IWE标准汇总
国际焊接(IWE)工程师、技术员(IWT)培训教程11

ISO 3834-4/EN 729-4 质量要求的证明。
(见表 1) 从事焊接生产的证书;
满足 5.2.1~5.6 的要求和
ISO 3834-3/EN 729-3 质 量要求的证明。
焊接管理人 员资质按照 表3
-焊接管理责任 人 SAP: ·至少一名 ·资质:1 级
-同等代理人: ·至少一名 ·资质:1 级a
考试并合格。考试的适用范围要完全覆盖焊工/焊接操作工的
符合本标准的所有材料都可应用
工作范围。从事支管焊缝焊接的焊工要附加 DIN 18808 中规定
的考试项目
材料厚度根据行业标准中的具体规定
企业中至少具有一名属于本企业的焊接管理人员,并且具有
焊接工艺:手工、半自动、全机械和自动焊接方法(也 DVS-EWF 1173 所规定的专项技术知识
至少一名资质 1 级的
SAPc
-对 C2 类:
网至少一名资质 2 级的 SAPc -对 C3 类: 至少一名资质 2 级或 3 级的 SAP。
焊工及操作 工、安装工的 资质和数量 检验人员
维 ·资质:
·至少一名
3或4级
·资质:
3或4级
焊工考核按 ISO 9606-1/EN 287-1 和 ISO 9606-2/EN 287-2 及 ISO 9606-3,焊接操作 取消
维其它材料
规格
备注
焊接管理责任人: 同等代理人: 其他代理人: 证明编号: 有效期: 签发日期:
三
__________________________________ 签字
3)保留可能项。 4)对C5 级部件不要求。
哈尔滨焊接技术培训中心 WTI Harbin 版权归哈尔滨焊接技术培训中心所有
国际焊接工程师iwe培训课程中焊接标准体系

进入21世纪,随着新材料、新工艺、 新技术的不断涌现,国际焊接组织不 断更新和完善焊接标准体系,以适应 时代发展的需要。
确立阶段
20世纪中期,随着世界各国对焊接技 术的重视,焊接标准体系逐渐完善, 国际焊接组织开始制定一系列国际焊 接标准。
国际焊接标准体系的构成
01
国际焊接标准是由国际焊接组织 制定的一系列标准,包括焊接方 法、焊接材料、焊接工艺、焊接 检验等方面的标准。
1 2
异种金属材料的焊接标准
如钢与不锈钢、铝与铜等不同金属之间的焊接工 艺、焊接材料、焊接检验等方面的标准。
金属与非金属材料的焊接标准
如钢与塑料、铝与玻璃等金属与非金属之间的焊 接工艺、焊接材料、焊接检验等方面的标准。
3
复合材料的焊接标准
如碳纤维复合材料、玻璃纤维复合材料等材料的 焊接工艺、焊接材料、焊接检验等方面的标准。
焊接操作规程标准
焊接操作规程标准包括对焊接操作人员的技能要求、 安全防护措施、工作环境等方面的规定,以及焊接操 作规程的审批和修改程序。
单击此处添加正文,文字是您思想的提一一二三四五 六七八九一二三四五六七八九一二三四五六七八九文 ,单击此处添加正文,文字是您思想的提炼,为了最 终呈现发布的良好效果单击此4*25}
04
国际焊接标准体系中
的工艺焊接标准
焊接工艺评定标准
焊接工艺评定标准是国际焊接工程师培 训课程中的重要内容之一,它涉及到焊 接工艺的评估和确认,以确保焊接工艺
的可靠性和一致性。
焊接工艺评定标准包括对焊接材料、焊 接设备、焊接操作人员技能等方面的要 求,以及焊接工艺的试验和检验方法。
焊接工艺评定标准是确保焊接质量的重 要手段,它能够有效地减少焊接缺陷、 提高焊接接头的性能,从而保证焊接结
IWE 焊接工艺 标准

1 EN12536-2000,气焊用焊丝(非合金钢和热强钢)分类2 ISO636 焊接填充材料―非合金钢及细晶粒钢钨极惰性气体保护焊中的焊棒、焊丝和熔敷金属―分类按照A系列分类方法可分为四项:1)第一部分给出产品/工艺的标记;2)第二部分给出全焊缝金属的强度和延伸率标记;3)第三部分给出全焊缝金属冲击性能的标记;4)第四部分给出所用焊棒或者焊丝化学成分的标记。
ISO 636-A W 46 3 W3Si1ISO 636-A 国际标准编号,按照屈服强度和47 焦耳冲击功分类;W 钨极惰性气保护焊;46 强度和延伸率;3 冲击性能;W3Si1 焊棒/焊丝的化学成分按照B系列分类方法可分为四项:1)第一部分给出产品/工艺的标记;2)第二部分给出焊态或者焊后热处理条件下全焊缝金属的强度和延伸率标记;3)第三部分给出全焊缝金属冲击性能的标记,标记后的字母U指在夏比试验下平均达到47J (非强制性要求);4)第四部分给出所用焊棒或者焊丝化学成分的标记。
ISO 636-B W 55A 3 W3其中ISO 636-B 国际标准编号,按照抗拉强度和27 焦耳冲击功分类;W 钨极惰性气保护焊;55A在焊态条件下的强度和延伸率;3 在焊态条件下的冲击性能;W3焊棒/焊丝的化学成分3 ISO14341:2002 焊接填充材料—非合金钢和细晶粒钢气体保护焊用实芯焊丝和熔敷金属—分类按照A系列分类方法可分为五项:1)第一部分给出产品/工艺的标记;2)第二部分给出全焊缝金属的强度和延伸率标记;3)第三部分给出全焊缝金属冲击性能的标记;4)第四部分给出所用保护气体的标记;5)第五部分给出所用焊丝化学成分的标记。
ISO 14341-A G 46 5 M G3Si1 按照化学成分标记的焊丝标记ISO 14341-A G3Si1其中ISO 14341-A 国际标准编号,按照屈服强度和47 焦耳冲击功分类G 焊丝和/或熔敷金属/金属熔化极气体保护焊46强度和延伸率;5 冲击性能;M 保护气体;G3Si1焊丝的化学成分按照B系列分类方法可分为五项:1)第一部分给出产品/工艺的标记;2)第二部分给出焊态或者焊后热处理条件下全焊缝金属的强度和延伸率标记;3)第三部分给出全焊缝金属;冲击性能的标记,标记后的字母U指在夏比试验下平均达到47J (非强制性要求);4)第四部分给出所用保护气体的标记;5)第五部分给出所用焊丝化学成分的标记。
国际焊接工程师(IWE)培训课程中焊接标准体系

IIW Authorised Training Body
• • • • •SO4063 ISO17659 ISO2553 EN14324 ISO6947 ISO9692-1 ISO9692-2 ISO9692-3 ISO9692-4 DIN188001 AD2000 DIN4113-1 DIN4113-2 ISO176601 ISO176602 ISO13920 • • • • • • • 1990 2000 1980 2002 2006 2006 1996 • • • • • • • • • 颁布年份 1998 2002 1992 2004 1990 2003 1998 2000 • • • • • • • • • • • • 焊接位置 焊接及相关工艺——推荐的焊接坡口——第一部分:钢的焊条电弧焊、气体保护焊、 气焊及高能束焊 焊接及相关工艺——推荐的焊接坡口——第二部分:钢的埋弧焊 焊接及相关工艺——推荐的焊接坡口——第三部分:铝及铝合金的惰性气体保护焊 焊接及相关工艺——推荐的焊接坡口——第四部分:复合板焊接 设计与结构 压力容器制造规程 主静载铝结构:载荷分析和设计 主静载结构:计算和铝结构焊接接头制造 钢筋的焊接——承载焊缝 钢筋的焊接——非承载焊缝 公差 • • • • 标准名称
IIW Authorised Training Body
颁发证书总数稳居IIW IAB 37个成员国的第二位。 个成员国的第二位。 颁发证书总数稳居 个成员国的第二位
IIW Authorised Training Body
这种合作方式在开展过渡期工程师资格转化培训期间, 这种合作方式在开展过渡期工程师资格转化培训期间,发挥了关键 作用。目前国际焊接工程师( 作用。目前国际焊接工程师(IWE)培训与认证在全国二十多个省市开 ) 展了近120期,培训学员遍布全国各地(包括:台湾地区,香港、澳门 展了近 期 培训学员遍布全国各地(包括:台湾地区,香港、 特别行政区)。 )。IIW的培训与认证体系得到了大力宣传和迅速推广。 的培训与认证体系得到了大力宣传和迅速推广。 特别行政区)。 的培训与认证体系得到了大力宣传和迅速推广
哈尔滨iwe经验交流大会中新旧标准对照表格
ENISO15614-(2004)
钢、镍及镍合金地焊接工艺评定实验
EN 30042 (1994)
ISO 10042(2005)
铝及铝合金地电弧焊接头-焊接缺欠地评定标准
EN 288-4 (1997-10 )
ENISO15614-(2005)
铝及铝合金地焊接工艺评定实验
EN 288-8 (1995)
ISO 15613(2004)
基于焊接生产前地工艺实验
EN 10204 (1995)
EN 10204 (2004)
金属产品-检验文件地种类
EN 10025-1 (1994-03)
EN 10137-1 (1995-11)
EN 10025-1 (2004)
EN 10025-2 (2004)
结构钢热轧产品-第一部分:一般技术供货条件
结构钢热轧产品-第二部分:非合金结构钢技术供货条件
EN 10113-2 (1993-04)
EN 10025-3 (2004)
结构钢热轧产品-第三部分:正火或正火轧制地可焊接地细晶粒结构钢技术供货条件
EN 10113-3 (1993-04)
EN 10025-4 (2004)
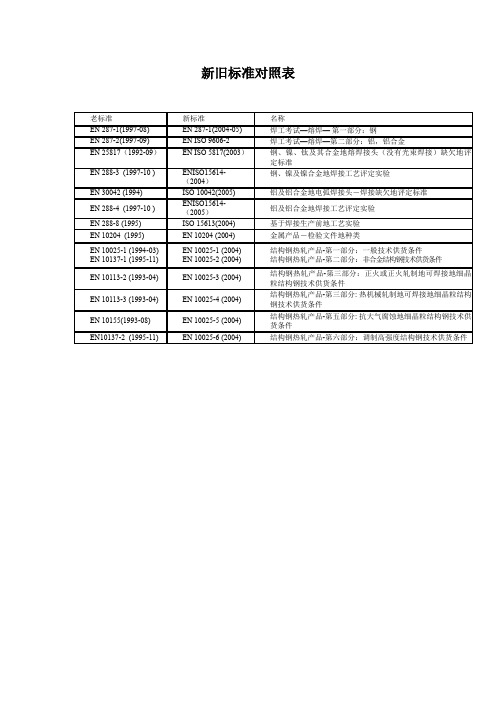
新旧标准对照表
老标准
新标准
名称
EN 287-1(1997-08)
EN 287-
EN 287-2(1997-09)
EN ISO 9606-2
焊工考试—熔焊—第二部分:铝,铝合金
EN 25817(1992-09)
EN ISO 5817(2003)
钢、镍、钛及其合金地熔焊接头(没有光束焊接)缺欠地评定标准
结构钢热轧产品-第三部分:热机械轧制地可焊接地细晶粒结构钢技术供货条件
国际焊接工程师培训(IWE)

可靠性。
焊接设备的维护与保养
设备定期检查
对焊接设备进行定期检查,发现并解决潜在问题,确保设备正常运 行。
设备保养计划
制定合理的设备保养计划,对设备进行定期保养,延长设备使用寿 命。
备件管理
建立备件管理制度,确保备件供应及时,降低因设备故障导致的生产 停滞风险。
谢谢观看
国际焊接工程师培训(IWE)的认证机构
国际焊接协会(ISOW)
国际焊接协会是国际焊接工程师培训的认证机构之一,其认证的焊接工程师证 书在全球范围内得到广泛认可。
美国焊接协会(AWS)
美国焊接协会也提供国际焊接工程师培训认证服务,其认证的焊接工程师证书 在北美地区具有较高的权威性。
02
国际焊接工程师培训 (IWE)课程内容
3
环保与可持续发展
焊接技术的环保和可持续发展成为行业关注的焦 点,未来将更加注重绿色焊接技术的研发和应用。
05
国际焊接工程师培训 (IWE)的实践应用
焊接工程项目的实施与管理
焊接工艺流程设计
根据项目需求,制定合理的焊接工艺流程,确保 工程项目的顺利进行。
焊接质量监控
通过各种检测手段,对焊接过程和成品进行质量 监控,确保焊接质量符合标准。
国际焊接工程师培训(IWE)是 一种专业培训,旨在培养具备国 际焊接工程知识和技能的人才。
该培训课程涵盖了焊接工艺、焊 接材料、焊接设备、焊接标准与 规范等方面的知识,以及实际操
作技能。
通过国际焊接工程师培训,学员 可以获得国际认可的焊接工程师 资格证书,提升自身在焊接领域
的专业水平。
国际焊接工程师培训(IWE)的重要性
焊接安全管理
制定并实施焊接安全管理制度,确保作业人员的 人身安全和设备安全。
iwe国际焊接工程师报考条件
iwe国际焊接工程师报考条件
国际焊接工程师(International Welding Engineer,简称IWE)是一个国际上广泛认可的资格认证,它旨在评估和认证焊接工程师的专业能力和知识水平。
申请成为国际焊接工程师需要满足一定的条件和要求。
首先,申请者必须具备相关的教育背景。
通常,申请者需要持有工程或科学领域的本科学位,专业与焊接或相关领域有关。
这可以是机械工程、材料科学、金属加工工程等专业。
其次,申请者需要具备一定的工作经验。
一般来说,申请者需要至少有3年与焊接工程相关的工作经验。
这样可以确保申请者在实践中获得了足够的经验,能够熟练地应用焊接技术和原理。
此外,申请成为国际焊接工程师还需要通过一系列的考试。
这些考试将对申请者的焊接知识、技术能力和理论基础进行全面评估。
通过这些考试,申请者需要展示他们在焊接材料、焊接工艺、焊接设计等方面的专业知识。
最后,申请者还需要满足特定的国际标准和要求。
国际焊接工程师的认证标准是由国际焊接工程师联合委员会(International Institute of Welding,简称IIW)制定的。
申请者需要符合IIW制定的要求,包括职业道德标准、安全要求等。
总的来说,成为国际焊接工程师需要具备相关的教育背景、丰富的工作经验,并通过一系列考试和满足国际标准要求。
这项资格认证将帮助焊接工程师证明他们在焊接领域的专业能力和知识水平,为他们的职业发展提供更多机会。
