NC车床电机功率
宁江数控纵切CKC1120V机床介绍

CKC1120V数控纵切自动车床介绍一、主要技术性能描述1、机床系CNC纵切自动车床,采用FANUC 0i-TD双通道数控系统,属机、电、气-体化产品,适用于IT、电子、通讯、家电、微特电机、航天、汽车、摩托车、钟表、医疗、军工、鱼具、玩具、五金等行业的细长轴类零件的加工。
机床采用冷拉棒料或磨光棒料(采用中心架切削时,棒料直径一致性通常0.03mm以内,直线度0.3mm/1000mm 以内,且棒料的精度应不低于被加工零件的精度)进行连续上、下料的自动循环加工,可完成轴类零件的车外圆、正面钻孔、正面攻丝、正面镗孔、车螺纹、割槽、横钻孔、铣方、铣槽、径向攻丝、切断、背面车削、背面钻孔、背面镗孔、背面攻丝等工序。
机床采用独立的背面加工刀具,正、背面可重叠加工,对需背面加工的零件,极大的提高了加工的效率。
机床配备料机接口,与料机联机后,实现多棒料自动上料。
机床底座采用高强度、整体式铸件,抗震性好、刚性高。
机床主轴、副主轴采用内置主轴电机结构(电主轴),轴承采用进口高精度向心推力角接触球轴承,具有高刚性、高稳定性等特点;电机采用FANUC内置主轴电机,升、降速时间短,具有Cs轴控制和分度功能;结构紧凑,运转平稳,振动低、噪声小。
机床采用排刀式刀架,主轴箱移动,可进行无中心架(无导套)切削;当配置全行程回转中心架时,可对细长轴类零件进行高精度加工。
机床动力刀具采用模块化设计,当动力刀具安装为专用铣削附件时,可铣削螺纹类零件,如骨钉或蜗杆。
机床X1、Y1、Z1、X2、Z2轴采用FANUC交流伺服电机驱动,可实现七轴控制四轴联动;伺服电机内置绝对位置编码器,具有关机记忆位置的功能,再次开机不用回参考点即可运行,提高了机床使用的效率;采用进口高精度直线导轨与丝杠,定位精度高,移动速度快。
机床具有精度高、结构紧凑、占地面积小、操作方便、造型美观等特点。
2、机床数控系统为FANUC 0i-TD双通道系统,具有中、英文LCD屏幕显示,配置电子手轮,有自诊断功能。
数控机床机械传动结构

数 控 机 床 的 主 运 动 结 构
防松
第 一 节
数 控 机 床 的 主 运 动 结 构
数控机床的典型主轴部件
第 一 节
数 控 机 床 的 主 运 动 结 构
第 一 节
数 控 机 床 的 主 运 动 结 构
第 一 节
数 控 机 床 的 主 运 动 结 构
第 一 节
数 控 机 床 的 主 运 动 结 构
这种配置的结构简单、安装调试方便,且在传动上能满
第 一 足转速与转矩的输出要求,但其调速范围及特性相对于交、 节
数 直流主轴电机系统而言要差一些。
控
机
主要用于经济型或中低档数控机床上。
床
的
主
运
动
结
构
3) 交、直主轴电机 — 主轴部件
第 一 节
数
控
机
床
的
这种配置形式同上面一样,但电机是性能更好交直流
第二节 进给系统的机械传动结构
一、概述
第
六 章
1、进给系统的功用
数 协助完成加工表面的成形运动,传递所需的运动及动力。
控
机 床
2、进给系统机械部分的组成
的 机
传动机构+运动变换机构+导向机构+执行件(工作台)
械
传 传动机构: 齿轮传动、同步带传动
动
结 运动变换:丝杠螺母副、蜗杆齿条副、齿轮齿条副等
数 控
动和噪声。转速高,目前最高可达200000 r/min。其
机
缺点是电机运转产生的振动和热量将直接影响到主
床 的
轴,因此,主轴组件的整机平衡、温度控制和冷却
主
是内装式电机主轴的关键问题
3.5米数控立车技术规格书
DVT350×20/32Q-NC数控双柱立式车床技术规格书1.机床主要用途及组成1.1机床主要用途本机床适用于高速钢和硬质合金刀具,加工各种黑色金属、有色金属和部分非金属材料的工件。
在本机床上可完成粗、精车内外圆柱面、内外圆锥面、平面、曲面以及切槽、车螺纹等工序。
