冈本大水磨控制面板操作说明
手套机人机界面说明书

一.织手套机人机界面简易示意框图设置界面进入键 开始键和停止键 复位键 速度界面进入键Enter 键和返回键设置数据用设置数据用二.各界面显示内容设定1.欢迎界面(编号1)显示内容如下: 欢迎界面手套各部位参数设置Run and Stop 复位界面 速度设置界面 长宽 密度 速度 游标左右移动键 游标上下增加键手套机设置显示系统1键 各部位设置 2键 速度设置 3键 运行 4键 停止(1)按1键各部位设置界面进入(2)按2键速度设置界面进入(3)按3键运行界面进入(4)按4键停止界面进入2.手套各部分参数主界面(编号2):1.大拇指2.食指3.中指4.无名指5.小拇指6.手掌7.手腕8.手肘(1)按enter键进入子界面(2)按return键返回上一层子界面(编号8):长宽密度速度00 00 00 00说明:子界面采用上下光标键进行数值设定,左右光标键进行切换(方向自左向右,自上向下)参数设置好按确认键进行数据发送。
3.复位界面设置(编号4)正在复位中...3.速度界面设置(编号5)设置速度:0 2 ↑↓说明:子界面采用上下光标键进行数值设定,左右光标键进行切换(方向自左向右,自上向下)参数设置好按确认键进行数据发送。
4.Run and Stop(编号6 编号7)正在运行中...当前速度:02 当前部位:手掌暂停中当前速度:02 当前部位:中指三.手套机按键说明1键各部位参数设置界面进入2键速度设置界面进入3键运行(进入run界面)4键停止(进入stop界面)5键enter键(进入下一层)6键return键(返回上一层)7键左光标键8键右光标键9键上光标键10键下光标键11键确认键(表示参数设置完成)。
控制面板的操作说明

解冻间IFT操作屏使用说明1.主屏幕显示部分➢1: 程序号(5), 程序名(SALAMI80), 调用程序名(ESTUFAJE), 目前运行的子程序序号(11).➢2: 温度值(13.7),温度设定上下限范围(13.0,14.0), 湿度值(79.0), 湿度范围(72.0,80.0).➢3: 其他温度值. 如解冻间, 一般第一个是产品中心温度, 第二个是产品表面温度, 第三个是盘管内温度.➢4: 目前运行工作时间状态. 如TdF表示此子程序的最大持续时间. TmaxL表示最大工作时间, TmaxP表示最大休息时间. 左边白色框内为剩余时间, 右边为设定时间.➢5: 各子菜单名. LIST 主菜单MANUAL 可手动起动项DA TA各项数据PHASE 子程序内容.➢6: 时钟➢7: 工作状态显示.左边是工作状态的时间显示, 右边是各部件起动情况➢8: 设备启动报警显示.➢9: 网络地址操作部分➢F1,F2,F3,F4—对应正上方显示屏显示的内容.➢数字区0~9—为可选择输入数字,小数点及正负号.➢编辑区—M1,M2,M3 为快捷键,可直接启动设备的某些功能。
如一般的设定M1-手动离心风机运行,M2-排风,M3-定时排风。
此项手动运行功能也可在主页面下,按F2(MANUAL)进入。
HELP可以查看各英文缩写的具体含义。
EDIT为编辑键,在需要修改参数时,按此键进行修改。
上下左右箭头可移动光标,或者屏幕,或者数值,或者选择字母等功能。
ESC是退出键。
OK 是确认。
➢报警按钮,当有报警时会有报警声且有灯闪动。
START开机。
STOP关机。
CONT继续。
2.设定程序所有SSC控制面板设定程序的步骤都一样,现以解冻为例第一步按F1 MENU1>Programs 程序2>Alarms报警3>V ersion版本4>Configuration 设置n5>Password密码6>Maintenance维护第二步按1>Programs1>Create/Change program (创建程序)2> Read Program(读程序)3>Program Save(保存程序)4>Program list(程序列表)5>Delete program(删除程序)第三步按1>Create/Change programF1 insert 插入F2 delete 删除F3 list 列表F4 help 帮助第四步按F1 insert第五步选择插入位置,按上下键即可。
