换热站检修方案样本
换热站维保维护计划

换热站维保维护计划
标题: 换热站维保维护计划
一、目的
为了保证换热站设备安全运行,提高设备使用效率和可靠性,制定本计划以保证换热站设备定期按时检查、维护和保养。
二、维保范围
换热站设备主要包括热交换器、风机、阀门、管道等。
三、维保内容
1. 热交换器
- 每月检查机体、管板泄漏无毛刺问题。
- 每季度清洗管板,检查固定件是否松动。
- 每年更换热交换管板密封件。
2. 风机
- 每月检查安全装置和结构是否正常。
- 每季度检查轮毂、轴承和齿轮是否有磨损。
- 每年维修并更换磨损件。
3. 阀门
- 每月对阀门开关作动进行检查。
- 每季度对阀体本身进行检查,更换严重磨损零件。
4. 管道
- 每月对管道进行外观检查,查闭塞和泄漏。
- 每季度对管道进行内泄漏检查。
- 每年更换严重磨损管段。
四、维保时间及人员
1. 维保时间:按以上内容实施。
2. 维保人员:安排专门维护人员负责检查保养。
3. 记录登记:对每次维保进行详细记录。
五、资金保障
为保证计划顺利实施,应将维保保养费用计入年度日常费用中予以保障。
以上就是"换热站维保维护计划"的一个样例。
你可以根据自己的情
况进行修改和完善。
换热器检修施工方案

换热器检修施工方案换热器是一种重要的热交换设备,用于实现不同介质之间的热量传递。
为确保换热器的正常运行和延长使用寿命,在定期检修时需要制定详细的施工方案。
下面是一个换热器检修施工方案的示例:一、检修前准备工作1. 正确分析和判断换热器的故障原因,确定检修目标和程度,制定检修计划。
2. 确认换热器的停用时间,并做好相关通知和安排。
3. 调查、勘察换热器的关键参数,准备检修所需的工具、设备和材料。
4. 确认安全事项,做好检修施工的安全保障工作。
二、检修施工步骤1. 停用换热器,并将其冷却至安全温度。
排空系统中的介质,做好相应的闭锁、排气等工作。
2. 拆除与换热器连接的管路和阀门,清除管道中的介质和杂物。
标记好各管道的位置和连接方式。
3. 拆除换热器上的附件,如支座、隔热层、进出口法兰等。
检查附件的损坏情况,并及时更换和修复。
4. 拆卸换热器的管束,清除管束表面和内部的污垢和腐蚀产物。
如有需要,可进行钝化和清洗处理。
5. 检查换热器的壳体和管束的密封性能,修复和更换密封件。
如有必要,进行壳体和管束的修理和加固。
6. 检查换热器的换热面积和传热效率,根据需要进行清洗和翻新处理。
可以使用高压水、化学溶剂、机械刷洗等方法。
7. 检查换热器的传热介质和冷却介质的流量和温度,调整和修复流量控制阀和调节阀。
8. 进行换热器的组装和安装,按照设备的要求和技术标准进行操作。
确保管道的正确连接和阀门的正确调整。
9. 进行换热器的试运行和性能测试,检查换热效果和运行稳定性。
根据测试结果进行调整和优化。
三、检修后工作1. 归档和记录检修施工的所有信息和数据,包括故障分析、处理方法、使用的材料和设备等。
2. 对换热器进行全面的检测和评估,制定保养和维护计划。
定期巡检并及时处理潜在故障和问题。
3. 做好清洁工作,清除施工现场的杂物和污垢,彻底清理和恢复设备周围的环境。
4. 对参与检修施工的工作人员进行评估和总结,提供培训和改进意见。
换热站检修施工方案

换热站检修施工方案1. 引言换热站是供暖系统中的核心设备之一,其正常运行对整个供暖系统的运行至关重要。
为了确保换热站的正常运行,必须定期进行检修施工。
本文档旨在提供关于换热站检修施工方案的详细说明,以确保检修施工的顺利进行。
2. 检修计划2.1 检修周期根据实际情况,换热站的检修周期一般为每年一次,建议在供暖系统的夏季停暖期进行检修。
2.2 检修内容换热站的检修主要包括以下内容:1.清理换热器:检查换热器管道是否有堵塞、磨损或者积垢等情况,必要时清洗堵塞或积垢的管道。
2.检查阀门和泄压阀:检查阀门是否正常开闭,是否存在泄漏情况,并进行必要的维修或更换。
3.检查管道连接:检查管道连接是否紧固,是否存在泄漏情况,并进行必要的维修。
4.检查水泵:检查水泵及其控制设备是否正常运行,是否存在异常噪音或振动,必要时进行维修或更换。
5.清洗水箱:清洗水箱内的沉积物,确保供水质量符合要求。
2.3 检修计划安排根据换热站检修的具体内容和工作量,需要合理安排检修计划。
以下为一个例示的检修计划安排:检修内容时间安排清理换热器第一周的星期一检查阀门和泄压阀第一周的星期二检查管道连接第一周的星期三和星期四检查水泵第二周的星期一和星期二清洗水箱第二周的星期三3. 施工方案3.1 施工准备在开始检修施工之前,需要做好以下准备工作:1.准备所需工具和材料:包括扳手、螺丝刀、密封胶、清洁剂等。
2.确保安全措施:施工人员应佩戴好相关的安全装备,确保施工过程中的人身安全。
3.2 检修施工步骤1.清理换热器:使用清洁剂和清洗工具对换热器进行清洗,确保换热器内部没有堵塞物。
2.检查阀门和泄压阀:逐一检查阀门和泄压阀的开闭情况,是否存在泄漏情况。
3.检查管道连接:逐一检查管道连接是否紧固,是否存在泄漏情况,并进行必要的维修。
4.检查水泵:对水泵进行运行检查,检查其是否正常运转,是否存在异常噪音。
5.清洗水箱:使用适当的清洁工具和清洁剂对水箱进行清洗,确保供水质量符合要求。
12换热站检修方案
*****各换热站维修工程施工方案*********分公司2018-11-5一、工程概况:本工程主要工作内容包括: A-***换热站B-**换热站二、程质量标准合格率100%三、施工步骤验收检修所需材料→准备使用工具→关闭进出水阀门→加装控制阀门→管道维修设备维修或更换→自检→验收四、施工方法:管道安装技术措施1、材料检验与验收(1)材料检验验收a、所有管道组成件材料均应符合规范及设计(或本方案)要求。
每种、每批材料均应有相应的合格质量证明书。
b 、各种钢制管材、管件,表面应平滑、光洁,不得有裂纹、缩孔、夹渣、折叠、重皮等缺陷,其锈蚀或凹陷程度不应超过其壁厚的负偏差。
陶瓷复合管内衬陶瓷不得有裂纹缺损等现象。
c、所有主要材料(含主要辅材)均须及时向监理报验,监理审批后方可使用。
2、钢管道安装(1)、钢管下料切割利坡口的加工采用氧—乙炔焰或砂轮切割机,焊条型号根据管道钢材材质选用合适型号,焊接方法采用手工电弧焊。
(2)、钢管安装顺序:先大管后小管,并行管道同时进行。
安装时,为避免破坏防腐层,一般采用软吊带或采取相应的保护措施。
(3)、连接管口管端切口应平整,端面应垂直其轴线,壁厚T>6mm时应开设V型坡口。
(4)、钢管的组对和焊接尽可能在地面上进行,并应有人监护。
(5)、管道焊接时,管内应防止穿堂风。
(6)、每焊缝在焊完后立即除去渣皮和飞溅,并将焊缝表面清理干净。
(7)、焊缝的余高应小于或等于1+0.2amm(a为焊缝宽度)。
(8)、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚的10%,且不大于2mm。
(9)、焊缝的外观不允许有裂缝、气孔、夹缝、熔合性飞溅、咬边深度不得大于0.5mm,咬肉长度小于焊缝长度的1%,且小于100mm。
外观质量不得低于Ⅳ级。
(10)管道坡度≥2‰。
(11)管道除锈时,采用角向磨光机作业,除锈标准ST3级。
除锈后,管道表面应无飞溅、熔渣、油污等杂物,并露出金属光泽。
换热站检修方案