1.2 机床组成机床主要由龙门架、主传动变速箱、工作台、横梁、横梁升降机构、数控刀架、刀架进给箱、液压系统、电控系统等组成2.主要规格与参数2.1 最大车削直径φ3500 mm2.2 最大工件高度 2000 mm2.3 最大工件重量 32t2.4 工作台2.4.1 工作台直径φ3150 mm2.4.2 工作台转速级数无级机械二挡2.4.3 工作台转速范围 0.63~63r/min2.4.4 工作台最大扭矩 100kN.m2.5 垂直刀架2.5.1 垂直刀架进给量级数无级2.5.2 垂直刀架进给量范围 0.1-1000mm/min2.5.3 垂直刀架快速移动速度 8000mm/min2.5.4 垂直刀架最大水平行程-20~2015mm2.5.5 垂直刀架滑枕垂直行程 1250 mm2.5.6 垂直刀架滑枕截面尺寸 220×220mm2.5.7 垂直刀架最大切削力 35kN2.6 横梁行程 1500 mm2.7 横梁升降速度 350 mm/min2.8 横梁升降电机功率 11 kW2.9 主电机功率 55kW2.10 机床重量(约) 60t2.11 机床外形尺寸(长×宽×高) 约7412×5460×7195mm3.主要结构及性能3.1 机床总体布局本机床的总体布局为龙门式热对称结构。
由左右立柱、联接梁和工作台底座构成框架式结构,经有限元法计算,使机床大件及整机具有高强度、高刚度、高吸振性的特点。
横梁在左、右立柱导轨上移动,由双轴伸交流电机驱动,经左右横梁升降箱、螺母丝杠传动,实现横梁上下移动,在横梁上设置一个垂直刀架,刀架为数控刀架,由交流伺服电机驱动。
DVT500X31-50L双柱立式车床说明书
1.3 主要尺寸图
2、主要用途和特性
3、主要结构及性能
3.1 主要结构概述
3.2 刀架切削力与滑枕伸出长度的关系图
3. 3功率扭矩图
3.4 工件重量与工作台转速关系
4、传动系统
4.1 传动系统图
4.2 主传动转速分布图
4.3 齿轮、蜗轮、蜗杆、丝杠、螺母明细表
4.4 滚动轴承分布图
龙门架由左、右立柱通过联接梁、横梁升降机构组成,工作台底座和左右立柱分离结构;龙门架上方有左右两个升降箱由一个30KW双伸交流电动机,通过蜗轮蜗杆付和双丝杆使横梁作上升下降运动。
3.1.5 变速箱
变速箱由直流电动机经联轴器驱动,主电机经调磁调压获得无级调速,两级机械变速箱是由电磁阀控制油缸来变换速度。
2
17
51220
推力球轴承
100×150×38
1
18
22222
调心滚子轴承
110×200×53
2
19
22315
调心滚子轴承
75×160×55
1
20
22218
调心滚子轴承
90×160×40
1
21
51236
推力球轴承
130×225×75
2
22
6224
深沟球轴承
120×215×40
4
23
6311
深沟球轴承
圆锥滚子轴承
45×8×20.75
6
34
NU207E
圆柱滚子轴承
35×72×17
2
35
31308
圆锥滚子轴承
40×90×25.25
2
36
31208
数控机床电机参数表
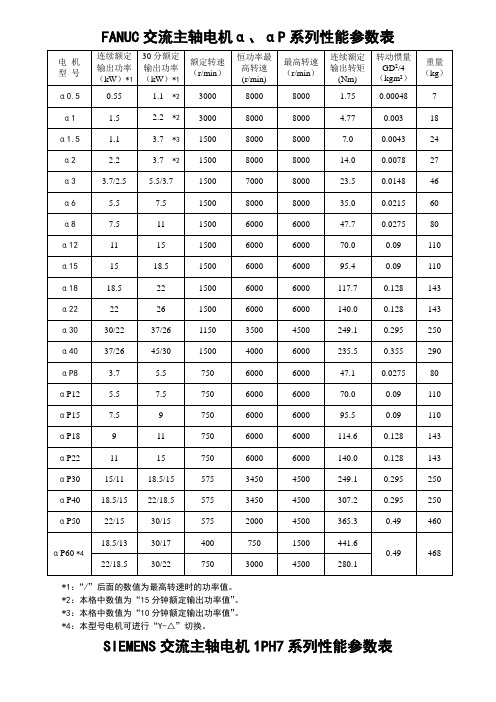
电机
型号
连续额定输出功率
(kW)*1
30分额定输出功率
(kW)*1
额定转速
(r/min)
恒功率最高转速
(r/min)
最高转速
(r/min)
连续额定输出转矩
(Nm)
转动惯量
GD2/4
(kgm2)
重量
(kg)
α0.5
0.55
1.1*2
3000
8000
8000
1.75
6500
305.6
0.23
228
167-2ND…
28
38
1000
6250
4700
6500
267.4
0.23
228
167-2NF…
37
51
1500
4500
4500
6500
235.5
0.23
228
167-2NG…
41
56
2000
3250
3250
6500
195.8
0.23
228
184-□NT…
21.5
30
0.00048
7
α1
1.5
2.2*2
3000
8000
8000
4.77
0.003
18
α1.5
1.1
3.7*3
1500
8000
8000
7.0
0.0043
24
α2
2.2
3.7*2
1500
8000
8000
14.0
0.0078
27
