Ti微合金化SQ700MCD高强结构用钢在焊接热循环过程中的软化机理研究
ti微合金化强化机理及生产过程控制
Ti 微合金化强化机理及生产过程控制李宗强 邓 深 樊 雷 杨跃标 袁勤攀 罗 静(广西柳州钢铁集团有限公司技术中心 柳州 545002)摘 要:阐述Ti 微合金钢生产中,Ti 化合物形成规律及对力学性能的影响,分析生产过程Ti 化合物固溶、析出形态特征及生产工艺对碳氮化物析出行为的影响,提出生产过程控制与优化措施,以改善Ti 微合金化钢产品性能。
关键词:Ti 微合金化;Ti 化合物;固溶;析出STRENGTHENING MECHANISM AND PRODUCTION PROCESS CONTROL OF TI MICROALLOYINGLi Zongqiang Deng Shen Fan Lei Yang Yuebiao Yuan Qinpan Luo Jing(Technical Center of Guangxi Liuzhou Iron and Steel Group Company Limited Liuzhou 545002,China)Abstract :The formation rules of Ti compounds and on their influence mechanical properties in the production of Ti microalloyed steel were described. The effects of solid solution, precipitation morphology of Ti compound and its process techniques on the precipitation behavior of carbonitride during productive process were analyzed. The production process control and optimization measures were proposed to improve the performance of Ti microalloyed steel products.Key words :Ti Microalloying;Ti Compound;Solid Solution;precipitation基金项目:广西创新驱动发展专项资金资助项目 (桂科 AA18242012)第一作者:李宗强,男,39 岁,工学硕士,高级工程师收稿日期:2019-10-100 前 言Ti 微合金化钢是在普通低合金钢的基础上添加少量Ti 合金元素,并通过微合金化作用与控轧、控冷技术的有机结合,控制微合金元素的析出行为。
外文翻译中英对照版
VOLUME 30 ISSUE 2 October 2008Journal of Achievements in Materials and Manufacturing EngineeringCopyright by International OCSCO World Press. All rights reserved.2008 151 Research paper 2008年十月期2卷30材料与制造工程成果期刊版权所有:国际OCSCO 世界出版社。
一切权利保有。
2008 ??151研究论文1. Introduction Friction stir welding (FSW) is a new solid-state welding method developed by The Welding Institute (TWI) in 1991 [1]. The weld is formed by the excessive deformation of the material at temperatures below its melting point, thus the method is a solid state joining technique. There is no melting of the material, so FSW has several advantages over the commonly used fusion welding techniques [2-10].1.导言摩擦搅拌焊接(FSW)是焊接学?会于1991年研发的一种新型固态焊接方法。
这种焊接?是由材料在低于其熔点的温度上过量变形形成,因此此技术是一种固态连接技术。
材料不熔化,所以FSW 相比常用的熔化焊接技术有若干优势。
例如,在焊接区无多孔性或破裂,工件(尤其薄板上)没有严重扭曲,并且在连接过程中不需要填料、保护气及昂贵的焊接准备there is no significant distortion of the workpieces (particularly in thin plates), and there is no need for filler materials, shielding gases and costly weld preparation during this joining process. FSW被认为是对若干材料例如铝合金、镁合金、黄铜、钛合金及钢最显著且最有潜在用途的焊接技术FSW is considered to be the most remarkable and potentially useful welding technique for several materials, such as Al-alloys, Mg-alloys, brasses, Ti-alloys, and steels [1-16]. 然而,在FSW过程中,用不合适的焊接参数能引起连接处失效,并且使FSW连接处的力学性能恶化。
S700MC低温冲击韧性的浅析