*****各换热站维修工程施工方案*********分公司2018-11-5一、工程概况:本工程主要工作容包括:A-***换热站B-**换热站二、程质量标准合格率100%三、施工步骤验收检修所需材料→准备使用工具→关闭进出水阀门→加装控制阀门→管道维修设备维修或更换→自检→验收四、施工方法:管道安装技术措施1、材料检验与验收(1)材料检验验收a、所有管道组成件材料均应符合规及设计(或本方案)要求。
每种、每批材料均应有相应的合格质量证明书。
b 、各种钢制管材、管件,表面应平滑、光洁,不得有裂纹、缩孔、夹渣、折叠、重皮等缺陷,其锈蚀或凹陷程度不应超过其壁厚的负偏差。
瓷复合管衬瓷不得有裂纹缺损等现象。
c、所有主要材料(含主要辅材)均须及时向监理报验,监理审批后方可使用。
2、钢管道安装(1)、钢管下料切割利坡口的加工采用氧—乙炔焰或砂轮切割机,焊条型号根据管道钢材材质选用合适型号,焊接方法采用手工电弧焊。
(2)、钢管安装顺序:先大管后小管,并行管道同时进行。
安装时,为避免破坏防腐层,一般采用软吊带或采取相应的保护措施。
(3)、连接管口管端切口应平整,端面应垂直其轴线,壁厚T>6mm时应开设V型坡口。
(4)、钢管的组对和焊接尽可能在地面上进行,并应有人监护。
(5)、管道焊接时,管应防止穿堂风。
(6)、每焊缝在焊完后立即除去渣皮和飞溅,并将焊缝表面清理干净。
(7)、焊缝的余高应小于或等于1+0.2amm(a为焊缝宽度)。
(8)、管子或管件对接焊缝组对时,壁应齐平,壁错边量不宜超过管壁厚的10%,且不大于2mm。
(9)、焊缝的外观不允许有裂缝、气孔、夹缝、熔合性飞溅、咬边深度不得大于0.5mm,咬肉长度小于焊缝长度的1%,且小于100mm。
外观质量不得低于Ⅳ级。
(10)管道坡度≥2‰。
(11)管道除锈时,采用角向磨光机作业,除锈标准ST3级。
除锈后,管道表面应无飞溅、熔渣、油污等杂物,并露出金属光泽。
管道防腐:1、根据图纸要求采用两遍底漆、两遍面漆防腐。
小区换热站的维修方案
小区换热站的维修方案小区换热站是供应热水和供暖的重要设施,其正常运行对小区居民的生活和健康至关重要。
然而,由于设备使用时间的延长,换热站会出现各种设备故障和设施老化的问题,导致设备性能下降,供热效果不佳。
为了保证小区居民的热水和供暖需求,需要制定一套完善的维修方案。
首先,需要建立完善的设备维护制度。
制定设备定期检查、维护和保养的计划,明确责任人和具体的工作内容。
定期检查设备运行状况,及时发现问题并采取措施解决,防止其进一步损坏。
建立设备维护台帐,记录设备保养和维修情况,以便及时了解设备的运行情况,及时更换老化设备。
其次,需要进行设备的大修和改造。
通过对设备的大修和改造,可以提高设备的性能和使用寿命。
对老化的设备进行翻新和修复,尽可能利用现有设备资源,减少维修费用和投资成本。
同时,还可以考虑引进新的技术和设备,提高供热效率和使用安全性。
另外,还需要加强对维修人员的培训和管理。
培训维修人员熟悉设备的使用和维护,提高其技术水平和操作技能。
同时,建立健全的维修人员管理制度,加强对维修工作的监督和指导,确保维修工作的质量和效率。
最后,还需要加强与用户的沟通和反馈机制。
建立用户维修投诉反馈渠道,及时解决用户遇到的问题和困难。
通过定期与用户进行交流和座谈会,了解用户对设备使用和维修工作的意见和建议,进一步完善维修方案。
综上所述,小区换热站的维修方案需要建立完善的设备维护制度,进行设备的大修和改造,加强对维修人员的培训和管理,以及加强与用户的沟通和反馈机制。
只有这样,才能保证小区居民的热水和供暖需求,提高小区换热站的维修工作质量和效率。
换热器检修施工方案

换热器检修施工方案
一、工程概述
1.1施工范围
本工程范围换热器检修,包括换热器体内外的检修,抽检、加压检查,支架安装,绝热层检修,压力容器及其附属设备的维护及更换等工作。
1.2施工准备
检修施工之前,应对换热器进行全面检查,了解换热器的结构形式,
确定施工的模式及工艺流程,同时还要严格按照相关的技术规范进行检修
及施工准备,确保施工质量和安全施工。
二、施工方案
2.1施工流程
①拆卸换热器:将换热器从支架上拆卸下来,并按照相关要求进行拆卸;
②检测换热器:将换热器拆卸后,进行内外部的检测,确定换热器的
状况及是否有损坏情况;
③更换换热器:如果换热器内外部有损坏,则需要更换新的换热器,
以保证换热器的安全运行;
④加压检测:安装新换热器后,应对换热器进行加压检测,以确保换
热器的正常运行;
⑤绝热层检修:根据检测结果,如果发现绝热层有损坏情况,则需要
对绝热层进行检修或者更换;。
换热站检修方案
换热站检修方案
概述
换热站是城市供热系统中的核心部件,负责将热能从供热厂传输到用户家中。
为保证系统的正常运行和提升供暖效率,换热站需要定期进行检修。
本文将就换热站检修方案进行探讨。
检修周期
1.正常情况下,每个供热季结束后的2~3个月,需要对换热站进行基础清洗和全面检查。
2.对于老旧换热站,在每年维护之前,需要对重要部位进行补焊、更换老化的管件和密封材料等操作。
3.对于超过10年使用年限的换热站,在修缮维护之后,应进行全面性大检修。
预计需要10~15天时间。
检修内容
1.清洗换热站设备表面和内部积聚的灰尘、污垢等杂物。
如果需要,可以采用高压水枪清洗换热器外表面。
2.检查换热站设备管路、阀门、流量计及仪表是否正常,若有故障及时更换。
3.重新检查管道系统的密封件,并补充密封材料,确保系统不出现漏气、漏水等情况。
4.对于变温区域,需要重点检查设备是否有渗漏现象,是否存在管路冻裂等现象,及时处理。
核心注意事项
1.首先,检修过程需要注意遵循相关的安全制度,尽量采取措施保护人身和设备安全。
2.其次,在换热站关闭和重新启动期间,要严格按照规定操作,不得出现任何错误,确保设备安全启动。
3.最后,检修过程中需要做好系统运行记录和维护记录,以便每年的检修和维护,方便添加新的维修和维护内容。
总结
换热站的检修是供热系统中不可或缺的一道程序。
检修期间要严格遵照规定操作和安全要求,确保人员和设备的安全。
检修之后,还需要对设备进行一段时间的试运行,确保正常可靠。
换热器检修施工方案
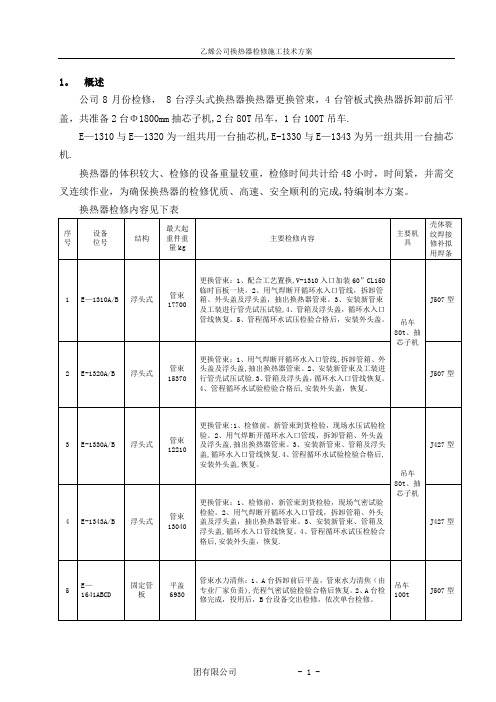
乙烯公司换热器检修施工技术方案1。
概述公司8月份检修, 8台浮头式换热器换热器更换管束,4台管板式换热器拆卸前后平盖,共准备2台Φ1800mm抽芯子机,2台80T吊车,1台100T吊车.E—1310与E—1320为一组共用一台抽芯机,E-1330与E—1343为另一组共用一台抽芯机.换热器的体积较大、检修的设备重量较重,检修时间共计给48小时,时间紧,并需交叉连续作业,为确保换热器的检修优质、高速、安全顺利的完成,特编制本方案。
换热器检修内容见下表乙烯公司换热器检修施工技术方案换热器各项技术指标见下表团有限公司 - 1 -2. 编制依据《乙烯公司检修计划》《石油化工换热器设备施工及验收规范》SH3532-95《石油化工施工安全技术规程》SH3505—19993。
检修准备3。
1检修前,应根据检修计划会同车间主管人员一起到现场最终确定检修工作内容(按车间提供检修清单)和计划工作量,熟悉现场的每一项检修内容的位置、工作量和检修难度,以便于做好各工种、各工序之间的工作协调。
3。
