盲埋孔设计规范
埋盲孔板制作工艺规范(0610)

盲埋孔板制作工艺规范1.0 目的:保证盲埋孔板生产流程设计的合理、以利于生产2.0适用范围:不同机械盲埋结构的盲埋孔板的制作方法3.0 职责:3.1工程部:负责对盲埋孔板的工艺流程及各参数工程的制定,ERP的编写。
3.2工艺部:负责评审埋盲孔板的制作能力和工艺参数。
3.3生产部:各生产工序按流程指示生产。
4.0 制作要求4.1检查客户文件,仔细分清客户的具体盲埋结构,按规范提供的结构模式设计制作4.2 确定各层所采用的正、负片效果,确定底片镜向的正确性以及底片编号指示的正确性4.3 各生产工序严格按照流程生产,仔细读明到序生产时的具体要求与注意事项4.4 工程制作4.4.1镀孔和掩孔流程的选择:4.4.1.1若是重复盲埋有同一层的,如L1-2、L1-3、L1-4等,则必须采用正片的效果,用镀孔工艺来完成线路图形与盲埋孔的制作。
4.4.1.2对于同一层线宽小于8mil要重复盲埋二次以上的必须采用镀孔工艺来完成,镀孔底片要比钻孔刀径大3mil。
4.4.1.3对于芯板直接层压的板,如果需要进行电镀流程,内层芯板可采用阴阳铜的设计流程。
4.4.1.4根据要求顾客要求铜厚,对于内层芯板的制作尽量采用掩孔电镀的方式一次性把铜厚镀够,减少镀孔流程带来的流程复杂。
例如对于铜厚要求35um,可采用18um的基铜,开料需减薄至10-12um;对于铜厚要求70um,可采用35um 的基铜直接采用掩孔电镀的方式。
4.4.1.5对于不是重复盲埋同一层的如L12、L34、L56….可采用负片效果,直接成像蚀刻压合,此时采用的直接板面电镀完工成盲埋孔的制作,所以要求铜厚进行减溥后才进行钻孔。
4.4.1.6镀孔菲林的设计需要在附边设计定位孔,以保证镀孔干膜对位的准确度。
4.4.2菲林命名:根据盲埋孔的结构将各层命名。
工程在制作资料时,在GENESIS 软件中的命名如下:4.4.2.1假如现在1、2层有机械盲孔,我们将1、2层开一张料,那么现在线路层的命名就是“CS、—2b”。
20盲、埋孔
二十盲/埋孔谈到盲/埋孔,首先从传统多层板说起。
标准的多层板的结构,是含内层线路及外层线路,再利用钻孔,以及孔内金属化的制程,来达到各层线路之内部连结功能。
但是因为线路密度的增加,零件的封装方式不断的更新。
为了让有限的PCB面积,能放置更多更高性能的零件,除线路宽度愈细外,孔径亦从DIP 插孔孔径1 mm缩小为SMD的0.6 mm,更进一步缩小为0.4mm以下。
但是仍会占用表面积,因而又有埋孔及盲孔的出现,其定义如下:A. 埋孔(Buried Via)见图示20.1,内层间的通孔,压合后,无法看到所以不必占用外层之面积B. 盲孔(Blind Via)见图示20.1,应用于表面层和一个或多个内层的连通20.1埋孔设计与制作埋孔的制作流程较传统多层板复杂,成本亦较高,图20.2显示传统内层与有埋孔之内层制作上的差异,图20.3则解释八层埋孔板的压合迭板结构. 图20.4则是埋孔暨一般通孔和PAD大小的一般规格20.2盲孔设计与制作密度极高,双面SMD设计的板子,会有外层上下,I/O导孔间的彼此干扰,尤其是有VIP(Via-in-pad)设计时更是一个麻烦。
盲孔可以解决这个问题。
另外无线电通讯的盛行, 线路之设计必达到RF(Radio frequency)的范围, 超过1GHz以上. 盲孔设计可以达到此需求,图20.5是盲孔一般规格。
盲孔板的制作流程有三个不同的方法,如下所述A.机械式定深钻孔传统多层板之制程,至压合后,利用钻孔机设定Z轴深度的钻孔,但此法有几个问题a.每次仅能一片钻产出非常低b.钻孔机台面水平度要求严格,每个spindle的钻深设定要一致否则很难控制每个孔的深度c.孔内电镀困难,尤其深度若大于孔径,那几乎不可能做好孔内电镀。
上述几个制程的限制,己使此法渐不被使用。
B.逐次压合法(Sequential lamination)以八层板为例(见图20.6),逐次压合法可同时制作盲埋孔。
首先将四片内层板以一般双面皮的方式线路及PTH做出(也可有其它组合;六层板+双面板、上下两双面板+内四层板)再将四片一并压合成四层板后,再进行全通孔的制作。
盲埋孔制作规范
文件编号:WI-QA-012深圳市迅捷兴电路技术有限公司深圳市迅捷兴电路技术有限公司Shenzhen Xunjiexing Electrontic Co.,Ltd.生效日期:2007年1月10日规范文件版本号A盲埋孔板制作规范盲埋孔板制作规范编制麦业勉日期 2007年 1月 2日 审核 日期 2007年 1月 5日 批准日期2007年 1月 10日文件编号:WI-QA-012深圳市迅捷兴电路技术有限公司Shenzhen Xunjiexing Electrontic Co.,Ltd. 生效日期:2007年1月10日 文件名:盲埋孔板制作规范 第1页 共10页 版本号:A文件更改记录表文件更改记录表序号序号 更改内容更改内容版本号版本号 更改日期更改日期生效日期生效日期编写者编写者文件名:盲埋孔板制作规范 第2页 共10页 版本号:A 1.0 目的:为盲孔板(镭射盲孔和机械盲孔)及埋孔的制作建立规范,确保盲孔板的品质。
2.0 适用范围:适用于各类盲孔板内、外层生产流程制作及工程工具制作。
3.0 职责:工程部:负责生产流程制定以及生产工具制作;生产部:负责按此规范操作并结合工序规范的相关要求进行制作;品质部:工艺工程师负责工艺规范的制定及参数优化;品质工程师负责此类型板品质监控项目的制定并培训和监督QC员工的执行;计划部:负责相关工序的发外4.0 参考文件:各生产工序之工艺规范5.0 定义:HDI--- High Density Interconnection (高密度互连)定义:第一、凡凡机械凡孔,凡凡孔凡凡0.15mm(6mil)以下(大部分为盲孔),孔环(Annular Ring or Pad or Land)之环径凡0.25mm(10mil)以下者,称为Microvia 微导孔或微孔;第二、凡PCB具有微孔,且接点(Connection)密度凡130点/inch” 以上,布线密度凡117寸/inch” 以上者,称为HDI类PCB,其线宽/间距为3mil/3mil或更细更窄。
2014-1-3盲埋孔板制作规范
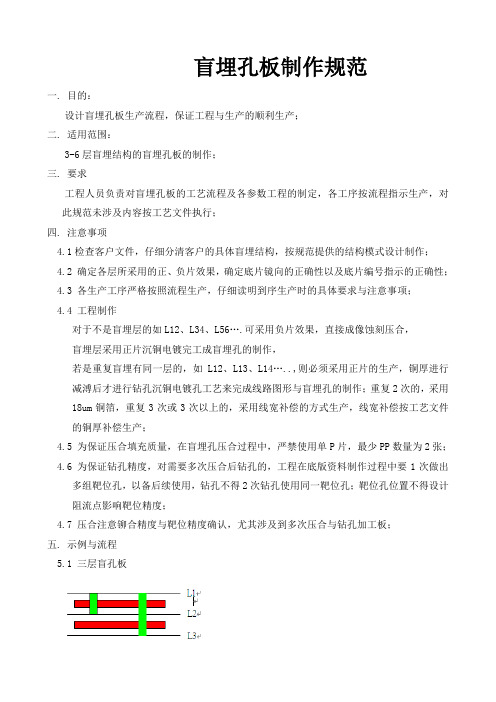
