旋切模结构设计及要点说明
图解旋切模
图解旋切模随着科技的高速发展,五金冲压件在各个行业的应用日益广泛,对产品的质量及尺寸要求也越来越严格。
一些产品的传统加工工艺已经不能满足要求。
其中五金拉伸产品尤为突出,拉伸件在拉伸过程中,由于材料的各向异性,厚度不均匀以及定位不准或拉深模间隙不均匀等原因,将使拉出的工件顶端不整齐。
对于端部要求平齐、美观的零件就需要补充切边工序。
以前,简单的切边加工方法(简单模具的飞边或在车床、旋压机上切边)达不到公差要求,工作效率低。
而用加工精度较高的旋切模具可达到应有的效果。
旋切模是旋转浮动摆块切边模具的简称。
按凸凹的位置可分为:正装和反装两种;按切边进刀的方向分为:轴(纵)向切边模(螺旋切边模)和径(横)向切边模(浮动摆块切边模)。
由于应用程度的关系,这里只介绍螺旋切边模和浮动摆块切边模。
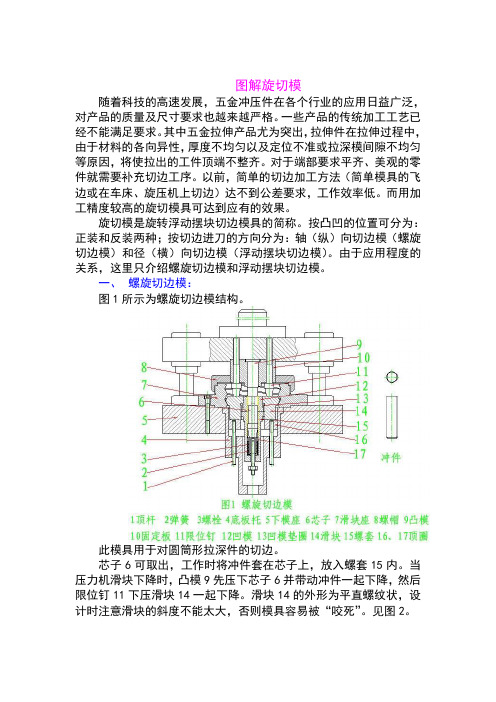
一、螺旋切边模:图1所示为螺旋切边模结构。
此模具用于对圆筒形拉深件的切边。
芯子6可取出,工作时将冲件套在芯子上,放入螺套15内。
当压力机滑块下降时,凸模9先压下芯子6并带动冲件一起下降,然后限位钉11下压滑块14一起下降。
滑块14的外形为平直螺纹状,设计时注意滑块的斜度不能太大,否则模具容易被“咬死”。
见图2。
滑块14在下降的过程中,沿滑块座7的螺旋形内腔运动,(滑块座7的结构图见图3)。
凹模12也随之运动,与凸模作相对运动,对冲件进行切边。
压力机滑块上升时,顶圈16在弹顶器的作用下,把滑块14沿螺旋方向顶至原位。
弹簧2、顶圈17把冲件、芯子顶出。
取出冲件和芯子。
为方便从芯子上取下冲件,芯子6中开有一螺孔,用螺杆旋入,便于拔出芯子。
冲件被切边后长度由芯子6控制。
此模具由于只能对圆筒件进行切边,加之螺旋形内腔加工复杂,应用程度受到限制,逐渐被浮动摆块切边模代替。
一般较高(长)的拉伸件或圆筒件采用此模结构。
二、浮动摆块切边模:浮动摆块切边模有正装和反装两种,结构上区别不大,只是凸凹模的上下位置相反,其余部分大致相同。
正装浮动摆块切边模结构见图4:反装浮动摆块切边模见图5:两种结构基本相似,这里只介绍正装的浮动摆块切边模的设计方法。
旋切模具原理3d图
旋切模具原理3d图旋切模具是一种常见的加工工具,其原理和设计对于加工工艺具有重要的影响。
在本文中,我们将介绍旋切模具的原理,并通过3D图来展示其结构和工作过程。
旋切模具的原理主要是利用刀具对工件进行旋转切削,以达到加工的目的。
其工作过程包括进给运动、主轴转动和刀具切削等步骤。
在实际加工中,旋切模具能够高效地完成对工件的切削加工,具有加工精度高、表面质量好等优点。
接下来,我们将通过3D图来展示旋切模具的结构和工作原理。
首先,我们可以看到旋切模具由主轴、刀具、进给装置等部件组成。
主轴是旋切模具的核心部件,它能够提供旋转运动,驱动刀具对工件进行切削。
刀具是用于切削工件的工具,其结构和材料选择对于加工效果有着重要的影响。
进给装置则能够提供工件的进给运动,使得切削过程能够顺利进行。
在工作过程中,主轴会带动刀具进行旋转运动,同时工件也会进行进给运动。
刀具在切削过程中,会不断地对工件进行切削,直至完成整个加工过程。
通过3D图,我们可以清晰地看到旋切模具在工作时各个部件之间的协调配合,以及切削过程中的工件形变情况。
除了结构和工作原理,旋切模具的设计也是非常重要的。
合理的设计能够提高旋切模具的加工效率和加工质量,减少加工成本和加工时间。
