电焊机国际标准
电焊机的标准体系介绍

电焊机标准体系介绍1.1电焊机的标准体系介绍电焊机行业的标准化工作由全国电焊机标准化技术委员会(CSBTS/TC70,以下简称电焊机标委会)负责,电焊机标委会成立于1985年12月。
电焊机标委会由国家标准化管理委员会(SAC)和由其委托的专业标准化主管部门领导和管理,电焊机标委会设置有秘书处,秘书处负责电焊机专业领域的标准化及国际电工委员会IEC/TC26(电焊技术委员会)以及国际标准化组织ISO/TC44/SC6(电阻焊技术委员会)在国内的技术归口工作。
电焊机标准体系按电弧焊机、辅机具(配套件、零部件)、电阻焊机(包括控制器、电极接头等部件)、特种焊机、电磁兼容、电弧焊机能效和基础标准划分。
目前电焊机行业现行有效的国家标准27项,行业标准43项,见表1。
现行电焊机标准覆盖了所有电弧焊机及其关键性的辅机具;覆盖了大部分的通用电阻焊机产品;特种焊机由于使用量较小,所以仅制订了摩擦焊机标准。
表1 电焊机现行标准目录1.1.1安全标准体系和相关标准现共有安全标准9项,分别涉及电弧焊机、辅机具和电阻焊机。
1.1.1.1电弧焊机产品安全标准现行电弧焊机产品安全标准为GB 15579系列标准。
GB 15579.1《弧焊设备第1部分:焊接电源》和GB 15579.6《弧焊设备第6部分:限制负载的手工金属弧焊电源》,两项标准均等同采用IEC标准,是各类电弧焊机产品生产、销售以及CCC认证依据的标准。
其中GB 15579.6仅适用于额定最大焊接电流不超过160A、具有热切断装置、主要由非专业人员使用的手工电弧焊机,但不包括变频式、带遥控和旋转式电弧焊机,目前这类产品数量极少。
GB 15579.1适用于除GB15579.6以外的所有电弧焊机产品。
GB 15579.10《弧焊设备第10部分:电磁兼容性(EMC)要求》等同采用IEC标准。
该标准是强制性国家标准,涉及人身的电磁辐射安全,也涉及到电网及相关设备的电磁安全。
《通用用电设备配电设计规范》GB 50055-2011
《通用用电设备配电设计规范》GB 50055-2011目录前言1总则2电动机2.1 电动机的选择2.2 电动机的起动2.3 低压电动机的保护2.4 低压交流电动机的主回路2.5 低压交流电动机的控制回路2.6 3kV~10kV电动机3起重运输设备3.1 起重机3.2 胶带输送机运输线3.3 电梯和自动扶梯4电焊机5电镀6蓄电池充电7静电滤清器电源8室内日用电器本规范用词说明引用标准名录前言前言本规范是根据原建设部《关于印发<二OO二~二OO三年度国家标准制订、修订计划>的通知》(建标[2003]102号)的要求,由中国新时代国际工程公司会同有关单位在原《通用用电设备配电设计规范》GB 50055—93的基础上进行修订而成的。
本规范在修订过程中,编制组进行了广泛的调查研究,总结了原规范在使用过程中的经验,结合科学技术和生产力的发展水平,本着“统一、协调、简化、优选”的原则进行修订,并征求了广大设计、科研、生产等各有关单位的意见,最后经审查定稿。
本规范共分8章,主要内容包括总则、电动机、起重运输设备、电焊机、电镀、蓄电池充电、静电滤清器电源及室内日用电器等。
本次修订的主要内容是:①将各章节中的适用范围统一调整到总则;②原规范规定的3kW以上的连续运行的电动机宜装设过载保护调整为连续运行的电动机宜装设过载保护;③放宽了低压断路器和符合要求的隔离开关用于电动机的控制电器的使用;④将"3kV~10kV电动机”单列一节;⑤在“起重机”中增加了“铜质刚性滑触线”的使用;⑥在原规范“日用电器”中增加了“特殊场所”插座安装形式的要求;⑦对原规范的主要技术内容进行了补充、完善和必要的修改。
本规范中以黑体字标志的条文为强制性条文,必须严格执行。
本规范由住房和城乡建设部负责管理和对强制性条文的解释,中国机械工业联合会负责日常管理,中国新时代国际工程公司负责具体技术内容的解释。
请各单位在执行本规范过程中,注意总结经验,积累资料,并及时将意见、建议和有关资料反馈给中国新时代国际工程公司(地址:陕西省西安市环城南路东段128号。
各国安全等级标志认证标准

各国安全等级认证标准本文整理了国际及国内常用的安全等级认证标志,及其对应安全认证含义及标准。
帮助大家整理学习安全等级认证相关知识。
一、国际常用安全等级认证标志1.CE标志(欧盟)CE标志是欧盟范围内市场认可的安全标志,是一种宣称产品符合欧盟各项条令,被所有制造商视为进入欧洲市场的必需品。
对于很多售卖欧盟的产品而言,CE各项标准的使用以及声明产品的符合性,是强制性的规定。
有了CE这个标志,出产的产品可以在欧盟任何一个国家流通。
CE标示必须标示在所生产的产品之上,或是在产品的外包装上。
但是有了CE标示,并不能免除国家执法单位对于未符合标示的产品实施制约行为。
以下产品适用于CE认证:玩具、机械、电子设备、电子设备、个人保护设备、压力设备、医疗设备、体外诊断、无线电和电信终端设备、简单的压力容器、燃气用具、升降机、休闲工艺、建筑产品;以下产品不需要CE标志:化学制品、制药、化妆品、食品。
CE标志logo:2.JIS标志(日本)JIS是日本工业标准(Japan Industrial Standards)的缩写,是日本标准中最重要、最权威的标准,由日本工业标准调查会(JISC)根据日本工业标准化法制定和审议,以推动日本工业标准化,工业产品形状、质量、性能、生产方法、测试方法等全国统一化。
据日本工业标准化法的规定,JIS认证对象除药品、农药、化学肥料、蚕丝、食品以及其他农林产品另有专门的标准或技术规格外,涉及到各个工业领域。
截至2007年7月底,共有现行JIS标准10124个。
产品制造商必须通过合规性评估,以获得符合性证书。
JIS标识涵盖的产品种类繁多,主要分为以下几类:土木工程和建筑业、机械工程、电子和电气工程、汽车工程、铁路工程、造船业、黑色金属材料和冶金、有色金属材料和冶金、化学工程、纺织工程、采矿业、纸浆和纸张、管理系统、陶瓷、家政用品、医疗设备和安全用具、飞机和航空业、信息处理、服务、其他。
JIS标志logo:标志分以下三种:工业产品用JIS标志加工技术用JIS标志特定面向用JIS标志3.BEAB标志(英国)英国市场上有BS认证和BEAB认证,都可对电子产品,医疗设备,等提供认证服务。
通用用电设备配电设计规范GB50055—93

通用用电设备配电设计规范GB50055—93目录第一章总则第二章电动机第一节一般规定第二节电动机的选择第三节电动机的起动第四节低压电动机的保护第五节低压交流电动机的主回路第六节低压交流电动机的控制回路第三章起重运输设备第一节起重机第二节胶带输送机运输线(以下简称胶带运输线)第三节电梯和自动扶梯第四章电焊机第五章电镀第六章蓄电池充电第七章静电滤清器电源第八章日用电器修订说明本规范是根据国家计划委员会计综〔1986〕250号文的要求,由机械工业部负责主编,具体由机械工业部第七设计研究院会同有关单位共同对《工业与民用通用设备电力装置设计规范》GBJ55—83修订而成。
在修订过程中,规范修订组进行了广泛的调查研究,认真总结了规范执行以来的经验,吸取了部分科研成果,广泛征求了全国有关单位的意见,最后由我部会同有关部门审查定稿。
这次修订的主要内容有:(1)增加了电梯、自动扶梯、门式起重机、固定型防酸式铅酸蓄电池和镉镍蓄电池充电、日用电器等章、节和条文;(2)明确制定了“装设隔离电器”和“电动机接地故障保护”等有关安全方面的条文;(3)增加了电动机、电焊机和起重运输设备等节能的条文;(4)向国际电工委员会(IEC)标准靠拢等。
本规范在执行过程中,如发现需要修改和补充之处,请将意见和有关资料寄送机械工业部第七设计研究院(西安市和平门外,邮政编码710054),并抄送机械工业部,以便今后修订时参考。
机械工业部1993年9月第一章总则第1.0.1条为使通用用电设备配电设计贯彻执行国家的技术经济政策,做到保障人身安全、配电可靠、技术先进、经济合理、节约电能和安装维护方便,制订本规范。
第1.0.2条本规范适用于工业与民用新建和扩建工程的通用用电设备配电设计。
第1.0.3条通用用电设备配电设计,应采用符合现行的国家标准、行业标准的产品,并应采用效率高、能耗低、性能先进的产品。
第1.0.4条通用用电设备配电设计,除应遵守本规范外,尚应符合现行的有关国家标准和规范的规定。
电焊机标准
标准序号标准编号标准名称采用国际标准情况1 GB/T2900.22-2005 电工名词术语电焊机2 GB/T8118-1995 电弧焊机通用技术条件3 GB/T8366-2004 阻焊电阻焊机机械和电气要求4 GB/T10235-2000 弧焊变压器防触电装置5 GB/T10249-1988 电焊机型号编制方法6 GB/T13164-2003 埋弧焊机7 GB/T13165-1991 电弧焊机噪声的测定方法8 GB15578-1995 电阻焊机的安全要求9 GB15579.1-2004 弧焊设备第1部份:焊接电源10 GB/T15579.5-2005 弧焊设备安全要求第5部分:送丝装置11 GB/T15579.7-2005 弧焊设备安全要求第7部分:焊炬(枪)12 GB15579.11-1998 弧焊设备安全要求第11部分:电焊钳13 GB15579.12-1998 弧焊设备安全要求第12部分:焊接电缆耦合装置14 GB/T18495-2001 电阻焊—与焊钳一体式的变压器15 GB19213-2003 小型弧焊变压器安全要求16 JB/T2751-2004 等离子弧切割机17 JB/T3158-1999 电阻点焊直电极18 JB/T3946-1999 凸焊机电极平板槽子19 JB/T3947-1999 电阻点焊电极接头20 JB/T3948-1999 电阻点焊电极帽21 JB/T3957-1999 点焊设备电极锥度配合尺寸22 JB/T4158-1999 缝焊焊轮坯料尺寸23 JB/T5249-1991 移动式点焊机24 JB/T5250-1991 缝焊机25 JB/T5251-1991 固定式对焊机26 JB/T5252-1991 电阻焊设备用图形符号27 JB/T5256-1991 电焊机检查及抽样方法28 JB/T5340-1991 多点焊机用阻焊变压器特殊技术条件29 JB/T6230-1992 小型电热式电焊条烘干炉技术条件30 JB/T6231-1992 电阻点焊设备电极冷却管31 JB/T6232-1992 电焊条保温筒技术条件32 JB/T6233-1992 焊丝盘、焊丝卷尺寸33 JB/T7106-1993 水再压缩空气等离子弧切割机34 JB/T7108-1993 碳弧气刨机35 JB/T7109-1993 等离子弧焊机36 JB/T7783-1995 气动式管子坡口机技术条件37 JB/T7824-1995 逆变式弧焊整流器技术条件38 JB/T7834-1995 弧焊变压器39 JB/T7835-1995 弧焊整流器40 JB/T8086-1999 摩擦焊机41 JB/T8323-1996 螺注焊机42 JB/T8442.1-1996 电阻焊水冷次级连接电缆第1部份:双芯连接电缆的规格和技术要求43 JB/T8442.2-1996 电阻焊水冷次级连接电缆第2部份:单芯连接电缆的规格和技术要求44 JB/T8442.3-1996 电阻焊水冷次级连接电缆第3部份:试验要求45 JB/T8442.3-1996 电焊机用冷却风机的安全要求46 JB/T8588-1997 钢筋电渣压力焊机技术条件47 JB/T8597-1997 手工钨极惰性性气体保护弧焊机(TIG焊机)技术条件48 JB/T8748-1998 MIG/MAG弧焊机49 JB/T8805-1998 气体保护用减压器技术条件50 JB/T8806-1998 气体保护用混合气体配比器技术条件51 JB/T9527-1999 点焊设备圆锥塞规和圆锥环规52 JB/T9528-1999 原动机弧焊发电机组53 JB/T9529-1999 电阻焊机变压器通用技术条件54 JB/T9530-1999 电阻焊设备的绝缘帽和绝缘衬套55 JB/T9531-1999 点焊电极挡块和夹块56 JB/T9534-1999 引弧装置技术条件57 JB/T9959-1999 电阻电焊内锥度1:10的电极接头58 JB/T9960-1999 电阻点焊凸型电极帽59 JB/T10101-2000 固定式点、凸焊机60 JB/T10110-1999 电阻焊机控制器通用技术条件61 JB/T10113-2002 电阻焊设备两端与水冷连接块相连的次级连接电缆尺寸和特性62 JB/T10255-2001 电阻焊设备——电极接头、外锥度1:10 第1部分:圆锥配合,锥度1:1063 JB/T10256.1-2001 电阻点焊——电极握杆第1部分:配合锥度1:1064 JB/T10256.2-2001 电阻点焊——电极握杆第2部分:莫氏锥度配合65 JB/T10256.3-2001 电阻点焊——电极握杆第3部分:末端插入式圆柱柄配合66 JB/T10257-2001 电阻焊设备——用于电极挡块的绝缘销67 JB/T10258-2001 电阻凸焊用的凸点68 JB/T10498-2005 电焊机专用转换开关。
