支架机械加工工艺过程卡片演示教学
支架 工艺过程卡

45
钻、扩孔
以左外侧面、Φ5mm孔所在底面、前外表面为精基准,钻右侧面上的Φ30H7mm内孔,钻至Φ28mm,达到IT13、Ra12.5μm;钻右侧面上的Φ25mm内孔,钻至Φ23mm,达到IT13、Ra12.5μm;扩两侧Φ25mm内孔,不留余量,达到IT11、Ra12.5μm。
机加工
Z3040
山东大学
机械工程学院
机械加工工艺过程卡
产品型号
CM6125
零件图号
产品名称
精密车床
零件名称
支架
共3页
第1页
材料牌号
HT150
毛坯种类
铸件
毛坯外形尺寸
110×57.6×112
每毛坯可制件数
1
每台件数
1
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
05
铸造
铸造
10
清砂
铸造
15
时效处理
人工时效处理,稳定制件质量。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
55
半精镗
基准同上,半精镗Φ35J7mm内孔,留余量0.26mm,达到IT9、Ra3.2μm。
机加工
TK611B
YG8硬质合金平头镗刀,塞规
60
精镗
基准同上,精镗Φ35J7mm内孔,不留余量,达到IT7、Ra1.6μm;镗刀找正内腔圆弧段上表面。
机加工
TK611B
YT15硬质合金平头镗刀,塞规
59.33
65
粗铣平面
以左外侧面及其上的Φ30H7mm孔、Φ35J7mm孔为精基准,粗铣底部挡块的两个工作表面,不留余量,达到IT11、Ra12.5μm。
支架机械加工工艺过程卡片

产品型号
零件图号
JCYG-02
产品名称
支架
零件名称
支架
共
1
页
第
1
页
材 料 牌 号
毛 坯 种 类
毛坯外形尺寸
每毛坯件数
1
每 台 件 数
备 注
工
序
号
工 名
序 称
工 序 内 容
车
间
工
段
设 备
工 艺 装 备
工 时
准终
单件
1
木
木模
2
铸
铸造
3
热处理
回火
4
铣
铣平面N及两个表面粗糙度为12.5的侧面。
10
终验
检验入库
设 计(日 期)
校 对(日期)
审 核(日期)
标准化(日期)
会 签(日期)
标记
处数
更改文件号
签 字
日 期
标记
处数
更改文件号
签 字
日 期
HNC-21/22T
端面铣刀,游标卡尺
5
铣
铣平面M、φ65mm外圆及端面
HNC-21/22T
圆柱铣刀,端面铣刀,游标卡尺
6
钻、扩、铰
钻、扩、铰φ45mm的孔
Z525
麻花钻,铰刀,游标卡尺专业夹具
7
钻
钻四个φ11mm的孔
Z525
麻花钻、游标卡尺
8
倒角
φ45mm孔两端倒角1X45°
C6140
车刀
9
去毛刺
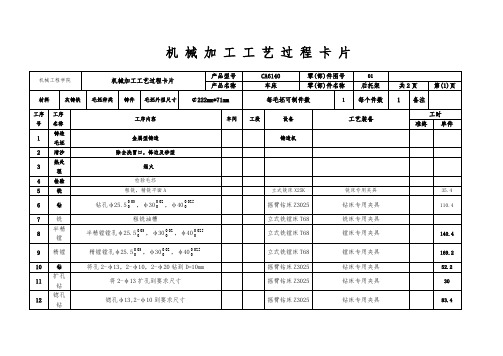
机械制造张紧轮支架机械加工工艺工序卡

深度
(mm/r )
(mm)
次 数
660 120 0.25 0.5 2
立式铣床、铣床
专用夹具、高速 660
120 0.15
0.3
钢套式面铣刀、 660 120 0.1 0.2
游标卡尺、分度
圆卡盘
工时定 额
机辅 动助 15
装订 号
标处 记数
更改 文件 号
更改 签日标处
文件 字期记数
号
9.6 日 签字 期
1 冷却液
工序时 间
机单 动件
工 步 描图 号
工步内容
1 钻孔 描校 2 扩孔
底图 号
工艺装备
切削速 进 给
走
主轴转
进给
度
量
刀
速/ (r/min)
(m/min )
(mm/r )
深度 (mm)
次 数
660
50
0.4 0.8 5
工时定 额
基辅 本助 11
钻床、游标卡尺
装订 号
标处 记数
编制
更改
更改
签日标处
工序时 间
准单 终件
工 步 描图 号
工步内容
铸造毛坯保证各
1
尺寸
描校 2
清砂
热处理,硬度要
3
求达到
HBS1187-220
底图
号
工艺装备 游标卡尺
切 削 进给
走
主轴
进给
速度量
刀
转速/ (r/min)
(m/mi n)
深度
(mm/ r)
(mm)
次 数
工时定 额
机辅 动助
装订 号
标处 记数
CA6140车床后托架工艺加工卡片以及过程卡片
0.36
1
70
1
6
铰孔
高速钢铰刀
3.73
0.25
2
70
1
设计:张胤
审核(日期)
标准化(日期)
设计日期;2017.12.12
标记
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
磨底平面
平行砂轮
0.006
120