在设计过程中,需要考虑刀具的选择、主轴的选型、进给装置的设计等因素,以满足不同工件加工的需求。
总的来说,旋切模具是一种重要的加工工具,其原理和设计对于加工工艺具有着重要的影响。
通过本文介绍的3D图,我们可以更加直观地了解旋切模具的结构和工作原理,为我们在实际加工中的应用提供了重要的参考。
希望本文能够对您有所帮助,谢谢阅读!。
旋切模具原理3d图

旋切模具原理3d图旋切模具是一种常见的金属加工模具,它可以用来加工各种形状的金属零件,广泛应用于机械制造、汽车制造、航空航天等领域。
在实际的生产中,设计师需要通过3D图来展现旋切模具的原理,以便于工厂生产和操作人员的理解和使用。
本文将介绍旋切模具的原理,并通过3D图来展现其结构和工作原理。
旋切模具的原理是利用模具上的刀具进行旋转切削,将工件上的金属材料去除,从而得到所需的形状和尺寸。
旋切模具通常由模具座、刀具、夹具等部件组成。
在加工过程中,模具座固定在机床上,工件被夹具固定在模具座上,刀具通过旋转运动对工件进行切削。
通过控制刀具的运动轨迹和速度,可以实现对工件的精确加工。
下面我们通过3D图来展现旋切模具的结构和工作原理。
首先是模具座,它是旋切模具的基础部件,用于固定刀具和夹具。
模具座通常由铸铁或钢材制成,具有较高的强度和稳定性。
在3D图中,我们可以清晰地看到模具座的结构和连接方式,以及与其他部件的配合关系。
其次是刀具,它是旋切模具的关键部件,直接参与工件的切削加工。
刀具通常由硬质合金或高速钢制成,具有较高的硬度和耐磨性。
在3D图中,我们可以看到刀具的形状和切削刃的设计,以及与模具座的安装方式和调整方式。
最后是夹具,它是用于固定工件的部件,保证工件在加工过程中的稳定性和精度。
夹具通常由钢材制成,具有较高的刚性和稳定性。
在3D图中,我们可以清晰地看到夹具的结构和工作原理,以及与模具座和工件的配合关系。
通过以上的3D图展示,我们可以更直观地了解旋切模具的结构和工作原理。
设计师可以根据实际需要,对模具的结构和工作原理进行调整和优化,以满足不同工件的加工要求。
工厂生产和操作人员也可以通过3D图来更好地理解和使用旋切模具,提高生产效率和加工质量。
总之,旋切模具是一种重要的金属加工模具,通过3D图展现其原理可以更好地促进模具设计和加工的发展。
希望本文对您有所帮助,谢谢阅读!。
4旋切模改善最终版

產品毛邊要求特嚴 外觀不允許有 接刀口 操作不熟練
模具
旋切間隙無法保証, 備品鏟壞頻繁
限位柱磨損較快
GTX-200沖床故障 誤送頻率與沖床速度 作業手法不一 不匹配
人
設備
7/33
集團沖壓技委會2009年Q1技術交流PK大賽
WLBG分會
二.問題分析
一. 在橫向沖力一定時,較大的摩擦力導致工件 承受沖裁力明顯減小,會產生以下三種技術缺陷:
柱(D06F)由1個星期改善為一年無需更換。
由于修模時間減少﹐節省大量工時。
28/33
集團沖壓技委會2009年Q1技術交流PK大賽
WLBG分會
四.成果效益
產能良率對比圖 IE手法:直方 圖對比分析 良率提升圖
95% 80.1%
產能提升圖
1000pcs/h
1000
100%
800 600 400 200 0
D18A
D18C
D18B
15/33
集團沖壓技委會2009年Q1技術交流PK大賽
WLBG分會
三.改善歷程
沖頭固定板改善對比圖
D08A
D18A
D18B
D18C
改善前
16/33
改善後
WLBG分會
集團沖壓技委會2009年Q1技術交流PK大賽