盲埋孔板制作规范一. 目的:设计盲埋孔板生产流程,保证工程与生产的顺利生产;二. 适用范围:3-6层盲埋结构的盲埋孔板的制作;三. 要求工程人员负责对盲埋孔板的工艺流程及各参数工程的制定,各工序按流程指示生产,对此规范未涉及内容按工艺文件执行;四. 注意事项4.1检查客户文件,仔细分清客户的具体盲埋结构,按规范提供的结构模式设计制作;4.2 确定各层所采用的正、负片效果,确定底片镜向的正确性以及底片编号指示的正确性;4.3 各生产工序严格按照流程生产,仔细读明到序生产时的具体要求与注意事项;4.4 工程制作对于不是盲埋层的如L12、L34、L56….可采用负片效果,直接成像蚀刻压合,盲埋层采用正片沉铜电镀完工成盲埋孔的制作,若是重复盲埋有同一层的,如L12、L13、L14…..,则必须采用正片的生产,铜厚进行减溥后才进行钻孔沉铜电镀孔工艺来完成线路图形与盲埋孔的制作;重复2次的,采用18um铜箔,重复3次或3次以上的,采用线宽补偿的方式生产,线宽补偿按工艺文件的铜厚补偿生产;4.5 为保证压合填充质量,在盲埋孔压合过程中,严禁使用单P片,最少PP数量为2张;4.6 为保证钻孔精度,对需要多次压合后钻孔的,工程在底版资料制作过程中要1次做出多组靶位孔,以备后续使用,钻孔不得2次钻孔使用同一靶位孔;靶位孔位置不得设计阻流点影响靶位精度;4.7 压合注意铆合精度与靶位精度确认,尤其涉及到多次压合与钻孔加工板;五. 示例与流程5.1 三层盲孔板1 光绘/修版确定客户要求,L1 L2 L3间要是要求注意底版图形方向等厚度,则只开1个板厚/2的芯板,另一面靠压合叠层控制,成品检验注明出货前压平;客户要求板厚超过1.2mm,内部可使用光板垫层;若L1 L2L3之间不要求等厚度,则需要开2个芯板,芯板厚度=(板厚-0.2)/2;芯板使用18um料;2 开料注意铜厚芯板厚度以及数量要求3 钻孔钻L1-2:所用程序:4 沉铜电流1.6A,镀25分钟,夹于板挂中间5 图形转移L2层用阳版,L1保留全铜双面曝光6 图形电镀电流1.6A,夹于板挂中间7 蚀刻8 中检L1、不能有缺铜9 层压L1层溢出树脂打磨,L1 盖离型膜,注意打磨力度,避免破孔口;10 铣毛边11 钻孔钻L1-L3所用程序:正常多层板定位12 以下流程正常若,盲孔在L2 L3层,流程不变,只需将上表中的L1改为L3即可;5.2 四层1阶盲孔板注意底版图形方向1 光绘/修版使用2个芯板,芯板厚度=(板厚-0.2)/2;芯板使用18um料;客户要求铜厚度的可根据需要选择钻孔前加厚或者减薄2 开料注意铜厚与芯板厚度和数量要求3 钻孔钻L1-2:L3-4所用程序:此过程分清L1-2:L3-4并做好标识说明导向孔要钻出双面板定位4 沉铜电流1.6A,镀25分钟,夹于板挂中间5 图形转移L2 L3层用阳版,L1 L4保留全铜双面曝光6 图形电镀电流1.6A,夹于板挂中间7 蚀刻8 中检L1、L4不能有缺铜9 层压L1 L4层溢出树脂打磨,L1 L4盖离型膜,注意打磨力度,避免破孔口;10 铣毛边11 钻孔钻L1-L4所用程序:正常多层板定位12 以下流程正常5.3 四层2阶盲孔板序号工序要求说明注意底版图形方向;设计多靶位1 光绘/修版无客户要求的,使用1个芯板,芯板厚度=(板厚-0.2)/2;芯板使用18um料;L3-4层间厚度超过0.5mm可以使用光板垫层;客户要求铜厚度的可根据需要选择钻孔前加厚或者减薄;L1层线路补偿2-3mil2 开料注意铜厚与芯板厚度和数量要求3 钻孔钻L1-2:4 沉铜电流1.6A,镀25分钟,夹于板挂中间5 图形转移L2层用阳版,L1保留全铜双面曝光6 图形电镀电流1.6A,夹于板挂中间7 蚀刻8 中检L1、不能有缺铜9 层压L1层溢出树脂打磨,L1盖离型膜,注意打磨力度,避免破孔口;10 铣毛边工艺边尺寸保证每边15mm11 钻孔钻L1-L3所用程序:12 沉铜电流1.6A,镀25分钟,夹于板挂中间13 图形转移L3层用阳版,L1保留全铜双面曝光14 图形电镀电流1.6A,夹于板挂中间15 蚀刻16 中检L1、不能有缺铜17 层压L1层溢出树脂打磨,L1盖离型膜,注意打磨力度,避免破孔口;18 钻孔钻L1-L4所用程序:注意靶位孔精度,保证钻孔精度19 以下流程正常5.4 四层1阶盲孔板序号工序要求说明1 光绘/修版使用2个芯板,芯板厚度=(板厚-0.2)注意底版图形方向/2;芯板使用18um料;客户要求铜厚度的可根据需要选择钻孔前加厚或者减薄注意铜厚与芯板厚度和数量要求2 开料将1半数量料送往钻孔加工L1-2,将一半数量料送往内层图转印湿膜3 内层图转晒制L3层,用阴版,L4保留全铜加工后送往中检检验,然后转层压与L1-2一起压合钻孔钻L1-2所用盲孔程序:4 沉铜电流1.6A,镀25分钟,夹于板挂中间5 图形转移L2层用阳版,L1保留全铜双面曝光6 图形电镀电流1.6A,夹于板挂中间7 蚀刻8 中检L1不能有缺铜9 层压注意铆合质量,避免错位,L1层溢出树脂打磨,L1盖离型膜,注意打磨力度,避免破孔口;10 铣毛边工艺边控制10mm11 钻孔钻L1-L4所用程序:正常多层板定位12 以下流程正常5.5 四层埋孔板序号工序要求说明注意底版图形方向;设计多靶位1 光绘/修版无客户要求的,使用1个芯板,芯板厚度=板厚-0.4;芯板使用18um料;客户要求铜厚度的可根据需要选择钻孔前加厚或者减薄;2 开料注意铜厚与芯板厚度和数量要求3 钻孔钻L2-3:4 沉铜电流1.6A,镀25分钟,夹于板挂中间5 图形转移L2 L3层用阳版,双面曝光6 图形电镀电流1.6A,夹于板挂中间7 蚀刻8 中检9 层压10 铣毛边工艺边尺寸保证每边10mm11 钻孔钻L1-L4所用程序:注意靶位孔精度,保证钻孔精度12 以下流程正常5.6 四层2阶交叉盲孔板有交叉盲埋结构的目前公司无法生产。
盲埋孔设计规范

盲埋孔设计规范埋孔設計、四層板:(A)說明:(B)說明:L1-2、L3-4L1-4L1-2、L3-4、L1-42二、六層板:(A)說明:厂機械鑽孔。
鐳射鑽孔。
機械鑽孔。
壓合IIIIL鐳射鑽孔。
機械鑽孔。
L1-2、L3-4、L5-6、L1-6L1-2、L5-6L2-5、L1-6II壓合:機械鑽孔。
(B)說明:(D)說明:L1-2、L3-6、L1-6 機械鑽孔(E)說明:23L1-2、L2-3(L1-2-3、L1-3)、L4-5、L5-6(L4-5-6、L4-6) 鐳射鑽孔。
L2-5、L1-6 機械鑽孔三、八層板:(A)說明: L1-2、L7-8L2-7、L1-8鐳射鑽孔。
機械鑽孔。
234234(C )說明:L1-4、L5-8、L1-8機械鑽孔。
