焊接常用代号及焊接重点要求
焊接常用代号及焊接重点要求

焊接常用代号及焊接重点要求焊接是一种常见的金属连接方式,广泛应用于工业生产和建筑领域。
在进行焊接过程中,掌握焊接常用代号及焊接的重点要求对于确保焊接质量至关重要。
本文将介绍焊接常用代号及焊接的重点要求,旨在提供一些有益的参考和指导。
一、焊接常用代号焊接常用代号是用来表示不同类型焊接材料的标识符号。
根据不同的国家和行业标准,这些代号的命名可能略有不同。
以下是一些常见的焊接代号及其含义:1. ER70S-6这是一种常用的焊丝代号,表示铜包裹的焊丝,其化学成分包括锰、硅和一定量的碳。
适用于焊接普通碳素钢。
2. E71T-1这是一种药芯焊丝代号,适用于焊接碳素结构钢和低合金钢等。
3. TIG 316L这是一种TIG焊材代号,表示不锈钢焊材,适用于焊接不锈钢。
二、焊接重点要求焊接的重点要求是在焊接过程中需要特别注意和遵守的一些规定和要求,以确保焊接接头的质量和安全。
以下是一些常见的焊接重点要求:1. 清洁焊件在进行焊接前,必须保证焊件表面干净,清除油脂、污物和氧化物等污染物,以减少焊接缺陷的产生。
2. 控制焊接参数合理的焊接参数可以确保焊接质量。
控制焊接电流、电压、速度和角度等参数,以保证良好的熔深和焊缝质量。
3. 选择合适的焊接材料根据焊接对象的材料和要求,选择合适的焊接材料,确保焊接接头具有足够的强度和耐腐蚀性能。
4. 使用适当的焊接方法根据具体情况选择适当的焊接方法,如电弧焊、氩弧焊、气焊等。
不同的焊接方法在应用场景和焊接质量上有所差异。
5. 进行焊后处理焊接完成后,需要进行适当的焊后处理,如热处理、去毛刺、打磨等,以提高焊接接头的强度和外观质量。
三、总结焊接常用代号及焊接重点要求对于焊接质量的控制具有重要意义。
熟悉和遵循焊接常用代号及焊接重点要求可以帮助焊工提高焊接技术水平,确保焊接接头的质量和安全性。
在实际应用中,还应根据具体情况和需求,结合焊接工程的实际要求,制定并遵守相应的焊接规范和标准,以实现良好的焊接效果。
焊接数字代号

焊接数字代号焊接数字代号是指在焊接工艺中使用的代号系统,用于标识不同的焊接方法、焊接材料和焊接位置等。
这些数字代号在焊接行业中被广泛应用,对于正确理解和应用焊接工艺具有重要意义。
下面将介绍几个常见的焊接数字代号及其含义。
1. 111:该数字代号表示手工弧焊,是最常用的焊接方法之一。
手工弧焊是通过电弧加热工件并在熔融状态下填充焊条进行焊接的方法。
该方法常用于对接焊、角焊和横焊等。
2. 135:该数字代号表示埋弧焊,是一种半自动焊接方法。
埋弧焊是通过焊丝自动送丝、电弧自动熔化和保护气体自动送出来实现的。
该方法适用于对接焊和角焊等。
3. 311:该数字代号表示氩弧焊,是一种常用的惰性气体保护焊接方法。
氩弧焊是在焊接过程中使用氩气作为保护气体,以防止熔融金属与空气中氧气和水蒸气发生反应。
该方法常用于焊接不锈钢、铝合金和镍合金等。
4. 513:该数字代号表示电阻焊,是一种通过加热和压力来连接金属的方法。
电阻焊的原理是利用电流通过工件产生热量,使工件表面熔化并形成焊缝。
该方法常用于焊接接线、电缆和管道等。
5. 721:该数字代号表示激光焊,是一种高能量密度激光束来进行焊接的方法。
激光焊具有热影响区小、焊接速度快和焊缝质量高等优点,适用于焊接薄板和精密零件。
6. 811:该数字代号表示电子束焊,是一种利用电子束对工件进行定向加热和熔化的方法。
电子束焊具有焊接速度快、热影响区小和焊缝质量高等优点,适用于焊接高熔点材料和精密零件。
7. 913:该数字代号表示摩擦焊,是一种通过工件间的摩擦热和压力来进行焊接的方法。
摩擦焊不需要加入任何填充材料,适用于焊接轴类零件和异种金属。
除了上述几个常见的焊接数字代号,还有许多其他数字代号用于表示特定的焊接方法和焊接材料。
了解和掌握这些数字代号对于正确选择和应用焊接工艺具有重要意义,可以提高焊接质量和效率。
因此,焊接人员应该加强对焊接数字代号的学习和理解,不断提升自己的专业水平。
常用焊接代号说明

常用焊接代号说明
焊工合格项目代号:GTAW – Fe I - 3G – 2 –Fefs - 02 / 11 /12 1
2
3
4
5
6
1、焊接方法代号:SMAW——焊条电弧焊
GATW——钨极气体保护焊
OFW——气焊
2、金属材料:FeⅠ——低碳钢(Q235/Q245R/20#/HP245/WCA)
FeⅡ——合金钢(Q295/L245/15MoG/16MnD)
FeⅢ——铬钼钢/马氏体钢(1Gr5Mo)
FeⅣ——奥氏体钢(06Cr19Ni10/CF8)
