IE七大手法之五及人机配合法.pptx
合集下载
IE七大手法之五五法PPT(共 33张)
5W1H
3.发生在何处?
When (何时)
4.作业的地点是否适
Where 当? (何处)
2.可否改变时间顺序?
Hale Waihona Puke 3.可否改变作业发生之时刻、时
期或时间?
5W1H
1.谁来做最好
2.是否可找其它人来做? 3.人的组合或工作分担
Who (谁)
恰当否?
1.如何使方法手段更
简单?
1.为何要如此做
5W1H
2.情形到底如何?
案例
更换法则
• 将顺序加以更换,效果是否会较好呢? 它的后面应该加上什么。
• 若是将形式改变,顺序更动,日程变更, 原因和结果改换的话,将会有不同的见 解。
案例
指示标语
• 开车的人最怕在转弯时,不能驶入专用的车道, 待车子到达十字路口时,才知占用别人的左转 车道,阻塞交通被别人骂,甚至被交警开红单子。
3.要如何来做?
Why
How
(为何)
(如何)
2.将所有的事物先怀疑多次,再作深入的研究.
3.把其它4W1H用Why来质问检讨,并找出最好
的改善方案.
五五法十大法则
相反法则
• 将现行的方式逆向倒过来做,将会变得如何 呢?里外调换,上下颠倒,职务互换,作业次 序反转,由左至右改为由右至左。
• 从相反的立场来加以思考,往往能获得很多 有用的创意。
• 颠倒情节,是好莱坞常用的名词。在这里, 一切的事实都颠倒,影片中出现的不是狗咬 人的场面,而是人咬狗的镜头。
毛皮商标
• 某一位毛皮商根据这种想法,来制造 商标。他把颠倒的商标缝在毛衣大衣 上。这一点,不但能帮助他区别自己 和别人所制的大衣,更重要的是,当这 种大衣挂在椅背上时,不必颠倒过来, 也能看清商标的名字。
IE七大手法教材ppt课件

秒),并把工件放入产品纸盒中,如此,到3 个完成为止 重复54次,直到产品纸盒装满为止
分析改进
为什么左手握拿工件,右手移向砂轮磨削? 因为磨床只有一个砂轮。 能否改进? 能! 如何改进? 在磨床上增加一个砂轮,以便双手作业。
工件与工作地点布置
现行方法 的双手作 业图
改进方法的双手作业图
機器之操作關係,並以此記錄來做進一步之 分析與改善。 4.應用範圍 (1)1人操作1部機器或多部機器。 (2)數人操作1部機器或多部機器。 (3)數人操作一共同之工作。
人機法概念
人机作业分析工具:人机作业图 人机作业图的组成:表头,图表,统计.示例 人机作业图的记录符号:
––––表示工作
––––表示空闲
6﹑避免突變原則﹔ 7﹑節奏輕松原則﹔ 8﹑利用慣性原則﹔ 9﹑手腳并用原則﹔ 10﹑適當姿勢原則﹔
人體各部分動作等級分類
級別
運動樞軸
人體運動部 份 動作範圍
速
度
體力消耗
動作力量
疲勞度
時
間
(以25mm為主
)
一 指節 手指
手指節之長 度
1
最少 最弱 最小 0. 0016 分鐘
二 手腕 +手掌
手掌之張度
改进联合作业图
现行联合作业图
叉車 運NO.1 5min
空閑 5min 運NO.2 5min
作業員1
裝NO.1 10min
空閑
5min
作業員2
空閑
5min
裝NO.2 10min
代表工作
代表空閑
統計
叉車 OP1 OP2
周期 15 15 15
工作時間 10 10 10
空閑時間 5 5 5
分析改进
为什么左手握拿工件,右手移向砂轮磨削? 因为磨床只有一个砂轮。 能否改进? 能! 如何改进? 在磨床上增加一个砂轮,以便双手作业。
工件与工作地点布置
现行方法 的双手作 业图
改进方法的双手作业图
機器之操作關係,並以此記錄來做進一步之 分析與改善。 4.應用範圍 (1)1人操作1部機器或多部機器。 (2)數人操作1部機器或多部機器。 (3)數人操作一共同之工作。
人機法概念
人机作业分析工具:人机作业图 人机作业图的组成:表头,图表,统计.示例 人机作业图的记录符号:
––––表示工作
––––表示空闲
6﹑避免突變原則﹔ 7﹑節奏輕松原則﹔ 8﹑利用慣性原則﹔ 9﹑手腳并用原則﹔ 10﹑適當姿勢原則﹔
人體各部分動作等級分類
級別
運動樞軸
人體運動部 份 動作範圍
速
度
體力消耗
動作力量
疲勞度
時
間
(以25mm為主
)
一 指節 手指
手指節之長 度
1
最少 最弱 最小 0. 0016 分鐘
二 手腕 +手掌
手掌之張度
改进联合作业图
现行联合作业图
叉車 運NO.1 5min
空閑 5min 運NO.2 5min
作業員1
裝NO.1 10min
空閑
5min
