DEK常用配件清单
常用乐高零件清单..
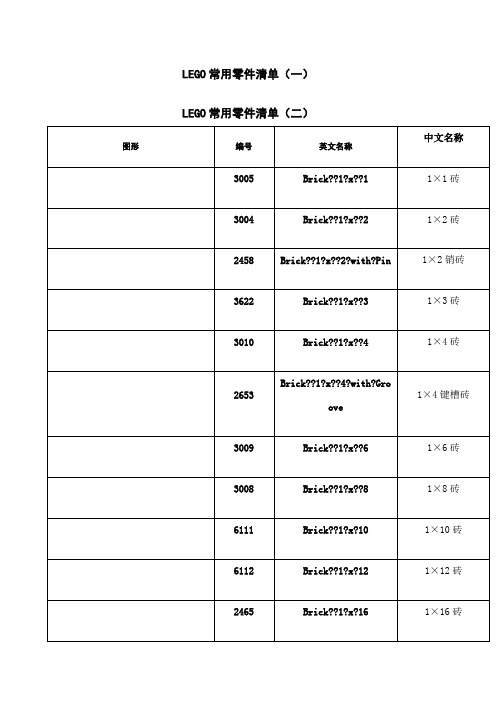
2719
Technic?Plate?1?x?10?with???2?x??2
2×2板
2420
Plate??2?x??2?Corner
2×2转角板
4032
Plate??2?x??2?Round
2×2圆板
2817
Plate??2?x??2?with?Hole
1×1板
4073
Plate??1?x??1?Round
1×1圆板
6019
Plate??1?x??1?with?Clip?Horizontal
1×1水平卡口板
4085a
Plate??1?x??1?with?Clip?Vertical
1×1垂直卡口板
3023
Plate??1?x??2
1×2板
3794
Plate??1?x??2?with?1?Stud
4019
Technic?Gear?16?Tooth
16齿圆柱齿轮
32296
Technic?Gear?20?Tooth?Double?Bevel
20齿双面斜齿轮
Tile??1?x??1
1×1瓦片
3069
Tile??1?x??2
1×2瓦片
2431
Tile??1?x??4
1×4瓦片
6636
Tile??1?x??6
1×6瓦片
4162
Tile??1?x??8
1×8瓦片
3068
Tile??2?x??2
2×2瓦片
4150
Tile??2?x??2?Round
2×2圆瓦片
1×2双孔梁
3701
Technic?Brick?1?x?4?with?Holes
产品配件清单

产品配件清单以下是我们产品的配件清单,详细列出了每个配件的名称、数量和功能说明。
这些配件能够提升产品的使用体验,并且可以帮助用户更好地充分利用产品的功能。
1. 电源适配器(数量:1个)功能:为产品提供稳定的电源供应,输入电压范围:100-240V AC,输出电压:12V DC,额定电流:2A。
2. USB数据线(数量:1根)功能:用于与计算机或其他设备进行数据传输和充电。
兼容USB2.0和USB3.0接口。
3. 耳机(数量:1副)功能:提供优质音频输出,可享受高清音乐和影片效果。
具备降噪功能,可以减少外界干扰。
4. 保护套(数量:1个)功能:为产品提供额外保护,防止刮擦和磨损。
采用高品质材料制造,易于安装和拆卸。
5. 快速启动指南(数量:1本)功能:详细介绍产品的基本使用方法和常见问题解决方案。
帮助用户快速上手,并且解决常见疑问。
6. 电池(数量:2节)功能:为产品提供便携式电源支持。
容量:2000mAh,充电时间:约2小时,使用时间:约4小时。
7. 遥控器(数量:1个)功能:通过遥控器控制产品的各项功能,方便快捷。
具备多种操作按钮,如调节音量、切换模式等。
8. 支架(数量:1个)功能:用于固定产品,使其稳定地放置在平面上。
适用于多种场合,如桌面、地板等。
9. 电视线(数量:1根)功能:将产品与电视或显示器相连接,以实现内容的传输和显示。
支持高清视频输出。
10. 附件包(数量:1个)功能:包含各种常用小配件,如清洁布、螺丝刀和储存袋等。
方便用户进行维护和管理。
11. 手册光盘(数量:1张)功能:包含产品的详细说明书和使用手册。
提供更加详尽的产品信息和操作指导。
以上是本产品的配件清单,每个配件都具备重要的功能和作用。
用户可以根据自身的需求进行选择和搭配,以便更好地使用产品并享受丰富的功能。
模具备件清单
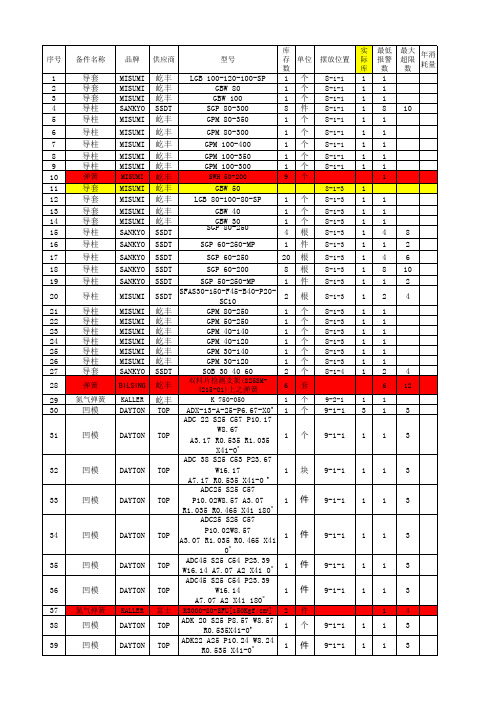
MISUMI MISUMI MISUMI SANKYO MISUMI MISUMI MISUMI MISUMI MISUMI
MISUMI
屹丰 屹丰 屹丰 SSDT 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 SSDT SSDT SSDT SSDT SSDT SSDT 屹丰 屹丰 屹丰 屹丰 屹丰 屹丰 SSDT 屹丰 屹丰 TOP TOP
1 1 1 1 1
2
件 个 件 个 个
个
9-1-1 9-1-1 9-1-1 9-1-1 9-1-1 9-1-1 9-1-1
1 1 1 1 1 2 1
1 1 1 1 1
1
3 3 3 3 3 3 3
凹模 凹模
氮气弹簧 氮气弹簧 氮气弹簧
DAYTON DAYTON
KALLER KALLER KAKKER
TOP TOP
凹模 凹模 凹模
氮气弹簧
DAYTON DAYTON DAYTON
KALLER
屹丰 TOP TOP
富士
ADK22-S25 P8.57W8.57 R0.535X0 ADL 22 S25 P8.57W8.57 R0.535 X41-0˚ ADL22-S25 P11.17 W6.17 R0.535 X41-0˚
TOP TOP
富士
ADX-13-A-25-P6.67-X0˚ ADC 22 S25 C57 P10.17 W8.67 A3.17 R0.535 R1.035 X41-0˚ ADC 38 S25 C53 P23.67 W16.17 A7.17 R0.535 X41-0˚ ADC25 S25 C57 P10.02W8.57 A3.07 R1.035 R0.465 X41 180˚ ADC25 S25 C57 P10.02W8.57 A3.07 R1.035 R0.465 X41 0˚ ADC45 S25 C54 P23.39 W16.14 A7.07 A2 X41 0˚ ADC45 S25 C54 P23.39 W16.14 A7.07 A2 X41 180˚
