线束生产工艺流程课件
线束生产工艺流程 ppt课件

图5, 不 合格压 接,绝缘 包筒刺 破线皮
9
端子外观检验
图4, 不合格压接,导体没有完全压 入导体包筒内
图5, 不合格,料带太 长
图6, 不合格, 料带不
可见,端子切伤
ppt课件
图7, 合 格, 热缩 套管完 全包住 导体
图8 不合 格 热缩 套管包的 太长
10
端子外观检验 合格
ppt课件
11
4.剥皮尺寸参考算法(如下图):
ppt课件
4
露出导体 导体铆压栅长度 可见导体和绝缘体
导体铆压栅长度
剥线长度
a 被覆铆压栅
可见导体 剥线长度
剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规: 0.3mm2 以下) 剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 ) 剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )
开式端子
导体铆压栅 喇叭口 被覆铆压栅
嵌合部
卡口片
挤压沟
ppt课件
料带
8
端子外观检验
图1, 标准压接,外 皮处于导体包筒 和绝缘包筒之间
图2, 合格压接,外皮 刚好与导体包筒或 绝缘包筒平齐
图3, 不合格压接,外皮压入导体 包筒或绝缘包筒内
图4, 不 合格压 接,导 体伸入 到功能 区内
ppt课件
18
在铆压拉力和高度保证的前提下,理想的铆端状态:
1. 视窗 1 能看见导体又能看到绝缘体(外被)
2. 视窗 2 芯线(导体)露出长度0.5~1.5mm(具体依端子大小而定)
3. 嵌合部不可变形,卡口片不可变形
4. 芯线铆压栅、被覆固定栅中间沟槽不可有间隙,不可两边带毛刺
线束生产工艺流程

料带太长
料带不可见,
图7, 合格, 热缩 套管 完全 包 图8住 导 不体 合 格热 缩套 管包 的太 长
端子外观检验 合格
端子外观检验 不合格
端子高铆度端测量高度测量:作为确保正常压着性能的管 理方法,有必要进行铆端高度测定,设定高度虽然 是在铆端机方面设定的,但就其测定却是在铆端 之物上进行的,测试时使用铆端高度测定用仪器 ——千分尺,用其测定铆端体的“固定栅”和“ 挤压栅”的各中心部位,测试时需避开“挤压沟 ”,且确认用的线材应为生产使用之线材.
目视检测中拒绝接收的例举
四.组装胶壳
将铆压好之端子卡口片方向与塑壳卡同 向,再将端子平推入塑壳,当听到卡喀声后,再回 轻拉线材,以确定端子正确卡入塑壳,无脱落则 合格.注意依工程图要求组装,不可插错位.
卡片口卡于 卡位上
五.通电测试
测试目的:检测产品功能是否正常,以确定产品性 能是否符合客户要求.