2根据计划工作内容编制详细的检修方案,并报车间和设备处及主管领导批准.同时,根据工作量合理组织人员和机具,排出检修计划进度表,要每一项检修内容具体落实到班组或个人.3.3根据检修计划内容,核实每项施工任务的具体位置和详细情况,对在检修时需提前搭设独立钢管式脚手架(带独立依附斜道)共16处(座)和使用吊车的任务逐项统计,具体为8台抽芯子的换热器共准备2台80T吊车、1台50T吊车,1台25T平板拖车,4台拆卸前后盖板管板式换热器共准备1台100T吊车,落实施工手段用料。
3.4 准备好检修所需的检修施工机具和材料,逐一落实检修所需材料的到货情况、数量及到货时间,认真做好到货材料、配件的检验和保管;尤其是做好抽芯子机及吊车的提前调式保养,保证施工时状态良好。
3。
5 检修前,应向所有参加检修施工人员进行详细的技术交底,明确检修的工作内容、技术要求、质量标准和时间要求.3。
采暖检修计划
采暖检修计划(一)、管工部分:一、厂区供暖系统1、全厂四个换热站检修,螺栓注油保养。
2、各换热站阀门解体检修,更换填料,检修后注油保养,达到开关灵活。
3、各换热站清扫除污器要彻底,重点是花管孔。
4、各换热站的循环水泵、凝结水泵及补水泵要解体检修,叶轮是否松动和堵塞,轴套、轴承是否完好,清冼轴承油箱后换油,检查填料,(必须保证泵填料部分不能严重漏水)泵体重新找正。
(钳工)5、各换热站配电箱检查、清扫,检查站内所有电气开关、仪表是否灵敏可靠以及照明设施是否完好,有损坏的零件要修复或更换。
(电工)6、供暖系统所有的压力表、温度计等送检,报废的要及时更换,今年必须达到所有压力表、温度计完好。
7、分厂负责的区域内的集气罐进行检修,避免热损失。
8、全厂所有外线阀门检修,更换填料,阀杆注油保养达到开关灵活。
清理井内杂物,盖好盖板,没有盖板要尽快解决。
9、塔湾小区室外采暖管网阀门解体检修。
10、各换热站及污水泵站水表检查清洗(管工),电表检查调试(电工)11、所有室外管线检查保温情况,如保温不好,需重新保温、刷油12、塔湾换热站去自来水公司支线腐蚀更换。
13、厂内换热站板式换热器三年没清扫,应清扫。
14、各换热站的安全阀重新校定、检修。
15、中心站分汽缸底部排汽阀及管线上的排汽阀不严漏汽需更换。
16、去守卫送回水约5米左右,因腐蚀严重,需更换(原卫生所支线前边)。
17、厂浴池支线腐蚀严重,应更换。
18、制氧打更室暖汽片4A1组已坏需更换1组。
19、铸钢炉前小平房休息室,送回水进户现已打卡子需更换。
20、去铸钢铲车库支线,干线至支线阀之间2寸管线现打卡子需更换。
21、金工二厂房暖汽及劳人处楼暖汽需大修,管线是建厂房时安装的,现厂房大部分管线已掐断,劳人处楼管线漏水多处现已打卡子,应报厂进行大修。
22、原车间库房,现给供应做库房暖汽进户需从干线掐死。
23、去北方管件暖汽支线管线拆除。
24、铲车室暖汽室内外回水已漏多处需更换。
换热站检修方案
*****各换热站维修工程施工方案*********分公司2018-11-5一、工程概况:本工程主要工作内容包括:A-***换热站B-**换热站二、程质量标准合格率100%三、施工步骤验收检修所需材料→准备使用工具→关闭进出水阀门→加装控制阀门→管道维修设备维修或更换→自检→验收四、施工方法:管道安装技术措施1、材料检验与验收(1)材料检验验收a、所有管道组成件材料均应符合规范及设计(或本方案)要求。
每种、每批材料均应有相应的合格质量证明书。
b 、各种钢制管材、管件,表面应平滑、光洁,不得有裂纹、缩孔、夹渣、折叠、重皮等缺陷,其锈蚀或凹陷程度不应超过其壁厚的负偏差。
陶瓷复合管内衬陶瓷不得有裂纹缺损等现象。
c、所有主要材料(含主要辅材)均须及时向监理报验,监理审批后方可使用。
2、钢管道安装(1)、钢管下料切割利坡口的加工采用氧—乙炔焰或砂轮切割机,焊条型号根据管道钢材材质选用合适型号,焊接方法采用手工电弧焊。
(2)、钢管安装顺序:先大管后小管,并行管道同时进行。
安装时,为避免破坏防腐层,一般采用软吊带或采取相应的保护措施。
(3)、连接管口管端切口应平整,端面应垂直其轴线,壁厚T>6mm时应开设V型坡口。
(4)、钢管的组对和焊接尽可能在地面上进行,并应有人监护。
(5)、管道焊接时,管内应防止穿堂风。
(6)、每焊缝在焊完后立即除去渣皮和飞溅,并将焊缝表面清理干净。
(7)、焊缝的余高应小于或等于1+0.2amm(a为焊缝宽度)。
(8)、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚的10%,且不大于2mm。
(9)、焊缝的外观不允许有裂缝、气孔、夹缝、熔合性飞溅、咬边深度不得大于0.5mm,咬肉长度小于焊缝长度的1%,且小于100mm。
外观质量不得低于Ⅳ级。
(10)管道坡度≥2‰。
(11)管道除锈时,采用角向磨光机作业,除锈标准ST3级。
除锈后,管道表面应无飞溅、熔渣、油污等杂物,并露出金属光泽。
换热站检修实施方案
换热站检修实施方案一、前言换热站是供热系统中的重要设备,其正常运行对于保障供热系统的稳定运行至关重要。
为了确保换热站的正常运行,定期的检修和维护工作显得尤为重要。
本文档旨在制定一份详细的换热站检修实施方案,以确保检修工作的顺利进行。
二、检修前准备工作1. 检查换热站设备运行情况,了解设备运行状况和存在的问题;2. 做好相关资料的整理和备份,包括设备技术资料、维修记录等;3. 确保检修人员具备相关的技术培训和操作证书;4. 准备好必要的工作工具和安全防护用具。
三、检修实施步骤1. 断开电源和介质流体,确保安全;2. 拆卸设备外壳,清洁设备表面和内部杂物;3. 检查设备管道连接情况,排查漏水和渗漏问题;4. 检查换热器表面是否有结垢和腐蚀现象,如有需要进行清洗和修复;5. 检查换热站控制系统,确保各个传感器和执行元件的正常运行;6. 检查换热站设备的绝缘情况,确保设备绝缘性能良好;7. 对设备进行润滑和保养,确保设备运行的顺畅;8. 完成检修工作后,安装设备外壳,恢复电源和介质流体。
四、检修后工作1. 记录检修过程中发现的问题和解决方法;2. 对检修后设备进行试运行和性能测试,确保设备正常运行;3. 对检修后的设备进行全面清洁和整理;4. 编制检修报告,包括检修内容、问题记录、解决方案和下次检修建议。
五、安全注意事项1. 在检修过程中,严格遵守相关的安全操作规程,确保人身和设备安全;2. 检修人员需穿戴好相应的安全防护用具,做好个人防护;3. 在检修过程中,严格控制火源和静电,避免引发火灾和爆炸事故;4. 在检修过程中,严格遵守相关的操作规程,确保设备检修工作的顺利进行。
六、总结通过本文档制定的换热站检修实施方案,可以有效地指导检修工作的开展,确保换热站设备的正常运行和供热系统的稳定运行。
同时,也能够提高检修工作的效率和安全性,为供热系统的正常运行提供有力的保障。
公司锅炉、换热站停暖后检修计划
公司锅炉、换热站停暖后检修计划本年的冬季供暖已经结束。
为确保下一个供暖季各设备能安全顺利运行,现安排对所有供暖设备进行维修保养。
下面就把本年度公司锅炉、换热站的检修计划公布如下:一、检修领导小组:组长:***副组长:***成员:*** *** ***现场指挥办公室:*** ***二、领导小组责任目标:1、监督、指导检修公司锅炉、各换热站设备的检修。
2、决定维修范围,工期把控和延时加班审核。
3、物料计划、物料发放和管理。
4、维修人员的调配协调。
5、质量检验。
6、维修人员的劳动纪律工作考核。
7、场地管理:工具管理、卫生、材料。
