电焊机确认检验记录
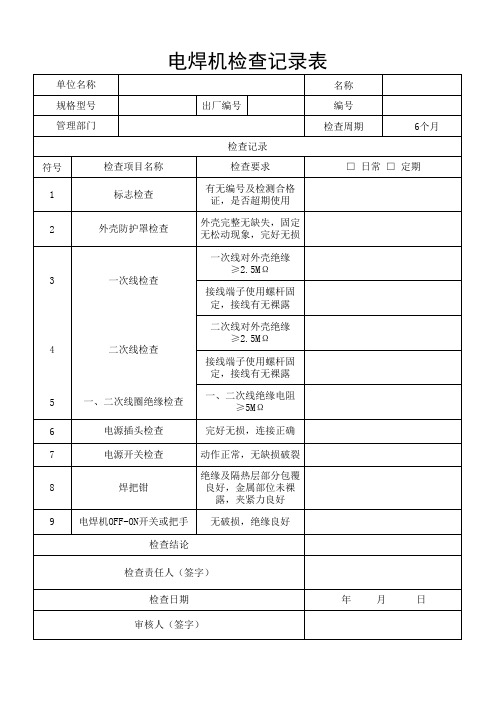
电焊机检查记录表

二次侧电缆线(焊 把夹端)
电焊缆线或橡皮绝缘电缆线
12
二次侧电缆线(接 地夹端)
接地用橡皮绝缘软电缆线
13
焊把夹
绝缘包覆良好、金属部位未裸露
14
电机防止装置(灯 色检视)
红灯亮:电击防止失效 黄灯亮:焊接作业中
15
:电击防止装置配线
电焊把线须穿过环形CT(比流器)
16
电击防止装置跳脱 开关
跳脱功能测试正常、开关不可用他物(如牙签)固 塞
编号:BZH-JL-07-13
检查时间:检查人:
序 号
检杳项目
检杳标准
检杳 结果
备注
1
电焊机本体外壳
外冗护盖无破损、固疋良好未松脱
2
电焊机ON-OF开关
按键或把手
无破损、绝缘良好
3
电流强弱调整把手
无Байду номын сангаас损、绝缘良好
4
一次侧接线端
以压着端子固定牢固,裸线部位绝缘包覆良好、未 裸露
5
二次侧接线端
6
电焊机外壳接地
配设绿色或黄绿色接地线,并连接至接地系统
7
电焊机入厂作业许 可证
经电气专业人员检查合格后,于电焊机外壳正面明 显贴士(电动机具入厂许可证)标签,每季度重新 检查并更换色号
8
电压表
外观良好无破损、电压指示值与各阶实际动作之电 压值相符
9
一次侧电源线
3芯橡皮绝缘软电缆线
10
一次侧接电来源
电焊机一次侧电源接自过载保护开关(漏电保断路 器)
17
焊接空载电压
以电压表测量二次侧接线端,显示电压值应V24V
18
焊接引弧电压
电焊机定期检查记录
是否
合格
1
2
3
4
5
6
7
8
9
10
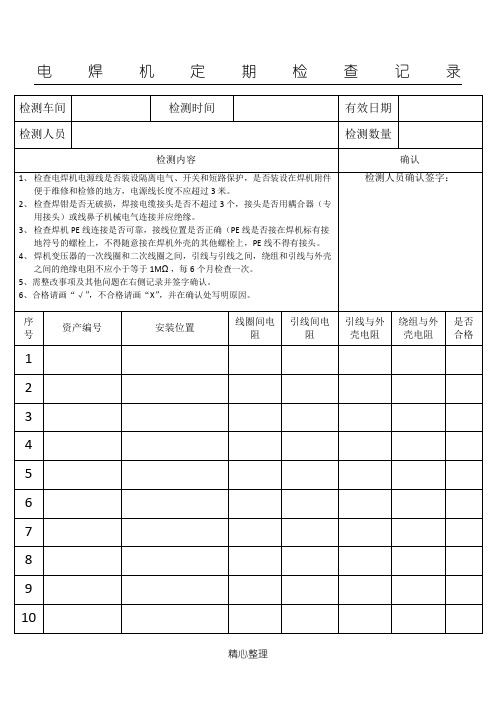
电焊机定期检查记录
申请检测车间
检测时间
有效日期
检测人员
检测数量
检测内容
确认
1、接地(零)线必须无缺失,且与焊机壳体可靠连接。
2、接地线不允许借用各种动力管道、吊车轨道、厂房结构件等,必须固定在专门接地的装置或位置上。
3、焊机的一次线不允许有接头,绝缘阻值不小于10MΩ。
4、焊机的二次线不得固定在焊机或焊机机箱壳体上,必须固定在工件上。
5、焊机的二次线(焊把线)绝缘良好,无破皮、老化、脆硬,烧焦、漏电现象;绝缘电阻不小于0.5KΩ;不得超过两处接头。
6、焊把线、焊机开关等位置不得安装任何其他设备,如照明灯、保温箱等。
7、输入输出端必须使用标准的接线耳,并且连接可靠;电源输入端有防护盖。
8、保护接地连接可靠,接地电阻小于4Ω。
9、需整改事项及其他问题在右侧记录并签字确认。
10、合格请画“√”,不合格请画“X”,并在确认处写明原因。
检测人员确认签字:
序号
资产编号
焊机型号
是否合格
序号
资产编号
焊机型号
是否合格
电焊机定期检查记录
申请检测车间
检测时间
有效日期
检测人员
检测数量
检测内容
确认
1、接地(零)线必须无缺失,且与焊机壳体可靠连接。
电焊机定期检查记录
检测车间
检测时间
有效日期
检测人员1、检查电焊机电源线是否装设隔离电气、开关和短路保护,是否装设在焊机附件便于维修和检修的地方,电源线长度不应超过3米。
电气焊操作动火自查记录

电气焊操作动火自查记录
概述
此文档旨在记录电气焊操作动火自查的过程和结果,以确保操