国际焊接工程师iwe培训课程中焊接标准体系
ISO 3834《金属熔化焊接质量要求》
总结词
该标准规定了金属熔化焊接的质量要求,包括焊接过程 控制、焊接工艺评定、焊接试板检验等方面的要求。
详细描述
ISO 3834《金属熔化焊接质量要求》是国际焊接标准体 系中的核心标准之一,它规定了金属熔化焊接的质量要 求,包括焊接过程控制、焊接工艺评定、焊接试板检验 等方面的要求。通过实施该标准,可以确保金属熔化焊 接的质量符合规范要求,提高焊接接头的可靠性和安全 性,同时也有助于提升企业的质量管理水平。
针对新兴市场的标准
为了满足新兴市场的需求,国际焊接标准体系将制定符合当地实际 情况的标准,促进焊接行业的发展。
国际焊接标准体系在新技术领域的应用前景
机器人和自动化焊接
随着机器人技术的不断发展,国际焊接标准体系将更加注 重自动化焊接技术的标准和规范,以提高焊接生产线的生 产效率。
激光和电子束焊接
激光和电子束焊接技术具有高精度和高效率的特点,国际 焊接标准体系将制定相应的标准,促进这些技术在实践中 的应用。
进入21世纪,随着新材料、新工艺、 新技术的不断涌现,国际焊接标准体 系也在不断更新和完善,以适应时代 发展的需求。
确立阶段
20世纪中期,随着全球工业生产的快 速发展,焊接技术的需求和应用不断 扩大,国际焊接标准体系逐渐确立和 完善。
国际焊接标准体系的构成
国际焊接标准体系主要包括国际焊接协会(ISO/TC44)、欧洲焊接协会(EEWF)、 美国焊接协会(AWS)等国际和区域性焊接组织制定的标准和规范。
复合焊接技术
为了满足复杂结构件和异种材料焊接的需求,国际焊接标 准体系将制定复合焊接技术的标准和规范,以推动该领域 的技术创新。
THANKS FOR WATCHING
EIA标准大全

EIA-CB18 Solid Tantalum Capacitor Shelf-LifeEIA-364-D Errata Sheet Electrical Connector/Socket Test Procedures Including Environmental ClassificationsEIA-364-01B Acceleration Test Procedure for Electrical ConnectorsEIA-364-02C Air Leakage Test Procedure for Electrical ConnectorsEIA-364-03B Altitude Immersion Test Procedure for Electrical ConnectorsEIA-364-05B Contact Insertion, Release and Removal Force Test Procedure for Electrical ConnectorsEIA-364-06C Contact Resistance Test Procedure for Electrical ConnectorsEIA-364-07b Contact Axial Concentricity Test Procedure for Electrical ConnectorsEIA-364-08B Crimp Tensile Strength Test Procedure for Electrical ConnectorsEIA-364-09C Durability Test Procedure for Electrical Connectors and ContactsEIA-364-10D Fluid Immersion Test Procedure for Electrical ConnectorsEIA-364-11B Resistance to Solvents Test Procedure for Electrical Connectors and SocketsEIA-364-13D Mating and Unmating Forces Test Procedure for Electrical ConnectorsEIA-364-14B Ozone Exposure Test Procedure for Electrical ConnectorsEIA-364-17B Temperature Life with or without Electrical Load Test Procedure for Electrical Connectors and SocketsEIA-364-18B Visual and Dimensional Inspection Test Procedure for Electrical Connectors, and SocketsEIA-364-20C Withstanding V oltage Test Procedure for Electrical Connectors, Sockets and Coaxial ContactsEIA-364-21C Insulation Resistance Test Procedure for Electrical Connectors, Sockets, and Coaxial ContactsEIA-364-22B Simulated Life Test Procedure for Electrical ConnectorsEIA-364-23C Low Level Contact Resistance Test Procedure for Electrical Connectors and SocketsEIA-364-24B Maintenance Aging Test Procedure for Electrical ConnectorsEIA-364-25C Probe Damage Test Procedure for Electrical ConnectorsEIA-364-26B Salt Spray Test Procedure for Electrical Connectors, Contacts and SocketsEIA-364-27B Mechanical Shock (Specified Pulse) Test Procedure for Electrical ConnectorsEIA-364-28E Vibration Test Procedure for Electrical Connectors and SocketsEIA-364-29C Contact Retention Test Procedure for Electrical ConnectorsEIA-364-31B Errata Sheet Humidity Test Procedure for Electrical Connectors and SocketsEIA-364-32D Thermal Shock (Temperature Cycling) Test Procedure for Electrical Connectors and SocketsEIA-364-35B Insert Retention Test Procedure for Electrical ConnectorsEIA-364-36B DETERMINA TION OF GAS-TIGHT CHARACTERISTICS TEST PROCEDURE FOR ELECTRICAL CONNECTORS, AND OR CONTACT SYSTEMSEIA-364-37B Contact Engagement and Separation Force Test Procedure for Electrical ConnectorsEIA-364-38B Cable Pull-Out Test Procedure for Electrical ConnectorsEIA-364-39B Hydrostatic Test Procedure for Electrical Connectors, Contacts and SocketsEIA-364-40B Crush Test Procedure for Electrical ConnectorsEIA-364-41C Cable Flexing Test Procedure for Electrical ConnectorsEIA-364-42B Impact Test Procedure for Electrical ConnectorsEIA-364-45A Firewall Flame Test Procedure for Electrical ConnectorsEIA-364-46B MICROSECOND DISCONTINUITY TEST PROCEDURE FOR ELECTRICAL CONNECTORS,CONTACTS AND SOCKETSEIA-364-48A Metallic Coating Thickness Measurement of Contacts Test Procedure for Electrical ConnectorsEIA-364-50A Dust (Fine Sand)Test Procedure for Electrical ConnectorsEIA-364-53B Nitric Adic Vapor Test, Gold Finish Test Procedure for Electrical Connectors and SocketsEIA-364-54A Magnetic Permeability Test Procedure for Electrical Connectors, Contacts, and SocketsEIA-364-56C Resistance to Soldering Heat Test Procedure for Electrical Connectors and Sockets EIA-364-59A LOW TEMPERA TURE TEST PROCEDURE FOR ELECTRICAL CONNECTORS AND SOCKETSEIA-364-66A EMI Shielding Effectiveness Test Procedure for Electrical ConnectorsEIA-364-70B TEMPERA TURE RISE VERSUS CURRENT TEST PROCEDURE FOR ELECTRICAL CONNECTORS AND SOCKETSEIA-364-71B Solder Wicking (Wave Solder Technique) Test Procedure for Electrical Connectors and SocketsEIA-364-75 LIGHTNING STRIKE TEST PROCEDURE FOR ELECTRICAL CONNECTORSEIA-364-81A Combustion Characteristics Test Procedure for Electrical Connector Housings, Connector Assemblies and SocketsEIA-364-82A Corrosivity of Plastics Test Procedure for Electrical Connector and Socket HousingsEIA-364-83 Shell-to-Shell and Shell-to-Bulkhead Resistance Test Procedure for Electrical ConnectorsEIA-364-89A Space Application Test Procedure for Electrical Connectors and SocketsEIA-364-90 Crosstalk Ratio Test Procedures for Electrical Connectors, Sockets, Cable Assemblies or Interconnect SystemsEIA-364-91A Dust Test Procedure for Electrical Connector and SocketsEIA-364-95 Full Mating and Mating Stability Test Procedures for Electrical ConnectorsEIA-364-99 Gage Location and Retention Test Procedure for Electrical ConnectorsEIA-364-100 Marking Permanence Test Procedure for Electrical Connectors