PVC填充配方
PVC电缆料的配方及工艺流程.

PVC电缆料的配方及工艺流程1配方:质量份PVC100抗氧化剂0.14TIS6主增塑剂(DOP,DOTP)10-20DIS1辅助增塑剂(C-P52\T-50)6-9PbSt 0.5填料(活化重质碳酸钙40-50BaSt 1其他助剂13石蜡0.42.制备方法(1)工艺流程PVC-硫化压片-取样测试DOP,C-P52,T-50等-计量--混合--开炼--|活化碳酸钙及其他-造粒--工艺放线(2)工艺要点小样混合物混合塑炼温度在(170+-5)度,时间为6-9分钟;硫化烫片温度控制在(170+-5)度,时间为3-5分钟;耐热70℃电线电缆:PVC树脂100增塑剂DOP40-60环氧大豆油EPOXY3-5安定剂4-6CaC0340-60阻燃剂Sb2O3 4润滑剂0.5-12.耐热90℃-105℃电线电缆:PVC树脂100 DIDP/TOTM45-60环氧大豆油EPOXY3-5安定剂6-8重质(CaC0320-30阻燃剂Sb203 4润滑剂0.5-1PVC电缆料配方PVC电缆料配方及配方对机器的配置要求70-H-PVC电缆料配方如PVC三型75活性钙45DOP25大豆油3氯腊20稳定剂2.8硬质酸0.6CPE9石腊1PVC电缆料有好多厂家生产的PVC电缆料在押出线是会出现;表面没有亮度;表面有细小疙瘩;表面有鱼鳞是;有的押出线线的切面有气孔;出现以上问题就是生产PVC料的机器没有调好;也有是做PVC料的机器没有选好;现在做PVC电缆料机器最好的就选用双阶造粒机组;例如65︳150双阶造粒机组技术指标65双螺杆要*经比32;1150单螺杆*径比要求在7;1 螺杆心部要通冷却水----液压板式换网-----机头要用推拉对吹式机头;用这样机头就是做弹性体PVC都不会有粘粒现象-----风冷磨面切粒------第一段旋风分离器-----第二段旋风分离器------加*振动筛----料仓这种机器生产产量高;一天12吨;塑化分散好;同向平行双螺杆挤出机机构一、前言近年来,随着聚合物改性材料的不断发展,其对混炼设备的要求也越来越高。
PVC木塑配方组成

PVC木塑配方组成一:PVC木塑的原材料组成及其性能。
PVC树脂加木纤维和无机物填充(木粉、碳酸钙)、润滑剂、稳定剂、发泡剂、发泡调节剂、色粉和其他相关助剂(增塑剂、增韧剂、偶联剂)等组成。
1,树脂国内用SG-7为主,SG-7树脂流动性好有利于发泡。
2,填充基本以木粉(一般用80-120目左右的木粉且用杨木粉较多),碳酸钙以轻质碳酸钙较多(1000-1200目左右)。
3,润滑剂一般用硬脂酸,石蜡,PE蜡、硬脂酸钙等搭配按所需比例来组成木塑润滑剂体系。
硬脂酸,石蜡价格便宜润滑性能好,其缺点是熔点太低(50多度),低熔点的润滑剂在赋予润滑性的同时也起到增塑剂的作用,这样影响产品的刚性,产品的维卡和热变形温度低使产品随温度升高极易变形,且极易析出影响生产。
PE蜡如果是新PE料来生产且是百分百纯的,熔点可达到80度以上是不会降低产品的维卡。
如果PE蜡生产商为了降低成本采用回收PE料且加一定比例的硬脂酸和石蜡这样就不是真正的PE蜡同样会影晌产品的使用性能。
4,稳定剂:用于PVC生产的稳定剂有复合铅盐稳定剂,有机锡,钙锌系稳定剂等国内一般用于木塑的稳定剂是复合铅盐稳定剂,它的优点是价格便宜,热稳定性能好。
缺点是有毒不环保。
但是复合铅盐稳定剂润滑剂所占比例基本在50%左右,如果其所添加的润滑剂全是低熔点的润滑剂也会影晌产品的使用性能。
昆山雅炀复合材料科技有限公司研发的环保稳定剂PA808由钙锌热稳定剂、抗氧剂和润滑剂等通过特殊工艺制成的多功能、多用途、高效率的PVC新型加工助剂,适用于环保型PVC制品和高填充制品的生产,是木塑制品的优良的热稳定剂和加工助剂。