DVT500×3132Q-NC 数控双柱立式车床说明书

第15页
6.2.5左右垂直刀架
左右垂直刀架均由横梁滑座、回转滑座、滑枕组成。
右垂直刀架为普通刀架,水平为静压卸荷导轨,垂直为滑动
导轨,本刀架能搬度±30°,水平、垂直均由北京创新交流伺服
电机驱动,力士乐伺服控制,通过齿轮传动降速,使刀架在X、Z
向均实现无级调速和相应的快速。滑枕截面240×240,垂直方向
共45页
第3页
3.12刀方尺寸50×50mm
3.13刀架进给量范围0.1~500mm/min
级数无级
3.14刀架快速移动速度
右垂直刀架水平4000mm/min
右垂直刀架垂直4000mm/min
左垂直刀架水平4000mm/min
左垂直刀架垂直4000mm/min
3.15横梁最大行程2750mm
3.16横梁升降速度350mm/min
编号:Q1Z/SW510
最大车削直径:5000mm
出 厂 编 号:
(机械部分)
中华人民共和国
齐重数控装备股份有限公司
DVT500×31/32Q-NC
<200411060-1>
使用说明书编辑说明
共1页
第1页
本使用说明书除封面及正文第2、3、4、15、25页为自己专用页外,5、6、7、8、9、10、11、12、13、14、16、26、27、28、36、37、41、42借用机床DVT500X25/32Q-NC<200411060>使用说明书相应页次,其余页次均借用DVT350×25/32Q-NC <200312023>机床使用说明书相应页次。
6.2.6刀架许用切削力与滑枕伸出长度的关系图
DVT500×31/32Q-NC
DVT800×40-100Q-NC双柱立式车床使用说明书
水平(X 向) 垂直(Z 向)
8000mm 4000mm 100t 7100mm 无级 0.16~16r/min 80KN
250KN·m 50mm 8000mm 0.1~500mm/min 无级 4000mm/min
-50-4450mm 2500mm
使用说明书
共 57 页 第2页
1.2 主要规格与参数 1.2.1 最大车削直径 1.2.2 最大工件高度 1.2.3 最大工件重量 1.2.4 工作台直径 1.2.5 工作台转速级数
范围 1.2.6 右刀架最大切削力 <L≤800mm>
注:L 为滑枕行程 1.2.7 工作台最大扭矩 1.2.8 刀杆截面最大高度 1.2.9 最大回转直径 1.2.10 右刀架进给量范围
DVT800X40 4/100Q-NC <20050708 2-0605>
使用说明书
共 57 页 第3页
1.2.16 横梁行程 1.2.17 横梁升降速度 1.2.18 主电机功率 1.2.19 横梁升降电机功率 1.2.20 机床重量 1.2.21 机床外形尺寸(长×宽×高)
3500mm 300mm/min 110KW 37KW 270t 13930×9870×8550mm
部。 3.2.1 龙门架
左、右立柱与工作台底座间采用分离式结构,龙门架由左、 右立柱通过联接梁联结组成,龙门架上方有左右两个升降箱,由 一个 55KW 双轴伸交流电动机,通过蜗轮蜗杆副和双丝杆使横梁作 升降运动,左右立柱及联接梁采用焊接结构。 3.2.2 变速箱
变速箱由 110KW 直流电机驱动,可控硅无级调速调磁 1:4, 调压 1:6.25,机械调速比 1:4,总调速比 1:100,二级齿轮变 速箱由电磁滑阀控制变速油缸,变速拔叉推动变速齿轮来实现两 级机械变速。 3.2.3 工作台
加工中心功率参数

加工中心功率参数
加工中心的功率参数通常以主轴电机的功率来衡量。
功率大小主要取决于加工需求、刀具形状、加工材料硬度、切削深度和进给速度等因素。
以下是有关加工中心功率参数的一些详细信息:
1. 功率标准:一般情况下,主轴功率越大,加工中心的切削能力越强,可以加工更硬的材料和更复杂的零件。
常见的加工中心主轴功率有3kW、、、11kW等。
2. 不同加工类型和需求:
通用加工中心的总电机功率一般在15-25KW。
高速加工中心范畴内主轴功率约在20-30KW。
