小型智能回流焊机T962A说明书
回流焊机T-960操作说明书

LED新光源焊机用户使用手册型号: T-960泰安普惠电气科技有限公司一、产品特点1、本机采用红外加强制热风加热技术,配备专用设计风轮风速稳定,温度均匀适合LED新光源、BGA元件的中批量不间断焊接;2、本机配备履带式、五温区加热系统,各温区采用强制独立循环,独立PID 控制,上下独立加热方式,使炉腔温度准确、均匀、热容大、升温快,从室温到工作温度≤20MI N;3、智能曲线加热方式,超大容量曲线选择,配备8条工艺曲线完全能满足各类焊接工艺要求;4、可编程控制技术,预设曲线记忆存储功能,可按您预设曲线自动完成整个焊接过程;5、采用热电偶测温,并加有补偿电路,使测温更准确,让曲线更完美;6、PID智能控温技术,让控温更精确,进口大电流固态继电器无触点输出能有效避免迅速升温或不间断升温而造成的芯片或电路板损坏,使整个焊接过程更加科学安全;7. 传动系统采用进口变频马达,PID全闭环调速,配合1:150的进口涡轮减速器,运行平稳,速度可调范围0-1500mm/min。
8. 采用独立滚轮结构及托平支撑,专用不锈钢乙字网带,耐用耐磨运行平稳,速度精确可达±10mm/min;9. 独立的冷却区,保证了PCB板出板时的低温所需;10、友好的人机操作界面,完美的液晶显示,无需与PC机相连,整个加热过程让你一目了然;11、刚毅的外观,轻巧的体积,从始至终体现科技为本。
台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
二、技术参数三、主要部件四、主要部件功能说明1、焊台主体2、控制柜面板3、机器外部接线说明L1、L2、L3接火线N接零线PE接地(380V接线图)(220V接线图)将机器侧面螺丝卸下,取下方形盖,按照L N PE 接线要求顺次将电源线压接在接线端子上。
五、操作说明1、开机后进入设置界面。
按F2进行曲线选择,按F1进行点选择,按F3/F4设置对应区温度的上移/下移,按F5进入加热界面;2、五个红色小开关1/2/3/4/5分别控制下第一温区/上第一温区/上第二温区/上第三温区/下第二温区;3、温度达到平衡时,打开电机开关,并调节传送带速度;4、按F2停止加热,并进入设置界面;5、出厂时,每一条温度曲线的用途如下:曲线1、2,适用于焊含铅量比较少的焊料;如:85Sn/15Pb 70Sn/30Pb等;曲线3、4,适用于焊含铅量比较多的焊料;如:63Sn/37Pb 60Sn/40Pb等;曲线5、6,适用于焊高熔点无铅焊料;如:Sn/Ag3.5; Sn/Cu.75Sn/Ag4.0/Cu.5 Sn95.5/Ag3.8/Cu0.7 等;曲线7、8,适用于焊中熔点无铅焊料;如:Sn/Ag2.5/Cu.8/Sb.5;Sn/Bi3.0/Ag3.0 等;曲线1、3、5、7推荐单板焊接周期480S,曲线2、4、6、8推荐单板焊接周期280S。
(整理)智能小型回流焊机T-962
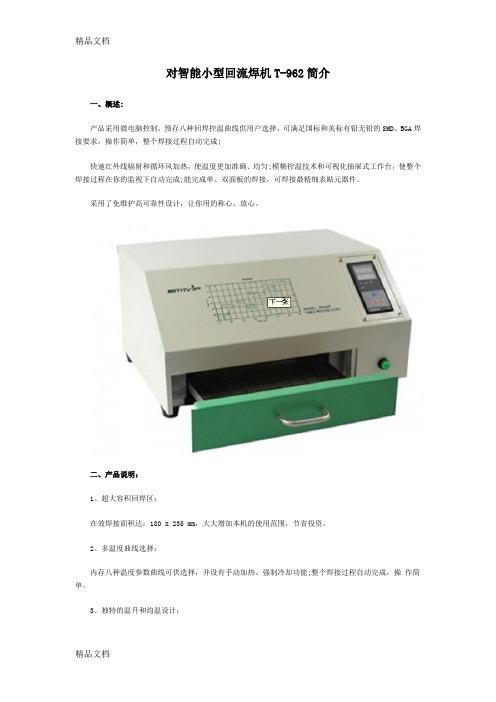
对智能小型回流焊机T-962简介一、概述:产品采用微电脑控制,预存八种回焊控温曲线供用户选择,可满足国标和美标有铅无铅的SMD、BGA焊接要求,操作简单,整个焊接过程自动完成;快速红外线辐射和循环风加热,使温度更加准确、均匀;模糊控温技术和可视化抽屉式工作台,使整个焊接过程在你的监视下自动完成;能完成单、双面板的焊接,可焊接最精细表贴元器件。
采用了免维护高可靠性设计,让你用的称心、放心。
二、产品说明:1、超大容积回焊区:在效焊接面积达:180 x 235 mm,大大增加本机的使用范围,节省投资。
2、多温度曲线选择:内存八种温度参数曲线可供选择,并设有手动加热、强制冷却功能;整个焊接过程自动完成,操作简单。
3、独特的温升和均温设计:输出功率达800W的快速红外线加热和均温风机配合使温度更加准确、均匀,可以按你预设的温度曲线自动、准确完成整个生产过程,无须你动手。
4、人性化的科技精品:刚毅的外观,可视的操作,友好的人机操作界面,完美的温度曲线方案,从始至终体现科技为本;轻巧的体积和重量,让你节约大量金钱,台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
5、完善的功能选择:回焊、烘干、保温、定型、快速冷却等功能集于一身;可完成CHIP、SOP、PLCC、QFP、BGA等所有封装形式的单、双面PCB板焊接;可用作产品的胶固化,电路板热老化,PCB板维修等多种工作。
广泛适用于各类企业、公司、院所研发及小批量生产需要。
6、技术参数:有效焊接面积:18 x 23.5 cm产品外型尺寸: 31 x 29 x17 cm产品包装尺寸: 36 x 23 x36 cm额定功率: 800W工艺周期: 1~8 min电源电压: AC220V/50HZ产品净重: 6.2Kg产品毛重: 7.5Kg三、操作说明:1、设备安装调试与操作:将本机放置在通风的平台上,保证底部通风流畅,不能有可燃物品,抽屉向外放置,预留抽屉开合的空间,方便操作;机体四边要求预留20mm的散热空间;先将随机电源线插好,检查电压为AC220V无误后,插入插座,开启电源开关,前面板液晶屏显示。
WSE-IGBT系列焊机使用说明书 (2)
购买日期: 序列编号: 焊机型号: 购买地点:
-1-
成都华远电器设备有限公司
WSE-IGBT 系列 逆变交直流手工钨极氩弧焊机
警示
电弧及弧光可能损害健康
保护自己和他人免受电弧辐射和灼伤,避免小孩进入危险区,施焊人员应有权威机构出具的健 康证明
仔细阅读下列重要提示,仔细阅读由权威机构发行的焊工安全条例,确保焊机和切割机的安装、使 用、维护和维修均由专业人士进行。
WSE-IGBT 系列 逆变交直流手工钨极氩弧焊机
Inveter AC/DC Pulsed Argon Are Welding User’s Marual
使 用 说 明 书
(请 在 安 装 、 使 用 、 维 护 前 认 真 阅 读 此 说 明 书 )
成都华远电器设备有限公司
成都华远电器设备有限公司
8. 常见故障及排除-------------------------------------------10
9. 产品成套和附件(装箱单)---------------------------------10
-4-
成都华远电器设备有限公司
警示
WSE-IGBT 系列 逆变交直流手工钨极氩弧焊机
焊机内有超出安全电压《GB3805-93》要求的电器线路和接头,只有经过培训的专业人员才能在通电情 况下打开机盖并进行检修,在维护时请断电进行。
毒性气体或可燃性气体。 飞溅有可能灼伤皮肤,佩戴皮质手套,帆布服装,高帮皮鞋,无翻边工作裤,防飞溅工作帽等
防止其烧伤皮肤,在有些如侧向焊接或仰焊的场合,应佩戴护耳以防被烫伤。在焊接比较集中 的区域,不焊接时可佩戴护目眼镜。 焊接电缆应尽可能靠近焊接点,并且越短越好,避免焊接电缆路径建筑结构、升降机的链条,其他 焊机或用电器的交流或直流电缆,一旦与其发生短路,焊接电流将足以将其烧毁。
自动焊锡机简介和使用说明书
自动焊锡机简介和使用说明书一、自动焊锡机功能简介1. 用于焊接各类电子元件和线材,具有点焊和拖焊功能。
2. 海量存储,满足所有需求,可存储9999个型号,每个型号可以设定999步。
3. 具有4轴位置移动加1轴自动出锡功能。
4. 密码保护功能,确保系统和型号参数安全可靠。
5. 单步和试步功能方便用于调机测试。
6. 校准功能用于不同机器的参数复制后的位置校准。
7. 具有中文和英文版本供客户选择。
8. 具有多种灵活的型号调试和编辑方法。
9. 自动清洗焊头功能。
10. 可根据客户需要定制功能。
二、应用范围焊锡机器人应用于电子制造业,主要针对回流焊、波峰焊等生产设备很难达到的工艺制程,特别适用于混装电路板、热敏感元器件、SMT后段工序中敏感器件的焊接。
焊锡机器人代替人工焊接,提高工作效率,改善焊接质量。
三、硬件安装要求1. 外接220V/50Hz市制交流电。
2. 确保机箱外接地线,以确保机器稳定运行和保护PCB版。
3. 清洗功能需要配置压缩气体。
四、软件配置1. 系统参数设置注意:进入系统参数设置前需要输入系统密码;系统参数修改后请按复位按键2. 型号参数设置4. 厂家参数设置五、操作例子1. 系统参数设置在主界面点击”系统参数设置”按键。