常用机器人附件、夹具
防缠绕机构-原理
固定部分 旋转部分
DDF 2 有助于使机器人轴旋转超过 360°,轴周围不缠绕 软管和电缆。配套空气引线和滑环触点可靠的为刀具 供电和供气,即使在高速情况下。 配套的 ISO 法兰已安装在机器人法兰上。轴上有一个 环。环通过扭矩支架连接至机器人非旋转部件。机器 人法兰旋转时,轴在环中旋转。 装配到轴和外壳中的滑环将电气信号从固定的外壳传 输至旋转轴。引入电气信号和最多四根气动管线。 用于传递旋转运动,无窜动
备注:最常用的是④,大范围运动时被根据实际情况 配备①②③。
易格斯是管线包、柔性电缆、拖塑料轴承行业 的龙头,出现此类无法解决的问题找易格斯就 行了。
零点快换-简介
功能: 自动更换末端执行器(例如,机械手、托盘、真空抓取系统、 气动或电动工具和焊枪等),让您的机器人灵活性增大。 组成: 快换系统 (SWS) 包括快换主装置 (SWK) 和快换法兰 (SWA)。 SWK 安装在机器人上并连接安装在刀具上的 SWA。采用气 动锁定活塞保证连接牢固。连接后,将通过电气通道自动为 机器人末端刀具提供动力。 用法: 一公多母或者一母多公。通过气动控制开合。
工具、夹具-案例
三爪夹爪
二指夹爪
柔性夹爪
码垛抓手
海绵吸盘
电磁吸盘
真空吸盘
柔性吸盘 (自适应形状)
工具、夹具-案例
气动剪刀焊枪电主轴来自涂胶工具3D打印
打磨、去毛刺
喷涂
1外壳,采用高强度的铝合金,使得重量减轻 2扭矩支架,接收机器人扭矩 3 ISO 法兰,便于装配在机器人法兰上 4气动通道,为机械手、线性装置或其他执行器提供 气源 5滑环,最多十个电信号的通道 6钢轴,用于传递旋转运动 7滚动接触轴承
配件清单范文
配件清单范文
配件清单。
尊敬的客户:
感谢您选择我们的产品。
为了确保您的产品能够正常运行并且保持良好的状态,我们特别为您提供了配件清单。
请您在收到产品后,仔细核对配件清单,确保所有配件齐全。
如有任何问题,请及时与我们联系。
以下是配件清单:
1. 主机。
2. 电源线。
3. 说明书。
4. 遥控器。
5. 电池。
6. 保修卡。
7. 附件包括,螺丝、螺丝刀、连接线等。
请您在收到产品后,仔细检查配件清单,确保所有配件齐全。
如果有任何配件缺失或损坏,请及时与我们联系,我们会尽快为您处理。
同时,我们建议您在使用产品前仔细阅读说明书,了解产品的使用方法和注意事项。
如果在使用过程中遇到任何问题,也请随时与我们联系,我们会尽快为您解决问题。
再次感谢您选择我们的产品,我们将竭诚为您提供最优质的服务。
祝您使用愉快!
此致。
敬礼。
配件清单制作人,XXX。
日期,XXXX年XX月XX日。
以上为配件清单范文,如有需要请参考。
dek参数名称

光學測試點1的X座標:
最小:0mm最大:508mm
增量:0.1mm
Fiducial 1 Y
光學測試點1的Y座標:
最小:0mm最大:508mm
增量:0.1mm
Fiducial 2 X
光學測試點2的X座標:
最小:0mm最大:508mm
增量:0.1mm
Fiducial 2 Y
光學測試點2的Y座標:
增量:0.004mm
Forward Y Offset
前向Y補償值:
最小:-1.0mm最大:+1.0mm
增量:0.004mm
ForwardθOffset
前向θ補償值:
最小:-1000arc最大:+1000arc
增量:2arc seconds
Reverse X Offset
後向X補償值:
印刷偏移的補正
最小:-1.0mm最大:+1.0mm
增量:1mm/sec
預設值:10mm/sec
Flood Speed
舖錫速度:
將錫膏先舖一層之速度,後再執行一般印刷動作既做二次印刷
最小:2mm/sec最大:150mm/sec
增量:1mm/sec
預設值:10mm/sec
Print Front Limit
前印刷界限:
此界限是以PCB板為準往板中心開使計算
最小:0%最大:100%
增量:1%
預設值:50%
X Align Weighting
X向調整的比重:
此只適用於3個光學測試點
最小:0%最大:100%
增量:1%
預設值:50%
Y Align Weighting
Y向調整的比重:
印刷标涉及的配件、耗材、选配件、工具、备件清单
印刷标涉及的配件、耗材、选配件、工具、备件清单一、印刷标的配件清单1. 印刷标台座2. 印刷标头部3. 印刷标辊筒4. 印刷标腔5. 印刷标刮板6. 印刷标刀片二、印刷标的耗材清单1. 印刷标油墨2. 印刷标胶辊3. 印刷标保养油4. 印刷标清洁溶剂5. 印刷标维护润滑油三、印刷标的选配件清单1. 印刷标套色印刷装置2. 印刷标自动对位系统3. 印刷标光固化装置4. 印刷标自动清洁系统5. 印刷标感应控制系统四、印刷标的工具清单1. 印刷标拆装工具2. 印刷标调试工具3. 印刷标检修工具4. 印刷标维护工具5. 印刷标清洁工具五、印刷标的备件清单1. 印刷标台座备件2. 印刷标头部备件3. 印刷标辊筒备件4. 印刷标腔备件5. 印刷标刮板备件在印刷标的使用过程中,配件、耗材、选配件、工具和备件都扮演着重要的角色。
只有做好这些方面的准备工作,印刷标的使用效果才能得到最大化的发挥。
在进行配件选购时,要根据印刷标的具体型号和规格,选择适配的配件,以确保安装和使用的顺畅和稳定。
选购耗材时,要注意材质的选择、规格的匹配,以及质量的可靠性,避免因耗材原因引起的印刷标损坏或使用效果不佳的问题。
选购选配件时,要根据实际需求选择合适的功能模块,以满足印刷标的个性化需求,提高印刷效率和印刷质量。
在选购工具和备件时,要选择质量可靠、使用方便的产品,以便于维修、保养和更换工作的顺利进行。
