电动车专业装配流程图
电动自行车车生产工艺设计

8X10刀、字螺丝刀、钳子、十字十螺丝、具动)工手、气动(电手扳14X17扳扳扭力手。
审核(日期)标准化(日期)设计(日期)
批准(日期)
记标
处数
件更改文号
字签
日期
记标
处数
号更改文件
签字
日期
司限公电动车有XXXXX线装装配工艺卡片
型车
共页17页第6
图部件号
时序工工
序工号6
闸前与名称把车装工序
罩
管鞍座
11整
2.1/2 4.1 5.1 5.2 6.1 13.1 16.1返组装前工.2飞内车后装安电池轮把返修外组胎盒泥架车刹组合叉前板车组挡碗合组合合
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
改更文件号
签字
日期
记标
处数
文更改件号
签字
日期
电动自行车线装装配工艺号:件文编102XXXX-GY– ):计(日期设 :期)日审核(
支泥、装1、安前泥板前板架。接连板架前安、2装泥板支。支泥装、泥装3、安后板安后板架板连架支泥装、4安后板接。安、5装射反后器。
1、泥板不得有明显的扭曲及偏斜。2、后反射器紧固无松动。3、裙网安装应可靠无松动。
4、车轮与车架或前叉内侧间隙。2mm相等,其偏差小于
工艺装备及辅料
)动(电扳手、气动十字螺丝刀、8X10具工
电动自行车生产工艺流程图101XXXX-GY–文件编号:
12*13 14 *15 1 16 17包出安装中整控装厂装制轴车车入线器组调筐检成束及试装验装品后配塑
库座料贴件花
2车架
3链轮
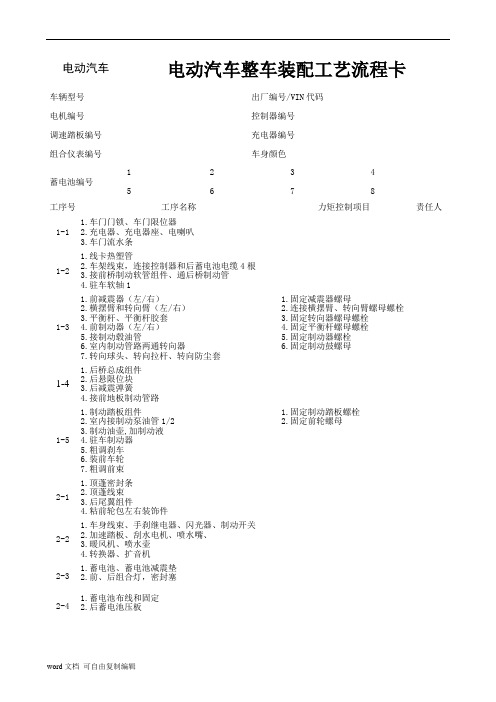
电动汽车整车装配工艺流程

力矩控制项目
责任人
1-2
1-3
1-4
1-5
2-1
2-2
ห้องสมุดไป่ตู้2-3
2-4
车门流水条驾驶室颜色电动汽车电动汽车整车装配流程卡电机编号控制器编号充电器编号1
电动汽车 电机编号
电动汽车整车装配流程卡
控制器编号 充电器编号 驾驶室颜色
调速踏板编号 组合仪表编号 工序号 工序名称 1.车门门锁,车门限位器,玻璃升 降机,内把手 1-1 2.充电器、充电器座、电喇叭 3.车门流水条 1.线卡热塑管(扎带) 2.车架线束,连接控制器和蓄电池 电缆 3.通前桥制动管组件、通后桥制动 管4.驻车制动(手刹,手刹盒,手 刹拉线) 1.前减震器 2.前桥总成(桥,轮胎,钢圈) 3.前悬架总成(前板簧,U型栓压 板,小板簧尼龙套) 4.转向系统(方向机,方向盘,方 向柱,方向立柱支架) 1.后桥总成 (桥,轮胎,钢圈) 2.后悬限位块 3.后悬架总成(后板簧,U型栓,吊 耳和吊耳螺栓,压板,大板簧尼龙 套) 4.接前制动管路 1.制动踏板组件 2.室内接制动泵油管 3.制动油壶,加制动液 4.粗调刹车 5.装前车轮 6.粗调前束 1.顶棚密封条 2.顶棚线束 1.加速踏板 2.组合开关,刹车开关 3.闪光器,仪表台和仪表 4.雨刮电机和喷水嘴 5.转换器和收音机 1.蓄电池、蓄电池减震垫、蓄电池 压板 2.蓄电池布线和固定 3.前后组合灯,密封塞 1.内饰件(内后视镜,座椅安装, 地板皮,车门内护板) 2.外饰件(保险杠及保险杠雾灯) 3.车棚总成(前后玻璃,胶条,玻 璃支架)
电动自行车生产工艺流程图
安装车架碗前叉下档
前后泥板组合
内外胎组合
飞轮抱闸组合
车把组合
组装电池盒
返工返修
*重点工序质控点
设计(日期)
审核(日期)
标准化(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
电动自行车生产工艺流程图
电动自行车生产工艺流程图文件编号:XXXX-GY–101
中轴组装
2
车架与前叉组装
3
链轮与曲柄组装
装前后泥板
5
装链条前后轮及双支架
6
装车把与前闸
7
装脚踏塑料导板
8
装衣架及保护架
9
装链罩脚蹬
10
装鞍管鞍座
11
装后闸线并调整
12
安装线束塑料件
*13控制器装配
14装车筐及后座贴花
*15
ET200电摩通用 装车操作指引PPT

电摩通用GPS定位终端
安装前准备工具
螺丝刀 万用表 剪刀 海绵双面胶 电工胶
扎带
示范车型 电动摩托车
电瓶电压48V
一 拆卸操作
2 1
(1)用螺丝刀将电动车 -- 前盖面板的螺丝卸下
(2)将前盖面板卸下 ①将面板最底端向上勾起 ②将面板最上端往下推动
(3)前盖面板拆卸完成
②SIM卡装好后 将拨动开关拨至ON位置