and SocketsEIA-364-101 Attentuation Test Procedure for Electrical Connectors, Sockets, Cable Assemblies or Interconnection SystemsEIA-364-102 Rise Time Degradation Test Procedure for Electrical Connectors, Sockets, Cable Assemblies or Interconnection SystemsEIA-364-103 Propagation Delay Test Procedure for Electrical Connectors, Sockets, Cable Assemblies or Interconnection SystemsEIA-364-104A Flammability Test Procedure for Electrical ConnectorsEIA-364-105 Altitude-Low Temperature Test Procedure for Electrical ConnectorsEIA-364-106 Standing Wave Ratio (SWR) Test Procedure for Electrical ConnectorsEIA-364-107 Eye Pattern and Jitter Test Procedure for Electrical Connectors, Sockets, Cable Assemblies or Interconnection SystemsEIA-364-108 Impedance, Reflection Coefficient, Return Loss, and VSWR Measured in the Time and Frequency Domain Test Procedure for Electrical Connectors, Cable Assemblies or Interconnection SystemsEIA-364-1000.01A Environmental Test Methodology for Assessing the Performance of Elecrical Connectors and Sockets Used in Controlled Environment ApplicationsEIA-364-109 Loop Inductance Measurement Test Procedure for Electrical Connectors(1 nH – 10 nH)EIA-364-110 THERMAL CYCLING TEST PROCEDURE FOR ELECTRICAL CONNECTORS AND SOCKETS。
国际焊接工程师(IWE)培训课程中的焊接标准体系
要原 因是 IO标 准 体 系 中 尚未 建 立 完整 的母材 标 准 体 S 系 , 国 的母材 标 准又 不尽 相 同 , 就焊 接 标 准体 系 而 各 而
言 , N与 IO标 准 的框架 基本 相 同 , 材采 用 E E S 母 N标 准
等 )而 具体 不 同结 构 的设 计 方 面则 以在 欧洲 普 遍应 刚 ,
1 I E培 训课 程 中焊接 标准 体 系的构 成 W I WE课 程 中所 介绍 的焊 接 标 准可 分 为母 材 方 面标
I 相关 规 程设 置 的。 理论 培训 课程 由基础 理论 部分 I W 其 和 主课 程 两部 分构 成 ,基础 理 论部 分 分 为焊 接 工 艺及
设备 、 材料 及 材料 的焊 接 行 为 、 焊接 结 构 与设 计 三 门课
际企业 认 证提 供 人才 保 证 ,从 而 推 进企 业 参 与 国际 竞
争 , 向 国际市 场 。 走
在 以上 几 类 国 际 资 格 人 员 中 . 国 际 焊 接 工 程 师
训 课程 与 生产 实际 密切结 合 , 出实用 性 。 中 , IO 突 其 以 S
标 准 为主 的焊 接标 准 的学 习和 应 用 占有 非 常重 要 的 比 重 和地 位 , 初步 统 计 , 据 整个 课 程 中涉 及 到 的各 类标 准
准、 填充 材 料方 面 标 准 、 结构 设 计方 面 标 准及 质 量保 证 相关 方 面 的标 准 。
母 材标 准 方 面课 程采 用 E N系 列标 准 ( 1 , 主 表 )其
表 1 母 材 标 准
2 0 2年 第 3期 3
5
r
蜉 掳 专家论坛
‰
结 构设 计 方 面标 准采 用 的原 则 是 有关 设 计 基础 内 容 方 面 的 标 准 采 用 IO 标 准 ( IO 5 3 IO 9 7 S 如 S 25 、 6 4 S
IWE

IWEIWE(international welding engineer)即国际焊接工程师,是ISO14731(等同于EN719)标准中所规定的最高层次的焊接技术人员和质量监督人员,是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
中国焊接培训与资格认证委员会(CANB)在2000年获得国际焊接学会(IIW)正式授权,在我国实行国际统一的焊接培训与资格认证工作以来,哈尔滨焊接技术培训中心(WTI Harbin)作为其授权的培训机构,在全国各地进行国际焊接工程师(IWE),国际焊接技术员(IWT),国际焊接质检师,(IWIP),国际焊接技师(IWS),国际焊接技士(IWP),国际焊工(IW)培训。
为全国各行各业培养了具备国际资质的焊接人员,满足了全国各行业与参与国际竞争在焊接人员资质方面的要求。
由于各类国际焊接人员标准途径培训所需时间较长,学员急切要求适应其自身教育程度并可缩短周期的方式。
按照IIW及CANB的相关规程规定,WTI Harbin开始组织国际焊接工程师(IWE)可选途径培训(IWE-A),具体实施办法如下:一、入学条件:1、工科本科毕业。
2、具有在至少四年与焊接相关的(工程师级)工作经历。
(由CANB根据所提交的包含以上内容的申请表进行入学资格审查。
)二、培训内容:全课程的培训内容含:焊接工艺及设备 2、材料及材料的焊接行为 3、焊接结构与设计 4、生产及应用在培训之前,进行书面评估及面试技术考核,以确定每位学员需参加培训的内容。
培训时间通常为3周,有特殊情况,如某单科技术考核未通过者,则需延长相应的培训时间。
(具体详情向哈尔滨焊接技术培训中心咨询)三、考试及证书:全过程培训结束后,按IWE考试要求考试,经考试合格者颁发国际焊接工程师资格证书。
四、培训时间及地点:1、时间: 2007 年 7 月13日开班(共计3周)2、地点:上海交通大学五、费用: 4900 元(食宿费自理)报名、资格审查、国际注册费;2、前期辅导、技术考核费; 3、教材、培训费;4、最终考试费; 5、“ISO焊接标准化文集”(本期培训班特别提供)。
IWE和CWI
IWE现在做EN15085,DIN18800,ISO3834这些国际的资质,IWE是必需的IWE是国际焊接工程师,由国际焊接学会IIW授权哈尔滨焊接技术培训中心举办。
CWI是注册焊接检验师,有美国焊接学会AWS授权上海焊接学会举办。
两者各有千秋,IWE注重理论培养,CWI注重实践操作。
IWE使用的是欧洲标准,CWI使用的是美国标准。
这两个证书我都考了.很不幸大学主修焊接,毕业后也没完全转行.所以参加工作后陆续考了这两个证书.我是先考的CWI证书,参加台湾的培训(不是摩迪的),全英文的,考试难度有点大(可能是英文的试题吧),但对于个人提高比较大.后来听说摩迪有中文的试题考试,不建议学,到了中国怎么就变味了,后来曾经面试过几家公司,人家都问我这个证书是不是英文的培训,看来人家对于摩迪的培训有看法了.这个证书是注重检验的,以及aws相关标准的应用,和实际检验能力的判断,美国加拿大,南美国家比较认可的,毕竟人家是强势国家. 还有这个证书每三年要注册一下,主要是交钱,满贵的. 所以我下次要考SCWI了,这样可以6年注册一次. IWE培训我个人觉得是对大学里面学的知识的一次系统的回顾,当然可以学到一些欧洲的(主要是德国的)一些标准知识,特别是材料方面的,我以前在欧洲企业呆过,人家还是比较认同这个证书的,不管你能力如何,至少这是个门槛. 还有DIN 18800认证它也是个必要元素.我是着学习回顾的态度是参加培训的,结合实际工作经验总体感觉还可以,我是笔试一次通过,没有参加面试.至于同学问的证书含金量哪个高,这本身是两个不同的证书,就不要比较了吧.一把钥匙开一把锁,各有所用.2000年以前获IWE证书人员名单及证书号【摘要】:【关键词】:年【分类号】:+【正文快照】:姓名新证书号码张彦敏 3 2 5 2 95IIW俞绍华 3 2 0 844IIW孟宪智 3 2 0 83 5IIW陈念伊 3 2 0 82 9IIW陈宇 3 2 0 83 2IIW钱强 3 2 0 83 8于振平 12 0 3 16王林 42 0 5 3 3解应龙 5 2 0 0 60刘兴万D·S -4 70 5 7-ASH84/95朱宝贵D·S -4CWI8年后要求复审证,IWE相当入门证,会更好些CWI考试资格:大本要五年就可以考了,费用12500,不过通过率很低,要有心理准备,考上了很牛逼为什么美国对IWE等认证不感冒?看看最新统计世界各国国际焊接资格证书情况,美国、新加坡、墨西哥、巴西等国2006年就没有人进行国际认证,这几个国家截止到2006年底累计认证人员数量也很少,美国才53人,新加坡、墨西哥、巴西直接就没有。
国际焊接工程师详解

国际焊接协会官方网站培训课程二国际焊接工程师(International Welding Engineer)□国际焊接技术员(International Welding Technologist)n国际焊接技师(International Welding Specialist)□国际焊接技士(International Welding Practitioner)口国际焊接质检人员(International Welding Inspection Personnel)二国际焊工(International Welder)国际焊接工程师(International Welding Engineer)国际焊接工程师是ISO14731(等同于EN719标准中所规定的最高层次的焊接技术人员和质量监督人员, 是与焊接相关企业获得国际产品质量认证的要素之一。
他从事产品的结构设计、生产制造、质量保证、研究和开发等各个领域的焊接技术和相应的管理工作,在企业中起着极其重要的作用。
一、标准途径入学条件:正规工科院校毕业,本科以上学历。
二、培训内容按IIW-CANB-TC-001-1999 规程,内容为:1焊接基础2实习及演示3主课程:1)焊接工艺及设备2)材料及材料的焊接行为3)焊接结构与设计4 )焊接生产及应用课程内容涉及:国际(ISO),欧洲(EN ,美国(ASME,德国(DIN)标准与规程,欧洲先进的焊接技术和国内著名专家的科研与生产实践经验。
国际焊接工程师可选途径(IWE-A)为尽快在世界范围内推行国际统一焊接人员资格,国际焊接学会推出了“可选途径”,即承认学员先期的学习、知识和工作经验,通过技术考核,对符合条件者缩短培训学时数或直接参加最终考试而获得证书。
具体实施办法如下:一、可选途径入学条件:1 、工程类本科毕业。
2 、具有在最近六年内至少四年与焊接相关的工程师级工作经历。
由CANB 根据所提交的包含以上内容的申请表进行入学资格审查。
ISO15614-1-2017中文版
8.4.3 Type of joint/weld(接头/焊缝种类) 8.4.4 Filler material, manufacturer/trade name, designation(填料,制造商/商品名称) 8.4.5 Filler material size(填料材料尺寸) 8.4.6 Type of current(电流种类) 8.4.7 Heat input (arc energy) (热输出【电弧能量】) 8.4.8 Preheat temperature(预热温度) 8.4.9 Interpass temperature(道间温度) 8.4.10 Post-heating for hydrogen release(除氢后热) 8.4.11 Heat-treatment(热处理) 8.5 Specific to processes(具体过程) 8.5.1 Submerged arc welding (process 12)(埋弧焊) 8.5.2 Gas-shielded metal arc welding (process 13)(气体保护金属电弧焊) 8.5.3 Gas-shielded arc welding with non-consumable electrode (process 14)(气体保护金属电弧焊与非消耗性电极) 8.5.4 Plasma arc welding (process 15)(等离子弧焊) 8.5.5 Oxy-acetylene welding (process 311)(氧乙炔焊接) 8.5.6 Backing gas(背面气体) 9 Welding procedure qualification record (WPQR)(焊接工艺品定报告) Annex A (normative) Filler material, designation(附录 A 填料 名称) Annex B (informative) Welding procedure qualification record form (WPQR)(附录 B WPQR) Bibliography(参考目录)
