机械毕业设计1316数控激光切割机毕业设计论文
毕业设计论文-多功能大型数控火焰切割机设计【精品推荐】
本科毕业设计多功能大型数控火焰切割机设计摘要本课题对数控火焰切割机进行设计,根据需要该火焰切割机整体结构设计为大型龙门桥式结构。
该切割机主要用于工程机械制造。
首先,本文通过对火焰切割技术及数控火焰切割机在国内外的研究现状的分析,根据数控火焰切割机的技术指标对火焰切割机的总体结构进行了设计,其整体采用龙门桥式结构,对驱动装置进行分析并设计该驱动装置采用步进电动机,X,Y两个方向进给的开环控制系统。
其次对其横梁、传动件导轨及其他零部件进行设计与校核。
并通过对数控CNC系统进行分析进行软硬件部分及控制面板的设计。
确定其微机数控系统采用MCS-51 系列中的8051 单片机为控制微机。
对软件部分插补流程进行介绍。
最后,为了加工制造的方便还绘制了切割机的导轨传动图、数控火焰切割机控制组成框图、硬件组成框图、系统程序流程图、插补程序流程图、制面板图和火焰切割机的总装图。
关键词:单片机控制 , 数控焰切割机 , 龙门式 , 结构、微机设计IABSTRACTThis topic was carried out on the CNC flame cutting machine is designed, according to need the flame cutting machine overall structure design for large gantry bridge type structure. The cutting machine is mainly used in construction machinery manufacturing.First of all, this article through to the CNC flame cutting machine flame cutting technology and the domestic and foreign research present situation analysis, according to the numerical control flame cutting machine of the technical indicators to design the overall structure of the flame cutting machine, the overall structure of longmen bridge type, design analyze the driving gear and the driving device adopts stepper motor, the X, Y, two directions into to open loop control system. Secondly on the beams, columns, a guide rail and other transmission parts to carry on the design and checking. And through the analysis of nc CNC system for the design of hardware and software part and the control panel. Determine the microcomputer numerical control system adopts the 8051 single chip microcomputer MCS - 51 series microcomputer to control. Part of software interpolation process is introduced. Finally, to processing and manufacturing of convenient also mapped the cutter of guide rail transmission diagram, control composition block diagram of the CNC flame cutting machine, hardware block diagram, system program flow chart, interpolation panel diagram and program flow chart, system assembly diagram of the flame cutting machine.Keywords: single chip microcomputer control, CNC flame cutting machine, gantry type, structure, design of microcomputerII目录第1章绪论 (1)1.1 课题的意义和目的 (1)1.2 切割技术的种类及发展 (1)1.3 数控火焰切割简介 (1)1.3.1 火焰切割及数控火焰切割技术 (1)1.3.2 国内外数控火焰切割技术的发展 (2)1.3.3 数控火焰切割机的市场及发展 (3)第2章总体设计方案分析 (4)2.1 总体方案的确定 (4)2.2 设计参数 (5)2.3 总体控制构成 (5)2.4 机床整体结构设计 (6)2.5 简易数控火焰切割机整体示意图 (7)第3章机床主要部件设计与校核 (9)3.1 伺服系统 (9)3.1.1 伺服系统概述 (9)3.1.2 伺服系统的组成 (9)3.1.3 对伺服系统的基本要求 (9)3.1.4 伺服系统的分类 (10)3.2 步进电机的选取 (11)3.2.1 对于步进电动机的特点与设计要求 (11)3.2.2 步进电动机的选择 (12)3.2.3 X轴方向步进电机的校核 (14)3.2.4 y轴方向电机的选择和校核 (15)3.3 横梁 (16)3.3.1 横梁结构截面及尺寸设计 (16)3.3.2 横梁的校核 (17)3.4 传动件 (17)III3.4.1 传动装置类型的选用 (17)3.4.2 横向驱动齿轮的设计 (18)3.4.3 齿条的设计 (20)3.4.4 齿轮齿条的校核 (21)3.5 导轨的选型 (23)第4章微机数控系统设计 (25)4.1 CNC系统概述 (25)4.1.1 CNC系统简介 (25)4.1.2 CNC系统的组成 (25)4.1.3 CNC系统工作过程 (26)4.1.4 CNC 系统的主要功能 (27)4.1.5 CNC 系统的特点 (29)4.2 微机数控系统的硬件组成 (30)4.3 微机数控系统软件设计 (32)4.3.1 CNC系统的控制软件结构特点 (32)4.3.2 CNC系统的控制软件及其工作过程 (35)4.3.3 CNC系统软件的组成 (41)4.4 数控系统控制面板 (44)结论 (46)参考文献 (47)致谢 (48)附录1 设计图纸附录2IV第1章绪论1.1 课题的意义和目的火焰切割机是切割金属板材常用的设备,可以根据不同要求在板料上剪出不同的形状。
数控机床(机电一体化)专业毕业设计
数控机床(机电一体化)专业毕业设计XX XX XX XX XX XX XX 学院专科毕业设计数控加工刀具的选择与切削用量的探讨学院:专业:年级班别:学生姓名:指导教师:年月日目录1. 数控加工常用刀具的种类及特点 ................................................ .. 12. 数控加工刀具的选择 ................................................ ..................... 2 数控刀具选择的原则 ................................................ ............ 2 选择数控车削用刀具 ................................................ ............ 3 选择数控铣削用刀具 ............................................................ 4 3. 设置刀点和换刀点 ................................................ ........................ 4 4. 数控加工切削用量的确定 ................................................ . (5)数控加工切削用量的讨探数控加工工艺中重要的内容就是刀具的选择和切削用量的确定,它不仅影响数控车床的加工效率,而且直接影响到产品的加工质量。