S700MC低温冲击韧性的浅析陆凤慧;王浩【摘要】通过研究相同成分下不同轧制工艺下S700MC的低温冲击性能,研究轧钢工艺参数对低温冲击韧性的影响,确定590℃的卷曲温度,精轧后段较大的累计变形量和较快的冷却速度对材料低温冲击性能有较大的影响,形成一套合理的工艺参数,实现S700MC材料-40 C能够具有较高的低温冲击韧性,满足用户需要.【期刊名称】《山西冶金》【年(卷),期】2018(041)006【总页数】3页(P51-53)【关键词】卷取温度;变形量;冷却速度【作者】陆凤慧;王浩【作者单位】北京科技大学材料科学与工程学院,北京100083;河钢承钢板带事业部,河北承德067002;北京科技大学材料科学与工程学院,北京100083【正文语种】中文【中图分类】TG386.1S700MC是热轧冷成型钢,具有较高的强度、塑性和韧性,用于工程机械、汽车结构等方面,具有广阔的应用前景。
在S700MC诸多性能要求中,低温冲击韧性对材料的使用显得尤其重要,河钢承钢生产的S700MC采用微合金的成分设计和控轧控冷的生产方法,研究轧制参数对低温冲击韧性的影响,找到影响材料低温韧性的因素,总结出完整的控轧控冷的生产方法,实现材料强度韧性良好S700MC材料,满足客户需要。
1 材料成分设计S700MC采用低碳高猛和复合微合金化的成分设计,具体成分见表1。
表1 S700MC的成分设计 %?成分设计的总体思路采用微合金元素的细化晶粒、析出强化的原理,采用低碳高锰的成分设计,洁净钢的冶炼控制思路,研究轧制参数的对产品低温冲击性能的影响,实现700 MPa级别S700MC的性能稳定。
2 生产过程S700MC生产工艺路线:铁水→复合喷吹脱硫→转炉提钒(脱磷)→顶底复吹转炉冶炼→钢包炉精炼→连铸→加热→高压水除鳞→粗轧→热卷箱→高压水除鳞→7机架精轧→层流冷却→地下卷取机卷取。
冶炼过程采用高洁净度的控制方法,铁水预处理后,w(S)<0.020%,大幅度降低后续脱硫压力,转炉出钢过程要求钢流圆滑,出钢过程采用滑板挡渣或挡渣器挡渣出钢,出钢时严禁钢渣混出。
《TA15钛合金热加工本构模型及微观组织预测研究》
《TA15钛合金热加工本构模型及微观组织预测研究》篇一一、引言钛合金作为一种具有高强度、低密度和优良耐腐蚀性的金属材料,广泛应用于航空、航天、船舶等关键领域。
其中,TA15钛合金因其在高温条件下的良好力学性能,在航空发动机等重要部件制造中具有举足轻重的地位。
因此,对其热加工性能和微观组织的研究具有重要的工程价值和理论意义。
本文旨在研究TA15钛合金热加工过程中的本构模型及微观组织预测,为优化其加工工艺和提升材料性能提供理论支持。
二、TA15钛合金的物理与化学性质TA15钛合金具有优异的力学性能和良好的高温稳定性,主要成分为钛(Ti)和其他合金元素如铝(Al)、钒(V)等。
这些元素的含量决定了其物理和化学性质,尤其是对热加工过程中的流变行为有着重要影响。
在高温环境下,TA15钛合金具有良好的塑性和抗蠕变性能,因此适用于高温、高应力环境下的工作条件。
三、热加工本构模型研究(一)本构模型的建立本构模型是描述材料在热加工过程中应力-应变-温度-时间等参数关系的数学模型。
对于TA15钛合金,我们通过实验方法,结合其流变行为的特点,建立了基于物理基础的Arrhenius型本构模型。
该模型能够有效地描述TA15钛合金在热加工过程中的流变行为,为优化加工工艺提供了理论依据。
(二)本构模型的验证与应用为验证本构模型的准确性,我们通过高温拉伸试验等手段收集了大量实验数据。
将实验数据与本构模型进行对比分析,结果表明,该模型能够较好地预测TA15钛合金在热加工过程中的应力-应变关系。
此外,我们还将本构模型应用于实际生产过程中,通过调整工艺参数,实现了对TA15钛合金性能的优化。
四、微观组织预测研究(一)微观组织的观察与描述微观组织是影响材料性能的重要因素之一。
通过对TA15钛合金在不同热加工条件下的微观组织进行观察,我们发现其微观组织主要由α相和β相组成。
不同温度和应变速率下,α相和β相的分布、大小和形态均有所不同。
这些变化对材料的力学性能和耐腐蚀性等有着重要影响。
s700mc 企业标准
s700mc 企业标准
S700MC是一种具有高强度、高韧性以及抗疲劳性能优秀的钢种,被广泛应用于建筑、桥梁、车辆等需要高强度、高韧性的工程领域。
以下是关于S700MC企业标准的详细信息。
一、S700MC的化学成分
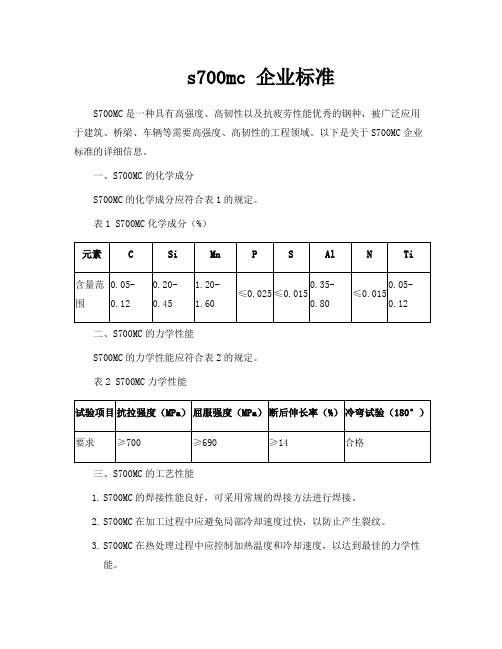
S700MC的化学成分应符合表1的规定。
表1 S700MC化学成分(%)
二、S700MC的力学性能
S700MC的力学性能应符合表2的规定。
表2 S700MC力学性能
三、S700MC的工艺性能
1.S700MC的焊接性能良好,可采用常规的焊接方法进行焊接。
2.S700MC在加工过程中应避免局部冷却速度过快,以防止产生裂纹。
3.S700MC在热处理过程中应控制加热温度和冷却速度,以达到最佳的力学性
能。
四、S700MC的用途
S700MC主要用于需要高强度、高韧性的工程领域,如建筑、桥梁、车辆等。
特别是对于需要承受重载和冲击的工程结构,S700MC是一种非常优秀的材料。
五、S700MC的企业标准与行业标准的关系
S700MC的企业标准是针对具体企业的生产工艺和用途而制定的,与行业标准相比具有一定的特殊性。
但是,企业标准应当符合行业标准的基本要求,并经过相关的认证和审批程序。
在实际生产中,企业标准应当与行业标准相互协调,以保证产品的质量和性能。
总之,S700MC是一种具有高强度、高韧性和优秀抗疲劳性能的钢种,被广泛应用于建筑、桥梁、车辆等领域。
企业标准是针对具体企业的生产工艺和用途而制定的,应当符合行业标准的基本要求,并经过相关的认证和审批程序。
在实际生产中,企业标准应当与行业标准相互协调,以保证产品的质量和性能。
首钢SQ700MCD高强工程机械用钢热轧板卷的研制
( S h o u g a n g R e s e a r c h I n s t i t u t e o f T e c h n o l o g y ) ( Q i a n a n I r o n a n d S t e e l Ma k i n g C o . ,L 【 d . )
s t r e n g t h e n g i n e e i r n g m a c h i n e r y s t e e 1 . t h e S Q 7 0 0 MC D h i g h s t r e n g t h e n in g e e i r n g ma c h i n e y r s t e e l t } l
De v e l o p me n t o f S h o u g a n g S Q7 0 0 MCD Hi g l l S t r e n g t h Ho t