(D )說明:L1-2、L3-8、L1-8機械鑽孔。
I L 1L 2 L3 L4 LI L 1L 2 L 3 L 4 LL3 L4 L^2 L 6L 1 L 2 L3L 4 LL 1L 2 L 3 L 4 LL 3 L4 L5 LL1L 2L 3 L 4 LL 1L 2L 3L 4 L(E )說明:L1-2、L2-3(L1-2-3、L1-3)、L6-7、L7-8(L6-7-8、L6-8) 鐳射鑽孔。
(F)說明: L1-2、L2-3(L1-2-3、L1-3)、L6-7、L7-8(L6-7-8、L6-8) 鐳射鑽孔。
四、(1)線寛:3 mil ,間距:線到線4 mil、線到Pad 3 mil。
(2)機械鑽孔最小尺寸:8 mil。
(孔邊距導體至少8 mil)(3)鐳射鑽孔最小尺寸:單階 4 mil (L1-2、L2-3),雙階8 mil (L1-2-3、L1-3)⑷ 各層Pac最小尺寸:鑽孔尺寸+ 12 mil (至少10 mil )。
(5)鐳射鑽孔介電層厚度限制:單階3 mil以下(L1-2、L2-3 )。
雙階5 mil 以下(L1-2-3、L1-3 )。
(機械鑽孔介電層厚度不受限制)。
PADS中盲埋孔的设计(18P)

什么是盲埋孔?
如图是一个8层板的剖面结构示意图: A:通孔(L1-L8) B:埋孔(L2-L7) C:盲孔(L7-L8) D:盲孔(L1-L3)
注:下面的例子均以8层板为例
什么是盲埋孔?
下图是在PADS Router (BlazeRouter)的 Navigator窗口中看到的盲埋孔的剖面结构图: Layer2-Layer7的埋孔 Layer1-Layer2的盲孔
比思电子有限公司
盲埋孔的走线
在您进行盲埋孔Hale Waihona Puke 布线之前,请注意以下的几个设置(续)
• 菜单Setup-Preferences- Routing的Layer Pair设置,在 走各种不同的层对间的盲埋孔 时有影响,后续详细说明。
盲埋孔的走线
当对Layer1的SMD走盲孔时,您将Layer Pair设置为Layer1- Layer2,这时如需要加V12类型的Via,因为这时可用的Via类型只有 V12和V18,而V27、V78类型是不可用的,因此有以下几种方法: • 按快捷键F4,加入V12类型Via • 键盘输入无模命令,“L2” • 点击鼠标右键,选择Add Via • 按住键盘Shift,同时点击鼠标左键
盲埋孔的走线
如果需要在SMD上打盲孔时,对于Layer1上的SMD,您必须将 Layer Pair设置为Layer1-Layer2,而对于Layer8上的SMD,您必须 将Layer Pair设置为Layer7-Layer8,按以下两种方式打盲孔: • 点击鼠标右键,选择Add Via • 按住键盘Shift,同时点击鼠标左键
比思电子有限公司
盲埋孔的走线
在您进行盲埋孔的布线之前,请注意以下的几个设置:
• 菜单Setup-Design Rules…-Default-Clearance中的Same Net 选项设置,如果您需要在SMD上打盲孔,请将其值设置为0。
有关盲孔埋孔制作工艺
有关盲孔埋孔制作工艺有关盲孔,埋孔板制作工艺一, 概述 :盲孔,埋孔板主要用于高密度,小微孔板制作 ,目的在于节省线路空间 , 从而达到减少PCB体积的目的,如手机板 ,二 , 分类:一).激光钻孔,1.用激光钻孔的原因 :a .客户资料要求用激光钻孔;b 因盲孔孔径很小<=6MIL ,需用激光才能钻孔.c , 特殊盲埋孔 ,如L1到L2有盲孔,L2到L3有埋孔,就必须用激光钻孔.2. 激光钻孔的原理:激光钻孔是利用板材吸收激光热量将板材气化或溶掉成孔,因此板材必需有吸光性 ,故一般RCC材料 ,因为RCC中无玻璃纤维布 ,不会反光 .3.RCC料简介:RCC材料即涂树脂铜箔:通过在电解铜箔粗糙面上涂覆一层具有独特性能树脂构成 . 目前我们公司关于RCC料有三个供应商: 生益公司 , 三井公司 ,LG公司材料: 树脂厚度 50 65 70 75 80 (um) 等铜箔厚度 12 18 (um)等RCC料有高TG及低TG料, 介电常数比正常的FR4小 ,例如广东生益公司的S6018介电常数为3.8 ,所以当有阻抗控制时要注意.其它具体参考材料可问PE及RD部门.4. 激光钻孔的工具制作要求:A).激光很难烧穿铜皮,故在激光钻孔前要在盲孔位蚀出跟完成孔径等大的Cu Clearance .B). 激光钻孔的定位标记加在L2/LN-1层,要在MI菲林修改页注明。
C).蚀盲孔点菲林必须用LDI制作,开料要用LDI板材尺寸。
5.生产流程特点:A). 当线路总层数为N , L2—Ln-1 层先按正常板流程制作完毕, B). 压完板,锣完外围后流程改为:--->钻LDI定位孔--->干膜--->蚀盲孔点--->激光钻孔--->钻通孔 --->沉铜----(正常工序)。
6.其他注意事项:A).由于RCC料都未通过UL认证,故此类板暂不加UL标记. B).关于MI上的排板结构, 为避免把此类含RCC料排板当假层板排板(因为菲林房制做菲林假层板和正常板有别) ,我们在画排板结构时,要注意RCC料与L2或Ln-1层分开,例如SR2711/01排板:C).IPC-6016是HDI板标准:激光盲孔孔壁铜厚:0.4mil(min).焊锡圈要求 :允许相切如果PAD尺寸比孔径大5mil以下,要建议加TEARDROPD).板边>=0.8”二).机械钻盲/埋孔:1.适用范围:钻嘴尺寸>=0.20mm时可考虑用机械钻孔;2.关于盲埋孔的电镀方法(参照RD通告TSFMRD-113): A).正常情况下,任何层线路铜面只可1次板电镀+1次图形电镀; B). 正常情况下,全压板流程完成后,板厚>=80MIL ,通孔需板电镀+图形电镀,因此, 盲孔电镀时外层板面不能板电镀.C).满足上述两条件后,盲孔的电镀按如下方法进行:I).外层线路线宽度大于6MIL ,且通孔板厚小于80MIL时,在盲孔电镀中外层板面可整板电镀II).外层线路线宽大于6MIL , 但通孔板厚大于80MIL时,在盲孔电镀中外层板面需贴膜保护板面;III).外层线路线宽小于6MIL , 且通孔板厚>=80MIL时,在盲孔电镀中外层板面需贴膜保护板面;3. 贴膜的方式:1) 盲孔纵横比<=0.8 (L/D)时,外层板面贴干膜整板曝光,内层盲孔板面整板电镀 , 2) 盲孔纵横比>0.8时(L/D) 时,外层板面贴干膜盲孔曝光, 需制作电镀曝点菲林或LDI曝光 ,内层盲孔板面整板电镀.4. 