电焊机介绍

电焊机1概述电焊机(electricweldingmachine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负两极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。
2原理是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降,在...电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯...电焊机一般是一个大功率的变压器,系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。
在焊条和工件之间施加电压,通过划檫或接触引燃电弧,用电弧的能量熔化焊条和加热母材。
3特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
电焊机国际标准
电焊机国际标准清单标准分类: 综合基础★ISO669-1981 电阻焊设备的额定值★ISO693-1982 缝焊轮毛坯尺寸★ISO700-1982药皮焊条手工电弧焊和TIG焊电源★ISO864-1988低碳钢熔化气体保护焊实芯焊丝-焊丝、焊丝盘尺寸★ISO865-1981 凸焊机电极台板槽子★ISO1089-1980点焊设备的电极锥度配和尺寸★ISO5182-1978电阻焊电极和辅助装置用材料★ISO5183/1-1988电阻点焊-电极接头,外锥度1:10 第1部分:圆锥度配合1:10★ISO5183/2-1988电阻点焊-电极头,外锥度1:10 第2部分:末端插入电极的圆柱柄配合★ISO5182-1979电阻点焊直电极★ISO5821-1979 电阻点焊帽形电极★ISO5822-1988 点焊设备-锥度塞规和锥度环规★ISO5826-1983电阻焊机变压器-使用于所有变压器的通用技术条件★ISO5827-1983点焊-电极挡板和夹板★ISO5828-1983 电阻焊设备-两端与水冷连接块相连接的次级连接电缆的尺寸和特性★ISO5829-1984 内锥度1:10的电阻点焊电极连接体★ISO5830-1984 电阻点焊-帽形凸电极★ISO6210/1-1991机器人电阻焊焊枪用的气缸第1部分:一般要求★ISO6848-1984惰性气体保护电弧焊、等离子弧焊接与切割用钨极的分类★ISO7284-1993电阻焊设备-使用于汽车工业中具有两个独立次级线圈变压器的特定技术条件★ISO7285-1995 机械化多点焊用气缸★ISO7286-1986 电阻焊设备用图形符号★ISO7931-1985电阻焊设备中的绝缘帽和衬套★ISO8167-1989电阻凸焊用的凸点★ISO8172-1987熔化极(MIG/MAG焊过程)弧焊电源的技术要求★ISO8430/1-1988 电阻点焊-电极握杆第1部分:配合锥度1:10★ISO8430/2-1988电阻点焊-电极握杆第2部分:莫氏锥度配合★ISO8430/3-1988电阻点焊-电极握杆第3部分:末端插入式圆柱配合★ISO8430/3-1990 COR1 电阻点焊-电极握杆第3部分:末端插入式圆柱配合★ISO8205/1-1993电阻焊水冷次级连接电缆第1部分:双芯电缆的规格和要求★ISO8205/2-1993电阻焊水冷次级连接电缆第2部分:单芯电缆的规格和要求★ISO8205/3-1993电阻焊水冷次级连接电缆第3部分:试验要求★ISO9312-1990电阻点焊-用于电极挡板的绝缘针★ISO9313-1989电阻点焊-冷却管★ISO10656-1996电阻焊-与焊枪一体式变压器★ISO12166-1997 阻焊设备-用于汽车工业多点焊机具有一个次级线圈的变压器的特殊要求★IEC50(851)-1991 国际电工名词术语电焊机★IEC974/1-1989 弧焊设备安全要求第1部分:焊接电源★IEC974/11-1992 弧焊设备安全要求第11部分:焊钳★IEC974/12-1992 弧焊设备安全要求第12部分:焊接电缆耦合装置(代替IEC501)标题:电焊机行业现有标准目录标准分类: 综合基础标准编号: 21345UDC: 主题内容与适用范围★GB/T2900.22-1985 电工名词术语电焊机★GB/T10249-1988 电焊机型号编制方法★GB/T15579-1995 弧焊设备安全要求第一部分:焊接电源★GB/T8118-1995 电弧焊机通用技术条件★JB/T7834-1995 弧焊变压器★JB/T7835-1995 弧焊整流器★JB/T7824-1995 逆变式弧焊整流器技术条件★JB/T8747-1998 手工钨极惰性气体保护弧焊机(TIG焊机)技术条件★JB/T8748-1998 MIG/MAG弧焊机★JB/T13164-1991 埋弧焊机★JB/T7109-1993 等离子弧焊机★JB/T2751-1993 等离子弧切割机★JB/T7438-1994 空气等离子弧切割机★JB/T7106-1993 水再压缩空气等离子弧切割机★JB/T8323-1996 螺柱焊机★JB/T8086-1999 摩擦焊机★JB/T9528-1999 原动机#弧焊发电机★JB/T685-1992 直流弧焊发电机★JB/T3643-1992 小型弧焊变压器★JB/T7108-1993 碳弧气刨机★JB/T8597-1997 钢筋电渣压力焊机技术条件★GB/T15578-1995 电阻焊机的安全要求★GB/T8366-1996 电阻焊设备的额定值与运行条件★JB/T5252-1991 电阻焊机用图形符号★JB/T9529-1999 电阻焊机变压器通用技术条件★JB/T5249-1991 移动式点焊机★JB/T5250-1991 缝焊机★JB/T5251-1991 固定式对焊机★JB/T5340-1991 多点焊机用阻焊变压器特殊技术条件★JB/T10113-1999 电阻焊设备两端与水冷连接块相连的次级连接电缆的尺寸和特性★JB/T3158-1999 电阻点焊直电极★JB/T3946-1999 凸焊机电极平板槽子★JB/T3947-1999 电阻点焊电极接头★JB/T3948-1999 电阻点焊电极帽★JB/T3957-1999 电极锥度配合尺寸★JB/T4158-1999 缝焊焊轮坯料尺寸★JB/T9527-1999 点焊设备圆锥塞规和圆锥环规★JB/T9959-1999 电阻点焊内锥度1:10的电极接头★JB/T9960-1999 电阻点焊凸型电极帽★JB/T9530-1999 电阻焊设备的绝缘帽和绝缘衬垫★JB/T9531-1999 电阻点焊电极挡块和夹块★JB/T6231-1992 电阻点焊设备电极冷却管★JB/T7598-1994 电阻焊电极铜、铬、锆合金★JB/T8442.1-1996 电阻焊水冷次级连接电缆第一部分:双芯连接电缆的规格和技术要求★JB/T8442.2-1996 电阻焊水冷次级连接电缆第二部分:单芯连接电缆的规格和技术要求★JB/T8442.3-1996 电阻焊水冷次级连接电缆第三部分:试验要求★JB/T7783-1995 气动式管子坡口机技术条件★JB/T9526-1999 TIG焊焊炬技术条件★JB/T9532-1999 MIG/MAG焊焊枪技术条件★JB/T9533-1999 焊机送丝机装置技术条件★JB/T9534-1999 引弧装置技术条件★GB15579.11-1995 弧焊设备安全要求第11部分:电焊钳★GB15579.12-1995 弧焊设备安全要求第12部分:焊接电缆耦合装置★JB8588-1997 电焊机用冷却风机的安全要求★JB/T8805-1998 气体保护焊用减压器的技术条件★JB/T8806-1998 气体保护焊用混合气体配比器的技术条件★JB/T7818-1995 电焊机用转换开关★JB/T6324-1992 KE型50A到500A电焊机用晶闸管★JB/T6230-1992 小型电热式电焊条烘干炉技术条件★JB/T6232-1992 电焊条保温筒技术条件★JB/T6233-1992 焊丝盘、焊丝卷尺寸★GB/T13165-1991 电弧焊机噪声的测定方法★JB/T5256-1991 电焊机检查及抽样方法★JB/T56054/1-12-1999 电焊机产品质量分等★JB/T5257.1-1991 硅钢片冲压工艺导则★JB/T5257.2-1991 硅钢片剪切工艺导则★JB/T5257.3-1991 铁芯叠装工艺导则★JB/T5258-1991 电焊机用电子元器件的老化筛选工艺导则★JB/T5259-1991 裸压接端头与导线机械压接工艺导则★JB/T5260-1991 硅钢片涂漆工艺导则★JB/T5261-1991 电焊机线圈绕制工艺导则★JB/T7571-1994 电焊机线圈浸漆工艺导则★JB/T7572-1994 阻焊变压器环氧树脂浇注工艺导则★JB/T10110-1999 电阻焊机控制器通用技术条件★GB10235-2000 弧焊变压器防触电装置★JB/T10101-2000 固定式点、凸焊机最新焊接材料标准目录标准分类: 综合基础标准编号: 87654 UDC: 主题内容与适用范围★GB/T3223-1996 焊接材料质量管理规程★GB/T5117-1995 碳钢焊条★JB/T56102.1-1999 碳钢焊条产品质量分等★GB/T5118-1995 低合金钢焊条★JB/T56102.2-1999 低合金钢焊条产品质量分等★GB/T983-1995 不锈钢焊条★JB/T56102.3-1999 不锈钢焊条产品质量分等★GB/T984-1985 堆焊焊条★JB/T56100-1999 堆焊焊条产品质量分等★GB/T3669-1983 铝及铝合金焊条★GB/T3670-1995 铜及铜合金焊条★JB/T6964-1993 特细碳钢焊条★GB/T10044-1988 铸铁焊条及焊丝★JB/T56101-1999 铸铁焊条产品质量分等★GB/T13814-1992 镍及镍合金焊条★GB/T10045-1988 碳钢药芯焊丝★GB/T9460-1988 