转载国际船舶规范标准工艺手册汇总

转载国际船舶规范标准工艺手册汇总轮机一、设计教材类1.《船舶设计实用手册》(全套)带书签版中国船舶工业总公司编国防工业出版社2000年第一版2.《民用船舶动力装置》第2版商圣义主编人民交通出版社1996年出版3.《轮机工程手册》(中、下)陈绍纲主编《轮机工程手册》编委会编人民交通出版社,19924.《机械制造手册》辽宁科学技术出版社2002年5.《船舶主推进动力装置船舶柴油机》杜荣铭主编:大连海事大学出版社出版日期:19996.《轮机自动化教案》PPT格式7.《机械设计手册2.0软件版》8.《英国劳氏B&W系列主机轴系校中计算软件》9.《工程力学手册》主编杜庆华等高等教育出版社199410.《船舶管路系统设计大纲》2006.3哈尔滨工程大学出版社付锦云11.《实用阀门设计手册》清华大学房汝洲主编2006二、标准类1.《CSSC管路附件标准VCD》中国船舶工业综合技术经济研究院出版2000版2.《船舶管系布置和安装通用技术条件》3.《船舶管系附件手册》中国交通科技出版社2007年9月4.《最新国际船舶管路色标》(ISO14726-2007Shipsandmarinetechnology)5.《船用阀门标准使用指南》大连造船厂奚基华姜堰市船用阀门厂郭云章三、设备类1.MANB&W所有主机完整资料2.《船舶机械设备安装手册》3.《主流MAnB&W4冲程柴油机详细全部资料》4.《船用产品持证及核查规定》CCS5.《LR新造船所需设备证书清单》6.《AlfaLavalS-typeSeparationSystemParameterList》Aug2005EnglishPDF7.《康明斯发电机组》8.《船舶机械设备检验与调试》高积慧浙江交通职业技术学院2007年8月简体中文四、工艺类1.《船舶动力装置安装工艺》陈志贤等编著国防工业出版社1981年2.《艉轴管及艉轴承环氧树脂定位》全国标准化委员会,1982年版3.《机械零件切削加工工艺与技术标准实用手册》主编:冯道2003.94.《船舶机械修理工艺》(此资料是网友自己归纳的)船体一、设计类1.《船舶设计实用手册总体分册》主编陈可越中国交通科技出版社2007年10月出版--该书为盗版已删除2.《船体强度与结构设计》作者:王杰德等编著页数:334出版社:国防工业出版社出版日期:19953.《船舶图解大辞典》大连海事大学张孔群编著4.《船舶工程辞典》作者:中国造船工程学会,上海交通大学编国防工业出版社出版日期:19885.《TheOceanEngineeringHandbook》6.《船舶设计制造修理技术与质量检测验收手册》7.《内河船舶设计手册(船体分册)》8.《船舶结构的屈曲强度》作者:束长庚,周国华著页数:234国防工业出版社20039.《船体生产设计(船体建造与修理专业)》刁玉峰主编出版日期:2002年07月第1版10.《氧气乙炔站设计规范》11.《最新金属材料牌号性能用途及中外牌号对照速用速查手册》中国科技文化出版社12.《船舶科技简明手册》国防工业出版社(此为1977版,破例收录)13.《船舶材料手册》作者:张承濂主编页数:1381页出版社:国防工业出版社出版日期:198914.《焊接结构设计手册》PDF格式15.《船舶压载水管理计划编制指南》(2006)16.《船体修造资料手册》二、工艺标准类1.《船舶维修技术实用手册》主编:罗思殿吉林科学出版社2.《最新船舶涂装新技术新工艺与涂装质量检测评价实用手册》3.《船舶建造工艺学(船舶工程专业用)》(修订本)徐兆康主编人民交通出版社20004.《船舶工程创新理论与精度控制技术》张庆英著页数:225出版社:人民交通出版社出版日期:20035.《船体工艺手册--黄浩编(完美清晰版)》6.《日本造船质量标准JSQS》三、规范、法规类1.《SOLAS公约(2004综合文本)》国际海事组织2.《MARPOL-2002》中文版国际海事组织IMO3.《CCS验船师手册(验船师须知)》4.《英国劳氏船级社规范2004--英文版》5.《LR船舶入级规范和规则2007(中文版)》6.《Lloyd'sRegisterRulefinder2007–Version9.7》6-1.《英国劳氏船级社规范LRRulefinderVersion9.9(2008年最新英文版)》6-2《英国劳氏Rulefinderversion9.10》(包含SOLAS、MARPOL等最新公约及共同规范)7.《ABS2007船舶入级与建造规范》(英文完整版)7.1.《ABS2009船舶入级与建造规范》(英文)8.《BV规范2005英文软件安装版》9.《BV规范2000中文CHM版》10.《NK验船师培训材料(船体)》11.《韩国KR船级社规范(2006)》12.《DNV2007规范》13.《国内航行海船建造规范》(2006)人民交通出版社464页CCS14.《IMO规则大全及其他共同规范2007版电子书》LR船级社英语2007年7月15.《国际消防安全系统规则》国际海事组织IMO制定中国船级社译人民交通出版社出版200116.《国际航行海船法定检验技术规则(1999)》完整版17.《内河小型船舶建造规范》(2006)CCS18.《薄膜型液化天然气运输船检验指南》(试行)(2007)CCS19.《钢质海船入级规范2007修改通报》CCS20.《印度船级社规范IRS2005.7》21.《巴拿马运河规则中文版》22.《SUEZ运河规则中文PDF》23.《钢结构设计规范GB50017-2003》24.《浮船坞入级与建造规范》25.《LR散货船验船师检验总则》26.《船舶安全管理体系认证规范》200227.《法定检验实施指南(国际航行船舶)》CCS20071228.《巴拿马运河2006最新规则》29.《苏伊士运河规定》(英文版)30.《世界主要石油组织对液货船检查要求》(PDF格式)31.《海船系泊及航行试验通则》1995PDF32.《意大利船级社(RINA)2007规范》四、专业英语类1.《船舶工程专业英语》黄德波主编.船舶工程专业英语.哈尔滨工程大学出版社,2001五、软件类1.《TRIBONM3管理员手册中文版》(作者原创自译)2.《贯穿耳TRIBON标准》六、培训教程类1.《船舶检验基础教程》中国船舶检验局武汉培训中心19922.《国际焊接(IWE)工程师、技术员(IWT)培训教程2006-2007》3.《船舶制造一线工人职业技能标准与现场作业操作规范手册》中国科技文化出版社2005年4.《船舶及海洋工程结构焊接》陈冰泉主编页数:208出版社:人民交通出版社出版日期:20015.《NAVALEDUCATIONANDTRAINING-ENGINEERINGAID》6.《船舶安全管理体系认证规范》(2006)CCS7.《ShipConstruction》ButterworthHeinemann2001PDF英文8.《船舶结构力学》七、航运类1.《对外贸易海洋运输航线与港口实用手册》2.《中华人民共和国海上交通安全法》3.《中华人民共和国内河船舶船员适任考试发证规则》实施手册汪国忠中国交通出版社2005.5PDF4.《商船海员安全工作守则》5.《NP100航海员手册2005》6.《ILO船员公约2006》PDF7.《水路交通运输安全管理与事故防范处理实用手册》8.《联合国海洋法公约》pdf八、其他1.《中华人民共和国交通部修船价格手册》中华人民共和国交通部人民交通出版社1993电气一、设计类1.《船舶设计实用手册(电气部份)》中国船舶工业总公司编国防工业出版社2.《船舶与港口电气及自动化问答(二)》船舶电气传动自动化系统作者:冒天诚出版社:科学技术文献出版社1992年10月3.《船舶与港口电气及自动化问答(五)》电气自动化及主机遥控刘道俊刘宗德科学技术文献技术出版社1993年9月4.《电气设计禁忌500例》机械工业出版社李辛,薛钦林主编2002年1月第一版5.《电工手册》找不到作者和出版社6.《船舶电气传动自动化》华中工学院船电教研室国防工业出版社1981年PDG格式7.《船舶电工基础》哈尔滨工程大学出版社1996年8.《船舶电工手册下册》9.《电子工程师便携手册》10.《船舶电站负荷计算程序》11.《电气传动自动化技术手册》机械工业出版社12.《电子可靠性设计手册》美国国防部13.《船舶电站》作者:林华峰页数:133出版社:哈尔滨工程大学出版社出版日期:1998二、设备及附件类1.《电气设备实用手册》作者:周文俊主编丛书名:出版社:水利水电出版社出版时间:2001-7-12.《船用通信导航设备安装与维护手册》中国交通科技出版社二〇〇七年3.《船用电缆工厂认可指南》中国船级社4.《IEEEStd45-1998》(RevisionofIEEEStd45-1983)【标准发行单位】:ieee【语言】:英文5.《(KELVINHUGUES)航程数据记录仪安装、操作及维修指南》(英文版/228页)6.《船舶电气设备维修指南》作者:阮礽忠编著页数:371出版社:人民交通出版社出版日期:2000三、工艺类1.《船电工艺手册第一分册》广州造船厂《船电工艺手册》编写组编国防工业出版社/1985/657页2.《船电工艺手册第二分册》广州造船厂《船电工艺手册》编写组编国防工业出版社/1989/548页3.《船电工艺手册第三分册》广州造船厂《船电工艺手册》编写组编国防工业出版社/1991/652页4.《船舶电气设备和电缆接地工艺规范》四、规范标准类1.《电气电子产品型式认可试验指南》(2006)中国船级社2.《美国电气制造商协会NEMA标准》3.《IEC-60092-376-2003船舶电气设备控制和仪表回路电缆》4.《GJB4000-2000舰船通用规范》全册5.《液货船危险区域划分和电气设备配备指南2000》中国船级社指导性文件6.《自动识别系统(AIS)检验指南》7.《中国船级社指导性文件船上计算机应用与检验指南》人民交通出版社,2001.8.《GB20068-2006船载自动识别系统(AIS)技术要求》9.《电线电缆标准汇编--船用电缆卷》全国电线电缆标准化技术委员会、中国标准出版社200310.《IEC60092-350船舶电气设备第350部分船用电力电缆一般结构和试验要求》11.《IEC60092--352Choiceandinstallationofelectricalcables》五、培训教材类1.《船舶电工操作技能(中级)》哈尔滨工程大学出版社2.《船舶电气实用指南》陆祥润刘凤梧大连海运学院出版社,19933.《注册电气工程师(供配电)执业资格考试辅导教材》4.《船舶静电安全技术》孙可平主编舾装一、标准指南类1.《船舶消防指南》中国船级社CCS1999年07月第1版2.《防火控制图图示符号》3.《船舶设计常用文字符号》20044.《IACSRequirementsconcerningMOORINGANDANCHORING》海洋工程一、规范公约类1.《NORSOK2008》20072.《IMOMODUCode》3.《RULESFORBUILDINGANDCLASSING,MOBILEOFFSHOREDRILLINGUNITS2008》ABS4.《海上固定平台安全规则》二、设计指南类1.《海洋石油工程设计指南》(第一册)中海油2007.7石油工业出版社2.《海洋石油工程设计指南》(第五册)中海油2007.7石油工业出版社3.《海洋石油工程设计指南》(第六册)中海油2007.7石油工业出版社4.《海洋石油工程设计指南》(第七册)中海油2007.7石油工业出版社5.《海洋石油工程设计指南》(第八册)中海油2007.7石油工业出版社6.《海洋石油工程设计指南》(第十册)中海油2007.7石油工业出版社7.《海洋石油工程设计指南》(第十一册)中海油2007.7石油工业出版社8.《海港工程设计手册》(上中下)交通部第一航务工程局勘察设计院编人民交通出版社2001。
IWE标准汇总