具有:1、符合欧盟ROHS 指令、PAHS规定;2、在同等树脂的前提下可比有机锡和铅盐稳定剂适当增加填料的添加量。
3、初期着色性与有机锡差不多,有机锡不但有异味、且还会产生流变,PA808不但无异味更不会产生流变。
4、加工性能优于有机锡和铅盐稳定剂。
;5、由于PA808的密度与PVC树脂密度相当所以其分散性好于有机锡和铅盐稳定剂,更利于其在树脂中的分散;6、能提高制品表面光洁度;7、热稳定性和初期着色性好。
PVC人造革参考配方
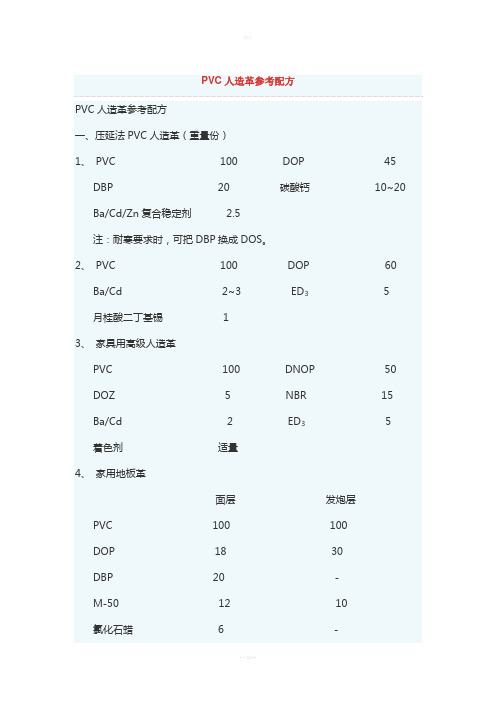
PVC人造革参考配方一、压延法PVC人造革(重量份)1、PVC 100 DOP 45DBP 20 碳酸钙10~20 Ba/Cd/Zn复合稳定剂 2.5注:耐寒要求时,可把DBP换成DOS。
2、PVC 100 DOP 60Ba/Cd 2~3 ED35月桂酸二丁基锡13、家具用高级人造革PVC 100 DNOP 50 DOZ 5 NBR 15 Ba/Cd 2 ED35着色剂适量4、家用地板革面层发炮层PVC 100 100DOP 18 30DBP 20 -M-50 12 10氯化石蜡 6 -Ba/Cd/Zn稳定剂 2.0 2.0硬脂酸钡 1.0 0.8硬脂酸锌0.4 -硬脂酸铝- 0.8硬脂酸0.2 0.8重钙5~10 40AC发泡剂- 5颜料- 适量5、用于底层、表面处理层或表面贴膜层的人造革PVC 100 硬脂酸铅0.8 DOP 35 硬脂酸锌0.2 DBP 35 轻钙20氯化石蜡 5 硬脂酸0.5硬脂酸钡 1 颜料适量二、刮涂法PVC人造革1、面层底(发泡)层PVC 100 (乳液) 100(悬浮)DOP 35 10DBP 25 30M-50 10 40氯化石蜡- 10Ba/Cd/Zn稳定剂2~3 -三碱式硫酸铅- 3硬脂酸钡- 1碳酸钙10 20~402、直接刮涂双面帐篷革PVC(糊树脂)100 DOP 60 DOS 10 ED35氯化石蜡10 三碱式硫酸铅1.5二碱式亚磷酸铅 1 Ba/Cd/Zn浆料2钛白粉 2 酞菁蓝0.1亚磷酸二苯酯0.8 紫外光吸收剂0.3抗静电剂0.5 双酚A0.53、间接涂刮人造革PVC(乳液)70 PVC(悬浮)30 DOP 48 DBP32DOS 5 M-5015轻钙15 三碱式硫酸铅3。
PVC管道胶黏剂基本配方
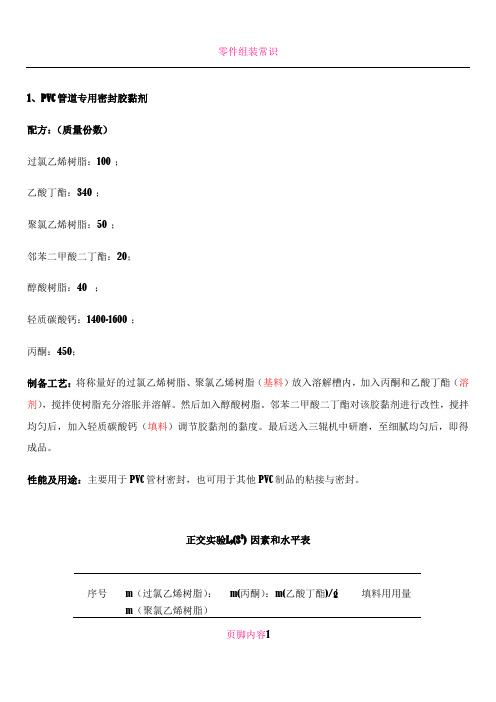
1、PVC管道专用密封胶黏剂配方:(质量份数)过氯乙烯树脂:100 ;乙酸丁酯:340 ;聚氯乙烯树脂:50 ;邻苯二甲酸二丁酯:20;醇酸树脂:40 ;轻质碳酸钙:1400-1600 ;丙酮:450;制备工艺:将称量好的过氯乙烯树脂、聚氯乙烯树脂(基料)放入溶解槽内,加入丙酮和乙酸丁酯(溶剂),搅拌使树脂充分溶胀并溶解。
然后加入醇酸树脂。
邻苯二甲酸二丁酯对该胶黏剂进行改性,搅拌均匀后,加入轻质碳酸钙(填料)调节胶黏剂的黏度。
最后送入三辊机中研磨,至细腻均匀后,即得成品。
性能及用途:主要用于PVC管材密封,也可用于其他PVC制品的粘接与密封。
正交实验L9(33) 因素和水平表m(丙酮):m(乙酸丁酯)/g填料用用量序号m(过氯乙烯树脂):m(聚氯乙烯树脂)页脚内容1页脚内容2正交实验表/g /g1 10:10 40:40 1002 20:10 60:20 1403 10:20 20:60 1602、硬聚氯乙烯管材粘合剂配方:(质量份数)过氯乙烯树脂(CPVC)10聚氯乙烯树脂(PVC)1增粘树脂(叔丁基酚醛树脂) 1.1溶剂(环己酮:丁酮:二氯乙烷=15:15:70)10制备工艺:在三口烧瓶中,按比例加入溶剂,搅拌均匀,在搅拌下加入CPVC和PVC粉料,加热至完全溶解,把溶液冷却到60度以下,在搅拌下加入增粘剂,直至完全溶解,冷却后出料。