3、试件位置代号:板材/管材/管板角焊缝(详见下一页)
4、焊缝金属厚度:单独数字表示板材厚度,2/57表示焊缝厚度和管材外径。
5、填充金属碳钢焊条 Fef1——钛钙型 EXX03
碳钢焊条 Fef2——纤维素型 EXX10 EXX11
碳钢焊条 Fef3——钛型/钛钙型 EXXX(X)-16
碳钢焊条 Fef3J——低氢型/碱性 EXX15 EXX16
奥氏体钢焊条 Fef4——钛型/钛钙型 EXXX(X)-16
奥氏体钢焊条 Fef4J——碱性 EXXX(X)-15
6、焊接工艺因素代号:手工焊
钨极气体保护焊填充用金属丝:01—无、02—实芯、03—药芯
钨极气体保护焊背面保护气体:10—有、11—无
钨极气体保护焊电流类别及极性:12—直流正接、13—直流反接
14—交流
试件适用焊件焊缝和焊件位置。
常用焊接方法代号【太全了】

常用焊接方法代号【太全了】常用焊接方法代号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分,这其中最重要之一是焊接方法代号,包括英文代号和数字代号.焊接方法数字代号英文代号电弧焊 1 AW焊条电弧焊(手弧焊)111 SMAW 药芯焊丝电弧焊114 FCAW 融化极电弧电焊116埋弧焊12 SAW丝极埋弧焊121 SAW带极埋弧焊122 S-SAW 熔化极惰性气体保护焊131 MIG熔化极非惰性气体保护焊135 MAG非熔化极气体保护电弧焊14钨极惰性气体保护焊141 TIG等离子弧焊15 PAW微束等离子弧焊152 M- PAW 等离子填丝堆焊154电阻焊 2 RW电阻点焊21 RSW缝焊22 RSEW搭接缝焊221凸焊23 PW闪光对焊24 FW电阻对焊25 UW其他电阻焊方法29高频电阻焊291 RW-HF气焊 3 OFW 氧—乙炔焊311 OAW 压焊 4 PW 超声波焊41 USW 摩擦焊42 FRW 扩散焊45 DFW 冷压焊48 CW 其他焊接方法7 电渣焊72 ESW 电子束焊76 EBW 硬钎焊、软钎焊9 B,S 硬钎焊91 B火焰硬钎焊912 BT 炉中硬钎焊913 FB盐浴硬钎焊915感应硬钎焊916 IB超声波硬钎焊917 USB电阻硬钎焊918 RB真空硬钎焊924 VB软钎焊94 S火焰软钎焊942 TS炉中软钎焊943 FS浸沾软钎焊944 DS感应软钎焊946 IS烙铁软钎焊952 INS内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。
常用焊接方法在图样上的表示代号

常用焊接方法在图样上的表示代号1. 常用焊接方法的代号GB5185-85中规定,采用阿拉伯数字代号来表示金属焊接及钎焊等各种焊接方法,并配合GB324-88使用。
常用焊接方法在图样上的表示代号为:1——电弧焊11——无气体保护的电弧焊111——焊条电弧焊 112——重力焊条电弧焊 113——光焊丝电弧焊114——自保护药芯焊丝电弧焊12——埋弧焊121——丝极埋弧焊 122——带极埋弧焊13——熔化极气体保护焊131——MIG焊:熔化极惰性气体保护焊135——MAG焊:熔化极非惰性气体保护焊(含CO2气体保护焊)136——非惰性气体保护药芯焊丝电弧焊137——非惰性气体保护熔化极电弧点焊14——非熔化极气体保护电弧焊141——TIG焊:钨极惰性气体保护焊142——TIG点焊15——等离子弧焊2——电阻焊21——点焊 22——缝焊 23——凸焊 24——闪光焊3——气焊311——氧-乙炔焊其它焊接方法71——铝热焊 72——电渣焊 78——螺柱焊2.焊接方法在图样上的表示方法1)采用单一焊接方法焊接的焊缝表示,如角焊缝采用埋弧自动焊时,为:1212)采用组合焊接方法焊接的焊缝表示,如板单元对接焊缝,开V型坡口,首先采用CO气体保护焊打底,然后采用埋弧自动焊填充,为:2 Array 135 / 1213.焊接方法新旧代号对照见表1。
表1 焊接方法新旧代号对照焊缝符号及标注原则GB324-88中规定了焊缝符号和在图样上的标注原则。
1.焊缝符号焊缝符号一般由基本符号和指引线组成,必要时还可增加辅助符号、补充符号和焊缝尺寸符号。
1)焊缝标注的基本符号见表9。
表9 焊缝标注的基本符号2)焊缝标注的辅助符号见表10。
表10 焊缝标注的辅助符号3)焊缝标注的补充符号见表11。
4)焊缝尺寸符号见表12。
表11 焊缝标注的补充符号表12 焊缝尺寸符号2.焊缝符号标注原则1)焊缝符号在图样上的标注位置完整的焊缝表示方法,除了基本符号、辅助符号、补充符号外,还包括指引线、尺寸符号及数据。
焊接及相关工艺方法代号