2
设计:张胤
审核(日期)
标准化(日期)
设计日期:2017.12.12
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
CA6140
切削速度
m/min
进给量
mm/r
切削深度
mm
进给
次数
工步工时
机动
辅助
1
精铣底平面
硬质合金端铣刀
6.17
1.42
220
100
1
设计:张胤
审核(日期)
标准化(日期)
设计日期:2017.12.12
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
机械加工工序卡片
产品型号
CA6140
零(部)件图号
摇臂钻床Z3025
钻床专用夹具
83.4
机械加工工序卡片+机械加工工艺过程卡片

会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B10021415
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(2)页
车间
工序号
工序名称
材料牌号
金工
2
车
KTH350—10
毛坯种类
毛坯外形尺寸
每毛坯可制件数
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
A4
B100214 15
产品名称
倒档拨叉
零件名称
倒档拨叉
共(14)页
第(13)页
车间
工序号
工序名称
材料牌号
金工
13
精铣脚面夹具
KTH350-10
毛坯种类
毛坯外形尺寸
钻刮复合钻Ø13.5xØ30
750
27
0。3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
洛阳理工学院
机械加工工序卡片
产品型号
零件图号
机械加工工艺过程卡片-V5

台州学院机械工程学院机械加工工艺过程卡片
产品型号零件图号
产品y1称零件名称CA6140法兰盘共2页第2页
每毛坯件数每台件数备注
工序号工名
序称
工序内容
车
间
工
段
设备工艺装备
工时
准终单件
40 车半精车①45外圆面,①90外圆面,B面外圆面。
C620-1 型
卧式车床
5.4min
45 车精车①45外圆面,①90外圆面,B面外圆面,车B面上圆角,C620-1 型卧式车床
50 车精车右端面C620-1 型
卧式车床
93。
偏头车刀三爪卡盘0.9min
55 车精车左端面
C620-1 型
卧式车床
93°偏头车刀三爪卡盘0.14min 60 钻钻4个①9的孔C616A 型麻花钻
65 钻钻①4孑L,绞①6孔C616A 型麻花钻
70 划线划线、刻字
75 检测、入库
设计(日期)
校对(日
期)
审核(日期)标准化(日期)会签(日期)
标记处数更改文
件号
签字日期
标
记
处数
更改文
件号
签字日期
材料牌号毛坯种类铸造毛坯外形尺寸
HT200。
左摆动杠杆机械加工工艺过程卡片

机械加工工艺过程卡片产品型号 左摆动杠杆零件图号产品名称零件名称左摆动杠杆共1 页 第 1 页材 料 牌 号 45钢毛 坯 种 类锻件毛坯外形尺寸31802857mm ⨯⨯ 每毛坯件数1每 台 件 数1 备 注工 艺 号工 名 序 称工 序 内 容车 间 工 段设 备工 艺 装 备工 时/s 准终单件1 铣削 粗铣左右端面及上下端面,加工余量4mm冷加工 X51铣床 通用夹具,面铣刀 0.75 20.15 2 铣削 半精铣左端面,上端面,右端面,保证尺寸,保证粗糙度3.2;X51铣床 通用夹具,面铣刀 1.37 36.93 3 倒角 倒R=3mm 的圆角X51铣床 通用夹具,面铣刀 1 20 4 钻孔 钻-粗铰-精绞12Φ*18盲孔,保证内孔粗糙度1.6 Z515钻床 通用夹具,麻花钻 铰刀 95.2 109.48 5 钻孔钻-粗铰-精铰孔15Φ,保证内孔粗糙度1.6,尺寸精度Z515钻床 通用夹具,麻花钻 铰刀 5.78 115.78 6 钻孔 钻-粗铰-攻螺纹,深度11mm ,保证内孔粗糙度6.4,螺纹精度IT8 Z515钻床 通用夹具,麻花钻 铰刀 4.7297.637 钻孔 钻-粗铰-精铰孔12Φ*2,保证内孔粗糙度1.6,尺寸精度Z515钻床 通用夹具,麻花钻 铰刀 94.78 109.06 8 钻孔 钻-精铰孔,保证内孔6Φ粗糙度1.6,尺寸精度Z515钻床 通用夹具,麻花钻 铰刀1.87 130.9 9铣槽 粗铣-半精铣8mm 槽,保证粗糙度3.2X51铣床 通用夹具,铣刀 61.4 70.61 描图 