正交实验L9(33) 因素和水平表m(丁酮):m(环己酮):m(二氯叔丁基酚醛树序号m(过氯乙烯树脂):m(聚氯乙烯树脂)页脚内容3/g乙烷)/g脂用量/g 190:1010:10:8010 250:5020:20:6020 310:9030:30:4030页脚内容4正交实验表3、建筑用PVC硬管胶黏剂页脚内容5配方:(质量份数)过氯乙烯树脂:1001,2-二氯乙烷:125四氢呋喃:225三氯乙烯:125增塑剂(DOP):20偶联剂(KH-500):2触变剂(气相法白炭黑):3填充剂(碳酸钙):20制备工艺:在反应釜中加入3中溶剂,混合,搅拌下依次加入过氯乙烯树脂、增韧剂等助剂。
PVC型材常用助剂及配方设计

PVC型材常用助剂及配方设计常用的PVC型材助剂有稳定剂、增塑剂、润滑剂、填充剂、着色剂等。
下面将分别介绍这些助剂的作用和配方设计。
1.稳定剂:稳定剂是防止PVC型材在加工和使用过程中分解和颜色变化的重要助剂。
常用的稳定剂有铅盐类、锰盐类、有机锡类等。
通常稳定剂的含量为2-4%,具体配方设计根据不同的工艺要求和使用环境来确定。
2.增塑剂:增塑剂是为了改善PVC型材的柔韧性和延展性而添加的。
常用的增塑剂有邻苯二甲酸酯、绿原酸酯等。
增塑剂的含量一般在20-40%,具体配方设计根据所需的柔韧性和加工方式来确定。
3.润滑剂:润滑剂是为了提高PVC型材的流动性和降低摩擦系数而添加的。
常用的润滑剂有聚乙烯蜡、硬脂酸酯等。
润滑剂的含量一般在0.5-2%,具体配方设计根据所需的加工性能和表面光滑度来确定。
4.填充剂:填充剂是为了提高PVC型材的强度、硬度和降低成本而添加的。
常用的填充剂有碳酸钙、滑石粉等。
填充剂的含量一般在10-30%,具体配方设计根据所需的强度和硬度来确定。
5.着色剂:着色剂是为了给PVC型材增加颜色和美观性而添加的。
常用的着色剂有有机颜料和无机颜料等。
着色剂的含量一般在1-5%,具体配方设计根据所需的颜色和色泽来确定。
此外,还可以添加其他的助剂,如泡沫剂用于生产泡沫PVC型材、阻燃剂用于提高PVC型材的阻燃性能等。
配方设计需要考虑到助剂之间的相容性、加工工艺和最终产品的使用要求。
通过调整不同助剂的含量和比例,可以得到满足不同需求的PVC型材。
同时,还需要进行实验验证和不断改进,以提高PVC型材的性能和加工效果。
PVC管道胶黏剂基本配方

1、PVC 管道专用密封胶黏剂 配方:(质量份数)过氯乙烯树脂:100 ; 乙酸丁酯:340 ; 聚氯乙烯树脂:50 ; 邻苯二甲酸二丁酯:20; 醇酸树脂:40 ; 轻质碳酸钙:1400—1600 ; 丙酮:450;制备工艺:将称量好的过氯乙烯树脂、聚氯乙烯树脂(基料)放入溶解槽内,加入丙酮和乙酸丁酯(溶剂),搅拌使树脂充分溶胀并溶解。
然后加入醇酸树脂。
邻苯二甲酸二丁酯对该胶黏剂进行改性,搅拌均匀后,加入轻质碳酸钙(填料)调节胶黏剂的黏度。
最后送入三辊机中研磨,至细腻均匀后,即得成品。
性能及用途:主要用于PVC 管材密封,也可用于其他PVC 制品的粘接与密封。
正交实验L 9(33) 因素和水平表正交实验表序号 m(过氯乙烯树脂):m (聚氯乙烯树脂)/gm (丙酮):m (乙酸丁酯)/g填料用用量 /g1 10:10 40:40 1002 20:10 60:20 140 310:2020:601602、硬聚氯乙烯管材粘合剂配方:(质量份数)过氯乙烯树脂(CPVC)10聚氯乙烯树脂(PVC) 1增粘树脂(叔丁基酚醛树脂)1。