重切加工中心功率则较大,在40-60KW内。
3. 选择合适的加工中心功率:
根据加工需求选择:如果加工零件较小、比较简单,可以选择功率比较低的加工中心。
如果需要加工较硬的材料和复杂的零件,可以选择功率较高的加工中心。
根据预算选择:不同功率的加工中心价格也不同,可以根据自己的预算来选择合适的型号。
考虑未来发展:如果预计需要加工更大更复杂的零件,可以考虑选择功率更高的加工中心,这样可以为未来的发展留下更大的空间。
4. 注意额定功率和实际功率的区别:有些机床会提高“功率等级”作为营销手段,这时要区分额定总功率和主轴电机实际常用功率,后者更为重要。
综上,在选择加工中心的功率参数时,应该结合实际情况综合考虑。
更多详细参数可参考具体的设备说明。
数控机床主传动系统
数控机床主传动系统
• 课程导引 • (1)主传动系统
如图3-2所示为VMC-15加工中心的主传动结构,其主 传动路线为:交流主电动机(150~7500r/min无级调 速)→1∶1多楔带传动→主轴。
a)各种钻床
b)铣、镗床
c)外圆磨床、平面磨统
• 3.2 主轴及其部件结构
• 2.主轴的主要尺寸参数 • (1)主轴直径
主轴直径越大,其刚度越高,但增加直径使得轴承和 轴上其他零件的尺寸相应增大。轴承直径越大,同精度等 级的轴承公差值也越大,同时轴承极限转速下降,要保证 主轴的旋转精度就越困难。
• 3.1 数控机床的主轴系统
数控机床主传动系统
• 3.1.2 主传动变速的方式
•
数控机床主运动调速范围很宽,其主轴的传动变速方
式主要有以下几种:
图3-4 数控机床主传动的四种配置方式 a)齿轮变速 b)带传动 c)两个电动机分别驱动 d)电主轴
• 1.带有变速齿轮的主轴传动(分段无级变速)
数控机床主传动系统
数控机床结构与故障检修
Structure and maintenance of NC
第3章 数控机床主传动系统
The main drive system of NC
CONTENTS 目 录
一 数控机床的主轴系统 二 主轴及其部件结构 三 典型机床主轴结构
• 课程导引
数控机床主传动系统
如图所示VMC-15加工中 心,工作台行程X/Y/Z向 20in/16in/20in( 1inc=25.4mm),快进速 度400in/min,主轴转速 150—7500r/min,定位精 度±0.0002in,主电机功 率11.2KW。
机床切削功率的计算

切削功率p C :
由《机床设计手册》可知切削功率:
K
P P c ⨯⨯=η 式中 p —主轴电动机功率,kW p 11=;
η—主传动系数总功率,一般为0.75-0.85,取η=0.8; K —进给系统功率系数,取K =0.96
则
kW kW p C 45.896.08.011=⨯⨯=
切削功率应按在各种加工情况下遇到最大铣削力(或转矩)和最大切削转速(或转速)来计算。
若按最大切削速度来算,取切削速度v =100m/min ,根据公式:
60/103-⨯⨯=v F P z c (3—2)
式中 F Z —主切削力(N );
v —切削速度(m/min );
主切削力为:
N N v P F c z 5070100/1045.860/106033=⨯⨯=⨯⨯=
根据《机床设计手册》可得:
纵向切削分力:F F z x )9.06.0(-=
横向切削分力:F F z y )65.05.0(-=
取 N N F F z x 304250706.06.0=⨯==
N F F z y 25355.0==
1.5工作负载计算
计算进给牵引力F m
可根据《机床设计手册》中进给牵引力实验公式计算则: )(G f K F F F z x m +⨯+⨯=
式中 F X —切削分力(N );
K —颠覆力矩影响实验系数,K=1.15; f —滑动导轨摩擦因数,18.015.0-=f ,取16.0=f ; G ---工作台承重,N G 4000= 。
则
N N N F m 4950)40005070(16.0304215.1=+⨯+⨯=。
NC机床的含义是数控机床