铜及铜合金焊丝★JB/T56099-1999 铜及铜合金焊丝产品质量分等★GB/T10858-1999 铝及铝合金焊丝★JB/T56098-1999 铝及铝合金焊丝产品质量分等★GB/T15620-1995 镍及镍合金焊丝★GB/T17493-1998 低合金钢药芯焊丝★GB/T17853-1999 不锈钢药芯焊丝★GB/T8110-1995 气体保护电弧焊用碳钢、低合金钢焊丝★JB/T50076-1999 气体保护电弧焊用碳钢、低合金钢焊丝产品质量分等★GB/T5293-1999 埋弧焊用碳钢焊丝和焊剂★GB/T17854-1999 埋弧焊用不锈钢焊丝和焊剂★GB/T12470-1990 低合金钢埋弧焊用焊剂★JB/T56097-1999 碳素钢埋弧焊用焊剂产品质量分等★GB/T6208-1995 钎料型号表示方法★GB/T6418-1993 铜基钎料★JB/T56050-1999 铜基钎料产品质量分等★GB/T10046-2000 银钎料★JB/T50193-1999 银钎料产品质量分等★GB/T10859-1989 镍基钎料★GB/T13679-1992 锰基钎料★GB/T13815-1992 铝基钎料★GB/T3131-1988 锡铅焊料★JB/T50194-1999 锡铅焊料产品质量分等★JB/T6045-1992 硬钎焊用焊剂★GB/T15829.1-1995 软钎焊用焊剂分类、标记与包装★GB/T15829.2-1995 软钎焊用焊剂树脂类焊剂★GB/T15829.3-1995 软钎焊用焊剂有机物类钎剂★GB/T15829.4-1995 软钎焊用焊剂无机物类钎剂中华人民共和国国家标准GB/T 12429—90 客车车身CO2气体保护焊焊接质量要求及检验方法The quality requirement and test method forthe carbon—dioxide are welding of coach—body--------------------------------------------------------------------------------1主题内容与适用范围本标准规定了客车车身CO2气体保护焊的对接焊缝、角焊缝的质量分等评定级别及检验方法。
搅拌摩擦焊中外标准分析及国家标准解读
搅拌摩擦焊中外标准分析及国家标准解读赵慧慧;尹玉环;夏佩云;胡蓝;许辉;高嘉爽【摘要】搅拌摩擦焊无需焊接填充材料,热输入及焊接变形小,接头力学性能良好,在航空航天、船舶、汽车、轨道交通及电子等行业制造领域具有重要地位.在铝合金搅拌摩擦焊技术领域,引进和转化国际先进标准,制定我国国家标准,使得实际生产过程和管理过程更加具体、更加规范、更具可操作性,具有重要的实际意义.本研究从标准适用范围、搅拌摩擦焊工艺规范、铝合金搅拌摩擦焊质量与检测要求等方面对中外标准进行分析,解读国家标准,对实际焊接生产具有重要的指导意义.%Friction stir welding is a welding method without welding filler material,low heat input and small welding deformation,great joint mechanical performances.The method has played an important role in aerospace,ship,automobile,rail transportation and electronics industry.In the field of friction stir welding of aluminum alloy,the introduction and transformation of international advanced standards and the development of national standards will make the actual production process and management process more specific,more standardized and more operable,which has an important significance.In this paper,the standard applicable ranges,friction stir welding process specifications,aluminum alloy friction stir welding quality and testing requirements are analyzed between national and international standards.The national standards are interpreted.The paper has played an important guiding significance on the actual welding productions and processes.【期刊名称】《电焊机》【年(卷),期】2018(048)003【总页数】6页(P37-42)【关键词】标准对标;搅拌摩擦焊;国家标准【作者】赵慧慧;尹玉环;夏佩云;胡蓝;许辉;高嘉爽【作者单位】上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245;上海航天设备制造总厂有限公司,上海200245【正文语种】中文【中图分类】TG457.1;TG4560 前言在经济全球化、贸易国际化的大趋势下,国际标准越来越受到世界各国的重视,在世界经济、科学技术发展中发挥着越来越重要的作用。
国内标准与国外标准对照
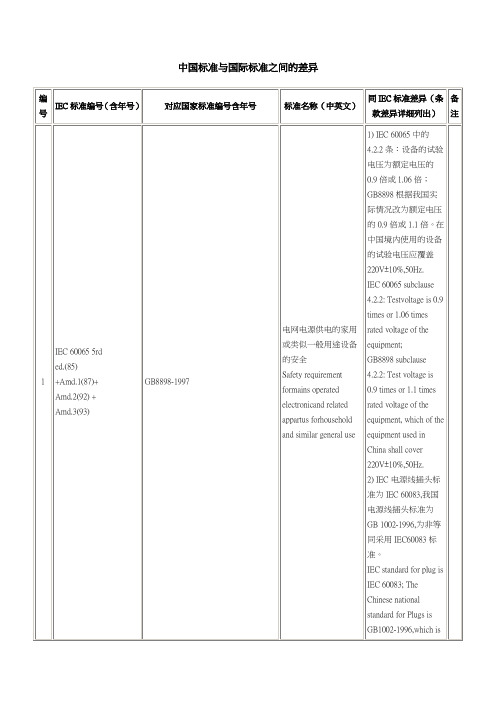
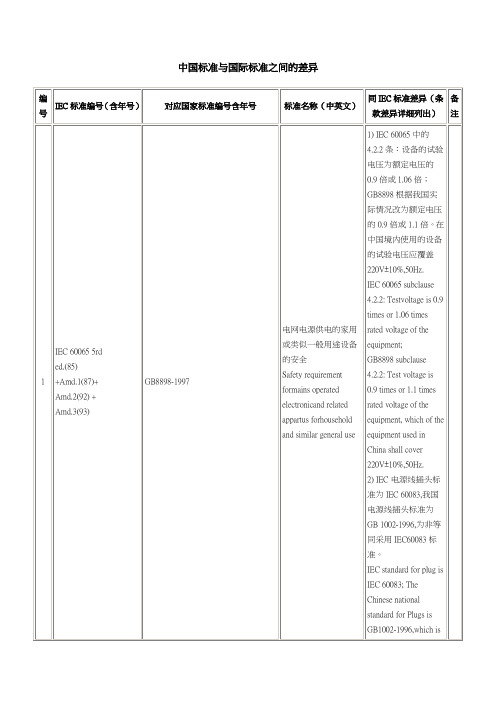
中国标准与国际标准之间的差异编号IEC标准编号(含年号)对应国家标准编号含年号标准名称(中英文)同IEC标准差异(条款差异详细列出)备注1IEC 60065 5rded.(85)+Amd.1(87)+Amd.2(92) +Amd.3(93)GB8898-1997电网电源供电的家用或类似一般用途设备的安全Safety requirementformains operatedelectronicand relatedappartus forhouseholdand similar general use1) IEC 60065中的4.2.2条:设备的试验电压为额定电压的0.9倍或1.06倍;GB8898根据我国实际情况改为额定电压的0.9倍或1.1倍。
在中国境内使用的设备的试验电压应覆盖220V±10%,50Hz.IEC 60065 subclause4.2.2: Testvoltage is 0.9times or 1.06 timesrated voltage of theequipment;GB8898 subclause4.2.2: Test voltage is0.9 times or 1.1 timesrated voltage of theequipment, which of theequipment used inChina shall cover220V±10%,50Hz.2) IEC电源线插头标准为IEC 60083,我国电源线插头标准为GB 1002-1996,为非等同采用IEC60083标准。
IEC standard for plug isIEC 60083; TheChinese nationalstandard for Plugs isGB1002-1996,which isnot equivalent with IEC 600832IEC 60127-1 1st ed (88)GB9364.1-97小型熔断器定义和小型熔断体通用要求Definition forminiature fuses and general requirementsforminiature fuse-links无3IEC 60127-2 1st ed (89)+Amd. 1(95)GB9364.2-97管状熔断体Cartidgefuse-links无4IEC 60127-3 2nd ed (88) GB9364.3-97超小型熔断体Sub-miniature fuse-links无560227-1,2nded (1993)Amd 1(1995)GB5023.1-1997额定电压450/750V及以下聚氯已烯绝缘电缆第一部分:一般要求Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart1:Generalrequirements无660227-2, 2nded (1997)GB5023.2-1997额定电压450/750V及以下聚氯已烯绝缘电缆第二部分:试验方法Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart2:Test methods无760227-3, 2nded (1993)Amd 1(1997)GB5023.3-1997额定电压450/750V及以下聚氯已烯绝缘电缆第三部分:固定布线用无护套电缆无Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart 3:Non-sheathed cables for fixed wiring860227-4, 2nded (1992)Amd 1(1997)GB5023.4-1997额定电压450/750V及以下聚氯已烯绝缘电缆第四部分:固定布线用护套电缆Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart4:Sheathed cables forfixed wiring无960227-5, 2nded (1997)Amd 1(1997)GB5023.5-1997额定电压450/750V及以下聚氯已烯绝缘电缆第五部分:软电缆(电线)Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart5:Flexible cables (cords)(1) IEC 42平均外径的上下限有所变动(2) IEC 43导体由第6类改为第5类,增加平均外径下限考核(3) IEC 52平均外径上下限有所变动(4) IEC 53平均外径上下限有所变动(5) 增加IEC 56导体最大温度为90℃的耐热轻型PVC护套软线产品1060227-6, 2nded (1985)Amd 1(1997)GB5023.6-1997额定电压450/750V及以下聚氯已烯绝缘电缆第六部分:电梯电缆和挠性连接用电缆Polyvinyl chlorideinsulated cables of ratedvoltages up to and增加IEC 71 c圆形电梯电缆和挠性连接用电缆产品including 450/750VPart 6:Lift cables and cables for flexible connection1160227-7, 1sted (1995)GB5023.7-1997额定电压450/750V及以下聚氯已烯绝缘电缆第七部分:2芯或多芯屏蔽和非屏蔽软电缆Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart7:Flexible cables screened and unscreened with two or more conductors无12IEC602385th ed.