首件检验报表-SMT
smt首件检验记录表

检查回流炉温度及链条转动速度在规格内?
回流炉程序名称:
REV:
过回流炉
温区 入口区 预热1 预热2 锡温 冷度
炉后检查 物料无短路、假焊、移位、竖起、不熔锡、反向、烂料、漏料、多料、错料按检验标准检 (锡浆板) 查;确认炉后的PCB’A有无变形。
炉后检查 (红胶板)
物料无移位、不贴板、多红胶、反向、烂料、漏料、多料、错料、板变形不良。 所有料点推力测试是否在标准范围内:0603/0805>1.5Kg,1206>1.8Kg,晶体管/IC>2.5Kg?
2. 首件判定为“非OK”需PE或PD或PDN填写“纠正预防措施”。
品保部确认:
右刮刀速度: ㎜/s
印刷质量检查是否良好? 贴片是否有漏件、少件、反向等不良?
脱模速度: ㎜/s
贴片机1程序名:
贴片机
4
贴片机2程序名:
REV: REV:
贴片机3程序名:
REV:
FEEDER装料 核对所有物料P/N、规格和装载位置的正确性是否OK?
5 元件方向确认 有极性元件有无反向(含二极管, IC, BGA, QPN, PLCC, LED, 三级管, 坦质电容, 铝壳电容等)?
SMT首件检验记录表
客户名称:
机型:
拉别:
工单号:
生产日期:
时间:
首件类别: □每日 □开拉 □转拉
NO. 检查项目
检查内容
1
作业指导书 各工位有无正确版本之作业指导书
2 PCB P/N与版本 PCB 物料编号与版本是否正确? PCB P/N:
□自购 □客供; 钢网编号
,厚度
REV: mm,钢网制作时间
取左右刮刀各2台测试锡膏厚度结果:
SMT车间首件确认检验报告

客户
工单
生产数量
品名
一、生产自检状况(主要元器件规格及贴装工艺确认)
号 序 项目
规格参数及要求
判定 序 AC RE 号
项目
1 PCB型号
5 贴装状
2 LED规格
6 焊接状
3 其它元器件
7 外观状
4 功能检测
8 其它方
自检结果判定: 口合格
口不合格
自检员:
二、品管检验记录
检验项目 1. 客户特殊要求
规格参数及要求
判定 AC RE
2. a.PCB
主 b.LED光源 要 元 c.IC
器 d.二极管
件 规
e.三极管
格 f.电感
参 g.电阻 数 确 h.电容
认 i.其它
假焊
d.空焊/冷焊
3. 贴 装
e.少锡/多锡 f.偏位/浮高/翘
g脚.错件/少件/多
不合格首件返工后再次验证结果:
会 签
生产课长:
签名:
主管审核:
备 注
. 月日
判定 AC RE
不良缺陷 Cr Ma Mi
工 件h.立碑/侧立/反
艺贴
确 i.元件破损
认 j.溢胶/脏污
k.锡尖/锡珠 l.PCB漏铜/起铜
箔 m.PCB起泡/开路
n.其它
4. a.点亮测试 功能 b.其它
报告编号: 日期:20 年 品 自检状况记录
审核:
检验状况记录
质量判定
口Accept 口Reject PQC签名:
组长确认:
处理方式 口量产 口返工 口特采
SMT首件记录表

7 零件回流焊接品质
ห้องสมุดไป่ตู้目视 放大镜 外观检查标准
8 实物对比(与开发工程样板对比)目视
9 功能检测
产品功能检测治具
异常状况 有
无
产品名称: 订单数量:
检查结果 NG 不适用
备注
原因分析
复核结果 首件判定
合格
不合格
检验员
生产审核
核准
NG
订单编号: 生产日期:
SMT首件记录表
序列
检验项目
检查方法及设备 OK
1 生产机型与订单的符合性
与生产任务单进行核对
2 工程变更导入状况
核对ECN
3 锡膏品牌及回温状况
目视 锡膏使用标示卡
4 锡膏涂抹效果
目视
5 零件规格、数值、型号的确认 LCR、目视BOM 零件分布图
6 零件数量及贴装品质
目视 BOM 外观检查标准
SMT首件报告
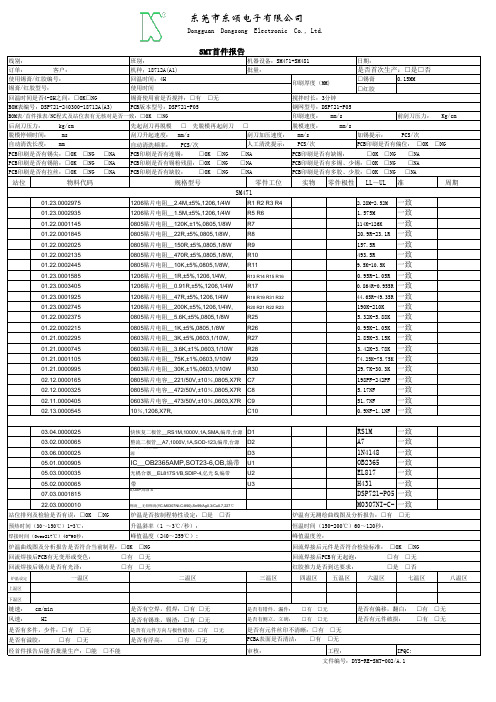