Ro l l e d S t r i p f o r En g i n e e r i n g Ma c h i n e r y
A b s t r a c t T h e t e c h n i c a l b a c k g r o u n d a n d p od r u c t d e s i g n me t h o d s w e r e i n t r o d u c e d i n hi t s p a p e r .T he i n l f u e n c e o f T MC P p ra a me t e r s o n ma t e r i l a mi c os r t r u c t u r e,p r e c i p i t a t i o n a n d me c h ni a c a l p mp e  ̄e s
Ti微合金化技术在热轧带肋钢筋中的应用

(1. 无锡新三洲特钢ꎬ 无锡 214000ꎻ 2. 东北大学 冶金学院ꎬ 沈阳 110819ꎻ
3. 张家港市京石冶金科技有限公司ꎬ 张家港 215623)
摘 要: 无锡新三洲特钢有限公司通过实施钛微合金化生产工艺ꎬ 代替了原有的成本较高的 Nb + Ti 复合微
新版国家标准 GB1499 2-2018 « 钢筋混凝土
用热轧带肋钢筋» 对细晶粒热轧钢筋的质量要求
有明确定义. 细晶粒热轧钢筋的金相组织主要是
铁素体 + 珠光体ꎬ不得有影响使用性能的其它组
织存在ꎬ晶粒度不粗于 9 级. 在取消轧后穿水的生
产工艺之后ꎬ如何在不大幅度增加合金成本的基
础上ꎬ达到国家标准要求的细晶粒热轧钢筋质量
素体的机理目前还未明确ꎬ主要有四种理论ꎬ夹杂
物周围溶质贫乏区理论 [2] 、夹杂物 / 铁素体惰性
界而形核理论 [3] 论 [6] . 国内外学者针对夹杂物对晶粒的细化作
用原理开展了大量的研究工作ꎬ为氧化物冶金技
收稿日期: 2019  ̄09  ̄23.
合金化工艺ꎬ 充分发挥了 Ti 的沉淀、 析出强化作用ꎮ 经过 Ti 微合金化工艺生产的 HRB400E 热轧带肋钢筋具
有良好的微观组织形态ꎬ 晶粒度达到了 11 级以上ꎬ 钢筋力学性能稳定. 对于 Φ18 mm HRB400E 钢筋ꎬ Ti 微
合金化成品屈服强度与 Nb + Ti 微合金化成品相差不多ꎬ 抗拉强度明显优于 Nb + Ti 微合金化成品. Φ18 mm
HRB400E 钢筋平均屈服强度达到 438 5 MPaꎬ 平均抗拉强度为 613 6 MPaꎻ Φ25 mm HRB400E 钢筋平均屈服
珠钢EAF_CSP流程700MPa级钛微合金化高强钢的开发
40~ 50 F 3-4 = 0
F 4 25~ 35 F4- 5 = 40
30~ 40 F 4-5 = 0
F 5 20~ 25 F5- 6 = 20~ 30 25~ 30 F 5-6 = 0
F 6 15~ 20
)
20~ 25
)
2 组织和性能分析
2. 1 力学性能
从厚度 3. 0~ 6. 0 mm 热轧带钢上取样, 根据 AST M E8 标准在拉伸实验机上测定 力学性能, 得到室温下的屈服强度、抗拉强度和伸长率, 对厚 度6. 0 mm 钢板 做了冲 击性能检 验( 详见表 3) 。 通过表 3 可以看出, ZJ700M C 钢屈服强度稳定超 过 700 M Pa, 并且塑性良 好, 伸长率 稳定在20 % 左右, 冷弯试样没有出现任何肉眼看见的裂纹或 缺陷。6. 0 mm钢板- 20 e 半尺寸试样的冲击吸 收功 超 过 40 J。 各 项 力 学 检 验 结 果 表 明, ZJ700M C 钢具有优良的综合力学性能。
( 1. 广钢集团 CSP 应用技术研究所, 广州 510730; 2. 广州珠江钢铁有限责任公司, 广州 510730)
摘 要: 介绍了屈服强度 700 M Pa 级 T i 微合金化高强钢 ZJ700M C 的 成分设计、冶 炼、连 铸连轧 工艺和 力学性能, 分析认为, 铁素体晶粒细化和 T iC 沉淀强化使 钢的强度显 著提高, 同时保持 良好的韧 塑性。 该钢已实现工业化批量生产, 并应用于集装箱及专用车辆制造。 关键词: 紧凑式带钢生产; 钛; 微合金化; 高强度 中图分类号: T F777 文献标识码: A 文章编号: 1001- 1447( 2009) 05- 0001- 03
( 1. CSP Applied T echnolo gy Research Instit ute of GISE, Guang zhou 510730, China; 2. Guangzhou Z hujiang St eel Co. L t d. , Guangzho u 510730, China)
微合金钢热送热装模拟试验中组织演变的原位观察_赵军__tr
第31卷第10期2010年10月材料热处理学报TRANSACTIONS OF MATERIALS AND HEAT TREATMENTVol .31No.10October2010微合金钢热送热装模拟试验中组织演变的原位观察赵军1,2,唐广波1,刘正东1,张文东1,项金钟2(1.钢铁研究总院结构材料研究所,北京100081;2.云南大学物理科学技术学院,昆明650091)摘要:采用共聚焦激光扫描显微镜对微合金钢铸坯冷装和热送热装过程不同热履历条件进行了试验模拟,对试验全过程中显微组织演变进行了原位观察,并采用光学显微镜观察了试样的室温组织和相变前奥氏体晶粒尺寸。
结果表明:冷却相变过程中观察面出现表面浮凸;再加热前,模拟冷装试样已全部完成奥氏体向铁素体及渗碳体转变,而模拟热送热装试样仅发生部分奥氏体分解,原奥氏体形貌仍有所留存;重新加热及再次降温过程中,模拟冷装和模拟热送热装试样显微组织演变特征和最终组织也有所不同;模拟热装试样室温显微组织和相变前奥氏体晶粒均较模拟冷装试样粗大。