控制面板按键操作及屏显功能说明
一、控制面板按键操作及屏显功能说明:●开关开启及关闭电源,触摸(按)一次进入工作状态,显示屏显示进入待机状态标志,再触摸(按)一次关闭电源。
●功能功能选择键,触摸(按)一次选择一种功能,可按顺序循环选择,当功能选定后,电磁炉便会自动默认工作。
●童锁在选定某一功能进入工作后,触摸(按)“童锁”,电磁炉便会锁定或解除工作状态,关机也会自动解除锁定。
●火锅/煎炒/烧烤按上述键进入相应功能工作状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定,按“增大”或“减小”键设定时间。
●烧水/泡茶/煮饭/热奶/暖酒/煲汤/煲粥/蒸炖按上述智能键进入相应自动功能工作状态,加热过程自动调节功率。
●保温按此键进入自动保温状态。
●快速加热/火力按上述键进入快速加热状态,按“增大”或“减小”键调节火力,按“定时”键进入时间设定,按“增大”或“减小”键设定时间。
●定时按此键,进入时间设定状态,但在自动功能状态无此作用。
●增大/减小调节定时、火力、温度的大小,但在自动功能状态无此作用。
以上功能键在操作时均点亮相对应的指示灯,并且屏幕显示相应的动态数字。
在每一个加热功能结束蜂鸣器有“DiDi”报警提示音,风扇旋转1-3分钟将机内余热吹散后停止转动。
风扇停止转动后才可拔掉电源。
二、自动功能详叙自动煮饭:首先以适当功率加热至60℃,恒温吸水,加热至水干后,进入焖饭。
自动煲汤:首先以适当功率加热,加热一段时间后,转入小功率慢炖。
自动烧水:以最大功率迅速将水煮开一段时间后,自动关机。
自动热奶:首先以适当功率加热至60-80℃后,维持该温度约30秒进行巴氏灭菌,并自动转入保温,10分钟后自动关机。
三、准备工作1.将电磁炉水平放置,每边与墙或其它物品要留10cm以上间隙。
2.将电源插头插入220V AC/10A以上的专用插座上,电磁炉进行自检,蜂鸣器报警一声,然后进入待机状态。
3.将盛有料理的专用锅具置于电磁炉面板中央。
4.根据需要选择相应的功能进行操作。
数控加工中心机床面板按键说明书【图解】
今天讲的是加工中心操作面板详解,从事加工中心cnc工作,都是需要实际操作机器的。
那么操作面板上的按键你都了解吗?在这里远歌给你详细的解读明白。
数控加工中心机床面板按键说明书:项目一操作面板及其功能应用加工中心的操作面板由机床控制面板和数控系统操作面板两部分组成,下面分别作一介绍。
一、机床操作面板主要由操作模式开关、主轴转速倍率调整开关、进给速度倍率调整开关、快速移动倍率开关以及主轴负载荷表、各种指示灯、各种辅助功能选项开关和手轮等组成。
不同机床的操作面板,各开关的位置结构各不相同,但功能及操作方法大同小异,具体可参见数控铣床操作项目相关内容。
二、数控系统操作面板由CRT显示器和操作键盘组成,面板功能键介绍可参见数控车床操作项目相关内容。
三、项目二开机及回原点四、开机 1、首先合上机床总电源开关; 2、开稳压器、气源等辅助设备电源开关; 3、开加工中心控制柜总电源; 4、将紧急停止按钮右旋弹出,开操作面板电源,直到机床准备不足报警消失,则开机完成。
五、机床回原点开机后首先应回机床原点,将模式选择开关选到回原点上,再选择快速移动倍率开关到合适倍率上,选择各轴依次回原点。
六、注意事项1、在开机之前要先检查机床状况有无异常,润滑油是否足够等,如一切正常,方可开机;2、回原点前要确保各轴在运动时不与工作台上的夹具或工件发生干涉;3、回原点时一定要注意各轴运动的先后顺序。
项目三工件安装根据不同的工件要选用不同的夹具,选用夹具的原则: 1、定位可靠; 2、夹紧力要足够。
安装夹具前,一定要先将工作台和夹具清理干净。
夹具装在工作台上,要先将夹具通过量表找正找平后,再用螺钉或压板将夹具压紧在工作台上。
安装工件时,也要通过量表找正找平工件。
项目四刀具装入刀库一、刀具选用加工中心的刀具选用与数控铣床基本类似,在此不再赘述。