作过程中的安全性和合规性。
自查步骤
1. 操作前准备操作前准备
- 确保操作人员已经接受过相关培训,并具备操作资格和证书。
- 确认操作区域已经进行了必要的安全标识和隔离措施。
- 检查所需的焊接设备和工具是否正常运行,并进行必要的维
护和保养。
2. 动火前准备动火前准备
- 确定焊接区域是否已经进行了消防安全审查,并获得相关许可。
- 检查焊接区域是否有易燃和易爆物品,如有需要进行必要的
清理和移除。
- 确保焊接区域的通风良好,并采取必要的防护措施,如使用
火焰防护罩和防火毯等。
3. 操作过程操作过程
- 在操作过程中,操作人员应遵循以下安全规范:
- 佩戴适当的防护装备,如焊接面具、防火服和安全手套等。
- 确保焊接设备和电源线路的安全连接,避免电气故障和漏电
等问题。
- 注意焊接区域周围的人员和设备,确保安全距离和防护措施。
- 定期检查焊接设备的温度和工作状态,确保其正常运行。
4. 操作后整理操作后整理
- 操作完成后,及时清理焊接区域,确保无残留的火花和烟灰等。
- 关闭焊接设备和相应的电源,并进行必要的维护和保养。
- 将焊接设备和工具归位,并妥善保管,防止损坏和丢失。
自查记录
结论
通过以上自查记录,确认电气焊操作动火过程中的安全性和合规性得到了有效控制和管理。
同时,建议定期进行自查,及时发现和解决潜在的安全问题,确保操作过程的可持续安全性。
焊机点检表
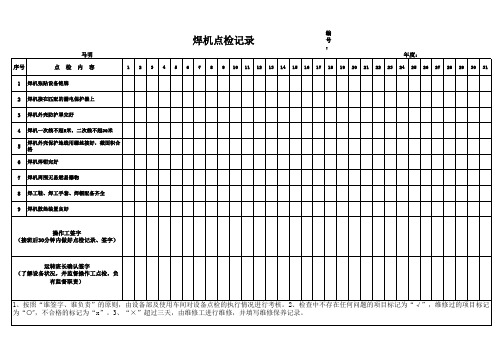
5
焊机外壳保护地线用螺丝接好,截面积合 格
6 焊机焊钳完好
7 焊机周围无易燃易爆物
8 焊工鞋、焊工手套、焊帽配备齐全
9 焊机散热装置良好
操作工签字 (接班后30分钟内做好点检记录、签字)
运转班长确认签字 (了解设备状况,并监督操作工点检,负
有监督职责)
1、按照“谁签字、谁负责”的原则,由设备部及使用车间对设备点检的执行情况进行考核。2、检查中不存在任何问题的项目标记为“√”,维修过的项目标记 为“⭕”,不合格的标记为“x”。3、“×”超过三天,由维修工进行维修,并填写维修保养记录。
序号
马明 点检内容
编
焊机点检记录Hale Waihona Puke 号:年度:
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 焊机张贴设备铭牌
2 焊机接在匹配的漏电保护器上
3 焊机外壳防护罩完好
4 焊机一次线不超5米,二次线不超30米
成品确认检验记录
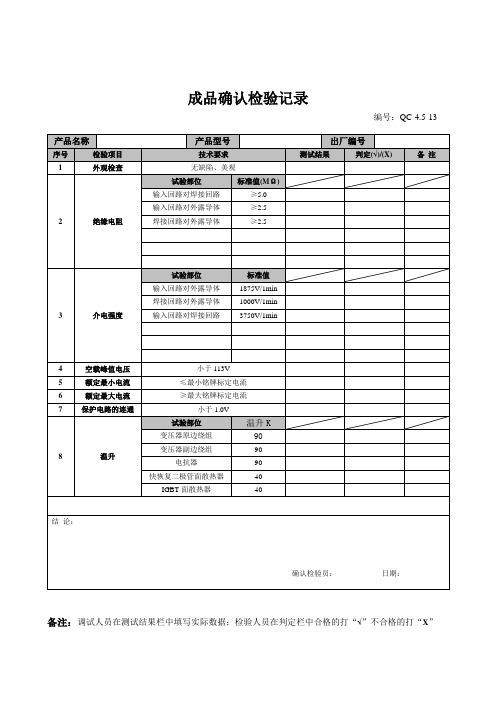
编号:QC-4.5-13
产品名称
产品型号
出厂编号
序号
检验项目
技术要求
测试结果
判定(√)/(X)
备注
1
外观检查
无缺陷、美观
2
绝缘电阻
试验部位
标准值(MΩ)
输入回路对焊接回路
≥5.0
输入回路对外露导体
≥2.5
焊接回路对外露导体
≥2.5
3
介电强度
试验部位
标准值
输入回路对外露导体
1875V/1min
焊接回路对外露导体
1000V/1min
输入回路对焊接回路
3750V/1min
4
空载峰值电压
小于113V
5
额定最小电流
≤最小铭牌标定电流
6
额定最大电流
≥最8
温升
试验部位
温升K