印刷标的配件、耗材、选配件、工具和备件清单是印刷标使用过程中必不可少的一部分,只有做好配备和准备工作,印刷标的使用效果才能得到最大化的发挥。
对于印刷标用户来说,制定并严格执行这些清单是至关重要的。
印刷标作为印刷行业中重要的设备之一,其配件、耗材、选配件、工具和备件的选择和使用对于印刷品质的稳定和印刷效率的提升起着至关重要的作用。
在印刷标的配件清单中,台座、头部、辊筒、腔、刮板、刀片等是组成印刷标的主要部件,它们的选购和安装对于印刷标的稳定运行至关重要。
DEK基本操作说明
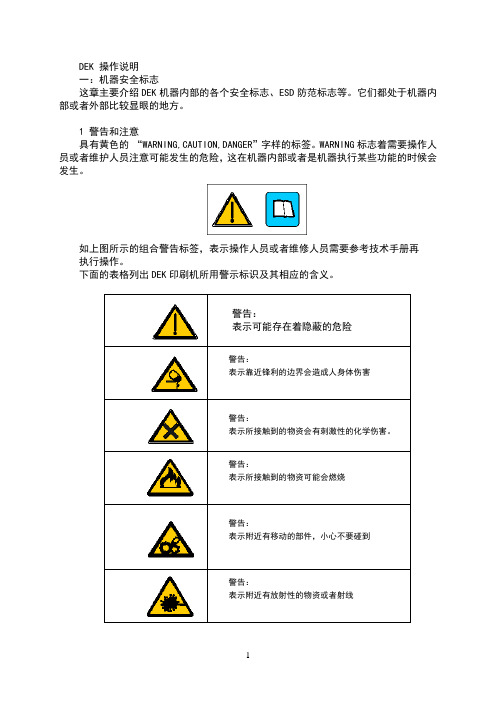
DEK 操作说明一:机器安全标志这章主要介绍DEK机器内部的各个安全标志、ESD防范标志等。
它们都处于机器内部或者外部比较显眼的地方。
1 警告和注意具有黄色的“WARNING,CAUTION,DANGER”字样的标签。
WARNING标志着需要操作人员或者维护人员注意可能发生的危险,这在机器内部或者是机器执行某些功能的时候会发生。
如上图所示的组合警告标签,表示操作人员或者维修人员需要参考技术手册再执行操作。
下面的表格列出DEK印刷机所用警示标识及其相应的含义。
警告:表示可能存在着隐蔽的危险警告:表示靠近锋利的边界会造成人身体伤害警告:表示所接触到的物资会有刺激性的化学伤害。
警告:表示所接触到的物资可能会燃烧警告:表示附近有移动的部件,小心不要碰到警告:表示附近有放射性的物资或者射线警告:表示高压力可能会造成伤害警告:表示附近可能有高电压,有被电击的危险警告:表示附近或者表面有发热的物体,防止烫伤2 紧急处理DEK虽然有如1所示的警告和安全标示,但仍然会有不正当操作的情况出现而出现紧急故障或者伤害,为此,DEK提供了两个安全紧急按钮(E-stop)。
每个紧急按钮都能使机器急停,从而避免伤害。
如图所示,在机器前台的两端都有红色的按钮就是E-stop。
图1 紧急按钮位置二机器概述1如图所示为机器外部概貌①机器控制屏幕 (Main Control Screen)②两侧的控制按钮 (Two Button Control)③小鼠标 (Mouse Trackball)④键盘 (Keyboard)⑤系统启动按钮 (System Button)⑥红色紧急按钮 (Emergency Stop Button,E-stop)⑦主电源开关 (Main Isolator)⑧印刷监控灯 (Paste Roll Lamp)⑨机器状态灯 (Tricoloured Beacon)2 机器控制屏幕的两种显示方式,如图所示Type1①印刷标题栏(PrinteTitle) ②制程参数窗口(ProcessParameter) ③消息提示栏(MessagePrompt) ④主菜单(Main Menu) ⑤视频窗口(Vision Data) ⑥警告消息窗口(Warning Message) ⑦印刷状态窗口(Printer Status)Type2①制程参数窗口(ProcessParameter) ②机器参数窗口(Machine Parameter) ③消息提示栏(Message Prompt) ④主菜单(MainMenu) ⑤视频窗口(Vision Data)⑥警告消息窗口(Warning Message)⑦印刷状态窗口(Printer Status)⑧印刷标题栏(Printe Title)这两种方式可以通过Zoom in或者Zoom out来转换。
dek 印刷机常用配件表
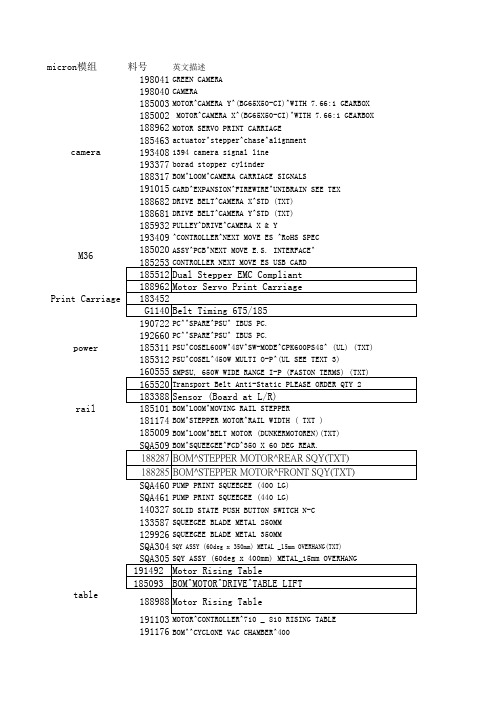
188287 BOM^STEPPER MOTOR^REAR SQY(TXT)
188285 BOM^STEPPER MOTOR^FRONT SQY(TXT)
SQA460 PUMP PRINT SQUEEGEE (400 LG) SQA461 PUMP PRINT SQUEEGEE (440 LG) 140327 SOLID STATE PUSH BUTTON SWITCH N-C 133587 SQUEEGEE BLADE METAL 250MM 129926 SQUEEGEE BLADE METAL 350MM SQA304 SQY ASSY (60deg x 350mm) METAL _15mm OVERHANG(TXT)
140784
119904 155770
112444 G1404
160702 133126 156458 STRAIN GAUGE BEAM, BOM WITH FEEDBACK ( TXT ) 155870 TYPHOON LOAD CELL LOOM BOM 112246
M19 POWER
153073 DEK TORQUE AMP ASSEMBLY BOM ( TXT ) 155510 DUAL STEPPER CARD ( TXT ) 114025 EUROAMP 10 CARD UL 155506 SERVO STEPPER DRIVE BACKPLANE PCB ASSY ( TXT ) 155518
STEP卡
压力sensor
备注1
短窄 长宽 PSU2 PSU1 ELA-PLUS
备注2
MOVING RAIL MOTOR电源线
MICRON;INF 轨道传输马达 350-60度钢刮刀 刮刀马达 刮刀马达 400-60度胶刮刀
dek中文版操作手册
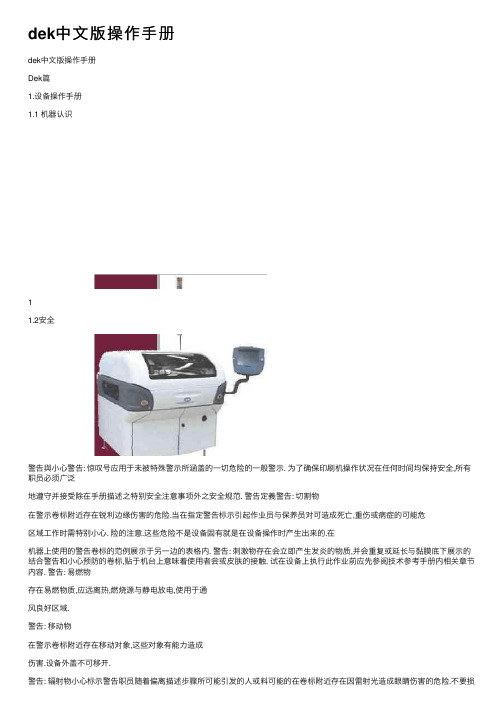