二、刀具装入刀库的方法及操作当加工所需要的刀具比较多时,要将全部刀具在加工之前根据工艺设计放置到刀库中,并给每一把刀具设定刀具号码,然后由程序调用。
自动平面磨床操作方法
自动平面磨床操作方法
自动平面磨床是一种用于加工平面零件的精密机械设备。
在操作自动平面磨床时,需要遵循以下步骤:
1. 准备工作:首先,确认工件是否适合在该磨床上加工,并按照工艺要求选择合适的磨削工具。
清理磨床和工作区域,确保没有杂物和异物。
2. 机器开启:打开磨床的电源开关并按照操作手册的指导打开主电源开关。
选择合适的工作速度和进给量。
3. 安装工件:将需要加工的工件正确装夹到磨床工作台上,确保工件夹紧牢固且平整。
4. 调整磨削参数:根据工艺要求,调整磨削参数,包括磨削深度、速度和进给速度等。
5. 执行磨削:启动自动平面磨床,进行磨削加工。
监视加工过程,确保磨床运行平稳。
6. 定期检查:定期检查工件的加工质量和磨具状况。
如有需要,及时更换磨具并进行校正。
7. 结束操作:完成加工后,关闭磨床并清理工作区域。
检查和维护磨床设备,确保其正常运行和安全。
请注意,以上只是一般的自动平面磨床的操作方法,具体操作步骤可能因磨床型号和工件不同而有所差异。
所以,在操作自动平面磨床之前,应详细阅读相关的操作手册,并遵循厂家的操作指导。
此外,了解并遵守相关的安全操作规程也非常重要,以确保工作人员的安全和设备的正常运行。
SM80系列维护手册

型号SM80/300/600系列EDITIONMonth Year1st December 20042nd3rd4thSHANGHAI TERAOKA ELECTRONIC CO., LTD TECHNICAL SUPPORT DEPARTMENT1st Floor of 2nd Building, Jia Yuan Business Center,51# Long Wu Road, Shanghai China 200232.TEL : +86-21-6408-5151 FAX : +86-21-5490-1934 EMAIL ADDRESS :steservice@基本功能的设置一、141功能的设置进入设置:按住【置零】同时输【141】,然后参照下表操作如下:如:SPEC49设置为2,输【49】【X】【2】,【打印】;其他设置同理,所有项目设置完成后按【#】存储,【去皮】不存储退出。
1、SPEC00=4 单品条码设为:F1F2CCCCCCXXXXXC/D2、SPEC03=F2条形码F1F2数据3、SPEC24=16 单品标签格式设为格式F14、SPEC41=0 允许自动打印非称重商品(=0允许;=1禁止)5、SPEC42=0 允许直接输入单价打印(=0允许;=1禁止)6、SPEC49=2 通讯方式设为以太网双绞线7、SPEC50=1 联网选择服务器/工作站8、SPEC64=1 禁止密码设置(=0允许)9、SPEC135=XX 秤号的设置10、SPEC141=1 四位年的打印(=0两位年的打印;=1四位年的打印)11、SPEC142=1 允许保质日期超过90天(=0禁止;=1允许)12、SPEC168=1 上位国标码的设置二、142功能的设置进入设置:按住【置零】同时输【3752】,然后再按住【置零】输【142】其他设置方法同141功能的设置,【#】存储,三次【M】退出。
1、SPEC629=0 总价保留分(=3分四舍五入)2、SPEC645=1 小量程打印功能3、SPEC660=1 不打印条码检查线(=0允许打印条码检查线)注:1、新秤必须设置基本功能。
机床控制面板按钮及其功能介绍
图1-13 手摇脉冲发生器
1.2.1 机床控制面板按钮及其功能介绍
(4)MDI • MDI即手动数据输入,在此状态下,可以输入单一的命令
或几段命令并立即按下循环启动按钮使机床动作,以满足 工作需要。例如,开机后的指定转速“M03S1000;”。 (5)编辑 • 按下此按钮,可以对存储在内存中的程序数据进行编辑操 作。 (6)自动 • 按下此按钮后,可自动执行程序。
图1-17 程序保护旋钮
L/O/G/O
Thank You!
