现代数控机床原理与结构
数控机床各个组成部分的工作原理及结构

数控机床各个组成部分的工作原理及结构第一节输入装置输入装置是整个数控系统的初始工作机构,它将准确可靠的接收信息介质上所记录的“工程语言"、运算及操作指令等原始数据,转为数控装置能处理的信息,并同时输送给数控装置。
输入信息的方式分手动输入和自动输入。
手动输入简单、方便但输入速度慢容易出错。
现代数控机床普遍采用自动输入,其输入形式有光电阅读机、磁带阅读机及磁盘驱动器以及无带自动输入方式.其它输入方式:1。
无带自动输入方式在高档数控机床上,设置有自动编程系统和动态模拟显示器(CRT).将这些设备通过计算机接口与机床的数控系统相连接,自动编程所编制的加工程序即可直接在机床上调用,无需经制控制介质后再另行输入。
2。
触针接触式阅读机输入方式又称为程控机头或电报机头,结构简单,阅读速度较慢,但输入可靠、价格低廉故在部分线切割机床加工中仍在用。
3。
磁带、磁盘输入方式磁带输入方式进行信息输入,其信息介质为“录音"磁带,只不过录制的不是声音,而是各种数据。
加工程序等数据信息一方面由微机内的磁盘驱动器“写入”磁盘上进行储存,另外也由磁盘驱动器进行阅读并通过微机接口输入到机床数控装置中去。
第二节数控装置数控装置是数控机床的核心,数控机床几乎所有的控制功能(进给坐标位置与速度,主轴、刀具、冷却及机床强电等多种辅助功能)都由它控制实现。
因此数控装置的发展,在很大程度上代表了数控机床的发展方向。
数控装置的作用是接收加工程序等送来的各种信息,并经处理分配后,向驱动机构发出执行的命令,在执行过程中,其驱动、检测等机构同时将有关信息反馈给数控装置,经处理后,发出新的命令。
一、数控装置的组成1、数字控制的信息1)几何信息——是指通过被加工零件的图样所获得的几何轮廓的信息。
这些信息由数控装置处理后,变为控制各进给轴的指令脉冲,最终形成刀具的移动轨迹。
几何信息的指令,由准备功能G具体规定。
2)工艺信息———通过工艺处理后所获得的各种信息。
数控机床的工作原理及工作过程

数控机床的工作原理及工作过程一、工作原理数控机床是一种通过数字信号来控制机床运动和加工过程的机床。
它采用计算机控制系统,通过预先编程的方式来控制机床的运动轨迹、速度和加工参数,从而实现零件的加工。
数控机床的工作原理主要包括以下几个方面:1. 数字信号生成:首先,通过计算机编程软件编写加工程序,将加工过程中需要的各种指令和参数转化为机床能够识别和执行的数字信号。
2. 控制系统:数控机床的控制系统由硬件和软件组成。
硬件包括计算机、数控装置、伺服驱动器等,用于接收和处理数字信号,并将其转化为机床的运动控制信号。
软件则负责编写加工程序和控制机床的运动轨迹、速度等参数。
3. 运动控制:数控机床的运动控制主要包括位置控制、速度控制和加速度控制。
通过数控装置和伺服驱动器,将数字信号转化为电信号,控制机床各个轴向的运动,实现零件的加工。
4. 加工过程监控:数控机床能够实时监测加工过程中的各项参数,如刀具位置、切削力、加工速度等,并将监测结果反馈给控制系统。
控制系统根据反馈信息进行调整,保证加工过程的准确性和稳定性。
二、工作过程数控机床的工作过程通常包括以下几个步骤:1. 加工程序编写:操作人员使用计算机编程软件,根据零件的加工要求编写加工程序。
加工程序包括刀具路径、切削参数、加工顺序等信息。
2. 加工程序传输:将编写好的加工程序通过网络或存储介质传输到数控机床的控制系统中。
控制系统接收到加工程序后,进行解析和处理。
3. 机床准备:操作人员根据加工程序的要求,安装合适的刀具和夹具,并进行机床的调整和校准。
确保机床处于正常工作状态。
4. 参数设置:操作人员根据加工程序的要求,设置加工参数,包括切削速度、进给速度、切削深度等。
这些参数会影响到加工过程中的切削质量和效率。
5. 启动机床:操作人员将加工程序加载到数控机床的控制系统中,并启动机床。
控制系统会根据加工程序的要求,控制机床各个轴向的运动,实现零件的加工。
6. 加工监控:在加工过程中,操作人员需要实时监控机床的运行状态和加工质量。
数控机床的基本组成及加工原理

第1章绪论1.1 数控机床的基本组成及加工原理1.1.1 数控机床的产生1、产生原因·机械产品日趋精密、复杂,改型也日益频繁,对机床的性能、精度、自动化程度等提出了越来越高的要求。
·在机械制造工业中,单件、小批量生产的零件约占机械加工总量的70%~80%。
为满足多品种、小批量,特别是结构复杂、精度要求高的零件的自动化生产,迫切需要一种灵活的、通用的、能够适于产品频繁变化的“柔性”自动化机床。
2、产生过程·1947年美国帕森斯公司(Parsons)首先提出利用脉冲信号控制机床运动的的概念·1949年美国空军资助,帕森斯公司(Parsons)和麻省理工学院(MIT)合作开始研制。
·1952年研制成功了世界上第一台以数字计算机为基础的数字控制(numerical control,简称NC)3坐标直线插补铣床,从而使机械制造业进入了一个新阶段。
1.1.2 计算机数控的概念与发展1.计算机数控的概念(1)数控的概念GB8129—1997中对NC的定义为:用数值数据的控制装置,在运行过程中不断的引入数值数据,从而对某一生产过程实现自动控制。
(2)数控机床(NC machine tools)若机床的操作命令以数值数据的地式描述,工作还在改照规定的程序自动地进行,则这种机床称为数控机床。
(3)数控系统数控系统是指计算机数字控制装置、可编程序控制器、进给驱动与主轴驱动装置等相关设备的总称。
为区别起见将其中的计算机数字控制装置称为数控装置。
2.计算机数控的发展先后经历了电子管(1952年)晶体管(1959年)、小规模集成电路(1965年)、大规模集成电路及小型计算机(1970年)和微处理机或微型计算机(1974年)等五代数控系统。