dek中⽂版操作⼿册dek中⽂版操作⼿册Dek篇1.设备操作⼿册1.1 机器认识11.2安全警告與⼩⼼警告: 惊叹号应⽤于未被特殊警⽰所涵盖的⼀切危险的⼀般警⽰. 为了确保印刷机操作状况在任何时间均保持安全,所有职员必须⼴泛地遵守并接受除在⼿册描述之特别安全注意事项外之安全规范. 警告定義警告: 切割物在警⽰卷标附近存在锐利边缘伤害的危险.当在指定警告标⽰引起作业员与保养员对可造成死亡,重伤或病症的可能危区域⼯作时需特别⼩⼼. 险的注意.这些危险不是设备固有就是在设备操作时产⽣出来的.在机器上使⽤的警告卷标的范例展⽰于另⼀边的表格内. 警告: 刺激物存在会⽴即产⽣发炎的物质,并会重复或延长与黏膜底下展⽰的结合警告和⼩⼼预防的卷标,贴于机台上意味着使⽤者尝或⽪肤的接触. 试在设备上执⾏此作业前应先参阅技术参考⼿册内相关章节内容. 警告: 易燃物存在易燃物质,应远离热,燃烧源与静电放电,使⽤于通风良好区域.警告: 移动物在警⽰卷标附近存在移动对象,这些对象有能⼒造成伤害.设备外盖不可移开.警告: 辐射物⼩⼼标⽰警告职员随着偏离描述步骤所可能引发的⼈或料可能的在卷标附近存在因雷射光造成眼睛伤害的危险.不要损害.⼩⼼标⽰并不意味对职员的危险. 直视光源或物体表⾯之直接反射光.⼀个⼩⼼标⽰的例⼦如下: 警告: 受压物⾼压存在并可能造成伤害.不要企图直接开启系统⾄⼩⼼⼤⽓下.摄影机损毁..不要留下任何未⽤治具于升降平台的后轨道后⽅区域. 如有任何物体留在升降平台的PC板印刷区域外,当平台上升⾄印刷警告: 电⼒危险⾼电压存在并可能造成伤害或死亡.不要从设备外罩⾼度时,它将可能与摄影机相撞.移除保护盖或不顾保护装置.21.3设备概观範圍這⼿冊應由適當訓練過的設備操作⼈員來使⽤.對於設備的⼀般操作狀況它是個快速⼊⾨指南.關於設備設定更深⼀層的資訊則總括到技術參考⼿冊項次說明觸控式螢幕 1系統按鈕 2滑⿏ 3雙按鈕控制 4 鍵盤 5主電源開關 6 緊急開關按鈕 7 錫膏滾動燈 8 三⾊燈 9 當機器啟動電源後,按下兩紅⾊緊急開關中任⼀能以受控⽅式使機器停⽌31.4⼈机接⼝狀態⾴模式2在主要控制螢幕上所顯⽰的資訊為狀態⾴.狀態⾴有兩種版本顯⽰模式.可在Set Prefs選單內Display Type螢幕顯⽰模式做選擇模式1項次說明製程參數視窗 1設備參數視窗 2訊息提⽰帶 3項次說明項⽬單 4 印刷機主題視窗視覺資料視窗 1 5警告訊息視窗 6 製程參數視窗 2印刷機狀態視窗 7 訊息提⽰帶 3 印刷機主題視窗 8 項⽬單 4 在觸控式螢幕上觸壓相關的項⽬圖像便能完成功能選視覺資料視窗 5擇.另⼀種選擇⽅式是藉由鍵盤上功能鍵F1到F8來做警告訊息視窗 6 選擇印刷機狀態視窗 74視覺資料視窗可利⽤在狀態⾴上的Zoom In或 Zoom Out 圖像來改變視覺資料視窗的⼤⼩.51.5三⾊灯此訊息燈顯⽰設備的作動狀態.設備無法作動系統電源關閉錯誤訊息顯⽰設備未在準備狀態作動狀態燈號顏⾊設備在初始化設備在設定中設備在維護下設備提⽰操作者注意卡匣錫膏不⾜擦拭紙卷⽤盡擦拭溶劑耗盡設備可作動設備在就緒狀態等待61.6 开机与登⼊3. 觸壓Monitor (鍵盤上F7功能鍵). 1. 旋轉主電源開關⾄ON處.4. 觸壓Log On (F1).2. 設備提⽰時按壓System鈕.操作員登⼊視窗顯⽰:已選好的狀態⾴模式會與下列功能選單⼀起顯⽰:使⽤鍵盤輸⼊操作員I.D.後按下Enter 鍵.5. 觸壓Exit (F8).71.7产品换线新產品 4. 觸壓Load (F1).1. 觸壓Setup (F6).5. 觸壓Change Screen (F5). 2. 觸壓Load Data (F2).選定的檔案會顯⽰在狀態⾴.儲存於設備內所有產品檔案表會顯⽰出來: 6. 系統提⽰時掀起前⽅印刷頭蓋.3. 使⽤Left, Right, Up和Down (F4, F5, F6和F7) 反⽩所需檔案.87. 移出钢板. 10. 按下System 鈕.11. 触压Change Screen (F5).8. 加载新钢板到机器内并确保正确⽅位与开孔位置.12. 触压Change Tooling (F6).13. 触压Head (F2).9. 放下前⽅印刷頭蓋. 14. 使⽤双控制钮抬起印刷头.915. 装上印刷头⽀撑杆 16. 调整PC板⽀撑器⾄适合产品位置来准备印刷. PC板夾板器. 當在機器⽀撐器置放區作業時需極端⼩17. 移开印刷头⽀撑杆并归回原位. ⼼夾板系統且必須經過練習以避免傷害.在前⽅和後⽅夾板系統上的⾦屬薄⽚是⾮常鋒利的DEK建議只有操作員能更換磁性⽀撐桿.使⽤其它⽀撐器或許需要變更PC板狀態檔.⼩⼼攝影機損毀..不要留下任何未⽤治具於升降平台的後軌道18. 触压Head (F2).後⽅區域.如有任何物體留在升降平台的PC板印刷區域外,當平台上升⾄印刷⾼度時,它將可能與攝影機相撞.1019. 使⽤雙控制鈕放下印刷頭.20. 按下System紐.21. 触压Exit (F8).22. 觸壓Exit (F8).111.8印刷参数调整⾃動模式批量印刷1. 觸壓Setup (F6). 1. 觸壓Monitor (F7).2. 觸壓Mode (F1) 直到Auto出現在狀態⾴的模式選項上 2. 觸壓Batch Limit (F4).3. 觸壓Exit (F8). 批量計數極值視窗會顯⽰在螢幕上:4. 觸壓Run (F1). 3. 使⽤微調鍵Incr.及Decr. (F6和F7) 可設定所需批量數.印刷機將連續不斷地運作. 4. 觸壓Exit (F8).12除程式設定的鋼板擦拭週期外可選擇Clean Screen來啟動擦拭5. 触压Exit (F8). 鋼板動作.6. 触压Run (F1).除程式設定的錫膏攪拌週期外可選擇Knead Paste來啟動攪拌錫膏動作.