关键词:微合金钢;热送热装;共聚焦激光扫描显微镜;原位观察;表面浮凸中图分类号:TG142.33文献标志码:A文章编号:1009-6264(2010)10-0037-06In-situ observation of microstructure evolution in hot delivery and hot charging simulation test of a microalloyed steelZHAO Jun 1,2,TANG Guang-bo 1,LIU Zheng-dong 1,ZHANG Wen-dong 1,XIANG Jin-zhong 2(1.Institute for Structural Materials ,Central Iron and Steel Research Institute ,Beijing 100081,China ;2.Physical Science and Technology College of Yunnan University ,Kunming 650091,China )Abstract :Thermal simulation tests for different thermal histories of cold charging and hot delivery and hot charging of microalloyed steel slab were carried out and in-situ observations of microstructure evolution of the steel during tests were conducted on a confocal laser scanning microscope (CLSM ).The room temperature microstructure and the austenite grain size prior to phase transformation were also observed by optimal microscope.The results show that surface reliefs occur when phase transformation takes place.Before reheating ,the austenite decomposition is completely finished in specimens for simulating cold charging ,while it is partially finished in specimens for simulating hot delivery and hot charging and the prior austenite grain shape is retained.It also presents different microstructure evolution characteristics when the specimens with different thermal histories are reheated and cooled again.The room temperature microstructure and the austenite grain size in specimens for simulating hot delivery and hot charging are coarser than that for simulating cold charging.Key words :microalloyed steel ;hot delivery and hot charging ;confocal laser scanning microscope ;in-situ observation ;surface relief收稿日期:2009-11-23;修订日期:2010-01-29基金项目:国家“十一五”科技支撑计划项目(2006BAE03A04)作者简介:赵军(1984—),男,从事材料加工及组织性能研究,E-mail :zhaojun061010@ 。
基于不同算法的Ti
第16卷第4期精密成形工程2024年4月JOURNAL OF NETSHAPE FORMING ENGINEERING53基于不同算法的Ti/SS316爆炸焊接数值模拟研究缪广红1*,朱志强2,周大鹏3,刘自伟2,陈龙2,张旭2,楚翔宇2(1.安徽理工大学力学与光电物理学院,安徽淮南 232001;2.安徽理工大学土木建筑学院,安徽淮南 232001;3.中煤科工集团淮北爆破技术研究院有限公司,安徽淮北 235000)摘要:目的研究不同基复板间隙对爆炸焊接质量的影响,对钛(Ti)/不锈钢(SS316)的爆炸焊接过程进行数值模拟研究。
方法利用ANSYS/LS-DYNA有限元软件,结合光滑粒子流体动力学-有限元耦合法(SPH-FEM耦合算法)和拉格朗日-欧拉耦合法(ALE算法),对钛(Ti)/不锈钢(SS316)爆炸焊接过程进行三维数值模拟,通过不同算法得到不同基复板间隙下的碰撞速度、碰撞压力及碰撞角,并将模拟结果与试验及理论计算结果进行对比。
结果当间隙为5、10、15 mm时,SPH-FEM耦合算法和ALE算法的复板碰撞速度均落在爆炸焊接窗口内,表明纯钛(Ti)和不锈钢(SS316)均能成功实现焊接,没有脱落与鼓包。
与SPH-FEM耦合算法相比,ALE算法下的碰撞速度、碰撞压力和碰撞角的模拟结果和理论计算结果更加吻合,可信度更高。
结论ALE算法的模拟结果与试验结果吻合,且与理论计算结果的误差更小,表明ALE算法用于纯钛(Ti)和不锈钢(SS316)爆炸焊接是有效的。
关键词:爆炸焊接;数值模拟;SPH-FEM耦合法;ALE算法;间隙DOI:10.3969/j.issn.1674-6457.2024.04.007中图分类号:TG456.6 文献标志码:A 文章编号:1674-6457(2024)04-0053-08Numerical Simulation of Ti/SS316 Explosive Welding Based on Different AlgorithmsMIAO Guanghong1*, ZHU Zhiqiang2, ZHOU Dapeng3, LIU Ziwei2, CHEN Long2, ZHANG Xu2, CHU Xiangyu2(1. School of Mechanics and Optoelectronics Physics, Anhui University of Science and Technology, Anhui Huainan 