第八章铸铁
第8章铸铁
8.1 铸铁的石墨化
8.1.2冷却速度的影响
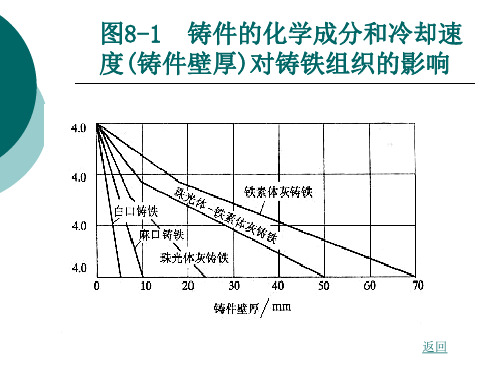
在生产过程中,铸铁的冷却速度越缓慢,或在高温下长时间保 温,有利于碳原子的扩散墨化过程可充分进行,结晶出的石 墨有多又大;冷却速度快,阻碍石墨化,促使白口化,铸铁 容易产生白口铸铁组织。
在其它条件一定的情况下,冷却速度与铸件的壁厚有关,壁厚 越大,冷却速度越小,越有利于石墨化,反之亦然。一般砂 型铸造条件下铸铁的化学成分和冷却速度(铸件壁厚)与铸铁 组织的关系如图8-1所示。
上一页 下一页 返回
8.2 灰铸铁
8.2.4灰铸铁的热处理
热处理只能改变灰铸铁的基体组织,不能改善石墨的形状和分 布。因此,灰铸铁经热处理后产生的强化效果不如钢和球墨 铸铁那样显著。 到目前为止,灰铸铁热处理的目的主要局限 于消除内应力和改变铸件硬度两方面。灰铸铁的热处理主要 是退火、正火和表面热处理。
承受较大应力和较重要的零件,如汽缸
体、齿轮、机座、床身、活塞、齿轮箱、
HT 250
250
油缸等
HT300
300
床身导轨,车床、冲床等受力较大的床
身、机座、主轴箱、卡盘、齿轮等,高
压油缸、泵体、阀体、衬套、凸轮,大
HT350
350
型发动机的曲轴、汽缸体、汽缸盖等
返回
表8-2可锻铸铁的牌号及用途
牌号
KTH300-06 KTH330-08 KTH350-10 KTH370-12 KTZ450-06 KTZ550-04 KTZ650-02 KTZ700-02
下一页 返回
8.5 其他铸铁
2.蠕墨铸铁的牌号、性能特点及用途 牌号中“RuT”表示“蠕铁”二字汉语拼音的大写字头,在
“RuT”后面的数字表示最低抗拉强度。蠕墨铸铁的牌号、机 械性能及用途如表8-3所示。
第八章铸铁
第八章铸铁教案首页一、章节:第八章铸铁第一节铸铁的石墨化及影响因素第二节灰铸铁二、教学目的:使学生了解铸铁的石墨化过程和灰口铸铁组织、性能及热处理和灰口铸铁的牌号。
三、教学方法:讲授与启发结合。
四、教学重点:灰口铸铁组织、性能及热处理和灰口铸铁的牌号。
五、教学难点:灰口铸铁组织、性能及热处理和灰口铸铁的牌号。
六、使用教具:挂图与模型。
七、课后作业:习题集:P142 1、3、5、6。
八、课后小结:第八章铸铁铸铁是指在凝固过程中经历共晶转变,用于生产铸件的铁基合金的总称。
在这些合金中,碳当量超过了在共晶温度时能使碳保留在奥氏体固溶体中的量。
铸铁中含有的碳、硅、锰元素及硫磷等杂质元素比碳钢多。
铸铁中的碳以游离碳化物(渗碳体)或以石墨(G)的形式存在。
根据碳在铸铁中的存在形式,铸铁可分为以下几种:1、白口铸铁这种铸铁中的碳主要以游离碳化物的形式析出,断口呈银白色。
2、灰口铸铁这种铸铁中的碳大部分或全部以石墨的形式析出,断口呈暗灰色。
3、麻口铸铁这种铸铁中的碳部分以游离碳化物形式析出,部分以石墨形式析出,断口灰、白相间。
此类铸铁硬脆性较大,故工业上很少使用。
第一节铸铁的石墨化及其影响因素石墨(G)具有六方晶格。
碳原子呈层状排列,同一层晶面上碳原子间距较近。
原子结合力较强。
层与层之间的距离较远,原子结合力较弱。
因此,石墨受力时,容易沿层面间滑移,故其强度、塑性和韧性极低,接近于零,硬度仅为3HBS。
,一、铸铁的石墨化铸铁中原子以石墨形式析出的过程称为石墨化。
按Fe—C(G)相图,铸铁的石墨化过程可分为以下三个阶段:第一阶段:包括从铸铁液中结晶出一次石墨(过共晶铸铁)和在1154℃通过共晶转变形成的共晶石墨。