前三代属于采用专用控制计算机的硬接线(硬件)数控装置,一般称为NC数控装置。
,第四代数控系统出现了采用小型计算机代替专用硬件控制计算机,这种数控系统称为计算机数控系统(omputerized numrical control,即CNC)。
数控机床的工作原理和组成结构

质
格式和代码编写出工件的加工程序,并存储在一种 载体上,如穿孔纸带、磁带、软磁盘等。
• 数控装置是数控机床的核心,其功能是接受输入的
加工信息,经过数控装置的系统软件和逻辑电路进
行译码、运算和逻辑处理,向伺服系统发出相应的
脉冲,并通过伺服系统控制机床运动部件按加工程
数
序指令运动。
控
装
置
• 伺服系统是数控系统的一个重要组成部分,它将数控装置送来 的脉冲运动指令信息进行放大,它相当于手工操作人员的手,
• 6.生产准备工作复杂 • 由于整个加工过程采用程序控制,数控加工的前期准备工作
较为复杂,包含工艺确定、程序编制等。 • 7.投资大,维修困难 • 数控机床是一种高度自动化机床,必须配有数控装置或电子
计算机,机床加工精度因受切削用量大、连续加工发热多等 影响,使其设计要求比普通机床更加严格,制造要求更精密, 因此数控机床的制造成本比较高。此外,数控机床属于典 型的机电一体化产品,控制系统比较复杂、技术含量高,一 些元器件、部件精密度 较高,同时一些进口机床的技术开 发受到条件的限制,所以对数控机床的调试和维修比较困难。
驱动机床的移动部件(刀架或工作台)按规定的轨迹和速度移
伺
动或精确定位,加工出符合图样要求的工件。伺服系统由
服
伺服驱动电路、功率放大电路、伺服与机床上执行部件和机械传动部件
组成数控机床的进给系统。
• 每个作进给运动的执行部件,都配有一套伺服驱动
系统。
• 数控系统的控制对象,是实现加工零件的执行部
数控机床的组成和工作原理
数控机床的介绍
• 数控机床是数字控制机床(Computer numerical control machine tools)的简称,是一种装有程序 控制系统的自动化机床。该控制系统能够处理具 有控制编码的程序,并将其译码,通过信息载体 输入数控装置。经运算处理由数控装置发出各种 控制信号,控制机床的动作,按图纸要求的形状 和尺寸,自动地将零件加工出来。数控机床较好 地解决了复杂、精密、小批量、多品种的零件加 工问题,是一种柔性的、高效能的自动化机床, 代表了现代机床控制技术的发展方向,是一种典 型的机电一体化产品。
数控机床的工作原理及应用
数控机床的工作原理及应用
一、数控机床的工作原理
1. 数控机床通过计算机控制,按照加工程序对工件进行自动化加工。
2. 在计算机存储器内预先编制加工程序,并将程序以数字信号的形式输入数控设备。
3. 数控设备将数字信号解码,变换为机床可以执行的位置、速度等控制信号。
4. 这些信号通过执行机构驱动机床的主轴、Fixture等进行自动加工。
5. 在加工程序控制下,机床精确执行各种turning、drilling、milling等动作。
6. 通过程序可以重复加工复杂工件,不需要人工直接操作。
二、数控系统的组成
1. 程序存储器:存储加工程序,如打孔程序、铣槽程序。
2. 程序译码器:将程序转换为机床可执行的控制信号。
3. 驱动器:控制主轴转速、进给速率等。
4. 执行机构:带动主轴、Fixture等机械运动。
5. 反馈系统:监测执行效果,除错。
三、数控机床的应用
1. 高效自动化加工,提高加工精度。
2. 可连续不断地24小时运行,提高产量。
3. 加工复杂工件,实现多轴联动加工。
4. 编写灵活的加工程序,满足多品种和变批量需求。
5. 降低加工成本,广泛应用于航空、航天、汽车等制造业。
6. 一台数控机床可替代多台普通机床,降低设备投资。
综上所述,数控机床通过执行存储的数字化程序实现自动化加工,可连续高效加工复杂工件,大幅提高加工效率和质量,是现代制造业不可缺少的先进设备。
简述数控机床的工作原理

简述数控机床的工作原理数控机床是一种高精度、高效率、高自动化程度的机床,其工作原理是将数字信号转换为机床运动指令,通过控制系统控制各个执行机构实现工件的加工。
本文将从数控机床的基本结构、控制系统、加工过程等方面简述其工作原理。
一、数控机床的基本结构数控机床主要由机床主体、数控装置、执行机构、测量系统和辅助装置等组成。
其中,机床主体是指数控机床的机械部分,包括床身、主轴、进给机构等;数控装置是指数控机床的控制部分,包括控制器、输入设备、输出设备等;执行机构是指数控机床的动力部分,包括主轴驱动、进给驱动等;测量系统是指数控机床的检测部分,包括测量传感器、编码器等;辅助装置是指数控机床的辅助部分,包括冷却液系统、废屑输送系统等。
二、数控机床的控制系统数控机床的控制系统是指数控装置及其控制算法。
数控装置按照功能可分为系统控制器、数据输入设备、数据输出设备和辅助设备。
系统控制器是数控机床的核心部分,它负责将输入设备输入的数字信号转换成机床运动指令,并通过输出设备将指令传递给执行机构,从而实现工件的加工。
系统控制器的控制算法包括插补算法、轨迹控制算法、路径规划算法和运动控制算法等。
插补算法是将输入的数字信号转换为机床运动指令的核心算法,它通过对数字信号进行插补计算,生成机床的运动轨迹。
轨迹控制算法是指控制机床主轴的运动,它通过控制主轴马达的转速和转向实现工件的旋转加工。
路径规划算法是指规划机床加工路径的算法,它通过对工件的几何形状和加工要求进行分析,生成最优的加工路径。
运动控制算法是指控制机床进给运动的算法,它通过控制进给马达的转速和转向实现工件的直线运动。
三、数控机床的加工过程数控机床的加工过程包括工件的设计、程序的编写、加工的准备和加工的执行等步骤。
其中,工件的设计是指根据加工要求和工件的几何形状,设计出工件的CAD模型。
程序的编写是指将CAD模型转换成数字信号,用于控制数控机床进行加工。