232001,China; 2. School of Civil Engineering and Architecture, Anhui University of Science and Technology, Anhui Huainan 232001, China; 3. CCTEG Huaibei Blasting Technology Research Institute Co., Ltd., Anhui Huaibei 235000, China)ABSTRACT: The work aims to study the effect of different base laminate clearance on the quality of explosive welding, and conduct numerical simulation on the explosive welding process of titanium (Ti)/stainless steel (SS316). A three-dimensional numerical simulation of the explosive welding process of titanium (Ti)/stainless steel (SS316) was carried out by using ANSYS/LS-DYNA Finite Element software combined with smooth particle hydrodynamics-finite element coupling method (SPH-FEM coupling algorithm) and Lagrangian-Euler coupling method (ALE algorithm). The collision velocity, collision pres-sure and collision angle under different base laminate clearance were obtained by different algorithms, and the simulation results收稿日期:2024-01-04Received:2024-01-04基金项目:国家自然科学基金(11902003);安徽省重点研究与开发计划(2022a05020021)Fund:The National Natural Science Foundation of China (11902003); Key Research and Development Program of Anhui Province (2022a05020021)引文格式:缪广红, 朱志强, 周大鹏, 等. 基于不同算法的Ti/SS316爆炸焊接数值模拟研究[J]. 精密成形工程, 2024, 16(4): 53-60.MIAO Guanghong, ZHU Zhiqiang, ZHOU Dapeng, et al. Numerical Simulation of Ti/SS316 Explosive Welding Based on Different Algorithms[J]. Journal of Netshape Forming Engineering, 2024, 16(4): 53-60.*通信作者(Corresponding author)54精密成形工程 2024年4月were compared with the experimental and theoretical calculation results. At the clearance of 5, 10 and 15 mm, the collision ve-locities of the SPH-FEM coupling algorithm and the ALE algorithm fell within the explosive welding window, indicating that both pure titanium (Ti) and stainless steel (SS316) could be successfully welded without falling off and bulging. Compared with the SPH-FEM coupling algorithm, the simulation results of collision velocity, collision pressure and collision angle under the ALE algorithm were more consistent with the theoretical calculation results, and the reliability was higher. The simulation re-sults of the ALE algorithm are in good agreement with the experimental results, and the error with the theoretical calculation re-sults is smaller. The effectiveness of the ALE algorithm for explosive welding of pure titanium (Ti) and stainless steel (SS316) is demonstrated.KEY WORDS: explosive welding; numerical simulation; SPH-FEM coupling method; ALE algorithm; clearance钛因其优异的耐腐蚀性和高拉伸强度而得到了广泛的应用[1-2]。
浅谈微通道换热器的发展
一种利用稀土提高Nb、Ti微合金钢焊接性能的方法[发明专利]
![一种利用稀土提高Nb、Ti微合金钢焊接性能的方法[发明专利]](https://img.taocdn.com/s3/m/0f13933250e2524de5187ef0.png)
专利名称:一种利用稀土提高Nb、Ti微合金钢焊接性能的方法