印刷選單當設備於⾃動模式下運作時會顯⽰下列選單:如有安裝擠壓式刮⼑頭選⽤配備則錫膏添加功能將取消.選擇Paste Load添加錫膏有兩種⽅式 (⾃動加錫和⼿動加錫).选择 End Run可停⽌印刷机于完成该印刷周期选择 Stop Cycle将⽴即停⽌印刷在印刷期間的任何階段皆能啟⽤下述功能錫膏添加擦拭鋼板參數調整攪拌錫膏調整檢查作業員不應該使⽤參數調整及調整檢查.133. 添加錫膏到鋼板上. 添加錫膏锡膏和溶剂. 当使⽤或处理任何锡膏或溶剂必须严格地遵守制造商的标准安全注意事项.防护⾐物. 当处理锡膏和溶剂时随即穿戴合格的防护⾐物来减少挥发⽓体的吸⼊,眼睛及⽪肤的接触与摄取.4. 關上前⽅印刷頭蓋. ⼿動添加1. 觸壓Manual Load (F2).‘打開前蓋並添加錫膏’ 訊息會顯⽰在螢幕上2. 打開前⽅印刷頭蓋.5. 按下System紐.146. 觸壓Continue (F1).7. 觸壓Exit (F8).⾃動添加1. 觸壓Auto Dispense (F1).錫膏添加器將執⾏錫膏⾃動添加作業.2. 觸壓Exit (F8).15溶劑重新補充溶劑⾄溶劑桶建议溶剂. 任何溶剂的使⽤必须符合当地环保规章. DEK推荐使⽤环保认可的溶剂,换句话说⽆CFC与含⽔基成分.使⽤的溶剂必须拥有快速挥发速率及闪⽕o点规格⾼于39C的特性. 溶剂溶液. 勿将不同溶剂的溶液混合.当更换另⼀种不同溶剂时必须彻底冲洗⼲净溶剂桶.16易燃性. 存在易燃性物质.应远离热,燃烧源与静电放电.3. 裝上印刷頭⽀撐桿于通风良好区域使⽤溶剂喷洒. 钢板擦拭清洁器喷洒⼀细微溶剂溶液喷射带在清洁器纸卷上.应穿著经认可之防护⾐物从事作业.受压容器. 溶剂桶是充满压⼒的状态;在打开溶剂桶注⼊盖前必须先释放压⼒.4. ⼩⼼旋開溶劑蓋⼦使蒸氣壓⼒消去. 重新補充溶劑⾄溶劑桶:1. 觸壓Head (F2).2. 使⽤雙控制鈕抬起印刷頭.5. 打開蓋⼦使⽤漏⽃重新補充溶劑.176. 旋緊蓋⼦. 9. 移開印刷頭⽀撐桿並歸回原位.7. 觸壓Prime Solvent (F6).10. 觸壓Head (F2).‘同時按壓兩控制鈕來汲取溶劑’ 訊息會顯⽰在螢幕上.8. 使⽤螢幕兩旁控制鈕來汲取溶劑. 11. 使⽤雙控制鈕放下印刷頭.12. 按下System鈕.18物品更换卷紙 3. 裝上印刷頭⽀撐桿易燃性. 使⽤過之紙卷含有鋼板擦拭清潔器溶劑及錫膏的殘留物.參考製造供應商所建議的拋棄處理指⽰.防護⾐物. 當處理錫膏和溶劑時隨即穿戴合格的防護⾐物來減少揮發氣體的吸⼊,眼睛及⽪膚的接觸與攝取.4. ⼩⼼移開髒污的紙卷.1. 觸壓Head (F2). 5. 裝上新紙卷並依照下圖路徑纏繞:2. 使⽤雙控制鈕抬起印刷頭.項次說明擦拭紙卷 1收集紙桿 2196. 觸壓Prime Paper (F5). 10. 使⽤雙控制鈕放下印刷頭. ‘按壓兩控制鈕來進紙’ 訊息會顯⽰在螢幕上.7. 使⽤螢幕兩旁控制鈕捲動紙卷確保紙能正確地供給. 11. 按下System鈕.刮⼑8. 移開印刷頭⽀撐桿並歸回原位. 1. 觸壓Setup (F6). 2. 觸壓Setup Squeegee (F4). 9. 觸壓Head (F2). 203. 觸壓Change Squeegee (F1). 8. 觸壓Continue (F1).4. 打開前⽅印刷頭蓋.刮⼑參考⾼度9. 觸壓Calibrat Heights (F2).‘在開始進⾏壓⼒校正前先移出鋼板’ 訊息會顯⽰在螢幕上. 5. 換上所需的刮⼑6. 關上前⽅印刷頭蓋 10. 觸壓Exit (F8).11. 觸壓Change Screen (F5).7. 按下System鈕.‘移出鋼板’ 訊息會顯⽰在螢幕上.2115. 按下System鈕. 12. 打開前⽅印刷頭蓋.16. 觸壓Setup Squeegee (F4).13. 移出鋼板.17. 觸壓Calibrat Heights (F2).‘確保安裝正確的刮⼑’ 訊息會顯⽰在螢幕上. 14. 關上前⽅印刷頭蓋 18. 觸壓Continue (F1).‘壓⼒⾼度校正中-勿開啟前蓋’ 訊息會顯⽰在螢幕上.19. 觸壓Exit (F8).2223. 關上前⽅印刷頭蓋 20. 觸壓Change Screen (F5).‘插⼊鋼板並重試’ 訊息會顯⽰在螢幕上.21. 打開前⽅印刷頭蓋.24. 按下System鈕.22. 載⼊鋼板到印刷機內並確保正確⽅位與開孔位置. 25. 觸壓Change Screen (F5).26. 觸壓Exit (F8).231.9注销与关机1. 觸壓Monitor (F7). 5. 當被提⽰確認是否關機.2. 觸壓Log Off (F1).6. 當螢幕顯⽰’現在關閉你的電腦是安全的’ 訊息時,旋轉主電源開關⾄OFF位置3. 觸壓Exit (F8).4. 觸壓狀態⾴上Close System圖像.24错误讯息下述表格列出在正常印刷操作下可能發⽣的錯誤訊息,可能原因及解決⽅法.完整版的設備錯誤訊息在技術參考⼿冊中.補充鋼板清潔擦拭系統溶劑. 鋼板清潔擦拭系統溶劑不⾜清潔溶劑不⾜需要補充.鋼板清潔擦拭系統紙卷需要更換鋼板清潔擦拭系統紙卷. 無清潔擦拭紙更換.錫膏筒內無錫膏/擠壓錫膏添加器錫膏筒內無錫膏更換錫膏添加器內錫膏筒. 式刮⼑頭錫膏卡匣內補充/更換擠壓式刮⼑頭內錫膏卡匣. 或擠壓式刮⼑頭錫膏卡匣必錫膏量不⾜須補充更換.軌道上升異常,檢查⽀在升降平台上有⽀撐器/物體打開前⽅印刷頭蓋移出在升降平台上軌道下的⽀撐器頂撞到軌道下⽅. 撐器或物體.系統斷電印刷頭蓋掀起或E Stop觸壓. 關上印刷頭蓋.釋放E Stop紐關上印刷頭蓋. 前蓋打開時系統暫停印刷頭蓋掀起.PC板未到達定位或印刷完打開前⽅印刷頭蓋,鬆開夾板器並將PC板從軌道內PC板停在軌道上成後未送出板⼦. 移出.25下⾯是赠送的企业管理名句100,欢迎欣赏关于企业管理的名⾔名句5、对产品质量来说,不是100分就是0分。