盲孔曝点的方法:1) 盲孔<=0.4MM (16MIL)时,用LDI曝盲孔,2) 盲孔>0.4MM (16MIL)时,用菲林曝盲孔,5. 埋孔贴膜方式 :1) 当埋孔面的线宽<=4MIL时,埋孔板面需贴膜曝点,2) 当埋孔面的线宽>4MIL时 , 埋孔板面直接板电镀 ,6. 注意事项 :1) 纵横比中 L/D : L=介质厚+铜厚 , D=盲孔/埋孔直径 .2) 盲孔/埋孔电镀菲林 : * 曝光点的直径D=D-6 (MIL) .*曝光点菲林加对位点 , 其坐标与外围参考孔一致 . 3) 需贴膜的盲孔在电镀时一般使用脉冲电流 (AC) .三.盲孔板需注意的一些特别要求 :1.树脂塞盲孔: 当埋孔尺寸较大时并且孔数较多, 压板时, 填满埋孔需要很多树脂, 为防止其影响压板厚度, 经R&D要求时, 可在压板前用树脂将埋孔预先塞住, 塞孔方式应可参照绿油塞孔.2. 外层有盲孔时 ,a. 因压板时外层会有胶流出 ,所以在压板后需要有一除胶工序;b. 因外层干膜前会清洁板面,有一磨板工序,化学沉铜很薄,仅 0.05MIL 到0.1MI 故很容易在磨板时磨掉, 所以我们会加一板电镀工序,加厚铜.其相关工序如 : 压板除胶钻孔沉铜板电镀干膜图形电镀 .3. 另外在做层数高的盲孔板时可能会到用PIN-LAM压板,但要注意只有 CORE 的厚度小于30MIL时, 我们的机器才能打PIN-LAM孔 , 例如 : PR4726010 ,我们用的就是普通压板 .4. 关于盲孔板板边 ,考虑有多次压板 ,及工艺孔较多 ,所以尽量把板边留到0.8”以上.5. 在写LOT卡时 ,关于副流程 ,即要写单个副流程的排板结构 ,还要在特别要求里写上主流程的排板结构 ,为的是方便下面工序.6. 在写LOT卡时 , 在有盲孔干膜是放在内层做或外层做,举例说明一下 :L 1L 2A如CORE的A厚度大于12MIL(不含铜厚) , 就放到外层做 , 如CORE的A厚度小于12MIL(不含铜厚) , 就放到内层做 ,。
盲埋孔制作规范

文件编号:WI-QA-012 生效日期:2007 年 1 月 10 日 第 3 页 共 10 页 版本号:A
镭射盲孔板(第一种类型)
镭射盲埋孔板(第二种类型)
L1 L2/L3 L4/L5 L6
L1 L2 L3/L4 L5 L6
2、工艺流程:
A、第一种类型盲孔板工艺流程:
按照普通板完成内层层压 镭射凡孔 沉铜+板镀
的埋孔层光成像的对位孔;
深圳市迅捷兴电路技术有限公司
Shenzhen Xunjiexing Electrontic Co.,Ltd.
文件编号:WI-QA-012 生效日期:2007 年 1 月 10 日
文件名:盲埋孔板制作规范
第 5 页 共 10 页 版本号:A
E、镭射盲孔凡带制作时,必须凡其次表层设置对位靶标(详见盲孔管位图);
3、注意事项:
A、2+2 类型:工程对于此类盲孔板内层芯板的基铜选择的原则为:将芯板基铜选
择比客户要求铜厚≤18UM,譬如:客户要求内层铜厚为 35um,那么工程选择
18um 规格芯板,如果客户要求 70um,那么工程必须选择 35um,然后沉铜+板镀,
将内层铜厚镀够 70um;
B、当 N+N 的叠层结构≥5 层时,工程设计管位过程中,必须分别设置两套层压铆
偶数叠层(如 4+4、6+6 等)
L1 L2/L3 L4 P 片(禁止单张) L5 L6/L7 L8
2、工艺流程
不对称叠层(如 4+2、5+3 等)
L1 L2/L3 L4/L5 P 片(禁止单张) L6/L7 L8
A、2+2 类型常规流程:
开料 凡孔 沉铜+板镀 镀孔 内光成像 内蚀刻 下流程
pcb过孔规则

pcb过孔规则PCB过孔规则是指在PCB板设计中,用于连接不同层之间电气连接的金属孔。
通过这些过孔,可以实现通孔、盲孔和埋孔等不同的设计要求。
为了保证PCB过孔的可靠性和稳定性,需要遵循一定的设计规则和参数。
下面是关于PCB过孔规则的一些参考内容。
首先,关于PCB过孔的尺寸和形状。
一般情况下,通孔的直径应大于等于0.25mm,盲孔和埋孔的直径应大于等于0.15mm。
同时,过孔的形状应该是圆形,因为圆形过孔对导电和布线性能的影响是最小的。
其次,关于过孔的位置和布局。
过孔应尽量远离边缘和负载位置,以避免过孔边缘受力过大导致失效。
同时,过孔之间应保持一定的间距,避免出现短路或干扰。
过孔的布局应根据不同层之间的信号传输和供电需求来进行优化,以满足设计要求。
再次,关于过孔的连接方式。
通孔的连接方式一般为穿孔连接,即穿过所有PCB层,以保证电气连接的可靠性。
而盲孔和埋孔的连接方式则是部分穿孔,只连接部分PCB层。
连接方式的选择应根据具体需求和成本考虑。
另外,关于过孔的垂直度和孔壁质量。
过孔的垂直度指的是孔的轴线与板的垂直度,一般要求在0.2mm以内。
过孔孔壁的质量也是关键,过孔孔壁应光滑,没有毛刺和疏松。
这可以通过合适的加工工艺和检测手段来保证。
此外,关于过孔的层数限制。
过孔的层数限制一般由成本和制造工艺决定。
对于常规的双面板和多层板,过孔层数一般不超过6层。
如果需要更多层的过孔,可以选择盲孔或埋孔的设计方式。
最后,关于与过孔相关的设计注意事项。
设计时应避免过度使用过孔,因为过多的过孔会增加布线难度、成本和信号完整性的风险。
在设计高速信号传输线路时,还需要考虑过孔对信号的耦合和串扰的影响,以及遵循信号完整性规则。
综上所述,PCB过孔规则是保证PCB制造和布局的重要一环。
通过合理选择过孔尺寸、布局、连接方式,并保证过孔的质量和位置,可以提高PCB的可靠性和稳定性。
在设计过程中,还应注意使用过孔的数量和位置,以及过孔对信号完整性的影响。
盲埋孔设计规范标准

盲 埋 孔 設 計 原 則一、四層板:(A )說明: L1-2、L3-4、L1-4機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~(B )說明: L1-2、L3-4 鐳射鑽孔。
L1-4 機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~~~~~~~~二、六層板:(A )說明: L1-2、L5-6L2-5、L1-6鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L3-4、L5-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~(C )說明: L1-3、L4-6、L1-6機械鑽孔。