变压器原边绕组
90
变压器副边绕组
90
电抗器
90
快恢复二极管面散热器
40
IGBT面散热器
40
结论:
确认检验员:日期:
备注:调试人员在测试结果栏中填写实际数据;检验人员在判定栏中合格的打“√”不合格的打“X”
电焊机检查记录表
电焊机检验记录
NO
统一编号
机械名称
规格型号
序号
项 目
要 求
检验结果
备注
1
电气线路
绝缘良好,芯线无裸露,线经符合规定,头牢固。开关接触良好,按规定装好熔断器。
2
测定绕组绝缘
用摇表测定绕组,绝缘电阻值不低于0.5MΩ。
3
防护罩
合乎防雨、防尘、防潮要求。
4
接线板和接线柱
表面应光滑、平整、无烧蚀、破裂现象铜垫圈配置齐全,接线螺母齐全。
5
调节器及防振装置
调节丝杆及螺母转动灵活,紧固件无松动,防振弹簧力良好不失效,可动绕组引出线与接线板,接线柱无卡阻,转动丝杠时绕组能顺利移动。
6
各部连接电纽栓
接线板、机壳、调节器固定座,行走轮绕组座等连接螺栓(母)应紧固牢靠无缺损。
7清Biblioteka 、防腐机体内外无灰尘、油污、无锈蚀现象。
8
润滑
各润滑部位,按规定注润滑脂(油)
结论:
检验人
检验时间
年 月 日
电焊机验收表-设备、设施验收及监测记录表(2021年参考新模板)
电焊机验收表-设备、设施验收及监测记录表
(2021年参考新模板)
工程名称设备编号
验收
项目
验收内容及要求验收结果
机体安放焊机有完整的防护外壳,设有防雨、防潮、防晒的机棚,并备有消防用品。
施焊现场10m范围内,不得堆放氧气、乙炔、木材等
导线一次线长度不超过5m,穿管保护;二次线长度不超过30m,接头不应超过三处,绝缘完好
一、二次接线柱处应有保护罩,接线螺栓不松动
焊钳与把线绝缘良好、连接牢固,不得用钢丝绳或机电设备代替零线
电气安全装置设置二次空载降压保护器或触电保护器
电源使用自动开关控制
设备外壳做保护接零,使用符合要求的开关箱
验
收
结
论
安全负责人:设备管理员:
操作人:
年月日。
焊接过程确认记录表
最终确认数据
设备能力
确认结论(对产品检验) 合格 合格 合格 合格
姓名及时间
确认结论(对产品检验) 产品特性满足规范要求
确 认 小 组 (签字)
类别
人 员 能
部门 品质部 生产部 工程部
姓名
职务
姓名及时间最终确认数据 Nhomakorabea理论成绩
操作成绩
90
95
确认结论(小组) 焊接满足产品要求
记录编号: 确认工序/产品名称
焊接过程确认记录表
焊接
设备型号/编号
电焊机/型号
操作者
类别
确认内容
最终确认数据
焊件厚度
1-2
2-3
3-4
过
程
焊条直径
2
2.5
3.2
参 数
直流电(A) 40-60
60-80
90-120
交流点(A) 50-70
70-90
100-130
检
部门
职务
查
品质部
小
组
(签字)
类别
确认内容
焊机检测报告
焊机检测报告
报告编号:XXXXX
检测时间:20XX年XX月XX日
检测单位:XXX公司
1. 焊机基本情况
焊机品牌:XX
型号:XX
功率:XX
输入电压:XX
输出电压:XX
2. 检测结果
2.1 外观检测
焊机外观无明显损坏、变形、锈蚀等现象。
2.2 电气参数检测
电源电压:XXXV
电源电流:XXXA
输出电压:XXXV