加工的准备是指根据程序要求,调整数控机床的各项参数,使其符合加工要求。
数控车床的基本组成和工作原理

数控车床的基本组成和工作原理数控车床是一种通过计算机程序控制刀具移动和工件旋转等运动的机床,能够精确加工各类轴对称的零部件。
它是现代制造业中重要的加工设备,具有高精度、高效率、灵活性强等优点。
下面将介绍数控车床的基本组成和工作原理。
一、基本组成1.床身:数控车床的床身是整个机床的基础架构,承载整个机床的各个部件和组件。
床身一般由铸铁制成,具有高强度和抗振性能。
2.主轴箱:主轴箱安装在床身上,负责驱动工件的旋转运动。
主轴由电机驱动,在主轴箱内通过轴承支撑和转动。
3.刀架:刀架负责调节和控制刀具的位置和运动。
数控车床一般配备多个刀架,用于安装不同类型和规格的刀具。
刀架配有电动或液压驱动装置,可以实现刀具的快速切换和自动换刀。
4.工作台:工作台是放置和夹持工件的平台。
数控车床的工作台可以实现不同方向的移动和旋转,以便于刀具的切削和工件的加工。
5.伺服系统:伺服系统由数控装置、伺服电机和测量装置等组成,用于控制刀具和工件的运动。
数控装置是数控车床的大脑,根据预先编写的切削程序计算和控制刀具运动轨迹、进给速度和加工参数等。
6.冷却系统:冷却系统用于为数控车床提供冷却液,以冷却工件和刀具,减少摩擦和热量的产生,保护工件和刀具不受损坏。
二、工作原理1.切削程序编写:在进行切削之前,需要先编写切削程序。
切削程序是指通过计算机软件编写的程序,包含了刀具运动轨迹、进给速度、切削深度等加工参数的信息。
2.加工设备准备:在进行数控加工之前,需要进行刀具的安装和工件夹持。
安装刀具时,需要选择合适的刀具规格和类型,并进行刀具刀柄的装夹。
工件夹持时,需要使用合适的夹具将工件固定在工作台上。
3.参数设置:设置数控装置的各项参数,包括切削深度、进给速度、切削速度、加工路径等。
这些参数的设置根据切削程序和工件的要求进行调整。
4.启动加工:当设置完成后,启动数控装置,数控装置根据切削程序的要求,计算刀具的运动轨迹和运动速度,控制伺服系统的动作。
数控机床原理与结构分析第5章数控机床的进给系统
contents
目录
• 引言 • 数控机床的进给系统原理 • 数控机床的进给系统结构 • 数控机床的进给系统性能分析 • 数控机床的进给系统维护与保养 • 结论
01 引言
数控机床的进给系统概述
数控机床的进给系统是实现切削加工的重要组成部分,它负 责将主轴的旋转运动传递到工作台或刀具上,以完成工件的 加工。
进给系统的热误差分析
热误差产生原因
热误差是由于进给系统在工作过程中受到热源影响,导致机械部件受热变形和温度升高, 从而影响进给系统的运动精度。热误差主要来源于传动元件、轴承、导轨等部件的受热
变形。
热误差补偿技术
为了减小热误差对进给系统性能的影响,可以采用热误差补偿技术。热误差补偿技术包括温 度检测、误差建模和补偿算法等环节,通过实时监测进给系统的温度变化,建立热误差模型
进给系统由电动机、传动装置、丝杠、工作台等组成,通过 控制电动机的旋转运动,经过一系列的传动装置,最终转化 为工作台或刀具的直线运动。
进给系统在数控机床中的重要性
进给系统是数控机床实现高精度、高效率加工的关键因素之一,其性能直接影响 着加工质量和生产效率。
随着现代制造业的发展,对数控机床的加工精度和效率要求越来越高,因此,对 进给系统的性能要求也越来越高。进给系统的性能优劣直接决定了数控机床的性 能和市场竞争力。
,并采用相应的补偿算法对热误差进行补偿,可以有效提高进给系统的运动精度。
05 数控机床的进给系统维护 与保养
进给系统的日常维护
每日检查
01
检查进给系统各部件是否正常,如导轨、丝杠、轴承等,确保
无异常声音和振动。
润滑保养
02
简述数控机床的结构及组成
简述数控机床的结构及组成一、数控机床的概述数控机床是一种高精度、高效率、高自动化程度的机床,它采用计算机控制系统来实现工件的加工。
与传统机床相比,数控机床具有精度高、生产效率高、操作简单等优点,因此在现代制造业中得到了广泛应用。
二、数控机床的结构数控机床主要由以下几个部分组成:主轴箱、工作台、导轨系统、刀库和液压系统等。
1. 主轴箱主轴箱是数控机床的核心部件,它包含了主轴和主轴驱动装置。
主轴是用来安装刀具并进行加工的部件,而主轴驱动装置则负责带动主轴旋转。
主轴箱通常由铸铁或钢板焊接而成,其内部采用优质滚动轴承或滑动导轨等结构。
2. 工作台工作台是用来固定工件并进行加工的部件。
根据不同的加工需求,工作台可以分为平面式和立式两种类型。
平面式工作台通常用于平面零件加工,而立式工作台则适用于非平面零件的加工。
3. 导轨系统导轨系统是数控机床的重要组成部分,它负责支撑和定位主轴箱、工作台等部件。
导轨系统通常由滚珠丝杠、直线导轨等组成,其精度和刚度直接影响到机床的加工精度和稳定性。
4. 刀库刀库是用来存放刀具的部件,它通常由多个刀柄和一个转盘组成。
不同类型的刀具可以根据需要进行更换,以满足不同的加工需求。
5. 液压系统液压系统是数控机床的动力源,它负责驱动各种液压元件来完成机床各项功能。
液压系统通常包括油泵、油箱、油管等部件,其性能直接影响到机床的运行效率和稳定性。
三、数控机床的组成数控机床由以下几个主要组成部分构成:1. 数控装置数控装置是数控机床最重要的组成部分之一,它负责对加工过程进行监测和控制。
数控装置通常由计算机、数字信号处理器、编码器等组成,可以实现加工参数的自动调整和控制。
2. 伺服系统伺服系统是数控机床的关键部分之一,它负责驱动主轴箱、工作台等部件进行运动。
伺服系统通常由电机、减速器、编码器等组成,其性能直接影响到机床的加工精度和效率。
3. 控制面板控制面板是数控机床的人机交互界面,它负责向操作员提供操作界面和参数设置功能。
数控车床的加工原理及主要组成部分的功能