在铆压拉力和高度保证的前提下,理想的铆端 状态: 1. 视窗 1 能看见导体又能看到绝缘体(外被) 2. 视窗 2 芯线(导体)露出长度0.5~1.5mm(具体 依端子大小而定) 3. 嵌合部不可变形,卡口片不可变形 4. 芯线铆压栅、被覆固定栅中间沟槽不可有
以下为在目视检测中拒绝接收的例举
目视检测中拒绝接收的例举
图1, 标准压 接,外皮处 于导体包筒 和绝缘包筒 之间
图2, 合格压 接,外皮刚好 与导体包筒 或 平绝齐缘图不包4合筒,
格压 接, 导体
图3, 不合格压接,外 皮压入导体包筒或 绝缘包筒内
图5, 不合 格压 接, 绝缘
端子外观检验
图4, 不合格压接,导体 没有完全压入导体包 筒内
图5, 不合格, 图6, 不合格,
线束生产工艺流程

线束生产工艺流程一、材料准备线束生产的第一步是准备所需材料。
根据产品要求,选择适当的导电线、电缆、连接器和保护管等材料,并将其按照设计要求进行切割和标记。
同时,对必要的连接器和接线端子进行钝化处理,以提高其耐腐蚀性能。
二、导线剥皮和绝缘处理将准备好的导线放入自动剥皮机中进行剥皮处理,剥去一定长度的外皮,露出内部的导体。
随后,进行绝缘处理,将绝缘套和绝缘盖等绝缘材料套在导线上,确保导线的绝缘性能。
三、连接器组装将准备好的连接器和接线端子插入导线中,并使用压接工具进行压接。
压接时,要确保接线端子紧固可靠,并与导线的金属部分保持良好的接触,以保证电流的传输质量。
四、线束组装根据产品要求,将已经处理好的导线、连接器和保护管等器件进行组装。
在组装过程中,要注意线束的布线规划和布线路径,确保线束的结构紧凑和排列合理。
同时,根据需求使用束线带、束线管或绑扎带等材料对线束进行固定,以防止松动和磨损。
五、验收和测试线束组装完成后,进行质量验收和测试。
通过对线束的外观、尺寸、绝缘性能和连接性能等进行检查和测试,确保线束符合产品要求和标准。
特别是对连接器和接线端子的插拔性能、电阻和绝缘电阻等进行测试,以验证线束的性能和可靠性。
六、包装和出厂线束生产工艺流程主要包括材料准备、导线剥皮和绝缘处理、连接器组装、线束组装、验收和测试、包装和出厂等步骤。
通过严格按照流程进行生产,能够提高线束产品的质量和可靠性,满足客户的需求和要求。
同时,对每一道工序进行严格的质量控制,确保每一道工序的合格率和一次性合格率,降低不良品率,提高生产效率。
线束工艺流程
线束工艺流程
《线束工艺流程》
嘿,你知道吗,线束的制作过程那可真是相当有趣呢!
首先,得准备好各种材料,像电线啦、连接器啦等等。
这些材料就像是建造大厦的砖块,是一切的基础呢。
然后呢,就是把电线按照要求裁剪成合适的长度。
这可不是随便剪剪就行的,得精确到毫米哦,不然可就会出问题啦。
接着,把裁剪好的电线进行剥皮。
这就像是给电线脱衣服一样,要小心别弄伤了里面的“芯”。
之后,把连接器安装到电线上。
这一步可得仔细了,要确保安装得牢固,不能有松动。
再下来,就是对线束进行整理和固定啦。
要把那些电线整整齐齐地排列好,不能乱糟糟的。
最后,还要进行严格的测试,确保线束没有任何问题。
总的来说,线束工艺流程看似简单,其实里面有好多细节和讲究呢。
每一个步骤都得认真对待,这样才能做出高质量的线束。