作業員2
空閑
5min
裝NO.2 10min
代表工作
代表空閑
統計
叉車 OP1 OP2
周期 15 15 15
工作時間 10 10 10
空閑時間 5 5 5
IE七大手法培训讲义幻灯片
藉著质问的技巧来发掘出改善的构想。
研究探讨操作员与机器工作的过程,藉以发掘出可 资改善的地方。 研究人体双手在工作时的过程,藉以发掘出可资改 善的地方。 藉著抽样观察的方法能很迅速有效地了解问题的真 象。
防错法
防错法的基本概念(1,2)
又称愚巧法,防呆法. (Fool-Proof)
在错误发生之前加以防止 意味着“第一次就把事情做好” 提升产品质量,减少由于检查而导致的浪费 消除重工及其引起的浪费
IE七大手法-动改法
四﹑动作经济原则
(2)对称反向原则
IE七大手法-动改法四﹑动作经济原则(3 Nhomakorabea排除合并原则
不必要的动作会浪费操作时间,使动作效率下
降,应加以排除。而即使必要的动作,通过改变 动作的顺序、重整操作环境等也可合并减少一些
无用动作。
前
后
IE七大手法-动改法
四﹑动作经济原则
(4)降低等级原则
上臂之长度
4 多 强 大 0. 0026 分钟
防错法的基本概念(1,2)
防错法运用的不同水平
水平
效果
Level 1 避免系统出错,从源头防止错误
类型
自动预防型
Level 2 有错误发生时,停止动作,未造成缺陷
止动检测型
Level 3 将已经产生的缺陷产品检查出来,并排出
追溯检测型
( ) 防错法的应用 1,2,3,4,5,6,7,8,9,10,11
动作经济原则总体分为3大类﹕ ➢ 关于人体的应用,共包含10项。 ➢ 工作场所的布置、环境,共包含8项。 ➢ 工具和设备,共包含4项。
IE七大手法-动改法
四﹑动作经济原则
1.有关人体动作方面
(1)双手并用原则
研究探讨操作员与机器工作的过程,藉以发掘出可 资改善的地方。 研究人体双手在工作时的过程,藉以发掘出可资改 善的地方。 藉著抽样观察的方法能很迅速有效地了解问题的真 象。
防错法
防错法的基本概念(1,2)
又称愚巧法,防呆法. (Fool-Proof)
在错误发生之前加以防止 意味着“第一次就把事情做好” 提升产品质量,减少由于检查而导致的浪费 消除重工及其引起的浪费
IE七大手法-动改法
四﹑动作经济原则
(2)对称反向原则
IE七大手法-动改法四﹑动作经济原则(3 Nhomakorabea排除合并原则
不必要的动作会浪费操作时间,使动作效率下
降,应加以排除。而即使必要的动作,通过改变 动作的顺序、重整操作环境等也可合并减少一些
无用动作。
前
后
IE七大手法-动改法
四﹑动作经济原则
(4)降低等级原则
上臂之长度
4 多 强 大 0. 0026 分钟
防错法的基本概念(1,2)
防错法运用的不同水平
水平
效果
Level 1 避免系统出错,从源头防止错误
类型
自动预防型
Level 2 有错误发生时,停止动作,未造成缺陷
止动检测型
Level 3 将已经产生的缺陷产品检查出来,并排出
追溯检测型
( ) 防错法的应用 1,2,3,4,5,6,7,8,9,10,11
动作经济原则总体分为3大类﹕ ➢ 关于人体的应用,共包含10项。 ➢ 工作场所的布置、环境,共包含8项。 ➢ 工具和设备,共包含4项。
IE七大手法-动改法
四﹑动作经济原则
1.有关人体动作方面
(1)双手并用原则
IE七大手法培训课件(PPT63页).pptx

––––表示工作 ––––表示空闲
人机操作分析
在机器工作过程中﹐调查了解在一个操作周期内机 器操作和人员操作之间的相互关系﹐以充分利用机器 于工人的能量及平衡操作时间。
人机操作分析是利用人机操作图。 人机操作分析图的构成:表头﹑图表﹑统计。
人机操作分析-改善案例
工作任务:PC面板透镜
热熔。 表头
按预定的目的整理、分析所调查的资料得出需要的结
果。
2﹑用途﹕
----收集生产中有关设备和人力资源信息,用以研究 改善资源利用、降低成本。
----验证建立或改进管理制度的可行性。
----制订工时标准。
工作抽样的原理
工作抽样的观测精度
工作抽样一般取2σ的 范围,即确定95.45%的 可靠度,就是说实现预 定的抽样数据中有 95.45%以上落入2 σ的 范围,仅有4.55%的误 差,所允许的误差用精 确度来衡量。
5W2H列表
5W2H what why
where
when
who
how how much
问
题
什么事 为什么这样做?