CAD/CAM技术的发展,使得在数控加工中直接利用CAD的设计数据成为可能,特别是微机与数控机床的联接,使得设计、工艺规划及编程的整个过程全部在计算机上完成,一般不需要输出专用的工艺文件。
现在,许多CAD/CAM软件包都提供自动编程功能,这些软件一般是在编程界面中提示工艺规划的许多问题。
激光切割技术介绍及发展论文5篇范文

激光切割技术介绍及发展论文5篇范文第一篇:激光切割技术介绍及发展论文激光切割技术及发展作者:张莽学号:200803050503(红河学院云南红河哈尼族、彝族自治洲 661100)摘要:激光切割技术广泛应用于金属和非金属材料的加工中,可大大减少加工时间,降低加工成本,提高工件质量。
由于它具备精密制造、柔性切割、异型加工、一次成形、速度快、效率高等优点,所以在工业生产中解决了许多常规方法无法解决的难题。
激光能切割大多数金属材料和非金属材料。
关键词:激光切割技术应用优缺点发展现状Laser Cutting Technology and DevelopmentZhang Mang 200803050503(The HongHe University of Yunnan HongHe Hani Nationality, Yi Autonomous State 661100)Abstract: Laser cutting technology is widely used in metallic and nonmetallic material processing, can greatly reduce the processing time, reduce the processing cost and improve the quality.Because it has precision manufacturing, flexible cutting, the heterogeneous type processing, once shaping, speed and higher efficiency, so in industrial production in solving many conventional method can not solve the ser can cut most metal materials and nonmetal materials.Keywords: Laser cutting technology;Application;Advantages and Disadvantages;Development situation 引言在五、六十年代作为板材下料切割的主要方法中:对于中厚板采用氧乙炔火焰切割;对于薄板采用剪床下料,成形复杂零件大批量的采用冲压,单件的采用振动剪。
【精品毕设】数控激光切割机设计论文

毕业设计(论文)
论文题目:数控激光切割机设计
教学中心:电子科技大学网络教育重庆学习中心
指导老师:职称:
学生姓名:段凯淋学号: v*********** 专业:电子信息工程
2010年02月5日
毕业设计(论文)任务书
题目:数控激光切割机设计
任务与要求:本文设计了一台单片机控制的数控激光切割机床,主要完成了:机床整体结构设计,Z轴、XY轴的结构设计计算、滚珠丝杠、直线滚动导轨的选择及其强度分析;以步进电机为进给驱动的驱动系统及其传动机构的分析设计计算;以89C51为主控芯片的数控系统硬件电路设计、系统初始化设计及系统软件方案设计和步进电机的控制程序设计。
时间:2010 年3月10 日至2010年 5 月13 日共周
办学单位:电子科技大学网络教育重庆学习中心
学生姓名:段凯淋学号:V10648142131
专业:机械设计与制造及其自动化
指导单位或教研室:重庆科创职业学院
指导教师:职称:
2010年2月5日。
数控激光切割机XY工作台部件的设计

图书分类号:密级:毕业设计(论文)数控激光切割机XY工作台部件及单片机控制设计CNC LASER CUTTING MACHINE XY WORK-BENCH COMPONENTS AND SCMCONTROL DESIGN学生姓名学院名称专业名称指导教师20**年5月27日摘要本课题针对数控激光切割机进行了设计。
主要完成了XY工作台的机械结构设计和单片机的控制系统的设计。
设计过程中,对于XY工作台的机械结构进行了具体的设计分析,选用了精度相对高的滚珠丝杠副传动系统方案,具体对传动系统中的滚珠丝杠、直线滚动导轨、齿轮进行了计算和选型;为验证系统的可行性,对系统的刚度进行了分析;根据系统的要求和载荷,对步进电机进行了分析和选型。
对以89C51为主控芯片的数控系统进行了硬件说明和控制程序设计。
关键词 CNC;数控激光切割机;XY工作台;单片机AbstractThis topic designs for CNC laser cutting machine. It completed the design of XY workbench mechanical structure and the CNC system. The design process has the design and analysis of XY workbench mechanical structure. To choice ball screw vice transmission system solutions which has a relatively high precision. There are specific calculation and selection on ball screw, linear rolling guide and gear of the transmission system; In order to validate the feasibility of the system, the stiffness of system are analyzed. The analysis and selection for stepping motor are according to the system's requirements and load. There are hardware specifications and design of control program for CNC system with 89C51 as the main control chip.Keywords CNC laser cutting machine tools XY table Single chip microcomputer目录摘要 (I)Abstract.......................................................................................................................................... I I 1 绪论 (4)1.1激光技术概述 (4)1.2激光切割技术的应用 (4)1.3设计任务 (5)1.4总体设计方案分析 (5)2 工作台机械结构设计 (8)2.1 XY工作台的设计 (8)2.1.1 X-Y工作台结构设计总述 (8)2.1.2主要设计参数及依据 (8)2.1.3 XY工作台部件进给系统受力分析 (9)2.1.4初步确定XY工作台尺寸及估算重量 (9)2.2 Z轴随动系统设计 (9)2.3 机座的设计 (10)2.3.1 机座的结构设计 (10)2.3.2机座材料的选择 (11)3 传动系统的设计 (12)3.1丝杠的选型 (12)3.1.1 丝杠的介绍 (12)3.1.2丝杠螺母副的选择 (13)3.1.3丝杠的校核 (14)3.2 滚珠丝杠支承的选择 (16)3.2.1 支承方式的选择 (16)3.2.2 轴承的选择 (16)3.3导轨的选型及计算 (16)3.3.1 导轨的组成种类及其应满足的要求 (16)3.3.2导轨材料的选择及热处理 (16)3.3.3导轨的选型及长度估算 (17)3.3.4导轨副的额定寿命计算 (18)3.3.5滚动导轨副的技术要求 (20)3.4 步进电机的选择 (20)3.4.1步进电机的特点 (20)3.4.2 步进电机的选型 (20)3.4.3步进电机惯性负载的确定 (22)3.4.4 步进电机接口及电路驱动 (23)3.5齿轮传动机构的确定 (26)3.5.1传动比的确定 (26)3.5.2齿轮结构主要参数的确定 (26)3.6传动系统刚度的确定 (27)4 消隙方法与预紧 (29)4.1 消隙方法 (29)4.2预紧 (30)5 控制系统设计 (32)5.1 确定机床控制系统方案 (32)5.2 主要硬件配置 (32)5.2.1主要芯片选择 (32)5.2.2 主要管脚功能 (32)5.2.3 EPROM的选用 (33)5.2.4 RAM的选用 (34)5.2.5 89C51存储器及I/O的扩展 (34)5.2.6 8155工作方式查询 (35)5.2.7状态查询 (36)5.2.8 8155定时功能 (36)5.2.9 芯片地址分配 (37)5.3 总体程序控制 (38)5.3.1流程图 (38)5.3.2主程序 (38)5.4 键盘设计 (39)5.4.1键盘定义及功能 (39)5.4.2 键盘程序设计 (40)5.5 显示器设计 (41)5.5.1显示器显示方式的选用 (41)5.5.2显示器接口 (41)5.5.3 8155扩展I/O端口的初始化 (41)5.6 插补说明 (42)5.7光电隔离电路 (44)5.8越界报警电路 (45)结论 (46)致谢 (47)参考文献 (48)附录 (49)1 绪论1.1激光技术概述激光被誉为二十世纪最重大的科学发现之一,它刚一问世就引起了材料科学家的高度重视。
激光焊接(切割)数控工作台及控制系统毕业设计
激光焊接(切割)数控工作台及控制系统的设计摘要当代世界电子技术的快速发展,使得微处理器、微型计算机在各技术领域得到了最为广泛的应用,这对各种相关技术领域的发展起到极大的促进作用。
同时,数控激光焊接、切割技术和数控机床在我国制造业中发挥的作用愈来愈大,它具有普通机床难以比拟的精度和可靠性。
本文设计了一台以8031单片机作为控制系统硬件的激光切割(焊接)数控工作台,主要完成了以下几个部分的设计:机床工作台整体的结构设计、X方向和Y方向的结构尺寸设计、滚珠丝杠和直线滚动导轨的选型和强度验算;驱动系统和传动机构的分析设计;以8031单片机为控制芯片的控制系统硬件电路的设计。
关键词:电子技术;单片机;数控工作台;控制系统湖南工业大学本科毕业设计(论文)ABSTRACTNowadays, with the rapid development of electronic technology, the microprocessor and the microcomputer are widely used in the word. And the related areas get promoted greatly. At the same time, the technology of laser welding and the machine of numerical control have played an important role in the manufacturing business of our country. They have the advantage of high accuracy and high reliabilityThis paper describes the design of a SCM-controlled CNC laser cutting (welding) machine tools with the 8031 single-chip microcomputer. More attention were paid on overall machine design , the design of structural size of X direction and Y direction, the selection and strength calculation of ball screw and linear rolling guide model; The design of driving system and transmission mechanism; the 8031 single-chip microcomputer was used in the control system of hardware circuit.Keywords:electronic technology; single-chip microcomputer; NC workbench; the control system目录第1章绪论 (1)1.1数控装备技术的现状及发展趋势 (1)1.1.1 数控技术的发展趋势 (1)1.1.2 对我国数控技术及其产业发展的基本估计 (1)1.1.3 对我国数控技术和产业化发展的战略思考 (2)1.2激光焊接(切割)的发展及其应用现状 (4)1.3数控工作台的发展及应用前景 (6)1.4本设计的意义及目的 (7)第2章系统总体方案设计 (8)2.1系统的运动方式与伺服系统 (8)2.2计算机控制系统 (9)2.3系统工作台的传动方式 (9)2.4系统其他零部件的选择 (10)第3章机械系统设计 (11)3.1工作台的设计 (11)3.1.1 X方向工作台尺寸确定 (11)3.1.2 Y方向工作台尺寸确定 (11)3.1.3工作台重量估算 (12)3.2滚动导轨的选用 (12)3.2.1导轨形式及尺寸确定 (12)3.2.2导轨许用负荷校核 (13)3.2.3导轨额定寿命计算 (13)3.3滚珠丝杠副的选用 (14)3.3.1最大工作载荷的计算 (14)3.3.2最大动载荷的计算 (15)3.3.3 滚珠丝杆副的预紧方式 (16)3.3.3传动效率计算 (17)3.3.4丝杠变形量及刚度验算 (17)3.4齿轮设计 (18)3.4.1 丝杠传动比的确定 (18)3.4.2 传动齿轮参数确定 (18)3.4.3 齿轮传动消隙 (19)3.5步进电机的选用 (19)3.5.1步进电机转动轴上的总转动惯量的计算 (19)3.5.2步进电机转动轴上的等效负载转矩的计算 (20)3.5.3步进电机的初选和参数校核 (21)第4章控制系统的设计 (23)4.1控制系统总体方案的拟订 (23)4.2总控制系统硬件电路设计 (23)4.2.1 MCS-51系列单片机的设计 (23)4.2.2 MCS-51单片机的时钟电路 (26)4.2.3 MCS-51单片机的复位电路 (26)4.3系统的扩展 (27)4.3.1 程序存贮器的扩展 (27)4.3.2 数据存贮器的扩展 (29)4.3.3 I/O的扩展 (31)4.3.4状态查询 (34)4.4键盘、显示器接口设计 (35)4.4.1 矩阵式键盘接口设计 (35)4.4.2显示器接口设计 (36)4.5步进电机控制电路设计 (38)4.5.1步进电机开环驱动原理 (38)4.5.2 步进电机脉冲分配 (39)4.5.3 步进电机驱动电路 (39)4.6光电隔离电路设计 (41)4.7其他接口电路设计 (42)结论 (1)参考文献 (1)致谢 (2)第1章绪论1.1 数控装备技术的现状及发展趋势数控技术,简称数控(Numerical Control )即采用数字控制的方法对某一工作过程实现自动控制的技术。
(完整版)机械系数控技术专业毕业设计论文

中等职业学校专业骨干教师国家级培训数控技术应用专业结业论文河南邓州市职教中心李晓静内容提要:此次设计是基于华中数控系统的XH714D加工中心的板类零件编程与加工。
设计借助了现阶段所学的专业知识,认真分析了该零件在数控加工中的相关工艺过程。
加工内容包括了铣削凸台平面、凸台轮廓、型腔;钻、铰通孔、攻螺纹等。
一零件分析1.1 零件材料分析由零件图可知:零件材料为45#钢,为优质碳素结构钢。
含碳量在0.42~0.50%之间,属于高强度中碳钢。
具有良好的综合力学性能,切削性能良好。
1.2 零件结构分析该零件为一个小型的板类零件,其毛坯尺寸为124×104×44mm。
零件由带圆角的矩形凸台、带圆槽的凸台、五边形凸台,带圆角的型腔、通孔和两个螺纹孔组成。
其上的五边形凸台为内接正五边形。
1.3 零件精度分析由图纸可知零件的各尺寸精度要求均较高。
零件毛坯留有一定的余量,凸台及凸台轮廓、型腔、通孔、螺纹孔等的精度要求较高,其中高精度要求的加工内容为:带圆角的矩形凸台轮廓、带圆槽的凸台上表面、型腔、通孔,均为7级精度要求;螺纹孔为6级精度要求。