L1 L2 L3~~~~~~~L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L4 L5 L6~~~~~~~(D )說明: L1-2、L3-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6L3 L4 L5 L6~~~~~~~~~~~~~~~~~~~~~(E )說明: L1-2、L2-3(L1-2-3、L1-3)、L4-5、L5-6(L4-5-6、L4-6)鐳射鑽孔。
L2-5、L1-6 機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~三、八層板:(A )說明: L1-2、L7-8L2-7、L1-8鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L2 L3 L4 L5 L6 L7~~~~~~~~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L7-8、L3-6、L1-8機械鑽孔。
盲埋孔制作
DRILLING
INNER LAYER IMAGE
PTH
INNER LAYER IMAGE ( L2 )
PTH
INNER LAYER IMAGE ( L7 )
SHEARING
D/F PHOTO IMAGE ( L2 , L3)
LAMINATION
LASER DRILL
CNC DRILL
PANEL PLATING
D/F PHOTO IMAGE (OUTER LAYER)
LIQUID SOLDER MASK
HOT AIR LEVELING
P 24ห้องสมุดไป่ตู้30
盲 埋 孔( IVH ) 板 製 作
L2-L3 INNER LAYER IMAGE ( L2)
LAMINATION
DRILLING ( L1-L3 )
PTH
INNER LAYER IMAGE ( L3 )
L4-L5
INNER LAYER IMAGE ( L5 )
LAMINATION
DRILLING ( L4-L6 )
PTH
INNER LAYER IMAGE ( L4 )
LAMINATION
D/F PHOTO IMAGE (OUTER LAYER)
ROUTING
PTH
CNC DRILL
LIQUID SOLDER MASK
ELECTRICAL TEST
O .Q. C.
P 17/30
盲 埋 孔( IVH ) 板 製 作
Blind Via Process
SHEARING
LAMINATION
DRILLING ( L1-L6 )
盲孔的制作标准修改
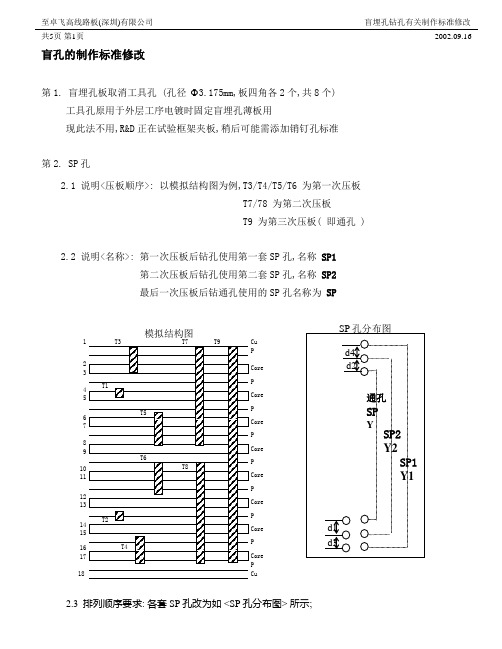
盲孔的制作标准修改第1. 盲埋孔板取消工具孔 (孔径 3.175mm,板四角各2个,共8个) 工具孔原用于外层工序电镀时固定盲埋孔薄板用现此法不用,R&D正在试验框架夹板,稍后可能需添加销钉孔标准第2. SP孔2.1 说明<压板顺序>: 以模拟结构图为例,T3/T4/T5/T6 为第一次压板 T7/78 为第二次压板T9 为第三次压板( 即通孔 )2.2 说明<名称>: 第一次压板后钻孔使用第一套SP孔,名称SP1第二次压板后钻孔使用第二套SP孔,名称SP2最后一次压板后钻通孔使用的SP孔名称为SPCuPCorePCorePCorePCorePCorePCorePCorePCoreP18 Cu模拟结构图2.3排列顺序要求: 各套SP孔改为如 <SP孔分布图> 所示;2.4各套SP孔Y值不得为等差数列 (Y1-Y2) ≠ (Y2-Y), 即 d1≠d3 或 d2≠d4;2.5 上下板边最小值是: 两套SP孔, 所需板边为 1.0” (min)三套SP孔, 所需板边为 1.4” (min)计算依据是:2.5.1 SP孔中心到单元 0.25” (min);2.5.2 SP孔中心到板边0.25” (min);2.5.3 相邻SP孔中心间距d (d1-d4) 为 0.4” (min) 且需满足 2.4 点2.6 上下对齐的SP孔并不需要处于整板中轴线上如SP孔在板中线上, 钻孔时可能因为会将板放反导致报废(按偏离板中轴线制作的情况已持续数年, 并无收到意见或反馈)3.1其名称与SP一一对应, 如RG1,RG2,RG(通孔)等;3.2在板边的分布顺序亦同相应SP孔, 但无需与SP平齐3.3每套RG孔个数与位置等要求如右 RG孔分布图3.3.1 RG1 的位置,个数与相应层数的普通板相同;(例如 4层的盲埋孔板只需每边一个RG孔)3.3.2 RG2, RG则需要考虑:如对称排版, RG孔每边四个如不对称排版, 则其孔数同相应层数的多层板第4. MI 中盲埋孔需有定位尺寸MI 上盲埋孔的孔位图应标出某孔到单元边(或套板边)的距离,钻孔检测时方可定位第5. 铜皮锣带标准更改5.1其名称与SP一一对应, 如 CR1,CR2, CRT(通孔)等;5.2 随压板次数, 由外向里, 每边依次锣去100mil以下为ME内部制作标准第6. 4F 与 3F 自动曝光机孔6.1盲埋孔钻带中不用加;6.2通孔钻带中需此两类孔;6.3位置: 以通孔板(即最后一次)的锣铜皮后板边为准, 遵循其孔到边的距离要求6.4 参考文件: 2月22日 R&D 关于盲孔板的生产流程会议记录 TSFMRD-151二. 工具孔的制作 4. (2)第7. SPET-P层7.1SPET-P 层中不再包含所有定位SP孔, 改为多个SPET-P层各含一套SP孔;7.2其命名与SP孔也是一一对应含SP1 的, 名称为: SPET-P1含SP2 的, 名称为: SPET-P2 ,依此类推含SP 的, 名称为: SPET-P共5页第4页 2002.09.16共5页第5页2002.09.16。
盲孔板工程制作规范