③ 将外接插头插上终端
③ 将设备正面朝上(LED灯)
并将GPS天线方向朝外
④ 将设备背面用海绵双面胶固定 ⑤ 将前盖面板装回即可
安装完成
六 注意事项及说明
1 强烈建议安装位置选车头 安装位置关系GPS信号接收强度 决定定位精准度 2 设备红 黑 橙 三线为必接线 且需使用万用表工具正确找出对应线对接 找钥 匙开关的出线不可 以颜色去判断 线路接错将会影响终端体验使用 3 安装之前 请将设备信息登记好 如设备内SIM卡号 设备IMEI号及机型 方便以 后查位置及其他相关操作
二 终端出线定义
红色线 正极电源 黑色线 负极 橙色线 ACC 黄色线 备用
三 找出对应的线
钥匙开关出线
以下接线位置在钥匙开关及旁边线路
(1)找到正极常供电源
将万用表调至直流电压档 黑笔找到附近 黑色负极线并接上 红笔接钥匙开关正极 将钥匙开关打到ON/OFF位置时 都能显 示当前电瓶电压 -将终端出线中的红色线接在此端即可
2014年10月30日 KKS 技术支持
四 找好对应线后接线
① 将终端出线中的红色线接在钥匙开 关出线的常供电正极(如左图示)
2
② 将终端出线中的橙色线接在钥匙开关出源自的ACC线端(如左图示)1
电动自行车有限公司型电动生产线装配工艺

电动车生产线装配工艺卡片
编制:
审核:
批准:
年月日发布年月日实施
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片
电动自行车组装工艺卡片。
电动车装配工艺试行

电动车装配工艺试行
(1)装配操作前的检查
装配操作人员在装配之前需要对进入本工 序将要装配的零部件进行相应的检查。确认没 有问题后,才可进行装配。不能将上道工序中 的问题带到本工序。
①首先检查在本工序所需要安装的部装总 成或者零部件是否正确。进入本工序的部装总 成装配是否完全;其零部件的装配是否正确; 紧固件是否紧固良好;运动件是否灵活。
电动车装配工艺试行
(8)塑料件应该首先找到合理的预装配位 置后,尽量平行地放置于安装位置。不得出现 硬性的强行弯曲或者使用撬扳进行装配的情况。 凡是较大的、带有多个安装孔的零部件(包括 塑料件),必须将该零部件放置到位后,方可 紧固。紧固时强调交叉紧固。
②检查在本工序安装使用的紧固件是否良 好。如果螺栓、螺母出现螺纹损坏,则应放置 在指定位置,进行更换。
电动车装配工艺试行
③检查本工序所需要安装的零部件和部装 总成的外观是否良好,有无损伤、划痕;外装 饰是否完整、有无装饰外观缺陷和电镀缺陷。
④检查本工序所需要安装的焊接件。其焊 接部位是否存在虚焊、漏焊;焊缝的均匀程度; 有无气孔、沙眼;有无焊瘤、焊渣存在。
电动车装配工艺试行
3.装配操作篇
电动车装配工艺试行
3.1装配操作通用要点
装配过程中应该注意以下常见的通用问题。 对于具体车型的装配要求,则应根据相关文件 在此基础上加入所要求的内容。特殊的要求, 应该根据装配的实际情况进行处理。装配数据 应根据所装配电动车的设计要求决定。
(1)装配操作必须符合装配钳工的操作要 求。
电动车装配工艺试行
f.过流保护:无刷电动机为14±1.0A;有刷 电动机为19±1.0A。
电动车组装详解(一)
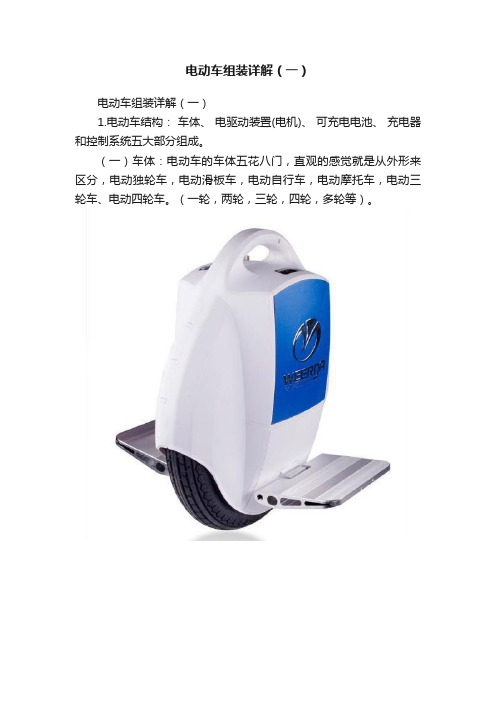
电动车组装详解(一)电动车组装详解(一)1.电动车结构:车体、电驱动装置(电机)、可充电电池、充电器和控制系统五大部分组成。
(一)车体:电动车的车体五花八门,直观的感觉就是从外形来区分,电动独轮车,电动滑板车,电动自行车,电动摩托车,电动三轮车、电动四轮车。
(一轮,两轮,三轮,四轮,多轮等)。
(二)电驱动装置(电机): 电机的驱动方式大体上有三类: 1. 磨擦传动式;2. 中轴驱动式;3. 电动轮毂式。
轮毂式驱动方式具有体积小、重量轻、能耗低、效率比较高等优点,目前国内电动车大多采用这种方式。
电机分为无刷电机和有刷电机两类。
无刷电机主要是低速大力矩电机,没有传动齿轮,避免了机械磨损,运行中几乎没有噪音,但无刷电机启动电流冲击较大,控制系统结构复杂。
轮毂有刷电机采用先进技术,提高了电刷寿命,电机效率较高,控制系统电子线路简单。
(三)电池(可充电):电池主要有三类,即小型密封式免维护铅酸蓄电池,镍镉电池和镍氢电池,小型密封式免维护铅酸电池使用成本低,容量大,被国内企业普遍采用。
(四)充电器:充电器设计采用恒流、恒压、浮充三阶段自动转换方式,对电池产生保护,有效地延长电池寿命。