二加工方案平面、平面轮廓在镗铣类数控机床上的加工方法是铣削。
经粗铣的平面,尺寸精度可达IT12~IT14级(指两平面之间的尺寸),表面粗糙度值可达。
经粗、精铣的平面,尺寸精度可达IT7~IT9级,表面粗糙度值可达。
孔加工方法比较多,有钻、扩、铰、镗等。
大直径孔还可采用圆弧插补方式进行铣削加工。
孔的加工方式与其所能达到的精度有很紧密的联系。
为提高孔的位置精度,在钻孔工步前需要安排锪平端面和打中心孔工步。
对螺纹加工,要根据孔径大小采取不同的处理方式,一般情况下,直径在M6~M20mm之间的螺纹,通常采用攻螺纹的方法加工;M6mm以下,M20mm以上的螺纹只在加工中心上完成底孔加工,攻丝可通过其他手段进行。
该凸模零件由于是中小批量生产,从经济、时效等方面考虑铣六方在普通铣床上完成加工,余下的平面及凸台轮廓、通孔、螺纹孔在XH714D立式加工中心上加工完成。
切割机毕业论文
切割机毕业论文切割机毕业论文引言:切割机作为一种重要的机械设备,广泛应用于各个行业,如金属加工、建筑、汽车制造等。
本论文旨在对切割机的原理、分类、应用以及未来发展进行研究与探讨,以期为相关行业提供参考和指导。
一、切割机的原理切割机的基本原理是利用切割工具对材料进行切割和分离。
常见的切割工具包括刀具、激光、等离子等。
切割机通过控制切割工具的运动轨迹和力度,实现对材料的精确切割。
二、切割机的分类根据切割工具的不同,切割机可以分为机械切割机、激光切割机、等离子切割机等几种类型。
机械切割机适用于对金属材料进行切割,具有成本低、切割速度快等优点;激光切割机适用于对金属和非金属材料进行高精度切割,具有切割质量高、无需刀具更换等优点;等离子切割机适用于对金属材料进行快速切割,具有切割速度快、切割厚度大等优点。
三、切割机的应用切割机广泛应用于各个行业。
在金属加工行业,切割机用于对金属材料进行切割和加工,如制作零件、模具等;在建筑行业,切割机用于对混凝土、石材等进行切割和开槽;在汽车制造行业,切割机用于对汽车零部件进行切割和加工。
切割机的应用领域非常广泛,为各个行业提供了高效、精确的切割解决方案。
四、切割机的发展趋势随着科技的不断进步和创新,切割机也在不断发展和改进。
未来,切割机的发展趋势主要体现在以下几个方面:1. 自动化程度的提高:随着人工智能和机器学习等技术的应用,切割机将实现更高的自动化程度,减少人工干预,提高生产效率。
2. 切割质量的提升:通过优化切割工具和切割参数,切割机将实现更高的切割质量,减少切割缺陷和残余应力。
3. 环保节能的要求:切割机将更加注重环保节能,采用新型的切割工具和切割技术,减少能源消耗和废料产生。
4. 多功能化的发展:切割机将实现多功能化的发展,不仅能够实现切割,还能够进行打孔、雕刻等多种加工操作,提高设备的利用率。
结论:切割机作为一种重要的机械设备,在各个行业中发挥着重要的作用。
数控激光切割机设计
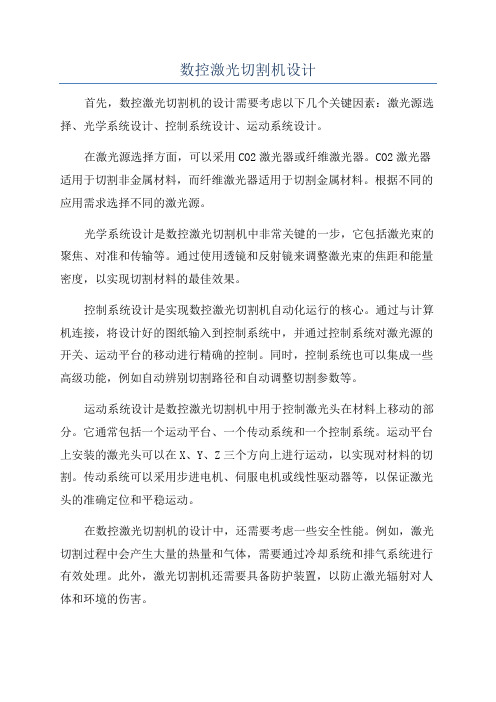
数控激光切割机设计首先,数控激光切割机的设计需要考虑以下几个关键因素:激光源选择、光学系统设计、控制系统设计、运动系统设计。
在激光源选择方面,可以采用CO2激光器或纤维激光器。
CO2激光器适用于切割非金属材料,而纤维激光器适用于切割金属材料。
根据不同的应用需求选择不同的激光源。
光学系统设计是数控激光切割机中非常关键的一步,它包括激光束的聚焦、对准和传输等。
通过使用透镜和反射镜来调整激光束的焦距和能量密度,以实现切割材料的最佳效果。
控制系统设计是实现数控激光切割机自动化运行的核心。
通过与计算机连接,将设计好的图纸输入到控制系统中,并通过控制系统对激光源的开关、运动平台的移动进行精确的控制。
同时,控制系统也可以集成一些高级功能,例如自动辨别切割路径和自动调整切割参数等。
运动系统设计是数控激光切割机中用于控制激光头在材料上移动的部分。
它通常包括一个运动平台、一个传动系统和一个控制系统。
运动平台上安装的激光头可以在X、Y、Z三个方向上进行运动,以实现对材料的切割。
传动系统可以采用步进电机、伺服电机或线性驱动器等,以保证激光头的准确定位和平稳运动。
在数控激光切割机的设计中,还需要考虑一些安全性能。
例如,激光切割过程中会产生大量的热量和气体,需要通过冷却系统和排气系统进行有效处理。
此外,激光切割机还需要具备防护装置,以防止激光辐射对人体和环境的伤害。
总结起来,数控激光切割机的设计是一个复杂而综合的过程。
要设计出高效、安全、稳定的激光切割机,需要充分考虑激光源选择、光学系统设计、控制系统设计和运动系统设计等关键因素。
通过合理的设计和优化,可以实现高精度、高速度、高效率的切割过程,满足不同材料的切割需求。
切割机毕业设计

切割机毕业设计是一个涉及机械设计、电气工程、材料学以及控制工程等多个领域的综合性项目。
一个典型的切割机设计项目可能包括以下几个步骤:1. 需求分析与初步设计:- 确定切割机的用途,例如是用于金属、木材还是塑料等材料的切割。
- 明确切割机的规格要求,如最大切割尺寸、精度、速度等。
- 进行市场调研和文献回顾,了解当前切割技术的发展状况。
- 提出初步的设计方案,可能包括手动切割机、数控切割机或者激光切割机等。
2. 详细设计与建模:- 使用CAD软件(如SolidWorks)进行详细的机械结构设计,包括框架、滑轨、刀片或激光头、电机等部件的设计。
- 选择合适的驱动系统,如步进电机或伺服电机,并进行相应的电气设计。
- 设计控制系统,可能包括PLC控制或基于微控制器的控制系统设计。
- 进行切割机的整体装配和零件间的配合检查。
3. 仿真与分析:- 使用相关的仿真软件(如ANSYS)对关键部件进行力学分析和优化。
- 对切割过程进行仿真,以预测切割效果和机器性能。
4. 制造与组装:- 根据设计图纸制造或采购所需的零件。
- 组装切割机,并确保所有部件正确安装且机器能够平稳运行。
5. 测试与调试:- 对切割机进行实际操作测试,检验其切割效果和工作性能是否符合设计要求。
- 根据测试结果进行必要的调整和优化。
6. 编写毕业设计报告:- 撰写详细的毕业设计报告,包括设计背景、设计过程、理论分析、仿真与实验数据、结论及建议等内容。
在进行切割机毕业设计时,需要注意以下几点:- 安全性:确保设计中考虑到操作安全,包括设置紧急停止按钮、防护罩等安全措施。
- 经济性:在满足功能要求的前提下,尽量选择成本效益高的材料和设计方案。
- 可靠性与维护性:设计应确保机器的稳定运行,并且便于日常维护和故障排除。
- 创新性:鼓励在设计中加入创新元素,如新型切割技术的应用、智能化控制系统的开发等。
最终的设计应该是一个综合考虑了机械结构、电气控制、材料特性和用户需求的完整解决方案。
(强烈推荐)激光切割机的运行与维护毕业论文设计
论文题目:激光切割机的运行与维护目录内容摘要 (3)摘要译文 (4)正文引言 (5)第一章激光切割机的原理 (6)1). 激光切割的原理与分类 (6)2).激光切割机的特点 (7)第二章激光切割机的应用与基本操作 (9)1)电源onoff (9)2)操作画面 (10)3)程序设置 (12)第三章激光切割机的日常维护与修理 (28)第四章Safety注意事项 (29)参考文献 (31)相关专业英文资料及翻译 (32)摘要三星电机所选用的是SED公司专门为其生产的激光切割机!它能满足三星电机对手机摄像头PCB 最严格的要求,它的切割切口细窄,切缝两边平行并且与表面垂直,切割PCB的尺寸最高精度可达±0.005mm,而三星所要求的是±0.02mm。
激光切割机还有如下特点:1) 切割表面光洁美观,表面粗糙度只有几十微米,甚至激光切割可以作为最后一道工序,无需机械加工,零部件可直接使用。
2)材料经过激光切割后,热影响区宽度很小,切缝附近材料的性能也几乎不受影响,并且工件变形小,切割精度高,切缝的几何形状好,切缝横截面形状呈现较为规则的长方形本实践报告主要写SED激光切割机的基本操作的使用与检测故障安全并维护修理,主要从设备操作、机种变更、故障诊断及安全等几方面进行介绍,通过自己在车间的亲身实习和阅览设备说明书,对这几方面的内容做了简单的介绍和总结,包括在生产过程中,设备的稼动可能给制品带来多种不良的产生,设备的瞬间停机、调试、故障维修等。