三、检修队伍及目标责任1、维修分为两个小队第一小队队长:***队员:***等4人第二小队队长:***队员:***等4人。
2、责任目标:(1)按计划工期,完成分配的各项任务。
(2)设备检修工作应按照“应修必修、修必修好”的原则进行,计划检修项目不能漏项、随意减项,确保检修质量达到优良。
(3)如有特殊情况不能在计划工期内完成,则应逐级申请修改计划,并按公司批准的修定后计划执行。
(4)设备检修工作结束后,按达标要求清理干净,填写台帐,做好维修记录。
⑸各小队检修工有义务接受公司安排的各种临时工作任务。
四、维修工期原则上每一个小队两个锅炉两个换热站,设定为5个工作日,总共安排20天。
遇有特殊情况由维修队长提出申请,经公司领导同意后延长维修时间。
换热站版换的清洗两个小队共同完成,设定工作量为一组板换2天。
总工期按实际工作量定,原则上不超过一个半月。
五、劳动纪律1、八小时工作、6天工作制。
8:30—12:00 13:30—18:002、指纹考勤,不迟到、不早退、有事请假。
迟到、早退、请假方法执行公司制度。
3、工作日中午不准喝酒,否则扣除当事人**元∕次,扣除队长**元∕人·次。
被公司或上级检查发现的加倍处罚。
4、各小队工作中务必遵守安全制度,如出现工伤等事故,小队负责人及管理人员承担相应责任。
换热站检修方案范文

换热站检修方案范文一、检修前准备工作1.确定检修周期:根据换热站的运行情况和设备使用年限,设定合理的检修周期,一般建议每年进行一次大规模的检修,每半年进行一次小规模的检修。
2.制定检修计划:根据检修周期,制定详细的检修计划,包括检修内容、工作步骤、工期安排等,并安排专业的技术人员进行检修工作。
3.准备检修设备:检查并准备好所需的检修设备和工具,包括安全工具、检修工具、维修材料等,确保能够顺利进行检修工作。
二、检修工作流程1.关停换热站:在检修前,需要先关停换热站的运行,切断供热、供水、回水等管路,确保操作安全。
2.清洗换热设备:根据检修计划,对所有的换热设备进行清洗,包括管道、阀门、泵等,清除其中的沉积物和污垢,确保设备的正常运行。
3.检修热交换器:对热交换器进行全面检查和维护,包括清除管道内的污垢、检查管道是否有渗漏、修复和更换破损的管道、阀门等,确保热交换器的正常工作。
4.检修泵站:对泵站进行维护和保养,包括清洗泵体、检查泵轴、轴套等部件的磨损情况,更换磨损的部件,确保泵的正常工作。
5.检修管道系统:对管道系统进行检查和维护,包括检查管道的连接是否紧固、是否有渗漏,更换老化的管道和阀门等,确保管道系统的正常运行。
6.检修控制系统:对控制系统进行检查和维护,包括检查传感器、控制面板的工作状态,更换老化和损坏的部件,确保控制系统的正常运行。
7.试运行和调试:在检修完成后,对换热站进行试运行和调试,检查各部件的工作状态和参数是否正常,确保换热站的正常运行。
8.安全检查:在检修结束后,对换热站进行全面的安全检查,包括检查电气设备、防火设施、紧急停机装置等,确保设备的安全性和可靠性。
三、检修后工作1.检修记录和汇总:对检修期间的工作情况和检修结果进行记录和汇总,包括检修的日期、内容、维修材料的使用情况、维修时间等,为下次的检修工作提供参考。
2.设备保养:对检修后的设备进行保养和维护,包括定期清洗、润滑、检查部件的工作状态等,延长设备的使用寿命。
换热站设备停运检修方案范文

换热站设备停运检修方案范文英文回答:To develop a plan for the shutdown and maintenance of a heat exchange station, several factors need to be considered. Here is a step-by-step approach to creating an effective plan:1. Assess the current condition of the equipment: Before shutting down the heat exchange station, it is essential to evaluate the condition of the equipment. This includes checking for any signs of wear and tear, leaks, or malfunctions. By identifying any potential issues, you can plan for necessary repairs or replacements during the shutdown period.2. Schedule the shutdown: Once the assessment is complete, schedule the shutdown period. It is crucial to choose a time when the demand for heat is relatively low, such as during the summer months. This will minimize theimpact on the users of the heat exchange station.3. Inform stakeholders: Notify all relevant stakeholders, including the users of the heat exchange station, about the upcoming shutdown and maintenance. Provide them with clear information on the duration of the shutdown and any alternative heating arrangements that will be made available.4. Secure alternative heating arrangements: During the shutdown period, it is essential to provide users with alternative heating options. This could include temporary heaters or connecting them to a different heat exchange station. Ensuring uninterrupted heating for the users will help minimize any inconvenience caused by the shutdown.5. Plan for necessary repairs and replacements: Utilize the shutdown period to conduct any required repairs or replacements. This could involve replacing faulty valves, cleaning or replacing filters, or conducting routine maintenance tasks. By addressing these issues during the shutdown, you can improve