三.改善歷程
b.滑動板(D05A)上加工4-Φ24.0THR升版為D05B,保証滑動
二.問題分析
2.上限位柱(S03B)與下限位柱(D06F)相互磨損,沖裁
間隙無法保証。
上 限 位 柱 下 限 位 柱 上 限 位 柱 下 限2009年Q1技術交流PK大賽
WLBG分會
二.問題分析
間隙減少刀口易鏟, 返修頻繁
旋切模的设计方法

摘 要:由于拉深件在拉深后边缘不平整一般需要修边才能达到要求.通常通过侧切和旋切模实现.本文针对旋切模的设计方法做一简单介绍.
关键词:旋切模、设计、运动、干涉
The way is how to designrevolvingdie
Abstract:The way is how to designrevolvingdie isreviewed briefly.
内芯、冲头和刀口尺寸及结构设计:
a.内芯和冲头因为是组合件而且冲头不要求倒角为了便于产品装卸设计为一样大尺寸但略小于产品内径.在结构上要实现冲头的运动和内芯的固定.内芯的固定可依靠与上模刀口内藏腔体切合,利用上模阻止其运动;冲头要实现运动必须在下模设计一个机构带动其运动.内芯和冲头为保证装配关系和运动后复位配合精度应设计一浮动定位装置.见装配图.刀口尺寸应略大与产品内径以方便产品装卸;
拉深件拉深后高度为9.3如图:
一.模具设计思路:
运动转换;
由于拉深件外形呈圆形,要直接在冲床上实行切除比较困难.同一般冲裁相同,只要将一次切除分割为多次切除就可以解决上述问题.也就是说将圆周运动转换为前后左右四个方向的运动.但必须注意四个方向的运动轨迹合成时必须要完全覆盖要切除部分区域(详见附图三);
Key words:revolvingdie、design、locomotion、intervene.
引言:由于经济的飞速发展,一些五金拉深产品迅速的进入人们的日常生活中.但是其中的一些技术性问题的解决方法一直困扰着广大的设计人员.本文着重介绍了如何在五金件拉深后切边的问题.
如下图所示:
产品外壳要求高度为9.0
b.刀口尺寸应略大与产品内径以方便产品装卸
下模运动机构设计:
旋切(横向切边)模具的结构

旋切(横向切边)模具的结构
对于筒形拉深件来说,往往会涉及到修边,而修边则多采用横向切边的方式。
而如果要用模具来完成这种形式的的加工的话,在模具中就应将冲床的垂直运动转化为模具零件 刀口的水平运动,然后对工件进行剪切修边。
在这种模具中,其主要部分就是进行运动转换的凸轮机构,这也是设计的重点。
横向切边模具的典型结构如下图所示:
下图所示模具的运动过程如下:
在设计中的注意事项:下模顶内凸轮的力要大,防止在剪切过程中下打板及内凸轮倾斜,使模具的运动部分卡死;顶下打板的力不宜过大;而顶内打板的力应大一些,以方便上模的脱料;下刀口板与下定位板之间应可以产生适当的水平方向上的滑动;内、外凸轮间配合关系及内凸轮相对于外凸轮间的运动;下打板与下模板间的间隙大小。
在这种模具中,应精确控制的尺寸有:
上刀口板 与上模板 之间的高度差,这一尺寸即为原始工件的的高度,同时,这一尺寸对上下模刀口板对工件进行剪切的情况有影响,因此在
模具的组立与试模过程中,依据实际情况对这一尺寸进行修配;
下打板的厚度尺寸,这一尺寸也对上下模刀口板之间的相互运动有较大影响,同时下打板的上表面要进行研磨,以方便下定位板与下打板间的
滑动;
下内凸轮上的下刀口板固定槽尺寸,这个槽的深度与下打板的厚度,上刀口板与上模板间的高度差及刀口板的高度直接影响剪切运动及横向