关键词:SED激光切割机机种变更维护修理AbstractThe SAMSUNG electrical machinery selects is SED Corporation specially for its production laser cutter!It can satisfy the SAMSUNG electrical machinery to the thin narrow, and kerf nearby two parallel with surface vertical, cuts PCB the size to be possible to reach ±0.005mm, what but SAMSUNG requests is ±0.02mm.The laser cutter also several dozens microns, even laser cutting may take the finish, does not need the machine-finishing, the spare part may use directly.2) The material after laser cutting, the is shape presents a more regular rectangleThis practice report mainly writes the SED laser cutter the elementary operation eo use and the examination breakdown security and the maintenance and repair, mainly from the equipment operation, the aircraft type change, the breakdown diagnosis and the security and so on several aspects carries on the introduction, through oneself in workshop by oneself practice and the readingequipment specification, and the summary to these aspect content, including in the production process, the equipment crops moves possibly brings many kinds of not good productions to the product, the equipment instantaneous engine off, the debugging, the breakdown service and so on.Key word: SED laser cutter Aircraft type change Maintenance and repair机关切割机的应用与维护引言SED激光切割机,由两台PC进行控制,作用是切割PCB中仅零点及毫米的连接点将其切断,其精密度在世界领先,主要运用在精密电子产业中。
切割设备的毕业设计

切割设备的毕业设计引言这份文档旨在提供关于切割设备毕业设计的详细信息。
切割设备是一种用于在各种工业和制造环境中切割材料的设备。
本文将介绍关于该毕业设计的目的、设计要求、实施步骤和预期结果。
目的本毕业设计的目的是设计一种高效、精确并安全的切割设备,以满足工业和制造领域对材料切割的需求。
该设备将能够在不同类型的材料上进行切割,如金属、塑料和木材等。
设计要求以下是本毕业设计所需满足的设计要求:1. 高效性:切割设备需要具有高效的切割速度,以提高生产效率。
2. 精确性:设备应能够在准确的位置上进行切割,并保持切割线的精度。
3. 安全性:切割设备应配备适当的安全措施,以确保操作人员的安全。
4. 操作简便:设备应易于操作和维护,使操作员能够快速上手并确保设备长期可靠运行。
5. 耐用性:设备应具有足够的耐用性,能够在长时间使用后仍能保持高效和准确的切割性能。
实施步骤以下是完成本毕业设计的预期实施步骤:1. 研究:深入研究不同类型的切割设备和技术,了解其工作原理和应用领域。
2. 设计:基于已有研究和设计要求,进行切割设备的设计,包括结构、电气和控制系统等方面。
3. 制造:根据设计图纸和规格,制造和组装切割设备的各个组件和部件。
4. 调试:对制造完成的切割设备进行测试和调试,确保其能够满足设计要求和功能。
5. 优化:根据测试和调试结果,对切割设备进行优化和改进,以提高其性能和功能。
6. 验证:通过性能测试和实际应用,验证切割设备的设计和功能。
预期结果完成本毕业设计后,预期可以实现以下结果:1. 设计并制造一种高效、精确和安全的切割设备。
2. 通过测试和验证,证明切割设备能够满足设计要求和功能。
3. 提供切割设备的详细设计文档和说明书,以便制造商和用户使用。
以上是关于切割设备毕业设计的文档内容,希望能对你有所帮助。
如有任何问题,请随时联系我。
毕业论文(设计)激光切割机机械系统设计
【摘要】面对高韧性、高强度材料和精密细小的零件,普通机床难以胜任,于是激光切割机就诞生了。
相比于传统切割机省去了刀具的磨损,更换等不可避免环节,优势较明显。
所以激光切割机在未来制造业中将扮演越来越重要的角色,对其的研究也是有积极意义的。
此次设计了一台数控激光切割机,就是在原有普通切割机基础上升级完成了改装。
完成了一台由单片机控制的激光切割机,并加上以前机床没有的切屑处理装置,这次采取的是Z轴浮动模式,工作平台XY轴向移动的基础设计。
没有采用Z轴全动模式主要考虑到激光发射源的高能性,倘若Z轴激光源同时进行XY方向运动的话,势必对高能激光源带来一些不确定性,所以我这次决定用集中控制分别驱动的模式。
此外还进行了受力分析,强度计算,滚珠丝杠的选择,以及电机的驱动系统设计计算。
本设计主要针对机床机械系统进行了分析设计,主要包括机床整体结构,受力等方面.其次,这次还对机床切屑处理进行结构设计,在切屑处理细节上取得了一定成果。
在步进电机选用上下了很多功夫,因为这是一个系统的心脏。
所以对电机起动力矩进行了反复验算,对步距角进行了严格控制,因为动力驱动系统的好坏是决定整个系统的好坏的关键。
此外,我还对传动系统的刚度进行了验算,确定工作台不出现爬行状态,确保机床安全有效运行。
【关键词】激光切割机床,结构设计,Z轴浮动Mechanical engineering and automation 【ABSTRACT】In the face of high toughness, high strength material and fine fine parts,common machine tool is not competent, so laser cutting machine was born. Compared with the traditional cutting machine, the wear and tear of the tool is avoided, and the advantages are obvious.. So laser cutting machine in the future manufacturing will play an increasingly important role, and its research is also active.The design of a CNC laser cutting machine, is the original general cutting machine based on the upgrade completed a modification. Completed a controlled by single chip microcomputer, laser cutting machine, and before the machine is not the chip treatment device, this is Z axis floating mode, XY axial movement of platform based design. Without the use of Z axis moving mode mainly take into account the high energy of laser emission source, if Z axis laser source at the same time the direction of movement of