盲埋孔板工程、工艺制作规范1.0 目的:保证盲埋孔板生产流程设计的合理、以利于生产2.0适用范围:不同盲埋结构的盲埋孔板的工程制作3.0 职能工程人员负责对盲埋孔板的工艺流程及各参数工程的制定,《盲埋孔制造说明》的编写,各序按流程指示生产对规范上没有例出的请按示例设计合理的流程4.0 工作程序4.1检查客户文件,仔细分清客户的具体盲埋结构,按规范提供的结构模式设计制作4.2 确定各层所采用的正、负片效果,确定底片镜向的正确性以及底片编号指示的正确性4.3 各生产工序严格按照流程生产,仔细读明到序生产时的具体要求与注意事项4.4 工程制作对于不是重复盲埋同一层的如L12、L34、L56….可采用负片效果,直接成像蚀刻压合,此时采用的直接板镀完工成盲埋孔的制作,所以要求铜厚进行减溥后才进行钻孔若是重复盲埋有同一层的,如L12、L13、L14…..,则必须采用正片的效果,用镀孔工艺来完成线路图形与盲埋孔的制作。
对于同一层线宽小于8mil要重复盲埋二次以上的必须采用镀孔工艺来完成,镀孔底片要比钻孔刀径大2mil。
采用干膜封孔蚀刻必须保证有5mil以上的封孔环因采用的是传统的制作方法,其涉及多次的压合与钻孔,这就要求分次采用不同的定位孔来管制定位,所以必须每次采用不同的定位孔来做钻孔的定位。
依据所需钻孔的次数来确定定位孔数目在二层制用专用的靶位底片,第一次全做好,以后逐次使用。
各层相应位置不能有阻流点,影响其冲靶位孔的效果有交叉盲埋结构的目前公司无法生产。
如图所示4层板盲埋结构无法生产:超过四次以上的压合、钻孔不能生产!若芯板0.13mm的要求盲埋不能生产!5.0生产制作5.1各序严格按生产流程生产5.2 各层的相应板厚仔细测量、相应的底片要仔细检查其编号的正确性5.3对镀孔时要据板的大小与所镀孔数目确定其电流,先以2-3A电流镀40分钟,观察其铜厚确定5.4蚀刻工序要认真做好首板因铜厚通过板镀有不均的现象5.5检查时用干膜盖住的大铜面不通有露铜点、盲孔偏破不要理会5.6字符时要仔细调位,因不同的盲埋结构其板曲不一样5.7盲埋孔板曲不能过1 .5%6.0各种板的盲埋结构6.1四层板第一种结构此种结构按下方法生产:L2、L3正常的内层底片,所要求盲的孔保证底片盘比钻孔大5mil,以利于掩孔L1空白底片与L2按外层线路对位;L4空白底片与L3按外层线路对位;不用夹边对铜箔进行减溥处理其制造说明如下:盲埋孔板制造说明工号:层客户名:客户号:交货日期:交货时间:交货地点:发货方式交货数:拼板数:投料数:审核:成品厚度成品尺寸:内层铜厚外层铜厚:工程审核:入库:发货:库存:工程设计:全板盲埋结构:全板叠层结构:第二种结构此结构按以下方法生产:L1-2盲时:L1不用底片、L2负片效果的内层线路底片,有马氏兰定位孔,不用夹边L1-3盲时:L1-3的盲孔孔位底片, 孔位比钻孔大2mil,要有导电边;L3正片效果的线路底片,有马氏兰定位孔底片不用夹边其制造说明如下:第三种结构此结构按以下方法生产:L2与L3正常内层底片,保证盲孔有5MIL以上的焊环掩孔L2、L3不用夹边其制造说明如下:6.2六层板结构第一种结构此结构按以下方法生产:L2、L5负片的内层底片,要求所盲的孔有5MIL以上的环掩孔;L3、L4正常底片夹边,要注意底片的镜向其它内层底片不用夹边其制造说明如下:第二种结构此结构按以下方法生产:L1-3的镀孔底片;L6-4的镀孔底片L3-2出空白底片,要求有马氏兰孔;L2、L5负片内层底片;L2与L3-2正常夹边L5-4出空白底片,要求有马氏兰孔;L3、L4正片内层底片;L4-5与L5正常夹边其制造说明如下:第三种结构此种结构按如下方法生产:所有的内层底片保证所埋孔孔有5MIL以上的环掩孔,正常按内层底片出,不用夹边。
盲埋孔技术

d.L1-8层压板: - 加天那纸或Paco-via阻挡埋盲孔流胶,分 隔钢板与PCB. - 板面除胶磨板面. - PTH line除板面胶,然后磨干净板面.
(3).流程解析:
a.钻L1-2&L7-8盲孔: - L1-2&L7-8盲孔钻带须加补偿. - 板边须有层数标志.
b.L1-2&L7-8盲孔电镀: - 与正常图电要求可能不一样,须依lot卡 及MI要求做.
c.L2,L3,L6,L7内层制作: - L2,L3,L6,L7为内层菲林. - L1,L4,L5,L8为工具孔菲林. - 盲孔层之内层菲林补偿须与钻盲孔的补偿 一致. d.L1-4&L5-8压板: - 须加天那纸或Paco-via分隔钢板和PCB. e.测量L2,L3,L6,L7层x,y方向的x光点: - 所测数据为确定L1-4&L5-8盲孔钻带补偿数 及L4-5内层菲林补偿.
埋孔结构: L5-10埋孔
压板测L6,L8,L9x,y方向的X光点值冲SP孔 锣板边钻L5-10埋孔L5-10埋沉铜L5-10 埋孔电镀L2,L3,L4,L5,L10,L11,L12,L13内层 制作棕化L1-14层压板钻L1-14层通孔 正常流程
三.盲/埋孔板制作流程实例讲解:
1.一次盲孔板(SR2066):
(1).排板结构:
5mil H/H oz 1080 x 1 4mil H/H oz 1080 x1 5mil H/H oz
盲孔结构 L1-2 & L5-6盲孔
(2).制作流程: 界料 钻L1-2&L5-6盲孔 L1-2 & L5-6盲孔沉铜 L1-2&L5-6盲孔电镀 L2,L3,L4,L5内层制作 压板 锣板边 板面除胶磨板面胶 钻L1-6通孔正常流程 (3).流程分析: a.钻L1-2 & L5-6盲孔: - 盲孔钻带须加补偿. - 板边须有层数标记.
盲埋孔板设计准则(no)已修改

397盲孔板设计准则- I –A1
华通计算机(惠州)有限公司
□办法 规范
397盲孔板设计准则- II –A1 背景沿革一览表
397盲孔板设计准则- III –A1 修订一览表
397p/n盲孔板设计准则
一目的:
针对客户别提出盲孔的设计准则供制前工程组设计遵循
二适用对象:
2-1适用客户:397p/n盲孔板
2-2盲孔结构:6层板由3张双面板所构成,其中L1-2及L5-6钻盲
孔,如下图
3-2-3发料尺寸示意图:
3-4内外层生产流程:内层双面板尽量走内层制程(内层tenting),走外层制程需询问
3-6W/F制作:
3-6-1内层需制作全白底片:内层板L1及L6分别提供保留铜面之全白W/F 3-7添加相关toolinghole
3-7-1
3-7-4钻孔箭靶:添加一组钻孔箭靶,靶中心距外层裁板边0.500”
3-7-5铆钉孔:内层板钻出铆钉孔供AOI检验及压板上pin用
铆钉孔中心距发料板边0.450”
3-8其他注意事项:
3-8-1制程/底片设计:A/R及孔径依下表设计
3-8-2底片设计及CAM制作:内层独立pad
内层不钻盲孔:删除内层独立pad
内层不钻盲孔:外层W/F上,钻盲孔的独立PAD不可删除,其余独立PAD全部
除删。
盲埋孔 设计

要,所以我们要改变一下设计和生产.