13518189996 单面点焊 黄
一般是以数字来表示的, 代号表示某种工艺方法。 焊接及相关工艺方法代号如下: 1电弧焊13 熔化极气体保护电弧焊 131熔化极惰性气体保护电弧焊(MIG) 101金属电弧焊135熔化极非惰性气体保护电弧焊(MAG) 136非惰性气体保护的药芯焊丝电弧焊 11无气体保护的电弧焊137 惰性气体保护的药芯焊丝电弧焊 111焊条电弧焊 112重力焊14 非熔化极气体保护电弧焊 114自保护药芯焊丝电弧焊141 钨极惰性气体保护电弧焊(TIG)12 埋弧焊15 等离子弧焊121 单丝埋弧焊151 等离子MIG焊122 带极埋弧焊152 等离子粉末堆焊123 多丝埋弧焊124 添加金属粉末的埋弧焊18 其他电弧焊方法125 药芯焊丝埋弧焊185 磁激弧对焊闪光焊741感应对焊242 无预热闪光焊742 感应缝焊25 电阻对焊75 光辐射焊753 红外线焊29 其他电阻焊方法291 高频电阻焊77 冲击电阻焊气焊78 螺柱焊782 电阻螺柱焊氧燃气焊783 带瓷箍或保护气体的电弧螺柱焊氧乙炔焊784 短路电弧螺柱焊氧丙烷焊785 电容放电螺柱焊313 氢氧焊786 带点火嘴的电容放电缘柱焊78? 带易熔颈箍的电弧螺柱焊压 力焊788 摩擦螺柱焊41 超声波焊切割和气 刨42 摩擦焊44 高机械能焊81 火焰切割441 爆炸焊45 扩散焊82 电弧切割47 气压焊821 空气电弧切割48 冷压焊822 氧电弧切割GB/T 5185-2005/ISO 4063,199883 等离子弧切割84激光切割94 软钎焊86 火焰气刨941红外线软钎焊87 电弧气刨942火焰软钎焊871 空气电弧气刨943 炉中软钎焊872 氧电弧气刨944 浸演软钎焊945 盐浴软钎焊88 等离子气刨946 感应软钎焊947 超声波软钎焊9 硬钎焊、软钎焊及钎接焊948 ቤተ መጻሕፍቲ ባይዱ阻软钎焊949 扩散软钎焊91 硬钎焊gn 红外线硬纤焊951 波峰软钎焊912 火焰硬钎焊952烙铁软钎焊913 炉中硬钎焊954真空软钎焊914 浸演硬钎焊956 拖焊915 盐浴硬钎焊916感应硬钎焊96 其他软钎焊918 电阻硬钎焊919 扩散硬钎焊97 钎接捍924 真空硬钎焊971气体钎接焊972 电弧钎接焊93其他硬钎焊 113光焊丝电弧焊 115涂层焊丝电弧焊 118躺焊 149原子氢焊 181碳弧焊 32空气燃气焊 321空气乙炔焊 322空气丙烷焊 43锻焊 752弧光光束焊 781电弧螺柱焊 917超声波硬钎焊 923摩擦硬钎焊 953刮棒翰钎Im
焊接方法代号
焊接方法代号焊接是一种常见的金属连接方法,通过加热和压力将金属材料连接在一起。
在工程和制造领域,焊接方法的选择对产品质量和生产效率都有着重要的影响。
不同的焊接方法代号代表着不同的技术特点和适用范围。
本文将介绍几种常见的焊接方法代号及其特点。
1. SMAW(手工电弧焊)。
SMAW是一种常见的手工电弧焊接方法,也被称为“电焊”。
在SMAW焊接过程中,焊工使用一根焊条和一台焊接机,通过电弧加热工件表面,同时将焊条熔化并填充到焊缝中。
这种焊接方法代号适用于各种金属材料和厚度,操作简单,适用于各种工作环境,但生产效率相对较低。
2. GMAW(气体保护焊)。
GMAW是一种常见的自动或半自动焊接方法代号,也被称为“MIG焊”。
在GMAW焊接过程中,焊工使用一根铝丝或钢丝作为电极,通过焊接机产生电弧,并同时喷射惰性气体(如氩气)来保护焊接区域。
这种焊接方法代号适用于焊接薄板和对焊接质量要求较高的工件,具有高生产效率和良好的焊接质量。
3. GTAW(氩弧焊)。
GTAW是一种常见的手工电弧焊接方法代号,也被称为“TIG 焊”。
在GTAW焊接过程中,焊工使用一根钨极作为电极,通过焊接机产生电弧,并同时喷射惰性气体(如氩气)来保护焊接区域。
这种焊接方法代号适用于对焊接质量要求非常高的工件,具有较高的焊接质量和良好的焊接外观。
4. FCAW(气体保护焊)。
FCAW是一种常见的自动或半自动焊接方法代号,也被称为“焊丝焊”。
在FCAW焊接过程中,焊工使用一根焊丝作为电极,通过焊接机产生电弧,并同时喷射焊丝中的化学物质来保护焊接区域。
这种焊接方法代号适用于对焊接质量要求较高的工件,具有高生产效率和良好的焊接质量。
5. SAW(埋弧焊)。
SAW是一种常见的自动焊接方法代号,也被称为“埋弧焊”。
在SAW焊接过程中,焊工使用一根焊丝和一台焊接机,通过电弧加热工件表面,同时将焊丝熔化并填充到焊缝中。
这种焊接方法代号适用于对焊接质量要求较高的工件,具有高生产效率和良好的焊接质量。
新、老焊工代号