10 铣槽 粗铣2mm 槽,保证粗糙度6.3X51铣床 通用夹具,铣刀3.88 104.77 11 去毛刺 由钳工修整,去毛刺 钳工台锉刀 100 描校12 中检 检查尺寸,表面粗糙度塞规 百分尺 卡尺2013清洗 清洗清洗机10 底图号 14终检 检查尺寸,表面粗糙度塞规 百分尺 卡尺装订号 设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号签字日期机械加工工序卡片产品型号零件图号A4产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间2铣削45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件31802857mm⨯⨯ 1 1设备名称设备型号设备编号同时加工件数铣床X51夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件4.45.19工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左右端面及上下端面,加工余量4mm通用夹具,面铣刀664 104.2 0.6 0.84 4 4.4 0.792 半精铣左右端面664 104.2 0.6 0.84 4 4.4 0.793 半精铣上端面,保证粗糙度3.2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间9 铣削45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件31802857mm⨯⨯ 1 1设备名称设备型号设备编号同时加工件数数控铣床X51夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件19.21 518.46工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 一次铣槽1(宽度8mm),切深15mm通用夹具,铣刀铰刀509 159.82 0.12 15 1 123 22.12 二次铣槽1(宽度8mm),切深10mm528 165.87 0.12 10 1 118 21.23 铣槽面X1,保证粗糙度3.2753 236.38 0.02 25 1 83 14.94 铣槽面X2,保证粗糙度3.2753 236.38 0.02 25 1 83 14.9设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间5钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数钻床Z515夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件94.78 109.06工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Φ14~Φ14.018,钻孔的余量为Z=14mm,钻孔IT12通用夹具,麻花钻铰刀590 20 0.2 0.84 4 15.8 2.372 扩孔,Φ14.85~Φ14.92,扩孔的余量为Z扩=0.85mm,扩孔IT1097 2 0.50 1.0 4 33.8 5.073 精铰,Φ15~Φ15.027,精铰余量为Z精=0.15mm,精铰IT8140 4 0.4 1 4 45.6 6.84设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间5钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控铣床Z515钻床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件95.2 109.48工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Φ11,深度18,钻孔的余量为Z=11mm,钻孔IT12,表面粗糙度6.3通用夹具,麻花钻铰刀590 20 0.2 0.84 4 15.8 2.372 粗绞Φ11.95,粗绞的余量为Z =0.95mm,粗绞IT10,表面粗糙度3.297 2 0.50 1.0 4 33.8 5.073 精铰Φ12,精铰余量为Z=0.05mm,精铰IT6,表面粗糙度1.6140 