(目的) 这项作业消失了有何影响? 必要性 有没有别的办法?
哪里 为什么在这里做? (场所) 集中一处或改变地点会怎样?
何时 为什么这个时候做? (顺序) 什么时候做才合理?
谁来做 为什么由他来做? (作业员) 集中一齐做,或改变方式会怎样?
开始:从流水线上取面板。
结束:热熔后放回流水线。
機種名稱﹕grampus 工站﹕熱熔站 測量日期﹕3/26
人
取PC面板
1"
裝透鏡
1"
放面板于治具上 1"
工段﹕裝配段
測量人﹕
人机操作分析
在机器工作过程中﹐调查了解在一个操作周期内机 器操作和人员操作之间的相互关系﹐以充分利用机器 于工人的能量及平衡操作时间。
人机操作分析是利用人机操作图。 人机操作分析图的构成:表头﹑图表﹑统计。
人机操作分析-改善案例
工作任务:PC面板透镜
热熔。 表头
按预定的目的整理、分析所调查的资料得出需要的结
果。
2﹑用途﹕
----收集生产中有关设备和人力资源信息,用以研究 改善资源利用、降低成本。
----验证建立或改进管理制度的可行性。
----制订工时标准。
工作抽样的原理
工作抽样的观测精度
工作抽样一般取2σ的 范围,即确定95.45%的 可靠度,就是说实现预 定的抽样数据中有 95.45%以上落入2 σ的 范围,仅有4.55%的误 差,所允许的误差用精 确度来衡量。
5W2H列表
5W2H what why
where
when
who
how how much
问
题
什么事 为什么这样做?
(目的) 这项作业消失了有何影响? 必要性 有没有别的办法?
哪里 为什么在这里做? (场所) 集中一处或改变地点会怎样?
何时 为什么这个时候做? (顺序) 什么时候做才合理?
谁来做 为什么由他来做? (作业员) 集中一齐做,或改变方式会怎样?
开始:从流水线上取面板。
结束:热熔后放回流水线。
機種名稱﹕grampus 工站﹕熱熔站 測量日期﹕3/26
人
取PC面板
1"
裝透鏡
1"
放面板于治具上 1"
工段﹕裝配段
測量人﹕
IE7大操作手法精髓 PPT
IE7大操作手法精髓
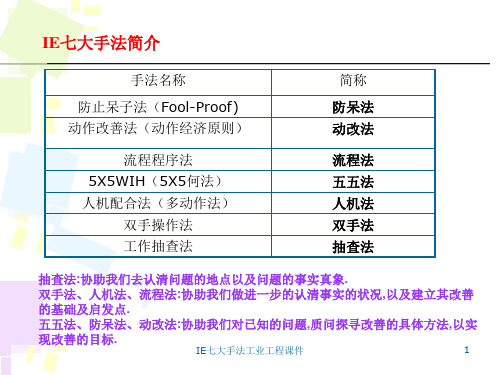
IE七大手法简介
抽查法:协助我们去认清问题的地点以及问题的事实真象. 双手法、人机法、流程法:协助我们做进一步的认清事实的状况,以及建立其改善 的基础及启发点. 五五法、防呆法、动改法:协助我们对已知的问题,质问探寻改善的具体方法,以实 现改善的目标.