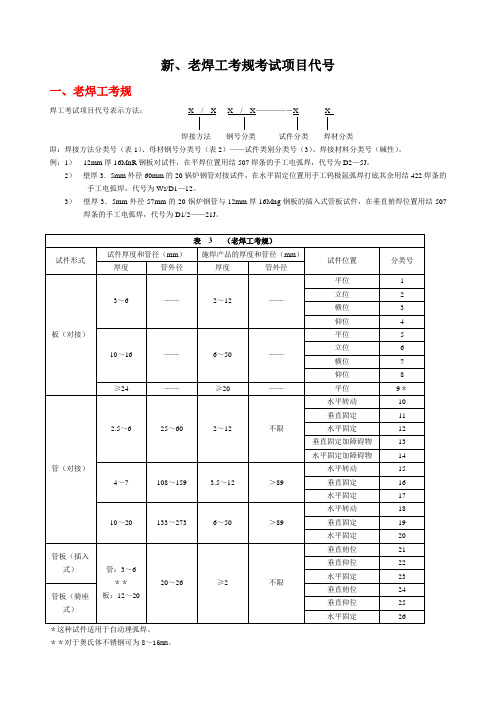
新、老焊工考规考试项目代号一、老焊工考规焊工考试项目代号表示方法:X / X X / X————―X X焊接方法钢号分类试件分类焊材分类即:焊接方法分类号(表1)、母材钢号分类号(表2)——试件类别分类号(3)、焊接材料分类号(碱性)。
例:1)12mm厚16MnR钢板对试件,在平焊位置用结507焊条的手工电弧焊,代号为D2—5J。
2)壁厚3.5mm外径60mm的20锅炉钢管对接试件,在水平固定位置用手工钨极氩弧焊打底其余用结422焊条的手工电弧焊,代号为Ws/D1—12。
3)壁厚3.5mm外径57mm的20锅炉钢管与12mm厚16Mng钢板的插入式管板试件,在垂直俯焊位置用结507焊条的手工电弧焊,代号为D1/2——21J。
*这种试件适用于自动埋弧焊。
**对于奥氏体不锈钢可为8~16mm。
注:焊工合格项目允许施焊的板厚或管外径查表3施焊产品的厚度和管径。
二、新焊工考规1、手工焊焊工考试项目代号表示方法为:①—②—③—④/⑤—⑥—⑦,其中:①焊接方法代号(见表1),耐蚀堆焊加:(N及试件母材厚度)。
②试件钢号分类代号(见表3),有色金属材料按相应标准规定的代号。
异种钢号用X/X表示。
③试件形式代号(见表4),带衬垫代号加:(K)。
④试件焊缝金属厚度。
⑤试件外径。
⑥焊条类别代号(见表2)。
⑦焊接要素代号(见表5)。
考试中不出现某项时,则不填。
2、焊机操作工考试项目代号表示方法为:①—②—③,其中:①焊接方法代号(见表1),耐蚀堆焊加:(N及试件母材厚度)。
②试件形式代号(见表4),带衬垫代号加:(K)。
③焊接要素代号(见表5),存在两中以上要素时,用“/”分开。
考试中不出现该项时,则不填。
3、项目代号举例:1)厚度为12mm的16MnR钢板对接焊缝平焊试件带衬垫,使用结507焊条手工焊,试件全焊透,项目代号为:SMAW—Ⅱ—1G(K)—12—F3J。
2)厚为8mm、外径为60mm的20g钢管对接焊缝水平固定试件,背面不加衬垫,用手工钨极氩弧焊打底,填充金属为实芯焊丝,焊缝金属厚度为3mm,然后采用结422焊条手工填满坡口,项目代号为:GTAW—Ⅰ—5G—3/60—02 和SMAW—Ⅰ—5G(K)—5/60—F3J。
常用焊接方法代号

常用焊接方法代号常用的焊接方法代号包括以下几种:1. MMA焊接(Manual Metal Arc Welding):也称为手工电弧焊,是一种最常见和传统的焊接方法。
它使用一个手持电弧焊接电极来将金属材料熔化和连接在一起。
2. MIG/MAG焊接(Metal Inert/Active Gas Welding):也称为气体保护焊,主要用于焊接钢材、铝材和不锈钢等金属材料。
在焊接过程中,通过电极将金属丝送入焊缝中并与金属材料熔化。
3. TIG焊接(Tungsten Inert Gas Welding):也称为氩弧焊,是一种高质量的焊接方法,常用于焊接不锈钢、铜、镍、铟和钛等金属材料。
在焊接过程中,使用非消耗性钨极产生的电弧来熔化金属材料。
4. 反应熔焊(Friction Stir Welding):是一种固态焊接方法,可以焊接铝合金、镁合金和铜等材料。
通过在焊接接头周围搅动摩擦焊具,实现金属材料的连续衔接。
5. 熔覆焊接(Cladding Welding):是一种将一种材料熔化在另一种材料表面的焊接方法。
通过这种方法,可以在金属表面形成一种耐磨、耐腐蚀或具有特殊性能的涂层。
6. 电弧镀焊(Arc Surfacing):也称为硬面镀焊,是一种在金属基体上形成一个耐磨、耐蚀或具有特殊性能的涂层的方法。
通过电弧熔化涂层材料,将其与金属基体融合。
7. 激光焊接(Laser Welding):是一种利用激光束来熔化和连接金属材料的焊接方法。
由于激光束的高聚焦性和高能量密度,激光焊接可以实现高精度和高速焊接。
8. 电阻焊接(Resistance Welding):是一种利用电流通过工件接头来加热金属材料,并在高温下施加压力使其熔化和连接的焊接方法。
常见的电阻焊接包括点焊、缝焊和锡焊等。
9. 管接焊接(Tube Welding):主要用于焊接管道和管件。
常见的管接焊接方法包括TIG焊接、MIG/MAG焊接和电弧焊接等。
焊接方法代号

焊接方法代号焊接是一种常见的金属加工工艺,通过将金属材料加热至熔点并使其相互融合,从而实现材料的连接。
在工业生产中,焊接方法的选择对产品质量和生产效率具有重要影响。
不同的焊接方法代号代表了不同的焊接工艺和技术要求,本文将对几种常见的焊接方法代号进行介绍。