4 0.4 1 4 45.6 6.84设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序10卡片机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间10 铣削45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数数控铣床X51夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件3.88 104.77工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣宽2mm槽,工序余量2,IT12,尺寸公差0.5,粗糙度6.3通用夹具,铣刀509 159.82 0.12 15 1 3.88104.77设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间8钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数钻床Z515钻床夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件61.4 70.61工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Φ5.8,钻孔的余量为2mm,钻孔IT12,表面粗糙度6.3通用夹具,麻花钻铰刀590 20 0.2 0.84 4 15.8 2.372 精铰Φ6,精铰余量为0.2mm,精铰IT6,表面粗糙度1.6140 4 0.4 1 4 45.6 6.84设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称零件名称 左摆动杠杆 共1 页 第 1 页车间 工序号 工序名称 材 料 牌 号冷加工车间 6 钻孔-攻螺纹 45钢 毛 坯 种 类毛坯外形尺寸每毛坯可制件数每 台 件 数1 1 设备名称 设备型号 设备编号同时加工件数钻床 Z515夹具编号夹具名称 切削液通用夹具工位器具编号工位器具名称工序工时 /s 准终单件26.3 35.51 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度 进给次数工步工时r/min m/min mm/r mm 机动 辅助 1 钻螺纹底孔mm 6.811Φ-通用夹具,麻花钻 铰刀80015.30.111 4 11.3 2.37 2 攻螺纹1011M ⨯ 2720.1130.1114156.84设 计(日 期) 校 对(日期) 审 核(日期) 标准化(日期) 会 签(日期)标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间7钻孔45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数1 1设备名称设备型号设备编号同时加工件数钻床Z515夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件94.78 109.06工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻孔Φ11~Φ11.018,钻孔的余量为Z=4mm,钻孔IT12通用夹具,麻花钻铰刀590 20 0.2 0.84 4 15.8 2.372 扩孔,Φ11.85~Φ11.868,扩孔的余量为Z扩=0.85mm,扩孔IT1097 2 0.50 1.0 4 33.8 5.073 精铰,Φ12~Φ12.018,精铰余量为Z精=0.15mm,精铰IT8140 4 0.4 1 4 45.6 6.84设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称零件名称左摆动杠杆共 1 页第 1 页车间工序号工序名称材料牌号冷加工车间1铣削45钢毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件31802857mm⨯⨯ 1 1设备名称设备型号设备编号同时加工件数铣床X51夹具编号夹具名称切削液通用夹具工位器具编号工位器具名称工序工时 /s准终单件4.45.19工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 