剪切的断面质量,另外该尺寸还影响刀口板在下凸轮上的固定情况,因
此该的精度要求很高,应采用放电加工以保证其尺寸精度;
下定位板的外形尺寸,外定位板的外形尺寸直接影响工件的定位精度,其高度尺寸则直接影响产品的高度,因此其高度尺寸也要求准,而不允
许有较大的误差;
E.下刀口板的高度尺寸。
旋切模具的工作原理

旋切模具的工作原理旋切模具是一种常用于金属加工中的工具,其工作原理是通过旋转切削来加工工件。
下面将详细介绍旋切模具的工作原理。
一、旋切模具的结构旋切模具由刀具、夹具和刀柄组成。
刀具是旋转切削的主要部分,夹具用于固定工件,刀柄则连接刀具和夹具。
刀具通常由高速钢或硬质合金制成,具有较高的硬度和耐磨性。
1. 夹紧工件:首先,将待加工的工件夹紧在夹具上,确保工件的稳定性和固定性。
夹具的设计要考虑到工件的形状和尺寸,以便夹紧工件时不会产生位移或变形。
2. 选择切削参数:根据加工要求和工件材料,选择合适的切削速度、进给速度和切削深度。
切削速度过高会导致刀具磨损加剧,切削质量下降;而切削速度过低则会影响加工效率。
3. 旋转切削:将刀柄插入刀具座,固定好后,启动机床使刀具旋转起来。
同时,根据设定的切削参数,以合适的速度将刀具移动到工件上方,然后逐渐下降,开始切削工件。
4. 切削力与切屑形成:刀具在与工件接触的同时,施加一定的切削力。
切削力与刀具的切削角、切削深度、切削速度等因素有关。
切削力作用下,切削屑形成并从工件上脱落。
5. 切削屑排除:切削屑在切削过程中会产生大量的热量和摩擦,需要及时排除。
通过刀具的槽道或冷却液的喷射,将切削屑带走,以保持刀具和工件的冷却。
6. 切削完成:当切削达到预定深度或长度时,停止刀具的旋转和移动,即可完成一次旋切加工。
根据需要,可以通过更换切削刀具或调整切削参数,进行进一步的加工。
三、旋切模具的优势和应用领域1. 高效加工:旋切模具采用旋转切削的方式,具有高速、高效的特点。
相比于传统的切削方式,旋切模具能够在较短的时间内完成大量工件的加工,提高生产效率。
2. 加工精度高:由于刀具的旋转和工件的固定,旋切模具能够保持较高的加工精度。
切削过程中,刀具的稳定性和工件的夹紧性对加工精度有较大影响,因此需要严格控制相关参数。
3. 应用广泛:旋切模具适用于各种金属材料的加工,包括钢、铝、铜等。
模具旋转结构-概述说明以及解释

模具旋转结构-概述说明以及解释1.引言1.1 概述模具旋转结构是一种常见且重要的工程结构,广泛应用于各个领域。
它通过使模具能够沿水平或垂直方向旋转,实现对工作物体的加工、成型或操纵。
这种结构可以使得模具在加工过程中可以更加灵活和高效地完成任务。
模具旋转结构的原理是通过在模具上添加旋转装置,例如轴承、传动装置等,使其能够进行旋转运动。
该结构的设计与优化是为了提高模具的工作效率、精度和稳定性,以及扩大模具的适用范围和使用寿命。
在模具旋转结构的应用领域中,包括了金属加工、塑料成型、陶瓷制造等各个领域。
本文将首先介绍模具旋转结构的定义与原理,探讨其在不同领域的应用情况,并详细分析模具旋转结构的设计与优化方法。
在结论部分,我们将评估该结构的优势和局限性,并展望其未来的发展趋势。
通过对模具旋转结构进行深入研究和分析,我们可以更好地理解其工作原理、应用范围和设计优化方法,为模具制造和加工领域的专业人士提供有价值的参考和指导。
同时,通过总结研究结果,我们也可以为模具旋转结构的未来发展提供一些有益的建议和展望。