AOD零件明细

图纸编号名称安装数量规格/型号/材料2001机架盖1GS-16Mn52002机架座1GS-16Mn62003中心螺栓2E3352004调心滚子轴承1800/1060/2582005压紧圈1E2952007耳轴螺钉410.92025六角螺钉4M12×45/3.6 DIN EN 24018 2026六角螺钉32M30×70/8.8 DIN EN24017 2027垫片32B30/St DIN EN ISO7089 2028吊环螺栓2M56 C15 DIN5802030六角螺钉12M20×70/8.8 DIN EN 24014 2031垫片12B20/St DIN 1282032六角螺钉24M10×20/8.8 DIN EN24017 2033O型圈2d=34000mm2034锁紧垫圈4B16/St DIN79802035六角螺钉32M16×55/8.8 DIN EN24017 2036垫片32B16/St DIN1282037内六角螺钉4M12×70/8.8DIN6912 2038垫片4B12/St DIN79802039螺母16M64×4/8 DIN EN24032 2040垫片464/St DIN EN ISO7089 2044内六角螺钉2M30×120/8.8 DIN EN ISO4762 2047六角螺钉2M12×40/3.6 DIN EN24018 2048螺母8M48×3/8 DIN EN 24032 2049垫片448/St DIN EN ISO7089 2051板子130×100×200/S235JR 2052润滑喷嘴3AM16×1.5/5.8DIN3404 2053弯头3EVW12-PLM FORM B2054油管112×1×20000/St2055直联片3GE12-PLM FORM B/St 3001机架盖1GS-16Mn5机架座1GS-16Mn53003中心螺栓2E3353004环2E2953005密封圈2塑料3006定位键1E360/DIN 68853007耳轴螺钉410.9/DIN EN ISO4762 3008定距环2E3353009调心滚子轴承1800/1060/2583010盖子4S235JR3011密封4Klingerflex CH-13013套1E2953014透盖1S355J2H3015端盖2S355J2H3016螺杆48.83017螺母4 5.63018密封盖2S275JR3019定位键2E360/DIN 68853020螺杆48.83021连接杆2E2953024内六角螺钉6M12×30/8.8 DIN6912 3026六角螺钉32M30×70/8.8 DIN EN24017 3027锁紧垫片32St DIN 1253028吊环螺栓2M56 C15 DIN5803032六角螺钉24M10×20/8.8 DIN EN24017 3033O型圈2d=34000mm3034垫圈2816/St DIN79803035六角螺钉32M16×40/8.8 DIN6912 3036垫圈32B16/St DIN1283037内六角螺钉4M12×70/8.8DIN6912 3038垫圈10B12/St DIN79803041六角螺钉12M30×140/8.8 DIN EN24014 3043毡垫圈1A17.M5/M63503044内六角螺钉2M30×120/8.8 DIN EN ISO4762 3045内六角螺钉24M16×40/8.8 DIN69123046密封圈1A10×15/Cu DIN7603 3050保护罩43070端盖3080保护罩43090润滑喷嘴13060套1装配图装配图1-M2000装配图1-M2000装配图1-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图1-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图1-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图3-M2000装配图3-M2000装配图3-M2000装配图3-M2000装配图3-M2000装配图1-3000装配图1-M2000装配图2-M3000装配图2-M3000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M2000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M2000装配图1-M3000装配图2-M2000装配图2-M2000装配图1-M3000装配图2-M3000装配图2-M3000装配图1-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图2-M3000装配图1-M3000装配图2-M3000装配图2-M2000装配图2-M3000装配图2-M3000。
地弹门材料配置清单
设计:
校对: 2012年8月21日 共1页;第1页
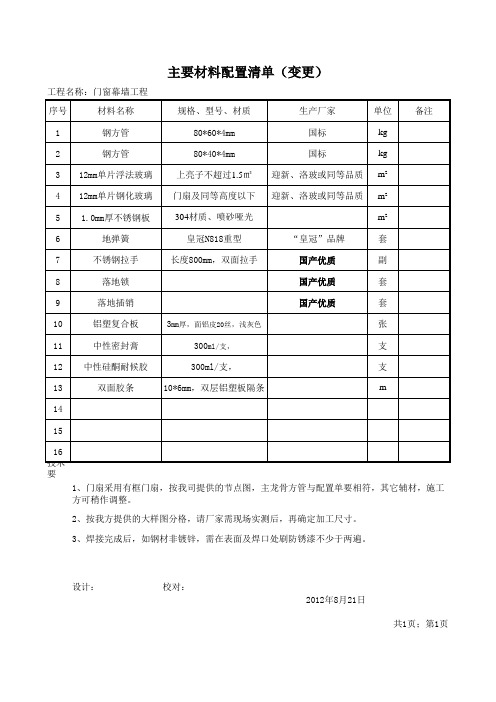
主要材料配置清单(变更)