IE七大手法用途
改善(IE)七大手法与品管(QC)七大手法之差别
“品管(QC)七手法”较着重于对问题的分析与重点 的选择,但对如何加以改善则较少可应用。
“改善(IE)七手法”较着重于客观详尽了解问题之 现象,以及改善方法的应用,以期达到改善的目标。
有了“改善(IE)七手法”正可弥补品管(QC)手法 的缺陷而达到相辅相成之效果,使得改善的效果更为 落实也更容易实现。同时最重要的是改善(IE)七大 手法亦可单独使用,因其本身具有分析、发掘问题的 技巧之故。
1、防呆法意义
防呆法,其意义即是防止呆笨的人做错事。亦即,连 愚笨的人也不会做错事的设计方法,故又称为愚巧法。 • 狭义:如何设计一个东西,使错误绝不会发生。 • 广义:如何设计一个东西,而使错误发生的机会减至最低 的程度。
因此,更具体的说“防呆法”是: • 具有即使有人为疏忽也不会发生错误的构造——不需要注意力。 • 具有外行人来做也不会错的构造——不需要经验与直觉。 • 具有不管是谁或在何时工作都不会出差错的构造——不需要专门
一、防呆法
• 在我们的日常生活中,有时匆忙起床赶着上学或 上班时,才发觉忘了带车票、钥匙、钞票、怎证 件等等,这种忘记带东西的事,大家多少都经验 过。 为了防止再次发生,有些人就养成一个良好 的生活习惯,就是每晚睡前,将东西集中预放在 床边或事先预放在隔天要穿的衣服或公事袋内。 所以一早起来只要顺手一拿或穿上衣服后, 东西 绝不会忘了带。这种做法也是“防呆法”观念的 延伸使用。
IE七大手法简介
抽查法:协助我们去认清问题的地点以及问题的事实真象. 双手法、人机法、流程法:协助我们做进一步的认清事实的状况,以及建立其改善 的基础及启发点. 五五法、防呆法、动改法:协助我们对已知的问题,质问探寻改善的具体方法,以实 现改善的目标.
IE七大手法用途
改善(IE)七大手法与品管(QC)七大手法之差别
“品管(QC)七手法”较着重于对问题的分析与重点 的选择,但对如何加以改善则较少可应用。
“改善(IE)七手法”较着重于客观详尽了解问题之 现象,以及改善方法的应用,以期达到改善的目标。
有了“改善(IE)七手法”正可弥补品管(QC)手法 的缺陷而达到相辅相成之效果,使得改善的效果更为 落实也更容易实现。同时最重要的是改善(IE)七大 手法亦可单独使用,因其本身具有分析、发掘问题的 技巧之故。
1、防呆法意义
防呆法,其意义即是防止呆笨的人做错事。亦即,连 愚笨的人也不会做错事的设计方法,故又称为愚巧法。 • 狭义:如何设计一个东西,使错误绝不会发生。 • 广义:如何设计一个东西,而使错误发生的机会减至最低 的程度。
因此,更具体的说“防呆法”是: • 具有即使有人为疏忽也不会发生错误的构造——不需要注意力。 • 具有外行人来做也不会错的构造——不需要经验与直觉。 • 具有不管是谁或在何时工作都不会出差错的构造——不需要专门
一、防呆法
• 在我们的日常生活中,有时匆忙起床赶着上学或 上班时,才发觉忘了带车票、钥匙、钞票、怎证 件等等,这种忘记带东西的事,大家多少都经验 过。 为了防止再次发生,有些人就养成一个良好 的生活习惯,就是每晚睡前,将东西集中预放在 床边或事先预放在隔天要穿的衣服或公事袋内。 所以一早起来只要顺手一拿或穿上衣服后, 东西 绝不会忘了带。这种做法也是“防呆法”观念的 延伸使用。
IE七大手法工业工程课件
IE七大手法工业工程课件
11
擋板
NG 點膠前和點膠後未清楚區別
OK
點膠前和點膠後清楚區別
IE七大手法工业工程课件
12
– 藉“不对称的形状”来达 成
IE七大手法工业工程课件
13
IE七大手法工业工程课件
14
• 2.保险原理:藉用二个以上的动作必需共同或依序执行才 能完成工作,藉“共同”动作必须同时执行来完成。
例:“先进先出”架用来以正确的测试顺序分派 产品。当一盒产品拿出使用时,另一盒产品滑下 ,保证正确的次序。
IE七大手法工业工程课件
40
防错十大原理
• 6.隔离原理:藉分隔不同区域的方式,来达到保 获某些地区,使其不能造成危险或错误的现象发 生。隔离原理亦称保获原理。
– 例:家庭中危险的物品放入专门之柜子中加锁并置于 高处,预防无知的小孩取用而造成危险。
IE七大手法工业工程课件
35
檢查PCB治具
PCB背面零件過多,背檢無法檢查完全, 套上套板可以避免漏檢查
IE七大手法工业工程课件
36
DPS-200PB-138 A
---- 出 貨 段
之前 量線 材
客戶反饋卡 鉤變形
之后 量線 材
卡鉤防止變
形并防呆
IE七大手法工业工程课件
37
防错十大原理
• 5.顺序原理:避免工作之顺序或流程前后倒置, 可依编号顺序排列,可以减少或避免错误的发生。
对某一产品所需的部件预先清点 出来交给工人。如果产品批装配 完成后仍有部件剩余或者是部件 不够,马上就知道有异常发生。 这种检查方法可防止产品在缺件 的情况下流入市场。
IE七大手法工业工程课件
33
IE七大手法工业工程课件
IE七大手法之五五法课件

“五五法”应用案例 工作安排——提问
内容
类别
首先看看本周部门有哪些工作安排?