IWE标准汇总标准汇总材料及工艺:EN10020 钢的分类EN10027-1和ECISS IC10材料符号标记S235J2G—铸钢S-结构钢;P-P用钢;L-管道钢;E-机械制造用钢;R-钢轨用钢EN10027-2 材料的数字标号例:1. 10 16 1-钢;0-纯铁;2-重金属;3-轻金属EN10025-2 普通碳钢及优质碳钢EN10025-2 S355J0C+NEN10025-3 正火细晶粒结构钢N EN10025-3 S355NLEN10025-4 热机械轧制细晶粒轧制钢M En10025-4 S355MLEN10025-5 耐候钢EN10025-5 S355J0W+N(+AR)EN10025-6 调制细晶粒结构钢Q EN10025-6 S460QLEN10028 锅炉压力容器用钢EN10028-1 压力容器一般用钢EN10028-2 碳钢和低合金钢的热强钢EN10028-3 正火细晶粒钢EN10028-4 Ni基低温韧性钢EN10028-5 热轧细晶粒钢EN10028-6 调制细晶粒钢EN10028-7 无δ铁素体的奥氏体钢EN573-1 Al合金分类及标记分类:1-纯铝;2-Cu;3-Mn;4-Si;5-Mg;6-Mg-Si;7-Zn;8-其他;EN10088 不锈钢ISO18273 铝ISO1803/EN1563 球墨铸铁分类ISO4063 焊接方法分类ISo9692 破口准备-1钢111、13、3、141、能量束焊;-2钢12;-3 Al及合金的13、141ISO9013 火焰切割质量要求ISO9013-231(u为区域2,Rz5为区域3,工件尺寸偏差1级)ISO60974 焊接电源ISO14175/EN439 熔化焊和切割用气体ISO5175/EN730 可燃气体、氧气和压缩空气规定EN1011-2 钢材电弧焊基本要求EN10083 T1 T2 T3 特殊优质钢/优质碳钢/加硼钢的技术供货条件Re大于500N/mm2钢ISO18275/EN757 111用药皮焊条(高强钢)ISO18275-A-E 62 7 Mn1Ni B TISO18276/EN12535 MSG药芯焊丝(高强钢)EN12535-T 62 5 Mn1.5Ni B M TEN12534 MSG焊丝、焊棒(高强钢)EN12534-G 62 6 M MnNi1Mo TEN14295 UP用焊丝(高强钢)Re小于500N/mm2钢ISO 2560/EN449 111用药皮焊条(碳及细)ISO2560-A E 46 3 1Ni B 5 4 H5EN12536 气焊焊丝(非合金钢和热强刚)ISO636/EN668 TIG焊中的焊棒、焊丝(非及细)ISO 636-A W 46 3 W3Si1ISO14341/EN440 实芯焊丝(非及细)ISO 14341-A G 46 5 M G3Si1ISO17632/EN758 MSG和自保护电弧焊药芯焊丝(非及细)ISO 17632-A T 46 3 1Ni B M H5ISO14171/EN756 UP用焊丝ISO 14171-A S 46 3 AB S2;ISO14171-A S 4T 2 AB S2Mo热强钢ISO3580/EN1599 111用药皮焊条(热强钢)ISO3580-A-E CrMo1 B 4 4 H5ISO21952/EN12070 UP/TIG/MSG用焊丝(1类热强钢等,2类A等)ISO21952 W CrMo1ISO14174/EN760 UP用焊剂(1类热强钢等,2类A等)ISO14174 S F CS 1 AC H10ISO17634/EN12071 药芯焊丝(热强钢)ISO17634-A-T CrMo 1 B M铝EN ISO18273焊材选择铝及铝合金实心焊丝EN ISO 18273-S Al 4043母材EN573-3 焊材选材E:DIN1732 G:DIN1732TIG 、MIG:ISO18273;ISO14175;DIN1732;EN439不锈钢和耐热钢ISO3581/EN1600 111用焊条(不锈钢和耐热钢)ISO3581-A E 19 12 2 R 3 4ISO14343 /EN12072 电弧焊用焊丝、焊棒(不锈钢和耐热钢) ISO14343-A G 20 10 3ISO17633 / EN127073 金属电弧焊药芯焊丝(不锈钢和耐热钢) ISO17633-A T 19 12 3L R M 3 其他EN10210 普通结构钢的焊接管和无缝管EN10217 具有特殊要求的碳钢焊接管EN10216 具有特殊要求的碳钢无缝管EN10219 结构钢冷制空心型材EN10208 T2 可燃液体和气体长途管道用钢管结构及生产:ISO14732/EN418 自动焊焊工考试ISO9606-1/EN287-1 熔化焊焊工考试-1钢材;-2铝及铝合金;-3铜及铜合金;-4镍及镍合金;-5钛及钛合金ISO9606-1 111 P BW 1.2 B t09 PF ss nbISO9606-2 143 T BW 21 S nm t02 D20 PA ss mbISO15609/EN288 金属材料焊接工艺规程-1电弧焊;-2气焊;ISO15614/EN288 焊接工艺评定-1钢、镍及镍合金;-2铝及铝合金;ISO15613 基于预生产焊接的工艺评定EN ISO6974 焊接位置ISO4136/EN895 横向拉伸试验的试样和试验ISO5173 弯曲试验的试验和试验ISO17639 低倍金相检验ISO 9016/EN875 冲击试验ISO9015 硬度试验ISO2553 焊缝符号ISO17635/EN12062 焊缝无损检测-金属熔化焊EN571-1 渗透检测EN1289 渗透检测验收等级ISO17638/EN1290 磁粉检测EN1291 磁粉检测验收等级ISO17636/EN1435 射线检测ISO5817 钢、镍、钛及其合金的熔化焊接头缺欠质量分级ISO10042 铝及其合金的熔化焊接头缺欠质量分级ISO9712/EN473 无损检测人员的培训与鉴定DIN18800 钢结构设计制造(即将被EN1090-1 钢结构和铝结构的施工代替)ISO14731 焊接管理—任务与职责ISO3834 金属材料熔化焊的质量要求-1选用指南;-2完整质量要求;-3一般质量要求;-4基本质量要求;-5满足2/3/4所需文件EN15085 轨道车辆焊接标准CEN ISO/TR15608 材料组别标准工艺部分火焰技术气压焊(已被闪光对焊代替):原理:圆形截面型材在加热和力的共同作用下形成焊缝。
(完整word版)欧盟标准大全整理,推荐文档

EN120001-1993空白详细规范.发光二极管、发光二极管阵列和没有内逻辑部件和电阻的发光二极管显示器EN120002-1997空白详细规范.红外线发射二极管和红外线发射二极管阵列EN120003-1996空白详细规范:光电晶体管,光电复合晶体管,光电晶体管阵列EN120004-1997空白详细规范.用光电晶体管输出与环境相关的光电耦合器EN120005-1996空白详细规范:光电二极管,光电二极管阵列(非光纤应用)EN120006-1996空白详细规范:光纤用PIN光电二极管EN120007-1993空白详细规范.液晶显示器.没有电子电路的单色液晶显示器EN120008-1995空白详细规范.光纤系统或子系统的发光二极管和红外发射二极管EN1200-1998人用水处理用化学制品.磷酸三钠EN12002-2002瓷砖用胶粘剂.粘结剂和水泥浆的横向变形的测定EN12003-1997瓷砖和板块用灰浆和胶粘剂.反应性树脂胶粘剂的抗剪强度的测定EN12004-2002磁砖用胶粘剂.定义和规范EN12006-1-1999非活性外科植入物.心脏和血管植入物的特殊要求.第1部分:人工心脏瓣膜EN12006-2-1998非活性外科植入物.心脏和血管植入物的特殊要求.第2部分:人造血管包括心瓣血管接头EN12006-3-1999非活性外科植入物.心脏和血管植入物的特殊要求.第3部分:血管内植入物EN12007-1-2000燃气供应系统.最大使用压力小于等于16bar的管道.第1部分:一般功能推荐规范EN12007-2-2000燃气供应系统.最大使用压力小于等于16bar的管道.第2部分:聚乙烯管专用功能推荐规范(最大使用压力小于等于10bar)EN12007-3-2000燃气供应系统.最大使用压力小于等于16bar的管道.第3部分:钢管专用功能推荐规范EN12007-4-2000燃气供应系统.最大使用压力小于等于16bar的管道.第4部分:修复管道的专用功能推荐规范EN12010-1998非活性外科植入物.关节替代用植入物.特殊要求EN12011-1998使用上与非活性外科植入物有关的器具.一般要求EN1201-1998人用水处理用化学制品.磷酸二氢一钾EN12012-1-2000橡胶和塑料机器.尺寸削减机器.第1部分:刀片粒化器的安全要求EN12012-2-2001橡胶和塑料机.粉碎机.第2部分:绞线成球机的安全要求EN12012-3-2001橡胶和塑料机械.粉碎机.第3部分:粉碎机的安全要求EN12013-2000橡胶和塑料机械.密闭式混合机.安全要求EN12014-1-1999食品.硝酸盐和/或亚硝酸盐含量测定.第1部分:概述EN12014-2-1997食品.硝酸盐和/或亚硝酸盐含量测定.第2部分:蔬菜和蔬菜制品中硝酸盐含量测定用HPLC/IC法EN12014-5-1997食品.硝酸盐和/或亚硝酸盐含量测定.第5部分:含蔬菜的婴幼儿食品中硝酸盐的酶催测定EN12014-7-1998食品.硝酸盐和/或亚硝酸盐含量测定.第7部分:镉还原后蔬菜和蔬菜制品中硝酸盐含量的测定用连续流量法EN12015-1998电磁兼容性.电梯,自动扶梯和升降梯的产品系列标准.干扰发射EN12016-1998电磁兼容性.电梯,自动扶梯和升降梯的产品系列标准.抗干扰性EN12019-1998锌和锌合金.光学发射光谱分析法EN120-1992木材.甲醛含量的测定.称为穿孔器法的萃取法EN12020-1-2001铝和铝合金.在合金ENAW-6060和ENAW-6063中挤压精确截面图.第1部分:检验和验收的技术条件EN12020-2-2001铝和铝合金.在合金ENAW-6060和ENAW-6063中挤压精确截面图.第2部分:尺寸和形状公差EN12021-1999呼吸防护器.呼吸防护器用压缩空气EN1202-1997饮用水处理用产品.原磷酸氢盐二钾EN12022-1999血气交换器EN12023-1996胶粘带.在湿热气候下水蒸气渗透性测量EN12024-1996胶粘带.耐高温高空气湿度的测定EN12025-1996胶粘带.用摆动法测量抗断强度EN12026-1996胶粘带.高速下脱卷力测量EN12027-1996胶粘带.耐燃性能测定EN12028-1996胶粘带.静负荷下延伸率测量EN12029-1996胶粘带.可溶于水腐蚀性离子的测定EN12030-1996胶粘带.抗冲击测量EN12031-1996胶粘带.抗断裂测量EN1203-1997饮用水处理用产品.三钾磷酸盐EN12032-1996胶粘带.交联时热硬化胶粘带粘着强度测量EN12033-1996胶粘带.交联后热硬化胶粘带粘着强度测量EN12034-1996胶粘带.粘合带卷长度测量EN12035-1996胶粘带.胶粘带头接带标记EN12036-1996胶粘带.胶粘封条中溶剂的渗透EN12039-1999防水用软板.屋顶防水用沥青板.粒状物粘性的测定EN12041-2001食品加工机械.模具.安全和卫生要求EN1204-1998人用水处理用化学制品.磷酸一钙EN12043-2001食品加工机械.中间校准仪.安全和卫生要求EN12045-2000动力操纵的百叶窗.使用安全.被传递的力的测量EN12046-1-2003操纵力.试验方法.第1部分:窗EN12046-2-2000操纵力.试验方法.第2部分:门EN12047-1996固体肥料.静态休止角的测量EN12048-1996固体肥料以及钙和镁土壤改良剂.水分含量测定.在105<+->2℃下通过干燥作重量测定法EN12049-1996固体肥料以及钙和镁土壤改良剂.水分含量测定.减压下通过干燥作重量测定法EN12050-1-2001建筑物和现场用废水提升装置.施工和试验原理.第1部分:包含粪便废物的废水提升工厂EN12050-2-2000建筑物和现场用废水提升装置.施工和试验原理.第2部分:无粪便废水的提升装置EN12050-3-2000建筑物和现场用废水提升装置.施工和试验原理.第3部分:受限使用的提升含有粪便物废水的装置EN12050-4-2000建筑物和现场用废水提升装置.施工和试验原理.第4部分:无粪便废水和含粪便物废水用单向阀EN12051-1999建筑五金.门窗用螺栓.要求和试验方法EN1205-1998用于饮用水制备的化合物.酸式钠焦磷酸EN12053-2001工业货车的安全.测量噪声排放的试验方法EN12055-1998带电动压缩机的液体冷却组件和热力泵.冷却.定义,检验和要求EN12056-1-2001建筑物内重力排水系统.第1部分:总则和性能要求EN12056-2-2001建筑物内重力排水系统.第2部分:卫生管道、布置和计算EN12056-3-2001建筑物内重力排水系统.第3部分:屋顶排水、布局和计算EN12056-4-2001建筑物内重力排水系统.第4部分:废水提升设备、布置和计算EN12056-5-2001建筑物内重力排水系统.