1.2 文章结构文章结构部分的内容可以包括以下内容:文章结构部分旨在介绍整篇文章的框架和内容安排,让读者能够清楚地了解本文的组织结构和各个章节的主要内容。
本文按照以下方式进行组织:1. 引言:本部分主要包含文章的背景和目的,旨在引起读者的兴趣并阐明本文的意义和重要性。
2. 正文:本部分是文章的主体,主要介绍模具旋转结构的定义、原理、应用领域、设计与优化等内容。
3. 结论:本部分对前文所述进行总结,并阐明模具旋转结构的优势、局限性和未来发展趋势。
接下来,将详细介绍各个章节的主要内容:2.1 模具旋转结构的定义与原理:本部分将介绍模具旋转结构的基本概念和工作原理,包括模具旋转结构的组成部分、作用原理以及相关的基本原理和理论知识。
2.2 模具旋转结构的应用领域:本部分将介绍模具旋转结构在不同领域中的实际应用,包括工业制造、汽车制造、航空航天等领域,并阐述其在这些领域中的作用和优势。
方形旋切模具结构

方形旋切模具结构嘿,朋友!想象一下,你走进一个热闹的工厂车间,机器轰鸣,工人们忙忙碌碌。
就在这时,一个方形的玩意儿引起了你的注意,那就是方形旋切模具。
这方形旋切模具啊,就像是一位深藏不露的高手,默默地在生产线上发挥着巨大的作用。
它的结构可不像表面看起来那么简单,就如同一个精心设计的谜题,等待着我们去解开。
先来说说它的外部框架,那可是坚实无比,宛如一个强壮的卫士,守护着内部的精密部件。
这个框架通常由高强度的金属材料制成,能够承受巨大的压力和摩擦力,你说它厉不厉害?再往里看,有一些关键的部件就像是乐队里的各个乐手,协同合作,共同奏出美妙的“生产乐章”。
比如说那旋切刀头,锋利得很,一闪一闪的,仿佛在说:“任何材料在我面前都得乖乖听话!”它精准地切削着原材料,动作干净利落,绝不拖泥带水。
还有那调整装置,就像一个聪明的指挥官,能够根据不同的需求,灵活地调整切削的深度和角度。
这可不得了,要是没有它,生产出来的东西可能就达不到要求啦。
在操作这模具的时候,工人们就像是在指挥一场精彩的演出。
他们全神贯注,眼睛紧紧盯着模具的运转,手上熟练地操作着各种控制按钮。
“小心点,别出差错!”一个工人师傅大声提醒着旁边的新手,脸上写满了认真和专注。
你可能会问,这方形旋切模具结构到底有啥重要性?那我告诉你,这就好比是建房子的基石,如果基石不稳,房子能牢固吗?没有合理的方形旋切模具结构,产品的质量和生产效率都会大打折扣。
它让生产变得更加高效、精准,生产出来的产品尺寸一致、质量上乘。
这不就像是一个魔法盒子,只要把原材料放进去,就能变出我们想要的宝贝嘛!所以啊,可别小瞧了这方形旋切模具结构,它可是现代工业生产中的大功臣呢!。
模具设计-旋切模简介
目
一 二 三 四 五
錄
產品介紹 旋切模特點及分類 旋切模工作原理 設計注意事項 基本零件設計
一 產品介紹 1: NOTEBOOK
• 2:手機
• 3:MP3/MP4/GPS等
二 旋切模特點
一般盒形拉伸件工藝
1.拉 伸
2.切法蘭邊
3.側 切
4.側 切
二 旋切模特點
1. 簡化開模工藝,節省模具和生產成本.
旋切模基本結構
裝配示意圖
三 旋切模工作原理
上壓料板 上限位桿 固定刀口板 產品 下壓料板 活動刀口板 下限位桿 導板 水平旋動
沖床上下 垂直運動
導軌
裝配爆炸示意圖三 旋切模工作 Nhomakorabea理固定刀口板
說明:
利用活動刀口板 在水平方向依次 連續的做(1)至 (4)的運動.從而 與上模的固定刀 口板一同對材料 產生完全水平且 連續不斷的剪切 動作,達到一次 完成水平切邊的 目的.