粗铣左右端面及上下端面,加工余量4mm通用夹具,面铣刀664 104.2 2 24 4 40 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称零件名称副变速拨叉共 1 页第 1 页车间工序号工序名称`材料牌号钻扩铰Φ12孔和Φ15孔45钢同时加工件数夹具名称夹具编号每料件数专用夹具设备名称设备型号设备编号工作液乳化液工步号工步内容计算数据走刀次数切削用量工时定额/min 刀具、量具进给长度mm单边余量mm背吃刀量mm进给量mm/r或mm/min主轴转速r/min切削速度m/min基本时间辅助时间工作地服务时间准备终结时间单件时间名称规格牌号数量1 钻Φ12孔、Φ15通孔70 1 11.8 0.1 960 25.62 扩Φ12孔、Φ15通孔70 1 0.16 0.4 97 3.73 铰Φ12孔、Φ15通孔70 1 0.04 0.3 140 5.3编制何星纬抄写校对审核批准。
机油泵传动轴支架全套工序卡.doc

1
1
1
φ11钻头
机械加工工序卡片
机械加工工序卡片
产品型号
零(部)件图号
54.05.19
产品名称
机油泵
零(部)件名称
机油泵传动轴支架
共12页
第10页
车间
工序号
工序名称
材料牌号
10
钻
HT15-33
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
250*98.33*55
1
1
设备名称
Z525
同时加工件数
1
夹具编号
夹具名称
切削液
专用夹具
工位器具编号
工位器具名称
工序工时
准终
单件
16.6
工步号
工步内容
工艺装备
主轴转速
r/min
切削速度
m/min
进给量
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
10
钻孔φ7mm
φ7mm钻
229
15.3
0.25
12
1
1
1
扩孔:φ7.7mm
φ7.7mm专用扩孔钻
68
7.9
0.57
mm/r
切削深度
mm
进给次数
工步工时
机动
辅助
7
铣φ32mmC向端面
专用夹具
190
5.3
0.32
12
1
1
1
φ45端面铣刀
锪孔1.5×45°
90°锪钻
68
8.26
0.72
1.5
1
(机械制造行业)机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡
学生姓名
届
学院(系)机械学院
指导教师
职称
2013 专业机械工程及自动化 副教授
天型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(1)页
材料牌号
天津理工大学
机械加工工艺过程卡片
产品型号 产品名称
492Q 连杆总成
零件图号 零件名称
760-1004050 连杆
共(3)页 第(2)页
材料牌号 工 工序 序 名称 号
45Mn 工
毛坯种类 序
16 钳工 钻扩铰螺栓孔
17 钳工 杆盖螺栓孔倒角 18 铣工 铣杆盖缺口面 19 铣工 铣杆油槽 20 钳工 钻油孔 21 钳工 煮螺栓 22 钳工 装配螺栓 23 车工 半精镗大头孔 24 车工 大头孔倒角
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
设备
工
每台件数 艺装备
4 备注
工
时
准终 单件
Z535
钻头φ42.5
1
镗床 J-24,D-24,气动测头,内径表 18~35
2.4
铣床
J-25,三面刀铣刀φ100×22,锉刀
4.8
磁力探伤机
钳工台
重量分选仪 ZDF-1000 型 金属电刻字机 DK100 型
25 磨工 精磨两大平面
26 车工 精镗大小头孔
27 车工 车小头厚度 28 车工 修重小头
29 钳工 珩磨大头孔
30 钳工 压铜套
锻件 内
毛坯外形尺寸 容 车间 工段
每件毛坯可制件数
机械加工工艺过程卡片及工序卡
