丝,放射线拉丝 , 对角线拉丝 ): brushed metal surface/drawbench (circularmetal brushed texture, radius metal brushed texture, diagonal metal brushed texture )哑光面处理: hand dull polished finish镜面抛光处理: mirror polished finish金属孔:metallic holes磨砂面处理: grit satin finish Satin finish titanium氧化铬钝化处理: passivation treatment电抛光处理: electrolytic polished喷砂处理(玻璃砂, 钢玉沙,石英砂):sandblasting (glass bead blasting, corundum-sandblasting, quartz-sand blasting )TPU 或橡胶凹刻:TPU,rubber text intaglioSatin finished surfaceCell phone TPU text intaglioCD 纹样:CD patternCell phone navigation key used CD pattern镀枪色:gun color platinggun color plated真空镀:PVD vacuum plating(PVD: Physical vapor deposition)PVDtechnics UV coating+PVD technics紫外固化(增加表面耐磨层及使用寿命):UV curingSilicone rubber keypad numbers by laser carving technicsPhone text silkscreen printed般电镀:electroplating effectsAlumium Alloy按键材料: Keypad made of PC plastic字符镭雕:Laser carving textElectroplated mobile 手机壳使用材料:ABS+PC (塑料)Zinc Alloy (锌合金),Aluminum Alloy (铝合金)ABS+PC字符丝印:Silk-screen printingPC plastic镜片屏幕材料:Lens, screen made of PMMA (亚克力),PVC plasticUSB 软胶塞材料:USB stopper made of Rubber, TPU电镀可用在ABS 和金属材料,真空镀可用在PMMA 和任何材料上,真空镀价格相对便宜:Electroplating can be done by ABS and metal materials, PVD vaccum plating can be donw on any other materila such as PMMA 亚克力,PVD plating cheaper 不导电真空镀处理:Non conductive PVD vacuum plating注塑材料:Non conductive PVD platedinjection molding plasticClear PVC Film TPO material coverPMMA materialPaint-spraying+UV coating模具蚀纹(手机壳花纹工艺):in-mould metal etching technique不锈钢拉丝电镀处理:stainless steel brushed surface by chrome plating阳极氧化处理:anodic oxidation treatmentAluminum Anoidc oxidation treatment on surface表面电镀:surface electroplating电泳处理:Electrophoresis喷漆处理:paint sprayingComputer cover etching不导电真空溅镀工艺(和电镀效果一样都是在塑料表面镀金属色,但是有镜面效果非常亮):Non conductive vacuum metallization technics(It is similar to electroplating effects, but colors can be mirror finish)PVD vacuum metallization不锈钢表面进行处理(表面本色白化处理,表面镜石光亮处,表面着色处理,光亮处理方法,喷砂处理法,机械抛光,化学抛光,电化学抛光):Stainless steel surface treatment(color bleaching treatment, mirror finish treatment, sand blasting, mechanical polishing finish, chemical polishing finish, electrochemical polishing finish).Chemical polished喇叭网,布织网:Speaker mesh,netting双色注塑:two-color injection molding technics底面镀膜:underside coating with thin film 钢板花纹镭雕:Steel sheet with laser engraving treatmentLaser Engraving texture不锈钢冲压:Precision stainless steel stamping part.