屏幕显示虚拟键盘要求输入系统密码。
输入正确后进入系统参数设置界面。
查看并确认需要修改系统参数后,点击参数数字框。
点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
修改完毕保存并退出虚拟键盘。
修改完成所有参数后,按”保存”按键将参数存入U盘。
最后按”复位”按键应用系统参数(注意:没有执行该步骤会造成系统混乱或损坏电机)。
2. 型号参数设置在主界面点击”型号参数设置”按键。
屏幕显示虚拟键盘要求输入型号密码。
输入正确后进入型号参数设置界面。
通过遥控器控制XYZR各轴移动到合适的坐标位置定位结束后,按”存XX坐标”保存各点坐标点击参数数字框后,系统显示虚拟键盘和需要设置的参数值。
PCS-9692系列_X_说明书_国内中文_国内标准版_X_R2.21_(ZL_DYBH0601.1212)
BI3
204
开
入
BI4
205
BI5
206
BI6
207
BI7
208
BI8
209
Ia黄线
210
电
Ib绿线
211
流
Ic红线
212
输
In黑线
213
入
I0兰线
214
FGND白线 215
液晶 接口
PCS-9692N背板端子
1PWR
接地 FGND 101
电 PWR+ 102 源 PWR- 103
BO1常闭 104 BO12-com 105
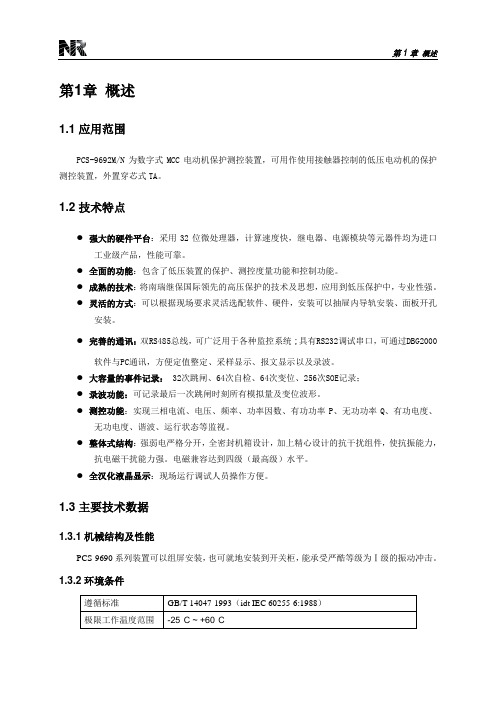
第 1 章 概述 相关说明:PCS-9692M/N 为面板和本体分体结构,保护模块装在抽屉内,液晶模块安装在屏柜上, 两个模块通过连接线相连。 1.5.1.2 PCS-9692M/N 背板端子
1PWR
接地 FGND 101
电
PWR+ 102
源
PWR- 103
BO1常闭 104
BO12-com 105
输
204
入 Uc 205
206
BO4+ 207
BO4- 208
BO5+ 209
BO5- 210
BO6+ 211
BO6- 212
BI-COM 213
BI9 214
开 入
BI10
215
BI11 216
BI12 217 4 mA2+ 218 20 mA mA2- 219
3CPU
BI-COM1 301
BI1 302
电磁兼容:欧盟指令 89/336/EEC,EN50263:2000
回流焊接机调试操作说明精品文档11页

回流焊接机调试操作说明(版本:Rev1.00)目录目录 (2)1 机器总体外观介绍 (2)1.1 机器名称 (2)机器外观尺寸 (3)机器外观图片 (3)机器功能介绍 (4)2.机器操作说明 (8)2.1 开机82.2 机器操作 (8)4安全说明和预防措施 (13)4.1 电气安全 (13)4.2消防 (13)5维护、保养和故障排除 (13)5.1设备外观清洁 (13)1 机器总体外观介绍1.1 机器名称型号:W315中文名称:回流焊接机英文名称:PULSE HEATER MACHINE机器外观尺寸外形尺寸:1200mm(长)X 600mm(宽)X 1100mm(高)重量:150 KG机器外观图片图1 机器外观机器功能介绍机器的主要功能有:1)辅助扩口机构:把CONNECTOR的针脚扩大张开,便于PCB的插入安装;2)夹具机构:通过微调把CONNECTOR和PCB定好位置并保持不变;3)图象机构:监控产品装夹位置是否正确,装夹过程是否变动;4)送料机构:传送装好的产品的夹具指定到焊接位置;5)焊接机构:通过回流加热焊接把CONNECTOR和PCB焊接起来;1.1 把CONNECTOR放在ESD底座上,针脚朝外;1.2 推动扩头,利用锥型扩头把针脚往上下两边扩张变形,便于PCB的装夹.图3,,把CONNECTOR放在底座上,针脚朝外,凸面朝上;2.3 把PCB放在底座固定好位置后,松开卡位拉手,弹簧拉力把PCB插入针脚内,插入深度为37.4mm(插入深度可以根据实际需求调整);2.4 调整螺旋微调使PCB的锡位和CONNECTOR的针脚对齐,在放大镜下检查并微调正反面都要检查,直到针脚和PCB锡位完全对齐,用锁紧螺丝固定位置;图4 图象机构3.1用夹具把PCB的锡位和CONNECTOR的针脚对齐并固定好位置后,把夹具放在夹具固定框内;(移动夹夹具时只能拿夹具的手柄,避免针脚位置变动)3.2气缸1#带动照相监控机构到监控位置,通过2个显示画面分别监控,PCB的锡位和CONNECTOR的针脚是否对齐,移动夹具时是否发生偏移;图5 送料机构,缸把夹具和货送到焊接位置;图6 焊接机构5.1送料机构把部品送动指定位置后,下焊接部分通过气缸3#把焊接头顶上来,上焊部分把焊接头运动指定位置,当焊嘴接触到部品上下2面的针脚,焊接压力传感器达到额定压力(可设定)15N时,开始焊接;5.2 焊接温度,时间可以通过控制器调整;图7 焊接控制器2.1 开机分为焊接操作和机器操作1)焊接操作如下:(详细见说明书)1.1先打把焊接控制器的开关向上拨到ON,等待到焊接控制器显示数据,上下焊接机构分开;1.2把马达控制器开关拨到ON,上下焊接头自动复位到原位;图8 焊接控制器图9马达控制器2)机器本身操作:依次打开机器电源、显示器电源即可;2.2 机器操作1)机器复位注意:复位前请检查夹具框内,焊接压头上下方是否有夹具或者其它物品,如果有,请将其在复位前拿走避免出现撞机。
T-962A说明书-中文
INFRAREO IC HEATER 小型智能回流焊机用户使用手册型号: T962A泰安普惠电气科技有限公司单温区红外回流焊机一、概述:本产品采用微电脑控制,可满足不同的SMD、BGA焊接要求,整个焊接过程自动完成,操作简单;采用快速红外线辐射和循环风加热,温度更加准确、均匀。
模糊控温技术和可视化抽屉式工作台,使整个焊接过程在你的监视下自动完成;能完成单、双面板的焊接;可焊接最精细表贴元器件。
采用了免维护高可靠性设计,让你用的称心、放心。
二、产品说明:1、超大容积回焊区:在效焊接面积达:300 x 320 mm,大大增加本机的使用范围,节省投资。
2、多温度曲线选择:内存八种温度参数曲线可供选择,并设有手动加热、强制冷却等功能;整个焊接过程自动完成,操作简单。
3、独特的温升和均温设计:输出功率达1500W的快速红外线加热和均温风机配合,使温度更加准确、均匀,可以按你预设的温度曲线自动、准确完成整个生产过程,无须你额外控制。
4、人性化的科技精品:刚毅的外观,可视化的操作,友好的人机操作界面,完美的温度曲线方案,从始至终体现科技为本;轻巧的体积和重量,让你节约大量金钱;台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
5、完善的功能选择:回焊、烘干、保温、定型、快速冷却等功能集于一身;可完成CHIP、SOP、PLCC、QFP、BGA等所有封装形式的单、双面PCB板焊接;可用作产品的胶固化,电路板热老化,PCB板维修等多种工作。
广泛适用于各类企业、公司、院所研发及小批量生产需要。
6、技术参数:有效焊接面积:30 x32 cm产品外型尺寸:43 x 37 x26 cm产品包装尺寸:50 x 43 x33 cm额定功率:1500W工艺周期:1~8 min电源电压:AC110V ~AC220V/50~60HZ产品净重: 12.5Kg产品毛重: 14Kg三、操作说明:1、设备安装调试与操作:将本机放置在通风的平台上,周围不可能有可燃物品,抽屉向外放置,预留抽屉开合的空间,方便操作;机体四边要求预留20mm的散热空间,保证底部通风流畅;接上电源,开启电源开关,前面板液晶屏初始显示如下图:按S键,显示主操作界面:按F4键,切换为英语文件菜单(English Menu)在主界面下,按F3键选取不同的温度曲线:如曲线1再按F3键,显示曲线的关键参数:适宜锡浆的种类,回焊的温度、时间等,如下图按F4键返回上一个页面,按F1键自动执行选定的温度曲线,工作结束后,自动停机,蜂鸣器报警。
TPS(奥地利福尼斯)焊机使用说明书
SCHWEISST BESSER PERFECT WELDING
SOUDER MIEUX
1
目录
安 全 守 则 -----------------------------------------------------------4
焊机检修 依据国际标准,焊机应定期检修。Fronius 推荐每一 年检修一次。关于这方面的详细情况,请与 Fronius 厂商联系。