线束生产工艺流程

線材生產線材生產工工艺流程流程培培训講師:陳代兵2011年03月歡迎大家參加培訓!图一.電線生產流程图工艺流程電線生產工二.線材生產各段設備三. 線材生產中品質管控點一.電線生產電線生產工工艺流程流程图图銅線- 芯線- 對絞- 總絞- 外被二. 線材生產各段設備(重點講芯線押出, 了解電線是怎麼生產的)芯線押出設備生產線:1.放線裝置.2.導體預熱器3.擠出主機.3.1料筒3.2螺桿3.3機頭3.4模具4.水槽.5.印字設備6.火花機.7.OD測試儀.8.牽引裝置9.收線裝置1.放線裝置作用:讓銅線均勻穩定的從軸子上放出.2.預熱機作用:使铜线等金属导体在线运动中连续加热,通過調節預熱可改變芯線附著力.3. 押出機之料筒作用:用於儲存料及烘料押出機之螺桿作用:螺桿是擠塑機主機擠壓系統的關鍵部件之一, 它不僅起到輸送塑料的作用,同時對塑料的擠壓、塑化、成型的重要作用,所以合理選用螺桿結構和參數,是獲得理想的產品質量和產量的重要環節押出機螺桿料筒4. 水槽作用:冷卻電線5. 印字設備: 在電線表面印字6.火花機作用:檢測芯線絕緣性能7. OD測試儀作用:在線測量電線外徑9. 收線裝置作用: 使電線裝在軸子上三. 線材生產中品質管控點以及其它藍圖要求項目依據客戶或下工段生產要求芯線包裝依據標準樣品芯線顏色依據客戶或規范要求火花測試依據客戶或規范要求絕緣延伸抗張依據客戶或規范要求銅導體電阻依據客戶或規范要求絕緣皮厚依據客戶或規范要求線材外徑光滑\平整線材外觀芯線參考標准品質主要控制項目生產工段。
线束制造的工艺流程
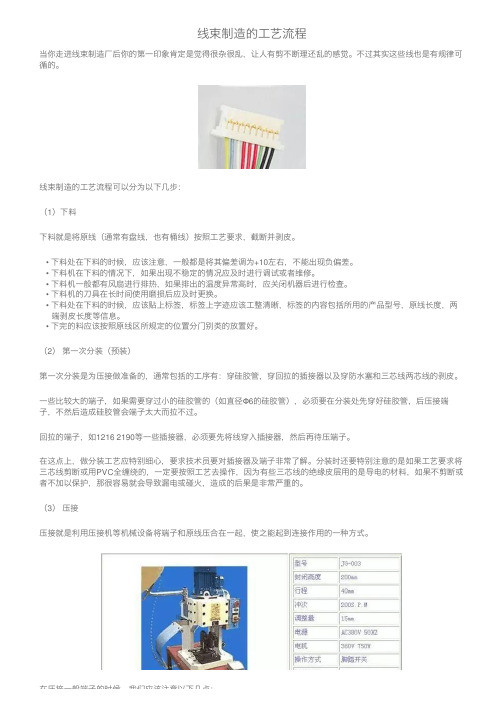
线束制造的⼯艺流程当你⾛进线束制造⼚后你的第⼀印象肯定是觉得很杂很乱,让⼈有剪不断理还乱的感觉。
不过其实这些线也是有规律可循的。
线束制造的⼯艺流程可以分为以下⼏步:(1)下料下料就是将原线(通常有盘线,也有桶线)按照⼯艺要求,截断并剥⽪。
•下料处在下料的时候,应该注意,⼀般都是将其偏差调为+10左右,不能出现负偏差。
•下料机在下料的情况下,如果出现不稳定的情况应及时进⾏调试或者维修。
•下料机⼀般都有风扇进⾏排热,如果排出的温度异常⾼时,应关闭机器后进⾏检查。
•下料机的⼑具在长时间使⽤磨损后应及时更换。
•下料处在下料的时候,应该贴上标签,标签上字迹应该⼯整清晰,标签的内容包括所⽤的产品型号,原线长度,两端剥⽪长度等信息。
•下完的料应该按照原线区所规定的位置分门别类的放置好。
(2)第⼀次分装(预装)第⼀次分装是为压接做准备的,通常包括的⼯序有:穿硅胶管,穿回拉的插接器以及穿防⽔塞和三芯线两芯线的剥⽪。
⼀些⽐较⼤的端⼦,如果需要穿过⼩的硅胶管的(如直径Φ6的硅胶管),必须要在分装处先穿好硅胶管,后压接端⼦,不然后造成硅胶管会端⼦太⼤⽽拉不过。
回拉的端⼦,如1216 2190等⼀些插接器,必须要先将线穿⼊插接器,然后再待压端⼦。
在这点上,做分装⼯艺应特别细⼼,要求技术员要对插接器及端⼦⾮常了解。
分装时还要特别注意的是如果⼯艺要求将三芯线剪断或⽤PVC全缠绕的,⼀定要按照⼯艺去操作,因为有些三芯线的绝缘⽪层⽤的是导电的材料,如果不剪断或者不加以保护,那很容易就会导致漏电或碰⽕,造成的后果是⾮常严重的。