一、数控车床的加工原理数控车床是一种通过预先编写好的加工程序来控制工件在加工过程中实现自动换刀、自动进给、自动测量等功能的机床。
其加工原理主要包括以下几个方面:1. 自动化加工:数控车床通过预先设定的加工程序,可以实现工件的自动换刀、自动进给、自动测量等功能,大大提高了加工效率和精度。
2. 数控系统控制:数控车床的加工原理基于数控系统的控制,通过数控程序来准确控制刀具的运动轨迹、进给速度、切削深度等参数,实现精确的加工。
3. 多轴联动:数控车床通常具有多轴联动的功能,可以在不同坐标轴上实现复杂的加工动作,如车削、镗削、钻孔等。
4. 高速切削:数控车床通过提高切削速度和进给速度,可以实现高速切削,提高加工效率。
二、数控车床的主要组成部分及功能1. 机床主体:数控车床的机床主体包括床身、主轴、导轨等部分,主要功能是支撑工件和刀具,保证刀具的精确定位和工件的稳定加工。
2. 数控系统:数控系统是数控车床的核心部件,负责控制整个加工过程。
其中包括数控主轴驱动系统、数控进给系统、数控自动测量系统等。
3. 刀架和刀塔:刀架和刀塔是数控车床上的刀具传动装置,可以实现多种刀具的自动换装和自动选择,实现不同加工工艺的需求。
4. 进给系统:进给系统负责控制工件在加工过程中的进给速度和进给轨迹,可根据预先编写的加工程序实现自动进给和自动停止。
5. 自动测量系统:数控车床还配备了自动测量系统,可以实现对加工工件尺寸的自动检测和测量,保证加工精度。
6. 冷却润滑系统:在高速切削加工中,数控车床需要配备冷却润滑系统,保证刀具和工件在加工过程中不会受到过热损伤,同时提高切削效率。
7. 机床保护装置:数控车床还配备了各种安全保护装置,如过载保护、断电保护、急停装置等,保证操作人员和设备的安全。
总结:数控车床是一种高精度、高效率的加工设备,其加工原理基于数控系统的自动化控制,主要由机床主体、数控系统、刀架和刀塔、进给系统、自动测量系统、冷却润滑系统、机床保护装置等组成。
数控机床的基本组成与工作原理

数控车床的基本组成和工作原理一、任务描述了解CAK40100VL 的基本组成和工作原理二、任务准备(一)、安全文明生产(播放插件)(二)、机床结构和工作原理1、 机床结构数控机床一般由输入输出设备、CNC 装置(或称CNC 单元)、伺服单元、驱动装置(或称执行机构)、可编程控制器PLC 及电气控制装置、辅助装置、机床本体及测量反馈装置组成。
如下图是数控机床的组成框图.⑴、机床本体数控机床的机床本体与传统机床相似,由主轴传动装置、进给传动装置、床身、工作台以及辅助运动装置、液压气动系统、润滑系统、冷却装置等组成。
但数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,这种变化的目的是为了满足数控机床的要求和充分发挥数控机床的特点。
⑵、CNC 单元CNC 单元是数控机床的核心,CNC 单元由信息的输入、处理和输出三个部分组成。
CNC 电 气 回 路辅 助 装 置 PLC 主轴伺服单元 操 作 面 板 主轴驱动装置 进给驱动装置 测量反馈装置进给伺服单元 输入/输出设 备 计算机 数 控装 置 机床本体单元接受数字化信息,经过数控装置的控制软件和逻辑电路进行译码、插补、逻辑处理后,将各种指令信息输出给伺服系统,伺服系统驱动执行部件作进给运动。
⑶输入/输出设备输入装置将各种加工信息传递于计算机的外部设备。
在数控机床产生初期,输入装置为穿孔纸带,现已淘汰,后发展成盒式磁带,再发展成键盘、磁盘等便携式硬件,极大方便了信息输入工作,现通用DNC网络通讯串行通信的方式输入.输出指输出内部工作参数(含机床正常、理想工作状态下的原始参数,故障诊断参数等),一般在机床刚工作状态需输出这些参数作记录保存,待工作一段时间后,再将输出与原始资料作比较、对照,可帮助判断机床工作是否维持正常。
⑷伺服单元伺服单元由驱动器、驱动电机组成,并与机床上的执行部件和机械传动部件组成数控机床的进给系统。
数控机床的基本组成与工作原理

数控机床的基本组成与工作原理数控机床是一种通过计算机控制的自动化机械设备,它在现代制造业中起着至关重要的作用。
本文将介绍数控机床的基本组成和工作原理。
一、数控机床的基本组成1. 主机部分:数控机床的主机部分由机床本体、主轴和伺服系统组成。
机床本体是数控机床的主体结构,包括床身、工作台、滑枕等。
主轴是机床用来转动刀具或工件的主要部件。
伺服系统则负责控制主轴和工作台的运动。
2. 数控系统:数控机床的核心部分是数控系统,它由硬件和软件两部分组成。
硬件包括数控装置、输入输出设备和传感器等,而软件则是指数控程序和数控编程软件。
数控系统负责接收和处理指令,控制机床的运动。
3. 刀具系统:数控机床的刀具系统包括刀具、刀柄和刀库等。
刀具是用来加工工件的工具,刀柄则负责固定刀具。
刀库是用来存放刀具的地方,可以根据需要自动更换刀具。
4. 辅助设备:数控机床还需要一些辅助设备来完成加工任务。
常见的辅助设备有冷却液系统、夹具和自动送料装置等。
冷却液系统用来冷却刀具和工件,夹具用来固定工件,而自动送料装置则负责将工件送入机床。
二、数控机床的工作原理数控机床的工作原理可以简单概括为以下几个步骤:1. 编写数控程序:操作人员首先需要编写数控程序,该程序包含了加工工件所需的各种指令和参数。
数控程序可以通过专门的数控编程软件编写,然后通过输入设备输入到数控系统中。
2. 加工准备:在开始加工之前,操作人员需要进行加工准备工作。
这包括选择合适的刀具和夹具,调整机床的工作台和主轴位置,以及设置好冷却液系统和自动送料装置等。
3. 启动数控系统:当加工准备完成后,操作人员可以启动数控系统。
数控系统将根据编写的数控程序,控制机床的运动。
它会发送指令给伺服系统,控制主轴和工作台的运动,同时监测加工过程中的各种参数。
4. 加工工件:一旦数控系统启动,机床就会开始自动加工工件。