What(何事)
这些工作哪些是重点工作?哪些是例行工作?
What
哪些先做,哪些后做?为什么?
When、Why(何时、为何)
这些工作分给下面哪些人做?谁做最合适?为什么?
Who、Why(何人、为何)
这些工作在哪里完成?必须下现场吗?为什么?
某一位毛皮商根据这种想法,来制造商标。他把颠倒的商标缝在毛衣大衣上。这一点,不但能帮助他区别自己和别人所制的大衣,更重要的是,当这种大衣挂在椅背上时,不必颠倒过来,也能看清商标的名字。
毛皮商标
将每一基本部份分解出来,再尝试别种组合的方式,是否会有意想不到的效果呢? 将不同的人组合成一个小组工作效果如何?衣服及饰件如何搭配,才是最美观?将意义、色彩、运动、听觉、嗅觉、形式加以分解,再重组,又会如何?
多问几次,就可以找到问题的真象了。
5W1H
1.改善对象是什么? 2.改善的目的是什么?3.做什么?
1.何时做最好?2.可否改变时间顺序? 3.可否改变作业发生之时刻、时 期或时间?
1.在何处做? 2.是否在别处做的效 率较好?3.发生在何处? 4.作业的地点是否适 当?
将顺序加以更换,效果是否会较好呢?它的后面应该加上什么。 若是将形式改变,顺序更动,日程变更,原因和结果改换的话,将会有不同的见解。
指示标语
开车的人最怕在转弯时,不能驶入专用的车道,待车子到达十字路口时,才知占用别人的左转车道,阻塞交通被别人骂,甚至被交警开红单子。主要的原因是驾驶者未能及早发觉指示方向的标语,因为传统的国字是由上往下写,而开车的方向是由下往上,所以待驾驶者明白指示标语意义时,车子已经到达十字路口了。如果能将在马路地面上的指示标语,更换成由上往下写的方式, 就可以克服这些困难。
IE七大手法案例(组装)ppt课件

A:“不是。”
Q:“為什么不做?”
A:“改善意識不強。”
.
案例1
狀 改善后
結果﹕ 將線體支撐架向內移動﹐將上檢員工位移至 線頭正對線體﹐雙手同時作業﹐取消伸臂動 作﹐坐著操作. 上檢員工作強度大﹐疲勞 .
案例2
現狀描述
該系列機種自量產以來在DIP線和組裝線 均發生擊發板不充電現象﹐經工程分析确 認原因是MCU板上保險絲熔斷。
保險絲
安全隱患
.
案例2 改善歷程—真因求索
問:為什么數碼相機擊發板電路會不充電? 答:因為連接擊發板電路的保險絲熔斷。
問:為什么連接擊發板電路的保險絲會熔斷? 答:因為保險絲工作時電流超過額定值。
問:為什么保險絲的電流會超過額定值? 答:因為連接擊發板電路的FPC在接口處發生短路。
問:為什么FPC會在接口處發生短路? 答:因為FPC裝入接口后易發生偏位。
左手 4 3 4 11
現行方法
右手 4 4 3 11
根據動作經濟原則﹐考慮增加治工具來減少動作數量﹐縮短cycle time
.