(3)压接压接就是利⽤压接机等机械设备将端⼦和原线压合在⼀起,使之能起到连接作⽤的⼀种⽅式。
在压接⼀般端⼦的时候,我们应该注意以下⼏点:在压接⼀般端⼦的时候,我们应该注意以下⼏点:1)在⼯装⼈员调试完模具前,切不可随意操作。
2)压接时我们⼀定要先测试拉⼒和端⼦的⾼度。
这样我们可以根据测出的实际拉⼒值和⾼度值来作为产品是否达到要求的⼀个标准。
线束制造工艺ppt课件

适用于需要中剥的产品 9
• 剥皮图片展示:
Item3:剥皮
手工剥皮
剥皮机剥皮
裁线剥皮
裁线剥皮打端子
中剥
剥皮控制项目: 1、剥皮长度 2、剥皮外观(无导体损伤、导体分离、导体变形、绝缘损伤)
10
10
• 剥皮不良图片展示:
Item3:剥皮
导体断裂
导体损伤
导体分离
损伤绝缘
压USB 压水晶头 压铜箔 压连接器
单打连续的端子. 合打连续的端子. 单打/合打单粒的端子.多为圆形端子 四面铆压的端子.如%M099% 大线径大端子的铆压,六边形铆压 压接USB的上下盖接口,使其固定线材 刺破式压接 使包裹的铜箔平坦 线材与连接器铆压连接,如%K202% 21
• 压接图片展示:
点焊控制项目: 1、点焊线位正确
2、点焊外观(无搭焊、锡渣、焊点过大、绝缘损伤、烫伤套管、 树脂残留、焊点过近、导体重叠小、焊点过小等不良现象)
18
18
• 点焊不良图片展示:
Item7:点焊
19
19
Item8:镭射
• 作业描述:
将线材上多余的铝箔麦拉或芯线外被,通过镭射的方式使其预断,以便 后续可以简便的去除.
沾锡图片展示:
适用对象: 剥皮短的电子线 线号小的电子线 已捻线的电子线 已捻线的编织线 其他需沾锡部品
适用对象: 需要捻线与沾锡 同时的线材.避免 捻线后转移中的 分叉.
沾锡
捻线沾锡
沾锡控制项目:
1、沾锡外观(无大头、分叉、沾锡不足、尺寸错误、锡渣、不上锡等不 良现象)
16
16
Item7:点焊
8
裁珍珠板
线束工艺讲解课件

铝线
价格相对较低,但导电性 能略逊于铜线。
合金线
具有较好的机械性能和耐 腐蚀性,常用于特殊环境 下的电线制造。
连接器材料
金属
如铜、镍、金等,具有良好的导 电性和机械强度。
工程塑料
如尼龙、聚碳酸酯等,具有轻便 、绝缘、不易生锈等特点。
绝缘材料
橡胶
具有良好的弹性和耐腐蚀性,常用于 电线绝缘层制造。
塑料
高性能材料的应用
高强度材料
为了满足汽车轻量化需求,线束工艺中开始采用高强度材料,如高强度铜合金、玻璃纤维等。这些材 料能够减轻线束重量,提高其耐久性和可靠性。
耐高温材料
随着发动机舱温度的升高,需要采用耐高温的线束材料,以确保线束在高温环境下仍能正常工作。耐 高温材料能够延长线束的使用寿命,减少故障发生的概率。
拉力测试
对线束进行拉力测试,检查线束的机械性能 和连接强度。
耐压检测
使用耐压测试仪检测线束的绝缘性能,确保 线束安全可靠。
环境测试
将线束置于高温、低温、湿度等环境下进行 测试,检查线束的性能和可靠性。
03
CHAPTER
线束工艺材料选择
电线材料
01
02
03
铜线
具有良好的导电性能,是 电线制造中最常用的材料 。
。