(1990)Amd1 (1993)Amd2 (1995)无Edison screwlampholders螺口灯座无13IEC60238 6th ed. (1996)Amd1 (1997)Amd2 (1997)GB17935-1999Edison screwlampholders螺口灯座无14IEC60238 7th ed. (1998)无Edison screw lampholders螺口灯座无1560245-1, 3rd ed (1994)Amd 1(1997)Amd 2(1997)GB5013.1-1997额定电压450/750V及以下橡皮绝缘电缆第一部分:一般要求Rubber insulated cablesof rated voltages up toand including450/750VPart 1:Generalrequirements(1) 3.1.1标志连续性护套500mm改为550mm, 绝缘200mm改为275mm1660245-2, 2nd ed (1994)Amd 1(1997)GB5013.2-1997额定电压450/750V及以下橡皮绝缘电缆(1) 3.1曲挠试验重锤重量、滑轮直径、负Amd 2(1997)第二部分:试验方法Rubber insulated cablesof rated voltages up toand including450/750VPart 2:Testmethods 载电流有所变动(2) 增加对要求高柔软场合试验使用的软线IEC86, 87,88产品的滑轮试验、扭绞试验1760245-3, 2nd ed (1994)Amd 1(1997)GB5013.3-1997额定电压450/750V及以下橡皮绝缘电缆第三部分:耐热硅橡胶绝缘电线Rubber insulated cablesof rated voltages up toand including450/750VPart 3:Heatresistant siliconeinsulated cables产品由仅考核电线平均外径上限改为考核电线平均外径上限和平均外径下限,同时将原平均外径上限减少0.1~0.5mm,1860245-4, 2nd ed (1994)Amd 1(1997)GB5013.4-1997额定电压450/750V及以下橡皮绝缘电缆第四部分:软线和软电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 4:Cordsand flexible cables(6) IEC 51, 53, 57, 66平均外径的上下限有所减小(7) IEC 58, 58f增加平均外径下限考核,原平均外径的上限有所减小1960245-5, 2nd ed (1994)GB5013.5-1997额定电压450/750V及以下橡皮绝缘电缆第五部分:电梯电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 5:Lift cables无2060245-6, 2nd ed (1994)Amd 1(1997)GB5013.6-1997额定电压450/750V及以下橡皮绝缘电缆第六部分:电焊机电产品平均外径的上下限有所减小缆Rubber insulated cables of rated voltages up to and including450/750VPart 6:Arc welding cables2160245-7, 1st ed (1994)Amd 1(1997)GB5013.7-1997额定电压450/750V及以下橡皮绝缘电缆第七部分:耐热乙烯-乙酸乙烯酯橡皮绝缘电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 7:Heatresistant ethylene-vinylacetate rubber insulatedcables产品平均外径的上下限有所减小2260245-8, 1st ed (1998)额定电压450/750V及以下橡皮绝缘电缆第八部分:要求高柔软场合试验使用的软线Rubber insulated cablesof rated voltages up toand including450/750VPart 8:Cordsfor applicationsrequiring high flexibility无23IEC 60252 3rd Ed. (93)GB3667-97交流电动机电容器A.C. MotorCapacitors无24IEC60309-2:1989 2nd GB 11919-89(eqvIEC60309-2:1981+A1:1983)工业用插头插座和耦合器插销和插套尺寸互换性的要求Plugs, socket-outlets andcouplers for industrial1 第1段:用"额定电压交流不超过660V,直流不超过440V,额定频率不超过400Hz"代替"不超过690V、purposes Dimensional interchangeability requirements for pin and contact-tube accessories 500Hz";第3段:用"温度为-25~+40℃"代替IEC标准中"一般不超过40℃"1 1st paragraph: "not exceeding 690V,500Hz" should be replaced by "not exceeding 660V a.c. or 440V d.c. and 400Hz a.c."; 3rd paragraph: "does not normally exceed 40℃" should be replaced by " is -25~+40℃"4.101 删除4.101 deleted5.3 表101删除5.3 Table 101 should be deleted7.1 删除7.1 deleted8.2 (GB中是3.1) 试验前试样放置时间用24小时代替IEC标准中的4星期8.2 (GB:3.1) "four weeks" should be replaced by "24h"9-28 删除9-28 deleted25IEC60320-1:19941st+A1:95+A2:96GB17465.1-998(eqvIEC60320-1:1994)家用和类似用途的器具耦合器第一部分:通用要求Appliance couplers forhousehold and similargeneral purposes9- 注3:用"通常不超过35℃,偶尔可达到40℃"代替IEC标准中"通常不超过25℃,偶尔会达到35℃"1 "notnormally exceedingPart1:General requirements 25℃, but occasionally reaching 35℃" should be replaced by "not normally exceeding 35℃, but occasionally reaching 40℃"9.4用试验环境温度为40℃±2℃代替IEC 标准中规定的35℃±2℃9.4 "35℃±2℃" should be replaced by"40℃±2℃"14 用"空气温度应保持在40℃±2℃"代替IEC标准中"20℃~30℃之间任意t 值"14 "any convenient value t℃between 20℃ and 30℃" should be replaced by"40℃±2℃"26IEC60320-2-2:19901st+A1:94+A2:97GB17465.2-1998(eqvIEC 60320-2-2:1990)家用和类似用途的器具耦合器第二部分:家用和类似设备用互连耦合器Appliance couplers forhousehold and similargeneral purposes Part2:Interconnection couplersfor household andequipment9- 用"通常不超过35℃,偶尔可达到40℃"代替IEC标准中"通常不超过25℃,偶尔会达到35℃"1 "not normallyexceeding 25℃, butoccasionally reaching35℃" should bereplaced by "notnormally exceeding35℃, but occasionallyreaching 40℃"27IEC60335-1 2nd GB4706.1-92Safety of Household and 1〃8 Addition:State of(1976)A1、A2、A3、A4、A5、A6similar electricalappliances generalrequirements家用和类似电器的安全通用要求adheres toIEC60335-1In someregions of China whichare of subtropics normalambient temperatureexceeds 25℃.15.4 Addition: For theappliances which areintended to use insubtropical regions ,therelative humidity of thehumidity treatment is90-95%.Thetemperature of the air atall places wheresamples can be locatedis maintained within40±2℃.11.8增加采用说明1)IEC60335-1此处无此注,但前言中有此注。
7GB15579.11-1998弧焊设备安全要求第11部分:电焊钳

弧焊设备安全要求第11部分:电焊钳GB15579.11-1998 eqv IEC974/11:1992Safety requirements of arc welding equipment—Part 11:Electrode holders自 1998-10-1 起执行目次前言 (Ⅰ)IEC前言 (Ⅱ)第一篇概论 (1)1 适用范围 (1)2 引用标准 (1)3 环境条件 (1)4 定义 (1)第二篇要求和试验 (2)5 试验条件 (2)6 标记 (2)7 操作 (3)8 防电击保护 (3)9 热额定值 (3)10 机械要求 (5)11 标志 (6)12 使用说明书 (6)附录A IEC974/11中第6条和第8.2条原文(提示的附录) (7)前言本标准等效采用IEC974/11:1992,仅对IEC974/11中的湿热处理条件、额定电流等级与电缆截面范围做了适当的修改。
我国地域辽阔,南方夏季多为典型的高温高湿气候,所以本标准按GB/T2423.3要求,规定湿热处理的温度为40℃,这样既符合国情,也与电焊机行业的GB/T8118等有关标准协调一致。
电焊钳是与电弧焊机配套使用的,若额定电流等级与焊机额定电流等级出现差异,会引起误解。
所以本标准的额定电流等级按GB/T8118规定进行分档,IEC974/11的电流等级以括号的形式保留。
IEC947/11和IEC974/12分别对电焊钳和焊接电缆耦合器所配用的电缆作了规定,但规定的焊接电流与对应的电缆截面积不同,前者比后者大一档。
由于这两种器件都安装在弧焊电源的输出端,所以电缆截面应一致。