the overall efficiency andperformance of the equipment.6. Test the equipment: After completing the repairs and replacements, thoroughly test the equipment to ensure it is functioning correctly. This includes checking for proper heat transfer, pressure levels, and overall system performance. Conducting these tests will help identify any lingering issues that need to be addressed before resuming normal operations.7. Communicate the completion of maintenance: Once the maintenance is complete, inform all stakeholders about the successful completion of the shutdown and the resumption of normal operations. Provide them with any necessary instructions or guidelines to ensure the continuedefficient use of the heat exchange station.中文回答:制定一份换热站设备停运检修方案时,需要考虑几个因素。
换热站设备检修施工方案

换热站设备检修施工方案1. 引言换热站是供热系统中的重要设施,定期的设备检修施工对于保障换热站的正常运行非常重要。
本文档将介绍一套有效的换热站设备检修施工方案。
2. 设备检修施工前的准备工作•安全措施:检修施工前需要制定详细的安全计划,确保施工过程中的安全。
安全人员应配备并按照相关安全规范进行操作。
•设备清单:制定设备清单,明确需要检修的设备名称、数量以及型号等信息,为后续的物料准备工作提供参考。
•相关资料:查阅设备厂家提供的检修手册、技术规范以及相关资料,了解设备的结构和工作原理。
3. 施工流程3.1 检查设备状态在开始检修施工前,首先需要对设备进行全面的检查。
包括但不限于以下方面:- 外观检查:检查设备外观是否有明显的损坏或变形。
- 排水检查:排空设备内部的介质,确保安全施工。
- 电气检查:检查设备的电气系统是否正常工作,排除电气故障的风险。
3.2 拆卸设备在拆卸设备前,需要确保施工现场已做好防护措施,避免灰尘、杂物进入设备内部。
拆卸步骤如下:1. 拆卸管道连接件,如法兰、螺栓等。
2. 拆卸设备固定件,如螺栓、螺栓螺母等。
3. 使用合适的工具将设备分离。
3.3 检修设备检修设备是本施工方案的重点环节。
具体步骤如下: 1. 清洗设备:对于需要清洗的设备,使用适当的清洗剂清洗设备内部和外部。
2. 更换损坏部件:根据设备检查结果,更换损坏的部件。
确保更换的部件符合设备规范和标准。
3. 涂抹润滑剂:对于需要润滑的部件,使用合适的润滑剂进行涂抹,确保设备顺畅运转。
4. 校准设备:对于需要校准的设备,按照设备规范进行校准,确保设备运行参数准确。
3.4 安装设备在设备检修完成后,需要按照正常安装步骤进行设备的安装工作。
具体步骤如下: 1. 按照设备的安装位置进行设备摆放。
2. 连接管道:根据设备连接要求,连接设备与管道,确保连接牢固。
3. 固定设备:使用适当的工具固定设备,确保设备不会发生晃动或脱落。
换热站夏季检修计划
换热站夏季检修计划英文回答:Summer Maintenance Plan for Heat Exchange Stations.Introduction:Heat exchange stations play a crucial role in maintaining the efficient operation of heating and cooling systems. Regular maintenance is essential to ensure their optimal performance and avoid any potential breakdowns. In this article, we will outline a comprehensive plan for summer maintenance of heat exchange stations.1. Inspection and Cleaning of Heat Exchangers:The first step in the summer maintenance plan is to inspect and clean the heat exchangers. This involves checking for any signs of corrosion, leaks, or blockages. If any issues are detected, they should be promptlyaddressed to prevent further damage. Additionally, thorough cleaning of the heat exchangers will remove any dirt or debris that may have accumulated during the winter months.2. Testing and Calibration of Sensors:Sensors are critical components of heat exchange stations as they provide important data for temperature control and system regulation. It is essential to test and calibrate these sensors to ensure accurate readings. Any faulty sensors should be replaced to maintain thereliability of the system.3. Lubrication of Moving Parts:Heat exchange stations consist of various moving parts such as pumps, motors, and valves. Proper lubrication of these components is necessary to reduce friction and prevent premature wear and tear. Lubrication should be carried out as per the manufacturer's recommendations to ensure optimal performance.4. Inspection of Electrical