the XY is bound to the high-energy laser source bring some uncertainty, so this time I decided to use centralized control separately driven mode. In addition, the strength analysis, the strength calculation, the choice of the ball screw and the design and calculation of the drive system of the motor are also carried out.. This design mainly for the mechanical system of the machine tool were analysis and design, mainly includes the overall structure of the machine, force etc.. Secondly, the on machine to ol chip processing for structural design in chip details of the deal has made some achievements. The selection of the stepper motor with a lot of effort, because this is the heart of a system. So the motor starting torque were repeatedly checked, the strict control of step angle, because the quality of the power driven system is the key to determine the quality of the whole system. In addition, I have the stiffness of the transmission system checked, determine the working table does not appear crawling state, to ensure the safe and effective operation of the machine tool.【Key words】laser cutting machine tools, Mechanical systemdesign,Z floating axle目录1 绪论 (1)1.1课题背景与现实意义 (1)1.2现实意义 (2)1.3设计任务 (3)1.4总体设计方案与模拟图 (4)2 机械部分XY工作台与Z轴基本结构设计 (5)2.1 XY工作台设计 (5)2.1.1主要设计依据及其参数 (5)2.1.2 XY工作台部件的系统受力分析 (5)2.1.3确定XY工作台尺寸与估算重量 (6)2.2 Z轴随动系统的设计 (6)3 滚珠丝杠传动系统的设计计算 (7)3.1 强度计算 (7)3.2 滚珠丝杠副的传动效率 (7)4 直线滚动导轨的选型 (8)5 步进电机及其传动机构的确定 (9)5.1 步进电机的选用 (10)5.1.1 脉冲当量和步距角 (10)5.1.2步进电机上起动力矩的近似计算 (10)5.1.3确定步进电机最高工作频率 (11)5.2齿轮传动机构的确定 (11)5.2.1传动比的确定 (11)5.2.2齿轮结构主要参数的确定 (11)5.3步进电机惯性负载的计算 (12)6 传动系统刚度的论证 (14)6.1 工作台不出现爬行的条件 (14)6.2根据微量进给的灵敏度来确定传动系统刚度 (14)7 消隙的方法与预紧 (15)7.1消隙方法 (16)7.1.1偏心轴套调整法 (16)7.1.2锥度齿轮调整法 (17)7.1.3双片齿轮错齿调整法 (17)7.2预紧 (18)8 关于切割过程中产生切屑的处理办法 (19)结论 (20)参考文献 (21)致谢 (22)绪论1.1课题背景激光被誉为二十世纪最重大的科学发现之一,自1960年问世就引起了科学家的高度重视.激光加工技术一直以来都是国家“十二五”规划中将高端装备制造业列为重要的新兴产业,这对激光加工产业无疑是良好的契机,也势必对激光加工机床制造和产品升级带来巨大商机。
数控切割机在机械制造系统中的应用论文

数控切割机在机械制造系统中的应用论文数控切割机在机械制造系统中的应用论文一、数控切割机在机械制造系统中的应用数控切割机在应用时,为了提高生产效率,必须对加工程序进行优化,为了提高加工的质量,首先需要进行制图,要采用特殊的制图软件,还要根据加工对象对制图技术进行改进,要结合施工材料的属性,选择最佳的切割技术。
在对零部件进行加工时,一定要做好细化工作,要重视对施工工序的优化。
在工序设计时,技术人员必须输入运行程序,要做到对机械设备的稳定控制,这样才能实现数据系统的正常运行。
在应用数控切割机时,对节点坐标的确定是通过计算机技术实现的,为了提高数据的准确性,还要对相关参数进行修改,为了提高生产的效率,要保证切割编程的高效性,在优化编程时要以提高切割的质量以及适用王亮黑龙江工程学院黑龙江哈尔滨150000范围为原则。
二、提高机械制造系统中数控切割机生产效率的措施1、优化切割工艺,改进切割技术在我国当前机械制造系统中,多采用的是数控切割机工艺技术,该项技术是利用数字程序对机床运动情况进行控制,实现了人机的协调配合。
为了提高数控切割机的生产效率,必须对传统的工艺技术进行改进与优化,在当前科技不断发展的背景下,一定要引进先进的工艺技术,还要提高切割设备的性能,做好上下料的控制工作,减少设备待机的时间,实现自动化、全天化、智能化的运行,这也是提高数控切割机生产效率最直接的方式。
在优化切割机时,要对引割点的位置进行准确的确定,这样有利于降低设备热变形的概率,也可以有效降低切割机设备报废的概率,是延长设备使用寿命的有效措施。
在确定引割点时,需要考虑影响其准确性的因素,在多个工件套料进行切割时,还要考虑相邻工件之间的相互影响,要以减少空程、空转的时间为目的。
另外,切割中厚板材时,一般是沿着边缘进行切割,这样可以节省穿孔的`时间,还可以降低切割损耗。
2、提高编程软件水平数控切割机主要用于复杂件以及多工件的切割作业,其软件水平直接影响到整个切割工艺水平。
激光切割毕业论文

激光切割毕业论文激光切割技术在工业制造中越来越受到重视,它具有高精度、高效率、高质量等优点,可以满足不同领域的需求。
本文通过对激光切割技术的基本原理、应用场合以及常见的问题等方面进行探究和分析,以期能够更加深入地了解和掌握这一技术的相关知识。
1. 激光切割技术的基本原理激光切割技术是利用激光的高能量密度使被加工材料局部区域迅速升温并熔化,再利用熔池或气流等方式使其形成切割缝。
整个切割过程所需要的能量主要来自激光器,其发出的光束经过反射、聚焦等方式集中到被加工材料表面,形成较小的区域。
在这个区域内,激光的光能转化为热能,材料因此而被加热,接着发生熔化、汽化等反应。
由于激光光束具有高纵向和横向单色性、聚焦性、高功率、可控性以及波长短等特点,因此在工业制造过程中具有广泛应用价值。
激光切割技术适用于诸如金属、塑料、木材、橡胶、纸张等各类材料的切割,且因其能实现精密、高效和自动化的加工,逐渐被应用于如航空航天、汽车制造、电子制造等行业中。
2. 激光切割技术的应用场合(1)金属加工领域激光切割技术在金属加工领域中其应用更为广泛,其可以切割如钢、铝等常见金属材料,此外还可以进行穿孔、切缝、微切割、雕刻等操作。
其可以应用于航空航天、汽车制造、电力设备制造、电子设备制造等诸多领域。
(2)塑料、橡胶等工业制品加工激光切割技术还广泛应用于塑料、硅胶、橡胶、玻璃、陶瓷等工业制品的加工与制造。
其可以应用于生产汽车、医疗设备、电子设备等工业产品。
(3)电子领域在电子领域中,激光切割技术可以用来生产各种类型的电子元件,如安装在电子设备内部的电路板等。
3. 激光切割技术的常见问题及解决方法(1)切割效率低下激光切割过程中出现效率低下,主要原因可能是反射率过高、过厚或密度大等造成的。
解决方法可能包括调节激光切割机参数、更换切割头等。
(2)切割质量不好切割质量欠佳可能是由材料变形、切缝位置偏差、切割口形不规则等因素造成的。
解决方法可能包括优化激光切割机的参数、更改切割头、改变切割角度等。