1. SMAW(手工电弧焊)。
SMAW是一种常见的手工电弧焊接方法,也称为电弧焊。
在SMAW过程中,焊工使用一根焊条作为电极,通过电弧的热量使工件表面熔化,并在熔融状态下形成连接。
SMAW适用于各种类型的金属焊接,包括碳钢、不锈钢和铸铁等。
2. GMAW(气体保护焊)。
GMAW是一种常见的半自动或全自动焊接方法,也称为MIG焊接。
在GMAW过程中,焊工使用一根金属焊丝作为电极,通过电弧的热量熔化工件表面,并使用惰性气体(如氩气)进行保护,以防止氧化和污染。
GMAW适用于焊接薄板和厚板材料,具有高效率和良好的焊接质量。
3. GTAW(氩弧焊)。
GTAW是一种常见的手工氩弧焊接方法,也称为TIG焊接。
在GTAW过程中,焊工使用一根钨电极和惰性气体(如氩气)进行焊接,焊丝是可选的。
GTAW适用于对焊接质量和外观要求较高的工件,如航空航天零部件和精密仪器。
4. FCAW(气体保护药芯焊)。
FCAW是一种常见的半自动或全自动焊接方法,也称为药芯焊。
在FCAW过程中,焊工使用一根药芯焊丝作为电极,通过电弧的热量熔化工件表面,并使用气体保护或药芯自身产生的气体进行保护。
FCAW适用于焊接厚板和对焊接速度要求较高的工件。
5. SAW(埋弧焊)。
SAW是一种常见的自动或半自动焊接方法,也称为埋弧焊。
在SAW过程中,焊工使用一根焊丝和一层焊粉进行焊接,焊接过程中焊缝被埋在焊粉中,形成保护。
SAW适用于对焊接速度和焊接质量要求较高的工件。
以上是几种常见的焊接方法代号及其特点,不同的焊接方法适用于不同的工件和焊接要求。
在实际应用中,焊接工程师需要根据具体情况选择合适的焊接方法,并严格按照相关标准和规范进行操作,以确保焊接质量和工件性能。
管道焊接常用代号与焊接相关知识
管道焊接常用代号与焊接相关知识目录第一部分:焊接常用代号 (1)一、焊接类型字头 (1)二、焊接方法代号(GB5185) (1)(一)电弧焊(1) (1)(二)电阻焊(2) (1)(三)气焊(3) (2)(四)压焊(4) (2)(五)其它焊接方法(7) (2)三、焊接位置焊接种别代号 (2)(一)焊接位置与代号图例 (2)(二)焊接方法 (2)(三)式样类型 (3)(四)评定的焊接位置 (3)(五)焊件焊接位置及焊接种别 (3)四、金属材料代号(地方劳动部门延用) (3)五、焊条类别代号 (4)(一)碳钢、低合金钢、马氏体钢、铁素体钢焊条 (4)(二)奥氏体钢、奥氏体与铁素体双相钢焊条 (4)六、焊丝代号 (4)七、焊接工艺因素代号(焊接工艺评定延用) (4)(一)手工焊接工艺因素代号 (4)(二)机动焊接工艺因素代号 (4)(三)自动焊 (4)八、评定合格焊工实焊项目代号释解 (4)(一)现在执行代号 (4)(二)新标准代号 (5)第二部分焊接重点要求 (5)一、焊接工艺评定要点 (5)(一)焊接工艺评定概述 (5)(二)焊接方式方法的评定 (5)(三)其他方面的评定 (6)(四)评定项目 (7)(五)检验方法与评定标准 (7)二、焊接重点核查内容 (8)(一)主蒸汽工厂化加工管道的资料 (8)(二)主蒸汽高压管道安装相关资料 (8)(三)重要管道试验及金属监督 (9)三、异种钢焊接要求 (9)(一)电站设备管道钢材和焊接分类 (9)(二)异种钢焊接接头方式 (9)(三)异种钢焊接分类 (9)(四)焊接材料的选用 (10)(五)焊接热处理 (10)四、特殊材质焊接要求 (10)(一)特殊耐热钢及焊接T/P91与T/P92 (10)(二)铝材焊接 (11)(三)复合钛钢管焊接 (11)五、焊接环境温度要求 (12)六、焊条焊丝选用界限 (12)(一)焊条型号及选用 (12)(二)焊丝的选用 (12)七、焊接机具及检测仪器选型 (12)(一)电焊机选型 (12)(二)无损探伤仪选型 (13)(三)焊接常用仪器设备 (13)焊接常用代号及焊接重点要求第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
常用焊接方法代号【太全了】