连杆加工工艺过程卡片及工序卡学生姓名届 2013学院(系)机械学院专业机械工程及自动化指导教师职称副教授产品名称连杆总成零件名称连杆盖第(2)页车间工序号工序名称材料牌号02 粗铣盖两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数端面铣床自制 1夹具编号夹具名称切削液J-01 铣夹具工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-01 n=610 v=191 f=0.281t=0.5 0.25 2.85(1)保证加工面距中心线尺寸18.35±0.102t=0.5(2)两大平面对称中心线允差±0.25mm 量具:卡尺3t=0.32 粗铣另一大平面36.720.04t=0.2 (1)其一平面必垂直设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(3)页车间工序号工序名称材料牌号03 粗铣杆两大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数立铣 X52 1夹具编号夹具名称切削液J-02 铣夹量工序工时(分)准终单件3.1 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗铣盖一大平面(先加工凸起面)刀具:端铣刀盘D-02 n=1180 v=163 s=0.508 t=15 1 0.6 2.5(1)保证加工面距中心线尺寸18.35±0.10(2)两大平面对称中心线允差±0.25mm 量具:卡尺2 粗铣另一大平面36.720.0(1)其中一大平面赢平直不直度≯0.10mm设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(4)页车间工序号工序名称材料牌号04 钻小头孔45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-03 钻夹具乳化液工序工时 (分)准终单件3 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 钻连杆小头孔Φ24.530.0+粗糙度6.3 刀具:锥柄钻头Φ24.5 n=195 v=15 f=0.2 1 1.2 1.82 检验Φ24.530.0+孔与小头外圆应同心圆偏差≤0.25mm 量具:卡尺凸起面朝下定位夹紧设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体第(5)页车间工序号工序名称材料牌号05 小头孔倒角45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数钻床 Z535 1夹具编号夹具名称切削液J-04工序工时 (分)准终单件0.96 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 小头孔倒角面角1.520.0 ×45°刀具:锥柄钻头Φ28 n=68 V=6 f=手动 1.52 0.46 0.52 检验尺寸及粗糙度设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期产品名称连杆总成零件名称连杆体和盖第(6)页车间工序号工序名称材料牌号06 粗磨杆盖大平面45Mn2毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻 1 4设备名称设备型号设备编号同时加工件数磨床 M7475B 杆16盖50夹具编号夹具名称切削液电磁吸盘乳化液工序工时 (分)准终单件4.09 工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时机动辅助1 粗磨一大平面36.410.0+以平整一大平面定刀具:研轮GB60ZRAP350×40×127 n=1440 v=1582 f纵=3-28 T=0.02 34 2.5 1.59位对称磨削。
机油泵传动轴支架工序卡讲述

机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
检验工序卡
检验工序卡
古今名言
敏而好学,不耻下问——孔子
业精于勤,荒于嬉;行成于思,毁于随——韩愈
兴于《诗》,立于礼,成于乐——孔子
己所不欲,勿施于人——孔子
读书破万卷,下笔如有神——杜甫
读书有三到,谓心到,眼到,口到——朱熹
立身以立学为先,立学以读书为本——欧阳修
读万卷书,行万里路——刘彝
黑发不知勤学早,白首方悔读书迟——颜真卿
书卷多情似故人,晨昏忧乐每相亲——于谦
书犹药也,善读之可以医愚——刘向
莫等闲,白了少年头,空悲切——岳飞
发奋识遍天下字,立志读尽人间书——苏轼
鸟欲高飞先振翅,人求上进先读书——李苦禅
立志宜思真品格,读书须尽苦功夫——阮元
非淡泊无以明志,非宁静无以致远——诸葛亮
熟读唐诗三百首,不会作诗也会吟——孙洙《唐诗三百首序》书到用时方恨少,事非经过不知难——陆游