激光切割技术论文
激光切割技术论文激光切割技术论文激光切割技术论文【1】[摘要]随着我国技术的发展,激光切割技术得到不断发展,应用范围日益广泛。
本文主要是对激光切割技术的涵义、优点,国内外的发展现状及其数控激光切割技术的发展趋势进行分析论述,希望能够更好地了解应用激光切割技术。
[关键词]激光;激光技术;发展趋势激光技术是20世纪伟大的发明之一,自1960年第一台激光器问世以来,固体激光器、气体激光器、半导体激光器以及准分子激光器陆续诞生;激光不同于普通光源,它具有良好的单色性和相干性,很好的方向性,极高的能量密度,这些特点使得激光广泛地应用于各类机械加工领域,如激光切割、焊接、激光淬火、激光打标等等,而激光切割被认为是激光技术应用中最成熟的工艺。
下文将对激光切割技术的相关内容进行详细的论述。
一、激光切割的概述1.激光切割的涵义激光切割是激光加工行业中最重要的一项应用技术,也是激光加工中应用最早、使用最多的加工方法。
激光切割是用聚焦镜将CO2激光束聚焦在材料表面使材料熔化,同时用与激光束同轴的压缩气体吹走被熔化的材料,并使激光束与材料沿一定轨迹做相对运动,从而形成一定形状的切缝。
激光切割技术经过近几年的发展,广泛应用于汽车、机车车辆制造、航空、化工、轻工、电器与电子、石油和冶金等工业部门中。
2.激光切割的优点激光切割技术具有以下优点:第一,精度高:定位精度0.05mm,重复定位精度0.02mm。
第二,切缝窄:激光束聚焦成很小的光点,使焦点处达到很高的功率密度,材料很快加热至气化程度,蒸发形成孔洞。
随着光束与材料相对线性移动,使孔洞连续形成宽度很窄的切缝。
切口宽度一般为0.10~0.20mm。
第三,切割面光滑:切割面无毛刺,切口表面粗糙度一般控制在Ra12.5以内。
第四,速度快:切割速度可达10m/min,最大定位速度可达70m/min,比线切割的速度快很多。
第五,切割质量好:无接触切割,切边受热影响很小,基本没有工件热变形,完全避免材料冲剪时形成的塌边,切缝一般不需要二次加工。
激光切割技术论文(2)
激光切割技术论文(2)激光切割技术论文篇二论激光切割技术及其在农机制造中的应用摘要:介绍了农机行业的发展现状以及对现代加工技术的迫切需求,分析了我国农业生产和农业机械的特点,并着重阐述了数控激光切割技术的原理、特点以及其在农机制造业的研究及其应用。
关键词:农机制造;数控激光加工技术;应用中图分类号:TN24 文献标识码:A1 农机行业的快速发展对现代加工技术的迫切需求1.1 农机行业的发展现状中国是农业大国,农业是国家的命脉,农业机械化发展是农业发展的重要保证。
我国农业机械制造业是在新中国成立后,从无到有逐步发展起来的,是从增补旧式农具和制造推广新式农具起步的。
我国农机工业经过50年的发展,已形成了拖拉机、内燃机、耕作机械、植保机械、收获机械、排灌机械、运输机械、畜牧机械、农副产品加工机械、饲料加工机械、半机械化农具、拖内配件等13个小行业,能生产16大类、104个小类、3200多种产品的完整工业体系,使我国农业机械化水平不断提高,促进了我国农业劳动力结构的巨大变化,对我国农业和农村经济的发展作出了重要贡献。
虽然中国农机总量快速发展,但巨大的人口基数仍使中国农机人均保有量处于世界平均水平之下,综合机械化水平仅约48%,并呈现明显的结构性不均衡:小型机械较多而大中型机械较少、动力机械较多而配套机械较少、机耕机械化水平显着高于机播和机收、粮食作物机械化水平普遍高于经济作物,丘陵地带机械化仍处于起步阶段。
同时,由于我国的农业机械工业规模普遍偏小,产品技术含量较低,新技术和新设备又难以得到很好的推广,造成了农机行业整体发展水平的滞后。
1.2 农业机械的产业特征我国的农业生产的特点直接决定了我国农业机械的产业特征具有农机种类品种多样化,农机的技术难度大小反差很大,而且农机使用要求可靠性高、适应性强,特别是农机科研、生产的周期长、投入大。
在农业生产中,种植业、林业、渔业的开垦、种植和收获都受到季节性影响,农机研制经过设计、试制、性能试验、生产试验、推广示范等步骤才能用到生产中去;生产试验和推广示范都受到农业季节性制约,错过生产的季节性工况环境,只能等下一个年度再进行,所以,一种新机型的诞生,一般需要经过3~5年,有的甚至更长。
数控切割机论文
数控切割机的调试摘要:本文论述了数控切割机在调试方法及步骤,分别对切割机的硬件和软件部分进行调试。
全面阐述了轨道、斯达特系统参数和A4/A5松下伺服驱动器参数的设置,通过对这些参数的修改和调试,使切割机能充分发挥它自身的功能,让其能达到该有的控制精度,使其响应速度、制动速度达到最快,达到机床最优的控制性能。
最后对割枪的火焰调节,通过对燃气、预热养、高压养比例的调节从而达到适合各种切割加工的作用。
关键词:数控切割机轨道参数调试目录绪论 (3)一、数控切割机的概述 (4)二、导轨的安装及调试 (5)(一)、导轨的规格 (5)(二)、水平仪的使用及注意事项 (5)(三)、地基、工字钢的要求 (7)(四)、导轨调试 (7)三、斯达特系统和A4/A5驱动器的调试 (8)四、画线测试 (12)五、试割 (13)六、结论 (13)七、致谢 (14)绪论“焊接与切割机”素有钢铁裁缝之称,已成为桥梁、锅炉压力容器及金属结构等行业的关键制造技术。
切割机是焊接的首道工序,切割机断面质量、数控切割机效率及材料利用率的高低都直接影响着焊接产品的质量和生产成本,因此切割机是焊接生产的重要工艺。
特别是火焰切割机作为很广泛的应用,其控制方面比手割精度要高很多,稳定性也要好很多。
所以在使用一台数控切割机机床之前,数控切割的精度是很关键的,这就是数控切割机的调试工作,在电气参数和机械参数都正常的情况下。
怎样将数控切割机的精度调至到最佳。
这就是需要长时间的经验,以及相当高的理论知识的储备,调试方法的正确性、合理性。
在精密的数控切割机当中,需要的硬件支持中,其机械传动部分必须有高的精度,例如导轨的调试精度。
以及电气控制系统硬件的稳定性。
在保证硬件都很好的前提下,才能获得较高的切割效果。
一、数控火焰切割机概述从发展趋势来看,数控切割机市场上数控火焰切割机将保持基本市场,而数控等离子及激光切割机将成为板材切割市场中的主流力量,专用型材数控切割设备、接触式和非接触式非金属专用数控切割设备也将有较大的发展空间,整个数控切割机市场将不断扩大。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
目录摘要 (Ⅰ)ABSTRACT (Ⅱ)1 绪论 (1)1.1课题背景 (1)1.2现实意义 (1)1.3设计任务 (1)1.4总体设计方案分析 (2)2 机械部分XY工作台及Z轴的基本结构设计 (4)2.1 XY工作台的设计 (4)2.1.1主要设计参数及依据 (4)2.1.2 XY工作台部件进给系统受力分析 (4)2.1.3初步确定XY工作台尺寸及估算重量 (4)2.2 Z轴随动系统设计 (5)3 滚珠丝杠传动系统的设计计算 (6)3.1 强度计算 (6)3.2 滚珠丝杠副的传动效率 (6)4 直线滚动导轨的选型 (8)5 步进电机及其传动机构的确定 (9)5.1 步进电机的选用 (9)5.1.1 脉冲当量和步距角 (9)5.1.2步进电机上起动力矩的近似计算 (9)5.1.3确定步进电机最高工作频率 (10)5.2齿轮传动机构的确定 (10)5.2.1传动比的确定 (10)5.2.2齿轮结构主要参数的确定 (10)5.3步进电机惯性负载的计算 (11)6 传动系统刚度的讨论 (13)6.1 根据工作台不出现爬行的条件来确定传动系统的刚度 (13)6.2根据微量进给的灵敏度来确定传动系统刚度 (13)7 消隙方法与预紧 (15)7.1消隙方法 (15)7.1.1偏心轴套调整法 (15)7.1.2锥度齿轮调整法 (16)7.1.3双片齿轮错齿调整法 (16)7.2预紧 (17)8 数控系统设计 (18)8.1 确定机床控制系统方案 (18)8.2 主要芯片配置 (18)8.2.1主要芯片选择 (18)8.2.2 主要管脚功能 (18)8.2.3 EPROM的选用 (19)8.2.4 RAM的选用 (20)8.2.5 89C51存储器及I/O的扩展 (20)8.2.6 8155工作方式查询 (21)8.2.7状态查询 (22)8.2.8 8155定时功能 (22)8.2.9 芯片地址分配 (23)8.3 键盘设计 (24)8.3.1键盘定义及功能 (24)8.3.2 键盘程序设计 (24)8.4 显示器设计 (28)8.4.1显示器显示方式的选用 (28)8.4.2显示器接口 (29)8.4.3 8155扩展I/O端口的初始化 (29)8.5 插补原理 (30)8.6光电隔离电路 (31)8.7越界报警电路 (31)8.8总体程序控制 (31)8.8.1流程图 (30)8.8.2总程序 (30)9 步进电机接口电路及驱动 (34)结论 (38)参考文献 (39)致谢 (40)1 绪论1.1课题背景激光被誉为二十世纪最重大的科学发现之一,它刚一问世就引起了材料科学家的高度重视。