1溶剂(环己酮:丁酮:二氯乙烷=15:15:70) 10制备工艺:在三口烧瓶中,按比例加入溶剂,搅拌均匀,在搅拌下加入CPVC和PVC粉料,加热至完全溶解,把溶液冷却到60度以下,在搅拌下加入增粘剂,直至完全溶解,冷却后出料.正交实验L9(33)因素和水平表序号m(过氯乙烯树脂):m(聚氯乙烯树脂)/g m(丁酮):m(环己酮):m(二氯乙烷)/g 叔丁基酚醛树脂用量/g1 90:10 10:10:80 102 50:50 20:20:60 203 10:90 30:30:40 30正交实验表3、建筑用PVC硬管胶黏剂配方:(质量份数)过氯乙烯树脂:1001,2-二氯乙烷:125四氢呋喃:225三氯乙烯:125增塑剂(DOP):20偶联剂(KH—500):2触变剂(气相法白炭黑):3填充剂(碳酸钙):20制备工艺:在反应釜中加入3中溶剂,混合,搅拌下依次加入过氯乙烯树脂、增韧剂等助剂.室温下溶解均匀,即得成品。
PVC电线电缆配方

PVC电线电缆配方1、通用绝缘PVC电线电缆配方2、绝缘级PVC电线电缆配方树脂 PVC(SG-2) 100 树脂 PVC(SG-2) 100 增塑剂 DOP 25 增塑剂 DOP 48 烷基磺酸苯脂M50 20 硬脂酸盐 0.5氯化石蜡 18 稳定剂三碱式硫酸铅 3环氧脂 5 二碱式亚磷酸铅 3 稳定剂 PbSt 0.2二碱式硬脂酸盐 0.5助剂二酚基丙烷 0.4木糖醇 0.43、耐热105℃绝缘级PVC电缆料配方4、70℃绝缘PVC电线电缆配方【配方1】树脂 PVC(SG-2) 100 树脂 PVC(SG-1) 100 增塑剂 DOP 20 增塑剂 DBP 50 DIDP 10 稳定剂 Ba/Cd/Zn 5 52%氯化石蜡 8 填充料煅烧陶土 3 稳定剂 Pb/Cd 8 硬脂酸盐 1.2 抗氧剂双酚A 0.5 助剂二酚基丙烷 0.5【配方2】树脂 PVC(SG-2) 100增塑剂偏苯三酸三辛酯 50填充料煅烧陶土 7润滑剂石蜡 0.25、高电性能PVC绝缘电线电缆配方6、软质PVC绝缘护套电线电缆配方树脂 PVC(SG-2) 100 树脂 PVC(SG-2) 100 增塑剂 DOP 30 增塑剂 DOP 10 DOS 5 DOS 25 稳定剂 PbSt 0.2 烷基磺酸苯酯 18 抗氧剂双酚A 3.5 氯化石蜡 10 填充料煅烧陶土 5 稳定剂三碱式硫酸铅 3二碱式硬脂酸铅 1CaSt 1抗氧剂双酚A 0.5润滑剂石蜡 0.27、耐寒PVC电线电缆制品配方树脂 PVC 100 增塑剂 DOP 18 DOS 26 稳定剂三碱式硫酸铅 3二碱式亚磷酸铅 3 BaSt 0.8 PaSt 0.5 CdSt 0.2 填充料 CaCO3 3着色剂炭黑 0.5。
PVC注塑典型配方举例
PVC注塑典型配方举例
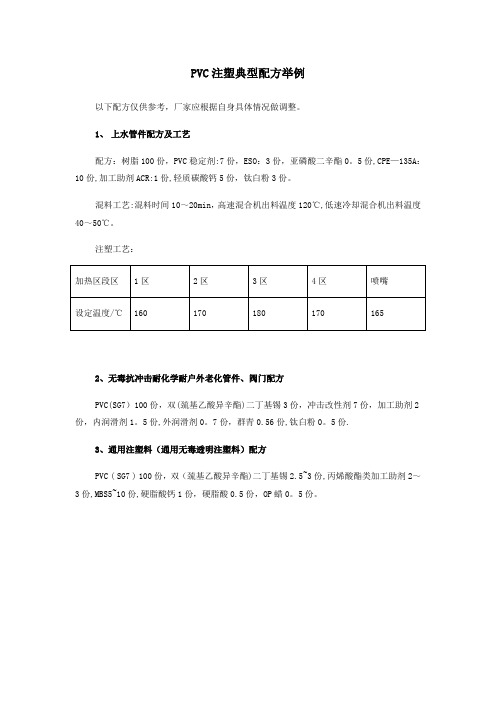
以下配方仅供参考,厂家应根据自身具体情况做调整。
1、上水管件配方及工艺
配方:树脂100份,PVC稳定剂:7份,ESO:3份,亚磷酸二辛酯0。
5份,CPE—135A:10份,加工助剂ACR:1份,轻质碳酸钙5份,钛白粉3份。
混料工艺:混料时间10~20min,高速混合机出料温度120℃,低速冷却混合机出料温度40~50℃。
注塑工艺:
2、无毒抗冲击耐化学耐户外老化管件、阀门配方
PVC(SG7)100份,双(巯基乙酸异辛酯)二丁基锡3份,冲击改性剂7份,加工助剂2份,内润滑剂1。
5份,外润滑剂0。
7份,群青0.56份,钛白粉0。
5份.