班别:机种;18712A(A1)□锡膏□红胶刮刀升起速度: mm/s 自动清洗频率: PCS/次站位物料代码规格型号零件工位实物测量值与零件极性LL~UL是否符合标准 周期01.23.00029751206贴片电阻__2.4M,±5%,1206,1/4W R1 R2 R3 R4 2.28M-2.52M与样品BOM一致 01.23.00029351206贴片电阻__1.5M,±5%,1206,1/4W R5 R6 1.425M-1.575M与样品BOM 一致 01.22.00011450805贴片电阻__120K,±1%,0805,1/8W R7114K-126K与样品BOM 一致 01.22.00018450805贴片电阻__22R,±5%,0805,1/8W,R820.9R-23.1R 与样品BOM 一致 01.22.00020250805贴片电阻__150R,±5%,0805,1/8W R9142.5R-157.5R 与样品BOM 一致 01.22.00021350805贴片电阻__470R,±5%,0805,1/8W,R10446.5R-493.5R 与样品BOM 一致 01.22.00024450805贴片电阻__10K,±5%,0805,1/8W,R119.5K-10.5K与样品BOM 一致 01.23.00015851206贴片电阻__1R,±5%,1206,1/4W,R13 R14 R15 R160.95R-1.05R 与样品BOM 一致 01.23.00034051206贴片电阻__0.91R,±5%,1206,1/4W R170.864R-0.955R 与样品BOM 一致 01.23.00019251206贴片电阻__47R,±5%,1206,1/4W R18 R19 R31 R3244.65R-49.35R与样品BOM 一致 01.23.00027451206贴片电阻__200K,±5%,1206,1/4W,R20 R21 R22 R23190K-210K 与样品BOM 一致 01.22.00023750805贴片电阻__5.6K,±5%,0805,1/8W R25 5.32K-5.88K 与样品BOM 一致 01.22.00022150805贴片电阻__1K,±5%,0805,1/8W R260.95K-1.05K 与样品BOM 一致 01.21.00022950603贴片电阻__3K,±5%,0603,1/10W,R27 2.85K-3.15K 与样品BOM 一致 01.21.00007450603贴片电阻__3.6K,±1%,0603,1/10W R28 3.42K-3.78K 与样品BOM 一致 01.21.00011050603贴片电阻__75K,±1%,0603,1/10W R2974.25K-75.75K与样品BOM 一致 01.21.00009950603贴片电阻__30K,±1%,0603,1/10W R3029.7K-30.3K 与样品BOM 一致 02.12.00001650805贴片电容__221/50V,±10%,0805,X7R C7198PF-242PF 与样品BOM 一致 02.12.00003250805贴片电容__472/50V,±10%,0805,X7R C8 4.23NF-5.17NF 与样品BOM 一致 02.11.00004050603贴片电容__473/50V,±10%,0603,X7R C942.3NF-51.7NF 与样品BOM 一致 02.13.00005451206贴片电容__102/200V,±10%,1206,X7R,C100.9NF-1.1NF与样品BOM 一致03.04.0000025快恢复二极管__RS1M,1000V,1A,SMA,编带,台源D1RS1M 与样品BOM一致 03.02.0000065整流二极管__A7,1000V,1A,SOD-123,编带,台源D2A7与样品BOM 一致 03.06.0000025开关二极管__1N4148W,100V,150mA,SOD-123,编带,台源D31N4148与样品BOM 