多线切割机放线自动排线的研究
浅谈多线切割机自适应排线机构
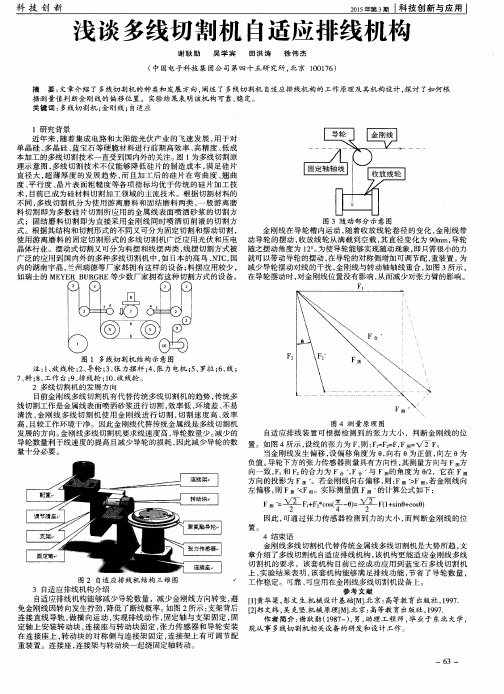
1研 究 背 景 近年来 , 随着 集 成 电路 和太 阳 能光 伏 产 业 的 飞 速 发 展 , 用 于 对
单 晶硅 、 多晶硅 、 蓝宝石等硬脆材料进行前期高效率 、 高精度 、 低 成 本 加 工 的 多线 切 割 技 术 一直 受 到 国 内外 的 关 注 。 图1 为 多线 切 割 原 理示意 图, 多线切割技术不仅能够降低硅片的制造成本 , 满 足硅片 直径 大 , 超 薄 厚 度 的发 展 趋 势 , 而且加工后 的硅片在 弯曲度 、 翘曲 度、 平行度 、 晶 片 表 面 粗糙 度 等各 项 指标 均优 于传 统 的硅 片 加 工 技 术, 目前 已成 为 硅材 料 切 割 加 工 领域 的 主流 技 术 。 根据 切 割 材 料 的 不 同, 多线切割机分为使用游离磨料和固结磨料两类 , 一 般 游 离 磨 料 切 割 即为 多数 硅 片 切割 所 应 用 的金 属 线 表 面喷 洒 砂 浆 的 切 割 方 式 ;固结 磨 料 切 割 即 为直 接 采 用 金 刚线 同时 喷 洒 切 削 液 的 切 割 方 式 。根 据其 结 构 和 切 割形 式 的不 同又 可分 为 固定 切 割 和 摆 动切 割 , 使用游离磨料 的固定 切割形式 的多线切 割机广泛应用 光伏 和压 电 晶体行业。摆动式切割又可分为料摆和线摆两类 , 线摆切割方式被 广 泛 的应 用 到 国 内外 的 多 种多 线 切 割 机 中 , 如 日本 的高 鸟 、 N T C, 国 内 的湖 南 宇 晶 , 兰 州瑞 德 等 厂 家 都 拥有 这 样 的设 备 ; 料 摆 应 用 较少 , 如瑞士的 ME Y E R B U R G R E等少数厂家拥有这种切割方式的设备。
基于电子凸轮技术的多线切割机排线方法研究

收稿日期:2019-02-21基于电子凸轮技术的多线切割机排线方法研究符瑶,吴学宾(中国电子科技集团公司第四十五研究所,北京100076)摘要:分析了金刚石多线切割机的排线原理,介绍了一种基于电子凸轮技术的多线切割机排线方法,该方法已在设备上进行了验证。
探讨了该设计方法的通用性,并为其他线切割设备借鉴。
关键词:电子凸轮;多线切割机;排线中图分类号:TN305文献标识码:B文章编号:1004-4507(2019)02-0020-04Research of Wire Arrangement Based on ElectronicCam in the Multi-Wire SawFU Yao ,WU Xuebin(The 45th Research Institute of CETC ,Beijing 100076,China)Abstract:The principle of wire arrangement of diamond multi-wire cutting machine is analyzed.A method of wire arrangement for multi-wire cutting machine based on electronic cam technology was introduced.And verify the method on the machine.The generality of this design method is discussed ,and provide possibly a reference for other wire cutting equipment.Key words:Electronic cam ;Multi-wire saw ;Wire arrangement多线切割机是一种广泛用于硅材料、蓝宝石、石英晶体、陶瓷、磁性材料、光学玻璃等硬脆性材料精密切割加工的专用设备,是电子信息产业核心器件基片制造流程中的关键装备之一。