CE 标准 焊机满足低压电磁兼容标准,就是 CE 标准。 版权声明 该 说 明 手 册 的 版 权 由 fronius Schweissmachinen Vertrieb GmbH&CoKG 所有。截至为投入印刷时, 该 书 的 内 容 和 说 明 无 技 术 性 问 题 。保 留 技 术 改 造 权 。 此说明书的内容不提供有关购买者的零件的任何要 求。如果您有改进的建议,或指出我们在手册中出 现地任何错误,我们将非常感谢。
所有者/操作者的责任
每个操作焊机的人都必须具备以下条件: 熟悉基本的劳动安全规则,会操作焊机,懂得 如何预防意外事故的发生。 阅读并理解说明书的安全守则和警告,清楚对 应信号。
保证完成常规检查,确保人员工作安全。
操作需知
开始工作之前,所有的焊接操作人员都应该做到: 遵守劳动安全基本规则,预防发生意外事故 阅读包含在说明书的安全警告部分的内容, 并确认他们对这些内容已经理解。
控制面板(Standard). 控制面板(Comfort)
“方法”参数 ……………………………42
普通/脉冲 MIG/MAG 焊 TIG 焊
2
手工电弧焊
参数“模式”-----------------------------------43
交流微电脑点焊机使用说明书(最新)(1)

苏州市信华焊接机械设备有限公司
第 4 页 共 30 页
http//
微电脑交流点焊机 LC-B4 系列使用说明书
Email:hsgy75@
易变的场合。 2)、恒压控制
恒压补偿控制是指在通电的每个周波对电网电压进行采样,并与电路中的标准电 压相比较,并根据比较结果调整晶闸管的导通角,使输出电流保持恒定。 控制器型号及适用范围祥表:
Email:hsgy75@
2、外形尺寸: (W)345×(D)110×(H)322
3、重 量: 6 公斤
4、设备环境:
a、电压和频率 1)、焊接电源供给:单相 AC380V /220V±10%,50/60HZ 2)、电磁阀电压: AC220V、AC110V、DC24V(出厂时设定) 3)、电源消耗:少于 15W(待机状态)
规范键,设定规范号,设定 范围为1-15
计数复位键,复位计数器
加压键,用于加压模式转换
异常功能表
附加功能表
苏州市信华焊接机械设备有限公司
第 7 页 共 30 页
Email:hsgy75@
焊接电源灯,有焊接电源时亮
焊接准备好时灯亮,焊接时亮
监测状态指示灯 焊接时序指示灯,由加压到休 止 显示焊接时序的时间参数
控制器型号 LC-B4 LC-B2 LC-2 LC-2XW LC-A1 LC-C1 LC-F1
适用范围 点焊、凸焊、对焊、双头焊 点焊、凸焊、缝焊、闪光对焊、龙门式多头排焊 点焊、凸焊、缝焊、对焊
龙门式多头排焊 闪光对焊、龙门式多头排焊
电容储能焊 用于多台机互锁
五、控制器概述及技术参数
LC-B4 是我司研发的新型微电脑电阻焊控制器。主要用于单相交流,次级整流点(凸) 焊机、对焊机、双头焊机,每个循环可以完成从加压,焊接 1,冷却 1,缓升,焊接 2, 冷却 2,焊接 3,维持,休止程序(多脉冲)。 1、LC-B4 是由微电脑控制的适用于各种焊接环境、可设定 15 种焊接规范的定电流电阻 焊接控制装置。它能通过前段电流的镀层处理作用以及后段电流的加热处理作用,设 定出能理想地防止飞溅、抑制焊接电极过热的最佳焊接电流。另外,可以通过次级或 者初级电流闭环反馈定电流控制、电源电压变动补偿方式的选择,适用于所有的点焊 机。而且,设定操作方法极其简单方便。LC-B4 有以下这些优点。 (1)用 LED 显示焊接电流、焊接规范编号、设定时间等。 (2)可以记忆 15 种不同材质及板厚工件的焊接规范。 (3)3 段通电方式,具有电流缓升、缓降功能。 (4)采用初级、次级定电流控制方式、电源电压变动补偿方式等 3 种控制方式,可
T962A回流焊机用户手册
泰安普惠电气科技有限公司T-962A+回流焊机用户使用手册目录一、主要参数 (3)二、配备 (3)三、主要部件 (3)四、安装 (4)五、软件界面 (4)六、使用说明 (5)七、注意事项 (9)八、保修承诺 (9)声明 (9)T-962A+回流焊机用户使用手册一、主要参数参数T-962A+焊接面积450mm×370mm产品外形尺寸520mm×440mm×220mm 产品净重17.5kg 电源电压及频率AC220~230V/50Hz 额定功率2300W 工艺周期2~16min 温度范围常温~350℃二、配备名称T962A+回流焊主机√电源线√保险管√(12A)用户光盘√串口通信线√三、主要部件1、焊台主体○1操作面板○2抽屉2、操作面板○1指示灯区○2显示区○3按键区211233、其他○1电源线插座○2电源开关○3USB 接口四、安装1、请将本机抽屉朝外置于平整的操作台上,并预留抽屉推拉空间。
2、机器周围不可有易燃、易爆及其他对温度敏感物品。
3、机器四周要求预留20mm 的散热空间,保证底部通风良好。
4、使用本机时应配置废气回收装置,避免室内污染。
5、接入机器电源并确保机壳可靠接地。
五、软件界面主界面1:菜单栏2:快捷工具栏3:客户区(视口)4:显示设置区5:操作提示区6:T-t 数据曲线7:控制点8:控制点连线9:工具栏123678954321客户区1:温度轴2:游标3:锡膏特性曲线4:坐标显示5:时间轴6:有效曲线7:绘制曲线快捷工具栏1:查看机器存储曲线2:运行机器存储曲线3:锡膏品牌4:锡膏型号5:重设视口大小6:焊接周期设置7:当前炉温显示设置区1:控制点移动方向2:部分/全部移动控制点3:改变放置控制点光标4:保存客户区图片5:设定主题6:回流曲线线宽7:客户区各项显示/隐藏8:是否平滑曲线9:温度超限保护10:编辑打开的图片六、使用说明1、安装CH340驱动程序见用户光盘-“usb 驱动V3.1”内教程。
CLASSIC III 线性电焊机操作手册说明书
CLASSIC ®III & CLASSIC ®III DFor Machines with Code Numbers 10033, 10061, 10072 or 10156Supersedes IM482IM529-AOctober, 1999Safety Depends on YouLincoln arc welding equipment is designed and built with safety in mind. However, your overall safety can be increased by proper installation ... and thoughtful operation on your part.DO NOT INSTALL,OPERATE OR REPAIR THIS EQUIPMENT WITHOUT READING THIS MANUAL AND THE SAFETY PRECAUTIONS CONTAINED THROUGHOUT.And, most importantly, thinkbefore you act and be careful.Mar ‘95Mar. ‘93for selecting a QUALITY product by Lincoln Electric. We want you to take pride in operating this Lincoln Electric C ompany product ••• as much pride as we have in bringing this product to you!Read this Operators Manual completely before attempting to use this equipment. Save this manual and keep it handy for quick reference. Pay particular attention to the safety instructions we have provided for your protection.The level of seriousness to be applied to each is explained below:vvviTECHNICAL SPECIFICATIONS – CLASSIC III AND IIID Machine*Based on a 10 min. period.