第5部分:安装、试验及操作、维护和使用者说明EN12060-1998锌和锌合金.取样.规范EN12061-1999塑料管道系统.热塑管件.冲击韧性检验方法EN1206-1998饮用水处理用药液.四钠焦磷酸盐EN12062-2002焊缝的无损检验.金属材料的一般规则EN12063-1999特殊土建工程工作的实施(特殊的地下工程).钢板桩结构EN12065-1998液化天然气用设备和装置.防止液化天然气燃烧(LNG-燃烧)用中泡沫,大泡沫以及熄灭粉的起泡用发泡剂的可用性试验EN12066-1998液化天然气用设备和装置.液化天然气收集盆的绝热层的检验EN12067-1/A1-2003燃气燃烧器和燃气装置用气体/空气比率控制器.第1部分:气动结构类型.修改件A1EN12067-1-1998燃气喷嘴和燃气装置用燃气/空气混合调节器.第1部分:气动结构类型EN12068-1999阴极腐蚀.与阴极腐蚀相互作用敷设在土壤和水中的钢管管道防腐用有机包封.带材和收缩材料EN12070-2000焊接消耗材料.抗蠕变钢的电弧焊接用焊丝电极、焊丝和焊条.分类EN12071-2000焊接消耗材料.抗蠕变钢的气体保护金属极电弧焊用管式芯电极.分类EN1207-1998饮用水处理用药液.四钾焦磷酸盐EN12072-2000焊接添加剂.不锈钢和耐热钢电弧焊接用丝状电极、焊丝和焊条.分类EN12073-1999焊料.不锈钢和耐热钢的有或无气体保护金属电弧焊接用管形药心焊条.分类EN12074-2000焊料.焊接和相关工艺用消耗品生产、供应和配送的质量要求EN12075-1997生物工程.大比例方法和生产.发酵范围及扩展的工艺规程EN12077-2-2000起重机安全.健康和安全要求.第2部分:限制和指示装置EN12078-1998基准压力调节器EN12079-1999离岸集装箱.设计,结构,检验,监督和标识EN12080-1998铁道应用.套轮轴承.滚动轴承EN12081-1998铁道应用.套轮轴承.润滑脂EN1208-1998饮用水处理用药液.钠钙磷酸盐EN12082-1998铁道应用.套轮轴承.功效检验EN12083-1998呼吸保护装置.带呼吸管的过滤器(不装面罩的过滤器).气体过滤器.颗粒过滤器和组合过滤器.要求,检验,标识EN12084-2001无损检验.涡流试验.一般原理和基本指南EN12085-1997建筑业用隔热材料.试样的线性尺寸的测定EN12086-1997建筑业用隔热材料.水蒸气渗透性测定EN12087-1997建筑业用隔热材料.长期浸没状态下吸水量测定EN12088-1997建筑业用隔热材料.通过渗透测定吸水量EN12089-1997建筑物用热绝缘产品.弯曲性能的测定EN12090-1997建筑业用隔热材料.剪切应力下性能测定EN12091-1997建筑业用隔热材料.霜冻露水交替应力下性能测定EN1209-2003人类生活用水处理用化学制剂.硅酸钠EN12092-2001胶粘剂.粘度测定EN12094-10-2003固定消防系统.气体灭火系统元件.第10部分:压力计和压力开关的试验方法和要求EN12094-11-2003固定式消防系统.气体灭火系统用元件.第11部分:机械称重装置的要求和试验方法EN12094-1-2003固定式消防系统.气体灭火系统用元件.第1部分:电自动控制和延迟装置的要求和试验方法EN12094-12-2003固定式消防系统.气体灭火系统用元件.第12部分:气动警报装置的要求和试验方法EN12094-13-2001固定式消防系统.气体灭火系统用元件.第13部分:止回阀和非止回阀的要求和试验方法EN12094-16-2003固定式消防系统.气体灭火系统用元件.第13部分:CO2低压系统用添味装置的要求和试验方法EN12094-2-2003固定式消防系统.气体灭火系统用元件.第2部分:非电子自动控制和延迟装置的要求和试验方法EN12094-3-2003固定式消防系统.气体灭火系统用元件.第3部分:手动触发和停止设备的要求和试验方法EN12094-5-2000固定式消防系统.气体灭火系统用元件.第5部分:高和低压力选择器阀门及其CO2系统用启动器的要求和试验方法EN12094-6-2000固定式消防系统.气体灭火系统用元件.第6部分:CO2系统的非电子失效装置的要求和试验方法EN12094-7-2000固定式消防系统.气体灭火系统用元件.第7部分:CO2系统喷嘴的要求和试验方法EN12094-8-1998固定式防火设备.装有气体灭火材料的灭火设备用组件.第8部分:Co2设备用软连接的要求和检验法EN12094-9-2003固定式消防系统.气体灭火系统用元件.第9部分:专用火灾探测器的要求和试验方法EN12095-1997塑料管道系统.雨水管道系统用卡圈.卡圈强度的检验方法EN12096-1997机械振动.振动特性值的说明和验证EN12098-1-1996供暖系统的测量,控制和调节设备.第1部分:热水供暖系统用外部温度补偿控制设备EN12098-2-2001加热系统用控制器.第2部分:热水加热系统用最佳启-停控制设备EN12098-3-2002加热系统用控制器.第3部分:电加热系统用外部温度补偿控制设备EN12099-1997塑料管道系统.聚乙烯管道材料和部件.挥发含量的测定EN12100-1997塑料管道系统.聚乙烯(PE)管件.三点负载情况下抗弯曲的检验方法EN12101-2-2003烟和热控制系统.第3部分:烟和热的自然排放通风机规范EN12101-3-2002烟和热控制系统.第3部分:动力烟和散热通风机EN1210-1998饮用水处理用药液.三聚磷酸钠EN12103-1999弹性地板铺面.聚合软木垫.规范EN12104-2000弹性地板覆盖物.软木地板面砖.规范EN12105-1998弹性地板铺面.压制的软木含湿量的测定EN12106-1997塑料管道系统.聚乙烯管道.挤压出后耐内压的试验方法EN12107-1997塑料管道系统.注塑热塑性塑料配件,管件和附件.管件注塑用热塑材料的持久内压特性的测定EN12109-1999建筑物内的真空排水道系统EN12110-2002隧道机械.气闸.安全要求EN12111-2002隧道掘进机.巷道掘进机、联合采矿机和冲击式挑顶机.安全要求EN1211-1998饮用水处理用药液.三聚磷酸钾EN12114-2000建筑物的热性能.建筑构件和部件的透气率.实验室试验方法EN12115Bb.1-2001液体或气体化学品用橡胶和热塑性软管和软管组件.规范.抗性EN12115-1999液体或气体化合物用橡胶和塑料软管及软管管件.规范EN12117-1997塑料管道系统.异型件,管件和附件.气流和压降间相互依存关系的测定EN12118-1997塑料管道系统.用电量分析法对热塑性塑料中水分含量的测定EN12119-1997塑料管道系统.聚乙烯(PE)管件.温度变化下耐抗性的检验方法EN121-1991低吸水量43%的挤压成形的瓷砖和板.AI组EN12120-1999饮用水制备用化合物.钠氢亚硫酸盐EN12121-1999饮用水制备用化合物.钠二亚硫酸盐EN1212-1998饮用水处理用药液.聚磷酸钠EN12122-1999饮用水制备用化合物.氨溶液EN12123-1999饮用水制备用化合物.硫酸胺EN12124-1998饮用水处理用化合物.亚硫酸钠EN12125-1998饮用水处理用化合物.硫代硫酸钠EN12126-1998饮用水处理用化合物.液氨EN12127-1997纺织品.织物平面结构.用小样品测定单位面积的质量EN12128-1998生物技术.研究,开发和分析用实验室.微生物实验室,危险区域及现场的安全等级和安全技术要求EN12130-1998羽毛和绒毛.检验方法.装填能力(装填体积)的测定EN12131-1998羽毛和绒毛.检验方法.羽毛和绒毛数量构成的测定(手动方法)EN1213-1999建筑阀门.建筑物中饮用水供应用铜合金截止阀.试验和要求EN12132-1-1998绒毛和羽毛.检验织物绒毛密度的方法.第1部分:模拟枕垫负载EN12132-2-2003绒毛和羽毛.织物防羽绒刺出性的试验方法.第2部分:冲击试验EN12133-1997水果汁和蔬菜汁.氯化物的含量.测电位用的滴定法EN12134-1997水果汁和蔬菜汁.可离心浆液含量的测定EN12135-1997水果汁和蔬菜汁.氮含量测定.基耶达氏法EN12136-1997水果汁和蔬菜汁.全部葫萝卜素化合物及单一葫萝卜素溜分的测定EN12137-1997水果汁和蔬菜汁.葡萄汁中酒酸测定.高效液相色谱法EN12138-1997水果汁和蔬菜汁.D=苹果酸含量的酶测定NAD的分光光度测定EN12139-1999表面活性材料用HP1C和GPC法测定非离子表面活性材料(EO-复合体)中聚乙二醇总含量EN12143-1996水果汁和疏菜汁.可溶干料含量的测定.折射法EN12144-1996水果汁和疏菜汁.灰分总含硷量.滴定分析法EN12145-1996水果汁和蔬菜汁.全部干燥剂的测定.干燥条件下质量损失重力测定法EN12146-1996水果汁和蔬菜汁.蔗糖含量的酶测定.NADP分光光度测量法EN12147-1997水果汁和蔬菜汁.可滴定酸值的测定EN12148-1996水果汁和蔬菜汁.柑橘汁中橙皮甙和柚皮甙的测定.高压液相色谱法EN12149-1998重金属,某些其它可萃取元素移动的测定,氯乙烯-单体含量及甲醛释放的测定EN12150-1-2000建筑物用玻璃.热钢化钠钙安全玻璃.第1部分:定义和描述EN12152-2002幕墙.透气率.性能要求和分类EN12153-2000幕墙.透气率.试验方法EN12154-2000幕墙.防水性.性能要求和分级EN12155-2000幕墙.防水性.静态压力下的实验室试验EN12157-1999离心泵.车床用冷却泵组件.额定输流量.尺寸EN12158-1-2001货物用建筑提升机.第1部分:带易卸平台的提升机EN12158-2-2001货物用建筑提升机.第2部分:无易卸承载装置的斜提升机EN12159-2001带垂直升降机箱的人和物料用建筑提升机EN1216-2002热交换器.强制对流用空气冷却器和空气加热器.确定性能的试验程序EN12162-2001液体泵.安全要求.静液压试验过程EN12163-1998铜和铜合金.一般用途的棒EN12164-2000铜和铜合金.切削加工用棒(包括修改件A1-2000)EN12165-1998铜和铜合金.已加工和未加工的锻件EN12166-1998铜和铜合金.一般用途的线材EN12167-1998铜和铜合金.一般用途的型材和长方形棒材EN12168-2000铜和铜合金.切削加工用空心棒(包括修改件A1-2000)EN12170-2002建筑物内的加热系统.操作、维护和使用方面的文件的制备规程.需要受过训练的操作员的加热系统EN12171-2002建筑物中的加热系统.运行,维护和使用的文件制备程序.无命令培训操作人员的加热系统EN12171-2002建筑物中的加热系统.运行,维护和使用的文件制备程序.无命令培训操作人员的加热系统EN1217-1998与食品有关的材料和物品.陶瓷制品水吸收特性的试验方法EN12173-1998饮用水处理用化合物.氟化钠EN12174-2001人类生活用水处理用化学品.六氟硅酸钠EN12175-2001人类生活用水处理用化学品.六氟硅酸EN12176-1998淤泥的特性表示.pH值测定EN12177-1998液化矿物油制品.无铅燃料.用气体色谱法测定苯含量EN12178-2003制冷系统及热泵.液位指示设备.要求、试验和标记EN12179-2000幕墙.抗风力载荷.试验方法EN12180-2000非活性外科植入物.身体外形修复用植入物.乳房植入物的特殊要求EN12181-1998口咽插管EN1218-1-1999木材加工机械的安全性.开榫机.第1部分:带滑动工作台的单端头开榫机EN12182-1999残疾人用技术辅助器具.一般要求和试验方法EN12183-1999手动轮椅.要求和试验方法EN1218-3-2001木材加工机械的安全性.开榫机.第3部分:结构木材切割用带滑动工作台的手工喂料式开榫机EN12184-1999电动轮椅、小型摩托车及其充电器.要求和试验方法EN12186-2000燃气供应系统.输送和分配燃气用气压调节站.功能要求EN12188-1999混凝土支承结构的防护和维修用产品和系统.表示结构用胶粘剂性能的钢上胶粘作用的测定EN12189-1999混凝土支承结构的防护和维修用产品和系统.敞开时间的测定EN12190-1998混凝土支承结构防护和维修用产品和系统.检验方法.维护灰浆抗压强度的测定EN12192-1-2002混凝土支承结构的防护和维修用产品和系统.粒度分析.第1部分:预混合泥浆干化合成份的检验方法EN12192-1-2002混凝土支承结构的防护和维修用产品和系统.粒度分析.第1部分:预混合泥浆干化合成份的检验方法EN12192-2-1999混凝土支承结构的防护和维修用产品和系统.粒度分析.