工程名称:门窗幕墙工程 序号 1 2 3 4 5 术要求: 1、门扇采用有框门扇,按我司提供的节点图,主龙骨方管与配置单要相符,其它辅材,施工 方可稍作调整。 2、按我方提供的大样图分格,请厂家需现场实测后,再确定加工尺寸。 3、焊接完成后,如钢材非镀锌,需在表面及焊口处刷防锈漆不少于两遍。 材料名称 钢方管 钢方管 12mm单片浮法玻璃 12mm单片钢化玻璃 1.0mm厚不锈钢板 地弹簧 不锈钢拉手 落地锁 落地插销 铝塑复合板 中性密封膏 中性硅酮耐候胶 双面胶条 3mm厚,面铝皮20丝,浅灰色 300ml/支, 300ml/支, 10*6mm,双层铝塑板隔条 规格、型号、材质 80*60*4mm 80*40*4mm 上亮子不超过1.5㎡ 门扇及同等高度以下 304材质、喷砂哑光 皇冠N818重型 长度800mm,双面拉手 “皇冠”品牌 国产优质 国产优质 国产优质 生产厂家 国标 国标 迎新、洛玻或同等品质 迎新、洛玻或同等品质 单位 kg kg m² m² m² 套 副 套 套 张 支 支 m 备注
DEK 维修 参考手册
DEK 维修参考手册DEK 维修参考手册目录:1:引言2: DEK 维修基础知识2.1 DEK 组件及其作用2.2 DEK 维修工具和设备2.3 DEK 维修流程概述3: DEK 维修常见问题与解决方案3.1 印刷质量不理想3.2 印刷偏移或错位3.3 DEK 设备故障4: DEK 维修注意事项4.1 安全操作指南4.2 维修时的环境要求4.3 维修过程中的注意事项5:维修记录和报告5.1 维修记录的重要性5.2 维修记录的内容和格式5.3 编写维修报告的步骤和要点6:附录6.1 附件一、DEK 维修工具清单6.2 附件二、DEK 组件图解1:引言本《DEK 维修参考手册》旨在为维修人员提供有关 DEK 设备维修的详细指导和解决方案。
本手册将以清晰的章节划分和详细的内容,帮助读者快速了解和掌握 DEK 维修的基础知识和技巧。
2: DEK 维修基础知识2.1 DEK 组件及其作用在本章节中,我们将详细介绍 DEK 设备的组成部分和它们各自的作用,包括传送带系统、印刷头、刮刀、进料和出料系统等。
读者将了解每个组件的功能和故障排查技巧。
2.2 DEK 维修工具和设备本节将列出进行 DEK 维修所需的工具和设备清单,并对其使用方法进行详细说明。
读者将了解如何正确选择和使用这些维修工具和设备。
2.3 DEK 维修流程概述在本节中,我们将介绍 DEK 维修的流程和步骤。
这将帮助读者理解 DEK 维修的整体过程,并为后续章节提供更具体的故障诊断和解决方案。
3: DEK 维修常见问题与解决方案在本章节中,我们将 DEK 维修过程中常见的问题和难题,并提供相应的解决方案和故障排查指导。
这将为维修人员在面对具体问题时提供宝贵的参考。
3.1 印刷质量不理想本节将讨论印刷质量不理想的可能原因和解决方案,包括打印头清洁、涂覆质量控制等方面。
3.2 印刷偏移或错位在本节中,我们将探讨印刷偏移或错位的常见原因以及解决办法,包括校准打印位置、调整传送带速度等问题。
3D打印机打印零件清单
打印头
耗材架
控制板壳
LCD套壳
X结构
Y结构
Z结构
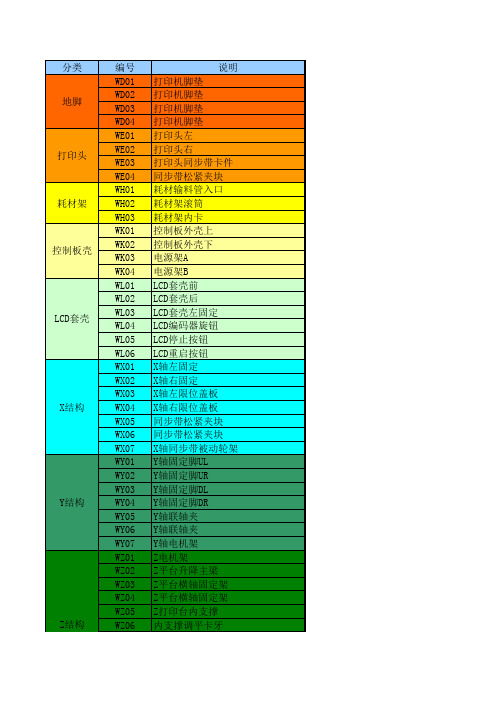
编号 WD01 WD02 WD03 WD04 WE01 WE02 WE03 WE04 WH01 WH02 WH03 WK01 WK02 WK03 WK04 WL01 WL02 WL03 WL04 WL05 WL06 WX01 WX02 WX03 WX04 WX05 WX06 WX07 WY01 WY02 WY03 WY04 WY05 WY06 WY07 WZ01 WZ02 WZ03 WZ04 WZ05 WZ06
说明 打印机脚垫 打印机脚垫 打印机脚垫 打印机脚垫 打印头左 打印头右 打印头同步带卡件 同步带松紧夹块 耗材输料管入口 耗材架滚筒 耗材架内卡 控制板外壳上 控制板外壳下 电源架A 电源架B LCD套壳前 LCD套壳后 LCD套壳左固定 LCD编码器旋钮 LCD停止按钮 LCD重启按钮 X轴左固定 X轴右固定 X轴左限位盖板 X轴右限位盖板 同步带松紧夹块 同步带松紧夹块 X轴同步带被动轮架 Y轴固定脚UL Y轴固定脚UR Y轴固定脚DL Y轴固定脚DR Y轴联轴夹 Y轴联轴夹 Y轴电机架 Z电机架 Z平台升降主梁 Z平台横轴固定架 Z平台横轴固定架 Z打印台内支撑 内支撑调平卡牙
Z结构 WZ07 WZ08 WZ09 WZ10 WZ11 内支撑调平卡牙 Z打印台外支撑 打印台外支撑弹簧卡牙 Z限位卡子 Z限位调高滑块
Байду номын сангаас
光纤激光切割机厂家:光纤激光切割机配件的4大常用配件
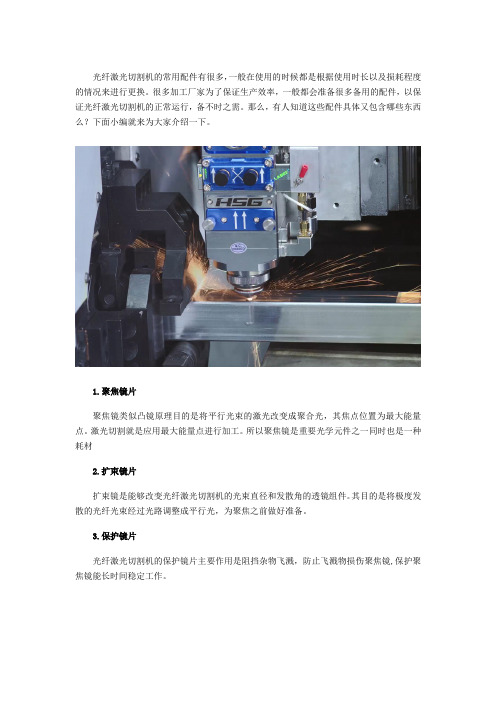
光纤激光切割机的常用配件有很多,一般在使用的时候都是根据使用时长以及损耗程度的情况来进行更换。
很多加工厂家为了保证生产效率,一般都会准备很多备用的配件,以保证光纤激光切割机的正常运行,备不时之需。
那么,有人知道这些配件具体又包含哪些东西么?下面小编就来为大家介绍一下。
1.聚焦镜片聚焦镜类似凸镜原理目的是将平行光束的激光改变成聚合光,其焦点位置为最大能量点。
激光切割就是应用最大能量点进行加工。
所以聚焦镜是重要光学元件之一同时也是一种耗材2.扩束镜片扩束镜是能够改变光纤激光切割机的光束直径和发散角的透镜组件。
其目的是将极度发散的光纤光束经过光路调整成平行光,为聚焦之前做好准备。
3.保护镜片光纤激光切割机的保护镜片主要作用是阻挡杂物飞溅,防止飞溅物损伤聚焦镜,保护聚焦镜能长时间稳定工作。
温馨提示:镜片更换时间周期一般为3个月左右,具体可根据实际加工情况而定。
4.喷嘴喷嘴可以辅助气体快速喷出,快速吹走熔渣保证激光切割能持续进行加工,并可以有效地阻止熔渍等杂物往上反弹,进而可以增加保护镜片寿命。