@Meets Canadian StandardsProduct Name Description Horsepower OperatingSpeedsDisplacement Ignition CapacitiesClassic III Classic III D4 Cylinder4 CycleWater-CooledGasoline EngineCast Iron Cylinder,Block/Crankcase4 Cylinder4 CycleWater-CooledDiesel EngineCast Iron Cylinder,Block/Crankcase45 HP@ 1700 RPM38.9 HP@ 1700 RPMFull Load:1725 RPMHigh Idle:1800 RPMLow Idle:1350 RPM164.7 Cu In(2.7 ltrs)Distributor TypeElectronicDieselFuel:15 Gals (57 Ltrs)Lubricating Oil:7.0 Qts (6.7 Ltrs)Coolant:9.3 Qts (8.8 Ltrs)EngineB AWire Feed Module (K623-1) - Provides constant voltage (C V) output with improved arc stability for Innershield welding. Excellent for MIG welding. Recommended wire feeders are the LN-7, LN-23P and LN-25. (Factory installed on the K1428-3 and K1433-2).NameplatesWhenever routine maintenance is performed on this machine - or at least yearly - inspect all nameplates and labels for legibility. Replace those which are no longer clear. Refer to the parts list for the replace-ment item number.I = Inspect C = Clean R = Replace NOTES:(1)Consult Engine Operators Manual for oil recommendations.(2)Or equivalent.(3)First inspection after 50 hours; every 500 thereafter.(4)Gasoline engine only.(5)Diesel engine only. (Welder Code Numbers 10061 and below)(6)Diesel engine only. (Welder Code Numbers above 10061)(7)Consult Engine Operators Manual for additional maintenance schedule information.5-6-94C S20919-1TROUBLESHOOTINGHave qualified personnel do the troubleshooting work. Turn the engine off before working inside the machine. In some cases, it may be neces-sary to remove safety guards to perform required maintenance. Remove guards only when necessary and replace them when the maintenance requiring their removal is com-plete. Always use the greatest care when work-ing near moving parts.Do not put your hands near the engine cooling blower fan. If a problem cannot be corrected by following the instructions, take the machine to the nearest Lincoln Field Service Shop.------------------------------------------------------------ELECTRIC SHOCK can kill.•Do not touch electrically live parts or electrode with skin or wet clothing.•Insulate yourself from work and ground• Always wear dry insulating gloves.EXHAUST can kill.Use in open, well ventilated areas or vent exhaust outside.------------------------------------------------------------------------MOVING PARTS can injure.•Do not operate with doors open or guards off.• Stop engine before servicing.• Keep away from moving parts.------------------------------------------------------------------------See additional warning information at the front of this operator’s manual------------------------------------------------------------(1)FLASHING THE FIELDS:1.Stop the engine welder and remove the cover from the exciter.2.Turn the “Fine Adjustment Control” (rheostat) to “100” on the dial.ing a 12 volt automotive battery, connect it’s negative terminal to the negative brushholder. Thenegative brushholder is the one nearest to the rotor lamination. See the wiring diagram. With theengine NOT running, touch the positive battery terminal to the positive brushholder. Remove thebattery from the circuit.4.Replace the exciter cover. Start the welder and the generator voltage should build up.ENGINE TROUBLESHOOTING - (TM27 Gasoline Engine Only)**See engine manual.L 9260C L A S S I C I I ID W I R I N G D I A G R A ME : T h i s d i a g r a m i s f o r r e f e r e n c e o n l y . I t m a y n o t b e a c c u r a t e f o r a l l m a c h i n e s c o v e r e d b