电池盖常用材料:battery cap made of aluminum alloy, ABS+PC 部分纹理突起:Texture bump彩镀:color platingAlumium Alloy cap表面腐蚀纹:Electrochemisty corrosion pattern finishLighter metal corrosion texture表面氧化处理:Surface oxidation treatmentHigh glossy finish car body with black paint spray+UV coating 哑光面处理:matte finish批花纹处理:radiation pattern功能键镀膜效果:function keys made of transparent PC with coating effect手机壳体分件:上壳:Front Housing 壳上装饰件:cap decorative pieces中壳:middle cover 后壳:Rear Housing按键:keypad⅜豊≡navigation⅛⅛挪≡+s≡sidefunctionkey>BB-罪口-TeSfPOrtand=≡屆眾一BUZZer⅛^f≡functionkey IWy£57MiC..<braφr常用材料及应用ABS :汽车(仪表板,工具舱门,车轮盖,反光镜,冰箱,大强度工具如头发烘干机,搅拌器,食品加工机,割草机,电话机壳体,打字机键盘,娱乐用车辆如高尔夫球手推车,喷气式雪橇车。
RUBBER KEY基本常识

模具硅橡胶的概述和应用一、概述:硅橡胶是一种分子键兼具无机和有机性质的高分子弹性材料,它由硅原子和氧原子交替组成(--Si-o-Si-)硅氧键的键能达370kj/mol,比一般的橡胶的碳-碳结合键能240KJ/mol要大得多,这是硅胶具有很高热稳定性的主要原因之一。
硅氧链两侧均为甲基,在侧键上引入极少量的饱和乙烯基(一般不超过0.5mol)或其它有机取代基团。
这种低不饱和性的分子结构使硅橡胶具有优良的耐热老化性,对紫外线和臭氧的作用十分稳定。
硅氧键呈螺旋型构型,分子键柔软而富有弹性,但物理机械性能变化较差。
当温度变化时,分子之间的作用力改变很小,所以它的各种性能,特别是弹性变化不大,而一般橡胶的弹性变化是由于温度降低后分子间的作用力大为增强的缘故。
在工艺制品过程中,开模占重要的地位,模具是制作工艺制品操作的重要工具。
而硅橡胶是制作模具最主要的原料,每付模具的质量的好坏及使用寿命直接关系到公司的成本及运作过程中各环节的稳定性和可靠性。
所以硅橡胶原材料在整个公司的成本中占有一定的比例,对工艺厂发展前途起关键作用。
工艺模的RTV要具有如下特征:1.伸长率和抗撕强度特别高。
2.对原模具优异的兼容性。
3.对于大多数化学物品有极好耐受能力。
二、模具制作1.模具硅橡胶与凝固剂按重量比加入容器中进行混合,视情况加入一定量硅胶稀释剂(量大时可用锚式搅拌器)。
直至混合均匀为止,一般1-3分钟。
2.模具硅橡胶与凝固剂混合后,室温下即进行反应,并释放低分子醇,为使醇分子脱离胶体,需在负压下排泡1-3分钟。
3.模具制作A 多层涂刷片模,应遵循内、中、外同时固化为宜。
固化剂用量相对少时,反应时间加长,反应充分,胶体就好,因此固化剂用量最好是内少外多。
涂刷时待第一层(内层)干后再刷第二层。
操作时间20-30分钟,拆模时间4-5小时。
B 立体灌注模,一般以8-12小时固化为好。
C 模线选择:选择在不影响产品外观的位置选择在灌浆后容易加工的位置选择模具本身易于拆模的位置选择产品不易变形的位置电子灌封胶(RTV-T)是由A,B双组分透明液体物质构成。
浅谈手机的翻盖机构

浅谈手机的翻盖机构手机的翻盖机构我想明白手机的翻盖机构,翻盖部分如何装配?这个东西不难,你拆一个这种手机就明白了,或者者先去找个转轴(Hinge),看看它的原理就明白啦Hinge目前还是日本的做的比较好,假如我们自己能做的话,国内市场很大,这是一个搞公司的好点子,我觉得。
HINGE的结构事实上挺复杂的,我参观过组装HINGE的工厂(日本在国能的工厂);另外转轴通常都有专利,我接触过国内一家组装HINGE的厂家,MOTO最早用的那种转轴,可靠性不是太高,使用寿命低;因此别看这么小的一个部件在手机上起的作用可不小我有hinge的机构图呀!只是韩国的m2s公司的专门给三星,lg等提供手机的零配件的在转动时,1.粉红色的轴头是不动的,在main部分里;2.青色的huosing在folder部分里,随着folder转动转动是的力学传动的过程是:两个曲面相互咬合,由于粉红色的轴头是不动的,而里面的是转动的,就会产生轴向的位移,压缩弹簧长生弹力,转到一个角度时,弹簧的弹力就会释放,自动把floder部分弹起,hinge大概的原理就是这样吧!