学习目标
• 掌握FANUC系统面板功能,并熟练掌握其 基本操作。
1.2.1 机床控制面板按钮及其功能介绍
1.电源开关 (1)开机 • ①机床电源开。将主电源开关扳到“ON”的位置,给机床
通电。 • ②数控系统电源开。按下控制面板上的“POWER ON”按
钮(),向机床CNC部分供电。 (2)关机 • ①数控系统电源关。按下控制面板上的“POWER OFF”
• 在 “手动”模式下,按下该按钮(图115中左上角按钮),主轴将停止转动。
(4)主轴倍率调整旋钮
• 在主轴旋转过程中,可以通过主轴倍率 调整旋钮(如图1-16所示)对主轴转速 图1-16 主轴倍率调整旋钮
1.2.1 机床控制面板按钮及其功能介绍
•
6.数据保护
• 当数据保护旋钮(如图1-17所示)处 于“1”位置时,即使在”编辑”状态 下也不能对NC程序进行编辑操作。只 有当数据保护旋钮处于“0”位置,并 在”编辑”状态下,才能对NC程序进 行编辑操作。
按钮(),切断向机床CNC部分的供电。 • ②机床电源关。将主电源开关扳到“OFF”的位置,关闭
磨床操作说明书
四﹑對加工物件的步驟﹕
1.首先在平面台上選擇好一個基准面﹐并固定好﹐再用百分表校平。
2.把加工物件用毛刷擦干淨放在平面台上﹐一端緊貼基准面﹐打開電磁場使物件被吸住不能移動﹐再用百分表進行校正﹐以檢查是否有偏移。
3.在修磨時﹐進給量不能太快﹐一邊搖動手輪一邊看著進給﹐一般以砂輪剛接觸加工物濺出火花即可﹐以免進刀太多而打壞砂輪﹐或使物件飛出傷到他人。
設備名稱
磨床
設備功能
磨平面Байду номын сангаас
文件編號
設備型號
M7115
廠 商
大有
版 本
A0
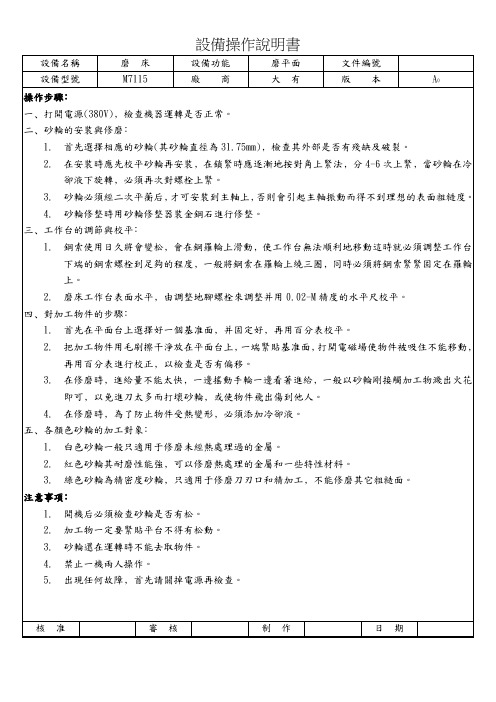
操作步驟﹕
一﹑打開電源(380V)﹐檢查機器運轉是否正常。
二﹑砂輪的安裝與修磨﹕
1.首先選擇相應的砂輪(其砂輪直徑為31.75mm)﹐檢查其外部是否有殘缺及破裂。
2.在安裝時應先校平砂輪再安裝﹐在鎖緊時應逐漸地按對角上緊法﹐分4-6次上緊﹐當砂輪在冷卻液下旋轉﹐必須再次對螺栓上緊。
4.在修磨時﹐為了防止物件受熱變形﹐必須添加冷卻液。
五﹑各顏色砂輪的加工對象﹕
1.白色砂輪一般只適用于修磨未經熱處理過的金屬。
2.紅色砂輪其耐磨性能強﹐可以修磨熱處理的金屬和一些特性材料。
3.綠色砂輪為精密度砂輪﹐只適用于修磨刀刃口和精加工﹐不能修磨其它粗糙面。
注意事項﹕
1.開機后必須檢查砂輪是否有松。
2.加工物一定要緊貼平台不得有松動。
3.砂輪還在運轉時不能去取物件。
4.禁止一機兩人操作。
5.出現任何故障﹐首先請關掉電源再檢查。
核 准
審 核
制 作
日 期
3.砂輪必須經二次平蘅后﹐才可安裝到主軸上﹐否則會引起主軸振動而得不到理想的表面粗糙度。
mazake操作面板操作面板功能键的介绍
操作面板功能键的介绍
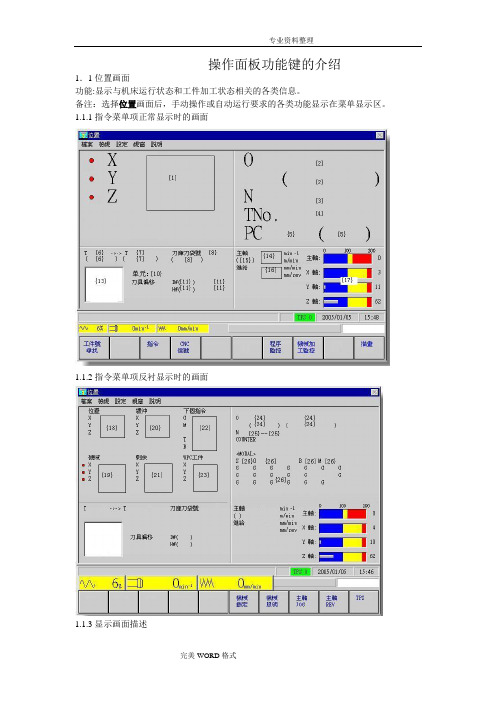
1.1位置画面
功能:显示与机床运行状态和工件加工状态相关的各类信息。
备注:选择位置画面后,手动操作或自动运行要求的各类功能显示在菜单显示区。
1.1.1指令菜单项正常显示时的画面
1.1.2指令菜单项反衬显示时的画面
1.1.3显示画面描述
注 1 :数据项[2 0]预读行程和[2 2]下个指令,在以下指令块中不显示。
* 含有G28的程序段
* EOB(程序结束)程序段
MAZATROL程序运行时,当内部控制指令与上述命令相吻合时,不显示。
注 2 :因为相关刀尖路径自动插入,对于具有直径补偿的外角加工,有时程序中没有的指令也回显示出来。
1.2.机床显示面板图如下:
2.机床操作面板图如下