常用焊接方法代号内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.焊接符号包含许多信息,而且相当复杂,实际生产中大多数的焊接设计人员只是使用了其中很少一部分,这其中最重要之一是焊接方法代号,包括英文代号和数字代号.焊接方法数字代号英文代号电弧焊 1 AW焊条电弧焊(手弧焊)111 SMAW 药芯焊丝电弧焊114 FCAW 融化极电弧电焊116埋弧焊12 SAW丝极埋弧焊121 SAW带极埋弧焊122 S-SAW 熔化极惰性气体保护焊131 MIG熔化极非惰性气体保护焊135 MAG非熔化极气体保护电弧焊14钨极惰性气体保护焊141 TIG等离子弧焊15 PAW微束等离子弧焊152 M- PAW 等离子填丝堆焊154电阻焊 2 RW电阻点焊21 RSW缝焊22 RSEW搭接缝焊221凸焊23 PW闪光对焊24 FW电阻对焊25 UW其他电阻焊方法29高频电阻焊291 RW-HF气焊 3 OFW 氧—乙炔焊311 OAW 压焊 4 PW 超声波焊41 USW 摩擦焊42 FRW 扩散焊45 DFW 冷压焊48 CW 其他焊接方法7电渣焊72 ESW 电子束焊76 EBW 硬钎焊、软钎焊9 B,S 硬钎焊91 B火焰硬钎焊912 BT 炉中硬钎焊913 FB盐浴硬钎焊915感应硬钎焊916 IB超声波硬钎焊917 USB电阻硬钎焊918 RB真空硬钎焊924 VB软钎焊94 S火焰软钎焊942 TS炉中软钎焊943 FS浸沾软钎焊944 DS感应软钎焊946 IS烙铁软钎焊952 INS内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.出师表两汉:诸葛亮先帝创业未半而中道崩殂,今天下三分,益州疲弊,此诚危急存亡之秋也。
焊接方法代号范文

焊接方法代号范文1.焊接过程代号:表示使用的焊接方法的过程代号。
常见的代号有SMAW(手工电弧焊接)、GMAW(气体保护金属气体焊)、GTAW(氩弧焊接)、FCAW(通用气保护焊接)、SAW(埋弧焊接)等。
2.焊接电流代号:表示所使用的总焊接电流的代号。
这个代号通常以A来表示,如"A1"表示100A。
3.焊接材料代号:表示所使用的焊丝或焊材的代号。
这个代号通常由几个字母或数字组成,如ER70S-6代表一种常见的固体焊丝,E6013代表一种常见的焊条。
4.焊接极性代号:表示所使用的焊接电流的极性的代号。
极性代号通常由加号(+)和减号(-)组成,如直流电弧焊的代号有DC+,DC-等。
5.其他标记:根据需要也可以添加一些其他的标记,如焊接位置、焊接速度等。
不同的国家和行业对焊接方法代号的定义可能有所差异,但总的原则是在焊接图纸和技术文件中明确指定,以确保焊接工作按照规定的方法进行。
下面以常用的几种焊接方法代号为例进行详细介绍。
SMAW(手工电弧焊接):SMAW是最早出现的焊接方法,也是最常用的焊接方法之一、其代号由"S"(手工)和"M"(电弧)组成。
常见的SMAW代号有SMAW-E6013,SMAW-E7018等。
其中E表示电焊条的种类,6013和7018表示电焊条的药皮编号。
GMAW(气体保护金属气体焊接):GMAW是一种半自动或全自动的焊接方法,常用于焊接薄板材料和高效率生产线。
其代号由"G"(保护气体)和"MAW"(金属气体焊接)组成。
常见的GMAW代号有GMAW-ER70S-6,GMAW-ER308等。
其中ER表示焊丝的种类,70S-6和308表示焊丝的合金成分。
GTAW(氩弧焊接):GTAW是一种高质量、高精度的焊接方法,常用于焊接不锈钢、铝合金等高腐蚀材料和精细零件。
其代号由"GT"(氩弧)和"AW"(焊接)组成。
焊接常用代号及焊接重点要求要点

焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。
焊接常用代号及焊接重点要求

焊接常用代号及焊接重点要求焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG 焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接常用代号及焊接重点要求郑岩编辑第一部分:焊接常用代号一、焊接类型字头AW(arc welding):电弧焊;TIG:钨极氩弧焊;SMAW(shielded metal arc welding):焊条电弧焊;Ws:全氩弧焊接;GTAW+SMAW:为手工钨极氩弧焊打底+手工电弧焊盖面;GTAW(gas tungsten arc welding):钨极气体保护电弧焊(实芯或药芯焊丝);Ws+Ds:氩弧打底+电弧盖面;FCAW:(flux cored arc welding):药芯焊丝电弧焊;ESW:(electroslag welding)电渣焊;FCW-G:(gas-shielded flux cored arc welding):气体保护药芯焊丝电弧焊;FCAW:药芯焊丝CO2保护焊;SAW:(submerged arc welding):埋弧焊;GMAW:CO2半自动焊;MIG:熔化极半自动惰性气体保护焊;OAW(oxy-acetylene welding)氧乙炔焊;FW:(flash welding)闪光焊;EGW:气体立焊;FRW:(friction welding)摩擦焊;LBW:(laser beam welding)激光焊;EXW(explosion welding)爆炸焊。