第二阶段:在共晶温度和共析温度之间(1 154—738℃),奥氏体沿ES线析出二次石墨。
第三阶段:在738℃,通过共析转变而析出共析石墨。
二、影响石墨化的因素影响石墨化的主要因素是化学成分和冷却速度。
1.化学成分的影响碳和硅是强烈促进石墨化的元素,碳、硅含量越高,越易获得灰口组织。
工程材料及机械制造基础 第八章铸铁
第二阶段 石墨化
铸铁的显微组织
铸铁类型
完全进行 F+C 部分进行 F+P+C 未进行 P+C 灰口铸铁
部分进行 未进行
ILMTAM
未进行 未进行
Ld’+P+C Ld’
麻口铸铁 白口铸铁
14 14
华东交通大学 先进材料激光制造技术研究所 Institute of Laser Manufacture Technology for Advanced Materials, ECJTU
碳、硅含量对铸铁石墨化的影 响
麻口 铸 铁
C 白口铸铁
灰口铸铁
Si
华东交通大学 先进材料激光制造技术研究所 Institute of Laser Manufacture Technology for Advanced Materials, ECJTU
15 15
碳、硅量控制范围:2.5~4.0%C,1.0~3.0%Si。 Al、Cu、Ni、Co等元素对石墨化有促进作用。
P’
ILMTAM
华东交通大学 先进材料激光制造技术研究所 Institute of Laser Manufacture Technology for Advanced Materials, ECJTU
13 13
铸铁的石墨化程度与其组织之间的关系
(以共晶铸铁为例)
石墨化进行程度
第一阶段 石墨化
完全进行
二次结晶(1154℃→738℃)
共析石墨化
台车式石墨化退火炉
三次结晶( 738 ℃→室温)
ILMTAM
华东交通大学 先进材料激光制造技术研究所 Institute of Laser Manufacture Technology for Advanced Materials, ECJTU
第八章铸钢和铸铁的金相检验
二、灰铸铁
1.灰口铸铁的石墨类型 灰 口铸铁中石墨的大小、数量和分 布对机械性能有很大的影响。为 了便于比较,对铸铁中石墨进行 了分类评级,我国按石墨的形成 原因和分布特征,将其分为A、B、 C、D、E和F六种类型
A型石墨:
石墨片的尺寸和分布都比较均匀, 且无方向性。这种石墨是碳当量为 共晶成份或接近共晶成分的铁水在 共晶温度范围内从铁水中和奥氏体 同时析出的,其生成条件是具有较 小的过冷度,这样才能造成均匀生 核和长大,使各处的结晶和生长速 度相差不大,最后得到大小和分布 均匀的A型石墨。
0.2 MPa
5
ak
% kJ/m2
HB
QT400-17 F 400 250 17 600 179
QT420-10 F 420 270 10 300 207
QT500-5 F+P 500 350 5
- 147-241
QT600-2
P 600 420 2
- 229-302
QT700-2
P 700 490 2
由于石墨的存在,使铸铁具备下列特殊性能: ①优良的切削加工性; ②铸造性能好; ③减磨性及耐磨性很高; ④优异的消振性; ⑤低的缺口敏感性。
二、常用的铸铁
1、灰口铸铁(80%)
(1)牌号 “HT”—“灰铁”,数字—最低抗拉强度。
HT100、HT200、HT300(表3-22) 性能:强度较低,韧性较差 应用:承压件,如床身,机架,箱体,缸体,壳体 等 F、P和F+P三种基体
2、铸钢的组织特征和热处理
◆粗大的奥氏体晶粒