(五)控制系统:电动车的控制部件大致有(1.控制器与传感器总成 2.刹车总成 3.灯光总成 4.防盗报警总成. 5.显示器总成)。
2.电动车组装:电动车控制器是灵魂,组装电动车,学会控制器的接线法是关键:控制器接线步骤:NO1: 接电机三根线(粗黄线,粗绿线,粗蓝线)。
同电动车电机三根线对应连接。
通过用手晃动后轮检查是否存在阻力感觉,若无阻力,则进行NO2步骤,若有阻力,则检查电机三根线是否正常连接。
检测电机好坏的方法:把电机的两根线两两相碰,若有阻力,则说明电机是好的,没有阻力,电机就有问题。
NO2: 接电源线(正负极)和电门锁线(粗红线为正极,粗黑线为负极,细红线为电门锁线)。
同电动车电机电源线,电门锁线对应连接。
(1.电源正负极请勿接反,若接反则会烧坏控制器2.若电动车没有电门锁线,请将控制器的电门锁一起即可)NO3: 接学习线(控制器上的一对白色线)。
电动车专业装配流程图

安装主线束
安装压力轴承、上下联板
安装前减震、泥瓦、前喇叭
安装前轮胎、刹块、轴承
安装控制器、自检喇叭
安装座桶、箱子、液压杆
安装四方垫片、防撞球、尾灯
安装太子(牛头)套件
预安装后轮胎
预安装泥瓦闸线扣
预安装前轮胎
反装
正装
整车调试、安装铭牌
电器件插接、前挡风板、脚踏皮、边条
预安装座板靠背、扶手、拉线、箱子合体及装饰件
连接后轮刹手刹线充电插口安装压力轴承上下前喇叭安装前轮桶箱子液压杆安装四方垫片防撞球尾安装太子牛头套预安装后轮胎预安装泥瓦闸线扣预安装前轮胎试安装铭牌预安装座板靠背扶手拉线箱子合体及装饰件检验返修入库主装配线辅助装配线关键工序编制
断电开关拉簧
脚刹弯、回位簧前刹杆、
后桥、板簧软连接、后轮
调节拉杆、后刹车拉杆
下线检验
返修
电动三轮车装配工艺ቤተ መጻሕፍቲ ባይዱ程
预安装后桥板簧
合格入库
预安装仪表电锁、大把转把、牛头塑件、
主装配线辅助装配线关键工序
编制:生产部校对:审核:批准:日期:
电动车装配作业指导书

4、如图五、六所示:将内胎全部塞到轮圈内。
5、如图七所示:充气80%,拧上气门盖。
6、如图八所示:将前轮轴组件拆开,将前轴棍从前轮右侧穿入,左侧装入毂盖,右侧Ø16*Ø10.2*19衬套1个,外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧,左侧外加安全挂钩防转垫片1颗,Ø10.2*2.5mm 垫圈1颗,M10*1.00螺母1颗微紧。
1、内胎不得有明显扭曲,气门零部件工具 序号 名称 数序名称数序名称型号1 前轮外胎 1件 7 1 气压表2 前轮内胎 1件 8 2 打气管3 前轮毂 1件 93 打气接4 前轮毂盖 1件 10 4 专用扒5 前轮轴组件1套 11 5 工艺要求11.03.图一 图二 图七图八11.03.1、检查各部件外观,规格是否符合配置要求。
2、如图一、二、三所示:取后轮内胎,取下气门盖,将气嘴插入前轮毂气嘴盖孔,取外胎,一边扣到气嘴处轮圈内,依次将周边扣入,压一侧外胎入轮圈。
然后将内胎全部塞到轮圈内。
3、如图四所示:充气80%,拧上气门盖。
4、如图五、六所示:在电机右部(无线端)加厚度为2.5mm 飞轮垫圈(O 型圈)2个,将飞轮(有声16T 公制螺纹)安装在电机右端盖,装防转垫片1颗,M14*1.5螺母1颗。
1、内胎不得有明显扭曲,气门嘴不得偏斜,气嘴弯向右、胎标中心与气嘴对齐±10mm 、按(夏天240~370kpa ,冬天260~300 kpa )充上气2、飞轮应旋转灵活性,飞轮倒转应灵活无卡住现象,安装扭力不小于25N.m 。
工具 数序名称型号1 气压表2 打气管3 打气接4 专用扒5 壁纸刀作业内容图二 图三 图四 图五 图六图七工艺要求11.07.1、检查各部件外观,否符合配置要求。
2、如图所示:在电机右部(无线端)加厚度为2.5mm (O 型圈)2个,将飞轮公制螺纹)安装在电机右端盖。
电动车装配工艺流程