y t h i s m a n u a l . T h e s p e c i f i c d i a g r a m f o r a p a r t i c u l a r c o d e i s p a s t e d i n s i d e a c h i n e o n o n e o f t h e e n c l o s u r e p a n e l s . I f t h e d i a g r a m i s i l l e g i b l e , w r i t e t o t h e S e r v i c e D e p a r t m e n t f o r a r e p l a c e m e n t . G i v e t h e e q u i p m e n t c o d e n u m b e r ..Now Available...12th EditionThe Procedure Handbook of Arc WeldingWith over 500,000 copies of previous editions published since 1933, the Procedure Handbook is considered by many to be the “Bible” of the arc welding industry.This printing will go fast so don’t delay. Place your order now using the coupon below.The hardbound book contains over 750 pages of welding information, techniques and procedures. Much of this material has never been included in any other book.A must for all welders, supervisors, engineers and designers. Many welding instructors will want to use the book as a reference for all students by taking advantage of the low quantity discount prices which include shipping by 4th class parcel post.$15.00postage paid U.S.A. MainlandHow To Read Shop DrawingsThe book contains the latest information and application data on the American Welding Society Standard Welding Symbols. Detailed discussion tells how engineers and draftsmen use the “short-cut” language of symbols to pass on assembly and welding information to shop personnel.Practical exercises and examples develop the reader’s ability to visualize mechanically drawn objects as they will appear in their assembled form.187 pages with more than 100 illustrations. Size 8-1/2” x 11”Durable, cloth-covered board binding.$4.50postage paid U.S.A. MainlandNew Lessons in Arc WeldingLessons, simply written, cover manipulatory techniques;machine and electrode characteristics; related subjects,such as distortion; and supplemental information on arc welding applications, speeds and costs. Practice materials,exercises, questions and answers are suggested for each lesson.528 pages, well illustrated, 6” x 9” size, bound in simulated,gold embossed leather.$5.00postage paid U.S.A. MainlandNeed Welding Training?The Lincoln Electric C ompany operates the oldest and most respected Arc Welding School in the United States at its corporate headquarters in C leveland, Ohio. Over 100,000stu-dents have graduated. Tuition is low and the training is “hands on”For details write:Lincoln Welding School 22801 St. Clair Ave.Cleveland, Ohio 44117-1199.and ask for bulletin ED-80 or call 216-383-2259 and ask for the Welding School Registrar.Lincoln Welding SchoolBASIC COURSE $700.005 weeks of fundamentalsThere is a 10%discount on all orders of $50.00 or more for shipment at one time to one location.Orders of $50 or less before discount or orders outside of North America must be prepaid with charge, check or money order in U.S. Funds Only.Prices include shipment by 4th Class Book Rate for U.S.A. Mainland Only.Please allow up to 4 weeks for delivery.UPS Shipping for North America Only.All prepaid orders that request UPS shipment please add:$5.00For order value up to $49.99$10.00For order value between $50.00 & $99.99$15.00For order value between $100.00 & $149.00For North America invoiced orders over $50.00 & credit card orders, if UPS is requested, it will be invoiced or charged to you at cost.Outside U.S.A. Mainland order must be prepaid in U.S. Funds. Please add $2.00 per book for surface mail or $15.00 per book for air parcel post shipment.METHOD OF PAYMENT:(Sorry, No C.O.D. Orders)CHECK