3、通用注塑料(通用无毒透明注塑料)配方
PVC ( SG7 ) 100份,双(巯基乙酸异辛酯)二丁基锡2.5~3份,丙烯酸酯类加工助剂2~3份,MBS5~10份,硬脂酸钙1份,硬脂酸0.5份,OP蜡0。
5份。
PVC配方组成与生产工艺

二、 PVC 产品的配方组成
增塑剂
按相容性分
➢ 主增塑剂 DOP、DINP 、 DIDP 、TOTM 等
➢ 辅助增塑剂 DOA 、环氧大豆油、氯化石蜡等
按应用性能分
➢ 阻燃型 磷酸酯 ➢ 耐低温型增塑剂 DOS 、DOA ➢ 非迁移型 聚酯 ➢ 无毒型 BET 、ATBC
混合达到即定状态的表征,而不是最终的目的。 混料工艺设计(特别是温度)与配方中的油量关系较
大。
三、 PVC 加工工艺
注意点:
TOTM粘度大,一般需缓慢加入; 加PVC粉时,色粉、辅料放在中间搅拌均匀; 混料过程加油温度需要严格控制,以保证油的吸收; 待增塑剂吸收干后加填充剂如CaCO3; 最终混合温度除考虑混匀外,还需考虑料的用途和软硬
度,一般挤出比注塑高,软质比硬质高;
★混料段常发生的问题:生粉、结块、杂质。
冷混温度在70℃以下放料
三、 PVC 加工工艺
挤出工艺
阶梯挤出:由两台挤出机串连而成。用于 热敏性材料,实现低温挤出。主机是双螺 杆挤出机,子机是单螺杆挤出机。物料经 过一阶螺杆基本塑化,进入排气阶段,由 于排气口通大气,因此物料压力降为零, 物料中受压气体和气化的挥发物释放出来 。物料进入二阶螺杆后,再次压缩,进一 步塑化后挤出。
我司使用的润滑剂:E-525,LUB11-1,LUB2-1,PE蜡 等等。
填充剂
CaCO3:主要用于降低成本 高岭土:提高材料绝缘性能
三、 PVC 加工工艺
一、混合工艺
相对其它产品而言,PVC产品混料时间、温度对产 品加工、性能及后续加工影响非常大。
PVC混合设备包括高混机和冷混机。 PVC混料工艺通过温度来控制。注意,温度是物料
硬聚氯乙烯(pvc-u)混配料 标准

硬聚氯乙烯(pvc-u)混配料标准硬聚氯乙烯(PVC-U)是一种常用的塑料材料,广泛应用于建筑、水利、电器等领域。
为了提高PVC-U的性能和降低生产成本,常常需要进行混配料。
下面将介绍硬聚氯乙烯混配料的标准和相关知识。
首先,我们需要了解硬聚氯乙烯的基本性质和特点。
硬聚氯乙烯具有优良的耐候性、电气绝缘性能和化学稳定性,但其力学性能较差,刚性不够。
因此,需要通过混配料的方式来改善PVC-U的性能。
混配料主要有填充剂、增塑剂和稳定剂三种。
填充剂可以增加PVC-U的硬度、强度和耐热性。
常用的填充剂有碳酸钙、硅酸钙和滑石粉等。
增塑剂可以增加PVC-U的柔韧性和可加工性,常用的增塑剂有酯类、酚酸盐类和环氧酯类等。
稳定剂可以提高PVC-U的抗氧化性和热稳定性,常用的稳定剂有有机锡和金属盐等。
硬聚氯乙烯混配料的标准主要包括以下几个方面:1.混配料比例标准:混配料的比例应根据具体应用需求来确定。
一般来说,填充剂的添加量可控制在10-40%,增塑剂的添加量可控制在20-60%,稳定剂的添加量可控制在0.3-1.0%。
2.技术指标要求:混配料后的PVC-U材料应满足相关的技术指标要求。
例如,硬度、拉伸强度、断裂伸长率、热变形温度等指标应符合国家或行业标准。
3.混配料工艺参数:混配料的工艺参数包括料温、混合时间、混合速度等。
这些参数需要根据具体的混配料设备和材料特性来确定,以保证混配料的均匀性和稳定性。
4.产品检验标准:混配料后的PVC-U产品需要进行质量检验,以确保其符合相关的标准和要求。
产品的检验项目包括外观质量、物理性能、机械性能、电气性能等。
在实际混配料过程中,还需要注意以下几个方面:1.选择合适的混配料设备:不同的混配料设备对材料的混合效果有所区别,应选择合适的设备来实现理想的混配料效果。
2.控制好混合过程:混配料的过程需要控制好混合时间、混合速度和温度等参数。
注意材料的溶解和分散情况,避免产生聚集和球化现象。
PVC塑料型材配方

PVC塑料型材配方1.PVC树脂(70-80%):PVC(聚氯乙烯)是PVC塑料型材的主要成分,占据配方的主要比例。
PVC树脂为型材提供了优良的刚性和耐候性。
2.增塑剂(10-25%):增塑剂是PVC塑料型材的重要添加剂,可以增加塑料的柔软性和韧性。
常见的增塑剂有邻苯二甲酸酯类和磷酸酯类。
它们可以帮助塑料型材更容易地加工成各种形状。
3.热稳定剂(2-5%):热稳定剂用于防止PVC塑料型材在加工和使用过程中发生分解和退色。
有机锡化合物是一种常见的热稳定剂,可以提高PVC塑料型材的耐热性能。
4.填料(0-30%):填料可以增加PVC塑料型材的硬度和抗冲击性能,降低成本。
常见的填料有钙碳酸盐、滑石粉、陶瓷粉等。
5.硬化剂(0-10%):硬化剂可以提高PVC塑料型材的硬度和耐磨性。
常见的硬化剂有有机锡化合物和巯基硫脲类。
6.阻燃剂(0-10%):阻燃剂可以提高PVC塑料型材的阻燃性能,降低火灾造成的损失。
溴化阻燃剂是常见的阻燃剂。
7.光稳定剂(0-5%):光稳定剂可以提高PVC塑料型材的耐候性,防止紫外线辐射对塑料的破坏。
紫外线吸收器是常见的光稳定剂。
8.抗氧剂(0-5%):抗氧剂可以延长PVC塑料型材的使用寿命,防止氧化降解。