输出电流:XXXA
输出功率:XXXW
输出效率:XX%
2.3 焊缝检测
对焊接的不同材料进行了试验,并将焊接材料制成焊条,进行
了焊接试验,结果为合格。
3. 检测结论
根据以上检测结果,本次检测的焊机符合要求,可以正常使用。
4. 检测人员
检测人员:XXX
检测时间:20XX年XX月XX日
注:本检测报告仅适用于在检测时间内的具体情况,并不代表焊机在使用过程中发生的异常。
如需更换设备或进行维修,请咨询专业技术人员。
电焊机安全检查记录
检查人(电工):检查填表日期:
备注
1、电焊机绝缘电阻每半年检测一次;
2、绝缘电阻检测完成后填写检测值。
电焊机安全检查记录
编号:HDGS-AB-5039
单位名称
制造单位
工具 名称
制造 日期
年 月曰
使用人员
设备 型号
出厂 编号
工具编号
序号
检杳内容
安全状态
上半年
下半年
1
电源线、焊接电缆与焊机连接处有可靠屏护
2
保护接地线连接正确、牢固可靠
3
焊机一次电源线长度不超过5米,绝缘良好、 无中间接头
4
焊机二次接线、绝缘良好、长度不超过30米
接头不超过3个
5
调节焊接电流、电压表的手柄或旋钮等与焊机 的带电体的绝缘可靠,且调节方便、灵活
6
焊钳夹紧力好,绝缘可靠,隔热层完好,无破 损
7
漏电保护器是否工作正常
8
绝缘电 阻检测
一、二次绕组对外壳不低于2电阻不得低于2.5MQ
10
一次绕组对二次绕组不小于5MQ
交流电焊机检查记录表

3
仪器仪表是否正常有效
合 格 □ 不合格□
4
安全装置是否齐全,有无拆卸、损坏
合 格 □ 不合格□
5
是否有运行记录、保养记录
合 格 □ 不合格□
6
有无漏油、气、水等现象
合 格 □ 不合格□
7
二、电气部分
绝缘是否良好,有无破损、裂纹等
合 格 □ 不合格□
8
有无接地、接零装置
合 格 □ 不合格□
施工设备全面安全检查记录表
项目名称:
设备名称
交流电焊机
规格型号
ZX7-400D-1GBT
设备编号
-
检查人
操作人
检查日期
检查方式(勾选) 全面检查 ☑ 月度检查 □ 专项检查 □
序号
检查项目及内容(合格√,不合格×)
检验结果
备注
1
一、通用部分
设备铭牌、认证标志是否齐全
合 格 □ 不合格□
2
有无产品合格证或有效检验证明
14
制动、回转部分是否灵敏安全等。条、齿轮传动部分有无安全保护装置,有 无损坏、拆除;
合 格 □ 不合格□
16
安全监测设备如安全阀、报警装置等是否经过 检验,能否正常有效监控等。
合 格 □ 不合格□
存在问题:
检查人:
年 月 日
9
电源开关动作是否灵活正常,有无缺损
合 格 □ 不合格□
10
是否满足“一机一闸一保护”等。
合 格 □ 不合格□
11
三、动力装置
发动机启动、停机、运行是否正常,有无异常响声
合 格 □ 不合格□
12
传动、转动部分是否有异常,有无滴漏;
焊接设备检查记录

工程名称
苏州市城市中心区排水防涝完善工程二标段
序号
作业场所
检查标准
检查结果
备注
是
否
1
钢筋加工棚
有安全操作规程。
2
电焊机未放置在有可燃性、腐蚀性、导电性的气体和尘埃的环境中。
3
接线柱、垫圈、螺母等连接件必须是铜质品。安装电线时,螺母必须拧紧。
4
防护罩应完好,能完全罩住接线柱、连接件及带电的导线端裸露部分。