问渠那得清如许,为有源头活水来——朱熹
旧书不厌百回读,熟读精思子自知——苏轼
书痴者文必工,艺痴者技必良——蒲松龄
声明
访问者可将本资料提供的内容用于个人学习、研究或欣赏,以及其他非商业性或非盈利性用途,但同时应遵守著作权法及其他相关法律的规定,不得侵犯本文档及相关权利人的合法权利。
谢谢合作!。
支架工艺过程卡片
立式钻床 立式钻床 立式钻床 立式钻床
Z525 Z525 Z525 Z525
专用钻夹具 2 专用钻夹具 2 专用钻夹具 3 专用钻夹具 3
钻-铰
钻孔攻丝 钻孔 钳工 清洗 检验入库
标记
处数
更改文件号
签字
日期
标记
处数
更改文件 号
签字
日期
编制(日期)
审核(日期
产品型号
零件图号 零件名称 毛坯重量
Zhijia
共 第
2 1
页 页
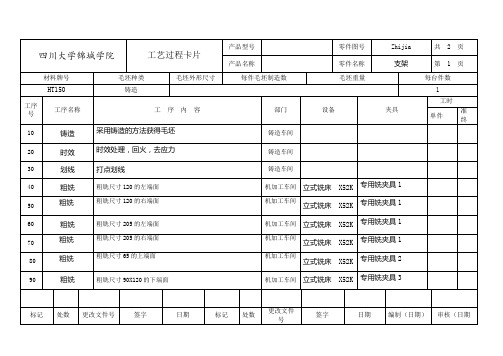
四川大学锦城学院
材料牌号 毛坯种类 铸造
工艺过程卡片
产品名称 毛坯外形尺寸 每件毛坯制造数
支架
每台件数 1 工时
HT150
工序 号
10 20 30 40 50 60 70 80 90
工序名称
工
序 内
容
部门
铸造车间 铸造车间 铸造车间 机加工车间 机加工车间
设备
夹具
单件
准 终
铸造 时效 划线 粗铣 粗铣 粗铣 粗铣 粗铣 粗铣
采用铸造的方法获得毛坯 时效处理,回火,去应力 打点划线
粗铣尺寸 120 的左端面 粗铣尺寸 120 的右端面
立式铣床 立式铣床 立式铣床 立式铣床 立式铣床 立式铣床
X52K X52K X52K X52K X52K X52K
专用铣夹具 1 专用铣夹具 1 专用铣夹具 1 专用铣夹具 1 专用铣夹具 2 专用铣夹具 3
粗铣尺寸 205 的左端面 粗铣尺寸 205 的右端面 粗铣尺寸 65 的上端面
机加工车间 机加工车间 机加工车间
粗铣尺寸 90X120 的下端面
机加工车间
CA6140车床后托架机械加工工艺过程与工序卡片说课讲解
机加车间
090
扩、铰
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
设备名称
设备型号
设备编号
同时加工
摇臂钻床
Z37
1
夹具编号
夹具名称
切削液
XJ-01
钻床夹具
乳化液
工位器具编号
工位器具名称
工序工时/s
准终
单件
工步号
工步内容
工艺设备
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
1
磨底平面
平行砂轮
0.006
120
2
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
机械加工工序卡片
产品型号
CA6140
零(部件)图号
05
产品名称
车床
零(部件)名称
后托架
共 8 页
第 5 页
车间
工序号
工序名
材料牌号
机加车间
080
磨
HT200A
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
1
设备名称
设备型号
设备编号
同时加工
平面磨床
M7232
1
夹具编号
夹具名称
切削液
MJ-01
磨床夹具
乳化液
GC支架加工工艺流程图

仓储
转运
批次
A: 重要特性
批准: 日期:
Page 3 of 3
OP10
B B B 报废
B B B B
¢10+0/0.06 ¢10+0.15/0.21 2-M12*1.25-6H
零件尺寸符合要求
不合格品
工序流转
过程检测
质量
返 工
¢0.1 M ¢0.4 M F M ¢0.1 M ¢0.4 M F M
报废 让步接受 接收
工装磨损 工装调整不对 定位点不准确 在定位面上有切屑
OP30
质量
返 工
B B
Page 1 of 3
变差来源
过程
过程流程
不合格品控制
特殊特性
结果
操作损伤 标识错误 生锈
OP40 加工件储存 OP 40
让步接受 接收
报废 在良好的条件下仓储
返工检查100%确认 % 返工检查
委外 电镀
汽车运输
操作损伤 标识错误 生锈
OP40A
40A
不当的电镀参数 有切屑在环槽内
廊坊瑞达汽车制动器有限公司
零件图号及版本号:Q540102 0 零件图号及版本号 零件名称: 前支架 零件名称:GC前支架 联系人/电话 邵彬 /86-316-5908257 联系人 电话: 电话 编制日期: 编制日期 修订日期: 修订日期 核心小组: 核心小组 李怲烈 变差来源 邵彬 周言博 王润贺 过程 过程流程 不合格品控制 特殊特性 结果 技字/11- 文件编号及版本 :技字 -P4508-760 技字 -