根据国内实际使用情况,本标准将焊接电流对应的电缆截面积缩小一档,与IEC974/12相同。
本标准与JB7107-93相比,主要在以下几个方面做了重大变动:——由行标升为国标;——取消夹持拉力条款;——修改电焊钳的防护等级要求;——增加焊接电缆绝缘嵌入电焊钳的浓度要求;——修改温升试验方法;——增加标记及使用说明书要求。
《电焊机国际标准清单[全文5篇]》
![《电焊机国际标准清单[全文5篇]》](https://img.taocdn.com/s3/m/ad3be71589eb172ded63b7e6.png)
《电焊机国际标准清单[全文5篇]》第一篇:电焊机国际标准清单电焊机国际标准清单★iso669-xx电阻焊设备的额定值★iso693-xx缝焊轮毛坯尺寸★iso700-xx药皮焊条手工电弧焊和tig焊电源★iso864-xx低碳钢熔化气体保护焊实芯焊丝-焊丝、焊丝盘尺寸★iso865-xx凸焊机电极台板槽子★iso1089-xx点焊设备的电极锥度配和尺寸★iso5182-1978电阻焊电极和辅助装置用材料★iso5183/1-xx电阻点焊-电极接头,外锥度1:10第1部分:圆锥度配合1:10★iso5183/2-xx电阻点焊-电极头,外锥度1:10第2部分:末端插入电极的圆柱柄配合★iso5182-1979电阻点焊直电极★iso5821-1979电阻点焊帽形电极★iso5822-xx点焊设备-锥度塞规和锥度环规★iso5826-xx电阻焊机变压器-使用于所有变压器的通用技术条件★iso5827-xx点焊-电极挡板和夹板★iso5828-xx电阻焊设备-两端与水冷连接块相连接的次级连接电缆的尺寸和特性★iso5829-xx内锥度1:10的电阻点焊电极连接体★iso5830-xx 电阻点焊-帽形凸电极★iso6210/1-xx机器人电阻焊焊枪用的气缸第1部分:一般要求★iso6848-xx惰性气体保护电弧焊、等离子弧焊接与切割用钨极的分类★iso7284-xx电阻焊设备-使用于汽车工业中具有两个独立次级线圈变压器的特定技术条件★iso7285-xx机械化多点焊用气缸★iso7286-xx电阻焊设备用图形符号★iso7931-xx电阻焊设备中的绝缘帽和衬套★iso8167-xx电阻凸焊用的凸点★iso8172-xx熔化极(mig/mag焊过程)弧焊电源的技术要求★iso8430/1-xx电阻点焊-电极握杆第1部分:配合锥度1:10★iso8430/2-xx电阻点焊-电极握杆第2部分:莫氏锥度配合★iso8430/3-xx电阻点焊-电极握杆第3部分:末端插入式圆柱配合★iso8430/3-xxcor1电阻点焊-电极握杆第3部分:末端插入式圆柱配合★iso8205/1-xx电阻焊水冷次级连接电缆第1部分:双芯电缆的规格和要求★iso8205/2-xx电阻焊水冷次级连接电缆第2部分:单芯电缆的规格和要求★iso8205/3-xx电阻焊水冷次级连接电缆第3部分:试验要求★iso9312-xx电阻点焊-用于电极挡板的绝缘针★iso9313-xx电阻点焊-冷却管★iso10656-xx电阻焊-与焊枪一体式变压器★iso12166-xx阻焊设备-用于汽车工业多点焊机具有一个次级线圈的变压器的特殊要求★iec50(851)-xx国际电工名词术语电焊★iec974/1-xx弧焊设备安全要求第1部分:焊接电源★iec974/11-xx弧焊设备安全要求第11部分:焊钳★iec974/12-xx弧焊设备安全要求第12部分:焊接电缆耦合装置第二篇:直流电焊机价格直流发电电焊机价格自发电电焊机只需要加上柴油/汽油,它就可以正常运行,不用担心没有电源而影响到施工,它重量轻、体积小,和普通焊机相比,它只有一台机身,就实现了发电电焊机两个功能,它能耗低又环保,相比普通产品,能省电30%左右;它价格便宜,和老产品相比,其价格下降了40%。
国内标准与国外标准对照
中国标准与国际标准之间的差异编号IEC标准编号(含年号)对应国家标准编号含年号标准名称(中英文)同IEC标准差异(条款差异详细列出)备注1IEC 60065 5rded.(85)+Amd.1(87)+Amd.2(92) +Amd.3(93)GB8898-1997电网电源供电的家用或类似一般用途设备的安全Safety requirementformains operatedelectronicand relatedappartus forhouseholdand similar general use1) IEC 60065中的4.2.2条:设备的试验电压为额定电压的0.9倍或1.06倍;GB8898根据我国实际情况改为额定电压的0.9倍或1.1倍。
在中国境内使用的设备的试验电压应覆盖220V±10%,50Hz.IEC 60065 subclause4.2.2: Testvoltage is 0.9times or 1.06 timesrated voltage of theequipment;GB8898 subclause4.2.2: Test voltage is0.9 times or 1.1 timesrated voltage of theequipment, which of theequipment used inChina shall cover220V±10%,50Hz.2) IEC电源线插头标准为IEC 60083,我国电源线插头标准为GB 1002-1996,为非等同采用IEC60083标准。
IEC standard for plug isIEC 60083; TheChinese nationalstandard for Plugs isGB1002-1996,which isnot equivalent with IEC 600832IEC 60127-1 1st ed (88)GB9364.1-97小型熔断器定义和小型熔断体通用要求Definition forminiature fuses and general requirementsforminiature fuse-links无3IEC 60127-2 1st ed (89)+Amd. 1(95)GB9364.2-97管状熔断体Cartidgefuse-links无4IEC 60127-3 2nd ed (88) GB9364.3-97超小型熔断体Sub-miniature fuse-links无560227-1,2nded (1993)Amd 1(1995)GB5023.1-1997额定电压450/750V及以下聚氯已烯绝缘电缆第一部分:一般要求Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart1:Generalrequirements无660227-2, 2nded (1997)GB5023.2-1997额定电压450/750V及以下聚氯已烯绝缘电缆第二部分:试验方法Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart2:Test methods无760227-3, 2nded (1993)Amd 1(1997)GB5023.3-1997额定电压450/750V及以下聚氯已烯绝缘电缆第三部分:固定布线用无护套电缆无Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart 3:Non-sheathed cables for fixed wiring860227-4, 2nded (1992)Amd 1(1997)GB5023.4-1997额定电压450/750V及以下聚氯已烯绝缘电缆第四部分:固定布线用护套电缆Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart4:Sheathed cables forfixed wiring无960227-5, 2nded (1997)Amd 1(1997)GB5023.5-1997额定电压450/750V及以下聚氯已烯绝缘电缆第五部分:软电缆(电线)Polyvinyl chlorideinsulated cables of ratedvoltages up to andincluding 450/750VPart5:Flexible cables (cords)(1) IEC 42平均外径的上下限有所变动(2) IEC 43导体由第6类改为第5类,增加平均外径下限考核(3) IEC 52平均外径上下限有所变动(4) IEC 53平均外径上下限有所变动(5) 增加IEC 56导体最大温度为90℃的耐热轻型PVC护套软线产品1060227-6, 2nded (1985)Amd 1(1997)GB5023.6-1997额定电压450/750V及以下聚氯已烯绝缘电缆第六部分:电梯电缆和挠性连接用电缆Polyvinyl chlorideinsulated cables of ratedvoltages up to and增加IEC 71 c圆形电梯电缆和挠性连接用电缆产品including 450/750VPart 6:Lift cables and cables for flexible connection1160227-7, 1sted (1995)GB5023.7-1997额定电压450/750V及以下聚氯已烯绝缘电缆第七部分:2芯或多芯屏蔽和非屏蔽软电缆Polyvinyl chloride insulated cables of rated voltages up to and including 450/750VPart7:Flexible cables screened and unscreened with two or more conductors无12IEC602385th ed.(1990)Amd1 (1993)Amd2 (1995)无Edison screwlampholders螺口灯座无13IEC60238 6th ed. (1996)Amd1 (1997)Amd2 (1997)GB17935-1999Edison screwlampholders螺口灯座无14IEC60238 7th ed. (1998)无Edison screw lampholders螺口灯座无1560245-1, 3rd ed (1994)Amd 1(1997)Amd 2(1997)GB5013.1-1997额定电压450/750V及以下橡皮绝缘电缆第一部分:一般要求Rubber insulated cablesof rated voltages up toand including450/750VPart 1:Generalrequirements(1) 3.1.1标志连续性护套500mm改为550mm, 绝缘200mm改为275mm1660245-2, 2nd ed (1994)Amd 1(1997)GB5013.2-1997额定电压450/750V及以下橡皮绝缘电缆(1) 3.1曲挠试验重锤重量、滑轮直径、负Amd 2(1997)第二部分:试验方法Rubber insulated cablesof rated voltages up toand including450/750VPart 2:Testmethods 载电流有所变动(2) 增加对要求高柔软场合试验使用的软线IEC86, 87,88产品的滑轮试验、扭绞试验1760245-3, 2nd ed (1994)Amd 1(1997)GB5013.3-1997额定电压450/750V及以下橡皮绝缘电缆第三部分:耐热硅橡胶绝缘电线Rubber insulated