案例2
貼label改善
利用如圖所示自動 貼紙機﹐可以取消 該工站折疊貼紙動 作(其耗時為1.2s)
工作 ﹕ 貼貼紙 開始 ﹕ 雙手空的 ---工具在流水線旁 ﹐ 產品在流水線上 結束 ﹕ 貼好一件產品放至流水線上
拆布套投側板 (1人)
出 L10 組裝 (1人)
裝箱 (1人)
套布套 (1人)
簡化 流程
烤漆廠裝箱
裝配作業
貼1pc腳墊 (1人)
拆布套投側板 (1人)
出L10 組裝 (1人)
改善前: Arches2機種側板腳 墊由L5組裝廠負責 粘貼,造成人力浪費
14IE七大手法.pptx

改进车削人机 作业图
效果:
人的利用率由 39%提高到46%
机器利用率由 61%提高到71%
案例3:进一步改进提高工效
问题:在案例2中,虽然缩短了周程时间,提高了人和机器 的利用率,但人的利用率仅为41%,仍然偏低。如何提高人 的利用率? 方法:
增加其他工作;利用空闲多操作一台机床 分析:在一个周程内,工人有1.5min的空闲,足够操作另一 台机床(1.3min)。因此改进方案为该位置由一个工人操作 2台机床。改良方法的人機作業圖。 效果:机床的利用率保持不变(71%),人的利用率由41% 提高到95%
一人操作两台机床的人机作业图
效果:
人的利用率 由46%提高 到95%,达 到了减少操 作者人数的 目的。
三 雙手法
3.1 雙手法概念 3.2 雙手操作圖概念-畫法 3.3 實例 3.4 双手作业分析的要点与改进
3.1 雙手法概念
1.手法名稱:雙手操作法,簡稱為“雙手法” 2.目的:學習有系統的記錄人體雙手(足)動作的過程。 3.意義:以圖表的方式,來記錄操作者雙手(足)的動作過
功用 (1)了解在現況下,操作者之時間與機器之時間是否妥 善應用。 (2)依上述之記錄加以質疑,尋求改善之地方。 (3)用以比較改善前及改善後之差異情形。
2.2 人機作業
人机作业分析工具:人机作业图 人机作业图的组成:表头,图表,统计.示例如下圖所示 人机作业图的记录符号:
––––表示工作
––––表示空闲
目的 熟悉有系統的質問技巧 發掘出問題的真正根源所在
意義 質疑的技巧 打破砂鍋問到底
1.2 五五法列表
5W2H what why
where
when
who
how how much
IE七大手法之五人机配合法课件

1.机器闲余
以上四项中二项有闲余能量即装料、卸料.装料与卸料的检讨,可运用动作改善法. 而机器空闲的分析,则应注意其空闲发生的原因,而设法使其减少,通常机器之空闲可分析如下:
2.工人闲余
在某一操作周期中,工人所可能发生之状况只有( a )操作( b )空闲 空闲的分析当然显而易见 , 惟将此等空闲加以利用即可。例:工序简单,可安排工人操作两台机器或者增加 工序。
3 . 工人与机器之配合
计算工人数与机器数 , 在理论上应为 :
而当计算工人与机器同时配合进行时,一位工人应操作几部机器其问题较为复杂.最单纯者常用下列公式:
人机配合公式
举例
假定一位工人操作一部机器所需时间( O )为一分钟,而机器完成一操作周期( M )需时四分, 即一位工人应同时操作五部机器.如以图解方式分析,则如图所示
谢谢大家
谢谢
中山飞宇企业管理顾问有限公司浙 江 纺 织 服 装 职 业 技 术 学 院
10、你要做多大的事情,就该承受多大的压力。11、自己要先看得起自己,别人才会看得起你。12、这一秒不放弃,下一秒就会有希望。13、无论才能知识多么卓著,如果缺乏热情,则无异纸上画饼充饥,无补于事。14、我只是自己不放过自己而已,现在我不会再逼自己眷恋了。
高度不能调节
使用可调节凳子,提升效率,减轻疲劳度
C(检查)
效率提升工作顺畅
人机分析符号
作业图
作业名称:四线上袖
方 法:现行方法
机器名称:钑车
人
时间
钑车
拿货
3.0
周程时间36分钟
3.0(空闲)
上袖
30
30
放下
3.0
3.0(空闲)
统 计Leabharlann 事项操作员钑车
以上四项中二项有闲余能量即装料、卸料.装料与卸料的检讨,可运用动作改善法. 而机器空闲的分析,则应注意其空闲发生的原因,而设法使其减少,通常机器之空闲可分析如下:
2.工人闲余
在某一操作周期中,工人所可能发生之状况只有( a )操作( b )空闲 空闲的分析当然显而易见 , 惟将此等空闲加以利用即可。例:工序简单,可安排工人操作两台机器或者增加 工序。
3 . 工人与机器之配合
计算工人数与机器数 , 在理论上应为 :
而当计算工人与机器同时配合进行时,一位工人应操作几部机器其问题较为复杂.最单纯者常用下列公式:
人机配合公式
举例
假定一位工人操作一部机器所需时间( O )为一分钟,而机器完成一操作周期( M )需时四分, 即一位工人应同时操作五部机器.如以图解方式分析,则如图所示
谢谢大家
谢谢
中山飞宇企业管理顾问有限公司浙 江 纺 织 服 装 职 业 技 术 学 院
10、你要做多大的事情,就该承受多大的压力。11、自己要先看得起自己,别人才会看得起你。12、这一秒不放弃,下一秒就会有希望。13、无论才能知识多么卓著,如果缺乏热情,则无异纸上画饼充饥,无补于事。14、我只是自己不放过自己而已,现在我不会再逼自己眷恋了。
高度不能调节
使用可调节凳子,提升效率,减轻疲劳度
C(检查)
效率提升工作顺畅
人机分析符号
作业图
作业名称:四线上袖
方 法:现行方法
机器名称:钑车
人
时间
钑车
拿货
3.0
周程时间36分钟
3.0(空闲)
上袖
30
30
放下
3.0
3.0(空闲)
统 计Leabharlann 事项操作员钑车
IE七大手法新版-PPT文档资料

how
如何做 為什麼這樣做? (手段) 沒有別的方法嗎?
how much
成本
製程,步驟的變更 (結合) (交換)
作業的簡化
合理化
雙手法
以圖表的方式﹐以雙手為物件,記錄其 動作,表示其關係,並可指導操作者如 何有效運用雙手從事生產性的工作,提 供一種新的動作觀念,找出一種新的改 善途徑。
雙手作業簡圖
雙手作業簡圖
分析改善要點
分析、改善操作的要點:
❖ 儘量減少操作中的動作; ❖ 排列成最佳順序; ❖ 合適時合併動作; ❖ 盡可能簡化各動作; ❖ 平衡雙手的動作; ❖ 避免用手持物; ❖ 工作設備應合乎工作者的身材。
實例
改善前 改善前是單手作業﹐ 伴有轉身動作
改善后 改善后是雙手作業﹐ 節省工時﹐提高效率
C.安全原則---有不安全或不安定因素時,加以改善使其不會有 危險;馬虎作業或勉強作業有危險時,設法安裝無法馬虎或無法 勉強作業的裝置.
D.自動化原則---依賴像眼睛,耳朵等感官進行作業時,容易發生 失誤.製作治具或使之機械化,減少用人的感官來判斷的作業. 一定要依賴感官的作業,譬如:當信號一紅即同時有聲音出現, 設法使之能夠二重三重的判斷
目的﹕學習有關動作經濟的22個基本原 則。應用這些原則來進行個人、家庭及 公司內的工作改善,以達到舒適,省力、 省時,有效率的境界。
動作經濟原則
可分為3大類22項﹕ 1)有關於有關人體動作方面方面之原則,
共包含10項。 2)有關於工作場所之佈置與環境之原則,
共包含8項。 3)有關於工具和設備之設計原則。共包含4
生活中的防錯裝置
壓力鍋的熱容片 電池安裝 電腦裝配(內存條接口﹐顯示器接口﹐
各種接口的顏色………) 防火系統 電線顏色標識
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
。2020年7月24日星期五下午1时2分26秒13:02:2620.7.24
• •
T H E E N D 15、会当凌绝顶,一览众山小。2020年7月下午1时2分20.7.2413:02July 24, 2020
16、如果一个人不知道他要驶向哪头,那么任何风都不是顺风。2020年7月24日星期五1时2分26秒13:02:2624 July 2020
1.机器闲余
典型人—机操作通常有下列四类工作: a、将材料放置在机器上,使该材料得以加工(装料) . b、机器加工. c、将加工后之半制品或制成品由机器上移出 (卸料) . d、整个操作周期中有空闲存在 .
以上四项中二项有闲余能量即装料、卸料.装料与卸料 的检讨,可运用动作改善法.