二、焊接方法代号(GB5185)1 电弧焊:11无气体保护电弧焊;111手弧焊;112重力焊;113光焊丝电弧焊;114药芯焊丝电弧焊;115涂层焊丝电弧焊;116熔化极电弧电焊;118躺焊。
12 埋弧焊:121丝极埋弧焊;122带极埋弧焊。
13 熔化极气体保护电弧焊:131:MIG焊,熔化极惰性气体保护电弧焊(含熔化极Ar弧焊);135:MAG焊,熔化极非惰性气体保护电弧焊(含CO2保护焊);136非惰性气体保护药芯焊丝电弧焊;137非惰性气体保护熔化极电弧点焊。
14 熔化极非惰性气体保护电弧焊:141:TIG焊:钨极惰性气体保护电弧焊(含钨极Ar弧焊);142:TIG点焊;149原子氢焊。
15 等离子弧焊:151大电流等离子电焊;152微束等离子弧焊;153等离子弧粉末堆焊(喷焊);154等离子弧填丝堆焊(冷、热丝);155等离子弧MIG焊;156等离子弧点焊。
18 其他电弧方法:181碳弧焊;182旋弧焊。
2 电阻焊:21点焊;22缝焊:221搭接缝焊;223加带缝焊。
23凸焊;24闪光焊;25电阻对焊;29其它电阻焊方法:291高频电阻焊。
3 气焊:31氧-燃气焊:311氧-乙炔焊;312氧-丙烷焊;313氢-氧焊。
32空气-燃气焊:321空气-乙炔焊;322空气-丙烷焊。
33氧-乙炔喷焊(堆焊)。
4 压焊:41超声波焊;42摩擦焊;43锻焊;44高机械能焊:441爆炸焊。
45:扩散焊;47:气压焊;48:冷压焊。
7 其它焊接方法:71铝热焊;72电渣焊;73气电立焊;74感应焊。
三、焊接位置焊接种别代号1、焊接方法:即焊接类型。
2、式样类型:板/板状、管/管状、管/板状。
3、评定的焊接位置:(1)板状(系板-板焊接):1G平焊、2G横焊、3G立焊、4G仰焊、2G+3G+4G:即横、立、仰评定均可,则谓板焊所有位置;(2)板状(系板角接焊接):平焊1F、横焊2F、立焊3F、仰焊4F;1F+2F+3F+4F:平横立仰焊均可。
(3)管状(系管-管焊接):1G水平转动焊、2G垂直固定焊、5G水平固定焊、2G+5G垂直及水平固定焊、6G 为45º角固定焊,则谓所有位置;4、焊件焊接位置及焊接种别:(1)板板对接焊接:SMAW/D S(焊条板-板手工电弧焊):平焊1G、横焊2G 、立焊3G仰焊4G ;2G+3G+4G:即横、立、仰评定均可,板焊所有位置。
(K):表式带垫板的板板对焊焊接。
(2)管状(管/板)焊接:SMEW/D S(焊条管-管手工电弧焊):平焊:1G、1F;横焊:1G、2G 及2F;立焊:1F、1G、5G及4F、5F;仰焊:1F、1G、5G及4F、5F;2G+3G+4G::1G、2G、5G 及1F、2F、4F、5F;管状水平转动1G;管状垂直固定焊:1G、2G及2F。
(3)板管焊接SMEW/D S(焊条手工电弧焊):水平转动焊2FRG;垂直固定平焊2FG;垂直固定仰焊4FG;水平固定焊5FG;45º固定焊6FG。
(4)手工钨极氩弧焊(GTAW/W S):板-板焊接:如1-4G-6-FefS-02/11/13;管-管焊接:如1G\2G\5G\6G-5/57-02/11/13;管-板焊接:水平转动焊,如2FRG-12/57-FefS-02/11/13;垂直固定平焊,如2FG-8/57-FefS-02/11/13;垂直固定仰焊,如4FG-8/57-FefS-02/11/13;水平固定焊,如5FG-8/57-FefS-02/11/13;45º固定焊,如6FG-8/57-FefS-02/11/13。
(5)CO2半自动焊-药芯焊丝(FCAW):板-板焊接:1-4G-12-FefS-11/15;管-管焊接:1G\2G\5G\6G-8/89-11/15;板-管焊接:水平转动焊2FRG-12/57-FefS-11/15;垂直固定平焊2FG-12/57-FefS-11/15;垂直固定仰焊4FG-12/57-FefS-11/15;水平固定焊5FG-12/57-FefS-11/15;45º固定焊6FG-12/57-FefS-11/15。
(6)埋弧焊:板-板、水平固定,项目代码:SAW-1G(K)-07/09/19;(7)手工堆焊:管垂直固定焊接,项目代码:SMAW(N10)-FeⅡ-2G-86-Fef4;(8)气焊:管-管水平固定焊接,项目代码:OFW-CuⅠ-5G-5/50-CufS1;(9)气体立焊:板-板垂直固定,项目代码:EGW-3G(K)-07/08/19。