Connections:Electrical connections within the heat exchange station should be inspected for any loose or damaged wires. Loose connections can lead to electrical failures and potential hazards. Any issues should be promptly addressed by a qualified electrician to ensure the safety and reliability of the system.5. Testing and Calibration of Control Systems:Control systems are responsible for regulating the operation of heat exchange stations. Regular testing and calibration of these systems are necessary to ensure accurate temperature control and efficient energy usage. Any malfunctions or deviations should be promptly addressed to maintain the desired performance levels.6. Cleaning and Flushing of Pipelines:Pipelines connected to heat exchange stations can accumulate sediment, rust, or other impurities over time.Regular cleaning and flushing of these pipelines will help maintain the flow rate and prevent any blockages. It is recommended to use appropriate cleaning agents and techniques to ensure thorough cleaning without causing any damage to the pipelines.7. Inspection of Safety Devices:Heat exchange stations are equipped with various safety devices such as pressure relief valves, temperature sensors, and emergency shutdown systems. Regular inspection of these safety devices is essential to ensure their proper functioning. Any faulty or malfunctioning safety devices should be replaced immediately to prevent potential accidents or system failures.Conclusion:A comprehensive summer maintenance plan for heat exchange stations is vital to ensure their optimal performance and longevity. Regular inspection, cleaning, testing, and calibration of various components will helpidentify and address any issues before they escalate into major problems. By following this plan diligently, heat exchange stations can continue to provide efficient heating and cooling services throughout the summer months.中文回答:夏季换热站检修计划。
换热站检修方案
各换热站维修工程施工方案分公司2018-11-5一、工程概况:本工程主要工作内容包括:A-换热站B-换热站二、程质量标准合格率100%三、施工步骤验收检修所需材料→准备使用工具→关闭进出水阀门→加装控制阀门→管道维修设备维修或更换→自检→验收四、施工方法:管道安装技术措施1、材料检验与验收1材料检验验收a、所有管道组成件材料均应符合规范及设计或本方案要求;每种、每批材料均应有相应的合格质量证明书;b 、各种钢制管材、管件,表面应平滑、光洁,不得有裂纹、缩孔、夹渣、折叠、重皮等缺陷,其锈蚀或凹陷程度不应超过其壁厚的负偏差;陶瓷复合管内衬陶瓷不得有裂纹缺损等现象;c、所有主要材料含主要辅材均须及时向监理报验,监理审批后方可使用;2、钢管道安装1、钢管下料切割利坡口的加工采用氧—乙炔焰或砂轮切割机,焊条型号根据管道钢材材质选用合适型号,焊接方法采用手工电弧焊;2、钢管安装顺序:先大管后小管,并行管道同时进行;安装时,为避免破坏防腐层,一般采用软吊带或采取相应的保护措施;3、连接管口管端切口应平整,端面应垂直其轴线,壁厚T>6mm时应开设V型坡口;4、钢管的组对和焊接尽可能在地面上进行,并应有人监护;5、管道焊接时,管内应防止穿堂风;6、每焊缝在焊完后立即除去渣皮和飞溅,并将焊缝表面清理干净;7、焊缝的余高应小于或等于1+0.2amma为焊缝宽度;8、管子或管件对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚的10%,且不大于2mm;9、焊缝的外观不允许有裂缝、气孔、夹缝、熔合性飞溅、咬边深度不得大于,咬肉长度小于焊缝长度的1%,且小于100mm;外观质量不得低于Ⅳ级;10管道坡度≥2‰ ;11管道除锈时,采用角向磨光机作业,除锈标准ST3级;除锈后,管道表面应无飞溅、熔渣、油污等杂物,并露出金属光泽;管道防腐:1、根据图纸要求采用两遍底漆、两遍面漆防腐;2、涂漆前管子表面应清除油垢、灰渣、铁锈、氧化铁皮等;管道按甲方供新管进行机械除锈;3、涂刷时,层间纵横交错,每层往复进行;涂漆的时间间隔应符合涂料的技术要求,漆膜厚度符合设计要求;漆膜在干燥过程中,应保持周围环境清洁,防止漆膜表面受污;4、管道防腐应在转胎上进行,两端预留150-250mm不做防腐, 