而机器空闲的分析,则应注意其空闲发生的原因,而设法 使其减少,通常机器之空闲可分析如下:
36
0
36
100%
法:现行方法
钑车 3.0(空闲)
30 3.0(空闲)
钑车 30 6 36 83%
表头部分 图表部分 统计部分
闲余能量分析
分析操作分析表之主要目的在于发现工人及机 器之闲余所在,并设法加以减少。 此种分析可从三个不同的角度着眼: 1. 机器闲余 2. 工人闲余 3. 工人与机器之配合
2.工人闲余
在某一操作周期中,工人所可能发生之状况只有 ( a )操作 ( b )空闲
空闲的分析当然显而易见 , 惟将此等空闲加以 利用即可。 例:工序简单,可安排工人操作两台机器或者增加
工序。
3 . 工人与机器之配合
计算工人数与机器数 , 在理论上应为 :
人机配合公式
而当计算工人与机器同时配合进行时,一位工人应操作 几部机器其问题较为复杂.最单纯者常用下列公式:
图 一位工人操作五部机器组合图
机器 # 1操机
机器运转时间
操作
时间
时间
机器 # 2 操作 机器运转时间
操作
时间
时间
机器 # 3
操作 机器运转时间
操作
时间
时间
机器 # 4
操作
机器运转时间
操作
时间
时间
机器 # 5
操作
机器运转时间
操作
时间
时间
工人 No. 1 No. 2 No. 3 No. 4 No. 5
应用范围
• 1人操作1部机器或多部机器; • 数人操作1部机器或多部机器。
人机分析步骤
周程确定 观察操作步骤和内容
时间测定及统计 绘制操作分析表 分析/改进操作 绘制新的操作分析表
运用人机法案例
现状描述:
塑料凳子高度不能调节 且容易损害, 员工身高不一致, 有高有矮, 高凳子要弯曲身体才可操作 机台, 人员的身体负担加大, 身体无法平衡, 所做出的质量无保障。
弯腰操作
使用可调节凳子, 提升效率,减轻疲劳度
无形 效益
A P (实施) (计划) 高度不能调节
C D 效率提升
(检查)
(执行)
工作顺畅
凳子调低, 问
符号
单独作 与机器及其他
业 作业者无关的
作业 如:修止
口、点位
设备
名称
说明
自动 与作业者无关的
机器的自动作业
联合作 与机器及其他 业 作业者的作业, 有一方要受到 时间制约
等待 因机器或其他 作业者的原因 造成的等待
手动 作业者手动控制 机器进行的作业
停止 工作
因作业操作上的 关系引起的机器
停机或空转
人机作业分析图
作业名称:四线上袖 机器名称:钑车
人 拿货 上袖 放下
事项 工作时间 空闲时间
周程 周程内利用率
作业图 方
时间
3.0
30
周程时间 36分钟
3.0
统
计
操作员
• 9、春去春又回,新桃换旧符。在那桃花盛开的地方,在这醉人芬芳的季节,愿你生活像春天一样阳光,心情像桃花一样美丽,日子像桃子一样甜蜜。20. 7.2420.7.24Friday, July 24, 2020
• 10、人的志向通常和他们的能力成正比例。13:02:2613:02:2613:027/24/2020 1:02:26 PM
• 11、夫学须志也,才须学也,非学无以广才,非志无以成学。20.7.2413:02:2613:02Jul-2024-Jul-20
• 12、越是无能的人,越喜欢挑剔别人的错儿。13:02:2613:02:2613:02Friday, July 24, 2020
• 13、志不立,天下无可成之事。20.7.2420.7.2413:02:2613:02:26July 24, 2020
IE七大手法之五 人机配合法
中山飞宇企业管理顾问有限公司 浙江纺织服装技术学院
人机配合法意义
意义 以图表的方式,记录操作人员与一部机器或多部机器之 操作关系,并借此记录来做进一步之分析与改善。
目的 记录人与机器配合工作之过程 发掘空闲与等待时间并改善,使工序平衡。 减少周程时间 获得最大的机器利用率 合适的指派人员与机器
• 17、一个人如果不到最高峰,他就没有片刻的安宁,他也就不会感到生命的恬静和光荣。下午1时2分26秒下午1时2分13:02:2620.7.24
谢谢观看
• 14、Thank you very much for taking me with you on that splendid outing to London. It was the first time that I had seen the Tower or any of the other famous sights. If I'd gone alone, I couldn't have seen nearly as much, because I wouldn't have known my way about.
N=
O+M
O
其中 N = 一位工人应操作之机器数 O = 一位工人操作一部机器所需时间 M = 机器完成一操作周期所需时间
举例
假定一位工人操作一部机器所需时间( O )为一分 钟,而机器完成一操作周期( M )需时四分,
则N=
1+ 4 1
5
即一位工人应同时
操作五部机器.如以图解方式分析,则如图所示