ONE:Name:_______________________________________________Please Invoice (only if order is over $50.00)Address:_______________________________________________Check or Money Order Enclosed, U.S. Funds only _______________________________________________Credit Card - Telephone:_______________________________________________Signature as it appears on Charge Card:Account No.Exp Date|_|_||_|_|______________________Month YearUSE THIS FORM TO ORDER:Order from:BOOK DIVISION, The Lincoln Electric Company, 22801 St. Clair Avenue, Cleveland, Ohio 44117-1199BOOKS OR FREE INFORMATIVE CATALOGS Telephone: 216-383-2211 or, for fastest service, FAX this completed form to: 216-361-5901.Lincoln Welding School Titles:Price Code QuantityCost(ED-80)New Lessons in Arc Welding $5.00L Seminar Information Procedure Handbook “Twelfth Edition”$15.00PH (ED-45)How to Read Shop Drawings $4.50H Educational Video Information Incentive Management $5.00IM (ED-93) A New Approach to Industrial Economics $5.00NA James F. Lincoln Arc Welding The American Century of John C. Lincoln $5.00AC Foundation Book Information Welding Preheat Calculator $3.00WC-8(JFLF-515)Pipe Welding Charts $4.50ED-89SUB TOTALAdditional Shipping Costs if anyTOTAL COSTJapaneseChineseKoreanArabicREAD AND UNDERSTAND THE MANUFACTURER’S INSTRUCTION FOR THIS EQUIPMENT AND THE CONSUMABLES TO BE USED AND FOLLOW YOUR EMPLOYER’S SAFETY PRACTICES.SE RECOMIENDA LEER Y ENTENDER LAS INSTRUCCIONES DEL FABRICANTE PARA EL USO DE ESTE EQUIPO Y LOS CONSUMIBLES QUE VA A UTILIZAR, SIGA LAS MEDIDAS DE SEGURIDAD DE SU SUPERVISOR.LISEZ ET COMPRENEZ LES INSTRUCTIONS DU FABRICANT EN CE QUI REGARDE CET EQUIPMENT ET LES PRODUITS A ETRE EMPLOYES ET SUIVEZ LES PROCEDURES DE SECURITE DE VOTRE EMPLOYEUR.LESEN SIE UND BEFOLGEN SIE DIE BETRIEBSANLEITUNG DER ANLAGE UND DEN ELEKTRODENEINSATZ DES HER-STELLERS. DIE UNFALLVERHÜTUNGSVORSCHRIFTEN DES ARBEITGEBERS SIND EBENFALLS ZU BEACHTEN.JapaneseChineseKoreanArabicLEIA E COMPREENDA AS INSTRUÇÕES DO FABRICANTE PARA ESTE EQUIPAMENTO E AS PARTES DE USO, E SIGA AS PRÁTICAS DE SEGURANÇA DO EMPREGADOR.• Sales and Service through Subsidiaries and Distributors Worldwide •Cleveland, Ohio 44117-1199 U.S.A. TEL: 216.481.8100 FAX: 216.486.1751 WEB SITE: 。
WDLK-862AG技术说明书
WDLK-862A 微机断路器保护装置技术说明书
前言
1 应用范围
WDLK-862A 装置为适用于 220kV 及以上各种电压等级的 3/2 接线、角形接线 的断路器保护及自动重合闸装置。该保护装置依据 Q/GDW 161—2007 标准,遵循 功能配置、回路设计、端子排布置、接口标准、屏柜压板、保护定值(报告格式) 的六部分统一原则。
图 3 透明化事故分析
工程应用柔性化 采用功能自描述和数据自描述技术,实现了内容可以通过描述文件以不同的 形式重组,功能可以通过配置文件形式重构,解决了不同用户差异化需求和软件
IV
WDLK-862A 微机断路器保护装置技术说明书
版本集中管理的矛盾。
2.2 人机界面人性化
XJ-GUI 和现场调试向导的成功应用,降低了现场维护和运行人员的工作强 度,使运行维护工作变得轻松。
其中 WDLK-862AG 保护装置依据《中国南方电网 500kV 线路保护及辅助保护 技术规范》中规定的技术原则和设计准则进行设计。
2 产品特点
2.1 装置系统平台 逻辑开发可视化
国内首家在高压保护上实现可视化逻辑编程,保护源代码完全由软件机器人 自动生成,正确率达到 100%,杜绝了人为原因产生软件 Bug。所有的保护逻辑由 基本的元件和组件组成。
WDLK-862AG 微机断路器保护装置
技术说明书
许继电气股份有限公司
XJ ELECTRIC CO.,LTD.
WDLK-862A 微机断路器保护装置技术说明书
许继电气股份有限公司版权所有(Ver 1.00) 许继电气股份公司保留对本说明书进行修改的 权利,当产品与说明书不符时,请以实际产品为准。
2010.12 第一次印刷
PCS-9626D_X_说明书_国内中文_国内标准版_X_R2.43

当把装置输出的接点连接到外部回路时,须仔细检查所用的外部电源电压,以防止所连接的回 路过热。 连接电缆 仔细处理连接的电缆避免施加过大的外力。
版权声明 © 2015 NR. 南京南瑞继保电气有限公司版权所有
我们对本文档及其中的内容具有全部的知识产权。除非特别授权,禁止复制或向第三方分发。凡侵犯本公司版权等知识产权的,本公司必 依法追究其法律责任。 我们定期仔细检查本文档中的内容,在后续版本中会有必要的修正。但不可避免会有一些错误之处,欢迎提出改进的意见。 我们保留在不事先通知的情况下进行技术改进的权利。 南京南瑞继保电气有限公司 技术支持,请联系: 电话:025-52107703、8008289967、4008289967 传真:025-52100770 或登陆网站:/ser_sup 公司总部:南京市江宁区苏源大道 69 号,邮编 211102 生产地址:南京市江宁区新丰路 18 号,邮编 211111 公司网址: P/N:ZL_PCS-9626D_X_说明书_国内中文_国内标准版_X 购买产品,请联系: 电话:025-87178911 传真:025-52100511、025-52100512 版本:R2.43
PCS-9626D 电动机保护装置
技术和使用说明书
PCS-9626D 电动机保护装置
前言 使用产品前,请仔细阅读本章节!