cablesof rated voltages up toand including450/750VPart 3:Heatresistant siliconeinsulated cables产品由仅考核电线平均外径上限改为考核电线平均外径上限和平均外径下限,同时将原平均外径上限减少0.1~0.5mm,1860245-4, 2nd ed (1994)Amd 1(1997)GB5013.4-1997额定电压450/750V及以下橡皮绝缘电缆第四部分:软线和软电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 4:Cordsand flexible cables(6) IEC 51, 53, 57, 66平均外径的上下限有所减小(7) IEC 58, 58f增加平均外径下限考核,原平均外径的上限有所减小1960245-5, 2nd ed (1994)GB5013.5-1997额定电压450/750V及以下橡皮绝缘电缆第五部分:电梯电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 5:Lift cables无2060245-6, 2nd ed (1994)Amd 1(1997)GB5013.6-1997额定电压450/750V及以下橡皮绝缘电缆第六部分:电焊机电产品平均外径的上下限有所减小缆Rubber insulated cables of rated voltages up to and including450/750VPart 6:Arc welding cables2160245-7, 1st ed (1994)Amd 1(1997)GB5013.7-1997额定电压450/750V及以下橡皮绝缘电缆第七部分:耐热乙烯-乙酸乙烯酯橡皮绝缘电缆Rubber insulated cablesof rated voltages up toand including450/750VPart 7:Heatresistant ethylene-vinylacetate rubber insulatedcables产品平均外径的上下限有所减小2260245-8, 1st ed (1998)额定电压450/750V及以下橡皮绝缘电缆第八部分:要求高柔软场合试验使用的软线Rubber insulated cablesof rated voltages up toand including450/750VPart 8:Cordsfor applicationsrequiring high flexibility无23IEC 60252 3rd Ed. (93)GB3667-97交流电动机电容器A.C. MotorCapacitors无24IEC60309-2:1989 2nd GB 11919-89(eqvIEC60309-2:1981+A1:1983)工业用插头插座和耦合器插销和插套尺寸互换性的要求Plugs, socket-outlets andcouplers for industrial1 第1段:用"额定电压交流不超过660V,直流不超过440V,额定频率不超过400Hz"代替"不超过690V、purposes Dimensional interchangeability requirements for pin and contact-tube accessories 500Hz";第3段:用"温度为-25~+40℃"代替IEC标准中"一般不超过40℃"1 1st paragraph: "not exceeding 690V,500Hz" should be replaced by "not exceeding 660V a.c. or 440V d.c. and 400Hz a.c."; 3rd paragraph: "does not normally exceed 40℃" should be replaced by " is -25~+40℃"4.101 删除4.101 deleted5.3 表101删除5.3 Table 101 should be deleted7.1 删除7.1 deleted8.2 (GB中是3.1) 试验前试样放置时间用24小时代替IEC标准中的4星期8.2 (GB:3.1) "four weeks" should be replaced by "24h"9-28 删除9-28 deleted25IEC60320-1:19941st+A1:95+A2:96GB17465.1-998(eqvIEC60320-1:1994)家用和类似用途的器具耦合器第一部分:通用要求Appliance couplers forhousehold and similargeneral purposes9- 注3:用"通常不超过35℃,偶尔可达到40℃"代替IEC标准中"通常不超过25℃,偶尔会达到35℃"1 "notnormally exceedingPart1:General requirements 25℃, but occasionally reaching 35℃" should be replaced by "not normally exceeding 35℃, but occasionally reaching 40℃"9.4用试验环境温度为40℃±2℃代替IEC 标准中规定的35℃±2℃9.4 "35℃±2℃" should be replaced by"40℃±2℃"14 用"空气温度应保持在40℃±2℃"代替IEC标准中"20℃~30℃之间任意t 值"14 "any convenient value t℃between 20℃ and 30℃" should be replaced by"40℃±2℃"26IEC60320-2-2:19901st+A1:94+A2:97GB17465.2-1998(eqvIEC 60320-2-2:1990)家用和类似用途的器具耦合器第二部分:家用和类似设备用互连耦合器Appliance couplers forhousehold and similargeneral purposes Part2:Interconnection couplersfor household andequipment9- 用"通常不超过35℃,偶尔可达到40℃"代替IEC标准中"通常不超过25℃,偶尔会达到35℃"1 "not normallyexceeding 25℃, butoccasionally reaching35℃" should bereplaced by "notnormally exceeding35℃, but occasionallyreaching 40℃"27IEC60335-1 2nd GB4706.1-92Safety of Household and 1.8 Addition:State of(1976)A1、A2、A3、A4、A5、A6similar electricalappliances generalrequirements家用和类似电器的安全通用要求adheres toIEC60335-1In someregions of China whichare of subtropics normalambient temperatureexceeds 25℃.15.4 Addition: For theappliances which areintended to use insubtropical regions ,therelative humidity of thehumidity treatment is90-95%.Thetemperature of the air atall places wheresamples can be locatedis maintained within40±2℃.11.8增加采用说明1)IEC60335-1此处无此注,但前言中有此注。
电焊机介绍
电焊机1概述电焊机(electricweldingmachine)实际上就是具有下降外特性的变压器,将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负两极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。
2原理是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降,在...电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯...电焊机一般是一个大功率的变压器,系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。
在焊条和工件之间施加电压,通过划檫或接触引燃电弧,用电弧的能量熔化焊条和加热母材。
3特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
钛及钛合金熔焊系列国家标准概述
Electric Welding MachineVol.52No.6Jun.2022第52卷第6期2022年6月钛及钛合金熔焊系列国家标准概述苏金花1,徐锴1,武鹏博1,谢吉林2,邹吉鹏1,冷冰11.哈尔滨焊接研究院有限公司,黑龙江哈尔滨1500282.南昌航空大学航空制造工程学院,江西南昌330063摘要:随着钛及钛合金的广泛应用,钛和钛合金焊接技术越来越受重视,相应焊接标准的制定和应用受到了各行业的关注。
我国现有标准涵盖了焊接材料(焊丝)、焊接工艺方法和焊接缺陷的无损探伤三个方面,已经颁布的国家标准共7项,其中3项是自主制定的标准,其他4项是ISO 转化的。
概述了钛及钛合金用焊接材料标准,并对钛及钛合金焊接工艺方法及焊缝缺陷的无损探伤国家标准进行了综述。
从整体来看,现有标准数量仍然存在不足,例如厚板或超大厚板的电子束焊接工艺、薄板构件表面焊接缺陷的荧光探伤方法等都缺少相应的标准,建议尽快予以补充完善。