注:第一次回原点是指机床断电开机后机床回零那一次;第二次回原点是指第一次回零后的所有回原点的操作。
专业资料整理
完美WORD格式。
万能工具磨床安全操作说明
万能工具磨床安全操作说明磨床是一种重要的金属加工设备,广泛用于工业生产中。
但由于其工作过程涉及高速旋转的磨削轮和金属材料,操作时必须严格遵守安全规定,以保障人身安全和设备正常运行。
本文将详细介绍万能工具磨床的安全操作注意事项,以防止意外伤害和设备损坏。
1. 磨床操作前准备在使用磨床之前,操作人员需要进行以下准备工作:1.1 熟悉操作手册:详细阅读并理解万能工具磨床的操作手册。
掌握设备功能、规格、工作原理以及相关的安全操作规程和警告事项。
1.2 检查设备:确保磨床无任何故障或损坏。
检查磨削轮是否完好无损,固定是否牢固可靠。
确保所有防护罩和安全装置齐全,并无松动或磨损现象。
1.3 准备适当的刀具和磨削材料:使用磨床时需要相应的刀具和磨削材料。
选择合适的磨削轮以及刀具规格,确保与工件要求相匹配。
1.4 安排合理的工作环境:确保操作区域整洁、通风良好,远离易燃、易爆等危险物质。
保持工作区域干燥,防止因湿滑导致操作不稳定。
2. 安全操作步骤2.1 穿戴个人防护装备:在操作磨床之前,必须穿戴合适的个人防护装备。
包括安全帽、护目镜、防护面罩、耳塞或耳罩、耐酸碱手套和防滑鞋等。
这些装备能够有效减轻事故发生时的伤害程度。
2.2 精确调整工作台高度:根据工件尺寸和磨削要求,调整工作台的高度。
确保工件与磨削轮之间的间隙合适,以避免刀具轻重不匀或发生过度摩擦。
2.3 固定工件和刀具:在开始操作前,必须将工件和刀具正确固定在工作台上。
确保工件牢固地夹紧在工作台上,并调整切削刃的方向与工件要求相匹配。
2.4 注意磨削轮选择和更换:在选用磨削轮时,应考虑工件的类型、硬度和尺寸等因素。
使用损坏或过期的磨削轮可能导致破裂或出现其他安全问题。
根据设备的操作手册,按照正确的步骤更换磨削轮。
2.5 合理操作磨床控制杆:磨床配备了各种控制杆,如起停开关、速度调节杆等。
在操作过程中,要合理使用这些控制杆,并遵循正确的操作顺序和安全规范。
2.6 维持工作区域整洁:在操作期间,要时刻保持工作区域整洁。
1730R中文说明

LABOGENE1730RCentrifuge简要操作手册及注意事项I II III 1 2 34 5 6 7 8 9 10 11一、按键功能及其操作1、数字调节(方向键,设定转速、温度、时间、加减速等,按住键不放可使数字调节更快)2、快速制冷(FastCool键,按下此键,快速制冷到设定温度)3、点动离心(pulse键,按住即开始离心,松开即停止)4、转速调节(Rpm/Rcf键,按下此键可看到显示屏上此项数值闪,连续按两次可切换转速与离心力显示模式,按方向键调节数值大小,调好参数后需按Enter键输入。
)5、时间调节(Time键,按下此键,进入时间设定,显示屏上时间设定值闪,先调节min,按方向键设定参数,按Enter键确定,自动跳到sec位设定,按方向键设定参数,按Enter输入)6、温度设定(TEMP键,按下此键,进入温度设定,显示屏上温度数值闪,按方向键调节,按Enter确定)7、加减速设定(ACC/DEC键,ACC表示到达设定的转速或离心力的快慢,分5档,档级越高越快,DEC表示刹车时转子停下所需时间,分5档,档越高越快停下来。
按下此键,默认显示ACC 4 / DEC 4,按方向键设定参数,按Enter确定输入)8、程序调用与编辑(PROG键,按下此键,显示程序名,按方向键选择所需调用程序,按Enter确定后程序即可显示。