端子压接
选择端子
根据线缆规格和连接要 求选择合适的端子,确 保端子的规格、型号符
合要求。
压接
将整理好的线芯插入端 子中,使用压接工具进 行压接,确保线芯与端
子紧密连接。
检查
检查压接后的端子是否 符合质量要求,如压接
深度、拉拔力等。
修整
对压接后的端子进行修 整,去除多余的线芯和
线束加工流程图

扭线机
1.不准刮花擦伤电线表面 2.必须把铜丝扭紧,不准出现 散丝
7
铆接 端子
将接头处导体 和插头端子进行
铆接
端子机
1.端子不准变形 2.必须符合拉力,铆接高度,宽 度的要求
8
产品 装配
组装塑胶插头外 壳
电动螺丝批
1.螺丝不准露出胶壳表面 2.必须达到产品要求的扭力
9
导通 测试
利用仪器进行 导通测试
导通测试仪
不准出现短路,断路,误配线, 接触不良,绝缘不良等现象
10
包装 封箱
利用胶袋封装成 封口机 1.封口要平整 品,装入纸箱 及打包机 2.打包带要紧包纸箱,不准脱落
序号
1
2
工序
来料
送线
电线装配流程图
工序内容 所需设备
工艺要求
利用ROHS仪器进
来料不准含有铅(Pb),汞
行环保测试, ROHS测试仪 (Hg),镉(Cd),多溴联苯
测试所有来料是 设备 (PBB)多溴二苯醚(PBDE)等
否符合ROHS标准
有害物质
将所需线材放到 中转送线架上
送线架
注意切勿刮花擦伤电线表面
3
送线
将线材放至 送线器固定
送线器 注意切勿刮花擦伤电线表面
利用裁线机将线
1.不准切伤电线表面
4
裁线
材
电脑裁线机 2.不准切断铜丝
裁剪要求长度
3.剥皮长短误差不准超过±1mm
按SOP要求剥
5
电线 剥皮
除接头处电线对面 2.剥皮长短误差不准超过±1mm
被
6
扭线
对接头处导体 进行整理、扭线
线束制造工艺(课堂PPT)
9
剥皮图片展示:
手工剥皮
剥皮机剥皮
裁线剥皮
裁线剥皮打端子
中剥
剥皮控制项目: 1、剥皮长度 2、剥皮外观(无导体损伤、导体分离、导体变形、绝缘损伤)
10
2020/6/22
10
剥皮不良图片展示:
导体断裂
导体损伤
导体分离
损伤绝缘
11
损伤绝缘
割伤内芯线
2020/6/22
pe袋装单个多个的较小产品避免杂乱四角袋纸箱的内部保护袋避免地面潮气影响中袋装载多个整齐的产品避免杂乱包装纸保护防刮伤破损的部位如idc皮筋对一把产品计数区分工具标签产品的区分标识干燥剂避免潮气影响主要是运输为海运的产品气泡膜避免铁粉芯的运输破损纸箱产品的装载转移媒介珍珠板部分产品的pin针保护媒介撑角提高纸箱的抗压强度媒介tray盘规则小型产品的包装保护媒介53包装小pe中号pe袋包装皮筋标签干燥纸箱珍珠5320214454包装控制项目
作业描述:
使用束带枪将线材上已绑束带的尾部去除,并形成部分束带尾料 与松紧度以保证束带的定位功能.
剪束带图片展示:
P/N
WIRETIEG000
WIRETIEI000
WIRETIEE000
WIRETIEK001
剪束带控制项目:
WIRETIEE001
1、检查束带末端的伸出长度满足规定要求
2、束带固定后不会移动
编织裹铜箔
30
2020/6/22
30
作业描述: 将排线的局部分割成数个单根芯线或数个多根芯线,以便后续的
加工处理.