形成 “魏氏组织”:冷却时,铁 素体沿奥氏体晶界网状析出,沿一定 方向以片状生长,呈针状插入珠光体 内,塑性和韧性下降,不能直接使用。
模块八 铸铁
另外,灰铸铁的强度与铸件壁厚大小有关,在同一牌号 中,随着铸件壁厚的增加,其抗拉强度和硬度下降。因此, 在根据零件的性能要求去选择铸铁牌号时,必须注意到铸件 的壁厚,如果铸件的壁厚过大或过小,应根据具体情况适当 提高或降低铸铁的牌号。
四、灰铸铁的孕育处理
由于导致灰铸铁力学性能降低的主要原因是石墨片对基体连续性 的破坏作用,以及石墨尖角处应力集中的削弱作用,因而改善灰铸铁 力学性能的关键是改变石墨片的数量、大小及分布。实践证明,石墨 片越少、越细、分布越均匀,铸铁的力学性能越高。灰铸铁中石墨片 的数量主要与C、Si的含量,特别是与C的含量有关,因此如果降低C 、硅Si的含量,用以削弱石墨化程度,从而得到在珠光体上均匀分布 的细小石墨组织,就可以使灰铸铁的力学性能得到提高。但是随着C 、Si含量的降低,铸铁形成白口的倾向性增大,尤其对薄壁铸件,更 难免形成白口或麻口组织,反而使力学性能变坏。这一矛盾可通过孕 育处理来解决。即在浇注前,向C、Si含量较低的铁水中,加入一定 量的孕育剂(硅铁、硅钙),以促进石墨晶核的形成,这样即能获得 灰铸铁组织,又能使石墨细化,而且分布均匀,从而提高了灰铸铁的 力学性能。
综合训练
1.什么是铸铁?根据碳的存在形式和状态, 铸铁可分哪几种? 2.什么叫石墨化? 影响铸铁石墨化的主要因 素是哪些?
课题二 灰铸铁
任务提出
图8-2为某一机床的床身图,试根据床身的特点和性能要求,选择适 当的制造材料和热处理方法。
图8-2 某机床的床身
任务分析 机床床身用于支撑和牢固机床上的全部零件,主要承受较大的压 应力,也承受一定的弯曲应力和震动、冲击力,要求材料应具有足够的 刚度、强度和良好的减震耐磨性。同时由图8-2可知,机床床身的形 体尺寸大,结构复杂,不便于采用一般的机械加工方式加工。因此应 选用适于铸造加工、并且能够满足使用性能要求的金属材料制造,并 进行适当的热处理。
第八章铸铁

QT800-2 球光体 800
机械性能
0.2 MPa
5 %
ak kJ/m
2
250 17 600
270 10 300
350 5 -
420 2 -
490 2 -
560 2 -
HB
≤179
≤207
147~ 241
2297~ 302
2297~ 302
2417~ 321
应用举例
汽车、拖拉机床底盘零 件;16-64大气压阀门的 阀体、阀盖
三、球墨铸铁的牌号
用“QT”标明,其后两组数值表示最低抗拉强度和延伸率。
如: QT420-10、QT600-2、QT800-2
四、球墨铸铁的和机械性能
牌号
基体
b MPa
QT400-17 铁素体 400
QT420-1043; 球光体
500
QT600-2 球光体 600
QT700-2 球光体 700
叶轮
发动机飞轮
灰铸铁
三、灰铸铁的牌号
HT+三位数字,数字表示最低抗拉强度。
如:HT150,HT200,HT250
四、灰铸铁的热处理
热处理只能改变基体组织,不能改变石墨的形态和分 布,对提高性能效果不大。通常对其进行热处理的方法和 平共处目的是:
1、消除内应力退火: 2、高温退火:消除白口组织 3、表面淬火:提高表面硬度、耐磨性和疲劳强度。
二、蠕墨铸铁的组织
蠕墨铸铁的石墨具有介于片状和球状之间的中间形态,其石墨 片的长厚比较小,端部较钝。呈蠕虫状。
§6-4 蠕墨铸铁
三、蠕墨铸铁的牌号、性能和应用
牌号: 蠕墨铸铁以“RuT”表示,其后的数字表示最低抗拉强度。 如: RuT300、RuT420