至于起他的一时两时也将不清晰,又是问道在讲吧基本原理是这样的,里面还涉及到一个角度与力度的问题,通常hinge 的角度在165-170度,关于折叠手机来说在打开与闭合都需要一定的力度来保证不可能晃动楼上的gg说的没有错,很好!在设计hinge的装配孔时,通常都有预压角,大约是25-30度,这样有一定的弹力,这是关于没有设计预压角的hinge,大是也有hinge,本身就有预压力,故就不需要,在设计folder时,有预压角的问题!贴几张大家看看,不知是否具有用!也没有什么快的,只是我有有关的资料,只是还有很多,只是涉及到公司的有关情况,故不好随便说.假如有朋友聚一聚,就能够聊聊有关方面的技术常识不明白是否具有这样的机会呀!有关手机的一些小知识:手機可按模組分類﹕1.機殼模組(Enclosure Module)﹕要紧指包容手機外部的各種手機外殼(金屬﹑塑膠)前蓋(Front Cover)﹑電池端蓋(Battery Cover)﹑按鍵端蓋(Keypad Cover)﹑轉動蓋(Flip Cover)﹑滑蓋(Slide Cover)﹑后蓋(Back Cover)﹑紅外線傳輸接口端蓋(IrDA Cover)﹑輸入/輸出接口端蓋(I/O Cover)与樞軸(Hinge)等。
橡胶键制作工艺
橡胶键制作工艺金利橡胶股份是一家要紧制作橡胶产品得台资企业,其要紧产品有: 64320666-805一.:rubber keypad二. rubber part三.rubber foot四.rubber connector五.membrane switch五大系列的橡胶产品,事实上和我们公司有关的产品要紧确实是rubber key 和rubber part 这两大系列,下面就rubber key 的制作工艺流程着一介绍说明:备料→橡胶压制→喷漆→冲压→镭雕→成品包装先就将这每个流程的详细的制作(只是本人所见所闻)介绍一下一共大伙儿分享1.备料:事实上确实是把要制造的原始橡胶块和一些配料(要紧是色粉和其他一些配剂,)充分合匀,然后挤压成板状,再切成所需要的条状的橡胶,以供后道压制所用.2.橡胶压制:这一道但是要紧工序,一不小心就会出意外,假如橡胶件的专门薄或专门窄,就有可能在取下的时撕破(缘故可能是橡胶件的壁太薄太窄,当时模温高,大约100℃,所橡胶件太软,强度不够)范类见2024的buzzer的外密封件的一条边确实是实例;同时也会有毛边(其后道工序冲压不能冲到的)象成型的这种毛边是去不掉的,3.喷漆:这也是一道难题,因为那但是外观的要害,一不小心确实是废品,一样要喷两道漆,是不同颜色的,以供后面的镭雕用.好来喷完,再来后一道工序.4.冲压:确实是把不要的飞边冲剪掉,留下需要的key,就ok了只是在这一道工序往往会显现冲压的毛边呀,这也是不承诺的事呀,一样的大的圆弧边和直边是可不能有毛边的,那么是什么地点会产生毛边呢?确实是太小圆弧边会产生,多小呢?听说是不要小于0.3mm(没有证实)这一点我想可能对我们的机构工程师在设计rubber part时,要冲压的边的弧度有用呀,好了,在来下一道工序吧!5.镭雕:确实是激光雕刻,确实是把搞好的key放平,一样都有制具定位好,然后激光把key上面的一层漆雕掉,调出key上面的字样来,如数字键,确实是透亮的;假如是两层的漆只雕掉一层,留一层,如ok应答键,和开关键确实是的,一个的一层漆是红色的,还有个是兰色的.6.成品包装:这也没有什么,确实是包好,装好出货!以上确实是rubber key的成套工艺流程,仅供没有见过rubber key制作流程的同仁产考。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第二章 Rubber Keypad材料
Rubber Keypad的原材料主要為硅橡膠, 另還有硫化劑, 色劑和硅油等附加成分.
一. 硅橡膠.
硅橡膠即聚硅酮橡膠(Silicone Rubber), 它是一种分子鏈兼具無机和有机性質的高分子彈性材料. 柔軟且透明, 具有較好的抗疲勞強度和抗撕裂強度.
(一). 硅橡膠的合成.
合成工藝路線.
CH3
線狀)
|
|
CH3 ( Si? Cl
|
CH3
1. 單体合成.
硅橡膠的單体為二甲基二氯硅烷 , 目前制取二甲基二氯硅烷的工藝路線普遍是以氯甲烷及硅粉在氯化亞銅催化劑作用下一步直接合成, 生成甲基硅
烷混合物, 經精餾提純得產品二甲基二氯硅烷.
CH3
|
CH3 CH3 CH3−Si−Cl Cu | | |
Si + CH3Cl Cl(Si(Cl + CH3( Si(Cl 精餾 CH3
300~320︒C | |
CH3 CH3 CH3
|
Cl− Si−Cl
|
CH3
2. 水解, 聚合
二甲基二氯硅烷經水解后成環狀硅氧聚合物, 再經催化劑催化作用, 形成線性的硅氧聚合物, 即硅橡膠.
CH3 CH3 CH3 CH3
| 水解 | 水洗 | Cat |
Cl( Si(Cl ? Si (O?n (環狀) + HCl ? Si(O?n (環狀) --[-Si(O?n (線狀)
| | -HCl | |
CH3 CH3 CH3 CH3
(二). 硅橡膠的結构和主要性能.
1. 硅橡膠的結构:
CH3
|
硅橡膠的化學結构式為: ? Si (O?n
|
CH3
(1). 由分子式看, 硅橡膠的主鏈均由Si(O 組成,鍵角為109~160(,其結合距离
大, 電子密度小, 故鏈內旋轉較易, 呈現出良好的柔軟性, 也造成透气,透油等
特性.