当要保存的程序时,先编辑好程序,长按PROG键﹥3秒,屏幕显示程序名(0-99),按方向键选择程序存放地址,按Enter确定保存)9、输入确定(Enter键,此仪器各项参数设定好后都需按Enter键输入)10、开始/停止(start/stop键,按下此键运行或终止程序)11、开盖(door键,按下此键开盖)Ⅰ、速度/离心力显示值II、时间显示值Ⅲ、温度显示值二、注意事项1、该仪器应正常接入220VAC,50-60Hz电源上。
2、仪器按键很灵敏,触摸即可。
3、仪器有自动识别转子功能,仪器内没有转子时开机的话会报错ERR9,需关机,装上转子后再开机。
操作面板按键操作使用说明书

操作面板按键操作使用说明书第 1 页共 16 页第 2 页 共 16 页1.操作面板概述操作面板(如图1-1所示),正面分为两大区域:液晶显示区域及按键操作区。
图1-1在整个操作面板正面的左边偏上位置,为液晶显示区域,用于显示当前系统状态,包括缝纫模式、各种参数、前/后固缝设置,以及抬压脚、停针位、剪线、慢速起缝等液晶字符。
系统上电后操作面板将自动进行一次自检,这时液晶显示区内的所有图标会闪亮一次,而后只显示系统的当前设置,其他没有选择的功能其所代表的图标将不被点亮。
如图1-2所示,图中是所有液晶字段均被点亮的状态。
图1-2操作面板每个按键的说明详见表1。
表1 :操作面板按键说明序号 外观 描述1功能键:主要起确定操作和确认参数设置的作用,还可以与其它按键组合进入更高一级的参数设置;2前加固缝(起始倒针)功能选择键:每有效按动一次,设置将在前单固缝、前双固缝、前四固缝和无前固缝之间循环选择,选择时液晶屏幕左边会显示出设置的前固缝液晶字符标识;详细见“2.1.2前/后加固缝设置”说明。
3后加固缝(结束倒针)功能选择键:每有效按动一次,设置将在后单固缝、后双固缝、后四固缝和无后固缝之间循环选择,选择时液晶屏幕左边会显示出设置的后加固缝液晶字符标识;详细见“2.1.2前/后加固缝设置”说明。
第 3 页 共 16 页序号 外观 描述4自由缝纫模式键:每有效按动一次系统即进入自由缝工作模式状态,功能选择后液晶屏幕下方会显示自由缝状态标识,详细见“2.1.1 缝纫模式设置”说明。
5多段缝模式选择键:每有效按动一次,液晶显示出多段缝的段数设置参数,按P 键后进入各段数的针数设置,功能选择后液晶屏幕下方会显示多段缝状态标识,详细见“2.1.1 缝纫模式设置”说明中多段缝的设置说明。
6 W 缝键:每有效按动一次,系统即进入W 缝工作模式状态,功能选择后液晶屏幕下方会显示W 缝状态标识,详细见“2.1.1 缝纫模式设置”说明中W 缝的设置说明。
HOMMEL粗糙度仪T1000操作手册
HOMMELWERKEHOMMEL 粗糙度轮廓仪 T1000操作指南版本:T1C.02/2n标准:16.03.00编号:526152目录页码1 介绍/安全指南1-11.1 总体概述1-11.2 安全指南1-21.2.1 操作条件1-21.2.2 电源1-31.2.3 正确使用1-31.3 解体和处理1-32 首次操作2-12.1 产品包2-12.2 安装2-12.3 使用性, 进给器装置2-22.3.1 连接2-2插入探头2-22.4 电源2-32.4.1 主操作2-32.4.2 电池操作2-32.5 上纸2-42.6 开机2-42.6.1 总述2-42.6.2 波形版本2-42.6.3 测量2-42.7 关机2-52.7.1 自动2-52.7.2 手动2-52.8 重新设置/初始化2-63 设备说明3-13.1 操作元件和指示器3-13.1.1 HOMMEL粗糙度仪T1000的正面3-13.1.2 HOMMEL粗糙度仪T1000的背面3-33.1.3 HOMMEL粗糙度仪T1000的键盘功能3-43.1.4 打印机3-64 程序说明4-14.1 操作模式4-14.2 菜单等级4-34.3 