本章叙述了使用产品前的安全预防建议。在安装和使用时,本章内容必须全部阅读且充分理解。 忽略说明书中相关警示说明,因不当操作造成的任何损害,本公司不承担相应责任。 在对本装置做任何操作前,相关专业人员必须仔细阅读本说明书,熟悉操作相关内容。 操作指导及警告 本手册中将会用到以下指示标记和标准定义: 危险! 意味着如果安全预防措施被忽视,则会导致人员死亡,严重的人身伤害,或
INFRAREO IC HEATER 小型智能回流焊机 用户使用手册说明书
INFRAREO IC HEATER 小型智能回流焊机用户使用手册 型号:T962 W W W W W .100 W W W .100Y .C O W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W W .100Y .C O M .T W W W T W W W W .100Y .C O M .T W W W W .100Y M .T W W W W .100Y .C O M .T W W W W .100Y .C O M O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W 0Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W 100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O M W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C O W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y .C W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100Y W W W .100Y .C O M .T W W W W .100Y .C O M .T W W W W .100.100Y .C O M .T W W W W .100Y .C O M .T W W W W .1Y .C O M .T W W W W .100Y .C O M .T W W W W .T W W W W .100Y .C O M .T W W W W W W .100Y .C O M .T W W W W W .100Y .C O M .T W .100Y .C O M .T W .C O M .T W .T W本产品采用微电脑控制,可满足不同的SMD 、BGA 焊接要求,整个焊接过程自动完成,操作简单; 采用快速红外线辐射和循环风加热,温度更加准确、均匀。
无铅热风回流炉之用户手册
第一章概述1.1 瑞沃公司简介瑞沃公司创建于2005年7月,现已拥有一支有远见而热诚的创新队伍,在中国向全球市场提供世界领先水平的综合技术与设备,如无铅回流焊,无铅波峰焊,自动化生产线与SMT 配套生产设备等。
瑞沃公司拥有多年电子行业的经验,不断扎实加强公司的基础建设和管理,保证长期、稳定和持久的服务。
1.2 致用户尊敬的用户:感谢您使用瑞沃电子设备,我们将为您提供的将不仅仅是优质的产品,更会以优质的服务始终如一地关注您的使用。
瑞沃公司回流焊经过不断的改进和发展,现已形成具有世界级水平的系列化产品。
可为您提供RW系列、RV系列的当前先进的电子焊接设备,分别适用于用户低投资、高产量及绿色生产等不同的要求,能完美的焊接BGA、多晶片、倒装片等表面封装元器件。
RV系列的无铅热风回流炉,加热采用具有瑞沃公司专利技术的增压式强制热风循环,具有世界一流的均温性和加热效率。
所有温区均为上下加热,独立循环,独立控温,具有快速高效的热补偿性能。
可选配的氮气系统装置及超低耗氮设计,方便用户从使用空气到使用氮气的升级转换要求。
整机采用WINKOWS“视窗”操作界面和智能软件控制,具有完善的在线温度测试与分析及SmartPara虚拟仿真、24小时制程监控功能,根据用户的需要选用,安全可靠,操作简易。
再次感谢您选用瑞沃设备!!1.3 术语、概念注解1、SMT:Surface Mount Technology/表面组装技术。
2、SMA:Surface Mount Assembly/表面组装组件。
3、SV:Setting Value/(回流炉运行参数)设定值。
4、PV:Practical Value/(回流炉运行参数)实际值。
5、PCB:Printed-Circuit-Board/印刷(制)电路板。
6、CBS:Center Board Support/中央支撑(系统)。
7、4T和4B:在操作界面上用T代表上温区,用B代表下温区。
【精品文档】神牛说明书-范文word版 (7页)

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==神牛说明书篇一:程控气动点(凸)焊机使用说明书 (数控)江阴市神牛自动化焊接设备有限公司D(T)N系列交流气动式点(凸)焊机使用说明书□ 感谢您购买了神牛焊接产品□ 为了安全正确使用焊机敬请详细阅读使用说明书地址:江阴市周庄镇东林村工业园区168号销售部电话:0510—80129913 技术咨询电话:0510—80129923 售后服务电话:0510—801299130510-80129923 传真:0510-********目录原理及用途;主要技术参数;设备的安装;控制器主要功能和特点;使用前的一般检查及准备;操作方法及调试;注意事项;常见焊接质量问题及处理;焊机的维护与保养;运输及保修;一.原理及用途DN/D(T)N系列交流气动程控电阻点(凸)焊机,是将工频交流电经阻焊变压器,转换成低压、大电流,在电极对工件施加一定压力下进行通电焊接的设备。
焊接电流大小及通电时间长短,由单片机程序控制可控硅的导通角及开通时间来实现,电极对工件加压由气动部分组成。
该设备具有操作简便,性能可靠和焊接生产效率高等特点,具有电阻点焊、凸焊,钎焊等多种功能,广泛应用在五金电器,汽车制造,机械制造等行业。
二.主要技术参数三.设备的安装使用环境:设备的使用环境必须通风良好,避免在易爆、易燃气体,多尘、多潮及高温等场地使用。
连接电源线:接380伏两相交流电源,要求电源线每平方毫米通过的电流不大于10安培,选择电源线的截面和空气开关的额定电流,根据焊机正常使用时的工作电流来确定。
为确保人身安全,设备外壳要良好接地。
连接压缩空气:要求压缩空气的额定压力大于0.4MPa,气路安装滤水器过滤,并要按时排水,以保证压缩空气无积水。
安装冷却水,焊机在长期使用时需通水冷却,并要保证水质纯净。
在每分钟的流量不小于1.0升,并要检查各管道有无堵塞,各接头有无漏水现象。
铝焊机操作手册

格拉思铝焊机操作手册安全警告!在弧焊和切割过程中,可能会给您和他人造成伤害,在焊接或切割时作好防护。
详细情况请参考符合生产商事故预防要求的操作人员安全防护指南。
触电——可能会导致死亡!!·按照应用标准,安装好接地装置。
·在皮肤裸露、戴有湿手套或穿着湿衣服时,禁止接触带电部件或电焊条。
·确保您和地面及工件间是绝缘状态。
·确认您的工位是安全状态。
烟气——可能会有害健康!·让头部保持在烟气之外。
·在弧焊时,使用通风或抽气装置,避免吸入焊气。
弧光辐射——可能会损害您的眼睛,灼伤皮肤!·使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。