常见的抗氧剂有酚类和酚醛类。
以上是一种常见的PVC塑料型材的配方,不同应用领域和要求可能会有所不同。
在配方设计过程中,需要根据型材所需的性能和特性选择合适的添加剂,并进行合理的配比。
通过合理的配方设计和加工工艺,可以制造出符合需求的高质量PVC塑料型材。
PVC型材配方和工艺
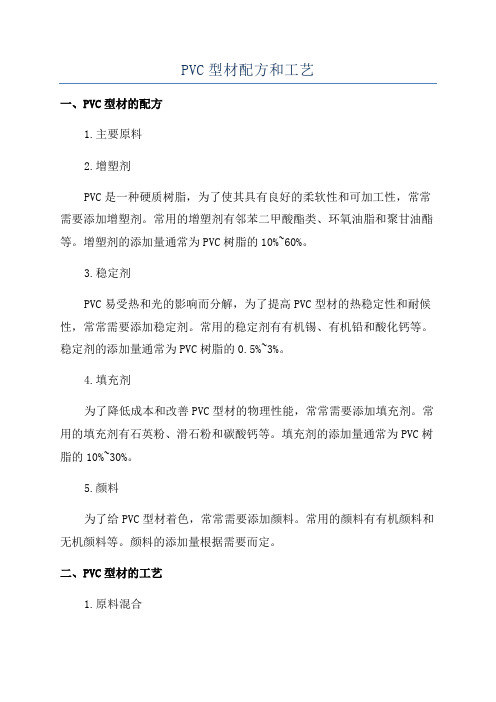
PVC型材配方和工艺一、PVC型材的配方1.主要原料2.增塑剂PVC是一种硬质树脂,为了使其具有良好的柔软性和可加工性,常常需要添加增塑剂。
常用的增塑剂有邻苯二甲酸酯类、环氧油脂和聚甘油酯等。
增塑剂的添加量通常为PVC树脂的10%~60%。
3.稳定剂PVC易受热和光的影响而分解,为了提高PVC型材的热稳定性和耐候性,常常需要添加稳定剂。
常用的稳定剂有有机锡、有机铅和酸化钙等。
稳定剂的添加量通常为PVC树脂的0.5%~3%。
4.填充剂为了降低成本和改善PVC型材的物理性能,常常需要添加填充剂。
常用的填充剂有石英粉、滑石粉和碳酸钙等。
填充剂的添加量通常为PVC树脂的10%~30%。
5.颜料为了给PVC型材着色,常常需要添加颜料。
常用的颜料有有机颜料和无机颜料等。
颜料的添加量根据需要而定。
二、PVC型材的工艺1.原料混合将PVC树脂、增塑剂、稳定剂、填充剂和颜料等按照一定比例混合均匀。
混合可以采用干法或湿法。
2.制备混合物将混合好的原料转移到混料机中进行加热和混合。
加热的温度通常为130~180℃,时间为20~30分钟。
混合的目的是使各种原料充分融合,并排除其中的气体和杂质。
3.挤出成型将混合好的原料放入挤出机中进行挤出成型。
挤出机将原料加热至熔融状态,然后通过挤出模具挤出成型,形成所需的型材形状。
挤出温度一般为140~180℃,挤出速度根据型材的尺寸和要求而定。
4.冷却和切割挤出成型后的型材通过冷却装置进行冷却。
冷却能使型材迅速固化,并保持其形状。
冷却时间根据型材的尺寸和要求而定。
冷却后,型材通过切割机进行切割,得到所需的长度。
5.后处理切割好的型材可能存在一些微小的缺陷或毛刺,需要通过后处理工艺进行修整。
常用的后处理工艺有加热矫正、打磨和质检等。
后处理的目的是提高型材的表面质量和尺寸精度。
以上是PVC型材的配方和工艺的基本介绍,不同类型的PVC型材可能有不同的配方和工艺,具体要根据产品的需求和工艺条件进行调整。
常见聚氯乙烯制品配方及合成工艺
常见聚氯乙烯制品配方及合成工艺
1.常见聚氯乙烯制品:板材、管材、鞋底、玩具、门窗、电线外皮、文具等
2.阻燃、低烟、耐热PVC电缆料配方:
PVC 100 二碱式硫酸铅 2
TOTM 40 硬脂酸铅 0.8
三碱式硫酸铅 6 硬脂酸钡 0.7
硬脂酸 0.3 三氧化二锑 2
石蜡 0.5 硼酸锌 8
抗氧剂7096 0.5 碳酸钙 10
相关性能:氧指数31.8%;单位质量烟密度14.5g;体积电阻率5.9×1012Ω•cm;热老化质量损失≤22.7g/m²;135℃,168h老化后拉伸强度≥20.7MPa。
3具体工艺:
普通单螺杆挤出机造粒生产工艺
(1)准备工作:稳定剂、填充剂、着色剂分别用80目筛网过筛,并分别加入增塑剂浸透后用三辊研磨机或胶体磨研磨。
称量后备用。
增塑剂混合均匀后预热90℃待用;树脂用60目筛网过筛。
(2)捏合:投入PVC树脂,然后加入增塑剂搅拌片刻,待树脂将增塑剂基本吸收后,加入稳定剂,靠摩擦热使料温升到90℃左右,再加入填充剂、着色剂,料温升至110℃时,将料卸到冷却混合机中降温,至45~50℃以下时出料。
(3)挤出造粒:挤出机(以SJ-120/20为例)温度为80℃、120℃、160℃、170℃,机头165℃(增塑剂添加量少时,温度提高5~10℃左右);挤出机螺杆转速10~30转/分;机头过滤网80目、120目各一层;风冷采用风压0.07MPa (544mmHg)、风量2250m3/h功率7.5kw的离心式通风机。
(4)包装:经筛选磁选、计量后包装。
4图片。
26种PVC发泡塑料配方

26种PVC发泡塑料配方PVC发泡塑料是一种广泛应用于建筑、交通、航空航天、电子电器、日用品等领域的塑料材料。
它具有轻质、耐化学、隔热、隔音、阻燃、抗冲击等优良性能,广受市场欢迎。
1.塑化剂用量为30份,发泡剂用量为10份,填充剂用量为40份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为5份。
2.塑化剂用量为25份,发泡剂用量为15份,填充剂用量为35份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为10份。
3.塑化剂用量为20份,发泡剂用量为20份,填充剂用量为40份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为5份。
4.塑化剂用量为35份,发泡剂用量为5份,填充剂用量为40份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为5份。
5.塑化剂用量为30份,发泡剂用量为10份,填充剂用量为30份,抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为10份。