操作指南4-44.3.1 菜单规定范围内的运动4-44.3.2 数值输入4-54.3.3 文本输入4-64.4 安全4-64.4.1 激活口令包括4-74.4.2 改变口令4-74.5 系统设置4-85 粗糙度测量技术5-15.1 表面粗糙度5-15.2 粗糙度测量-探测原则5-15.2.1 探测目标源5-22.2.2 扫描系统—概述5-3I5.3 表面图形元素5-35.4 取样长度/切割粗糙度图形5-45.4.1 过滤器选择λc(切割)5-45.4.2 噪音过滤器选择λc/λs 5-55.5 表面参数5-65.5.1 图形总高度 Pt, Wt, Rt 5-65.5.2 最大粗糙度图形高度Rz 5-75.5.3 算数平均粗糙度值Ra 5-85.5.4 峰值计数PRc 5-85.5.5 均方根粗糙度值 Rq 5-95.5.6 倾斜度Rsk 5-95.5.7 深度/曲度Rku 5-105.5.8 RSm, PSm, WSm图形不规则值的平局间距5-105.5.9 平均的中间峰-谷高度R3z 5-115.5.10 粗糙度图形材料比Rmr(c) 5-115.5.11 材料比曲线参数Rk, Rpk, Rvk, Mr1, Mr2 5-126 创建测量程序6-16.1 菜单总述6-16.2 打开6-66.3 基础菜单6-66.3.1 程序输入菜单6-106.3.2 系统配置6-256.3.3 通道配置6-257 系统设置/服务7-17.1 系统设置7-17.1.1 总体介绍7-17.1.2 设置日期/时间7-17.1.3 系统配置7-27.2 服务功能7-48 调整/测量8-18.1 调整, 总述8-18.2 调整菜单8-18.3 调整程序8-28.3.1 手动校直8-28.3.2 自动校直8-38.3.3 参考运行波线20 8-48.4 调整程序8-48.5 出具测量报告8-59 选项顶部/波形9-110.2 初始化/重新设置10-210.3 服务和维护10-210.3.1 总述10-210.3.2 常规间隔下的工作10-210.3.3 使用清洁剂10-2用丙酮或乙醇来溶解漆或标签! 10-210.4 技术规格10-310.4.1 HOMMEL粗糙度仪T1000 10-310.4.2 一体的打印机10-410.4.3 线性进给器10-510.4.4 表面探测10-5II缩略语/词汇/符号IIIIV1 介绍/安全指南 HOMMELWERKE 1.介绍/安全指南1.1 总述便携式的HOMMEL 粗糙度仪T1000与LV16扫描驱动器一起可以进行表面粗糙度的测量。
精密磨样台使用说明

精密研磨台使用说明精密研磨台有以下几个主要结构:研磨台机身、样品载具、35微米到0.1微米的一系列砂纸以及用来加热的加热台。
通常还配有显微镜来随时观察记录研磨的程度。
样品准备:将一小块高纯蜡放在载具上,载具置于加热台上,设定加热台温度为95度左右,启动加热台,当蜡完全融化后,将样品放在蜡上。
注意要余出一定体积样品以供研磨。
关闭加热台,待蜡冷却固定后,用镊子将载具拿下来。
注意不要烫坏桌子。
样品固定:载具按照锁扣方向扣在载具架上,扳动固定扳手至水平固定好载具。
将载具固定在研磨台上,同样扳动固定扳手以固定。
砂纸安放:选择合适的砂纸。
砂纸按照颗粒大小排列在砂纸册中,注意核对砂纸颗粒大小,用完后放回砂纸册。
取下砂纸台外框和内框,同时打开水闸,打开旋转,速度15左右,将台面布满水,将砂纸放上去,避免出现水泡影响水平。
确认无水泡后迅速关掉旋转,将内框和外框放回固定好砂纸。
研磨距离控制:将载具架放回研磨架。
研磨架有前后两个表盘,当精密研磨时,应当旋转前架扳手将样品放低。
然后调整后架旋钮,仔细观察研磨盘与样品,当接触时,停止旋转转纽。