第2部分;聚合物粘合剂用填料的检验方法EN12193-1999光及照明.运动照明EN12194-2000外部和内部用遮帘.错误的使用.试验方法EN12195-1-2003道路车辆上的装载物固定装置.安全.第1部分:捆绑力的计算EN12195-2-2001道路车辆上的装载物固定装置.安全.第2部分:人造纤维制成的捆绑网EN12195-3-2001道路车辆上的装载物固定装置.安全.第3部分:捆绑链EN12195-4-2003道路车辆上的装载物固定装置.安全.第4部分:捆绑用钢丝绳EN12196-2003体操器械.跳马和鞍马.功能要求和安全技术要求.检验方法EN12197-1997体操器械.单杠.安全技术要求和检验方法EN12198-1-2000机械安全.对由机器辐射而产生的风险的评估和降低.第1部分:总则EN12198-2-2002机械安全.机械辐射风险的评定和降低.第2部分:辐射测量规程EN12198-3-2002机械安全.机械辐射风险的评定和降低.第3部分:通过衰减或屏蔽降低辐射EN12199-1998弹性地板铺面.均匀和非均匀成型弹性地板铺面的规范EN12-1993石油产品.雷德蒸汽压的测定.湿法EN122001-1996空白详细规范:军事需要的高频插接器CECC-规范,适于MIL-C_39012EN12200-1-2001地面上露天用塑料雨水管道系统.未增塑聚氯乙烯.第1部分:管、配件和系统规范EN122002-1996空白详细规范.高频同轴插塞连接器EN122003-1996预制定客户结构规范(CDS)以及带资格认定的标准产品结构规范用空白详细规范EN12201-1-2003供水用塑料管道系统.聚乙烯.第1部分:总则EN12201-2-2003供水用塑料管道系统.聚乙烯.第2部分:管道EN12201-3-2003供水用塑料管道系统.聚乙烯.第3部分:配件EN12201-4-2001供水用塑料管系统.聚乙烯(PE).第4部分:阀EN12201-5-2003供水用塑料管道系统.聚乙烯.第5部分:系统使用的配合度EN12205-2001可移动的气瓶.不可再填充的金属气瓶EN12207-2000窗和门.透气率.分级EN12208-2000窗和门.防水性.分级EN12209-2003建筑物五金.锁和闩.机械锁、闩和锁板.要求和试验方法EN12210-2000窗和门.抗风性.分级EN122110-1996分规范.高频同轴插塞连接器.SMA系列EN12211-2000门窗.抗风力载荷.试验方法EN122120-1996分规范.高频同轴插塞连接器.BNC系列EN122130-1996分规范.高频同轴插塞连接器.SMB系列EN12213-1998冷却罐.评定绝热能力的方法EN122140-1996分规范.高频同轴插塞连接器.SMC系列EN122150-1996分规范.高频同轴插塞连接器.EIA法兰系列EN122160-1996分规范.高频同轴插塞连接器.SSMA系列EN12216-2002外遮闭和内遮闭百叶窗.术语、词汇和定义(三种语言版)EN122170-1997分规范:高频同轴线连接器.SSMB系列EN122180-1996分规范.高频同轴插塞连接器.SSMC系列EN12218-2002支承医疗设备的导轨系统(包括修改件A1)EN122190-1996分规范.高频同轴插塞连接器.7-16系列EN12219-2000门.气候影响.要求和分类EN122200-1996分规范.高频同轴插塞连接器.TNC系列EN12220-1998建筑物内通风.空气管道.一般通风用圆形法兰的尺寸EN12221-1-1999家用转接设备.第1部分:安全要求EN12221-2-1999家用转接设备.第2部分:试验方法EN12222-1997鞋.鞋及其部件预处理和检验的标准大气条件EN12223-2000无损检验.超声检验.1号校准块规范EN12224-2000土工织物及其相关产品.耐气候老化性能的测定EN12225-2000土工织物及其相关产品.通过土埋试验测定抗微生物的方法EN12226-2000土工织物及其相关产品.随动耐久性测试评定的通用试验EN12227-1-2000家用婴儿围栏.第1部分:安全要求EN12227-2-2000家用婴儿围栏.第2部分:试验方法EN12228-2002体育场表面.合成表面的连接强度的测定EN12229-2000运动场表面.人工草皮和织物试样的制备方法EN12230-2003运动场表面.综合运动场表面伸展性能的测定EN12231-2003运动场表面.试验方法.天然草皮地面覆盖度的测定EN12232-2003运动场表面.试验方法.天然草皮茅草厚度的测定EN12233-2003运动场表面.天然草皮高度的测定EN122340-2002分规范:无线电频率共轴联接器.MMCX系列EN12234-2002体育场表面.球滚动性能的测定EN12236-2002建筑物通风.管道悬吊装置和支撑物.强度要求EN12237-2003建筑物的通风.管道作业.圆形薄金属板管道的强度和泄漏量EN12238-2001建筑物通风.机场设备.混流设施的空气动力学试验和额定值EN12239-2001建筑物通风.空气终端装置.空气动力试验和流动应用替代速率.EN12240-1997粘合拉锁.粘合拉锁的整体宽度和有效宽度及锁紧后拉锁的有效宽度的测定EN12241-1999搭扣.水洗、干燥或干洗前的锁紧方法EN12242-1999搭扣.剥离强度的测定EN12243-1999搭扣.水洗、干燥和干洗中尺寸变化的测定EN12244-1-1998额定热负荷20kW以下直接燃气洗衣机.第1部分:安全性EN12244-2-1998额定热负荷20kW以下直接燃气洗衣机.第2部分:合理的能量使用EN12245-2002可运输储气瓶.全包装组合气瓶EN12245-2002可运输储气瓶.全包装组合气瓶EN12246-1999托盘和包装材料用木材的质量分类EN12248-1999工业包装材料用的锯木.允许偏差和最佳尺寸EN12249-1999托盘用锯木.允许偏差和尺寸指南EN1225-1996塑料管道系统.玻璃纤维增强热固塑料(GFK).湿度影响下蠕变系数的测定和特殊长时期的环形刚性的计算EN12252-2000液化石油气(LPG)油槽汽车的装备EN12254-2002激光工作场所屏蔽.安全要求和检验EN12255-10-2001污水处理厂.第10部分:安全原理EN12255-11-2001废水处理工厂.第11部分:要求的一般数据EN12255-1-2002污水处理厂.第1部分:总的施工原则EN12255-12-2003废水处理工厂.第12部分:控制和自动化EN12255-13-2002废水处理厂.第13部分:化学处理.通过沉淀物/絮凝物处理废水EN12255-14-2003污水处理厂.第14部分:消毒EN12255-15-2003污水处理厂.第15部分:活性污泥厂的曝气槽清水中氧气转化的测量EN12255-3-2001污水处理厂.第3部分:预处理(包括技术勘误AC-2000) EN12255-4-2002污水处理厂.第4部分:一次澄清EN12255-5-1999污水处理厂.第5部分:污水浅人工池塘法EN12255-6-2002污水处理厂.第6部分:活性污泥处理法EN12255-7-2002污水处理厂.第7部分:生物固定薄膜反应器EN12255-8-2001废水处理厂.第8部分:污泥处理和储存EN12255-9-2002污水处理厂.第9部分:气味控制和通风EN12256-1998塑料管道系统.热塑管件.安装好的管件的机械强度或弹性的测试方法EN12257-2002可运输储气瓶.无缝,环形包装组合气瓶EN12258-1-1998铝和铝合金.术语和定义.第八部分:一般术语.三种不同语言的版本EN12258-3-2003铝和铝合金.术语和定义.第3部分:废料EN12259-1-1999固定救火系统.洒水车和喷水系统元件.第1部分:洒水车EN12259-2-2001固定灭火系统.喷头和喷水系统用元部件.第2部分:报警湿阀组件EN12259-3-2001固定灭火系统.喷头和喷水系统用元部件.第3部分:报警干阀组件EN12259-4-2001固定灭火系统.喷头和喷水系统用元部件.第4部分:水动机警报器EN12259-5-2002固定消防系统.喷头和喷水系统用元部件.第5部分:水流量测定器EN12260-2003水质.氮含量的测定.随着氧化氮的形成测定结合氮TN<指数b>EN12261-2002煤气表.管型煤气表EN1226-1996塑料管道系统.玻璃纤维增强热固塑料(GFK).检验初始环状变形可能性的方法EN12262-1999旋转泵.技术文件.术语,交货范围,设计结构EN12263-1999制冷设备和热泵.压力极限用安全开关设备.要求和检验EN12266-1-2003工业用阀门.阀门试验.第1部分:压力试验、试验程序和验收标准.强制性要求EN12266-2-2002工业用阀门.阀门试验.第2部分:试验、试验规程和验收标准.补充要求EN12269-1-2000通过抗弯试验测定钢筋和高压蒸氧加气混凝土间的粘性.第1部分:短期试验EN12269-2-2003通过抗弯试验测定钢筋和高压蒸氧加气混凝土之间的粘结特性.第2部分:长期试验EN12270-1998登山设备.夹紧楔.安全技术要求和检验方法EN12271-3-2002敷路料规范.第3部分:粘合剂和石屑摊铺的速度和准确度EN1227-1998塑料管道系统.玻璃纤维增强热固塑料管(GFK).在潮湿影响下测定相对持久的环行可变形性EN12272-1-2002敷路料的试验方法.第1部分:粘合剂和石屑摊铺的速度和准确度EN12272-2-2003敷路料的试验方法.第2部分:缺陷的目视评定EN12272-3-2003敷路料的试验方法.第3部分:用Vialit板冲击试验方法测定粘合剂集料的粘着性EN12274-1-2002泥浆表面处理.试验方法.第1部分:胶粘剂萃取物的取样EN12274-2-2003泥浆表面处理.试验方法.第2部分:剩余粘合剂含量的测定EN12274-3-2002泥浆表面处理.试验方法.第3部分:一致性EN12274-4-2003泥浆表面处理.试验方法.第4部分:混合物黏合性的测定EN12274-5-2003泥浆表面处理.试验方法.第5部分:磨损性测定EN12274-6-2002泥浆表面处理.试验方法.第6部分:应用速度EN12275-1998登山设备.弹簧钩.安全技术要求和检验方法EN12276-1998登山设备.锁紧装置.安全要求和检验方法EN12277-1998登山装备.系绳安全带.安全技术要求和检验方法EN12278-1998登山装备.绳滑轮.安全技术要求和检验方法EN12279-2000燃气供应系统.作业线上的气压调节装置.功能要求EN12280-1-1998用橡胶和塑料涂层的织物.加速老化试验.第1部分:热老化EN12280-2-2002橡胶和塑料涂层织物.加速老化试验.第2部分:光和风化作用的物理老化EN12280-3-2002橡胶或塑料涂层织物.加速老化试验.第3部分:环境老化。
IWE国际焊接工程师考试复习

焊接生产部分复习提纲了解质量管理体系(ISO9000);熟悉焊接结构的质量管理和质量保证(ISO3834,ISO14732,ISO9606,ISO15614,ISO15609);掌握焊接工程师的职责与任务。
能够按产品要求(焊接质量),根据车间实际情况(车间设计、设备),合理制定焊接工艺方案(经济性、应力和变形),编写工艺文件(WPQR、WPS),组织焊接生产的实施(安全、质量记录),组织产品的焊接检验(无损检验、ISO5817、ISO10042)。
质量控制标准一、ISO9000标准概述质量管理体系ISO9000标准的4个核心标准ISO9000 质量管理体系基本原则术语ISO9001 质量管理体系的要求,是用于审核和第三方认证的唯一标准ISO9004 质量管理体系指南,包括持续改进的过程ISO9011 提供管理和实施环境和质量审核的指南1个辅助标准:ISO10012测量控制系统技术报告。
质量管理体系要素管理职责:资源管理:产品或服务的实现:测量分析或改进:质量管理体系使用的文件类型质量手册:质量计划:程序:记录:质量管理体系的审核第一方审核:内审第二方审核:由顾客或由其他人以顾客的名义进行的审核第三方审核:由外部独立的审核服务组织进行2、质量管理体系的认证ISO9001是认证注册的唯一标准,在体例上采用了过程方式的过程方法模式,易于与其它管理体系如ISO14000所要求的环境管理体系实现兼容质量保证:指在质量体系中实施并根据需要进行证实的全部有计划和扩建活动,为了提供足够的信任,以表明企业能够满足质量要求。
质量控制:为达到质量要求所采取的作业技术和活动。
质量计划:针对某项产品项目或合同,规定专门的质量措施资源活动顺序文件。
文件控制质量记录的控制另如:ISO3834标准认证3、其它认证:如:如生产制造资格认证:DIN6700系列标准,DIN18800系列标准简介产品(样品)认证:CE认证,GS认证。
国际焊接工程师(IWE)工艺部分口试