·用适合的面罩或帘保护旁观者免受伤害。
火灾·焊接火花可能会导致失火,请确认焊接工位附近无易燃物。
噪音——过度的噪音对人的听力有害!·保护您的耳朵,使用耳朵护罩或戴上其他听力保护物。
·警告旁观者,噪音会对其听觉造成潜在伤害。
故障——遇到困难时,寻求专业人士的帮助!·如您在安装和操作时遇到困难,请按本手册的有关内容进行排查。
·如您阅读后仍不能完全理解,或按本手册指引仍不能解决问题,您应立即与您的供应商或本公司的服务中心取得联系,寻求专业人士的帮助。
警告!使用本设备需加装漏电保护开关!!!关于本机我司焊机是采用先进的交直流逆变方波技术设计的整流器。
交直流逆变方波弧焊设备的出现得益于逆变电源理论和器件的出现。
逆变弧焊电源是利用大功率器件MOSFET场效应管,将50/60HZ的工频转换为高频(如100KHZ以上),再降压整流,通过脉宽调制技术(PWM)输出大功率直流源,主变压器的重量,体积大幅度下降,效率提高30%以上。
逆变焊机的问世被专家誉为焊机产业的一次革命。
格拉思铝焊机适用于各种金属的氩弧焊及手工弧焊。
其最大特点是既可以用直流功能焊不锈钢、合金钢、碳钢、铜和其它的有色金属,也可以用交流功能焊接铝和铝合金制品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
INFRAREO IC HEATER 小型智能回流焊机
用户使用手册
型号: T962A
一、概述:
本产品采用微电脑控制,可满足不同的SMD、BGA焊接要求,整个焊接过程自动完成,操作简单;
采用快速红外线辐射和循环风加热,温度更加准确、均匀。
模糊控温技术和可视化抽屉式工作台,使整个焊接过程在你的监视下自动完成;能完成单、双面板的焊接;可焊接最精细表贴元器件。
采用了免维护高可靠性设计,让你用的称心、放心。
二、产品说明:
1、超大容积回焊区:
在效焊接面积达:300 x 320 mm,大大增加本机的使用范围,节省投资。
2、多温度曲线选择:
内存八种温度参数曲线可供选择,并设有手动加热、强制冷却等功能;整个焊接过程自动完成,操作简单。
3、独特的温升和均温设计:
输出功率达1500W的快速红外线加热和均温风机配合,使温度更加准确、均匀,可以按你预设的温度曲线自动、准确完成整个生产过程,无须你额外控制。
4、人性化的科技精品:
刚毅的外观,可视化的操作,友好的人机操作界面,完美的温度曲线方案,从始至终体现科技为本;
轻巧的体积和重量,让你节约大量金钱;台面式放置模式,可让你拥有更大的空间;简单的操作说明,让你一看就会。
5、完善的功能选择:
回焊、烘干、保温、定型、快速冷却等功能集于一身;可完成CHIP、SOP、PLCC、QFP、BGA等所有封装形式的单、双面PCB板焊接;可用作产品的胶固化,电路板热老化,PCB板维修等多种工作。
广泛适用于各类企业、公司、院所研发及小批量生产需要。
6、技术参数:
有效焊接面积:30 x32 cm
产品外型尺寸:43 x 37 x26 cm
产品包装尺寸:50 x 43 x33 cm
额定功率:1500W
工艺周期:1~8 min
电源电压:AC110V ~AC220V/50~60HZ
产品净重: 12.5Kg
产品毛重: 14Kg
三、操作说明:
1、设备安装调试与操作:
将本机放置在通风的平台上,周围不能有可燃物品,抽屉向外放置,预留抽屉开合的空间,方便操作;机体四边要求预留20mm的散热空间,保证底部通风流畅;接上电源,开启电源开关,前面板液晶屏初始显示如下图:
按S键,显示主操作界面:
按F4键,切换为英语文件菜单(English Menu)
在主界面下,按F3键选取不同的温度曲线:如曲线1
再按F3键,显示曲线的关键参数:适宜锡浆的种类,回焊的温度、时间等,如下图
按F4键返回上一个页面,按F1键自动执行选定的温度曲线,工作结束后,自动停机,蜂鸣器报警。
在主面板下,按F2键选取手动操作:
按F1键,启动冷却风机,再按F1/S键停止;按F2键,启动电热,再按F2/S键停止。
/。
2、曲线选择:
1)、开机后,按S键选取操作界面,按F4键选取不同的语言类别,按F3键进入温度选取界面:
2)、根据你的加工要求选取不同的曲线。
按F1/F2键,向前/向后选取不同的温度曲线,有8种不同的温度曲线可供你选择,按F3键查看不同的曲线参数,按F4键确认曲线,返回主操作界面。
曲线1,适用于: 85Sn/15Pb 70Sn/30Pb;
曲线2,适用于: 63Sn/37Pb 60Sn/40Pb;
曲线3,适用于:Sn/Ag3.5; Sn/Cu.75 Sn/Ag4.0/Cu.5
曲线4,适用于: Sn/Ag2.5/Cu.8/Sb.5; Sn/Bi3.0/Ag3.0
曲线5,适用于:红胶标准固化温度曲线,Heraeus PD955M
曲线6,适用于: PCB板返修等
曲线7,8,适用于:用户自设定曲线:
按S键进入温度设定界面:
按F1/F2键,向前/向后选取不同的时间点,按F3/F4键,向上/向下选取不同的温度点,选择多点连成相应的曲线,按S键保存:
保存完后,自动返回,如用户满意可以按F4键选取;如用户不满意,在按S键重复上边的操作即可。
3、操作说明:
1)、轻轻将要加工的物品放入抽屉内的平台上,关上抽屉,按F1键开机,自动执行选定的加温曲线;
液晶屏上显示当前的执行时间、设定温度、测量温度,并自动记录实际的温度曲线,供用户比较。
2)、通过抽屉前观察窗和液晶屏显示的数据、曲线,整个加工过程全在你可视的监控中完成,如果加工曲线达不到你的要求可修改参数。
3)、加工曲线是严格按不同的锡浆对回流焊不同的温度要求预设的,你可根据不同的需求预设另外的温度曲线。
4)、加工过程中,如须停止,可按S键进行强制终止;加工完成后,风机自动对产品进行冷却;你也可强制启动风机进行冷却。
5)、回焊完成后,如果产品存在缺陷的话,可再重自动焊一遍,也可手动启动加热进行回焊。
4、特别提醒:
1)、本机为满足无铅双面焊接,设计有独特的风道,焊接时PCB板的上面和下面温度差异较大的,可保证焊上面的元件时,下面的贴片不脱落;为保证小板的焊接要求,建议焊接小板和BGA植锡球时,在料抽底部预放一块10x10cm的PCB板,可以使焊接质量更好。
2)、环境温度较低、潮气或湿度太大时,建议焊接前要预热一下机器。
操作方法是:选好焊接曲线后,空机自动回焊一次。
3)、本机不能焊接反光性太强的金属封装芯片和金属屏蔽罩;不可以焊接承受温度低于250度的塑料插件和物品,敬请注意!
4)、客户检测机器温度的方法:采用标准温度计,将外置温度探头固定在10x10cm的PCB板正面,一定要紧密贴在PCB板的正上面!将固定有测温探头的PCB板,放入料抽,推入机器内,这样测试的温度比较符合产品生产实际情况。
5、日常养护:
1)、保持腔内清洁:
我们设有内腔清洁功能:用过几次之后,建议你手动开启加热和风机2-3分钟,让腔内残存的溶剂、焊料加热挥发掉,保证内腔清洁,和整机性能稳定;每停机前一定要开启风机让整机充分冷却后,再关机,这样可延长使用寿命。
2)、定期清洁抽屉的观察孔玻璃,保持其清洁。
四、注意事项
1)、本机电源应可靠接地;长期不用时,应拔掉电源插线。
2)、本机不设排烟通道,建议按放在通风的地方,防止锡浆挥发物中毒。
3)、本机保温材料已经进行严格防护处理,未做防护不得随意拆机。