10
焊钳握柄为绝缘耐热材料,无破损。
专职安全员:
检查日期: 年 月 日
5
机壳外形完整,外观整洁、无油污、灰尘和水,有接地标志。
6
有产品铭牌、焊机电器接法及焊接电流的指示牌,字迹清晰、醒目。
7
电源接线为外层绝缘良好的多股铜芯橡套软电缆,绝缘层不应损伤关),并配有符合规定的熔断保险。
9
电焊机必须安设保护接地(零)线,所有焊机保护接地(零)线不得串联。
电焊机检查记录表
检查时间:
检查人:
序号
检查项目
检查标准
检查结果
备注
1
电焊机FF开关按键或把手
无破损、绝缘良好
3
电流强弱调整把手
无破损、绝缘良好
4
一次侧接线端
以压着端子固定牢固,裸线部位绝缘包覆良好、未裸露
5
二次侧接线端
6
电焊机外壳接地
配设绿色或黄绿色接地线,并连接至接地系统
电焊缆线或橡皮绝缘电缆线
12
二次侧电缆线(接地夹端)
接地用橡皮绝缘软电缆线
13
焊把夹
绝缘包覆良好、金属部位未裸露
14
电机防止装置(灯色检视)
红灯亮:电击防止失效
黄灯亮:焊接作业中
15
电击防止装置配线
电焊把线须穿过环形CT(比流器)
16
电击防止装置跳脱开关
跳脱功能测试正常、开关不可用他物(如牙签)固塞
17
焊接空载电压
以电压表测量二次侧接线端,显示电压值应<24V
18
焊接引弧电压
约80V
19
焊接负载电压
月30~40V
注:每季度检查记录一次
7
电焊机入厂作业许可证
经电气专业人员检查合格后,于电焊机外壳正面明显贴士(电动机具入厂许可证)标签,每季度重新检查并更换色号
8
电压表
外观良好无破损、电压指示值与各阶实际动作之电压值相符
9
一次侧电源线
3芯橡皮绝缘软电缆线
10
一次侧接电来源
电焊机一次侧电源接自过载保护开关(漏电保断路器)
11
二次侧电缆线(焊把夹端)
电焊机检测记录表
检测人
检测人
检测人
检测人
检测人
检测人
检测人
检测人
检测人
数据 L1-地 L2-地 L L2-地 L1-L2
日期
检测人
检测记录(每六个月检测一次) 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2 日期 检测人 数据 日期 L1-地 L2-地 L1-L2
序号 设备编号
设备名称 设备型号
责任人
使用单位 使用日期 检测仪表 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2 数据 L1-地 L2-地 L1-L2
焊机检验报告

焊机检验报告报告票据报告名称:报告编号:XXX报告日期:XXX报告编写人:XXX报告审核人:XXX报告批准人:XXX报告编写依据:相关国家标准报告目的本报告旨在对焊机进行全面的检验,评估其是否符合国家相关标准和规定,以提供合格的设备给使用者。
报告内容1.检验对象检验对象为XXX焊机型号,编号XXX。
2.检验依据本次检验依据国家相关标准和规定执行。
3.检验内容(1)焊接设备外观巡视:检查焊接设备表面是否有明显损伤、腐蚀、变形等缺陷。
(2)交流电源电压输出检查:测试设备对交流电源的电压输出是否符合标准或技术要求。
(3)直流电源电压输出检查:测试设备对直流电源的电压输出是否符合标准或技术要求。