一致 05.01.0000905IC__OB2365AMP,SOT23-6,OB,编带U1OB2365与样品BOM 一致 05.03.0000035光耦合器__EL817S1/B,SDIP-4,亿光 S,编带U2EL817与样品BOM 一致 05.02.0000065三端稳压IC__H431,±0.5%,SOT-23,华润,编带U3H431与样品BOM 一致 07.03.0001815玻璃纤维板 FR-4 PCB 板__DSP721-P05,双面,1.6,FR-4,10Z,UL94V-0,OSP,绿油 SDSP721-P05与样品BOM 一致 22.03.0000010锡膏__无铅锡膏(YC-M0307NI-C-890),Sn99/Ag0.3/Cu0.7,227℃(YC-M0307NI-C-与样品BOM 一致炉温设定一温区二温区三温区四温区五温区六温区七温区八温区上温区下温区是否有空焊,假焊:□有 □无是否有锡珠,锡渣:□有 □无是否有元件方向与极性错误:□有 □无是否有浮高: □有 □无文件编号:DYS-RE-SMT-002/A.1印刷厚度(MM)是否有溢胶: □有 □无PCBA表面是否清洁: □有 □无经首件报告后能否批量生产:□能 □不能审核:工程:IPQC:风速: HZ是否有侧立,立碑: □有 □无是否有元件破损: □有 □无是否有多件,少件:□有 □无是否有元件丝印不清晰:□有 □无回流焊接后PCB有无变形或变色: □有 □无回流焊接后PCB有无起泡: □有 □无回流焊接后锡点是否有光泽: □有 □无红胶推力是否到达要求: □是 □否链速: cm/min 是否有错件,漏件: □有 □无是否有偏移,翻白: □有 □无焊接时间(0ver217℃)40-90秒:峰值温度(240~259℃):峰值温度差:炉温曲线图及分析报告是否符合当前制程:□OK □NG 回流焊接后元件是否符合检验标准: □OK □NG 站位排列及检验是否有误:□OK □NG 炉温是否按制程特性设定:□是 □否炉温有无测绘曲线图及分析报告:□有 □无预热时间(30~150℃)1-3℃:升温斜率(1 ~3℃/秒):恒温时间(150-200℃)60~120秒:PCB印刷是否有拉丝:□OK □NG □NAPCB印刷是否有缺胶: □OK □NG □NAPCB印刷是否有多胶、少胶:□OK □NG □NA SM471PCB印刷是否有锡尖:□OK □NG □NA PCB印刷是否有连锡: □OK □NG □NA PCB印刷是否有缺锡: □OK □NG □NA PCB印刷是否有锡陷:□OK □NG □NA PCB印刷是否有锡粉残留:□OK □NG □NA PCB印刷是否有多锡、少锡:□OK □NG □NA 脱模停顿时间: ms 刮刀加压速度: mm/s 加锡提示: PCS/次自动清洗长度: mm人工清洗提示: PCS/次PCB印刷是否有偏位: □OK □NGBOM表/首件报表/NC程式及站位表有无核对是否一致:□OK □NG印刷速度: mm/s 前刮刀压力: Kg/cm后刮刀压力: kg/cm 先起刮刀再脱模 □ 先脱模再起刮刀 □脱模速度: mm/s回温时间是否4-8H之间:□OK□NG 锡膏使用前是否搅拌:□有 □无搅拌时长:3分钟BOM表编号:DSP721-240300-18712A(A3)PCB版本型号:DSP721-P05钢网型号:DSP721-P05使用锡膏/红胶编号:回温时间;4H 0.15MM锡膏/红胶型号:使用时间SMT首件报告线别:机器设备:SM471+SM481日期:订单: 客户:批量:是否首次生产:□是□否东莞市东颂电子有限公司Dongguan Dongsong Electronic Co., Ltd.。
SMT首件确认报告

产品名称 规格
PCB版本
客户 批量
SMT起止时间:
检验项目
检验结果
核对BOM单、ECN及相关文件 外观检验(核对元件规格及焊锡标 准) SMT 软件版本:
BIOS文件:
烧录员:
物料代用: 其它: SMT转出时间:
SMT组长/IPQC检验 员:
检验项目
检验结果
核对BOM单、ECN及相关文件 外观检验(核对元件规格及焊锡标 准) DIP&TEST 电压测试:
功能测试: 其它:
测试组长/IPQC检验 员:
起M单、ECN及相关文件 外观检验(核对元件规格及焊锡标
准) 测试软件:
结果判定 功能测试
软件版本:
功能及复位测试:
CPU规格: 烧机时间: 其它:
内存规格: 烧机结果: 品质组长:
起止时间:
A.合格继续生产; C.不能生产、立即停线
检验结果
B.不合格、重新调
试; D.其它;
备注:
订/工单号 软件版本
日期 不合格项描述
不合格项描述
不合格项描述
审核:
核对:
SMT首末件检验记录表
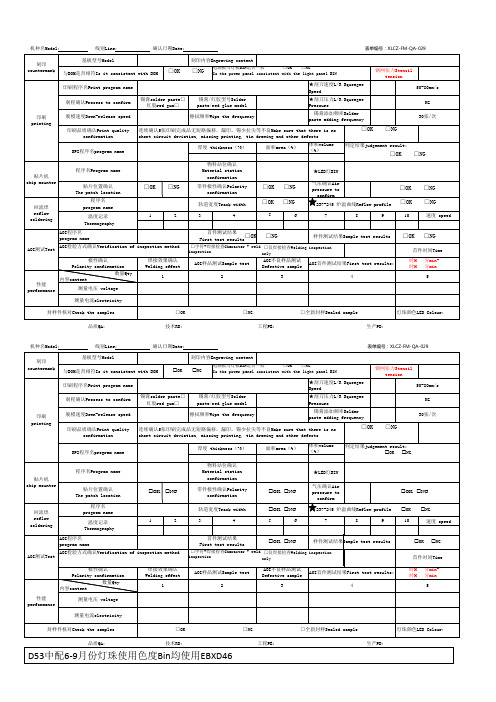
印刷程序名Print program name
★刮刀速度L/R Squeegee Speed
50-80mm/s
制程确认Process to confirm
锡膏solder paste□ 红胶red gum□
锡膏/红胶型号Solder paste/red glue model
★刮刀压力L/R Squeegee Pressure
5
封样件核对Check the samples
□OK
□NG
□全新封样Sealed sample
灯珠颜色LED Colour:
品质QA:
技术RD:
工程PE:
生产PD:
机种名Model:
线别Line:
确认日期Date:
表单编号:XLCZ-FM-QA-029
刻印 countermark
印刷 printing
基板型号Model
刻印内容Engraving content
与BOM是否相符Is it consistent with BOM
OK
NG
电源板与灯板BIN是否一致
□OK □NG
Is the power panel consistent with the light panel BIN
钢网张力Stencil tension
□字符+焊接检查Character + weld □仅焊接检查Welding inspection
inspection
only
AOI样品测试Sample test
AOI不良样品测试 Defective sample
AOI首件测试结果First test results:
2
3
4
SMT首件检查表

拒收/REJECT
改善对策
状况
Approved by:
Check ed by:
BY:
1
印 所用的钢板是否与机种相符
刷
机 首片 PCB 的锡膏厚度是否在规格內
首片 PCB 的锡膏外观是否符合 AI
钢板的清洁频率是否与规定相符
2
贴片 所用程是否与生产机种相符
机
首片 PCB 的外观是否规范
所用的料与 BOM 是否相符
零件的极性是否正确
3回
焊 炉
回焊炉的各参数温度是否正常(温度曲线 图) 终检首片 PCB 外观是否符合规范
一:检查内容(Visual Inspection Contents)
序列 项目
检验项目
规格
检查结果
结论
No ITEM
CHECK ITEM
SPEC
CHECK RESULT STATUS
1 PCB
PCB 号,版本号是否与生产机种相符
印
刷
所用的锡膏品牌/型号
机
锡膏的回温时间与开封时间(开封后,必須于
48 小时內用完)
SMT 首件检查表
新机种/NEW PRODUCT
工程变更/EC/CP/FN
正常生产/NOMAL PRODUCT
其它/OTHER
机种/MODEL NAME_______ ___批量/LOTS SIZE___________日期/DATE____________ 线班别/LINE&SHIFT_______
4 其 它 工程变更项目是否完全执行
检 查 人员作业接触 PCBA 时是否作参考
零件受力测试是否在规格