然后按两下后表盘的set按钮设定零点。
然后继续旋转旋钮,譬如要研磨20微米厚度,则旋转到-20微米;研磨50微米,则旋转到-50微米,以此类推。
这是设定一个研磨限度,不代表研磨时间。
研磨时间控制:如果想研磨速度快些,就选择颗粒度较大的砂纸,以及较快的研磨速度,如速度100;如果想研磨的精细些,则选择较细的砂纸,以及较慢的研磨速度,如20.用耳朵听声音来确定研磨的程度。
研磨台操作:研磨台按钮分为三个区域,最左边区域操纵水流以及研磨盘旋转与停止;中间区域调整研磨速度;最右边区域调整前研磨架的运动,如旋转、研磨方向等。
注意问题:研磨时可能会存在样品崩裂的情况,这是应当使次要截面线面对研磨砂纸的转动,这样崩裂的是次要的部分,从而保护主要的要观察的截面。
研磨前架的侧面有一个载荷控制旋钮,可以根据其载荷指示杆来加研磨载荷。
手动磨床操作说明书

5.1.4.1. 工作台驅動用鋼索
工作台驅動用鋼索,用久張力松馳,鋼索會損傷,請依照下列要領調整。
如張
力松馳,工作台動時,把手和工作台間也會造成空檔。
5.1.4.2. 調整要領
(1)拆下左右兩側的防塵蓋(3個)。
(2 )工作台向右移動。
(3)確認左側面的鋼鎖捲繞位置。
工作台向右移動至繞筒有一溝寬的寬度(a點
方向)為正常,沒有一溝寬的寬度時,會和側壁接觸繞圈重疊而造成損傷,
捲繞位置移動的話,松開鋼索的張力,請使回復正常位置
(4). 從右側面調整及確認張力是否適當:
a.確認張力是否適當。
(張力大致標準
如右圖) 從右面輔助繞筒的中心起
至左方向200mm長,約用2Kg力可向
下拉動10--13mm。
b.張力必須調整時,輔助繞筒及輔
助繞筒鎖緊螺釘套入扳手,松開鎖
附圖:一
手柄1
數顯
轉速調整旋鈕 轉速開關 平台
油泵開關按鈕 總電源開關
指示燈
緊急停止旋鈕
手柄2
手柄3
砂輪防護蓋
JL-618.818平面磨床圖
附圖二
如有侵权请联系告知删除,感谢你们的配合!
GS-BM3L 磨床圖
砂輪防護蓋
主軸
數顯
轉速調整旋鈕
轉速開關
平台 緊急停止旋鈕 指示燈
油泵開關按鈕
快速上升 快速下降 手柄1
手柄2
手柄3。
手动磨床操作说明书

4.主要职责与权限:
课长
宣导加工者正确操作机台,确保加工者的正确操作。
组长
设定每台加工机台操作人员(保养人或代理人)
督促操作人员(保养人或代理人)确实按照正常程序和方法操作设备。
操作人员(保养人或代理人)
按正常程序操作设备。
做好操作与保养记录。
5.作业内容:
修订履历版次修订贞次备注00新版发行核准审核承办制订部门签名加工部研磨课定性延长设备日期目的为正确操作使用研削设用寿命确保加工成型精度以达到提升产品隹持研削设备的精度及稳品质提高效率确保5适用范围
****** 修订履历 ******
版次
修订页次
备注
00
新版发行
核准
审核Байду номын сангаас
承办
制订部门
签名
马泽鹏
何春民
加工部研磨课
卷绕位置移动的话,松开钢索的张力,请使回复正常位置
(4).从右侧面调整及确认张力是否适当:
a.确认张力是否适当。(张力大致标准
如右图)从右面辅助绕筒的中心起
至左方向200mm长,约用2Kg力可向
下拉动10--13mm。
b.张力必须调整时,辅助绕筒及辅
助绕筒锁紧螺钉套入扳手,松开锁
紧螺钉。
c.回转辅助绕筒,调整张力。
工作台驱动用钢索,用久张力松驰,钢索会损伤,请依照下列要领调整。如张
力松驰,工作台动时,把手和工作台间也会造成空档。
调整要领
(1)拆下左右两侧的防尘盖(3个)。
(2)工作台向右移动。
(3)确认左侧面的钢锁卷绕位置。工作台向右移动至绕筒有一沟宽的宽度(a点
方向)为正常,没有一沟宽的宽度时,会和侧壁接触绕圈重叠而造成损伤,