撕线图片展示:
适用对象: 撕线长度较长、 撕线为多根芯线 一起
适用对象: 撕线长度短
手工撕线
线束生产工艺讲解ppt课件

Create value for customers
.
目视检测中拒绝接收的例举
Create value for customers
端子外观检验 合格
Create value for customers
.
端子外观检验 不合格
Create value for customers
.
Create value for customers
端子高度测量
铆端高度测量:作为确保正常压着性能的管理方法,有必要进行铆端高 度测定,设定高度虽然是在铆端机方面设定的,但就其测定却是在铆端之物 上进行的,测试时使用铆端高度测定用仪器——千分尺,用其测定铆端体的 “固定栅”和“挤压栅”的各中心部位,测试时需避开“挤压沟”,且确认 用的线材应为生产使用之线材.
.
被覆铆压栅
Create value for customers
三.铆压端子
1.准备工作: 检查机台是否正常,刀模是否完好无损,工作台面是否干净以及无其 它产品 、余物.
2.调试作业: 由技术人员调试好机台,试作 2-3 条,确认合格后方可批量作业 。
3.注意事项: ①端子铆压拉力或高度需符合要求; ②不可有深打、浅打、飞丝、 端子变形, 铆压过高或过低等不良;③注意安全,铆压时切勿将手伸入刀模内。
2.调试好机台,试作2-3 条,确认合格后方可批量作业 . 1.3.注意事项: ①尺寸须在公差范围内; ②不可剥断导体铜丝;③切剥口
须平整 . 2.4.剥皮尺寸参考算法(如下图):
.
露出导体 导体铆压栅长度 可见导体和绝缘体
Create value for customers
导体铆压栅长度
剥线长度
Create value for customers
《线束制造工艺》课件

高速铁路线束制造工艺案例
高速铁路线束制造工艺概述
高速铁路线束是列车电气系统的核心组成部分,要求具备高可靠性、高耐久性和高安全性。高速铁路线束制造工艺主 要包括线缆加工、绝缘材料剥离、保护材料成型等步骤。
工艺流程
高速铁路线束制造工艺流程包括放卷、预处理、绝缘材料剥离、导体加工、绝缘材料成型、检测等环节。其中,导体 加工和绝缘材料成型是关键环节,需要采用高精度设备和严格工艺参数。
环境适应性检测
环境适应性检测目的
模拟实际使用环境,测试线 束在不同环境下的性能表现 。
检测内容
温度、湿度、振动、盐雾等 环境因素对线束性能的影响 。
检测方法
在特定环境条件下进行测试 和观察。
品质控制方法与措施
品质控制目的
确保线束制造过程中的品质稳定,降低不良品率。
控制措施
制定严格的生产工艺和检验标准,加强员工培训和过程监控。
导体。
绝缘层加工
在导体表面涂覆绝缘材料,如 塑料、橡胶等,以保护导体不 受外界环境影响。
编织加工
利用纤维材料对导体进行编织 ,增强线束的机械强度和耐磨 性。
端子加工
将导体与端子进行压接或焊接 ,形成可靠的电气连接。
绝缘处理技术
浸渍绝缘处理
将线束浸渍在绝缘材料中,如浸渍蜡、浸渍 油等,以提高线束的电气绝缘性能。
设备功能
裁线机用于裁剪电线长度,剥皮机用于剥离电线外皮,压接机用于 压接电线端子,检测设备用于检测线束电气性能和外观质量。
设备参数
设备的参数包括功率、效率、精度等,这些参数直接影响线束的质量 和生产效率。
常用线束加工工具
工具种类
工具选择
常用的线束加工工具有螺丝刀、剪钳 、剥线钳、压接钳等。
线束加工流程图

工序
来料
工序内容