数控系统会根据编写的数控程序,控制刀具的进给速度、切削深度和切削速度等。
数控机床的工作原理及工作过程
数控机床的工作原理及工作过程数控机床是一种通过计算机数控系统控制工作过程的机床。
它能够自动执行各种加工操作,具有高精度、高效率和灵活性等优点。
下面将详细介绍数控机床的工作原理及工作过程。
一、工作原理数控机床的工作原理主要包括数控系统、伺服系统、传动系统和执行系统。
1. 数控系统:数控系统是数控机床的核心部件,它由硬件和软件两部分组成。
硬件包括主机、数控装置和输入输出设备等,软件包括数控程序和参数等。
数控系统通过计算机控制,将加工图纸转化为数控程序,并通过数控装置将程序传输给机床进行加工操作。
2. 伺服系统:伺服系统是数控机床的动力系统,它由伺服电机、传感器和伺服控制器等组成。
伺服电机通过传感器检测位置和速度等信息,并将信号传输给伺服控制器,控制电机的转动。
伺服系统能够实现高精度的位置控制,确保机床的精确加工。
3. 传动系统:传动系统是数控机床的动力传输系统,它由主轴、伺服电机和传动装置等组成。
主轴通过伺服电机驱动,将切削刀具转动起来,完成加工操作。
传动装置包括齿轮、皮带和螺杆等,能够将电机的转动传递给切削刀具。
4. 执行系统:执行系统是数控机床的执行部件,它包括工作台、刀库和切削刀具等。
工作台能够实现工件的定位和夹紧,确保加工的准确性。
刀库可以存放多种切削刀具,根据加工要求自动选择合适的刀具进行加工。
二、工作过程数控机床的工作过程主要包括工件加工准备、数控程序编制、机床调试和加工操作等步骤。
1. 工件加工准备:在进行数控机床加工之前,需要进行工件的准备工作。
包括选择合适的工件材料、制定工件加工方案、制定数控程序和准备切削刀具等。
2. 数控程序编制:根据工件的加工要求,使用专门的数控编程软件编写数控程序。
数控程序包括加工路径、加工速度和切削参数等信息。
编写好的数控程序通过输入输出设备传输给数控机床。
3. 机床调试:在进行正式加工之前,需要对数控机床进行调试。
主要包括安装切削刀具、调整工作台位置和设置切削参数等。
数控车床的结构与工作原理

数控车床的结构与工作原理数控车床是一种应用数字控制技术的现代机械加工设备,它可以高效、精准地加工各种金属材料。
数控车床结构复杂,但其工作原理的理解对于机械加工领域的工程师和技术人员来说至关重要。
本文将介绍数控车床的结构和工作原理,帮助读者更好地了解这种现代机械设备。
一、数控车床结构数控车床的结构由三个主要部分组成:数控系统、机床本体和夹具。
下面逐一介绍:1、数控系统数控系统是实现数控车床操作的核心部分,它包含了计算机、数控控制器、电机、传感器和运动控制元件等重要部件。
计算机用于编写和储存加工程序,数控控制器则根据程序来控制车床的动作,电机带动切削工具进行切削,传感器测量工件和切削工具位置坐标,而运动控制元件则负责控制各个部件的实际运动。
2、机床本体机床本体是数控车床的主要结构部件,它包括床身、主轴箱、床盘、滑板、刀塔、主轴和进给系统等核心部分。
床身是车床的主体,负责支持和固定所有其他部件;主轴箱则负责运转主轴;床盘则驱动工件与刀具之间的协作运动及其相对位置的转换;滑板则支撑沿程序指示加工切削运动轨迹的X轴和Z轴运动;刀塔则供给刀具进行切削加工;主轴是连接了主轴箱和刀具的部件,它可以按照加工程序控制转速和方向,实现不同工件的加工需求;进给系统则负责为车床提供进给运动,以完成切削加工的最终任务。
3、夹具夹具用于固定和支撑加工件,它是数控车床加工的重要辅助装置。
夹具的种类和类型根据加工件的形态和尺寸而异,目的是最大限度地满足加工过程的要求。
二、数控车床工作原理了解数控车床的工作原理,我们需要知道数控系统的四个基本步骤,包括数据输入、加工程序编写、程序校验和加工执行。
下面将逐一进行阐述:1、数据输入数据输入是指将几何图形数据和机床参数等信息输入数控系统中。
几何图形数据由CAD系统生成,包括零件轮廓线、孔位、表面形状等信息。
而机床参数则包括主轴转速、进给速度、切削力等信息。
这些数据通过U盘、网络、数码喷墨打印机等方式输入到数控系统中,成为加工指令的基础数据。
数控车床的组成及工作原理
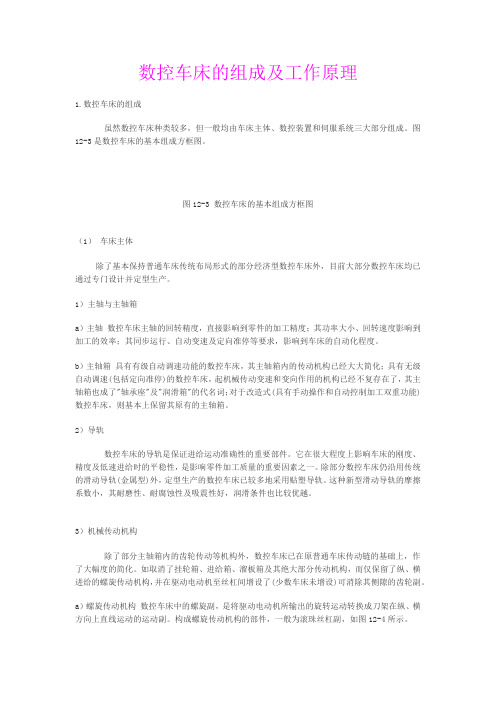
数控车床的组成及工作原理1.数控车床的组成虽然数控车床种类较多,但一般均由车床主体、数控装置和伺服系统三大部分组成。
图12-3是数控车床的基本组成方框图。
图12-3 数控车床的基本组成方框图(1)车床主体除了基本保持普通车床传统布局形式的部分经济型数控车床外,目前大部分数控车床均已通过专门设计并定型生产。
1)主轴与主轴箱a)主轴数控车床主轴的回转精度,直接影响到零件的加工精度;其功率大小、回转速度影响到加工的效率;其同步运行、自动变速及定向准停等要求,影响到车床的自动化程度。
b)主轴箱具有有级自动调速功能的数控车床,其主轴箱内的传动机构已经大大简化;具有无级自动调速(包括定向准停)的数控车床,起机械传动变速和变向作用的机构已经不复存在了,其主轴箱也成了"轴承座"及"润滑箱"的代名词;对于改造式(具有手动操作和自动控制加工双重功能)数控车床,则基本上保留其原有的主轴箱。
2)导轨数控车床的导轨是保证进给运动准确性的重要部件。
它在很大程度上影响车床的刚度、精度及低速进给时的平稳性,是影响零件加工质量的重要因素之一。
除部分数控车床仍沿用传统的滑动导轨(金属型)外,定型生产的数控车床已较多地采用贴塑导轨。
这种新型滑动导轨的摩擦系数小,其耐磨性、耐腐蚀性及吸震性好,润滑条件也比较优越。
3)机械传动机构除了部分主轴箱内的齿轮传动等机构外,数控车床已在原普通车床传动链的基础上,作了大幅度的简化。
如取消了挂轮箱、进给箱、溜板箱及其绝大部分传动机构,而仅保留了纵、横进给的螺旋传动机构,并在驱动电动机至丝杠间增设了(少数车床未增设)可消除其侧隙的齿轮副。