二: 结论与备注(Final Conclusion Or Comments)
SMT产品检验表
目视
抽样检查
13
焊锡外观
焊锡应有光泽,要均匀、圆润,不允许有发白、粗 糙的现象
目视
抽样检查
14
沾污
PCB板、器件及连接器接触金面不允许有明显或块状 的助焊剂残留物和其它杂物
目视
抽样检查
15
点亮测试
按作业指导书上的测试操作方法进行测试(技术 部)
通电测试 首件检查
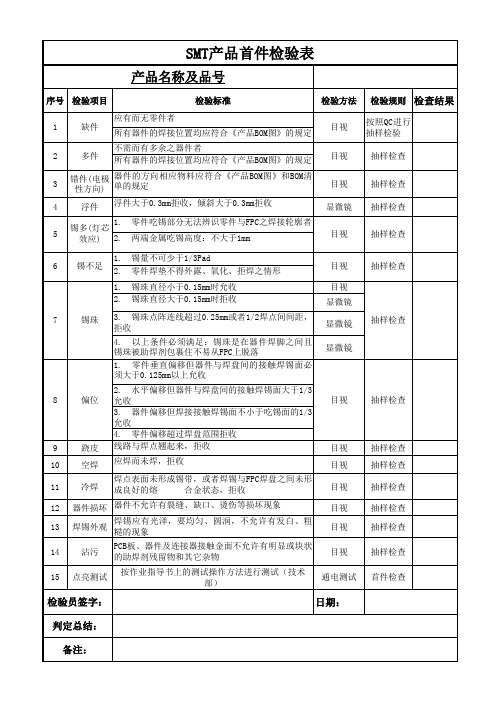
检验员签字:
日期:
判定总结:
备注:
SMT产品首件检验表
产品名称及品号
序号 检验项目
检验标准
检验方法 检验规则 检查结果
1
应有而无零件者 缺件 所有器件的焊接位置均应符合《产品BOM图》的规定
目视
按照QC进行 抽样检验
不需而有多余之器件者
2
多件 所有器件的焊接位置均应符合《产品BOM图》的规定 目视
抽样检查
3
错件(电极 器件的方向相应物料应符合《产品BOM图》和BOM清 性方向) 单的规定
目视
4
浮件 浮件大于0.3mm拒收,倾斜大于0.3mm拒收
显微镜
抽样检查 抽样检查
1. 零件吃锡部分无法辨识零件与FPC之焊接轮廓者
5
锡多(灯芯 效应) 2. 两端金属吃锡高度:不大于1mm
目视
抽样检查
1. 锡量不可少于1/3Pad 6 锡不足 2. 零件焊垫不得外露、氧化、拒焊之情形
目视
抽样检查
1. 锡珠直径小于0.15mm时允收 2. 锡珠直径大于0.15mm时拒收
8
偏位 允收
目视
抽样检查
3. 器件偏移但焊接接触焊锡面不小于吃锡面的1/3
允收
4. 零件偏移超过焊盘范围拒收
SMT首件检查表

电测
敲击检查
敲击高度50MM,在静电垫上敲击3次(不可敲击 目视测试有无异常 PCBA正反面)判定基准:无掉件、偏移及功能测
判定
目视测试有无异常
试OK判定合格
推力测试
针对PCBA各电子元件使用推力计进行推料测试, 其推力值必须≥1KG(IC≥2KG)以上无掉件、偏
移及功能测试OK判定合格
C: L:
Kg R: Kg IC:
Kg Kg
C: Kg R: Kg L: Kg IC: Kg
总结 签署 备注
生产:
工
程:
品质:
首件评审:
检查结果:合格项目打“√”,不合格项目打“×”,无此检查项目打“/”;
判定 判定
作成:
审核:
批准: 表单编号: 版本:
首件信息(生产部填写) 料号 型号
首件类型 制作 检查项目:(生产部填写)
检查项目
站位
物料要求
XXX有限公司 SMT首件检查表别 日期 初步判定 检验结果(测试值1由生产填写,测试值2由品质部填写)
(检验结果)
测试值1
判定
测试值2
判定
IC贴片前是否需要烧录: 是□
否□ 是否有测试架: 有□ 无□
工程确认签名:
PCB长:
尺寸(是否与图 PCB宽: 纸一致) PCB厚:
PCBA长:
外观(是否与样 品图纸一致)
各部件结构是否与样品/图纸一致
功能测试(图纸 上备注“测试细
测试工序
测试设备要求
分辨率/EDID
软件版本
节参照TSP文件 ”字样按照TSP 执行,无则按照
图纸执行)
SMT首件确认记录表

锡膏使用时间检查
锡膏印刷效果检查
异
首 贴片机程序名称
.
常
描
检 贴片机上料站位物料核对
述
及
项 物料规格型号是否符合BOM要求
解
决ቤተ መጻሕፍቲ ባይዱ
目 物料贴片位置是否与丝印位号一致
措
检查物料贴装方向、极性是否正确
施
IC类物料上的丝印标识是否清晰明确
贴装元件个数确认
个
变更注意事项 BOM单备注 工艺重点注意事项
确认结果 □OK 备注
00进行抽查监督首件确认记录的完整性并按照车间提供的工艺文件对料单进行确认
新天科技股份有限公司
SMT首件确认记录表
编号:
.
基 日期/时间:
线别:
No:
本 信
产品名称ERP代码
PCB型号
BOM版本
工艺编号
息 首件类型 □每班首件 □转线 □重大工艺更改 □新产品首次生产 □其它
.