除了以上5种配方,还有21种常见的配方,如下所示:1.塑化剂用量为25份,发泡剂用量为15份,填充剂用量为30份,抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为10份。
2.塑化剂用量为20份,发泡剂用量为20份,填充剂用量为35份,抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为5份。
3.塑化剂用量为30份,发泡剂用量为10份,填充剂用量为40份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为5份。
抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为5份。
5.塑化剂用量为20份,发泡剂用量为20份,填充剂用量为35份,抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为5份。
6.塑化剂用量为30份,发泡剂用量为10份,填充剂用量为40份,抗冻助剂用量为5份,阻燃剂用量为10份,促进剂用量为5份。
7.塑化剂用量为25份,发泡剂用量为15份,填充剂用量为30份,抗冻助剂用量为10份,阻燃剂用量为10份,促进剂用量为5份。
PVC管道胶黏剂基本配方

1、PVC 管道专用密封胶黏剂 配方:(质量份数)过氯乙烯树脂:100 ; 乙酸丁酯:340 ; 聚氯乙烯树脂:50 ; 邻苯二甲酸二丁酯:20; 醇酸树脂:40 ; 轻质碳酸钙:1400-1600 ; 丙酮:450;制备工艺:将称量好的过氯乙烯树脂、聚氯乙烯树脂(基料)放入溶解槽内,加入丙酮和乙酸丁酯(溶剂),搅拌使树脂充分溶胀并溶解。
然后加入醇酸树脂。
邻苯二甲酸二丁酯对该胶黏剂进行改性,搅拌均匀后,加入轻质碳酸钙(填料)调节胶黏剂的黏度。
最后送入三辊机中研磨,至细腻均匀后,即得成品。
性能及用途:主要用于PVC 管材密封,也可用于其他PVC 制品的粘接与密封。
正交实验L 9(33) 因素和水平表正交实验表序号 m (过氯乙烯树脂):m (聚氯乙烯树脂)/gm(丙酮):m(乙酸丁酯)/g填料用用量 /g 1 10:10 40:40 100 2 20:10 60:20 140 310:2020:601602、硬聚氯乙烯管材粘合剂配方:(质量份数)过氯乙烯树脂(CPVC) 10聚氯乙烯树脂(PVC) 1增粘树脂(叔丁基酚醛树脂) 1.1溶剂(环己酮:丁酮:二氯乙烷=15:15:70) 10制备工艺:在三口烧瓶中,按比例加入溶剂,搅拌均匀,在搅拌下加入CPVC 和PVC粉料,加热至完全溶解,把溶液冷却到60度以下,在搅拌下加入增粘剂,直至完全溶解,冷却后出料。
正交实验L9(33) 因素和水平表序号m(过氯乙烯树脂):m(聚氯乙烯树脂)/g m(丁酮):m(环己酮):m(二氯乙烷)/g叔丁基酚醛树脂用量 /g190:1010:10:8010 250:5020:20:6020 310:9030:30:4030正交实验表3、建筑用PVC硬管胶黏剂配方:(质量份数)过氯乙烯树脂:1001,2-二氯乙烷:125四氢呋喃:225三氯乙烯:125增塑剂(DOP):20偶联剂(KH-500):2触变剂(气相法白炭黑):3填充剂(碳酸钙):20制备工艺:在反应釜中加入3中溶剂,混合,搅拌下依次加入过氯乙烯树脂、增韧剂等助剂。
PVC电缆料的配方及工艺流程

PVC电缆料的配方及工艺流程1配方:质量份PVC100抗氧化剂0.14TIS6主增塑剂(DOP,DOTP)10-20DIS1辅助增塑剂(C-P52\T-50)6-9PbSt 0.5填料(活化重质碳酸钙40-50BaSt 1其他助剂13石蜡0.42.制备方法(1)工艺流程PVC-硫化压片-取样测试DOP,C-P52,T-50等-计量--混合--开炼--|活化碳酸钙及其他-造粒--工艺放线(2)工艺要点小样混合物混合塑炼温度在(170+-5)度,时间为6-9分钟;硫化烫片温度控制在(170+-5)度,时间为3-5分钟;耐热70℃电线电缆:PVC电缆料配方及配方对机器的配置要求70-H-PVC电缆料配方如PVC三型75活性钙45DOP25大豆油3氯腊20稳定剂2.8硬质酸0.6CPE9石腊1PVC电缆料有好多厂家生产的PVC电缆料在押出线是会出现;表面没有亮度;表面有细小疙瘩;表面有鱼鳞是;有的押出线线的切面有气孔;出现以上问题就是生产PVC料的机器没有调好;也有是做PVC 料的机器没有选好;现在做PVC电缆料机器最好的就选用双阶造粒机组;例如65︳150双阶造粒机组技术指标65双螺杆要*经比32;1150单螺杆*径比要求在7;1 螺杆心部要通冷却水----液压板式换网-----机头要用推拉对吹式机头;用这样机头就是做弹性体PVC都不会有粘粒现象-----风冷磨面切粒------第一段旋风分离器-----第二段旋风分离器------加*振动筛----料仓这种机器生产产量高;一天12吨;塑化分散好;同向平行双螺杆挤出机机构一、前言近年来,随着聚合物改性材料的不断发展,其对混炼设备的要求也越来越高。