下面我们来看一下二阶怎么做
2) ( 1-2 + 3-4 ) + ( 5-6 + 7-8 ) 这里首先同样也要把这4块两层板打孔(也就是盲埋孔),分别就有1-2 \ 7-
首先你要了解多层板是怎么做出来的,理解那些孔是怎么加工的才能做盲埋孔的pcb设计,现在多层板一般是由板直接压合再打孔就可以了,很简单(注意板子的厚度和
孔径的大小比例设计:当孔的深度超过钻孔直径的6倍时,就无法保证孔壁能均匀镀铜),有盲埋孔的就比较麻烦
做了1-6就做不出3-8的孔了啊,还有一些人更加过份,还设计有1-3和5-7这样的孔,你要工厂怎么加工?用3层
板和1层板压合?
相信大家看了应该会有所帮助
在protel99se里,按 O + K 后在右下角有一个Drill Pairs的按钮,你可以在那里面设置钻孔对,这样你走线换
层的时候只要满足这个里面的钻孔对设置,软件就会自动帮你加那个盲埋孔的
8这样两种盲孔和\ 3-4 \ 5-6 这样两种埋孔,然后把( 1-2 + 3-4 )压合打孔,就有了1-4的盲孔了,再把( 5-6
+ 7-8 )压合打孔,就有了5-8的盲孔了,再把这两块4层板压合打孔,就有1-8的通孔了,这样虽然多了两种孔,但
是压合了两次,生产比较复杂,不良率很高,很少有工厂愿意做
3) ( 1-2 + 3-4 + 5-6 ) + 7-8 或者 1-2 + ( 3-4 + 5-6 + 7-8)我就不多说了
盲埋孔Laser drill 设计规范
关于RCC板料
C.Vendor:三井/mica � RCC80T12 (Size:16"x18") � RCC80T12 (Size:16“x21”),需通知RD查库存是否 有料。 � 其他RCC � ( RCC100T12/RCC65T12/RCC60T12 RCC100T18/RCC65T18/RCC60T18/RCC80T18) 需事先提出,确定必须用,通知RD/PMC订货
2010-11-23
盲埋孔/激光钻孔板设计规范
13
第四节.工艺要求
减铜工艺要求 对于盲孔电镀 ,我们目前通常采用三种方 法 薄板架使用要求和条件
2010-11-23
盲埋孔/激光钻孔板设计规范
14
•减铜工艺工艺要求
由于板电镀时双面同时电镀,在要求层加厚镀铜的 同时,在另外一层也会被加厚镀铜。如果镀铜太 厚,将会影响随后的线路制作,所以有必要将镀铜 层减薄。减铜遵循如下原则: A,符合客户要求的完成线路铜厚度; B,在满足条件A的情况下,以公司生产能力为基 础,综合考虑Master设计最小线宽 /线间。
�
2010-11-23
盲埋孔/激光钻孔板设计规范
8
第三节:流程
一). 机械钻孔 副流程:副流程的特点是在做完该流程后必须再经历压 板工序。 主流程:主流程的特点是在经过压板之后可以按照常规 双面板的流程制作 。 遵循原则: 1,一个基板对应一个副流程; 2,每一盲、埋孔的制作对应一个副流程 3,基板副流程与盲埋孔副流程完全重叠时只取其 一;
30
二). Laser • 简介:
Drill
机械钻孔提供的最小钻咀 size为0.2mm, 要求钻咀尺 寸更小时则考虑 Laser Drill。 激光钻孔是利用板材吸收激光能量将板材气化或者熔 掉成孔,故板材必须具有吸光性。 激光很难烧穿厚铜皮,因此须在激光钻孔位事先 蚀出Cu clearance。利用此种特性可以精确控制钻孔深 度以及钻孔位置、钻孔大小。
盲埋孔设计规范

盲 埋 孔 設 計 原 則一、四層板:(A )說明: L1-2、L3-4、L1-4機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~(B )說明: L1-2、L3-4 鐳射鑽孔。
L1-4 機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~~~~~~~~二、六層板:(A )說明: L1-2、L5-6L2-5、L1-6鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L3-4、L5-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~(C )說明: L1-3、L4-6、L1-6機械鑽孔。
L1 L2 L3~~~~~~~L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L4 L5 L6~~~~~~~(D )說明: L1-2、L3-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6L3 L4 L5 L6~~~~~~~~~~~~~~~~~~~~~(E )說明: L1-2、L2-3(L1-2-3、L1-3)、L4-5、L5-6(L4-5-6、L4-6)鐳射鑽孔。
L2-5、L1-6 機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~三、八層板:(A )說明: L1-2、L7-8L2-7、L1-8鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L2 L3 L4 L5 L6 L7~~~~~~~~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L7-8、L3-6、L1-8機械鑽孔。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
盲 埋 孔 設 計 原 則一、四層板:(A )說明: L1-2、L3-4、L1-4機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~(B )說明: L1-2、L3-4 鐳射鑽孔。
L1-4 機械鑽孔。
L1 L2 L3 L4L1 L2 L3 L4~~~~~~~~~~~~~~二、六層板:(A )說明: L1-2、L5-6L2-5、L1-6鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L3-4、L5-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~(C )說明: L1-3、L4-6、L1-6機械鑽孔。
L1 L2 L3~~~~~~~L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L4 L5 L6~~~~~~~(D )說明: L1-2、L3-6、L1-6機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6L3 L4 L5 L6~~~~~~~~~~~~~~~~~~~~~(E )說明: L1-2、L2-3(L1-2-3、L1-3)、L4-5、L5-6(L4-5-6、L4-6)鐳射鑽孔。
L2-5、L1-6 機械鑽孔。
L1 L2 L3 L4 L5 L6L1 L2 L3 L4 L5 L6~~~~~~~L2 L3 L4 L5~~~~~~~~~~~~~~~~~~~~~三、八層板:(A )說明: L1-2、L7-8L2-7、L1-8鐳射鑽孔。
機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L2 L3 L4 L5 L6 L7~~~~~~~~~~~~~~~~~~~~~~~~~~~~(B )說明: L1-2、L7-8、L3-6、L1-8機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L3 L4 L5 L6~~~~~~~~~~~~~~~~~~~~~(C )說明: L1-4、L5-8、L1-8機械鑽孔。