电动车装配工艺流程Assembling an electric vehicle involves a complex and intricate process that requires careful planning, precision, and attention to detail. The assembly process typically begins with the arrival of various components and parts at the manufacturing facility. These components are then inspected for quality and sorted for assembly. The assembly line is a critical component of the process, as it is where the various parts come together to form the final product.One of the first steps in the assembly process is the installation of the vehicle's chassis. This involves attaching the various structural components that form the foundation of the vehicle. The chassis serves as the framework upon which the rest of the vehicle will be built, so it is essential that this step is carried out with precision and accuracy. Once the chassis is in place, the next step is to install the vehicle's powertrain, including the electric motor, battery pack, and associated components. This is a crucial step in the process, as the powertrain isthe heart of the electric vehicle and is responsible forits propulsion.After the powertrain is installed, the next step is tofit the vehicle with its body panels and interior components. This includes installing the doors, hood, trunk, and other exterior components, as well as the seats, dashboard, and other interior features. This step requires careful attention to detail to ensure that all componentsfit together seamlessly and that the vehicle's interior is comfortable and functional. Once the body and interior components are in place, the final step is to test the vehicle to ensure that all systems are functioning properly. This includes testing the vehicle's electrical systems, drivetrain, and overall performance.In addition to the physical assembly of the vehicle, there are also important quality control and inspection processes that take place throughout the assembly process. These processes are essential for ensuring that the vehicle meets the highest standards of quality and safety. Quality control measures may include visual