一种多线切割机排线检测装置[实用新型专利]
![一种多线切割机排线检测装置[实用新型专利]](https://img.taocdn.com/s3/m/c9b20b2e89eb172dec63b787.png)
专利名称:一种多线切割机排线检测装置专利类型:实用新型专利
发明人:徐君,朱斌,蔡文辉
申请号:CN201320322932.9
申请日:20130604
公开号:CN203381056U
公开日:
20140108
专利内容由知识产权出版社提供
摘要:本实用新型提供了一种多线切割机排线检测装置,属于机械技术领域。
它解决了现有的多线切割机排线检测不到位的问题。
本多线切割机排线检测装置包括排线筒、安装支架、能带动安装驱动机构、设置在安装支架上的排线导轮以及两个并排设置的检测轮一和检测轮二,检测轮一和检测轮二分别具有安装杆一和安装杆二,安装杆一上设置有一个能检测检测轮一是否转动的光电开关一,安装杆二上设置有一个能检测检测轮二是否转动的光电开关二。
它将两个光电开关设置在位于钢线的两侧的两个检测轮上,当钢线位置不当时,光电开关向驱动机构传递信号,并改变安装支架的移动速度,从而调整钢线的位置,使之保持在两个检测轮之间。
它结构简单、灵敏性高。
申请人:台州市双辉机械设备有限公司
地址:318000 浙江省台州市椒江区葭沚街道富强村洋屿新村188号
国籍:CN
代理机构:台州市方圆专利事务所
更多信息请下载全文后查看。
一种可以同时放多根电缆线的自动放线器[实用新型专利]
![一种可以同时放多根电缆线的自动放线器[实用新型专利]](https://img.taocdn.com/s3/m/89feae5d65ce050877321374.png)
专利名称:一种可以同时放多根电缆线的自动放线器专利类型:实用新型专利
发明人:崔文东,谷克,董居会,刘凯
申请号:CN201620441146.4
申请日:20160516
公开号:CN205739713U
公开日:
20161130
专利内容由知识产权出版社提供
摘要:本实用新型公开了一种可以同时放多根电缆线的自动放线器,包括机架、压轮,所述机架下面设置有液压杆,所述液压杆上设置有液压阀,所述液压杆下面设置有底座,所述机架上面设置有导轨,所述导轨上面设置有活动架,所述活动架上面设置有固定板,所述固定板旁边设置有记码器,所述固定板上面设置有定轮,所述定轮上面设置有所述压轮,所述压轮旁边设置有立轴,所述立轴上设置有锁紧螺母,所述立轴上设置有齿轮,所述齿轮上设置有主轴,所述主轴上设置有离合器,所述离合器旁边设置有电机,所述电机下面设置有控制箱。
有益效果在于:通过多个所述活动架可以同时放多根电缆线,并统计放线长度,加快了电力施工速度。
申请人:吉林省吉能电力建设监理有限责任公司
地址:130000 吉林省长春市朝阳区百汇街2017号
国籍:CN
代理机构:济南鼎信专利商标代理事务所(普通合伙)
代理人:曹玉琳
更多信息请下载全文后查看。
浅谈电子凸轮技术的多线切割机排线方法研究
浅谈电子凸轮技术的多线切割机排线方法研究摘要:随着时代的不断进步,我国各行各业的生产技术水平都取得了极大的进步,在我国工业生产中,电子凸轮技术占据着重要的地位,基于这种生产技术下的多线切割机设备具有非常明显的优势,将其运用于半导体硬脆性材料的加工生产中,能够使加工效率和加工质量大大的提高,而且对于材料的损耗也较少,因此这种多线切割机设备逐渐占据了材料加工设备市场,但是在实际的加工生产中,这种设备的控制系统还存在着一些问题,为了保障设备的生产质量和生活效率,就要从设备的排线方法入手,提升多线切割机设备运用的稳定性和可靠性。
关键词:电子凸轮技术多线切割机排线方法技术研究引言:作为一种新型的材料加工设备,多线切割机设备较其他加工设备相比,具有相当明显的优势,目前已经被广泛的运用于硅材料、磁性材料、陶瓷等哥之后能硬脆性材料的加工生产中,但是在实际的加工生产中,这种多线切割机设备对于控制系统的性能具有较高的要求,如果线轮上排线的质量出现偏差,整个控制系统的稳定性就会受到巨大的影响,进而严重的影响的多线切割机设备的生产效率和生产质量水平。