PCB型号、钢网型号确认
□NG
班组长 签名
QC 签名
1、首件确认记录表要求班组长每天生产每种产品的第一块板要严格按照工艺文件、料单、进行确认 。首件OK后方能批量生产;确认合格的首件单独放置由QC于每天的上午:8:30-12:00 下午: 13:00-17:00进行抽查(监督首件确认记录的完整性、并按照车间提供的工艺文件、对料单进行确 认)。如有异常及时向生产主管及质量主管反映。 2、首检项目合格打√,不合格打╳ ;确认结果合格选择OK 不合格时选择NG 将异常描述填写完整, 整改后继续确认。
SMT首件检验报表
编
返工
推力测试规 格
厂商名称
测量值
1815129162310173411184512195613206714
21
7工程变更
891011121314
取出时间:解冻完成
升温斜回流时间:恒温温峰值温度:恒温时
降温斜率:
回流曲线测试(需记录数据)
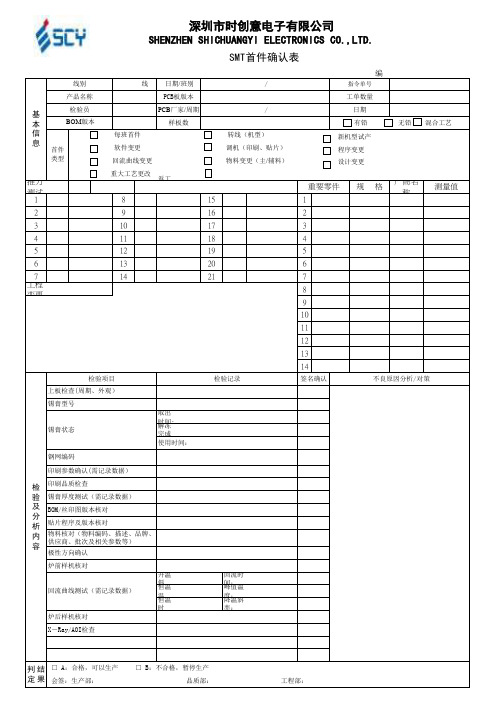
□ A:合格,可以生产 □ B:不合格,暂停生产
会签:生产部: 品质部: 工程部:
基本信息
检验及分析内容
结果判定首件类型锡膏状态
X-Ray/AOI检查
炉前样机核对
炉后样机核对物料核对(物料编码、描述、品牌、供应商、批次及相关参数等)极性方向确认BOM/丝印图版本核对贴片程序及版本核对
印刷品质检查
锡膏厚度测试(需记录数据)使用时间:
钢网编码
印刷参数确认(需记录数据)
上板检查(周期、外观)锡膏型号
检验项目
检验记录
签名确认
不良原因分析/对策
重大工艺更改
重要零件
软件变更
调机(印刷、贴片) 程序变更 回流曲线变更 物料变更(主/辅料)
设计变更
BOM 版本
样板数
有铅 无铅 混合工艺 每班首件
转线(机型)
新机型试产检验员PCB 厂家/周期
/日期
产品名称
PCB板版本工单数量 深圳市时创意电子有限公司
SHENZHEN SHICHUANGYI ELECTRONICS CO.,LTD. SMT首件确认表
线别 线
日期/班别 /
指令单号。
无铅SMT炉前首件检查记录表

無鉛SMT爐前首件檢查記錄表
客戶:
產品型號:
檢 查內容
時間
BOM核對
錫膏/紅 胶水型號
錫膏/紅胶水 厚度、位置
元件名稱/規格
LED顏色
元件方向 OK:√ NG:X
元件測量值 容量 阻值
日期:
結果
檢查人
3H-QP7-R93-A3 核准人 程式編製 程式復核
*①上班生產第一片和轉型號生產的第一片均屬首件,必須做首件檢查,判定結果正常為OK,异常為NG。 ②若生產所用的程式是新的,編程員需在“程式編製”項簽名;“程式復核”項由另一名技術員核對程式後簽名。 ③若生產所用的程式是舊的,則由技術員核對程式後并在“程式復核”項中簽名。 ④元件名稱/規格參照BOM表順序排列。
Q-QA-4-18047-A0 SMT首末件检验记录表

设备参数及贴片机程序须与对应生产机型产品要一致性 料站表与所生产贴片程序制定位置要一致
上料使用料站表核对Feeder上的物料料号及规格要与BOM及相关文件 要求一致(包含所有物料) 3 贴片 盘装物料上料后确认其部品元器件极性和放入位置方向性 散装物料及手贴物料确认是否文件要求
客户 产品机型及版本
首件类别:□批量生产 参考文件:□订单资料
□SOP
东莞创奕电子科技有限公司
Conserve&Associates,Inc.