铸铁基础知识
挠度:变形量
硅
硅是铸铁中常存五元素之一,能减少碳在液态和固态中的溶解 度,促进石墨的析出,因此是促进石墨化的元素,其作用是碳的1/3 左右,故增加硅量会增加石墨的数量,也会使石墨粗大。 在灰铸铁中硅的质量分数控制在1.1~2.7%的范围内,一般碳硅量 低可获得较高的机械强度和硬度,但流动性稍差;当薄壁铸件出现白 口时可提高碳硅含量使之变灰;当壁厚铸件出现粗大石墨时,应适当 降低碳硅含量,达到提高机械强度和硬度的目的。 在球墨铸铁中,球化前硅的质量分数控制在1.0~2.0%的范围内, 这主要考虑在球化时球化孕育剂还要带入一部分硅量。通常球化后硅 的质量分数最终控制在1.8~3.3%,在此范围内,随着硅量的提高,铁 素体量增加并能细化石墨,提高球状石墨的圆整度。
铸铁的石墨
A型石墨
• A型石墨是在石墨的 成核能力较强,冷却速度 较慢,共晶转化在很小的 过冷度下进行时形成的。 由于晶核的数目较多,又 在很小的过冷度下结晶, 线生长速度低,所以石墨 分枝不很发达,故形成较 为均匀分布的片状石墨, 这是灰铸铁中最经常出现 的一种石墨分布状态。
一厂生产铸件石墨
B型石墨
一厂生产铸件石墨
F型石墨
• F型石墨是我国标准中所特有的,其特点是 在大块石墨(有的单位叫星型石墨)上分布着许 多小的石墨片(这些小石墨片呈A型分布),F型 石墨实质上亦是过共晶石墨,是高碳铁水在较大 过冷条件下生长的。大块石墨可以认为是相当于 C型中的初生石墨,小片状石墨在其上生长。 • 这种石墨在生产活塞环时经常出现,为了防止活 塞环组织出现白口,常采用高碳(如C>3.8%) 铁水,由于壁薄,必须加强孕育过程,因此促进 了了F型石墨的生长。
铸铁基础知识讲义
铸铁是含碳量大于2.11%的铁碳合金,除 碳外,铸铁还含有较多的Si、Mn和其它一些 杂质元素。与钢相比,铸铁熔炼简便、成 本低廉。虽然强度、塑性和韧性较低,但 具有优良的铸造性能,很高的耐磨性,良 好的消震性和切削加工性。
铸铁
第1节概述
铸铁中碳元素按主要存在方式不同可分为:
一是白口铸铸铁(断口呈现白色),碳的主要 存在形式是化合物,如渗碳体,没有石墨; 另一是灰口铸铁(断口呈现黑灰色),碳的主 要存在形式是碳的单质,即游离状态石墨。
介于白口铸铁与灰口铸铁之间为麻口铸铁,其中 的碳既有游离石墨又有渗碳体
由于铁的晶体结构与石墨的晶体结构差异很大, 而铁与渗碳体的晶体结构要接近一些,所以普通铸铁 在一般铸造条件下只能得到白口铸铁,而不易获得灰 口铸铁。因此,必须通过添加合金元素和改善铸造工 艺等手段来促进铸铁石墨化,形成灰口铸铁。
1.化学成分的影响
碳、硅、锰、硫、磷对石墨化有不同影响。其中 碳、硅、磷是促进石墨化的元素,锰和硫是阻碍石墨 化的元素。
性有明显提高。
可锻铸铁不能用锻造方法制成零件,只是因 为石墨的形态改造为团絮状,不如灰口铸铁的 石墨片分割基体严重,因而强度与韧性比灰口 铸铁高。
可锻铸铁的机械性能介于灰口铸铁与球墨 铸铁之间,有较好的耐蚀性,但由于退火时间 长,生产效率极低,使用受到限制,故一般用 于制造形状复杂,承受冲击,并且壁厚<25mm 的铸件(如汽车、拖拉机的后桥壳、轮壳等)。 可锻铸铁亦适用于制造在潮湿空气、炉气和水 等介质中工作的零件,如管接头、阀门等。
二.铸铁的石墨化过程