因此说,为了确保基于电子凸轮技术的多线切割机能够稳定的运行,就要从多线切割机排线方法入手进行研究,本文分析了多线切割机排线系统的运行原理,并且针对运行系统的控制参数提出了一些排线系统的优化方法,希望可以为我国工业生产行业提供一定的帮助。
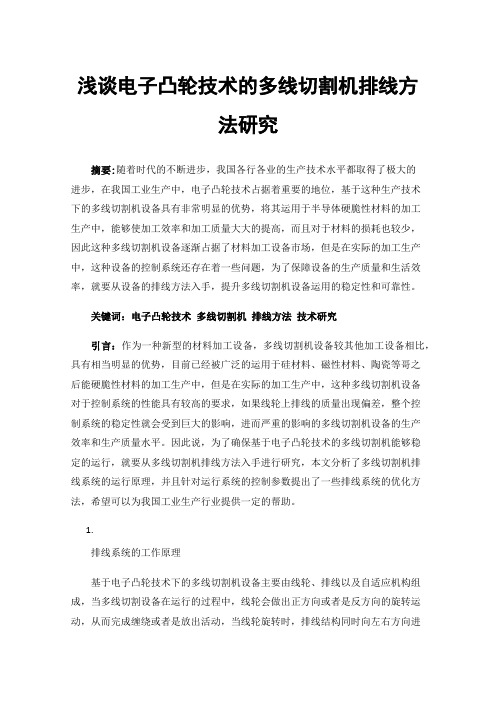
1.排线系统的工作原理基于电子凸轮技术下的多线切割机设备主要由线轮、排线以及自适应机构组成,当多线切割设备在运行的过程中,线轮会做出正方向或者是反方向的旋转运动,从而完成缠绕或者是放出活动,当线轮旋转时,排线结构同时向左右方向进行运动,就能将金刚线缠绕在多线切割设备的线轮中。
在这一过程中,排线自适应机构会根据设备运行过程中产生的偏差做出相应的调整,从而使多线切割机设备的排线系统进行调整。
一般来说,多线切割机设备中的排线结构呈上下对称形式进行分布,两个上下对称的排线结构分别用于放线和收线,在多线切割机设备运行的过程中,排线自适应结构就会将金刚线从中间位置中拉出,当线轮进行旋转时,排线就会根据相应的方向移动一定的距离。
多线切割机工作原理

多线切割机工作原理
多线切割机是一种用于将一根长条材料切割成若干短段的设备。
它的工作原理可以分为以下几个步骤:
1. 材料供给:长条材料通过供给系统被送到多线切割机的工作台上。
供给系统可能使用传送带、滚轮等方式将材料推进或拉动。
2. 定位夹紧:工作台上有夹紧装置,可以固定住材料的一端,确保材料在切割过程中的位置不变。
3. 多线切割:多线切割机通常配有数条切割线,每个切割线上安装有一把切割刀具。
当夹紧装置夹住材料后,多个切割刀具同时下降,将材料切割成若干短段。
4. 材料输送:切割完成后,将切割好的短段从工作台上移走。
这可以通过传送带、滑道等方式实现。
5. 复位准备:在材料移走后,切割刀具抬起并复位,准备迎接下一根材料的切割。
多线切割机通过同时进行多个切割操作,大大提高了切割效率。
它适用于对长条材料进行批量分割的工作场景,如金属管材、木材、塑料管等。
多线切割机收线排线装置的浅析

36科技资讯 SC I EN C E & TE C HN O LO G Y I NF O R MA T IO N动力与电气工程由于多线切割机在切割工件时的运动规律为高速往复运动,钢丝线的线速度在特定的运动过程是恒定不变的,旧线在收线轮上的排布均匀度尤为重要,如排线不均匀,同一收线轮在直径值上会起伏不定,在钢丝线速度一定的情况下会导致收线轮的转速变化频繁,导致钢丝线张力波动大,严重的引起断线故障。
在采用普通齿轮齿条传动和调速电机驱动时,由于换向的不精确性和普通齿轮齿条传动的精度误差,会出现收线轮会出现纱锭形状。
如采用伺服运动控制器和电子凸轮控制法则成本过高。
1 技术方案为了提供一种多线切割机收线排线装置及控制系统,低成本、精度高、控制方式简易,解决多线切割机旧线回收时排线不匀的问题。
为了实现上述目的,该技术方案是:一种多线切割机收线排线装置,包括收线电机驱动的收线轮;在收线轮一侧设置有受排线电机驱动做往复运动的导线轮,以及用于限定导线轮运动行程的位置传感器。
导线轮通过连接杆与安装在滚珠丝杆副上的连接板固定,滚珠丝杆副与排线电机连接。
连接板同时穿套在与滚珠丝杆副平行的直线导轨上。
滚珠丝杆副和直线导轨支承在支架上,排线电机固定在支架外侧。
支架上安装有两个位置传感器,分别是位置传感器一和位置传感器二,连接板上固定接有与位置传感器接触产生位置信号的感应块。
收线电机和排线电机均为伺服电机。
该装置有益效果:多线切割机工作时,交流伺服电机驱动滚珠丝杆副,带动连接板和感应块作线性运动,并随收线电机转向的改变而改变移动方向,将线均匀缠绕在旧线的收线轮上。