双螺杆挤出机是连续混炼机中应用最多的一种设备,理所当然,也就受到大家的广泛关注,围绕它的研究也就越多。
目前,根据国内外的发展趋势,双螺杆挤出机主要是向高速、大扭矩、大挤出量及低能耗转方面发展。
剖分式同向平行双螺杆挤出机可快速打开机筒,进行物料清洗的高速大扭矩挤出机。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PVC填充配方
1、CaCO3填充PVC钙塑配方 2 、粉煤灰填充PVC管材配方
树脂 PVC 100 树脂 PVC 100 填充料 CaCO3 50 填充料粉煤灰 50 热稳定剂三盐基硫酸铅 2 稳定剂三盐基硫酸铅 5 二盐基亚磷酸铅 2 润滑剂 PbSt 0.5 稳定剂 PbSt 1 BaSt 1 增塑剂石尘磺酸苯脂T-50 2 液体石蜡 1 液体石蜡 1 偶联剂 a-174 0.5
加工改性剂 1 3、CaCO3填充PVC地板砖配方 4、CaCO3填充PVC地板配方
树脂 PVC 100 树脂 PVC 100 填充料 CaCO3 200 填充料重质CaCO3 100 石棉 80 胶质CaCO3 120 稳定剂三盐TSL 2 增塑剂 DIOP 30 二盐DL 1 环氧大豆油 5 增塑剂 DOP 30 润滑剂 ZnSt 1
偶联剂 1 5、石棉/CaCO3填充CPVC配方 6、CaCO3/松香填充PVC配方
树脂 CPVC 100 树脂 PVC 100 填充料石棉 100 填充料 CaCO3 200
CaCO3 100 松香 15 增塑剂 DIOP 20 增塑剂 DBP 30 环氧大豆油 5 稳定剂三盐基硫酸铅 3 稳定剂 2 PbSt 1
润滑剂 HSt 0.5 7、CaCO3/石棉填充软质PVC配方 8、硅灰石/ CaCO3填充PVC配方
树脂 PVC 100 树脂 PVC 100 填充料 CaCO3 100 填充料硅灰石 25 石棉 100 CaCO3 15 增塑剂邻苯二甲酸C-7酯 40 稳定剂三盐基硫酸铅 0.5 氯化石蜡 15 润滑剂 ZnSt 0.5 稳定剂 BaSt 3
三盐基硫酸铅 0.5
润滑剂 CaSt 1
9、红泥填充PVC配方 10、红泥填充硬质PVC配方
树脂 PVC 100 树脂 PVC 100 CPE 10 填充料红泥 50 填充料红泥 60 增塑剂 DOP 8 稳定剂三碱式硫酸铅 2 润滑剂废机油 4 二碱式硬脂酸铅 1
PbSt 1
增塑剂邻苯二甲酸二辛酯 1
润滑剂 HSt 4
11、白垩填充PVC配方 12、轻质CaCO3填充PVC管材配方
树脂 PVC 100 树脂 PVC 100 填充料白垩 100 填充料轻质CaCO3 30 增塑剂 DOP 50 稳定剂三碱式硫酸铅 1 环氧大豆油 4 二碱式亚磷酸铅 0.8 稳定剂 CbSt 3 PbSt 0.5 HSt 0.5 CaSt 0.2
润滑剂 HSt 0.5
石蜡 0.5
CbSt 0.3 13、CaCO3填充PVC型材配方 14、活性CaCO3填充PVC型材配方
树脂 PVC 100 树脂 PVC 100 填充料 CaCO3 20 丁腈橡胶 10 稳定剂三碱式硫酸铅 1 填充料活性CaCO3 20 二碱式亚磷酸铅 2 增塑剂 DOP 60
二碱式硬脂酸铅 0.2 环氧大豆油 2.5 润滑剂 CaSt 1 稳定剂 ZnSt 0.2 石蜡 2
氧化聚乙烯 0.5
增塑剂 DIOP 2.5
15、活性CaCO3填充PVC汽车密封 16、活性CaCO3填充PVC耐寒密封条
条配方配方
树脂 PVC(P-2500) 100 树脂 PVC 100 P-83 25 填充料活性CaCO3 30 填充料活性CaCO3 25 增塑剂 DIOP 40 增塑剂 DIOP 50 DOTP 40
DOP 20 DOP 10 环氧大豆油 3 稳定剂 BaSt 2.5 稳定剂烷基磺苯酯 5 CdSt 2.5 复合稳定剂 5 润滑剂石蜡 5
增韧剂氯化聚乙烯 12 17、CaCO3填充PVC弹性体配方 18、CaCO3填充PVC发泡剂壁纸配方
树脂 PVC(K值68~70) 100 树脂 PVC(乳液法) 100 粉末丁腈橡胶 30 填充料 CaCO3 25 填充料 CaCO3 20 增塑剂 DIOP 50 增塑剂 DIOP 75 氧化石蜡 30 ESO 3 稳定剂 CaSt 0.2 稳定剂 BaSt 0.5 ZnSt 0.2 CdSt 0.5 CdSt 0.2 润滑剂 ZnSt 0.5 阻燃剂三氧化二钛 15
颜料钛白粉 10 19、CaCO3填充PVC电缆料配方 20、CaCO3填充半软质PVC地板配方
树脂 PVC 100 树脂 PVC(P-1000) 100 填充料涂覆级CaCO3 70 填充料轻质CaCO3 50增塑剂 DIOP 30 重质CaCO3 150 氯化石蜡 30 增塑剂 DOP 20 稳定剂碱式碳酸铅 7 石蜡 1.5 CaSt 1.5 稳定剂三碱式碳酸铅 2
二碱式亚磷酸铅 1
BaSt 1
增粘剂松香 1
润滑剂 CaCO3 2 20、赤泥填充PVC地板配方
树脂 PVC 100
填充料赤泥 200
增塑剂 DIOP 40
DOP 10
稳定剂 BaSt 0.2
CaSt 0.2
润滑剂 ZnSt 0.5。