同时它可以控制气体扩散面积及大小,而且可以影响到激光切割机的切割质量。
与此同时,喷嘴的孔径大小会根据切割材料的厚度而有所不同。
温馨提示:喷嘴的更换周期为两个月左右,具体视加工实际情况而定。
关于光纤激光切割机的常用配件就介绍到这里了。
需要注意的是,目前市面上的激光切割机配件质量参差不齐,鱼龙混杂,价格不一。
为了买到性价比高且质量可靠的产品,建议大家最好是到光纤激光切割机的原厂购买。
例如作为行业内较为知名的光纤激光切割机厂家宏山激光,从2006年开始就从事激光设备行业,其设备广泛应用到各行各业,其过硬的产品质量及完善的售后服务,得到了广大客户的认可与好评。
单轨吊配件明细
2
2500
5000
5
驱动轮
D01.2.1.00
件
2
4800
9600
6
销轴
D01.2.4
件
16
25
400
7
衬板㈠
D01.2.5
件
2
200
400
8
衬板㈡
D01.2.6
件
2
220
440
9
滑道托架
D01.2.30
件
2
260
520
10
螺母座
D01.2.7
件
2
30
60
11
转轴
D01.2.8
件
2
150
300
12
垫圈
D01.2.9
件
2
10
20
13
衬垫
D01.2.11
件
4
10
40
14
刹车蹄
D01.2.12
件
4
350
1400
15
导向轮
D01.2.2.00
件
4
188
752
16
承载轮
D01.2.3.00
件
4
280
1120
17
油缸销轴
D01.2.14
件
2
50
100
18
摆臂
D01.2.15
件
8
100
800
19
摆臂拉杆
D01.2.16
件
4
50
200
20
刹车轴
D01.2.17
件
4
海信 BCD-212TDek X1 BCD-232TDeK x1冰箱 说明书
温度调节
1 显示控制面板示意图 冷藏室温度显示及设定按键 变温室温度显示及设定按键
冷藏室 C
变温室 C
冷冻室 C
冷冻室温度显示 及设定按键
锁定模式指示 及解锁按键
644
四季节能模式指示及设定按键 智能模式指示及设定按键 速冻模式指示及设定按键 速冷模式指示及设定按键
2 运行模式和按键操作
☆ 本产品视窗采用触摸式按键操作,轻按设定按键,若有短促 蜂鸣响起则表示当前操作成功
3
变为 ,系统进入节能模式。
4 如欲退出节能模式,在解锁状态,按下 或进行冷藏、变温、冷冻设定,或按下 变为 ,系统退出节能模式。
节 能 模 式 更 加 节 能,建 议 在 出 差 等 长 期 离 开 的情况下使用。
☆ 人工智能模式 57
1 首先进入解锁状态;
2 按下
3
变为 ,系统进入智能模式。
4 如欲退出智能模式,在解锁状态,按下 或进行冷藏、变温、冷冻设定,或按下 变为 ,系统退出智能模式。
1
BCD-212TDeK/X1 BCD-232TDeK/X1
安全注意事项 结构示意图
目 使用准备
温度调节 使用注意事项 附件的拆卸方法 除霜方法 冰箱的清洗 非故障现象
录 故障判定
规格参数
装箱清单
1 2 3 4 8 9 10 10 11 12 13 封底
版本号: B080 6 1 2 9 9 D
承蒙您购买海信电冰箱,谨此致谢。 “一经选择,天天省心”,海信天天服务系统为您提供无忧服务; 方便您的居家生活。
! 冰箱禁止在户外或雨中使用。
切勿擅自拆卸、修理和改造。 如果电源线损坏,为了避免 危险,请联系厂家、特约服 务代理商或专业人员修理。
企业培训-dek培训教程 精品
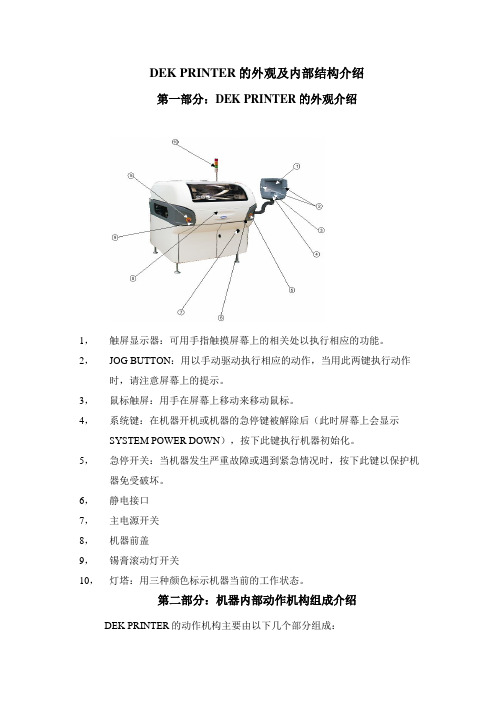
DEK PRINTER的外观及内部结构介绍第一部分:DEK PRINTER的外观介绍1,触屏显示器:可用手指触摸屏幕上的相关处以执行相应的功能。
2,JOG BUTTON:用以手动驱动执行相应的动作,当用此两键执行动作时,请注意屏幕上的提示。
3,鼠标触屏:用手在屏幕上移动来移动鼠标。
4,系统键:在机器开机或机器的急停键被解除后(此时屏幕上会显示SYSTEM POWER DOWN),按下此键执行机器初始化。
5,急停开关:当机器发生严重故障或遇到紧急情况时,按下此键以保护机器免受破坏。
6,静电接口7,主电源开关8,机器前盖9,锡膏滚动灯开关10,灯塔:用三种颜色标示机器当前的工作状态。
第二部分:机器内部动作机构组成介绍DEK PRINTER的动作机构主要由以下几个部分组成:1,PRINTHEAD MODULE可升降,方便维修和操作。
2,PRINT CARRIAGE MODULE用以驱动刮刀前后移动3,SQUEEGEE MODULE执行锡膏印刷功能4,CAMERA MODULE主要抓取PCB板和SCREEN 的FIDUCIAL。
5,SCREEN ALIGNMENT MODULE执行印刷前PCB板和SCREEN的校准功能。
6,RAIL MODULE执行过板和夹板功能7,RISING TABLE MODULE上升到VISION和印刷高度,8,UNDERSCREEN MODULE清洁SCREEN底部和网孔。
DEK PRINTER 的常用参数表DEK PRINTER的常用操作第一部分:一些常见指令含义Abort:按下该键得重新初始化机器,或忽略当前提示。
Retry: 按下该键重新检查错误的情况。
Recover: 按下该键立即继续其操作,该功能模组回到他们的原点位置,并不用重新初始化整个机器,若出现该提示,该项为首选。
Diagnostics(Diagnos): 按下该键进入诊断,为进一步研究该问题。
Head: 按下该键允许升头操作,进入印刷头下面。