(4)焊接电流输出检查:测试设备对焊接电流的输出是否符合标准或技术要求。
(5)焊接电压输出检查:测试设备对焊接电压的输出是否符合标准或技术要求。
4.检验结果(1)焊接设备外观巡视:焊接设备外观完好无损。
(2)交流电源电压输出检查:该设备输出电压符合标准。
(3)直流电源电压输出检查:该设备输出电压符合标准。
(4)焊接电流输出检查:该设备焊接电流输出符合标准。
(5)焊接电压输出检查:该设备焊接电压输出符合标准。
5.检验结论该焊机符合国家的相关标准和规定,达到安全可靠的要求,可以投入使用。
报告备注本次检验涉及的测试设备符合国家和省级计量管理规定,测试设备的径度均经检定合格。
本报告内容真实、准确、完整。
报告密级:公开报告保存期限:5年报告编写单位:XXXX公司报告联系方式:XXXX联系方式。
电焊机设备点检记录表
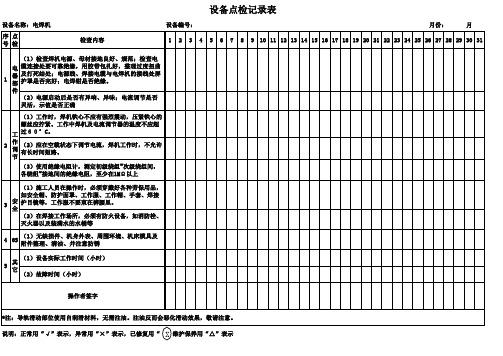
设备点检记录表
设备名称:电焊机
序点 号检
检查内容
设备编号:
月份:
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
说明:正常用“√”表示,异常用“×”表示,已修复用“ X”维护保养用“△”表示
工 过60°C。
2
作 调
(2)应在空载状态下调节电流,焊机工作时,不允许 有长时间短路。
节
(3)使用绝缘电阻计,测定初级绕组~次级绕组间, 各绕组~接地间的绝缘电阻,至少在1MΩ以上
(1)施工人员在操作时,必须穿戴好各种劳保用品,
如安全帽、防护面罩、工作服、工作帽、手套、焊接
3
安 护目镜等,工作服不要束在裤腰里。 全
(1)检查焊机电源、母材接地良好、规范;检查电
电 缆连接处要可靠绝缘,用胶带包扎好,整理过度扭曲
1
器 及打死结处;电源线、焊接电缆与电焊机的接线处屏 部 护罩是否完好;电焊钳是否绝缘。
件
(2)电源启动后是否有异响、异味;电流调节是否
灵活,示值是否正确
(1)工作时,焊机铁心不应有强烈震动,压紧铁心的
螺丝应拧紧。工作中焊机及电流调节器的温度不应超
(2)在焊接工作场所,必须有防火设备,如消防栓、
灭火器以及装满水的水桶等
4
6S
(1)无缺损件、机身外表、周围环境、机床模具及 附件整理、清洁、并注意防锈
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
事
检验:审核:年月日
电焊机确认检验记录
文件编号:ZL/CX5-2
产品型号
出厂编号
序号
检验项目
计量单位
标准要求
实测值
结论
1
外观检查
电焊机应无表面缺陷,铭牌及标志应符合要求,应有接地螺钉和接地标志,接线端安全防护应符合要求。
2
空载电压测量
V
直流≤113峰值
3
绝缘电阻测量
MΩ
输入回路对焊接回路≥5
输入回路对机壳≥2.5
焊接回路对机壳≥2.5
4
介电强度试验
V/5s
输入回路对焊接回路4000
输入回路对机壳2500
焊接回路对机壳1000
5
焊接电流调节范围测量
A
最小焊接电流≤25%额定焊接电流
最大焊接电流≥100%额定焊接电流
6
控制系统检验
各程序动作符合技术要求,10次无异常
7
温升测量
K
电阻法
பைடு நூலகம்H级绝缘
初级绕组≤125
次级绕组≤125
电抗器≤125