(2). 由于Si(O的燃燒值106Kcal/mol, 所以硅橡膠具有良好的耐熱性(熱光分
解穩定性)和耐候性.
(3). Si(O的燃燒熱(結合力)大 ,使硅橡膠對化學藥物的不活潑性增加,但由于
δ+δ+δ+
三Si(O(Si三(分极), 使酸鹽較易切斷硅橡膠的分子鏈,故其耐化學藥品
性較差 .
(4). 由于硅橡膠為無机物主骨格构造, 使其具有較好的硬度.并且在受熱時分
解為SiO2產物, 故有較好的難燃性和絕緣性.
2. 硅橡膠的主要特性.
(1). 物理机械性能:
(2). 電气性能
(二). 硅膠類型.
1. 硅膠按生產地域可分為兩大系統: 日本系統和歐美系統.
日本系統材料較為粘手, 但成型性能較好.
歐美系統材料較不粘手, 但成型性能稍差于日本系統.
2. 硅膠按其分子結构和性能不同可分為以下四大類:
(1). 二甲基系 (發展初期)
CH3 CH3 CH3
| | |
?O(Si(O(Si(O(Si(O?n
| | |
CH3 CH3 CH3
(2). 甲基-乙烯基系 : 該系對硅膠強度及壓縮永久變形量方面進行了改良.
CH3 CH3
| |
?O(Si(O(Si(O?n
| |
CH3 CH=CH2
(3). 甲基-苯基-乙烯基系: 該系具有良好的耐寒性,耐放射性.
C6H5 CH3 CH3
| | |
?O(Si(O(Si(O(Si(O?n
| | |
CH3 CH3 CH=CH2
(4). 甲基-氟化烷基-乙烯基系: 其特性為耐油, 耐溶劑性.
CH3 CH3 CH3
| | |
?O(Si(O(Si(O(Si(O?n
| | |
C2H4 CH3 CH=CH2
|
CF3
(三) . 應用.
由于各种品牌的硅橡膠質量參差不齊, 為保証質量, 我們現階段指定 Shinetsu (信越),Dow Corning (道康宁),Toshiba(東芝)三种品牌,而我們keypad供應商大多使用信越原料(Shinetsu).
常見的硅膠硬度有40(, 50(, 70(, 80(. 硬度越高, Keypad手感越好.但硬度太高會影 Keypad的壽命. 硬度越低, 相應成形后的keypad越軟,手感較差 , 且key与塑膠孔位摩擦力會增大, 易造成Jamkey. 故此,我們一般要求材料硬度為60(5(.
為達到我們的要求,供應商現最常使用信越品牌的KE971U(硬度70()和KE951U (硬度50()硅膠各一半混合調配成60(硅膠, 而不直接采用KE961U(硬度60()硅膠.
這是因為KE961U的成型性能較差, 成型后較脆, 導致脫模時較易撕裂.
現將KE971U, KE961U, KE951U特性列表如下:
二. 架橋劑 (硫化劑).
硫化劑作用為在硅膠中与硅膠分子發生交聯反應, 改變分子鏈結构, 而改變生膠性能,使之在一次硫化時能夠良好成型.
(一). 反應過程.
硫化劑用量的多少會影 硫化反應速率的快慢, 常用配比為100:0.5,其反應主要為以下几种:
1. 架橋反應. (-1)
| | | |
(Si(CH3 +CH3(Si( (Si(CH2 + CH2(Si( (C-2以此反應為优先反應).
| | | |
2. 架橋反應(-2) OR
| | | || |
(Si(CH=CH2 + CH3(Si( (Si(CH2CH2CH(Si( (C-8以此反應為优先反應).
| | | |
(二). 分類.
硫化劑有多种形態及物態, 但其作用相同. 我們常用的硫化劑為信越C-8和 C-2. 各种類硫化劑和用途列表如下:
三. 色母.
加入色母, 以達到我們要求的Keypad顏色. 現主要為Toshiba及信越色母.
四 . 硅油.
Rubber Keypad Research Report 主要為羥基硅油, 為無色或黃色透明油狀物, 是一种低分子有机硅化合物. 它
是一种硅橡膠結构控制劑,可簡化硅膠加工工藝, 改善加工性能, 防止膠料發生結构性
變硬. 但由于硅油為一种中性物質, 本身不發生化學反應,在Keypad成形后也會以原
狀態存在Keypad中; 而Keypad使用過程中, 硅油會滲透或揮發出產品表面,影 電子
產
品的導電性能, 因此我們的產品對硅油含量有嚴格的規定,即成品中其含量必須低
于2.5%含量.。