NC机床的含义是数控机床,CNC机床的含义是(计算机数字控制)机床,FMS 的含义是 ( 柔性制造系统 ) ,( CIMS ) 的含义是计算机集成制造系统,(FMC)是柔性制造单元,(FML)是柔性制造线,(FMF)是柔性制造工厂数字控制:(Numerical Control)是一种借助数字、字符或其它符号对某一工作过程(如加工、测量、装配等)进行编程控制的自动化方法。
CNC:计算机数控系统(Computer Numerical Control CNC )以计算机为控制核心的数字控制系统。
1952年,美国帕森斯公司和麻省理工学院研制成功了世界第一台数控机床数控机床的组成:程序载体、数控装置、伺服驱动系统、机床本体、其他辅助装置。
数控机床是采用数字控制技术对机床的加工过程进行自动控制的机床。
数控机床由哪些部分组成。
答:数控机床由:输入介质、人机交互设备、计算机数控装置、进给伺服驱动系统、主轴伺服驱动系统、辅助装置、可编程控制器PLC、反馈装置和适应控制装置等部分组成。
采用数控机床加工的零件应该是(B )中小批量、形状复杂、型号多变、如曲线、曲面数控机床的核心是(B )数控系统数控机床的分类:运动轨迹分类:1、点位控制系统2、直线控制系统3、轮廓控制系统。
驱动伺服系统分类:1、开环伺服驱动系统2、闭环伺服驱动系统3、半闭环伺服驱动系统数控编程的定义:就是把零件的图形尺寸、工艺过程、工艺参数、机床的运动、与及刀具位移等内容,按照数控机床的编程格式和能识别的语言记录在程序单上的全过程。
数控机床的坐标系统:机床坐标系、工件坐标系、绝对坐标与增量坐标系何谓机床坐标系和工件坐标系?:①机床坐标系是机床固有的坐标系,一般出厂时已设定。
②工件坐标系是编程人员为编程方便在工件上设定的坐标系什么是数控编程及其主要类型。
P10答:数控编程是指从零件图纸到数控加工指令的有序排列(制成控制介质)的全过程。
也就是将零件加工的工艺分析、加工顺序、零件轮廓轨迹尺寸、工艺参数(F、s、t)及辅助动作(变速、换刀、冷却液开关、工件夹紧和松开等)等,使用规定的文字、数字、符号组成的代码按照一定的格式编写加工程序单,并将程序单信息变成数控介质的全过程。
数控机床主传动系统概述
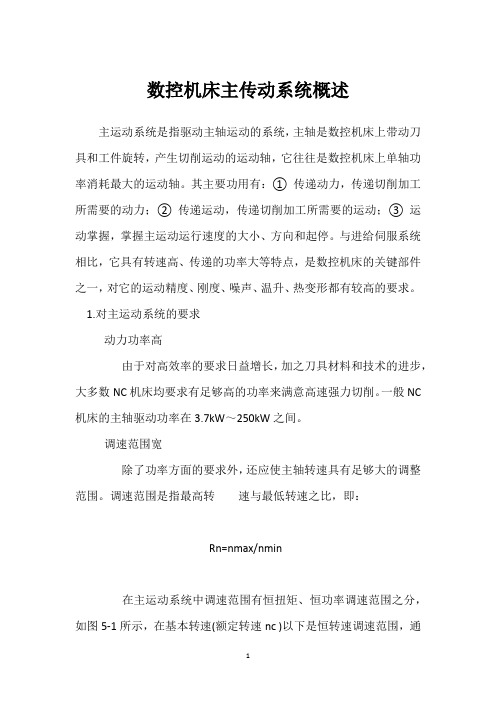
数控机床主传动系统概述主运动系统是指驱动主轴运动的系统,主轴是数控机床上带动刀具和工件旋转,产生切削运动的运动轴,它往往是数控机床上单轴功率消耗最大的运动轴。
其主要功用有:① 传递动力,传递切削加工所需要的动力;② 传递运动,传递切削加工所需要的运动;③ 运动掌握,掌握主运动运行速度的大小、方向和起停。
与进给伺服系统相比,它具有转速高、传递的功率大等特点,是数控机床的关键部件之一,对它的运动精度、刚度、噪声、温升、热变形都有较高的要求。
1.对主运动系统的要求动力功率高由于对高效率的要求日益增长,加之刀具材料和技术的进步,大多数NC机床均要求有足够高的功率来满意高速强力切削。
一般NC 机床的主轴驱动功率在3.7kW~250kW之间。
调速范围宽除了功率方面的要求外,还应使主轴转速具有足够大的调整范围。
调速范围是指最高转速与最低转速之比,即:Rn=nmax/nmin在主运动系统中调速范围有恒扭矩、恒功率调速范围之分,如图5-1所示,在基本转速(额定转速nc )以下是恒转速调速范围,通过调整电枢电压来实现,在nc以上是恒功率调速,通过调磁调速。
而且现在恒功率调速范围尽可能大,以便在尽可能低的速度下,利用其全功率(在低速时往往由于电流的限制,只能进行恒扭矩调速。
由于加工一些难加工材料所需求的转速范围相差很大,例如,钛需要低速加工,而铝合金材料却需要高速加工,而采纳齿轮变速箱扩大变速范围的方法已不能满意要求。
掌握功能的多样化由于NC机床的种类繁多,不同的机床对主轴功能有不同的要求。
如:NC车床车螺纹时要求有同步掌握功能;加工中心为了能进行自动换刀需要主轴准停功能;NC车床和NC磨床在进行端面加工时,为了保证端面加工的粗糙度要求,要求接触点处的线速度为恒值,需要恒线速切削功能;还有些NC机床有C轴掌握功能。