专利类型:发明专利
发明人:李晶,耿如明,史成斌
申请号:CN202010738113.7
申请日:20200728
公开号:CN111893240A
公开日:
20201106
专利内容由知识产权出版社提供
摘要:本发明公开了一种利用稀土提高Nb、Ti微合金钢焊接的方法,属于钢铁冶金和钢铁材料领域。
该方法依次包括转炉冶炼、LF精炼、RH精炼、连铸、热轧和热处理,在LF精炼过程加入Nb、Ti 进行微合金化处理,在RH精炼过程加入稀土Ce合金;其中,通过在转炉冶炼、LF精炼、RH精炼过程控制氧、硫含量,提高稀土Ce合金加入前钢液的洁净度,并通过控制稀土Ce合金加入量,控制稀土在钢中的赋存状态,通过固溶稀土促进Nb、Ti碳氮化物的析出。
本发明技术可用于应用于工程机械、石油管线、海洋工程等领域的Nb、Ti微合金钢,用于改善钢板的焊接性能。
申请人:北京科技大学
地址:100083 北京市海淀区学院路30号
国籍:CN
代理机构:北京金智普华知识产权代理有限公司
代理人:皋吉甫
更多信息请下载全文后查看。
Ti-Nb微合金钢焊接粗晶热影响区组织及韧性

Ti-Nb微合金钢焊接粗晶热影响区组织及韧性亓效刚;陈茂爱;陈俊华;尚绪强【期刊名称】《精密成形工程》【年(卷),期】2004(022)001【摘要】利用碳萃取复型技术研究了Ti-Nb微合金钢及其模拟粗晶区(CGHAZ)中的第二相粒子,并利用OM、TEM及系列冲击试验对Ti-Nb微合金钢焊接粗晶区的组织及韧性进行了研究.研究结果表明,Ti-Nb微合金钢中含有大量的、尺寸细小的TixNb1-x(CyN1-y)粒子,粒子中Nb的相对含量在0.25~0.82之间,形状接近球形.这些粒子具有很高的稳定性,在焊接过程中这些粒子能有效地阻止奥氏体晶粒长大、抑制粗大贝氏体的形成、促进针状铁素体析出及M-A组元的分解,从而显著善低合金高强钢焊接粗晶热影响区的韧性,t8/5越大,这种改善作用越明显.【总页数】5页(P30-33,40)【作者】亓效刚;陈茂爱;陈俊华;尚绪强【作者单位】山东大学,材料液态结构及其遗传性教育部重点试验室,山东,济南,250061;山东大学,材料液态结构及其遗传性教育部重点试验室,山东,济南,250061;山东劳动职业技术学院,山东,济南,250011;山东劳动职业技术学院,山东,济南,250011【正文语种】中文【中图分类】TG406;TG113【相关文献】1.Zr微合金钢粗晶热影响区韧性和组织分析 [J], 石明浩;张朋彦;刘纪源;朱伏先2.Nb-Ti微合金钢中的含氮量对焊接粗晶热影响区韧性的影响 [J], 史弼;曹涵清;邬君飞3.含Ti微合金钢中的第二相粒子对焊接粗晶热影响区组织及韧性的影响 [J], 陈茂爱;武传松;王建国;唐逸民;楼松年4.Ti微合金钢焊接粗晶热影响区组织及韧性研究 [J], 唐逸民;陈茂爱5.轧制工艺对V-N-Ti钢焊接粗晶热影响区组织和韧性的影响 [J], 师仲然;赵和明;杨海峰;王川;王天琪;潘涛因版权原因,仅展示原文概要,查看原文内容请购买。
Ti-Nb微合金处理对Q345B厚钢板组织结构和性能的影响

山东大学硕七学位论文却速度很小时,只能看到铁素体和珠光体相交而看不到贝氏体相变。
随着冷却速率的提高,相交开始点与终了点的温度都趋于降低。
这是因为铁素体相变为受界面控制的扩散型相变,冷却速度提高,过冷度增大,使得铁素体相变的自由焓差增大。
随着过冷度的加大,晶界、位错等处的临界形核自由能与均匀形核时的临界形核自由能相比逐渐交小f8l。
说明热变形后试验钢在不同的连续冷却条件下,形成了不同的相变组织。
4.3.2冷却速度对试验钢显微组织的影响冷速较低O.5"C/s—l"C/s时(图4-3(a)和(b)),显微组织由大部分先共析铁素体和一部分珠光体组成。
先共析铁素体呈多边形状,晶粒尺寸不均匀。
这是由于变形或过冷的不均匀,在变形量较大、过冷度较高的部位,铁素体转变就较迅速,晶粒细小,从而导致多边形铁素体晶粒尺寸相差悬殊,最大可达30um,最小为5um左右。
珠光体位于先共析铁素体晶界处,没有明显的片层间距,为“退化”珠光体,即仍为铁素体与渗碳体两相组织,但片层状相问分布的形态发生了变化,片(c)冷速3"C/S(d)冷速5"C/s山东大学硕士学位论文(i)冷速20。
C/s0)冷速40"C/s图4-3试验钢不同冷却速度下的显微组织500X状渗碳体转变成为棒状或颗粒状【91。
这是因为形成片层状的珠光体需要铁素体与渗碳体的协同生长,影响其协同生长的主要原因有相变温度。
当变形温度较低时,碳的扩散不易进行,因而铁素体与渗碳体的协同生长受到限制。
当冷速为3。
C/s一12.5。
C/s时,(图4-3(e)-(曲)显微组织主要由先共析铁素体、珠光体和少量的粒状贝氏体组成。
且随着冷速的提高,显微组织中珠光体比例逐渐增加。
该钢种的CCT曲线图如下:时间/s图4-.4Q345B钢的动态CCT曲线从图4—4可以看出,随着冷却速度的增大,Q345B钢开始相变的温度逐渐降低。
但与试验钢的CCT曲线对比可以发现,试验钢中由于加入了Ti、Nb等合金元素,使得奥氏体开始相变温度显著降低,大约降低了100℃左右;同时,发生贝氏体转变的临界冷却速度增大【101。
700MPa高强钢焊接的探究

WH50 - 6
焊接速度 /
(1) 拉伸试验结果ꎮ 为了了解焊接后各组的
性能ꎬ 根据 GB / 228 - 2010 进 行 了 拉 伸 试 验ꎬ 见
表 5ꎮ
表 5 拉伸试验数据
试样编号
L1 - 1
L1 - 2
L2 - 1
L2 - 2
L3 - 1
L3 - 2
试样宽度 / mm
试样厚度 / mm
横截面积 / mm2
1 5
w ( S)
0 02
0 014
2 试验过程
(1) 拟定焊接工艺参数ꎮ 焊接工艺参数包括
28
w ( Al)
w ( P)
0 015
0 015
屈服强度
/ MPa
753
235
屈服强度
/ MPa
683
455
抗拉强度
/ MPa
787
435
抗拉强度
/ MPa
762
559
伸长率( % )
22
26
冷裂纹ꎮ
对于高强钢焊接方法的选取ꎬ 大都采用焊接
金属材料室温拉伸试验ꎮ 主要试验目的为比较两
热输入密度集中、 效率高、 熔池保护及脱氢效果
种焊材对焊缝金属屈服强度的影响ꎮ
表 1 钢板的化学成分及力学性能
AG700L
Q235B
焊材
项目
THQ70 - 3