a)螺旋传动机构数控车床中的螺旋副,是将驱动电动机所输出的旋转运动转换成刀架在纵、横方向上直线运动的运动副。
构成螺旋传动机构的部件,一般为滚珠丝杠副,如图12-4所示。
如图12-4 滚珠丝杠副1一螺母 2一丝杠 3一滚珠 4一滚珠循环装置滚珠丝杠副的摩擦阻力小,可消除轴向间隙及预紧,故传动效率及精度高,运动稳定,动作灵敏。
数控机床的工作原理及基本组成

1.2 数控机床的工作原理及基本组成
刀具位移数据,再按照编程的有关规定编写加工程序,然后 制作信息载体的加工信息输入到数控装置,在数控装置内部 的控制软件支持下,经过处理计算后,发出相应的指令,通 过伺服系统使机床按预定的轨迹运动,完成对零件的切削加 工。
上一页 下一页 返回
1.2 数控机床的工作原理及基本组成
伺服系统是数控系统的执行部件,它包括电动机、速度控制 单元、测量反馈单元、位置控制等部分。伺服系统将数控系 统发来的各种运动指令,转换成机床移动部件的运动,由于 伺服系统直接决定刀具和工件的相对位置,所以伺服系统的 性能是决定数控机床加工精度和生产率的主要因素之一。目 前许多数控机床使用了全数字伺服驱动的直线电动机,这种 电动机刚性好,可高速转动。
1.1.2 数控技术发展的几个主要阶段
数控机床发展到今天,完全依赖于数控系统的发展。自 1952年美国研制出第一台数控铣床起,数控系统经历了两 个阶段共六代的发展。下一页 返回来自1.1 数控技术的发展
1. 数控阶段(1952-1970年) 早期计算机的运算速度低,这对当时的科学计算和数据处理
第1章 数控技术概论
1.1 数控技术的发展 1.2 数控机床的工作原理及基本组成 1.3 数控机床的分类 1.4 数控机床的特点和应用范围 1.5 典型数控系统简介
1.1 数控技术的发展
1.1.1 数控机床的产生
数控是数字控制(NC,Numerical Control)的简称,是 用数字化信号对机床的运动及加工过程进行控制的自动控制 技术。采用数字控制的机床或装备了数控系统的机床,称为 数控机床,它把机床的加工程序和运动变量(如坐标方向、位 移量、轴的转向和转速等),以数字形式预先记录在控制介质 上,通过数控装置自动地控制机床运动,同时具有自动换刀、 自动测量、自动润滑及冷却等功能。
数控系统的构成、工作原理和功能

数控系统的构成、工作原理和功能一、数控装置数控(NC)装置是数控装备的控制核心,通常由一台专用计算机和输入输出设备构成,如下图所示。
▲数控(NC)装置的组成1、信息信息、程序可以通过键盘人工编程输入,也可以在专门的编程系统中完成程序编制,将信息、程序存储在移动硬盘、光盘、U盘上输入数控系统,在通信控制的数控机床上,程序还可以由计算机接口传送。
2、专用计算机它由信息输入装置、运算器、控制器和输出装置组成。
专用计算机对信息进行处理,如计算各执行元件的移动量,另外通过固定、内置的逻辑单元操作程序控制动作信息(如:电动机开停、电动机正反转、刀具更换、检测等)。
3、伺服系统伺服系统控制驱动装备的执行元件,实现伺服电动机的起动、回转、编码检测、反馈、控制回转位置、减速、停止等。
通过上述组成部分可以看出,数控装置的工作过程是:将信息、程序通过专用计算机的输入装置,由控制器中的译码器对输入的信息进行识别,将识别结果向专用计算机的输出装置发出控制信号,执行规定的操作;最后由输出装置实现对伺服系统的数据输出,以实现对伺服系统的控制。
数控装置根据输入的指令进行译码、处理、计算和控制实现数控功能。
该类装置是20世纪50~70年代随着计算机技术发展而产生的一种控制技术。
从本质上讲,数控装置所具有的功能都是采用专用的硬件电路来实现的,因此也称为硬件数控装置。
从现代计算机技术和装备技术要求的角度来讲,这种专用数控装置结构复杂,功能扩展困难并受到一定限制,适应性及灵活性差,设计、制造周期长,制造成本高,稳定可靠性较差。
现代数控装置已发展成为计算机数控装置,也称为软件数控装置。
二、计算机数控系统以小型通用计算机或微型计算机的系统控制程序来实现部分或全部数控功能,简称为计算机数控(CNC)。
CNC系统是现代的主流数字控制系统。
用CNC系统控制的数控机床,简称CNC机床。
1、CNC装置的组成CNC装置由硬件和软件两大部分组成。
(1)硬件由CPU、存储器、总线、输入/输出接口、MDI/CRT接口、位置控制、通信接口等组成。
数控机床工作原理简述

数控机床工作原理简述
数控机床工作原理主要包括控制系统、执行系统和输入输出系统。
控制系统是数控机床的大脑,它负责接收用户输入的加工程序,并将其转换为机床能够理解和执行的指令。
控制系统通常由电脑、数控器和伺服系统等组成。
用户可通过电脑编写加工程序,并将其传输到数控机床的数控器上。
数控器解析程序指令,并生成相应的控制信号发送给伺服系统。
执行系统是控制系统传送过来的信号在机床上的具体执行部件。
主要包括主轴驱动、进给驱动和各种控制继电器等。
主轴驱动负责控制主轴的转速,进给驱动负责控制工件和刀具的进给速度。
控制继电器负责控制各种执行部件的开关状态,如刀具的进给和返回、工作台的移动等。
输入输出系统负责将机床的工作状态反馈给控制系统,并接收外部输入的指令。
通常包括编码器、传感器和人机界面等。
编码器用于检测机床的位置和运动状态,传感器用于测量加工过程中的工件尺寸和刀具状态等。
人机界面提供给操作员可视化的界面,方便其监控和控制机床的运行。
总结起来,数控机床工作原理是通过控制系统接收和解析加工程序指令,将其转化为控制信号发送给执行系统,由执行系统控制机床上各个部件的运动和状态,同时将机床的工作状态反馈给控制系统和操作员。
简述数控机床的工作原理

简述数控机床的工作原理数控机床是一种通过数字控制系统来实现加工操作的机床,它的工作原理是通过预先输入的程序来控制机床的运动和加工过程。