关键词:钛及钛合金;焊丝;焊接工艺;无损探伤;国家标准中图分类号:TG457.1文献标识码:C文章编号:1001-2303(2022)06-0062-08Review of Series National Standards for Titanium and Titanium-alloyFusion WeldingSU Jinhua 1,XU Kai 1,WU Pengbo 1,XIE Jilin 2,ZOU Jipeng 1,LENG Bing 11.Harbin Welding Institute Limited Company,Harbin 150028,China2.College of Aeronautical Manufacturing Engineering,Nanchang Hangkong University,Nanchang 330063,ChinaAbstract:With the wide application of titanium and titanium alloy,the welding technology titanium and titanium alloy is paying more and more attention,and the formulation and application of the corresponding welding standards has been the at ‐tention of various industries.At present,China's existing standards cover three aspects:welding materials (welding wires),welding process and nondestructive testing of welding defects.Seven national standards have been issued,three of which are independently formulated,and the other four are the standards coming from ISO transformation.The standards of welding materials for titanium and titanium alloys are summarized,and the national standards for welding process and non-destructive testing of weld defects for titanium and titanium alloys are comprehensively reviewed.On the whole,the number of existing standards is still insufficient,such as the electron beam welding process standard for the thick plate or ultra-thick plate,the fluorescent testing method of surface welding defects of thin sheet components,all of them are lack of correspond ‐ing standards.It is suggested to be supplemented and improved as soon as possible.Keywords:titanium and titanium alloy;welding wire;welding process;non-destructive testing;national standard引用格式:苏金花,徐锴,武鹏博,等.钛及钛合金熔焊系列国家标准概述[J ].电焊机,2022,52(6):62-69.Citation:SU Jinhua,XU Kai,WU Pengbo,et al.Review of Series National Standards for Titanium and Titanium -alloy Fusion Welding[J].Electric Welding Machine,2022,52(6):62-69.*收稿日期:2022-04-05基金项目:国家重点研发计划资助项目(2021YFB3401100);黑龙江省头雁行动计划-能源装备先进焊接技术创新团队资助(201916120);新型钎焊材料与技术国家重点实验室开放课题(SKLABFMT202005)作者简介:苏金花(1977—),女,高级工程师,硕士,主要从事焊接标准化研究工作。
电焊机国际标准清单
电焊机国际标准清单1、ISO669-1981 电阻焊设备的额定值2、ISO693-1982 缝焊轮毛坯尺寸3、ISO700-1982 药皮焊条手工电弧焊和TIG焊电源4、ISO864-1988 低碳钢熔化气体保护焊实芯焊丝-焊丝、焊丝盘尺寸5、ISO865-1981 凸焊机电极台板槽子6、ISO1089-1980 点焊设备的电极锥度配和尺寸7、ISO5182-1978 电阻焊电极和辅助装置用材料8、ISO5183/1-1988 电阻点焊-电极接头,外锥度1:10 第1部分:圆锥度配合1:109、ISO5183/2-1988 电阻点焊-电极头,外锥度1:10 第2部分:末端插入电极的圆柱柄配合10、ISO5182-1979 电阻点焊直电极11、ISO5821-1979 电阻点焊帽形电极12、ISO5822-1988 点焊设备-锥度塞规和锥度环规13、ISO5826-1983 电阻焊机变压器-使用于所有变压器的通用技术条件14、ISO5827-1983 点焊-电极挡板和夹板15、ISO5828-1983 电阻焊设备-两端与水冷连接块相连接的次级连接电缆的尺寸和特性16、ISO5829-1984 内锥度1:10的电阻点焊电极连接体17、ISO5830-1984 电阻点焊-帽形凸电极18、ISO6210/1-1991 机器人电阻焊焊枪用的气缸第1部分:一般要求19、ISO6848-1984 惰性气体保护电弧焊、等离子弧焊接与切割用钨极的分类20、ISO7284-1993 电阻焊设备-使用于汽车工业中具有两个独立次级线圈变压器的特定技术条件21、ISO7285-1995 机械化多点焊用气缸22、ISO7286-1986 电阻焊设备用图形符号23、ISO7931-1985 电阻焊设备中的绝缘帽和衬套24、ISO8167-1989 电阻凸焊用的凸点25、ISO8172-1987 熔化极(MIG/MAG焊过程)弧焊电源的技术要求26、ISO8430/1-1988 电阻点焊-电极握杆第1部分:配合锥度1:1027、ISO8430/2-1988 电阻点焊-电极握杆第2部分:莫氏锥度配合28、ISO8430/3-1988 电阻点焊-电极握杆第3部分:末端插入式圆柱配合29、ISO8430/3-1990 COR1 电阻点焊-电极握杆第3部分:末端插入式圆柱配合30、ISO8205/1-1993 电阻焊水冷次级连接电缆第1部分:双芯电缆的规格和要求31、ISO8205/2-1993 电阻焊水冷次级连接电缆第2部分:单芯电缆的规格和要求32、ISO8205/3-1993 电阻焊水冷次级连接电缆第3部分:试验要求33、ISO9312-1990 电阻点焊-用于电极挡板的绝缘针34、ISO9313-1989 电阻点焊-冷却管35、ISO10656-1996 电阻焊-与焊枪一体式变压器36、ISO12166-1997 阻焊设备-用于汽车工业多点焊机具有一个次级线圈的变压器的特殊要求37、IEC50(851)-1991 国际电工名词术语电焊38、IEC974/1-1989 弧焊设备安全要求第1部分:焊接电源39、IEC974/11-1992 弧焊设备安全要求第11部分:焊钳40、IEC974/12-1992 弧焊设备安全要求第12部分:焊接电缆耦合装置。
iec60617标准
iec60617标准《IEC60617标准》是国际电工委员会(IEC)发布的一个标准,主要是为了提供使用电机的电气图形化符号标准。
根据这一标准,电机及其他电气设备可以被有效地纪录和表示通过图形化符号的方式。
《IEC60617标准》分为三个不同的部分,即基本标准、符号标准和技术要求标准。
基本标准定义了电气图形化符号标准的组织顺序和实施原则,并确定了所有符号所具有的特征、标准和条件,符号标准由此而来。
它将分为六个部分:A(一般要求)、B(传动要求)、C (线路要求)、D(控制要求)、E(运动要求)和F(特殊要求)。
最后,技术要求标准要求采用特定的标准来处理电气图形化符号,例如,当需要使用新的符号时,应该遵循特定的技术标准。
《IEC60617标准》的应用范围非常广泛,它可以用于制定各种电气设备,例如变压器、电焊机、石英管和晶体管等。
此外,它也可以用于控制电气设备,包括电动机、转换器、控制元件和过载保护器等。
可以说,《IEC60617标准》是一个拥有广泛应用的标准,使用其可以更好地处理电气符号,从而使制定电气设备变得更加高效和准确。
《IEC60617标准》的实施可以使企业的工作更加高效。
它可以帮助企业更大程度地准确表达电气图形符号,使制定电气设备的时间缩短,降低设备制造成本,同时提高电气设备的质量和可靠性。
此外,由于《IEC60617标准》可以规范电气符号,因此可以方便电气工程师和技术人员的设计与分析工作,保证各个设备之间的稳定运行和安全使用。
总而言之,《IEC60617标准》是一个重要的标准,它主要为了促进电气图形符号的有效使用而制定。
其应用不仅可以提高电气设备制造的效率和质量,还可以帮助电气工程师和技术人员更好地理解电气设备,从而产生积极的经济效益和社会效益。
电焊机铭牌及其标识介绍
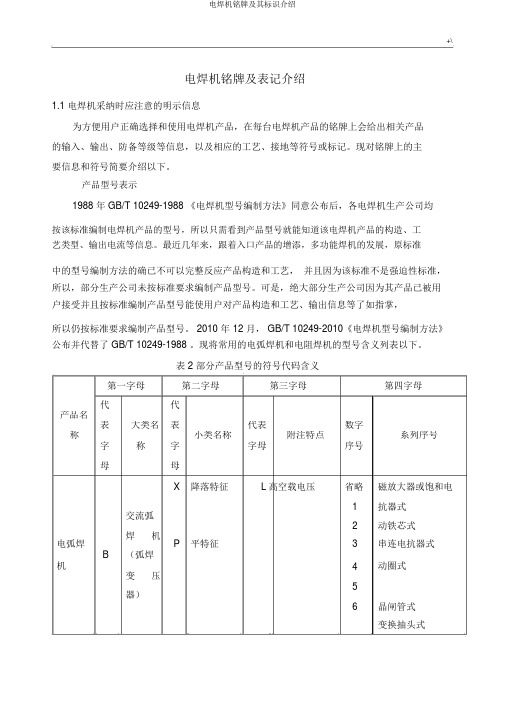
+\电焊机铭牌及表记介绍1.1 电焊机采纳时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出相关产品的输入、输出、防备等级等信息,以及相应的工艺、接地等符号或标记。
现对铭牌上的主要信息和符号简要介绍以下。
产品型号表示1988 年 GB/T 10249-1988 《电焊机型号编制方法》同意公布后,各电焊机生产公司均按该标准编制电焊机产品的型号,所以只需看到产品型号就能知道该电焊机产品的构造、工艺类型、输出电流等信息。
最近几年来,跟着入口产品的增添,多功能焊机的发展,原标准中的型号编制方法的确已不可以完整反应产品构造和工艺,并且因为该标准不是强迫性标准,所以,部分生产公司未按标准要求编制产品型号。
可是,绝大部分生产公司因为其产品已被用户接受并且按标准编制产品型号能使用户对产品构造和工艺、输出信息等了如指掌,所以仍按标准要求编制产品型号。
2010 年 12 月, GB/T 10249-2010《电焊机型号编制方法》公布并代替了 GB/T 10249-1988 。
现将常用的电弧焊机和电阻焊机的型号含义列表以下。
表 2 部分产品型号的符号代码含义第一字母第二字母第三字母第四字母代代产品名表大类名表代表数字称小类名称附注特点系列序号字称字字母序号母母X降落特征L高空载电压省略磁放大器或饱和电1抗器式交流弧2动铁芯式焊机电弧焊P平特征3串连电抗器式B(弧焊4动圈式机变压5器)6晶闸管式变换抽头式X降落特征省略电动机驱动省略直流机械驱D纯真弧焊发1交流发电机整流动的弧Q2P平特征电机交流焊机A汽油机驱动C(弧焊TD多特征柴油机驱动发电H拖沓机驱动机)汽车驱动省略一般电源省略磁放大器或饱和电X降落特征1抗器式直流弧M脉冲电源2动铁芯式焊机3Z(弧焊P平特征L高空载电压4动线圈式整流5晶体管式器)6晶闸管式D多特征E交直流两用7变换抽头式电源逆变式Z自动焊省略直流省略焊车式1埋弧焊M B半自动焊交流横臂式J2机U堆焊E交直流3机床式D多用M脉冲9焊头悬挂式MIG/MA Z自动焊省略直流省略焊车式G 焊机1全地点焊车式(融化B半自动焊2横臂式极惰性M脉冲3机床式N 气体保D点焊4旋转焊头式护弧焊U堆焊5台式机 / 活C二氧化碳保6焊接机器人性气体G切割护焊7变位式保护弧焊机)表 2 部分产品型号的符号代码含义(续)第一字母第二字母第三字母第四字母代代代产品名表大类名表表数字称小类名称附注特点系列序号字称字字序号母母母Z自动焊省直流省略焊车式略1全地点焊车式S手工焊交流2横臂式电弧焊TIG 焊J3机床式D4W点焊交直流旋转焊头式机机E5台式Q其余脉冲6焊接机器人M7变位式8真空充气式G切割省直流等离子省略焊车式略融化极等离1全地点焊车式等离子H焊接R子2横臂式弧焊机M脉冲等离子3机床式L/ 等离U堆焊J交流等离子4旋转焊头式子弧切S水低等离子5台式割机D多用F粉末等离子8手工等离子E热丝等离子K空气等离子N工频省一般点焊省略垂直运动式R电容储能略迅速点焊1圆弧运动式J直流冲击波K2手提式D点焊机Z次级整流3悬挂式D低频B逆变网状点焊6焊接机器人WN工频电阻焊R电容储能J直流冲击波机T凸焊机Z次级整流D低频B逆变N工频R电容储能FJ直流冲击波缝焊机Z次级整流D低频B逆变省略垂直运动式省一般缝焊省略垂直运动式略挤压缝焊1圆弧运动式Y垫片缝焊2手提式P3悬挂式N工频省一般对焊省略固定式R电容储能略薄板对焊1弹簧加压式J直流冲击波B异形截面对2杠杆加压式Z次级整流Y焊3悬挂式U对焊机D低频G钢窗闪光对B逆变C焊T自行车轮圈对焊链条对焊1.1.2 接地保护标记除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大部分电阻焊机也属于Ⅰ类设备。