1971年11月,美国通用汽车公司率先使用一台250W CO2激光器进行利用激光辐射提高材料耐磨性能的试验研究,并于1974年成功地完成了汽车转向器壳内表面(可锻铸铁材质)激光淬火工艺研究,淬硬部位的耐磨性能比未处理之前提高了10倍。
这是激光表面改性技术的首次工业应用。
多年以来,世界各国投入了大量资金和人力进行激光器、激光加工设备和激光加工对材料学的研究,促使激光加工得到了飞速发展,并获得了巨大的经济效益和社会效益。
如今在中国,激光技术已在工业、农业、医学、军工以及人们的现代生活中得到广泛的应用,并且正逐步实现激光技术产业化,国家也将其列为“九五”攻关重点项目之一。
“十五”的主要工作是促进激光加工产业的发展,保持激光器年产值20%的平均增长率,实现年产值200亿元以上;在工业生产应用中普及和推广加工技术,重点完成电子、汽车、钢铁、石油、造船、航空等传统工业应用激光技术进行改造的示范工程;为信息、材料、生物、能源、空间、海洋等六大高科技领域提供崭新的激光设备和仪器。
数控化和综合化把激光器与计算机数控技术、先进的光学系统以及高精度和自动化的工件定位相结合,形成研制和生产加工中心,已成为激光加工发展的一个重要趋势。
1.2现实意义激光切割机是光、机、电一体化高度集成设备,科技含量高,与传统机加工相比,激光切割机的加工精度更高、柔性化好,有利于提高材料的利用率,降低产品成本,减轻工人负担,对制造业来说,可以说是一场技术革命。
激光切割的适用对象主要是难切割材料,如高强度、高韧性、高硬度、高脆性、磁性材料,以及精密细小和形状复杂的零件。
激光切割技术、激光切割机床正在各行各业中得到广泛的应用。
因此研究和设计数控激光切割有很强的现实意义。
微机控制技术正在发挥出巨大的优越性。
1.3设计任务本次设计任务是设计一台单片机(89C51主控芯片)控制激光切割机床,主要设计对象是XY工作台部件及89C51单片机控制原理图。
而对激光切割机其他部件如冷水机、激光器等不作为设计内容要求,只作一般了解。
单片机对XY 工作台的纵、横向进给脉冲当量0.001mm/ pluse。
工作台部件主要构件为滚珠丝杠副、滚动直线导轨副、步进电机、工作台等。
设计时应兼顾两方向的安装尺寸和装配工艺。
1.4总体设计方案分析参考数控激光切割机的有关技术资料,确定总体方案如下:采用89C51主控芯片对数据进行计算处理,由I/O接口输出控制信号给驱动器,来驱动步进电机,经齿轮机构减速后,带动滚珠丝杠转动,实现进给。
其原理示意图1.1。
图1.1 系统总体原理图微机控制线路图参考MCS-51系列单片机控制XY工作台线路图。
步进电机参照RORZE株式会社的产品样本选取,以保证质量和运行精度,同时驱动器也选用RORZE的配套驱动器产品。
滚珠丝杠的生产厂家很多,本设计参照了汉江机床厂、南京工艺装备制造厂的样本资料,力求从技术性能、价格状况、通用互换性等各方面因素考虑,最后选用南京工艺装备厂的FFZD系列滚珠丝杠,即内循环垫片预紧螺母式滚珠丝杠副。
本设计弃用Z80,而选用单片机。
单片机体积小、抗干扰能力强,对环境要求不高,可靠性高,灵活性好,性价比大大超过了Z80。
比较后选用89C51为主芯片。
在使用过程中89C51虽有4K的FLASH(E2PROM),但考虑实际情况需配备EPROM和RAM,并要求时序配备。
选晶体频率为6MHz,89C51读取时间约为3t,则t=480ns ,常用EPROM读取时间约为200~450ns。
89C51的读取时间应大于ROM要求的读取时间。
89C51的读写时间约为4T,则TR=660ns,TW=800ns,常用RAM读写时间为200ns左右,均满足要求。
根据需要,扩展I/O接口8155,因显示数据主要为数字及部分功能字,为简化电路采用LED显示器。
键盘采用非编码式矩阵电路。
为防止强电干扰,采用光电隔离电路。
2 机械部分XY工作台及Z轴的基本结构设计2.1 XY工作台的设计2.1.1主要设计参数及依据本设计的XY工作台的参数定为:①工作台行程:横向320mm,纵向450mm②工作台最大尺寸(长×宽×高):1100×900×300mm③工作台最大承载重量:120Kg④脉冲当量:0.001mm/pluse⑤进给速度:60平方毫米/min⑥表面粗糙度:0.8~1.6⑦设计寿命:15年2.1.2 XY工作台部件进给系统受力分析因激光切割机床为激光加工,其激光器与工件之间不直接接触,因此可以认为在加工过程中没有外力负载作用。
其切削力为零。
XY工作台部件由工作台、中间滑台、底座等零部件组成,各自之间均以滚动直线导轨副相联,以保证相对运动精度。
设下底座的传动系统为横向传动系统,即X向,上导轨为纵向传动系统,即Y向。
一般来说,数控切割机床的滚动直线导轨的摩擦力可忽略不计,但滚珠丝杠副,以及齿轮之间的滑动摩擦不能忽略,这些摩擦力矩会影响电机的步距精度。
另外由于采取了一系列的消隙、预紧措施,其产生的负载波动应控制在很小的范围。
2.1.3初步确定XY工作台尺寸及估算重量初定工作台尺寸(长×宽×高度)为:1200×950×70mm,材料为HT200,估重为625N (W1)。
设中托座尺寸(长×宽×高度)为:1200×520×220mm,材料为HT200,估重为250N(W2)。
另外估计其他零件的重量约为250N (W3)。
加上工件最大重量约为120Kg(1176N)(G)。
则下托座导轨副所承受的最大负载W为:W=W1+W2+W3+G=665+250+250+1176=2301N2.2 Z 轴随动系统设计激光切割机对Z 轴随动机构要求非常高。
在切割中需随时检测和控制切割表面的不平度,通过伺服电机和滚珠丝杆调整切割头的高度,以保证激光聚焦后的焦点在切割板材的表面位置。
由于激光焦点至板面的距离将影响割缝宽窄及质量,因此,要求Z 轴的检测精度高于0.010mm :同时,随动速度应大于5m/min 。
随动速度太快会造成切割头上下震荡,太慢又造成切割头跟不上的现象。
目前。
对加工板材的检测主要有电容、电感、电阻、激光、红外等几种方式。
电感式和电阻式属于传感器,激光、红外及电容式属于非接触式传感器。
电容式传感器在运动检测过程中不发生摩擦阻力,最适于金属板材和高速切割加工,而激光和红外位移传感器对加工材料的反射率很敏感,仅适用于一些特殊场合的切割加工(如强磁场、强干扰环境)。
所以在选择传感器时,应注意检测精度和对切割材料的适应性,同时安装时还需要注意采取抗干扰措施。
割头具有多种先进的智能和附加功能,如自动调整激光喷嘴距离、自动清洁喷嘴、同轴喷水机构、切割头转动、切割嘴摆动等。
这些功能机构的增加,不可避免地增加了切割头的重量,成切割头的动态性能不好,随动机构反应不灵敏。
一般来说,普通数控激光切割机Z 轴拖动重量在5kg 以上时,应采用重力平衡设施。
而高性能数控激光切割机的Z 轴拖动重量在2kg 以上就必须施加重力平衡设施,特别是在高速飞行光路设计中,这一点尤为重要。
目前Z 轴上的重力平衡设施使用较多的是采用气缸托动方式(图2.1)。
该方式重量轻、体积小、易安装,还可根据要求调整气缸的平衡力。
反光镜平衡气缸直线导轨切割头Z 轴丝杆Z 轴电机图2.1 Z 轴随动机构3 滚珠丝杠传动系统的设计计算(一) 根据机床的受力情况及结构尺寸,参照南京工艺装备厂的产品系列,选用FFZD 内循环垫片预紧螺母式滚珠丝杆,具体型号如下:X 向: FFZD 2504-3/490×500 Y 向: FFZD 2504-3/500×1100(二) 因X 向的滚珠丝杆比Y 向的滚珠丝杆所受的负载大,现只计算X 向丝杆的相关数据,Y 向根据X 向的结果相同选用即可满足要求。
(三) 具体计算如下。
3.1 强度计算轴向负荷计算公式:a F =F+UW 式(3.1)式中F —— 切削力,F=0W ——工件重量加工作台重量 W=2301NU ——滚动导轨上的滚动摩擦系数(约为0.003-0.004),取U=0.004 则根据式(3.1):a F = 0.004×2301=92N激光切割机滚珠丝杠是在低速条件下工作的。