数控机床的工作原理主要包括数控系统、执行机构和加工过程三个方面。
首先,数控系统是数控机床的核心部件,它由输入设备、控制器和执行机构组成。
输入设备用于输入加工零件的数学模型和加工工艺参数,控制器根据输入的程序指令对加工过程进行控制,执行机构则根据控制器的指令来实现机床的各项运动。
数控系统的工作原理是通过对输入的程序进行解释和处理,将其转换为机床运动的指令,从而实现加工零件的加工操作。
其次,执行机构是数控机床的关键部件,它包括主轴驱动装置、进给系统和辅助装置等。
主轴驱动装置用于驱动刀具进行旋转运动,进给系统则用于控制工件在加工过程中的进给运动,辅助装置则包括各种辅助装置,如夹具、刀库等。
执行机构的工作原理是根据数控系统发出的指令,精确控制各个部件的运动,从而实现加工零件的精确加工。
最后,加工过程是数控机床工作原理的最终体现,它包括各种加工操作,如车削、铣削、钻削等。
数控机床的加工过程是通过数控系统和执行机构的协同作用,精确控制刀具和工件的相对运动,从而实现对工件的加工。
加工过程的工作原理是通过数控系统发出的程序指令,精确控制执行机构的运动,从而实现工件的精确加工。
综上所述,数控机床的工作原理是通过数控系统对加工过程进行精确控制,通过执行机构实现各项运动,从而实现对工件的精确加工。
数控机床的工作原理是现代制造业中不可或缺的重要技术,它的应用范围广泛,效率高,精度高,已成为现代制造业中的主流加工设备。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Gear ratio2 (internal relation)
Lead screw
2.2.4 Transmission system diagram: XKA5750 milling machine
2.3 Coordinate system for NC machine tools
2.3.1 Standard coordinate system and direction 1. ISO coordinate system
2.2 Machine tool drive
To realize those neg, each NC machine tool should have three basic units:
(1) Actuators, e.g. spindle, tool post, worktable, etc.
现代数控机床原理与结构(双语) ppt 课件
2) Feeding motion Feeding motion causes an secondary relative motion between cutting tool and workpiece, and enables tool can continuously remove material from workpiece to form a desired shape. Examples of feeding motion Axial and radial motions of cutting tool (turning) Step motions of cutting tool or workpiece (planing) Note: Feeding motion can be performed by both cutting tools or workpieces; Two or more feeding motions can co-exist (gear hobbing); Zero feeding motion is possible (broaching).
2.2.2 Transmission chain
A series of transmission components that consist a transmission connection is known as transmission chain.
Two forms of transmission
2.2.1 Transmission connection
Connection between actuator and power or between actuators by transmission components.
Transmission diagram of CA6140 horizontal lathe
现代数控机床原理与结构(双语) ppt 课件
3) Alignment motion
It is used to obtain correct relative positions between cutting tool and workpiece, e.g. aligning drill to hole center by moving rocker arm of the driller.
(1) Constant ratio and direction.
Gears, worm gears-shaft, ball screw-nut
(2) Variable and direction.
Adjusting gears, clash gears, clutch gear shift
Transmission chains include external and internal relations: 1) External relation Connecting power unit and actuators Driving actuators running at designed speed Determining machining efficiency and surface roughness rather than shape of workpiece.