inspections, functionaltests, and other checks to verify that all components are installed correctly and that the vehicle meets all necessary specifications. Any issues or discrepancies that are identified during these inspections must be addressed and resolved before the vehicle can proceed to the next stage of the assembly process.The assembly of electric vehicles also requires a skilled and dedicated workforce. Assembly line workers play a crucial role in the process, as they are responsible for carrying out the various tasks involved in assembling the vehicle. These workers must be well-trained and knowledgeable about the specific requirements of electric vehicle assembly. They must also be diligent and focused to ensure that each vehicle is assembled with the highestlevel of quality and precision. Additionally, collaboration and communication among the assembly line workers are essential to ensure that the entire process runs smoothly and efficiently.Overall, the assembly of electric vehicles is a complex and multi-faceted process that requires careful planning,precision, and attention to detail. From the initial inspection and sorting of components to the final testing and quality control measures, every step of the assembly process is essential for ensuring that the vehicle meets the highest standards of quality and safety. The skilled and dedicated workforce that carries out the assembly process plays a crucial role in bringing together the various components to create a fully functional andreliable electric vehicle. As the demand for electric vehicles continues to grow, the assembly process will continue to evolve and improve, with a focus on efficiency, sustainability, and innovation.。
fnt电动车安装教程
fnt电动车安装教程
车龙头、仪表盘安装
先将车龙头安装到车架前端,然后可以安装电动车仪表盘。
注意:表盘内置智能电路板,外部则用塑料模具包裹住,一图摆放在地上的就是仪表盘及车把塑件的固定模具,二图黑色大块头就是连接仪表盘和车把的外壳,红色边框的则是附合在下图智能电路板外部的仪表盘配饰。