四 設計注意事項
1. 確定旋切進刀數量
五刀
OK
四 設計注意事項
2. 確定旋切起始點(盡量取在廢料處)
四刀
四 設計注意事項
2. 確定旋切起始點(起始處不同可能使用的切 刀數也不同)
四刀
四 設計注意事項
3. 確保模具的強度和剛度
四 設計注意事項
4. 導軌做成可拆換式,氮氣彈簧倒裝
四 設計注意事項
1.拉伸
2.旋切
二 旋切模特點
2. 旋切有利於保証產品尺寸及斷面質量,
而側切會造成產品端面有多處接刀。 3. 旋切適用於盒形及開口包圍的零件。
二 旋切模特點
4. 旋切模缺點:工件磨損嚴重,維護成 本高。
拉伸旋切模具结构

拉伸旋切模具结构拉伸旋切模具是工业制造中广泛使用的一种模具,主要用于加工轻薄板材的成形工艺。
拉伸旋切模具主要分为拉伸模和旋切模两部分组成,其结构复杂,需要精密设计和制造。
本文将从结构特点、工作原理以及应用范围等方面来详细介绍拉伸旋切模具结构。
一、拉伸模的结构特点拉伸模是拉伸旋切模具的主体部分,其结构特点决定了整个模具的工作性能和加工精度。
拉伸模由模板、模座、模柱及模板推杆等部分组成。
其中,模板是模具的主要零部件,其设计必须考虑到板料的长度、宽度和厚度,以及各种成形工艺要求。
模板一般采用优质合金钢或耐热钢等材料制成,经过精密加工后具有高硬度和耐磨性能。
模座是支撑模板的重要零部件,其主要作用是固定模板并传递拉伸力。
模柱则用于支撑模板推杆,使之沿着模柱轴线运动。
模板推杆是一种重要的机械装置,主要用于推动模板向下移动,并实现拉伸板材的成形。
二、旋切模的结构特点旋切模是拉伸旋切模具中的另一个重要部分,其主要作用是将成形好的板材切割成所需的形状和尺寸。
由于其结构特点与拉伸模存在差异,故而旋切模的设计和制造也存在一些独特的难点。
旋切模主要由模具头、模具边、模具刀及刀片等部分组成。
模具头一般是模具的主体部分,其表面应经过精密加工,以确保切割之后的板材表面平整度和尺寸精度。
模具边则主要用于定位和支撑板材的边缘,防止板材变形和移位。
模具刀则用于切割板材,刀片的选用应根据板材性质和成形工艺要求来确定。
三、拉伸旋切模具的工作原理拉伸旋切模具的工作原理与制品的成形工艺和设备有关。
在拉伸模中,通过板材推杆的下压作用,将平板材拉伸至模板的设计尺寸,同时,将板材边缘固定在模具边上。
然后,在旋切模的作用下,将成形好的板材切割出所需的形状和尺寸。
拉伸旋切模具的工作过程不仅需要高度精密的设计和制造,还需要多道工序的配合与控制,确保整个加工过程的稳定性和效率。
四、应用范围拉伸旋切模具广泛应用于家电、汽车、电子、轻工等行业,主要用于制造薄板材的各种零部件和外壳。
旋切模具结构讲解

旋切模具结构讲解
哎呀,说起旋切模具结构,这可真是个超级有趣的东西呢!
就像我们搭积木一样,每一块积木都有它独特的形状和作用,组合在一起才能搭出漂亮的城堡。
旋切模具结构也是这样,它是由好多好多不同的部分组成的。
你能想象吗?旋切模具里有像大力士一样的坚固框架,这框架就像是人的骨架,支撑着整个模具,让它稳稳地站在那里,可结实啦!还有那些像小精灵一样灵活的滑动部件,它们在模具里跑来跑去,完成各种神奇的动作。
我记得有一次,我看到工人叔叔在摆弄旋切模具,我好奇地凑过去问:“叔叔,这东西咋这么复杂呀?”叔叔笑着说:“小朋友,这就像一台精密的机器,每个零件都得配合得恰到好处,不然可就出乱子喽!”
还有那些刀具,它们就像是锋利的牙齿,把材料一点点地“咬”下来,变成我们想要的形状。
这难道不神奇吗?