Screw turning requires stringent transmission ratio between spindle rotation and tool post moving to ensure precise thread pitch.
2.2.3 Transmission diagram
4) Fast moving and other actions
Fast moving improves machining efficiency.
Other actions include direction change, clamping,
releasing, etc.
现代数控机床原理与结构(双语) ppt 课件
Constant ratio
Transmission diagram of screw turning
Motor
From NC machine tools, spindle and tool post may be driven by their own motors.
Gear ratio1 (external relation) Spindle Thread Cutting tool
现代数控机床原理与结构(双语) ppt 课件
书名:现代数控机床原理与结构(双语) ISBN: 978-7-111-42403-1 作者:郁元正 出版社:机械工业出版社 本书配有电子课件
现代数控机床原理与结构(双语) ppt 课件
Chapter 2 Motions & coordinate system of Machine tools
2) Internal relation Connecting and regulating motions between actuators; Precise transmission ratio is important. Frictional transmission (e.g. clutch) or instantaneous variable ratio (chain drive) is unacceptable;
现代数控机床原理与结构(双语) ppt 课件
Thinking…
Identify primary motions and feeding motions.
Milling
Planing
Broaching
现代数控机床原理与结构(双语) ppt 课件
2.1.3 Assistant motions
All motions other than surface forming motions, including plunge motion, indexing motion, alignment motion, fast moving, and other actions. 1) Plunge motion
Rotary motion of workpiece (turning)
Rotary motion of cutting tools (drilling, milling, boring) Reciprocating motion of cutting tools (broaching, planing) Every machining process must have, and only has a primary motion.
现代数控机床原理与结构(双语) ppt 课件
Surface forming motion consists of :
Primary motion Feeding motion
Outer circular surface turning
现代数控机床原理与结构(双语) ppt 课件
1) Primary motion Primary motion causes relative motion between cutting tool and workpiece, and remove material from workpiece. Examples of primary motions:
Transmission diagram briefly represents relative motion paths of surface forming.
Motor
Spindle
Cutting tool
Hob(滚刀)
Combined unit
Variable ratio Symbols for transmission diagram
2.1 Motions of machine tool 2.2 Machine tool drive 2.3 Coordinate systems
现代数控机床原理与结构(双语) ppt 课件
2.1 Motions of machine tool
2.1.1 Purpose of motions The purpose of machine tool motions is to remove materials from workpieces to obtain required shapes, dimensions and surface quality. Motion essentials are tool motions, workpiece motions, and cutting motions. 2.1.2 Surface forming motion Surface forming motion is the relative cutting motion between tool and workpiece. Types and quantity of surface forming motion determine shape of workpiece, machining method and tool constructions