三图是安装好的龙头部位。
轮毂减震器安装
先将型号匹配的轮胎安装到车轮毂上,用橡胶锤敲打,轮胎与轮毂紧密均匀的接触好,图中所显示的是我们组装好的带车胎车轮毂。
然后选好刹车、脱泥板,通过扳手、螺丝钉将前面装好的带车胎轮毂安装到车架上(即车架前端的前叉)。
当人后轮毂也跟前轮安装一样了,目前电动车电机多在后轮上,无需另外安装。
中部脚踏、传动系统、外包塑件固定
前轮装好就要装车架中部,有平脚踏的要先用螺丝钉和扳手固定好,没有的就省了这步。
然后装好传动齿轮与链条。
外包塑件要轻拿轻装,安装前内有车灯孔的要先装车灯,然后装塑件。
生下装饰配件组装
前车灯,刹把、反光镜、鞍座、储物箱这些配件也要慢慢装好,
这几个部位配件安装可不分先后的,需要注意的卡槽要卡到位,车灯的线路要布局好。
线路调控
控制器找好位置安装好,就可以对车灯、电机、仪表盘等需要供电的配件进行接线通电了,接线要用仪表进行检测下。
这样一部完整的电动车就组装成功了。
电动车工艺流程图正式

16.后衣架、鞍座、杂物箱
17.后尾板、连接板
18.曲柄、脚踏垫、贴花、检查记
19.整车下线
标记
处数
更 改 文 件 签字 号
日期
编制(日 期)
审核(日期)
会签(日期)批准(日期)02.装前叉 Nhomakorabea成、鞍座锁板
后挡风板预装
08.前后刹车线、主线束、后挡风板
前挡风板预装
09.前挡风板、后挡风板、控制器[G]
中央盖板、充电插座预装
11.调整后刹线
12.中央盖板、充电器插座插接
13. 测车速、测灯光、方向把前罩组件与后罩组件 鞍座、杂物箱预装
14测试绝缘
15.踏板左右边盖、平叉左右护板
产品结构
电动车装配工艺流程图
减震前叉总成预装 01.车架处理、中支撑 后轮预装 06.后挡泥板、后轮组件 左右护板预装 10.电池底托、后尾灯、左右护板总
方向把前罩预装 07.上链条、后轮紧固
产品名称
金福牛
方向把、方向把后罩、前挡风板、前轮预装 03中轴
04.后平叉、后减震 05方向把、前挡风板、前轮总
新能源汽车、电动汽车整车装配流程、报告
电动汽车电动汽车整车装配工艺流程卡车辆型号出厂编号/VIN代码电机编号控制器编号调速踏板编号充电器编号组合仪表编号车身颜色蓄电池编号1 2 3 45 6 7 8工序号工序名称力矩控制项目责任人1-1 1.车门门锁、车门限位器2.充电器、充电器座、电喇叭3.车门流水条1-2 1.线卡热塑管2.车架线束,连接控制器和后蓄电池电缆4根3.接前桥制动软管组件、通后桥制动管4.驻车软轴11-3 1.前减震器(左/右)2.横摆臂和转向臂(左/右)3.平衡杆、平衡杆胶套4.前制动器(左/右)5.接制动毂油管6.室内制动管路两通转向器7.转向球头、转向拉杆、转向防尘套1.固定减震器螺母2.连接横摆臂、转向臂螺母螺栓3.固定转向器螺母螺栓4.固定平衡杆螺母螺栓5.固定制动器螺栓6.固定制动鼓螺母1-4 1.后桥总成组件2.后悬限位块3.后减震弹簧4.接前地板制动管路1-5 1.制动踏板组件2.室内接制动泵油管1/23.制动油壶,加制动液4.驻车制动器5.粗调刹车6.装前车轮7.粗调前束1.固定制动踏板螺栓2.固定前轮螺母2-1 1.顶蓬密封条2.顶蓬线束3.后尾翼组件4.粘前轮包左右装饰件2-2 1.车身线束、手刹继电器、闪光器、制动开关2.加速踏板、刮水电机、喷水嘴、3.暖风机、喷水壶4.转换器、扩音机2-3 1.蓄电池、蓄电池减震垫2.前、后组合灯,密封塞2-4 1.蓄电池布线和固定2.后蓄电池压板word文档可自由复制编辑2-5 1.玻璃升降器(左/右)、玻璃导轨胶条2.车门玻璃(左/右)3.车门玻璃挡水条(左/右)4.电动门窗(选装)、中控锁(选装)工序号工序名称力矩控制项目责任人2-6 1.内饰2.内后视镜、遮阳板、内把手3.外后视镜、前后侧风窗胶条4.天线2-7 1.方向柱2.仪表板研配3.前后风挡玻璃和胶条4.粘侧围前/后风窗玻璃、雨刷5.粘顶盖密封条1.固定转向柱螺母螺栓2-8 1.仪表板组件2.点火开关、组合开关3.组合开关罩、方向盘1.固定方向盘螺母2-9 1.地板皮、中蓄电池罩2.车门密封条3.安全带、倒顺开关4.前后保险杠组件、密封塞、后轮包装饰件5.车门内护板、前格栅1.固定安全带的螺栓2-10 1.下线调试2.座椅安装,踏板胶块、轮辋装饰件3.粘标示、入库整车下线日期:整车下线检验卡检验项目实测数据结论检验员速度表示值标称值(30km/h) 制动性能制动距离(30km/h)前照灯发光强度 (cd) 左右前轮定位前束角(º)车轮外倾角(º)其它检验项目检验项目结论检验项目结论外观检验车身、装配检验风挡、门窗使用安全玻璃全车灯光齐全有效方向盘最大自由转向量符合要求后视镜齐全有效转向系工作可靠雨刮器齐全有效制动踏板自由行程符合要求轮胎符合标准轮胎螺母紧固可靠制动系无渗油漏气后桥无漏油驱动、变速系统紧固件检查3~10km行驶试验雨淋试验word文档可自由复制编辑整车下线检验日期:word文档可自由复制编辑。