退回反镀
操作损伤 标识错误 生锈
OP60 镀锌件存储 60
Page 2 of 3
1、推动架工艺卡工序卡片

夹具
名称
辅助
工具
名称
型号
卧式铣床
XA6132
专用铣夹具
安装
工步
安装及工步说明
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
铣φ32mm孔和φ16mm孔在同一基准上的两个端面
圆柱铣刀
游标卡尺
90mm
1
2.5mm
0.2mm/z
250r/min
47.1m/min
5.8min
设计者
指导教师
拉刀
游标卡尺
52mm
1
3mm
0.3mm/r
475r/min
14.36m/min
53s
设计者
指导教师
共11页
第11页
刀具
量具
走刀
长度
走刀
次数
切削深度
进给量
主轴
转速
切削
速度
基本
工时
1
1
2
钻螺纹孔φ6mm
攻丝8M-6H
直柄麻花钻
机用丝锥
内径千分尺
螺纹塞规
1
1
1
1
3mm
0.5mm
0.3mm/r
0.1mm/r
420r/min
460r/min
4.7m/min
3.2m/min
26s
14s
设计者
指导教师
共11页
第9页
机械设计与制造专业
工序名称
铣端面
工序号
05
05
零件名称
推动架加工工艺卡片

表1.1推动架加工工艺过程卡上海师范大学天华学院机械加工工艺过程卡产品型号零件图号共(2 )页产品名称零件名称推动架第(1 )页材料牌号HT200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准备单件1 铸造铸造毛坯2 热处理人工时效处理3 车1)粗车、半精车、精车32φ左端面,倒外圆角CA6140车床三爪卡盘2)钻、扩、粗车32φ孔3)拉R3油槽4)半精车、精车32φ孔,倒内圆角4 铣 1)粗铣、半精铣、精铣32φ右端面XA6132 专用铣床夹具2)粗铣Φ16+0.019孔的右端面5 铣粗铣Φ16+0.019孔的左端面XA6132 专用铣床夹具6 钻钻、扩、铰Φ16+0.019的孔Z35摇臂钻床专用钻床夹具7 铣粗铣、半精铣、精铣Φ27顶面XA6132 专用铣床夹具8 铣 1)粗铣深9.5mm宽6mm的槽XA6132 专用铣床夹具标记处数更改文件号签字日期标记处数更改文件号签字日期设计审核标准化会签日期上海师范大学天华学院机械加工工艺过程卡产品型号零件图号共(2 )页产品名称零件名称推动架第(2 )页材料牌号HT200毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名称工序内容车间工段设备工艺装备工时准备单件2)粗铣深1mm宽6mm的槽9 钻1)钻、扩、铰10φ的孔Z35摇臂钻床专用钻床夹具2)扩、铰、锪Φ16+0.033阶梯孔10 钻钻、铰M8螺纹孔Z35摇臂钻床专用钻床夹具11 钳攻M8—6H螺纹丝锥12 钻1)钻6φ油孔Z35摇臂钻床专用钻床夹具2)锪0120的倒角13 钳去毛刺,需要倒角的地方锪倒角14 淬火淬火处理15 检检验各部尺寸、精度16 入库标记处数更改文件号签字日期标记处数更改文件号签字日期设计审核标准化会签日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
产品型号
零件图号
JCYG-02
产品名称
支架
零件名称
支架
共
1
页
第
1
页
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯件数
1
每台件数
备注
工
序
号
工名
序称
工序内容
车
间
工
段
设备
工艺装备
工时
准终
单件
1
木
木模
2
铸
铸造
3
热处理
回火
4
铣
铣平面N及两个表面粗糙度为12.5的侧面。
HNC-21/22T
端面铣刀,游标卡尺
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
5
铣
铣平面M、φ65mm外圆及端面
HNC-21/22T
圆柱铣刀,端面铣刀,游标卡尺
6
钻、扩、铰ቤተ መጻሕፍቲ ባይዱ
钻、扩、铰φ45mm的孔
Z525
麻花钻,铰刀,游标卡尺专业夹具
7
钻
钻四个φ11mm的孔
Z525
麻花钻、游标卡尺
8
倒角
φ45mm孔两端倒角1X45°
C6140
车刀
9
去毛刺
10
终验
检验入库
设计(日期)
校对(日期)