性能要求高对主轴电机的性能要求如下:①电机抗过载力量强,要求有较长时间(1~30min)和较大倍数的抗过载力量;②在断续负载下,电机转速波动要小;③速度响应要快,升降速时间要短;④电机温升低,振动和噪音小;⑤牢靠性高,寿命长,维护简单;⑥体积小,重量轻,与机床联接简单。
cnc6132卧式数控车床参数

机床主要技术指标及参数床身上最大工作回转直径 320mm床鞍上最大工作回转直径 155mm最大工件长度 600mm主轴转速范围 230-1800mm主轴通孔直径 38mm控制轴数二轴+主轴变频控制通讯配备标准RS232接口刀架刀位数 4进给量范围 12-2000mm/mi数据格式执行标准 G、M、T、S、F(ISO代码)尾架套筒锥孔 MT3程序存储量 6kB快速进给速度 4m/mi主电机功率 2.2kw机床净重约500kg机床外形尺寸 1440*700*1580mm注意:床身上最大工作回转直径 320mm床鞍上最大工作回转直径 155mm最大工件长度 600mm主轴转速范围 230-1800mm主轴通孔直径 38mm控制轴数二轴+主轴变频控制通讯配备标准rs232接口刀架刀位数 4进给量范围 12-2000mm/mi数据格式执行标准 g、m、t、s、f(iso代码)尾架套筒锥孔 mt3程序存储量 6kb快速进给速度 4m/mi主电机功率 2.2kw机床净重约500kg机床外形尺寸 1440*700*1580mm注意:1、此机床只能摆放楼下,而且以整体运输,搬运时非常麻烦,进教室时要求教室门至少在1.5米宽。
2、货到时需校方处理卸货及安置固定方位地址,供方负责调试。
CNC6132数控车床是设计精巧的经济型数控车床,配备高可靠性的数控系统。
床身导轨选用耐磨铸铁,床鞍及溜板贴塑处理。
进给传给采用滚珠丝杆副。
外形全封闭防护。
该机床采用机电一体化方式设计,采用四刀位自动回转刀架,操作简便、效率高,通过编程对各种盘类、轴类零件能自动完成内外圆柱面、圆锥面、圆弧面、螺纹等工序的切削加工,并能进行切槽、钻扩、铰孔等工作。
此机床并且可与2000型数控机床仿真软件室或2003型机电一体化数控编程实验室进行通讯配套使用。
注意:1、此机床只能摆放楼下,而且以整体运输,搬运时非常麻烦,进教室时要求教室门至少在1.5米宽。
数控机床的主传动系统
性能要求高
电机过载能力强。要求有较长时间 (1~30min)和较大倍数的过载能力
在断续负载下,电机转速波动要小。 速度响应要快,升降速时间要短。 电机温升低,振动和噪音小,精度要高。 可靠性高,寿命长,维护容易。 要具有抗振性和热稳定性。 体积小,重量轻,与机床联接容易。
液体静压滑动轴承主要应用于主轴高转速、 高回转精度的场合,如应用于精密、超精 密的数控机床主轴、数控磨床主轴。
4 、 主轴准停装置
主轴准停也叫主轴定向。在加工中心等数控机 床上,由于有机械手自动换刀,要求刀柄上的 键槽对准主轴的端面键上,因此主轴每次必须 停在一个固定准确的位置上,以利于机械手换 刀。所以,主轴上必须设有准停装置。主轴准 停装置分为机械式准停、电气式准停。
二、数控机床的主轴部件
主轴部件是主运动的执行件,它夹持 刀具或工件,并带动其旋转。 功用:
夹持工件或刀具实现切削运动; 传递运动及切削加工所需要的动力。 组成: 主轴、支承、传动零件、装夹刀具或工 件的附件及辅助零部件。
要求: 主轴的精度要高。包括运动精度(回转精 度、轴向串动)、和安装刀具或夹持工件 的夹具的定位精度(轴向、径向)。 部件的结构刚度和抗振性好。 较低的运转温升以及较好的热稳定性。 部件的耐磨性和精度保持性好。 自动可靠的装夹刀具或工件
(3)机床基础件,通常指床身、底座、立柱、滑 座、工作台等。其功用是支承机床本体的零、部件, 并保证这些零、部件在切削加工过程中占有的准确 位置。
一、概述
1、概念 主运动是机床实现切削的基本运动。即驱动主轴运动 的系统。在切削过程中,它为切除工件上多余的金属 提供所需的切削速度和动力,是切削过程中速度最高、 消耗功率最多的运动。 主传动系统是:由主轴电机经一系列传动元件和主轴 构成的具有运动、传动联系的系统。 数控机床的主传动系统包括:主轴电动机、传动装置、 主轴、主轴轴承、主轴定向装置。