首/末件□试产
□工程变更
□其它
□BOM表
□样品
□ECN
□SIP
□图纸
□其它
NO 项目
确认内容
物料是否与BOM规格要求相符 1 上板
固化后的产品确认锡点是否圆润饱满/光滑,不可出现偏移/少锡/空 焊/假焊/立件/掉件/浮高等现象符合标准要求.
AOI程序要与生产机型版本一致,设置检测程序是否合理定期进行优
5
AOI及目 化从而减少误报现象提高检出能力. 检 目检人员是否取得上岗证经过培训上岗作业,具有检出能力
机型程序版本是否与生产机型一致
PCB进板方向与拿取方向是否与SOP一致
PCB版本是否与工单号要求版本一致,PCB是否真空包装,不可出现 过期现象;焊盘丝印清晰可见,确认PCB不可严重变形
锡膏要做到先进先出按照SOP作业要求进行管控进行使用,锡膏生产 日期是否再有效期内;(锡膏型号是否符合客户要求) 2 印刷 印刷设备参数及SPI设置参数是否符合SOP要求 使用前钢网是否点检确认,钢网张力是否≥35N
贴片后进行目检检查确认无错料/漏贴/元件极性方向/偏移/破损; 确认部品元件规格是否与BOM/图纸/样品一致.
首件检验报表-SMT

制表日期:
批量
基 本 信 息
BOM版本 流程卡版本
检 验 及 物料核对(物料编码、描述、品牌、供 分 应商、批次及相关参数等) 析 内 容
贴片位置(与丝印号一致 )极性方向确认 回流炉温 速度(需记录数据) 外观检查 炉后样机核对 电检程序版本 电检参数确认
程序烧录电检状态(只烧未检,烧检结合)
批量基本信息bom版本流程卡版本每班首件首件软件程序变更类型回流曲线变更重大工艺更改检验项目物料是Байду номын сангаас配套锡膏型号锡膏状态回温使用时间钢网名称载具确认印刷参数确认需记录数据印刷品质检查bom版本核对贴片程序及版本核对检验及物料核对物料编码描述品牌供分应商批次及相关参数等析内容贴片位置与丝印号一致极性方向确认回流炉温速度需记录数据外观检查炉后样机核对电检程序版本电检参数确认程序烧录电检状态只烧未检烧检结合贴付状态确认背胶类型位置数量原因分类
贴付状态确认(背胶类型 位置 数量) 原因分类: □软件□硬件□工艺 □人为□来料□其它( ) PE:
判 结 □ A:合格,可以生产 定 果 签名确认 生产
□ B:不合格,暂停生产 品质
备 注
青岛元盛光电科技有限公司 SMT首件确认表
编号:
线别 产品名称 日期/班别 FPC版本 FPC厂家 数量 每班首件 首件 类型 软件程序变更 回流曲线变更 重大工艺更改 检验项目 物料是否配套 锡膏型号 锡膏状态/回温 使用时间 钢网名称 载具确认 印刷参数确认(需记录数据) 印刷品质检查 BOM版本核对 贴片程序及版本核对 转线(机型) 人员更换 物料变更(主/辅料) 返工 检验记录 签名确认 不良原因分析/对策 ■ 有铅 新机型试产 程序变更 设计变更 ■无铅 混合工艺
SMT首件检验报告
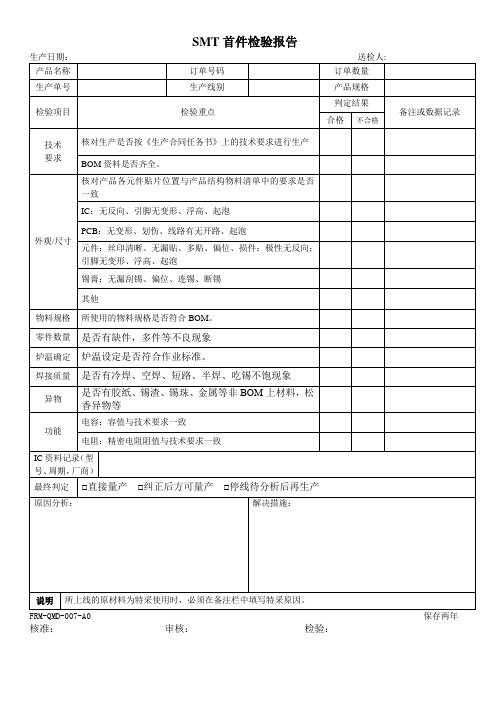
是否有胶纸、锡渣、锡珠、金属等非BOM上材料,松香异物等
功能
电容:容值与技术要求一致
电阻:精密电阻阻值与技术要求一致
IC资料记录(型号、周期,厂商)
最终判定
□直接量产□纠正后方可量产□停线待分析后再生产
原因分析:
解决措施:
说明
所上线的原材料为特采使用时,必须在备注栏中填写特采原因。
FRM-QMD-007-A0保存两年
SMT首件检验报告
生产日期:送检人:
产品名称
订单号码
订单数量
生产单号
生产线别
产品规格
检验项目
检验重点
判定结果
备注或数据记录
合格
不合格
技术
要求