电焊机能效等级
电焊机能效等级电焊机能效等级是评估电焊机能耗水平的指标,它代表了电焊机在使用过程中的能源利用效率。
电焊机作为一种重要的工业设备,在各个行业中广泛应用,因此提高电焊机的能效等级对于节能减排和实现可持续发展具有重要意义。
我们需要了解什么是能效等级。
能效等级是根据电焊机的能源消耗和工作效率来评估的,通常以字母和数字的组合表示。
能效等级越高,代表电焊机的能源利用效率越高,能耗越低。
国际上常用的能效等级标准是IEC 60974-1标准。
该标准将电焊机分为四个能效等级,分别为A、B、C和D。
其中,A级为最高级别,D级为最低级别。
A级电焊机的能效最高,能源利用效率达到了最优水平,而D级电焊机的能效较低,能源利用效率较差。
那么,如何判断电焊机的能效等级呢?一般来说,能效等级是通过测试和评估电焊机在特定工作条件下的能源消耗和工作效率得出的。
测试包括电焊机的负载特性、输入功率、输出功率等参数的测量。
评估则是根据测试结果,按照能效等级标准进行划分。
提高电焊机的能效等级具有多方面的好处。
首先,能效等级越高,电焊机的能耗就越低,可以降低企业的能源消耗和生产成本。
其次,高能效等级的电焊机在使用过程中会产生更少的废热和废气,减少对环境的污染。
此外,高能效等级的电焊机还可以提高工作效率,减少生产时间,提高生产效益。
为了提高电焊机的能效等级,可以采取以下措施。
首先,选购能效等级高的电焊机产品。
在选购电焊机时,可以参考能效等级标签或产品说明书,选择能效等级较高的产品。
其次,合理使用电焊机,在使用过程中注意控制电流和电压,避免过度耗能。
另外,定期对电焊机进行维护保养,确保其正常运行,减少能源损耗。
电焊机能效等级是评估电焊机能源利用效率的重要指标。
提高电焊机的能效等级对于节能减排、降低能源消耗和实现可持续发展具有重要意义。
通过选购能效等级高的电焊机产品,合理使用和维护电焊机,我们可以有效提高电焊机的能效等级,为企业和社会带来更多的经济和环境效益。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
电焊机国际标准清单
标准分类: 综合基础
★ISO669-1981 电阻焊设备的额定值
★ISO693-1982 缝焊轮毛坯尺寸
★ISO700-1982药皮焊条手工电弧焊和TIG焊电源
★ISO864-1988低碳钢熔化气体保护焊实芯焊丝-焊丝、焊丝盘尺寸
★ISO865-1981 凸焊机电极台板槽子
★ISO1089-1980点焊设备的电极锥度配和尺寸
★ISO5182-1978电阻焊电极和辅助装置用材料
★ISO5183/1-1988电阻点焊-电极接头,外锥度1:10 第1部分:圆锥度配合1:10
★ISO5183/2-1988电阻点焊-电极头,外锥度1:10 第2部分:末端插入电极的圆柱柄配合★ISO5182-1979电阻点焊直电极
★ISO5821-1979 电阻点焊帽形电极
★ISO5822-1988 点焊设备-锥度塞规和锥度环规
★ISO5826-1983电阻焊机变压器-使用于所有变压器的通用技术条件
★ISO5827-1983点焊-电极挡板和夹板
★ISO5828-1983 电阻焊设备-两端与水冷连接块相连接的次级连接电缆的尺寸和特性
★ISO5829-1984 内锥度1:10的电阻点焊电极连接体
★ISO5830-1984 电阻点焊-帽形凸电极
★ISO6210/1-1991机器人电阻焊焊枪用的气缸第1部分:一般要求
★ISO6848-1984惰性气体保护电弧焊、等离子弧焊接与切割用钨极的分类
★ISO7284-1993电阻焊设备-使用于汽车工业中具有两个独立次级线圈变压器的特定技术条件★ISO7285-1995 机械化多点焊用气缸
★ISO7286-1986 电阻焊设备用图形符号
★ISO7931-1985电阻焊设备中的绝缘帽和衬套
★ISO8167-1989电阻凸焊用的凸点
★ISO8172-1987熔化极(MIG/MAG焊过程)弧焊电源的技术要求
★ISO8430/1-1988 电阻点焊-电极握杆第1部分:配合锥度1:10
★ISO8430/2-1988电阻点焊-电极握杆第2部分:莫氏锥度配合
★ISO8430/3-1988电阻点焊-电极握杆第3部分:末端插入式圆柱配合
★ISO8430/3-1990 COR1 电阻点焊-电极握杆第3部分:末端插入式圆柱配合
★ISO8205/1-1993电阻焊水冷次级连接电缆第1部分:双芯电缆的规格和要求
★ISO8205/2-1993电阻焊水冷次级连接电缆第2部分:单芯电缆的规格和要求
★ISO8205/3-1993电阻焊水冷次级连接电缆第3部分:试验要求
★ISO9312-1990电阻点焊-用于电极挡板的绝缘针
★ISO9313-1989电阻点焊-冷却管
★ISO10656-1996电阻焊-与焊枪一体式变压器
★ISO12166-1997 阻焊设备-用于汽车工业多点焊机具有一个次级线圈的变压器的特殊要求
★IEC50(851)-1991 国际电工名词术语电焊机
★IEC974/1-1989 弧焊设备安全要求第1部分:焊接电源
★IEC974/11-1992 弧焊设备安全要求第11部分:焊钳
★IEC974/12-1992 弧焊设备安全要求第12部分:焊接电缆耦合装置(代替IEC501)
标题:电焊机行业现有标准目录
标准分类: 综合基础
标准编号: 21345
UDC: 主题内容与适用范围
★GB/T2900.22-1985 电工名词术语电焊机
★GB/T10249-1988 电焊机型号编制方法
★GB/T15579-1995 弧焊设备安全要求第一部分:焊接电源
★GB/T8118-1995 电弧焊机通用技术条件
★JB/T7834-1995 弧焊变压器
★JB/T7835-1995 弧焊整流器
★JB/T7824-1995 逆变式弧焊整流器技术条件
★JB/T8747-1998 手工钨极惰性气体保护弧焊机(TIG焊机)技术条件
★JB/T8748-1998 MIG/MAG弧焊机
★JB/T13164-1991 埋弧焊机
★JB/T7109-1993 等离子弧焊机
★JB/T2751-1993 等离子弧切割机
★JB/T7438-1994 空气等离子弧切割机
★JB/T7106-1993 水再压缩空气等离子弧切割机
★JB/T8323-1996 螺柱焊机
★JB/T8086-1999 摩擦焊机
★JB/T9528-1999 原动机#弧焊发电机
★JB/T685-1992 直流弧焊发电机
★JB/T3643-1992 小型弧焊变压器
★JB/T7108-1993 碳弧气刨机
★JB/T8597-1997 钢筋电渣压力焊机技术条件
★GB/T15578-1995 电阻焊机的安全要求
★GB/T8366-1996 电阻焊设备的额定值与运行条件
★JB/T5252-1991 电阻焊机用图形符号
★JB/T9529-1999 电阻焊机变压器通用技术条件
★JB/T5249-1991 移动式点焊机
★JB/T5250-1991 缝焊机
★JB/T5251-1991 固定式对焊机
★JB/T5340-1991 多点焊机用阻焊变压器特殊技术条件
★JB/T10113-1999 电阻焊设备两端与水冷连接块相连的次级连接电缆的尺寸和特性
★JB/T3158-1999 电阻点焊直电极
★JB/T3946-1999 凸焊机电极平板槽子
★JB/T3947-1999 电阻点焊电极接头
★JB/T3948-1999 电阻点焊电极帽
★JB/T3957-1999 电极锥度配合尺寸
★JB/T4158-1999 缝焊焊轮坯料尺寸
★JB/T9527-1999 点焊设备圆锥塞规和圆锥环规
★JB/T9959-1999 电阻点焊内锥度1:10的电极接头
★JB/T9960-1999 电阻点焊凸型电极帽
★JB/T9530-1999 电阻焊设备的绝缘帽和绝缘衬垫
★JB/T9531-1999 电阻点焊电极挡块和夹块
★JB/T6231-1992 电阻点焊设备电极冷却管
★JB/T7598-1994 电阻焊电极铜、铬、锆合金
★JB/T8442.1-1996 电阻焊水冷次级连接电缆第一部分:双芯连接电缆的规格和技术要求★JB/T8442.2-1996 电阻焊水冷次级连接电缆第二部分:单芯连接电缆的规格和技术要求
★JB/T8442.3-1996 电阻焊水冷次级连接电缆第三部分:试验要求
★JB/T7783-1995 气动式管子坡口机技术条件
★JB/T9526-1999 TIG焊焊炬技术条件
★JB/T9532-1999 MIG/MAG焊焊枪技术条件
★JB/T9533-1999 焊机送丝机装置技术条件
★JB/T9534-1999 引弧装置技术条件
★GB15579.11-1995 弧焊设备安全要求第11部分:电焊钳
★GB15579.12-1995 弧焊设备安全要求第12部分:焊接电缆耦合装置★JB8588-1997 电焊机用冷却风机的安全要求
★JB/T8805-1998 气体保护焊用减压器的技术条件
★JB/T8806-1998 气体保护焊用混合气体配比器的技术条件
★JB/T7818-1995 电焊机用转换开关
★JB/T6324-1992 KE型50A到500A电焊机用晶闸管
★JB/T6230-1992 小型电热式电焊条烘干炉技术条件
★JB/T6232-1992 电焊条保温筒技术条件
★JB/T6233-1992 焊丝盘、焊丝卷尺寸
★GB/T13165-1991 电弧焊机噪声的测定方法
★JB/T5256-1991 电焊机检查及抽样方法
★JB/T56054/1-12-1999 电焊机产品质量分等
★JB/T5257.1-1991 硅钢片冲压工艺导则
★JB/T5257.2-1991 硅钢片剪切工艺导则
★JB/T5257.3-1991 铁芯叠装工艺导则
★JB/T5258-1991 电焊机用电子元器件的老化筛选工艺导则
★JB/T5259-1991 裸压接端头与导线机械压接工艺导则
★JB/T5260-1991 硅钢片涂漆工艺导则
★JB/T5261-1991 电焊机线圈绕制工艺导则
★JB/T7571-1994 电焊机线圈浸漆工艺导则
★JB/T7572-1994 阻焊变压器环氧树脂浇注工艺导则
★JB/T10110-1999 电阻焊机控制器通用技术条件
★GB10235-2000 弧焊变压器防触电装置
★JB/T10101-2000 固定式点、凸焊机
最新焊接材料标准目录
标准分类: 综合基础
标准编号: 87654 UDC: 主题内容与适用范围
★GB/T3223-1996 焊接材料质量管理规程
★GB/T5117-1995 碳钢焊条
★JB/T56102.1-1999 碳钢焊条产品质量分等
★GB/T5118-1995 低合金钢焊条
★JB/T56102.2-1999 低合金钢焊条产品质量分等
★GB/T983-1995 不锈钢焊条
★JB/T56102.3-1999 不锈钢焊条产品质量分等
★GB/T984-1985 堆焊焊条。