以免焊接时难以清根,影响焊接质量,待安装、试压后补作;5、防腐的油漆施工根据现场条件采用刷涂的方式;6、涂底漆时,基面应于燥,基面除锈后与涂底漆的间隔时间不宜过长,不超过8小时,以防返锈;涂刷应均匀、饱满,不得有凝块,起泡现象;防腐层外观应饱满、均匀、光亮;管道拆除:1、管道拆除前,施工人员要熟悉现场周边环境,熟悉工艺流程等;2、管道拆除前,管道必须已经置换完毕,与外界装置必须采取盲板或已经切断的隔离,禁止采取阀门关闭隔离;此部分由龙化储运有限公司负责完成;3、管道拆除前,电器仪表确认已经拆除,确保电器仪表设备无电无动作;4、管道拆除前,我方安全员与施工方安全员将要拆除的是哪些管道、具体位置,对安全进行评估,确定安全防御方案;5、管道拆除前,需要通知冷轧厂安全管理人员对管道进行安全检测,特别是那些有毒有害介质管道原油、渣油、柴油、汽油等,防止发生爆炸、窒息等安全事故,签署办理安全作业票火票、高空作业票、设备内作业票等,确认无安全隐患后再进行施工;6、部分管道上带有防腐保温材料,根据现场实际情况考虑基本上不能利旧,因此不考虑保护性拆除,只考虑管道拆除方便即可;7、对每一条管线,如果采取的是保护性拆除,考虑尽量从法兰连接处进行拆除;从法兰连接处进行拆除时,由于连接的螺栓多锈蚀,因此在拆除前应至少提前4个小时在螺栓连接处喷除锈剂,这样螺栓就比较容易拆除;拆下来的螺栓如果可以再次利用的话,在管道拆除后应挂到连接法兰上以防丢失;有锈蚀的螺栓无法拆除时只能采取切割,拆下来的螺栓如果不能再次利用也要回收起来当废铁卖;对碳钢、合金钢管道可采用火焰切割,对不锈钢管道采取砂轮机切割;8、管道拆除前,首先要拆除管道支吊架,对特殊的管道支吊架进行标注;9、管道拆除,需要起重工和管工的密切配合;由于是拆除,可以考虑局部整体进行拆除,拆除时需要用吊车或者相关吊具对管道进行悬吊配合,防止发生管道倾倒、滑落等砸人事故,对于使用的吊车、吊具必须具有相应的吊装能力;10、拆除后的管道,尽量立即拉走,不能运走的在现场设置一个临时集中堆放点,便于集中管理,有利于清点和运输;此堆放点经施工方与我公司协商后确定;阀门安装:安装前的检查与试验阀门在进场后要进行外观检查,必须具有齐备的合格证明文件,严禁使用淘汰的产品,并按规定的要求进行强度和严密性试验;阀门的安装要求1、安装时应将阀门关闭,以防杂物落入阀腔内,影响阀门的严密性,位置、进出口方向正确;连接牢固,紧密、启闭灵活,朝向合理;2、所有阀门均应安装在易于操作检修处;3、在同一工程中应尽量采用相同类型的阀门,以便于识别及检修更换部件;4、铸钢阀门法兰式应将阀体刷黑漆,手轮刷红漆;铜阀门应保持阀体清洁,手轮刷红漆,同一设备上安装的阀门应排列整齐美观;5、截止阀、止回阀安装时,应注意流体流动方向,严禁装反;安装截止阀时应按低进高出的方向安装,应使介质从阀底部流入,止回阀应按阀体标志的流动方向安装;6、水平管道上安装的阀门,不得把手轮朝下安装;阀门的安装应使阀门两侧的管道处于同一中心线上,当因管螺纹加工的偏斜,法兰与管子装配焊接的不垂直,使连接管中心线出现偏斜时,严禁在阀门处冷力调直,以免损坏阀体;7、与阀门内螺纹连接的螺纹,其工作长度应比标准的短螺纹少两丝扣或采用短丝;8、安装在吊顶,管井等封闭处的阀门,均应留有活门,以便于阀门的操作与检修;换热器更换:一、依据:现场设备、工业管道焊接工程施工及验收规范GB50236-98换热器设备装配图;业主提供的施工程序文件;二、施工工艺程序:三、方法:1、施工准备:1-1、施工现场的“三通一平”已具备,设备基础已中交合格;1-2、施工方案已编制,并已审批;1-3、施工所需的机具、人员已经到位;1-4、所有用于测量的仪器已进行校核,并在使用合格周期内;2、设备基础验收及处理:2-1、设备安装前,应对基础进行检查,混凝土基础的外形尺寸、坐标位置及预埋件,应符合设计图样的要求;2-2、混凝土基础的允许偏差,应符合下列要求:2-3、预埋地脚螺栓的螺纹,应无损坏、锈蚀,且有保护措施;2-4、滑动端预埋板上表面的标高、纵横向中心线及外形尺寸、地脚螺栓,应符合设计图样的要求;2-5、预埋板表面应光滑平整,不得有挂渣、飞溅及油污;水平度偏差不得大于2mm/m;基础抹面不应高出预埋板的上表面;2-6、换热器安装后利用垫铁进行找正,因此在基础验收合格后,在放置垫铁的位置处凿出垫铁窝,其水平度允许偏差为2mm/m3、垫铁的选用及安装要求:3-1、当设备的负荷由垫铁组承受时,设备每个地脚螺栓近旁放置一组垫铁,垫铁组尽量靠近地脚螺栓;3-2、垫铁组放置尽量放在设备底座的加强筋下,相邻两垫铁组的距离宜为500m;3-3、每一组垫铁组的高度一般为30-70mm,且不超过5块,设备安装后垫铁露出设备支座底板边缘10-20mm;斜垫铁成对使用,斜面要相向使用,搭接长度不小于全长的3/4,偏斜角度不超过3度;3-4、每组垫铁组面积,应根据负荷,按下式计算:A≥CQ1+Q2104/R式中A-垫铁面积mm2;Q1-由于设备等重量加在该垫铁组上的负荷N;Q2-由于地脚螺栓拧紧所分布在该垫铁组上的压力N,可取螺栓的许可抗拉力;R-基础或地坪混凝土的单位面积抗压强度MPa,可取混凝土设计强度;C-安全系数,宜取~34、设备及其附件检查;4-1、设备及其附件进场后应进行检验,并需提供出厂合格证及安装说明书;4-2、设备开箱应有两方共同参加,按照装箱清单,逐一核实设备及零部件的名称、型号和规格;4-3、检查设备和零部件的外观和包装情况,如有缺陷损坏和锈蚀,应做出记录,并报建设单位进行处理;4-4、开箱检查完好的设备如不能马上就位,必须对设备及其零、部件和专用工具妥善保管,不得使其变形、损坏、锈蚀、错乱或丢失;4-5、设备和备件、附件及技术文件等验收后,应清点登记,并妥善保管;4-6、换热设备存放地点,应设在地势较高,易排水,道路通畅的场所;在露天存放的换热设备,应用不透明的覆盖物遮盖,所有管口必须封闭;4-7、不锈钢换热设备的壳体、管束及板片等不得与碳钢设备及碳钢材料接触混放;4-8、采用氮封或其他惰性气体密封的换热设备,应保持气封压力;4-9、设备及内件、附件检验合格后,方可进行设备及其附件的安装;5、设备安装:5-1、设备就位:5-1-1、换热设备安装前,设备上的油污,泥土等杂物均应清除干净,5-1-2、设备所有开孔的保护塞或盖,在安装前不得拆除;5-1-3、按照设计图样和对设备的管口方位、中心线和重心位置,确认无误后方可就位;设备的找正与找平应按基础上的安装基准线中心标记、水平标记对应设备上的基准测点进行调整和测量;设备各支承的底面标高应以基础上的标高基准线为基准;5-1-4、设备安装前应该核对出厂质量说明书的主要技术数据,并对设备进行复测;检查设备壁上的基准圆周线,应与设备主轴线垂直;5-2、换热器设备的找平、找正5-2-1、换热器设备安装应按基础上的安装基准线对设备上的基准点进行找正、找平;5-2-2、换热设备找正、找平的测定基准点,应符合下列规定;5-2-3、测定设备支架支座的底面标高,应以基础标高基准线为基准;5-2-4、测定设备的中心线位置及管口方位,应以基础平面坐标及中心线为基准;5-2-5、测定立式设备的垂直度,应以设备表面上0度、90度或180度、270度的母线为基准;5-2-6、测定卧式设备的水平度,应以设备两侧的中心线为基准;5-2-7、设备找平,应采用垫铁或其他调整件进行,严禁采用改变地脚螺栓紧固程度的方法;5-2-8、换热设备安装的允许偏差,应符合下列要求:5-2-9、卧式换热设备的安装坡度,应按设计图样或技术文件的要求确定;5-3、滑动支座的安装:5-3-1、滑动支座上的开孔位置、形状尺寸、应符合设计图样要求;5-3-2、地脚螺栓与相应的长圆孔两端的间距,应符合设计图样或技术文件的要求;不符合要求时,允许扩孔修理;5-3-3、换热器设备安装合格后应及时紧固地脚螺栓;5-3-4、换热设备的工艺配管完成后,应松动滑动端支座螺母,使其与支座板面间留出1~3mm的间隙,然后再安装一个锁紧螺母;5-4、管壳式换热器安装:5-4-1、安装前,换热器外部检查