WH50 - 6
w ( C)
2
12 ~ 15
(2) 试验过程ꎮ 试验共分三组进行ꎮ 第一组
由两 块 1 号 试 板 ( AG700L ) 对 接ꎬ 焊 丝 采 用
WH50 - 6ꎮ 第二组由一块 1 号试板一块 2 号试板
热轧后冷却和平整工艺对700 MPa级Nb-Ti微合金化S600MC高强带钢力学性能的影响
热轧后冷却和平整工艺对700 MPa级Nb-Ti微合金化
S600MC高强带钢力学性能的影响
段争涛
【期刊名称】《特殊钢》
【年(卷),期】2022(43)5
【摘要】研究了热轧后三段冷却工艺和平整工艺对2.3 mm 700 MPa级
S600MC高强钢板
(/%:0.07C,0.15Si,1.50Mn,0.015P,0.003S,0.025Alt,0.015Nb,0.08Ti)力学性能的影响。
终轧温度870℃,采用三段冷却工艺,中间温度由670℃降至580℃时,屈服强度由557 MPa提高至600 MPa,而抗拉强度基本保持不变(774 MPa至786 MPa),伸长率由24%降至21%,屈强比提高0.04。
卷取温度由150℃提高至250℃时,力学性能基本保持不变。
一次平整工艺提高高强钢屈服强度达到22~43 MPa,而抗拉强度变化不大,伸长率下降2~5个百分点。
二次平整工艺对屈服强度提升尤为明显,可以达到101 MPa,但伸长率下降达到8个百分点,反而不利于改善综合性能。
【总页数】3页(P92-94)
【作者】段争涛
【作者单位】宝钢股份中央研究院梅钢技术中心
【正文语种】中文
【中图分类】TG1
【相关文献】
1.Nb微合金化对热轧700MPa超高强耐候钢组织和性能的影响
2.960MPa级Nb-Ti微合金化高强钢中第二相粒子回溶行为研究
3.1000MPa级Nb-Ti微合金化超高强钢加热工艺研究
4.700 MPa级热轧带钢分段冷却工艺生产实践
5.退火工艺对780 MPa级Nb-Ti微合金化双相钢扩孔性能的影响
因版权原因,仅展示原文概要,查看原文内容请购买。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Ti微合金化SQ700MCD钢在焊接热循环过程中的软化机理张楠, 董现春, 张熹, 陈延清, 章军(首钢技术研究院用户技术研究所,北京 100041)摘 要:本文针对Ti微合金化SQ700MCD高强钢焊接热影响区(HAZ)的软化机理进行了研究。
采用显微组织分析与析出相萃取复型技术相结合,考察了母材及热模拟粗晶热影响区(CGHAZ)的组织形态与第二相粒子的溶解再析出行为。
结果表明:随着焊接热输入的增大,CGHAZ显微组织由以板条状马氏体为主,逐渐向粒状贝氏体为主转变;母材中的粒子为含有Ti,Nb的碳氮化物,平均尺寸在10nm以下且弥散分布;经模拟焊接热循环后,CGHAZ中绝大部分碳氮化合物粒子发生了回溶现象,但在冷却过程中,未完全回溶粒子的尺寸随着t8/5时间的延长而增大,粒子的形状由母材中的方形变为圆形。
关键词:微合金化,第二相粒子,焊接,CGHAZ,软化中图法分类号:TG142.1; TG156.1文献标识码:ASoftening Mechanism of Ti Microalloyed SQ700MCD Steel During Welding Thermal CyclingZHANG Nan, DONG Xian-chun, ZHANG Xi, CHEN Yan-qing, ZHANG Jun (Application Technology Dept. , ShouGang Research Institute of Technology, Beijing 100041, China)Abstract: The softening mechanism of the heat affected zone in weld SQ700MCD, a Ti microalloyed high strength steel, is presented in this paper. Both of microstructure analysis and the carbon extraction replica technology are used and welding thermal simulation were performed to analyze the behavior of dissolution and reprecipitation of the second phase particles in parent metal and simulated coarse grain heat affected zone (CGHAZ). The results indicated that the microstructure in CGHAZ, with the increasing of heat input, was transformed gradually from lath martensite to granular bainite; Carbonitride particles in the parent metal contained the component of Ti and Nb, which average size were less than 10nm and distributed uniformly. Most of those particles in CGHAZ dissolved after the simulated welding thermal cycling. However, the size of remanent particles under the high temperature increased along with t8/5 during the cooling process and in the same time, the shape of particles changed from cubic to circular.KEY WORDS: microalloyed, second phase particle, welding, CGHAZ, softening普通低合金工程机械用钢焊接时存在的最大的问题是,焊接粗晶热影响区(CGHAZ)的奥氏体晶粒严重长大,致使该区域硬度和韧性严重降低。