cnc6132卧式数控车床参数

机床主要技术指标及参数床身上最大工作回转直径 320mm床鞍上最大工作回转直径 155mm最大工件长度 600mm主轴转速范围 230-1800mm主轴通孔直径 38mm控制轴数二轴+主轴变频控制通讯配备标准RS232接口刀架刀位数 4进给量范围 12-2000mm/mi数据格式执行标准 G、M、T、S、F(ISO代码)尾架套筒锥孔 MT3程序存储量 6kB快速进给速度 4m/mi主电机功率 2.2kw机床净重约500kg机床外形尺寸 1440*700*1580mm注意:床身上最大工作回转直径 320mm床鞍上最大工作回转直径 155mm最大工件长度 600mm主轴转速范围 230-1800mm主轴通孔直径 38mm控制轴数二轴+主轴变频控制通讯配备标准rs232接口刀架刀位数 4进给量范围 12-2000mm/mi数据格式执行标准 g、m、t、s、f(iso代码)尾架套筒锥孔 mt3程序存储量 6kb快速进给速度 4m/mi主电机功率 2.2kw机床净重约500kg机床外形尺寸 1440*700*1580mm注意:1、此机床只能摆放楼下,而且以整体运输,搬运时非常麻烦,进教室时要求教室门至少在1.5米宽。
2、货到时需校方处理卸货及安置固定方位地址,供方负责调试。
CNC6132数控车床是设计精巧的经济型数控车床,配备高可靠性的数控系统。
床身导轨选用耐磨铸铁,床鞍及溜板贴塑处理。
进给传给采用滚珠丝杆副。
外形全封闭防护。
该机床采用机电一体化方式设计,采用四刀位自动回转刀架,操作简便、效率高,通过编程对各种盘类、轴类零件能自动完成内外圆柱面、圆锥面、圆弧面、螺纹等工序的切削加工,并能进行切槽、钻扩、铰孔等工作。
此机床并且可与2000型数控机床仿真软件室或2003型机电一体化数控编程实验室进行通讯配套使用。
注意: 1、此机床只能摆放楼下,而且以整体运输,搬运时非常麻烦,进教室时要求教室门至少在1.5米宽。
6140数控车床参数

6140数控车床参数数控车床(CNC车床)是一种通过计算机数控系统驱动工作台和刀架进行半自动加工的机床。
下面将对数控车床常见的一些参数进行详细介绍。
1.加工能力数控车床的加工能力是指其加工零件的最大尺寸和最大重量。
一般来说,数控车床的最大加工直径和最大加工长度是两个关键参数。
最大加工直径决定了数控车床能够加工零件的最大尺寸,而最大加工长度则决定了数控车床能够加工零件的最大长度。
此外,数控车床还有最大工件重量的限制,这是由其主轴的承载能力决定的。
2.主轴转速范围主轴转速范围是指数控车床主轴的最小转速和最大转速之间的范围。
主轴转速是控制加工质量和加工效率的重要因素之一、一般来说,数控车床的主轴转速范围越宽,就能够适应更多种类的加工需求。
3.主轴功率主轴功率是指数控车床主轴的功率大小。
主轴功率决定了数控车床可以承载的切削负荷大小。
一般来说,主轴功率越大,数控车床就能够加工更硬的材料,或者进行更重的切削加工。
4.伺服系统伺服系统是数控车床的核心控制系统之一,它负责驱动工作台、刀架等组件进行运动。
数控车床的伺服系统通常包括伺服电机、伺服放大器、编码器等组成。
伺服系统的性能直接影响着数控车床的精度和稳定性。
5.控制系统控制系统是数控车床的另一个核心控制系统,它负责接收操作员的指令,将其转化为机床运动或切削参数等信号,并控制数控车床按照设定的路径进行加工。
控制系统通常由数控设备、计算机和控制软件组成。
6.刀架形式数控车床的刀架形式决定了其可用的切削工具类型和数量。
常见的刀架形式有东西刀架和上下刀架两种。
东西刀架可以同时安装多个刀具,适用于多种切削工艺。
而上下刀架则只能安装一个刀具,适用于一些简单的加工工艺。
7.供给方式供给方式是指数控车床的工作台移动方式。
常见的供给方式有车床床身滑块供给和龙门式供给两种。