L1 L2 L3 L4 ~~~~~~~L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~~~~~~~~L5 L6 L7 L8~~~~~~~~~~~~~~(D )說明: L1-2、L3-8、L1-8機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8L3 L4 L5 L6 L7 L8~~~~~~~~~~~~~~~~~~~~~~~~~~~~(E )說明: L1-2、L2-3(L1-2-3、L1-3)、L6-7、L7-8(L6-7-8、L6-8)鐳射鑽孔。
L2-7、L1-8 機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L2 L3 L4 L5 L6 L7~~~~~~~~~~~~~~~~~~~~~~~~~~~~(F )說明: L1-2、L2-3(L1-2-3、L1-3)、L6-7、L7-8(L6-7-8、L6-8)鐳射鑽孔。
L3-6、L1-8 機械鑽孔。
L1 L2 L3 L4 L5 L6 L7 L8~~~~~~~L2 L3 L4 L5 L6 L7L3 L4 L5 L6~~~~~~~~~~~~~~~~~~~~~~~~~~~~L1 L2 L3 L4 L5 L6 L7 L8四、(1)線寛:3 mil ,間距:線到線 4 mil 、線到Pad 3 mil 。
8 mil)(2)機械鑽孔最小尺寸:8 mil 。
(孔邊距導體至少 (3)鐳射鑽孔最小尺寸:單階4 mil (L1-2、L2-3),雙階8 mil (L1-2-3、L1-3)。
(4)各層Pad 最小尺寸:鑽孔尺寸 + 12 mil (至少10 mil )。
(5)鐳射鑽孔介電層厚度限制:單階3 mil 以下(L1-2、L2-3)。
雙階5 mil 以下(L1-2-3、L1-3)。
(機械鑽孔介電層厚度不受限制)。
(6)內層埋孔(IVH)板厚不可超過 32 mil ,否則需先樹脂塞孔。
9 mm10 mm10 mm9mm9 mm 10 mm 9 mm第一組T/G 靶標(正常T/G 靶標位置向板外 10 mm ) 第二組T/G 靶標(正常T/G 靶標位置) 第一組鉚釘靶標(正常鉚釘位置)第二組鉚釘靶標(正常鉚釘位置向板內 9 mm )防焊、文字印刷PIN 孔(依板序會產生5.6.7.8 mm 的不同間距)內層曝光、外層曝光、文字印刷PIN 孔(依板序會產生5.6.7.8 mm 的不同間距) 防焊、文字二次元量測靶標9 mm 5 mm 5 mm9 mm5 mm 9 mm5 mm 5mm mmmmmm9 mm 第一組T/G 靶標(正常T/G 靶標位置向板外 10 mm ) 第二組T/G 靶標(正常T/G 靶標位置向板外 5 mm ) 第三組T/G 靶標(正常T/G 靶標位置) 第一組鉚釘靶標(正常鉚釘位置)第二組鉚釘靶標(正常鉚釘位置向板內 9 mm--Y 軸移動) 第三組鉚釘靶標(正常鉚釘位置向板內 9 mm--X 軸移動) 防焊、文字印刷PIN 孔(依板序會產生5.6.7.8 mm 的不同間距)內層曝光、外層曝光、文字印刷PIN 孔(依板序會產生5.6.7.8 mm 的不同間距) 防焊、文字二次元量測靶標HDI 範 例 (一)料號: I906455-1D0 流程: A. L3/4 L2/5L2 CU 0.5 OzPP 2116 HRCCL 0.13 H/HPP 2116 HR CU 0.5 OzL3/4 L5 (1) (2) (3) L3/4三明治。
L2/5負片。
L2-5機械鑽孔孔徑0.2 mm (≦0.25 mm ),程式:I9064551.L25(無漲縮補償值)I9064551.X25(有漲縮補償值)。
埋孔電鍍條件:12 ASF x 60分(孔銅0.6 mil )。
機械鑽孔上 Pad Ring 至少3.5 mil (刮過後)。
(4) (5) (6) 鐳射鑽孔 Capture Pad Ring 至少3.5 mil (刮過後)。
B. L2/5L1/6L1 CU 1/3 OzPP 2116CCL 0.45 1/1PP 2116CU 1/3 OzL2/5 L6 (1) 膠片(RCC 、LDP 、一般PP )選用考量因素:板厚、阻抗、L2/5厚度、孔徑、孔數。
L1-2、L5-6介電層厚度不宜超 過 2116 or 2116 HR 膠片厚度。
L1-2、L5-6鐳射鑽孔,程式:I9064551.L12、I9064551.L56(無漲縮補償值) 程式:I9064551.X12、I9064551.X56(有漲縮補償值)工單上鐳射鑽孔孔徑等於銅窗 直徑(此為Conformal 做法), 若為Large window 做法則鐳射鑽孔孔徑小於銅窗直徑2~3 mil 。
銅窗直徑視介電層厚度而定。
1080 銅窗直徑至少 4 mil 最好 5 mil (含)以上。
2116 銅窗直徑至少 6 mil (含)以上。
介電層厚度:銅窗直徑< 0.8:1 。
盲孔電鍍條件:(2) (3) (4)tenting:12 pattern:10 pattern:10ASF x115分(孔銅 1.0mil)ASF x30分ASF x45分12ASF x75分(孔銅0.8mil)12ASF x75分(孔銅 1.0mil)(5)BGA區Pad大小需一致(以無鐳射鑽孔的小BGA PAD為基準)。
Pad有鐳射鑽孔,原稿10mil。
Pad無鐳射鑽孔,原稿8.6mil。
皆放大至11mil再刮間距3mil(削Pad平均分攤)。
銅面上防焊Pad大小同外層Pad或比外層Pad大1mil(直徑)。
銅面不完整需補銅比防焊Pad大2mil(單邊)。
C.L2/5L2/5L2/5L1/6L1/6L1/6裁板尺寸265mm x345mm(L3/4發料尺寸)。
壓合裁邊箭靶尺寸裁板尺寸壓合裁邊箭靶尺寸255mm x335mm。
191255251171mm306mm。
mmmmmmx335mm(L2/5壓合裁邊)。
x316mm。
306mm。
(1)二次壓合:第一次壓合發料各加大10mm,壓合後各裁小10第二次壓合回復至正常發料尺寸。
mm。
(2)二組靶距:第一次壓合使用較大靶距(短邊大20mm,長邊不變)。
第二次壓合回復至正常靶距。
板框設計:L3/4底片二組靶距:大靶距保留Symbol。
小靶距刪除Symbol(留底材)。
L2/5量測大靶距、鉆靶。
L2/5底片二組靶距:大靶距刪除Symbol(留底材)。
小靶距保留Symbol。
L1/6量測小靶距、鉆靶。
(3)D.鐳射鑽孔外包資料:(E-mail)(1)L1-2、L5-6鐳射鑽孔程式。
(2)註明銅窗直徑---Conformal做法或鐳射鑽孔孔徑、銅窗直徑---Large window做法。
HDI 範 例 (二)料號: M04A003-1D0 流程: A. L2/3+L4/5L1/6L1 CU 0.5 OzPP 2116CCL 0.13 1/1PP 2116CCL 0.13 1/1PP 2116 CU 0.5 OzL2/3 L4/5 L6(1) (2) (3) L2/3、L4/5三明治。
L6負片(黑膜作業)。
L1-6機械鑽孔孔徑0.3 mm (雖不受特別限制,但仍需考量填膠)程式:M04A0031.L16(無漲縮補償值) 程式:M04A0031.X16(有漲縮補償值)。
(4) 埋孔電鍍條件:12 ASF x 60分(孔銅0.6 mil )。
Ring 至少3.5 mil (刮過後)。
(5) L6機械鑽孔上 Pad B. L8/9L7/AL7 CU 0.5 OzPP 2116CCL 0.13 1/1PP 2116CU 0.5 OzL8/9 LA (1) (2) (3) L8/9三明治。
L7負片(黑膜作業)。
L7-A 機械鑽孔孔徑0.3 mm (雖不受特別限制,但仍需考量填膠)程式:M04A0031.L7A (無漲縮補償值) 程式:M04A0031.X7A (有漲縮補償值)。
埋孔電鍍條件:12 ASF x 60分(孔銅0.6 mil )。
L7機械鑽孔上 Pad Ring 至少3.5 mil (刮過後)。
(4) (5) C. (1) L1-6與L7-A 鑽孔程式的漲縮補償值需相同。
L1/6與L7/A 漲縮差異需控制在±2 mil 內(在壓合穩定的前提下, 可依實際經驗值調整L2/3、L4/5與L8/9的內層漲縮值)。