电动平车装配工艺

2、严禁私自修改作业内容或以非正常的方式更改零件。
3、仔细清点需要装配的零部件、检查零部件外观,发现问题及时反馈。
4、根据需要,凡是需要焊接的结构件,均由装配按图示位置点焊,铆焊焊接。
检查项目:
1、安装车轮及传动装置时,应保证同侧车轮宽度中心线在同一平面内,平面度≤1.5mm。
且应平行于车体中心线。
铆焊工时
焊接时注意对称焊接,防止车体过大变形。
3
把合减速机和电机成一体。
将减速电机装配到传动底座上。为方便调整,减速机和底座需增加1mm调整垫板。
传动底座如果形过大需安排铆焊修校。
编制
审查
修改标志
共
5
页
第
2
页
装配工艺卡片
部件名称
部件编号
工时
准结
车架A
定额
工序
工步
工序内容
工艺装备
4
连接齿轮联轴器。
调整减速机和车轮轴头同轴度≤0.1mm,两端联轴器间隙均匀后点焊传动底座。
10
空载试车。
编制
审查
修改标志
共
5
页
第
3
页
装配工艺卡片
名称
编号
工时
准结
定额
工序
工步
工序内容
工艺装备
11
所有车轮安装发货支架,粘贴唛头等。
12
所有电缆、电控由用户负责。需要配合工作,由生产科安排相关人员配合实施。
总体要求:
1、熟悉本工位的技术文件、图纸及技术要求,装配过程中严格遵守工艺文件、图纸及技术要
装配工艺卡片
工作令号
产品名称
100T电动平车
产品图号
电动车QC工程图倒装

管理方法
自检/互检记录表
不得有磕碰划伤,漏焊凹陷、油污、流垂色差 、贴花翘角起泡污染、掉漆等 依BOM表 依BOM表 依BOM表 ≤3mm↓ M6:12-16N.m 不可打滑头 依BOM表 珠子不可脱落 依BOM表 50-70N.m 30-50N.m 依BOM表 12-16N.m <1.0mm 依BOM表 依BOM表 30-50N.m
担当者
作业员 作业员 作业员 作业员 作业员 作业员 作业员 作业员
检验项目 检测工具 检查频率
目测 目测 目测 目测/卷尺 目测 手感 扭力扳手 手感 目测/卷尺 目测 卷尺 目测 扭力扳手 目测 扭力扳手 目测 扭力扳手 目测 全检 2PC/批 2PC/批 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 全检 目测 目测 全检 全检
自检/互检记录表 自检/互检记录表 自检/互检记录表
中轴装配
自检/互检记录表 自检/互检记录表 自检/互检记录表
轮盘装配
自检/互检记录表 自检/互检记录表 自检/互检记录表 自检/互检记录表
曲柄装配
第 1 页,共 6 页
工程名称
上下碗装配
管理项目
外观
品质特性
规格值
上小下大 <0.15mm <0.15mm 依BOM表 珠子不可脱落 依BOM表 30-50N.m
异常处理
修正 修正 修正 剔除修正 剔除修正 修正 修正
修正 剔除修正 修正 剔除修正 修正 修正 修正 修正 修正 修正 修正 修正 修正
第 5 页,共 6 页
修正 修正
异常处理
剔除修正 修正 剔除修正 修正 修正 修正 修正 修正 修正
第 6 页,共 6 页
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
正装
整车调试、安装铭牌
电器件插接、前挡风板、脚踏皮、边条
预安装座板靠背、扶手、拉线、箱子合体及装饰件
下线检验
返修
电动三轮车装配工艺流程
预安装后桥板簧合格入库源自预安装仪表电锁、大把转把、牛头塑件、
主装配线辅助装配线关键工序
编制:生产部校对:审核:批准:日期:
断电开关拉簧
脚刹弯、回位簧前刹杆、
后桥、板簧软连接、后轮
调节拉杆、后刹车拉杆
安装手刹、手刹线、充电插口
安装主线束
安装压力轴承、上下联板
安装前减震、泥瓦、前喇叭
安装前轮胎、刹块、轴承
安装控制器、自检喇叭
安装座桶、箱子、液压杆
安装四方垫片、防撞球、尾灯
安装太子(牛头)套件
预安装后轮胎
预安装泥瓦闸线扣
预安装前轮胎