核对生产是否按《生产合同任务书》上的技术要求进行生产
BOM资料是否齐全。
外观尺寸
核对产品各元件贴片位置与产品结构物料清单中的要求是否一致
IC:无反向、引脚无变形、浮高、起泡
核准:审核:检验:
PCB:无变形、划伤、线路有无开路、起泡
元件:丝印清晰、无漏贴、多贴、偏位、损件;极性无反向;引脚无变形、浮高、起泡
锡膏:无漏刮锡、偏位、连锡、断锡
其他
物料规格
所使用的物料规格是否符合BOM。
零件数量
是否有缺件,多件等不良现象
炉温确定
炉温设定是否符合作业标准。
焊接质量
是否有冷焊、空焊、短路、半焊、吃锡不饱现象
SMT首件确认表

二极管 > 2Kg 三极管 > 2.5Kg IC > 2.5Kg
侧立 片式的侧立元件不能多于1个。
反面 片式元件不能多于1个。
连锡 不能有两个或两个以上不应相连的焊点之间连上锡或焊点与相邻的导线连上锡。
假焊 少锡 锡尖 锡珠
元件焊端面与PAD未金属合金面,施加外力可能使元件或引脚松动。
1、片式元件焊锡高度要大于元件高的1/3; 2、翼形IC引脚焊锡高度要大于引脚高度的1/2。 焊点表面要呈光滑的连续面,不能有尖锐的突起,焊锡面锡尖要小于或等于1mm 。 不能有直径大于0.2mm的焊锡珠,或距离焊盘、导线0.2mm以内的焊锡珠。
不熔锡 焊锡要完全熔在焊盘或元件焊端。
孔洞 判定焊锡面焊点合孔格洞不□能多于10个或同一个焊点的孔洞不不合多格于2(个立。即改善 □ 停产改善 □ ) *在“胶点大小”一栏记录测量值,“推力”一栏记录红胶制程电脑板贴片件推力测量值 *检查结果栏打“ √ ”表示OK;打“ × ”表示NG;打“N”表示该产品无需检查此项目
检查人:
审核人:
005
生产线体:
SMT首件确认表
生产型号:Biblioteka 文件代号:HS/JL/07—
日期:
PCB型号:
版本:
检查项目
品质要求
IC: 胶点直径 1.5±0.5mm 胶点大小 CHIP:胶点直径的大小应为焊盘间距的一半
直立 元件不能竖立(碑石现象)。
溢胶 胶体不可溢到元件焊盘。
错位 元件与PCB准确贴装,无偏移。
批量: 检查结果 备注
损伤
1、CHIP元器件任何一端金属涂层和材料都不能有损伤,凹痕;
2、IC,晶体管、普通电阻无丝印,或丝印模糊、破损不可辨认的为不合格; 3、封装壳上不能有破损、脚跟部不能有伤痕,不能有整体的凹痕; 4、引脚不能有变形,不能有超过脚宽度10%的龟裂。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:
线别 产品名称 日期/班别 FPC版本 FPC厂家 数量 每班首件 首件 类型 软件程序变更 回流曲线变更 重大工艺更改 检验项目 物料是否配套 锡膏型号 锡膏状态/回温 使用时间 钢网名称 载具确认 印刷参数确认(需记录数据) 印刷品质检查 BOM版本核对 贴片程序及版本核对 转线(机型) 人员更换 物料变更(主/辅料) 返工 检验记录 签名确认 不良原因分析/对策 ■ 有铅 新机型试产 程序变更 设计变更 ■无铅 混合工艺
贴付状态确认(背胶类型 位置 数量) 原因分类: □软件□硬件□工艺 □人为□来料□其它( ) PE:
判 结 □ A:合格,可以生产 定品质
备 注
订单号
制表日期:
批量
基 本 信 息
BOM版本 流程卡版本
检 验 及 物料核对(物料编码、描述、品牌、供 分 应商、批次及相关参数等) 析 内 容
贴片位置(与丝印号一致 )极性方向确认 回流炉温 速度(需记录数据) 外观检查 炉后样机核对 电检程序版本 电检参数确认
程序烧录电检状态(只烧未检,烧检结合)