按Fe-C相图铸铁液冷却过程中,碳溶解于铁素体外均 以石墨形成析出。石墨形成(或石墨化)分为如下两个阶 段: 第一阶段石墨化包括自低于液相线CD以下温度冷却自 液体中析出“一次石墨”,低于共晶线ECF(温度1154℃) 共晶成分(C点含4.26%C),液体转变为奥氏体与共晶石 墨组成的共晶组织;以及低于共晶温度ECF以下冷却沿ES线 从奥氏体中析出“二次石墨”。 第二阶段:略低于共析温度(738℃)的PSK线以下, 共析成分(S点,含0.68%C)奥氏体转变为由铁素体与石 墨组成的共析组织。理论上,在PSK温度以下冷却至室温, 还可能铁素体中析出三次石墨,因为数量极微,常忽略。
第八章 铸钢和铸铁的金相检验

孕育处理前
孕育处理后
(4)灰铸铁的热处理及应用
消除铸件内应力、改善切削加工性能和提高表面耐磨性。
a.去应力退火(人工时效) 500 ℃~550 ℃,防止变形和开裂 b.消除铸件白口、降低硬度的退火(高温退火) 在共析温度以上进行,使渗碳体分解成石墨; c.表面淬火 高频、火焰、激光,50HRC~55HRC
E型石墨
100×
F型石墨:
其特点是星状(或蜘蛛状)与 短片状石墨混合均匀布 ,F型石 墨是过共晶铁水在较大过冷度的 条件下形成的。大块的为初生石 墨,片状石墨在其上生长。
F型石墨
100×
灰口铸铁的基体组织
实际生产中应用的灰口铸铁主要是 以珠光体为基体的,随着基体中珠光 体含量的增加和细化,铸铁的强度、 硬度和耐磨性提高。珠光体的细化程 度与奥氏体的成分、晶粒度、分解温 度有关,灰口铸铁中珠光体类型组织 的形成过程与钢相似,不再重述。灰 口铸铁的基体组织为铁素体、铁素体 +珠光体、珠光体组织。
一、铸铁的的石墨化过程和特点
1、碳的三种存在形式:
①溶于α-Fe或γ-Fe中形成F 或A ;
②形成渗碳体(Fe3C); ③游离态石墨(G)。 石墨强度、硬度和塑性都很差。 石墨为稳定相。
渗碳体为亚稳相, Fe3C→3Fe+C
石墨的晶体结构——简单六方晶格
亚稳定平衡的Fe-Fe3C相图和稳定平衡的Fe-G相图,
显微组织
F+G F+P+G P+G Le’+P+G
麻口铸铁
白口铸铁
不进行ቤተ መጻሕፍቲ ባይዱ
不进行
不进行
Le’+P+Fe3C
铸铁组织:石墨和基体(F、P、F+P)
铸铁的结构原理及应用课件

表面处理是对铸件表面进行加工,以提高其耐腐蚀性、耐磨 性和装饰性的过程。常见的表面处理方法有喷涂、电镀、热 喷涂等。
04
铸铁的应用
汽车工业中的应用
01
02
03
发动机缸体
铸铁具有良好的耐磨性和 耐高温性能,是发动机缸 体的理想材料。
底盘零件
铸铁制成的底盘零件,如 刹车盘和转向节,具有较 高的强度和稳定性。
铸铁的结构原理及应用课 件
• 铸铁的简介 • 铸铁的结构原理 • 铸铁的生产工艺 • 铸铁的应用 • 铸铁的发展趋势与未来展望
01
铸铁的简介
铸铁的定义与特性
定义
铸铁是一种由生铁经过高温熔炼 后得到的合金,其成分中含有硅 、锰、磷、硫等元素。
特性
铸铁具有优良的铸造性能、耐磨 性、耐腐蚀性和中等强度等特点 ,常用于制造各种铸件和机器部 件。
化工设备
铸铁可以用于制造反应釜、压力容 器等化工设备,具有较高的耐腐蚀 性能。
船舶制造
铸铁在船舶制造中用于制造船锚、 船桨等耐磨耐腐蚀部件。
05
铸铁的发展趋势与未来展望
新材料与新工艺的发展
高强度轻质材料
随着新材料技术的不断发展,铸铁行业正逐步向高强度轻质材料转型,以提高产 品的性能和降低成本。
新型铸造工艺
产生重要影响。
铸铁的相图与凝固过程
铸铁的相图是描述铸铁在不同温度和 成分下的相组成和相变过程的图谱, 是指导铸铁生产和应用的重要工具。
在凝固过程中,铸铁可能会发生收缩、 变形、裂纹等缺陷,因此需要采取相 应的措施来控制铸铁的凝固过程,以 保证铸件的质量。