车床床身滑块供给适用于小型和中型数控车床,龙门式供给适用于大型数控车床。
8.加工精度加工精度是指数控车床在加工过程中能够达到的尺寸精度和形状精度。
CNC数控车床加工相关
CNC数控车床加工相关?CNC(数控机床)是核算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床。
该控制系统可以逻辑地处置具有控制编码或其他符号指令规则的程序,通过核算机将其译码,然后使机床施行规则好了的动作,通过刀具切削将毛坯料加工成半制品制品零件。
用代码化的数字标明,通过信息载体输入数控设备。
经运算处置由数控设备宣告各种控制信号,控制机床的动作,按图纸需要的形状和标准,自动地将零件加工出来。
Computer numerical control:核算机数控,简称CNC,国外一般都称为CNC,很少再用NC 这个概念了。
数控机床(Numerical Control Machine Tools)是指装备了核算机数控系统的机床,简称CNC机床。
数控机床的操作和监控全部在这个数控单元中结束,它是数控机床的大脑。
它所控制的一般是方位、角度、速度等机械量和与机械能量流向有关的开关量。
数控的发生依托于数据载体和二进制办法数据运算的出现。
1908年,穿孔的金属薄片交流式数据载体问世;19世纪末,以纸为数据载体并具有辅佐功用的控制系统被发明;1938年,香农在美国麻省理工学院进行了数据快速运算和传输,奠定了现代核算机,包括核算机数字控制系统的根底。
数控技术是与机床控制挨近联络翻开起来的。
1952年,榜首台数控机床问世,变成世界机械工业史上一。
【特征】(出产LED灯具客户厂数控组车间、有序)与一般机床比照,数控机床有如下特征:●加工精度高,具有安稳的加工质量;●可进行多坐标的联动,能加工形状杂乱的零件;●加工零件改动时,一般只需要更改数控程序,可节约出产准备时间;●机床本身的精度高、刚性大,可挑选有利的加工用量,出产率高(一般为一般机床的3~5倍);●机床自动化程度高,可以减轻劳动强度;●批量化出产,产品质量简略控制;●对操作人员的实质需要较低,对维护人员的技术需要较高。
NC与CNC
N C与C N C NC是用数字代码形式的信息(程序指令),控制刀具按给定的工作程序、运动速度和轨迹进行自动加工的机床,简称NC机床。
NC机床具有广泛的适应性,加工对象改变时只需要改变输入的程序指令;加工性能比一般自动机床高,可以精确加工复杂型面,因而适合于加工中小批量、改型频繁、精度要求高、形状又较复杂的工件,并能获得良好的经济效果。
随着CNC技术的发展,采用CNC系统的机床品种日益增多,有车床、铣床、镗床、钻床、磨床、齿轮加工机床和电火花加工机床等。
此外还有能自动换刀、一次装卡进行多工序加工的加工中心、车削中心等。
1948年,美国帕森斯公司接受美国空军委托,研制飞机螺旋桨叶片轮廓样板的加工设备。
由于样板形状复杂多样,精度要求高,一般加工设备难以适应,于是提出计算机控制机床的设想。
1949年,该公司在美国麻省理工学院伺服机构研究室的协助下,开始CNC机床研究,并于1952年试制成功第一台由大型立式仿形铣床改装而成的三坐标NC铣床,不久即开始正式生产。
当时的CNC装置采用电子管元件,体积庞大,价格昂贵,只在航空工业等少数有特殊需要的部门用来加工复杂型面零件;1959年,制成了晶体管元件和印刷电路板,使CNC装置进入了第二代,体积缩小,成本有所下降;1960年以后,较为简单和经济的点位控制CNC钻床,和直线控制CNC铣床得到较快发展,使NC机床在机械制造业各部门逐步获得推广。
1 965年,出现了第三代的集成电路NC装置,不仅体积小,功率消耗少,且可靠性提高,价格进一步下降,促进了NC机床品种和产量的发展。
60年代末,先后出现了由一台计算机直接控制多台机床的直接NC系统(简称DNC),又称群控系统;采用小型计算机控制的计算机CNC系统(简称CNC),使CNC装置进入了以小型计算机化为特征的第四代。
1974年,研制成功使用微处理器和半导体存贮器的微型计算机NC装置(简称MNC),这是第五代CNC系统。