控制系统中,钢丝运行在收线轮中间段时,感应块启停及移动方向均随动收线电机启停及运动方向改变,待感应块第一次接触位置传感器一后,由位置传感器一控制感应块掉头直至收线电机停止,收线电机再次启动时,感应块仍向位置传感器方向移动,直至感应块向位置传感器方向移动时不能感应位置信号,感应块再反向随动收线电机换向及启停,如此往复。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
多线切割机放线自动排线的研究
摘要:分析了多线切割机放线排线的重要性,说明了工作原理,给出了其机械结构和控制系统的设计框图。
重点研究了切割线位置检测传感器的检测方式,并针对此方案设计相关的控制过程。
通过试验论证采用压力传感器式方案控制波动范围小、精确度高。
关键词:多线切割机;放线自动排线;检测传感器
引言
目前,一种用于硬脆性材料高精度薄片切割的多线切割机其切割原理是切割线高速反复的正反运转,将磨料带入到加工区域,从而实现切割,在这高速反复正反运转中,由于切割磨损,使用排线装置逐步的将切割线收至收线筒。
也就是在这个过程中,由于切割线的磨损,放线筒正转放线的时间总大于反转收线时间。
放线筒正转放线时,切割线将按原先绕制的规律来回放线,放线筒反转收线时,由于不带有排线装置,回收的线将叠在一处或呈纺锤形排布,当再次由反转变回正转时,放线筒又将处于放线状态,此时放线筒将反转回收的线放完后再放到新线时,切割线位置会出现跳变,这将会造成切割线的张力极不稳定。
本文给出了一种放线自动排线的装置和控制方案。
1.放线排线状态分析
多线切割机在放线过程中,由于新线筒绕线时的不稳定性,特别是在线筒两侧线距的跳跃,导致在放线过程中会出现如图1所示的三种状态。
状态1为正常排线时,状态2为排线机在钢线右侧,状态3为排线机在钢线左侧。
排线装置包括能检测切割线位置的两个检测轮,以及能根据检测轮的检测信号控制驱动机构运行速度并调整安装支架位置的控制器。
两个检测轮并排设置在安装支架上并分别位于切割线两侧,每个检测轮上均设置有一与控制器相连接的压力传感器。
安装支架能相对于机架沿着收放线筒的轴线方向往复移动,当安装支架移动速度过快时,切割线将压在与安装支架移动方向相反一侧的检测轮上,当安装支架移动速度过慢时,切割线将压在与安装支架移动方向相同一侧的检测轮上,控制器根据连接在检测轮上的压力传感器检测切割线是否接触至检测轮上,从而判定由排线导向机构引出的切割线在收放线筒上排线是否到位,若不到位,则通过调整安装支架的移动速度以对排线位置进行调整。
当切割线碰到到轮体时,轮体能相对轮轴进行转动,以减少受力,避免检测轮与切割线接触过程中产生的损伤,延长使用寿命。
3.1.排线距δ设定
对于新的放线筒,厂家有自己绕制的线距,根据此线距计算出放线筒每转一
圈,排线伺服电机需要转过的圈数,即设定排线伺服电机的转速。
3.2.排线方向设定
3.2.1.由于对放线筒绕制的方向不确定,首次正转放线时先自定义钢线排线方向,例如向左侧运行,此时控制器按设定的排线距控制排线伺服电机,通过排线传动机构将排线杆按设定的速度往左侧运行。
3.2.2.当放线筒绕制的方向与排线杆运行方向一致时,如果此时排线杆运行的速度和原先绕制的速度相同,左右侧检测传感器都将检测不到信号;如果速度不一致,切割线将会压到左或右检测轮,此时左或右侧检测传感器将会检测到压力信号传递给控制器。
3.2.3.当放线筒绕制的方向与排线杆运行方向不一致时,此时右侧检测传感器检测到的信号较方向一致时检测到的值偏大,控制器判断方向不一致,从而排线伺服电机改变方向。
3.2.
4.排线杆运行到线筒前后限位末端,改变方向,与当前方向反向。
3.3.感应系数差k左-k右
3.3.1.当排线方向从左到右时,此时检测回的信号k左-k右大于零,即左侧检测传感器检测到信号时,表示排线杆运行快了,要减慢排线伺服电机。
3.3.2.当排线方向从右到左时,此时检测回的信号k左-k右小于零,即右侧检测传感器检测到信号时,表示排线杆运行慢了,要加快排线伺服电机。
4.总结
设计结构简单,控制方式简洁,切割线位置检测准确、跟踪灵活,避免了爬线现象,解决了叠线问题,保证了排线的均匀性,减少了张力的波动,降低了断线的可能性,从而提高了多线切割机切割的品质。