铸铁的凝固过程是指铸铁从液态冷却 凝固成固态的过程,这个过程中铸铁 的相组成和组织结构会发生变化,对 铸铁的性能产生影响。
第八章铸铁
灰铸铁的牌号
灰铸铁的牌号由HT+三位数字组成: 其中HT是灰铁的汉语拼音缩写;数字代表铸铁的抗拉强度。 如HT200表示最低抗拉强度为200M Pa的灰铸铁。 最小的灰铁是HT100,往上以50为间隔递增,最大为HT350。
灰铸铁的应用
四、灰铸铁的热处理
热处理不能改变石墨的形态和分布,对提高灰口铸铁整体机械性能作用不大,因此生产中主要用来消除铸件内应力、改善切削加工性能和提高表面耐磨性等。
外因---冷却速度
在生产过程中,铸铁的冷却速度越缓慢,或在高温下长时间保温,均有利于石墨化。 在其它条件一定的情况下,冷却速度与铸件的壁厚有关,壁厚越大,冷却速度越小,越有利于石墨化,反之亦然; 在生产,铸件的表面和薄壁处常形成白口组织,使切削加工困难,就是由于这个原因造成的。
影响石墨化的因素
球墨铸铁是一种具有优良机械性能的灰口铸铁,球铁的强度和韧性比其他铸铁高。 不同基体的球墨铸铁,性能差别很大。珠光体球墨铸铁的抗拉强度比铁素体基体高50%以上,而铁素体球墨铸铁的延伸率为珠光体基的3-5倍。球墨铸铁还具有较好的疲劳强度。
球墨铸铁的牌号
球墨铸铁牌号用“QT”标明,其后两组数值表示最低抗拉强度极限和延伸率。 如QT420-10、QT600-2、QT800-2
球墨铸铁调质和正火后的组织性能
热处理工艺
显微组织
机械性能
σb MPa
5 %
ak kJ/m2
HB
调质: 980℃退火后, 900℃油
800~1000
球墨铸铁的热处理
正火 880℃~920℃,空冷。 目的在于得到珠光体基体(占基体75%以上),并细化组织,提高强度和耐磨性。
球墨铸铁的热处理
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
第八章铸铁
一、名词解释
1、白口铸铁:
2、可锻铸铁:
3、灰铸铁:
4、球墨铸铁:
5、蠕墨铸铁:
6、合金铸铁:
二、填空题
1、根据铸铁中碳的存在形式,铸铁可分为、、、
、、等。
2、灰铸铁具有良好的性能、性能、性能、性
能及较低的性能等。
3、可锻铸铁是有一定化学成分的经可锻化 ,使分解获得
石墨的铸铁。
4、常用的合金铸铁有铸铁、铸铁和铸铁等。
5、球墨铸铁经贝氏体等温淬火后,可获得基本加状石墨组织,
提高了球墨铸铁的强度和硬度。
6、为了获得球墨铸铁,铸铁液在浇注前必须加入济和等量的剂。
7、灰铸铁的性能主要决定于其组织的性能和石墨的数量、、大
小及分布状况。
8、灰铸铁常用的热处理方法主要有处理、软化退火、、表面淬火等。
9、KTH300-06中的KT表示 ,H表示,300表示,
06表示。
10、HT200中“200”表示铸铁的。
11、QT600—3牌号中“3”的含义是。
12、KTZ700—02牌号中,“700”的含义是。
13、KTZ700—02牌号中,“KTZ”的含义是。
14、碳在铸铁中主要以和的形式存在
15、提高铸铁中元素和元素的含量,有利于其石墨化
三、单项选择题
1、为了提高灰铸铁的表面硬度和耐磨性,采用热处理方法效果较好。
A、接触电阻加热表面淬火 B等温淬火 C渗碳后淬火加低温回火
2、球墨铸铁经可获得铁素体组织,经可获得下贝氏体基本组织。
A、退火
B、正火
C、贝氏体等温淬火
3、为下列零件正确选材:
机床床身;汽车后桥外壳;柴油机曲轴;排气管。
A、RuT400
B、QT700-2
C、KTH330-10
D、HT300
4、为下列零件正确选材:
轧辊;炉底板;耐酸泵泵体。
A、STSi11Cu2CrRE
B、RTCr16 C抗磨铸铁
5、一般铸铁件表面的硬度心部的硬度。
A、低于
B、等于
C、大于
6、消除铸铁件在冷却过程中产生的内应力,可以采用处理。
A、淬火
B、正火 D、时效
7、灰口铸铁与钢相比较,机械性能相近的是()。
A.冲击韧性
B.塑性
C.抗压强度
D.抗拉强度
8、制造承受低载荷的支架(铸坯),应选用的材料是()
A.35
B.40Cr
C. QT600—3
D. HT100
9、关于球墨铸铁,下列叙述中错误的是()。
A.可以进行调质,以提高机械性能
B.抗拉强度可优于灰口铸铁
C.塑性较灰口铸铁差
D.铸造性能不及灰口铸铁
10、在下列铸造合金中,适宜制造大型曲轴的是()。
A.灰口铸铁
B.白口铸铁
C.球墨铸铁
D.可锻铸铁
11、在可锻铸铁的显微组织中,石墨的形态是()。
A.片状的
B.球状的
C.蠕虫状的
D.团絮状的
12、灰口铸铁的石墨形态是()
A、片状
B、蠕虫状
C、球状
D、团絮状
13、下列化学元素在铸铁中,阻碍石墨化的是()。
A.碳
B. 硅
C. 硫
D.磷
14、可锻铸铁的石墨形态是()
A.片状 B.球状 C.蠕虫状 D.团絮状
15、球墨铸铁中的石墨为( )。
A. 蠕虫状
B.片状
C.球状
D.团絮状
16、关于球墨铸铁,下列叙述中错误的是()。
A.可以进行调质,以提高机械性能
B.抗拉强度可优于灰口铸铁
C.塑性较灰口铸铁差
D.铸造性能不及灰口铸铁
17、球墨铸铁球化处理时,加入的球化剂是()。
A. 稀土镁钛合金
B.稀土镁合金
C. 75硅铁
D.锰铁
18、挖掘机铲齿、坦克和拖拉机履带宜采用。
A、可锻铸铁
B、球墨铸铁
C、高锰钢ZGMn13
19、对球墨铸铁进行高温正火的目的是为了得到下列哪种组织()
A、F+G
B、F+P+G
C、P+G
D、Ld+G
20、亚共晶白口铸铁的退火组织中,不可能有下列中的哪种组织()
A、二次渗碳体
B、共析渗碳体
C、一次渗碳体
D、共晶渗碳体
21、对球墨铸铁件进行下列哪种热处理可得到铁素体基球铁()
A.低温正火
B.高温正火
C.高温退火
D.等温退火
四、判断题
1、热处理可以改变灰铸铁的基本组织,但不能改变石墨的形状、大小和分布情况。
()
2、可锻铸铁比灰铸铁的塑性好,因此可进行锻压加工。
()
3、厚壁铸铁件的表面硬度总比其内部高。
()
4、可锻铸铁一般只适用于薄壁小型铸件。
()
5、白口铸件的硬度适中,易于进行切削加工。
()
6、铸铁中石墨的存在破坏了基体组织的连续性,所以石墨在铸件中是有害无益的。
()
7、对灰铸铁不能进行强化热处理。
()
8、所谓白口铸铁是指碳全部以石墨形式存在的铸铁。
()
9、白口铸铁铁水凝固时不会发生共析转变。
()
10、铸件可用再结晶退火细化晶粒。
()
11、可锻铸铁的碳当量一定比灰口铸铁低。
()
五、简答题
1、什么是铸铁?它与钢相比有什么优点?
2、影响铸铁石墨化的因素有哪些?
3、试述石墨形态对铸铁性能的影响?
4、球墨铸铁是如何获得的?与相同基体的灰铸铁相比,其突出的性能特点是什么?
5、下列牌号各表示什么铸铁?牌号中的数字表示什么意义?
HT250:
QT700-2:
KTH330-08:
KTZ550-04:
RuT420:
RTSi5:
6、常用铸铁有哪几种类型的基体组织?为什么会出现这些不同的基体组织?
7、为什么机床床身、床头箱、支架及机器底座等常采用灰铸铁制造?
8、材料名称Wc(%)主要用途材料名称σb或σsMPa主要用途。