,应包括下列内容:5-4-2、设备壳体有无损伤;5-4-3、设备的连接管、排出管、法兰密封面等处有无变形和缺陷;5-4-4、设备接管法兰面与支座支承面是否平行或垂直;法兰的规格、型号、压力等级是否符合设计图样的规定;5-4-5、安装换热器连接管时,严禁强力装配;液面计、安全阀等附件安装前应经检查、试压、调试合格;5-4-6、换热器重叠安装时,应按制造厂的竣工图样进行组装;重叠支座间的调整垫板,应在试压合格后焊在下层换热设备的支座上;5-5、套管式换热器安装:5-5-1、换热器安装时,应保证整体水平;测定水平度,应以换热器顶层换热管的上表面为基准;5-5-2、测定换热器安装标高,应以支架底座板的下平面为基准;测定单排管的垂直度,应以一根支架柱的外侧面为基准;5-6、设备的梯子、平台安装5-6-1、设备找正找平且二次灌浆合格后方可进行设备的梯子、平台安装;5-6-2、梯子、平台安装后各项安装允许偏差为:四、安装质量控制点:1、验货设备及附件接收2、基础检查3、找正4、灌浆前检查5、内件安装6、严密性试验7、附件安装8、平台、扶梯、护栏安装9、卧式设备滑动端检查10、封闭前检查五、安全、文明施工:、安全消防保证措施本项工程严格遵守施工安全操作规程及一般建筑工程施工安全消防要求,做到以下几点:1脚手架、防护网使用前必须认真检查,经技术安全人员检查确认合格后方可使用;2配电柜或电源附近要设立安全防护措施和警告标志;3定期对安全防护设施、设备、机具、进行检查,发现问题及时处理,把安全隐患消灭在萌芽状态;4定期组织安全管理制度、操作规程、消防制度的培训学习考核,未经培训考核的人员不得地入施工现场;5进入施工现场必须戴安全帽,每天有佩带袖章的安全员值班;现场设有安全生产管理制度牌、防火须知牌、安全无重大事故计数牌、安全责任区划分牌;在主要施工部位、作业点、危险区、都必须挂有安全警示牌;6使用电气设备,必须符合技术规范和操作规程,严格防火措施,确保施工安全,禁止违章作业;施工作业用火经安全消防部门审查批准,领取用火证后,在指定的地点和时间内进行作业;7实行安全值班员制度,项目经理、专职安全员、工队长、兼职安全员所有管理人员轮流值班,巡回检查,责任到人,发现问题及时处理,安全隐患不得过夜;8认真执行安全防护规定,严格落实安全保证措施,确保本项工程绝不发、文明施工措施1施工现场架设标志牌,标明工程概况、施工工期、质量目标、项目负责人等内容;沿线两侧布置有关文明生产、环境保护常识的醒目牌,提醒施工人员搞好文明生产,维护生态环境;2人员集中地设围挡;3施工人员应礼貌待人,不准打架斗殴,要举止文明,同当地人员和睦相处;4开工前,要组织全体施工人员学习有关文明生产及环保知识,使施工人员了解保护环境、文明生产的重要意义,增强职工环保意识;5原材料运输时要用篷布遮盖,以防污染环境;6指派专人督察工地文明施工及环保措施的执行,一经发现有违规行为要立即纠正;7施工现场机械应停放有序,材料堆放整洁,采取规范化管理;建筑垃圾、生活废物、污水排放均应清运于指定场所,做到工完场清,文明施工;8施工中发现文物等要立即停工,保护好现场并及时向有关部门报告,待有关部门处理后继续施工;9对所有施工人员进行文明施工职业道德教育,防止不文明行为发生;。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*****各换热站维修工程
施
工
方
案
*********分公司
-11-5
一、工程概况:
本工程主要工作内容包括: A-***换热站
B-**换热站
C-****换热站
二、程质量标准
合格率100%
三、施工步骤
验收检修所需材料→准备使用工具→关闭进出水阀门→加装控制阀门→管道维修设备维修或更换→自检→验收
四、施工方法:
管道安装技术措施
1、材料检验与验收
( 1) 材料检验验收
a、所有管道组成件材料均应符合规范及设计(或本方案) 要求。
每种、每批材料均应有相应的合格质量证明书。
b 、各种钢制管材、管件, 表面应平滑、光洁, 不得有裂纹、缩孔、夹渣、折叠、重皮等缺陷, 其锈蚀或凹陷程度不应超过其壁厚的负偏差。
陶瓷复合管内衬陶瓷不得有裂纹缺损等现象。
c、所有主要材料(含主要辅材)均须及时向监理报验, 监理审批后方可使用。
2、钢管道安装
( 1) 、钢管下料切割利坡口的加工采用氧—乙炔焰或砂轮切割机, 焊条型号根据管道钢材材质选用合适型号, 焊接方法采用手工电弧焊。
( 2) 、钢管安装顺序: 先大管后小管, 并行管道同时进行。
安装时, 为避免破坏防腐层, 一般采用软吊带或采取相应的保护措施。
( 3) 、连接管口管端切口应平整, 端面应垂直其轴线, 壁厚
T>6mm时应开设V型坡口。
( 4) 、钢管的组对和焊接尽可能在地面上进行, 并应有人监护。
( 5) 、管道焊接时, 管内应防止穿堂风。
( 6) 、每焊缝在焊完后立即除去渣皮和飞溅, 并将焊缝表面清理干净。
( 7) 、焊缝的余高应小于或等于1+0.2amm(a为焊缝宽度)。
( 8) 、管子或管件对接焊缝组对时, 内壁应齐平, 内壁错边量不宜超过管壁厚的10%, 且不大于2mm。
( 9) 、焊缝的外观不允许有裂缝、气孔、夹缝、熔合性飞溅、咬边深度不得大于0.5mm, 咬肉长度小于焊缝长度的1%, 且小于100mm。
外观质量不得低于Ⅳ级。
( 10) 管道坡度≥2‰。
( 11) 管道除锈时, 采用角向磨光机作业, 除锈标准ST3级。
除锈后, 管道表面应无飞溅、熔渣、油污等杂物, 并露出金属光泽。
管道防腐:
1、根据图纸要求采用两遍底漆、两遍面漆防腐。
2、涂漆前管子表面应清除油垢、灰渣、铁锈、氧化铁皮等。
管道按甲方供新管进行机械除锈。
3、涂刷时, 层间纵横交错, 每层往复进行。
涂漆的时间间隔应符合涂料的技术要求, 漆膜厚度符合设计要求。
漆膜在干燥过程中, 应保持周围环境清洁, 防止漆膜表面受污。
4、管道防腐应在转胎上进行, 两端预留150-250mm不做防腐, 以免焊接时难以清根, 影响焊接质量, 待安装、试压后补作。
5、防腐的油漆施工根据现场条件采用刷涂的方式。
6、涂底漆时, 基面应于燥, 基面除锈后与涂底漆的间隔时间不宜过长, 不超过8小时, 以防返锈; 涂刷应均匀、饱满, 不得有凝块, 起泡现象。
防腐层外观应饱满、均匀、光亮。
管道拆除:
1、管道拆除前, 施工人员要熟悉现场周边环境, 熟悉工艺流程等。
2、管道拆除前, 管道必须已经置换完毕, 与外界装置必须采取盲板或已经切断的隔离, 禁止采取阀门关闭隔离。
此部分由龙化储运有限公司负责完成。
3、管道拆除前, 电器仪表确认已经拆除, 确保电器仪表设备无电无动作。
4、管道拆除前, 我方安全员与施工方安全员将要拆除的是哪些管道、具体位置, 对安全进行评估, 确定安全防御方案。
5、管道拆除前, 需要通知冷轧厂安全管理人员对管道进行安全检测, 特别是那些有毒有害介质管道( 原油、渣油、柴油、汽油等) , 防止发生爆炸、窒息等安全事故, 签署办理安全作业票( 火票、高空作业票、设备内作业票等) , 确认无安全隐患后再进行施工。
6、部分管道上带有防腐保温材料, 根据现场实际情况考虑基本上不能利旧, 因此不考虑保护性拆除, 只考虑管道拆除方便即可。
7、对每一条管线, 如果采取的是保护性拆除, 考虑尽量从法兰连接处进行拆除。
从法兰连接处进行拆除时, 由于连接的螺栓多锈蚀, 因此在拆除前应至少提前4个小时在螺栓连接处喷除锈剂, 这样螺。