工艺部分口试题1、有关焊接方法名称、定义与分类方面国际上标准有那些,其主要内容有那些?2、ISO4063标准的内容是什么,在那些方面有应用?3、可用于火焰切割气焊的可燃气体有那些,各有那些特点?4、氧乙炔火焰有什么特点,有几种火焰形式,以及应用于什么场合?5、有关气焊焊丝的标准是那些,在标准中,用那些指标反应气焊焊丝的焊接性?6、有关焊接填充材料的国际及欧洲标准有那些?各自分别是什么?7、焊接电源怎样分类?焊条电弧焊、TIG、MAG、MIG等焊接方法各用哪种电源?8、焊条电弧焊、TIG、MAG、MIG焊对焊接电源外特性有那些要求?焊接电压和引弧电压为多少?9、焊条药皮的作用?并对比与自保护药芯焊丝(条)的区别。
10、论述“R”“B”“A”“C”型焊条的突出特点?11、对比焊条电弧焊填充材料标准ISO2560-A(EN499)ISO18275-A(EN757)ISO3581-A(EN1600)在标记方面的区别?12、TIG焊时,正、负极方面有什么不同?直流正极性、负极性、交流焊接时分别适用那些材料?13、介绍ISO14175(EN439)的标准的主要内容。
不同种类气体的主要特性,及焊接不同材料时使用那些气体保护,以及对焊接熔深等带来的影响?14、MAG、MIG焊中,何种条件下使用何种过渡形式?15、脉冲MAG、MIG焊优缺点?16、如何选择MAG、MIG焊的干伸长度,干伸长度过短、过长的影响?17、埋弧焊中,并列双丝、纵列双丝、带极、窄间隙埋弧焊的优点?18、ΔU、ΔI调节的基本原理,及其作用?19、热喷涂的方法有那些,各自特点?20、堆焊时常用的合金系统有那些?21、与连接焊比较堆焊有何特点?与热喷涂比较堆焊有何特点?22、埋弧焊常用的焊接板厚,位置及填充材料?23、右焊法(气焊)特点及适应性?24、DIN1910的具体内容?25、CO2有几种过渡形式?26、S355、S460、S690可选择的焊材?27、CO2、Ar保护焊对焊缝形态影响?28、焊条电弧焊的原理与埋弧焊有何不同?29、塑料焊原理?30、塑料的分类及可焊的塑料种类?31、塑料可用的焊接方法?典型规范是什么?32、点焊时,考虑抗扭强度及分流作用,如何选择焊点数?33、哪种堆焊方法的稀释率低一些?34、何种材料可以进行火焰切割,何种切割方法可以实现熔化切割?工艺部分口试题答案1、ISO4063 焊接方法的数字标记DIN1910 焊接方法的分类、定义、名称,主要T1、T2、T4、T5。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
标准汇总材料及工艺:EN10020 钢的分类EN10027-1和ECISS IC10材料符号标记S235J2G—铸钢S-结构钢;P-P用钢;L-管道钢;E-机械制造用钢; R-钢轨用钢EN10027-2 材料的数字标号例:1. 10 16 1-钢;0-纯铁;2-重金属;3-轻金属EN10025-2 普通碳钢及优质碳钢EN10025-2 S355J0C+NEN10025-3 正火细晶粒结构钢N EN10025-3 S355NLEN10025-4 热机械轧制细晶粒轧制钢M En10025-4 S355MLEN10025-5 耐候钢EN10025-5 S355J0W+N(+AR)EN10025-6 调制细晶粒结构钢Q EN10025-6 S460QLEN10028 锅炉压力容器用钢EN10028-1 压力容器一般用钢EN10028-2 碳钢和低合金钢的热强钢EN10028-3 正火细晶粒钢EN10028-4 Ni基低温韧性钢EN10028-5 热轧细晶粒钢EN10028-6 调制细晶粒钢EN10028-7 无δ铁素体的奥氏体钢EN573-1 Al合金分类及标记分类:1-纯铝;2-Cu;3-Mn;4-Si;5-Mg;6-Mg-Si;7-Zn;8-其他;EN10088 不锈钢ISO18273 铝ISO1803/EN1563 球墨铸铁分类ISO4063 焊接方法分类ISo9692 破口准备-1钢111、13、3、141、能量束焊;-2钢12;-3 Al及合金的13、141ISO9013 火焰切割质量要求ISO9013-231(u为区域2,Rz5为区域3,工件尺寸偏差1级)ISO60974 焊接电源ISO14175/EN439 熔化焊和切割用气体ISO5175/EN730 可燃气体、氧气和压缩空气规定EN1011-2 钢材电弧焊基本要求EN10083 T1 T2 T3 特殊优质钢/优质碳钢/加硼钢的技术供货条件Re大于500N/mm2钢ISO18275/EN757 111用药皮焊条(高强钢)ISO18275-A-E 62 7 Mn1Ni B TISO18276/EN12535 MSG药芯焊丝(高强钢)EN12535-T 62 5 Mn1.5Ni B M TEN12534 MSG焊丝、焊棒(高强钢)EN12534-G 62 6 M MnNi1Mo TEN14295 UP用焊丝(高强钢)Re小于500N/mm2钢ISO 2560/EN449 111用药皮焊条(碳及细)ISO2560-A E 46 3 1Ni B 5 4 H5EN12536 气焊焊丝(非合金钢和热强刚)ISO636/EN668 TIG焊中的焊棒、焊丝(非及细)ISO 636-A W 46 3 W3Si1ISO14341/EN440 实芯焊丝(非及细)ISO 14341-A G 46 5 M G3Si1ISO17632/EN758 MSG和自保护电弧焊药芯焊丝(非及细)ISO 17632-A T 46 3 1Ni B M H5ISO14171/EN756 UP用焊丝ISO 14171-A S 46 3 AB S2;ISO14171-A S 4T 2 AB S2Mo热强钢ISO3580/EN1599 111用药皮焊条(热强钢)ISO3580-A-E CrMo1 B 4 4 H5ISO21952/EN12070 UP/TIG/MSG用焊丝(1类热强钢等,2类A等)ISO21952 W CrMo1ISO14174/EN760 UP用焊剂(1类热强钢等,2类A等)ISO14174 S F CS 1 AC H10ISO17634/EN12071 药芯焊丝(热强钢)ISO17634-A-T CrMo 1 B M铝EN ISO18273焊材选择铝及铝合金实心焊丝EN ISO 18273-S Al 4043母材EN573-3 焊材选材E:DIN1732 G:DIN1732TIG 、MIG:ISO18273;ISO14175;DIN1732;EN439不锈钢和耐热钢ISO3581/EN1600 111用焊条(不锈钢和耐热钢)ISO3581-A E 19 12 2 R 3 4ISO14343 /EN12072 电弧焊用焊丝、焊棒(不锈钢和耐热钢) ISO14343-A G 20 10 3ISO17633 / EN127073 金属电弧焊药芯焊丝(不锈钢和耐热钢) ISO17633-A T 19 12 3L R M 3 其他EN10210 普通结构钢的焊接管和无缝管EN10217 具有特殊要求的碳钢焊接管EN10216 具有特殊要求的碳钢无缝管EN10219 结构钢冷制空心型材EN10208 T2 可燃液体和气体长途管道用钢管结构及生产:ISO14732/EN418 自动焊焊工考试ISO9606-1/EN287-1 熔化焊焊工考试-1钢材;-2铝及铝合金;-3铜及铜合金;-4镍及镍合金;-5钛及钛合金ISO9606-1 111 P BW 1.2 B t09 PF ss nbISO9606-2 143 T BW 21 S nm t02 D20 PA ss mbISO15609/EN288 金属材料焊接工艺规程-1电弧焊;-2气焊;ISO15614/EN288 焊接工艺评定-1钢、镍及镍合金;-2铝及铝合金;ISO15613 基于预生产焊接的工艺评定EN ISO6974 焊接位置ISO4136/EN895 横向拉伸试验的试样和试验ISO5173 弯曲试验的试验和试验ISO17639 低倍金相检验ISO 9016/EN875 冲击试验ISO9015 硬度试验ISO2553 焊缝符号ISO17635/EN12062 焊缝无损检测-金属熔化焊EN571-1 渗透检测EN1289 渗透检测验收等级ISO17638/EN1290 磁粉检测EN1291 磁粉检测验收等级ISO17636/EN1435 射线检测ISO5817 钢、镍、钛及其合金的熔化焊接头缺欠质量分级ISO10042 铝及其合金的熔化焊接头缺欠质量分级ISO9712/EN473 无损检测人员的培训与鉴定DIN18800 钢结构设计制造(即将被EN1090-1 钢结构和铝结构的施工代替)ISO14731 焊接管理—任务与职责ISO3834 金属材料熔化焊的质量要求-1选用指南;-2完整质量要求;-3一般质量要求;-4基本质量要求;-5满足2/3/4所需文件EN15085 轨道车辆焊接标准CEN ISO/TR15608 材料组别标准工艺部分火焰技术气压焊(已被闪光对焊代替):原理:圆形截面型材在加热和力的共同作用下形成焊缝。
分类:塑性气压焊(闭式);熔化气压焊(开式)。
闭式条件:焊接表面处理,加热,顶锻。
顶锻作用:1、端面塑性变形,↑接触S,促进再结晶。
2、破碎表面氧化膜。
3、将缺陷迁移到焊瘤处,排除缺陷。
加热和顶锻方式与被焊金属有关,分两类:1恒压:高碳钢焊接。
2非恒压:高Cr或非铁素体钢。
应用:1、钢轨、钢筋的焊接。
2、碳素钢、合金钢、有色金属、铸铁,铝镁合金不能焊。
6mm以下。
气焊原理:利用可燃和助燃气体混合点燃后的火焰熔化工件,向熔池填充焊丝。
应用:管道、车体结构维修、堆焊。
材料:非合金钢、低合金钢、有色金属、铸铁。
6mm以下。
左焊法:焊丝可间断送进,焊枪摆动,适用t<3mm;右焊法:焊丝搅动,焊枪不摆动,适用t>3mm,易观察熔池、易焊透、熔池受火焰保护、焊道窄、用气少。
焊丝对气焊的适应程度反映在性能上:流动性、渗透性和在熔池中的气孔倾向性。
填充材料:EN12536气焊焊丝(非合金钢和热强刚)EN12536 O III (O III 焊丝中Ni:细化晶粒)火焰矫正利用材料热胀冷缩特性。
要求材料有高塑性,效果取决于加热位置和火焰能率。
碳钢、低合金钢用600---800℃校正温度。
注意事项:了解材质,焊接性好的矫正后性能变化小;中性焰,加热深度小用氧化焰;矫正前观察变形,考虑加热位置和步骤;室外考虑日照;薄板用木槌;考虑下道工序。
应用:①点加热-管、板,厚板时点距50—100mm,D≥15mm;②平面加热-管,三通下直面段;③直线加热-板,加热宽板厚的0.5—2倍;④三角形加热-型材。
火焰加热目的:减少焊接火切割的冷却速度;降低变形阻力或改变组织。
包括:火焰矫正、预热、火焰硬化、火焰加热等热切割及坡口准备ISo9692-1 钢111、13、3、141、能量束焊;ISo9692-2 钢12ISo9692-3 Al及合金的13、141;ISo9692-4 复合钢板坡口可由机械切割和热切割加工。
根据切口形式分为垂面直线切割、斜面直线切割、曲线和曲面切割。
金属切割三个条件:1)金属燃点低于熔点;2)金属同氧气发生剧烈燃烧反应并放出足够的反应热。
3)燃烧生成的氧化物的熔点应低于该金属熔点,且流动性好。
分类:①按物理过程可分为火焰燃烧切割、溶化切割、升华切割。
②按机械化程度分类可以分手工、半机械化、全机械化和自动化切割。
③按能源分:气体热切割、气体放电电火花等离子热切割、光束激光和电子束热切割。
火焰切割原理:利用氧-燃烧火焰及切割氧进行的热切割工艺。
3—300mm范围内的碳钢和低合金钢,最好的方法是火焰切割。
所要求能量消耗最小。
较大部分热量是通过氧与所切割钢的放热反应产生的。
碳钢:可切至1.6%C,C大于0.4%需预热。
火焰切割质量技术要求ISO9013适用范围:火焰切割3—300mm,等离子切割1—150mm,激光切割0.5—400mm质量判据:直角和斜角误差u:割面高、低点的理论垂距、平均粗糙度Ry5:割纹深度。
.目视判据: 后托量n:切割方向上一条割纹的两点之间间距;边缘溶化r:切面上棱边一定形状的尺寸;垂直度:切割断面与被切割表面的垂线之间的最大偏差。
火焰切割质量的影响因素:气体、割矩、机械装置和被切割材料。
等离子切割:熔化切割,母材被离子束溶化,并吹成切槽,用于所有可熔化材料。
能量消耗大,切槽宽。
按原理分:非转移弧,转移弧,二次气体,水流束。
按气体分:空气、氧气、氮气、氩气-氢气、水射流。
气体应用:Ar(易吹出熔融物、低电离能量、低导热系数)+H2(高导热、不单用,与Ar切面质量高)切高合金钢、有色金属(铝合金、钛、钼等);N2(切面焊接易致气孔)切高合金钢、铝、钛、铜;O2(氧化金属,易吹出熔物)切结构钢;压缩空气切结构钢、铬镍钢;CO2 切高强钢。
气体保护焊ISO14175/EN439 熔化焊和切割用气体气体:R—还原性;I—惰性;M—混合气体;C—氧化性TIG焊141原理:钨极与工件之间产生电弧,使母材和填充焊棒溶化,保护气从焊枪流出,并保护钨极和焊接熔池免受侵害。