四、金属材料代号(地方劳动部门延用)FeⅠ:碳素钢;FeⅡ:普通低合金钢;FeⅢ:Cr≥5%鉻钼钢等合金钢,铁素铁钢,马氏体钢。
如:1Cr5Mo、06Cr13、12Cr13、10Cr17、1Cr9Mo1、10Cr9MoVNb、00Cr27Mo、06Cr13Al、ZG16Cr5MoG;Cr5Mo、1Cr5Mo、Cr9Mo1;FeⅣ:奥氏体钢、奥氏体与铁素体双相钢。
如:06Cr19Ni10、06Cr17Ni12、Mo2、6Cr23Ni13、06Cr19Ni11Ti、06Cr25Ni20、CF3、CF8;0Cr18Ni9、1Cr18Ni9、0Cr18Ni9Ti、1Cr18Ni9Ti;1Cr23Ni18。
五、焊条类别代号1、碳钢、低合金钢、马氏体钢、铁素体钢焊条:Fef1:钛钙型。
相应焊条型号E4303,原牌号J422;Fef2:纤维素型。
有相应焊条型号;Fef3:钛型、钛钙型。
有相应焊条型号;Fef3J:低氢型、碱型。
有相应焊条型号。
2、奥氏体钢、奥氏体与铁素体双相钢焊条:Fef4:钛型、钛钙型。
E×××(×)16、E×××(×)17;Fef4J:碱性。
E×××(×)15、E×××(×)16、E×××(×)17。
六、焊丝代号FefS:全部钢焊丝。
相应型号:全部实心和药芯焊丝;CufS1:纯铜焊丝。
相应型号:HSCu;TifS1、TifS2、TifS3、TifS4:纯钛焊丝。
相应型号:ERTi-1、ERTi-2、ERTi-3、ERTi-4。
七、焊接工艺因素代号(焊接工艺评定延用)1、手工焊接工艺因素代号(1)气焊、钨极气焊、等离子弧焊丝:无因素01,实芯02,药芯03;(2)钨极气保焊电流类别与极性:直流正接12,直流反接13,交流14;(3)熔化极气体保护焊:喷射弧、溶滴弧、脉冲弧15,短路弧16;(4)钨极气保、熔化极气保、等离子弧焊时背面保护气体:有10,无11。
2、机动焊接工艺因素代号(1)钨极气保自动稳压系统:有04,无05;(2)各种焊接方法:目视观察控制19,遥控20;(3)各种焊接方法自动跟踪系统:有06,无07;(4)各种焊接方法每面坡口内焊道:单道08,多道09。
3、自动焊:摩擦焊:连续驱动摩擦21,惯性驱动摩擦22。
八、评定合格焊工实焊项目代号释解(一)现在执行代号1、项目代号:SMAW-FeⅠ-1G(K)-12-Fef1:手工焊条电弧焊;碳素板材;蒂垫板平焊;钢板厚12mm;钛钙型焊条。
2、项目代号:GTAW -1-4G-6-FefS-02/11/13:钨极气体保护电弧焊板状焊接:平焊、横焊、立焊、仰焊均可;试样板厚6mm;全钢焊丝;手工实心焊丝/背面无气保护/直流反接。
3、项目代号:GTAW -1G\2G\5G\6G-8/89-11/15:钨极气体保护电弧焊(管管焊接):水平转动焊/直固定焊/水平固定焊/45º角固定焊均可;管壁8mm、直径Φ89mm;钨极气保(熔化极气保、等离子弧焊)背面无保护气体/脉冲弧焊接。
4、项目代号:SMEW/D S -2FRG-12/57-FefS-02/11/13:焊条手工电弧焊板管焊接;水平转动焊;钢板厚12mm/管径Φ57mm;全钢焊丝;实心/背面无气体保护/直流反接。
5、项目代号:FCAW-FeⅡ-3G-10-FefS-11/15:药芯焊丝半自动CO2保护焊;普通低合金钢钢板(如Q345R);立式焊件无衬垫;板厚10mm;填充物为药芯焊丝;背面无气体保护/喷射弧施焊。
6、项目代号:GTAW-FeⅢ-6G-7/42-FefS-02/10/12 & SMAW-FeⅢ-6G(K)37/273-Fef3J:氩弧管管焊接;耐热合金管材;全方位;小管径壁厚7mm/Φ42mm;全钢焊丝;实心/钨极(熔化极)气体保护/直流正接。
和手工焊条电弧焊管管焊接;耐热合金管材;全方位施焊(带垫圈);大管径壁厚37mm/Φ273mm;低氢型碱型焊条。
(二)新标准代号项目代号:为新规程符号表示法及其释解Ws/Ds-BⅢ-41J:氩弧打底+电弧盖面;三类高合金耐热钢材质施焊;冲击韧性41焦耳。
Ws-CⅢ-38J:全氩弧焊接;三类高合金奥氏体不锈钢材质施焊;冲击韧性38焦耳。
注:焊接类型没变;一般板、管、及管/板焊接的焊接位置、焊条焊丝、工艺因素没变;钢材代号(AⅠ/AⅡ/AⅢ;BⅠ/BⅡ/BⅢ;CⅠ/CⅡ/CⅢ)采用新标准;对重要管材增加冲击韧性值。
第二部分焊接重点要求电站热力系统的钢材品种较多,重点对耐热钢、不锈钢的焊接及金属监督应严格管理,必须按程序及规程操作,首先进行焊接工艺评定。