在工程机械行业中,为保证使用性和安全性,要求焊接接头具有一定的强度的同时兼备一定的韧性。
Ti,V,Nb等元素的加入可使钢中形成碳氮化合物粒子,这些第二相粒子在起到细晶强化效果的同时,又可阻碍焊接热循环过程中焊接热影响区(HAZ)的奥氏体晶粒长大,对CGHAZ 的强韧性具有一定的改善作用[1, 2]。
但是,HAZ 强韧性的改善除了取决于母材中第二相粒子的数量、尺寸以及存在形式以外,还取决于钢板的轧制工艺、组织形态和第二相粒子在焊接热循环过程中的行为特点[2, 3]。
首钢Ti微合金化SQ700MCD高强钢超细组织和优良的力学性能需借助优化后的TMCP工艺流程,但在焊接后,HAZ软化程度明显,这对于钢材的整体性能常常是不利的。
本文利用金相组织分析与析出相萃取复型TEM分析相结合的方法,对该钢种的母材及模拟粗晶区中的组织形态、第二相粒子的尺寸、数量及成分进行研究,重点分析这些第二相粒子在焊接热循环过程中的变化规律,找到CGHAZ软化原因。
这对于深入研究焊接粗晶热影响区的组织及性能具有重要意义。
表1 SQ700MCD化学成分/wt%Tab.1 Chemical compositions of SQ700MCD tested /wt%C Si Mn Ni Mo Ti Nb V N Cr+Cu+BP+S ≤0.07 ≤0.08 ≤1.80 ≤0.01 ≤0.15 ≤0.11 ≤0.05 ≤0.01 ≤0.01 ≤0.04 微量表2 焊丝化学成分/wt%Tab.2 Chemical compositions of welding wire tested /wt%C Si Mn P S Ni Mo Al Ti Cu V Cr Zr0.09 0.57 1.56 0.010 0.013 1.350.250.0040.0030.007 0.085 0.250.003表 3 接头的焊接工艺参数Tab.3 Welding parameters焊道位置电流 /A 电压 /V 焊接速度 /mm/s 干伸长 /mm t8/5(实测值)/s打底填充130-150180-20021-2324-255.5815157.229.5表 4 模拟焊接热循环参数Tab.4 Parameters of simulated welding thermal cycling一次热循环二次热循环编号峰值温度Tm(℃) 升温速度(℃/s)保温时间tm(s)t8/5(s)峰值温度Tm(℃)升温速度(℃/s)保温时间tm(s)t8/5(s)1 1350 1502 7 - - - -2 1350 150 2 30 - - - -3 1350 150 2 10 950 150 2 101、实验方法SQ700MCD为Ti微合金化低碳高强钢,采用TMCP工艺生产的化学成分如表1所示。
实验工艺参数的制定参考了SQ700MCD用户的实际焊接生产工艺,8mm厚的板采用V型坡口,1mm钝边。
应用熔化极80%Ar+20%CO2混合气体保护焊进行焊接试验;填充用CARBOFIL NiMoCr焊丝的化学成分如表2所示。
实测打底焊缝冷却时间t8/5(在800-500℃)为7.2s,填充焊缝的t8/5为29.5s。
焊接接头的工艺参数如表3所示。
热影响区的软化程度的测定采取堆焊接头形式,依据JIS Z 3101《焊接热影响区最高硬度试验方法》确定。
硬度测定点如见图1所示。
采用Gleeble2000热模拟试验机模拟气体保护焊线能量下的焊接热粗晶区,便于分析软化机理。
模拟试样尺寸8mm×10mm×90mm。
试验参图 1 热影响区硬度测定点示意图Fig.1 Diagram showing HAZ hardness measurement数见表4。
萃取复型所选用的试样分别选自模拟试样均温区的中心部位和母材。
试样萃取碳膜的制备步骤为:线切割→打磨→抛光→5%的硝酸酒精溶液侵蚀→超声波清洗→喷碳约200nm厚→划成2mm×2mm网格后在2%的硝酸酒精溶液里电解剥离→捞膜→晾干→观测。
采用JEM-2100F型透射电镜(TEM)对粒子尺寸、物相、形貌及数量进行分析,应用能谱分析仪(EDS )定性分析粒子成分。
粒子尺寸和数量的确定采取相同倍下随机选取多于10个不同的视野进行统计的原则。
图 2 母材第二相粒子形貌(a)、能谱(b)及衍射花样(c) Fig.2 TEM image (a) of the second phase particles, EDS (b) and EDP (c) of corresponding particle shown in Fig.1(a)2、实验结果2.1 母材中的第二相粒子由图2(a)TEM 影像所示,母材粒子接近方形,平均尺寸小于10nm ,且均匀分布于整个基体。
不同粒子尺寸所占百分比的统计结果参见图3,图中所有粒子平均尺寸约10nm ,最小尺寸仅3nm 。
图2(b)为图2(a)指定位置的能谱分析,结果表明:粒子中含有较高含量的Ti 和微量的Nb ,图中相当数量的Cu 元素来自于Cu 网,故可定性说明这些粒子为含有以上两种元素的复合粒子。
结合图2(c)的衍射花样可知:该类型粒子具有FCC 结构,点阵常数为0.429nm ,介于TiC 与TiN 的点阵常数之间,因此可判定这些粒子为(Ti, Nb)(C, N)。
(a)(b)图 3 母材中粒子的尺寸分布Fig.3 Particle size distribution in parent metal(c)图 4 焊接热影响区硬度分布图 Fig.4 Micro-hardness distribution of HAZ(a) (b)(a)打底焊道; (b)填充焊道 图 5 粗晶热影响区组织形貌 Fig.5 Optical microstructure of CGHAZ2.2 HAZ 软化程度评定及显微组织观察采用维氏硬度计,在堆焊接头的横截面上进行硬度测试。
测试线相切于焊根部位,每间隔0.5mm 打一个硬度点。
测量结果见图4所示。
一般认为,把HAZ 硬度值低于0.9H P (H P 为母材的平均硬度)的宽度作为软化区宽度。
由硬度测量点的位置和结果可以看出,打底焊道和填充焊道的软点硬度值分别为母材硬度平均值的83%和72%,软化宽度分别为3mm 和4.5mm ,焊接接头软化最为严重的区域为粗晶热影响区。