再说那调节装置,就好像是一个魔法棒,可以根据我们的需要,把模具调整到最合适的状态。
比如说,我们想要切出薄薄的一片,还是厚厚的一块,只要动一动这个魔法棒,就能实现啦!
而且呀,旋切模具的结构设计可讲究啦!如果设计得不好,就像一个没睡醒的孩子,迷迷糊糊的,干活儿也不利索。
可要是设计得好,那简直就是超级英雄,无所不能!
你想想,要是没有旋切模具,我们能有那么多形状漂亮、尺寸精准的东西吗?肯定不能呀!
所以说,旋切模具结构真的是太重要、太神奇啦!它就像是一个神秘的宝藏,等待着我们去探索,去发现更多的奇妙之处!。
乳腺旋切刀设计讲义

专利双管腔设计
并列的双套管设计比单套管 设计在垂直受力方面增强100%, 在侧向受力上增强80%。
在ST活检穿刺的过程中,能 静准到达病灶的位置,不容易 偏离
血液组织分离
理想的组织到达
探针位置高,可以方便的到达紧贴胸壁的病灶。
活检的基本三要素
进针
精确的设计 确保样本质量
取样
运送
专利的负压系统 -- 侧向和轴向
其他品牌
✓平刀头设计利于穿 透致密的腺体组织。
4.6mm 3.0mm
3.7mm
3.7mm
✓对组织创伤小,减 少对患者的损伤,利 于术后组织愈合。
4.1mm
5mm 9.1 mm Cutting Surface
3.4mm
3.4mm
3.4mm 10.2 mm Cutting Surface
Mammotome® Bladed Tip
麦默通适应症
可扪及和不可扪及的病变 微小钙化灶 条索状结节 纤维腺瘤 复 合囊肿 不对称密度 多病灶 切除影像显示病灶
麦默通设备配置(EX)
SCM23 SCMC1 MFSW1 HHEX SCMSW5 HH8BEX B1605
主机 车架 脚踏 EX手柄 软件 8G探针 真空桶
More Tissue with Percutaneous Excision
2007年医疗器械 设计大奖
Mammotome MI (分子影像)
Mammotome® Product History
1995
1995 19Biblioteka 71999 20012006
2004
Mammotome® Innovation
1993 1994 1995 1996
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
橫向切邊模具的結構
對於筒形拉深件來說,往往會涉及到修邊,而修邊則多採用橫向切邊的方式。
而如果要用模具來完成這種形式的的加工的話,在模具中就應將沖床的垂直運動轉化為模具零件—刀口的水平運動,然後對工件進行剪切修邊。
在這種模具中,其主要部分就是進行運動轉換的凸輪機構,這也是設計的重點。
橫向切邊模具的典型結構如下圖所示:
下圖所示模具的運動過程如下:
在設計中的注意事項:下模頂內凸輪的力要大,防止在剪切過程中下打板及內凸輪傾斜,使模具的運動部分卡死;頂下打板的力不宜過大;而頂內打板的力應大一些,以方便上模的脫料;下刀口板與下定位板之間應可以產生適當的水平方向上的滑動;內、外凸輪間配合關系及內凸輪相對於外凸輪間的運動;下打板與下模板間的間隙大小。
在這種模具中,應精確控制的尺寸有:
A.上刀口板1與上模板5之間的高度差,這一尺寸即為原始工件的的高度,同時,這一尺寸對上下模刀口板對工件進行剪切的情況有影響,因
此在模具的組立與試模過程中,依據實際情況對這一尺寸進行修配;
B.下打板的厚度尺寸,這一尺寸也對上下模刀口板之間的相互運動有較大影響,同時下打板的上表面要進行研磨,以方便下定位板與下打板間的
滑動;
C.下內凸輪上的下刀口板固定槽尺寸,這個槽的深度與下打板的厚度,上刀口板與上模板間的高度差及刀口板的高度直接影響剪切運動及橫向
剪切的斷面質量,另外該尺寸還影響刀口板在下凸輪上的固定情況,因
此該的精度要求很高,應採用放電加工以保証其尺寸精度;
D.下定位板的外形尺寸,外定位板的外形尺寸直接影響工件的定位精度,其高度尺寸則直接影響產品的高度,因此其高度尺寸也要求準,而不允
許有較大的誤差;
E.下刀口板的高度尺寸。