所需设备
工艺要求
利用ROHS仪器进 来料不准含有铅(Pb),汞 行环保测试, ROHS测试仪 (Hg),镉(Cd),多溴联苯 设备 (PBB)多溴二苯醚(PBDE)等 测试所有来料是 有害物质 否符合ROHS标准 将所需线材放到 中转送线架上 送线架 注意切勿刮花擦伤电线表面
5
电线
气动剥皮机
6
扭线
扭线机
7
铆接
端子机
8
产品
组装塑胶插头外壳 电动螺丝批
9
导通
利用仪器进行 导通测试
导通测试仪
不准出现短路,断路,误配线, 接触不良,绝缘不良等现象
10
包装
利用胶袋封装成 品,装入纸箱
封口机 及打包机
1.封口要平整 2.打包带要紧包纸箱,不准脱落
剥皮长短误差不准超过1mm3将线材放至送线器固定送线器2将所需线材放到中转送线架上送线架注意切勿刮花擦伤电线表面1利用rohs仪器进行环保测试测试所有来料是否符合rohs标准rohs测试仪设备工序工序内容所需设备工艺要求来料不准含有铅pb汞hg镉cd多溴联苯pbb多溴二苯醚pbde等有害物质送线送线来料裁线电线扭线铆接产品导通包装
2
送线
3
送线
将线材放至 送线器固定 利用裁线机将线 材 裁剪要求长度 按SOP要求剥 除接头处电线对 应长度的绝缘外 被 对接头处导体 进行整理、扭线 将接头处导体 和插头端子进行 铆接
送线器
注意切勿刮花擦伤电线表面
4
裁线
1.不准切伤电线表面 电脑裁线机 2.不准切断铜丝 3.剥皮长短误差不准超过±1mm 1.不准压伤表面 2.剥皮长短误差不准超过±1mm 1.不准刮花擦伤电线表面 2.必须把铜丝扭紧,不准出现 散丝 1.端子不准变形 2.必须符合拉力,铆接高度,宽 度的要求 1.螺丝不准露出胶壳表面 2.必须达到产品要求的扭力
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
学习交流PPT
24
谢谢!
学习交流PPT
25
学习交流PPT
15
用拉力计测试端子拉力将端子固定好后,将拉力计归零,再进行拉力测试, 当拉力达到规定值时,停止拉动,固定位置,保持 1 分钟,如端子没有脱落则 合格,每 1—2 小时抽测一次。
学习交流PPT
16
国标GB17196-1997
m㎡
N
Kgf
0.5
56
5.8
0.75
84
8.6
1
108
11
2.4.剥皮尺寸参考算法(如下图):
学习交流PPT
4
露出导体 导体铆压栅长度 可见导体和绝缘体
导体铆压栅长度
剥线长度
a 被覆铆压栅
可见导体 剥线长度
剥皮尺寸=导体铆压栅长度 +1/2a +0.5mm(线规: 0.3mm2 以下) 剥皮尺寸=导体铆压栅长度 +1mm (线规:0.3—1mm2 ) 剥皮尺寸=导体铆压栅长度 +2mm (最大线规:10mm2 )
将铆压好之端子卡口片方向与塑壳卡同向,再将端子平推入塑壳,当 听到卡喀声后,再回轻拉线材,以确定端子正确卡入塑壳,无脱落则合格. 注意依工程图要求组装,不可插错位.
学习交流PPT
卡片口卡于 卡位上
ቤተ መጻሕፍቲ ባይዱ23
五.通电测试
测试目的:检测产品功能是否正常,以确定产品性能是否符合客户要求.
六.包装入库
包装时注意不可有少装或多装,以及混装,标识、字迹模糊不清等不良.
学习交流PPT
5
剥线正确图
学习交流PPT
6
剥线不正确图
剥离刀钝或刀之间距离不正确, 绝缘层切割不正确
剥离刀钝 绝缘层切割不正确
剥离刀之间距离太小 绞合线损伤或切断
剥离刀钝或调节不正确, 导线的剥离处附有绝缘微粒
剥离工具夹钳损坏或内有金属屑 绝缘层损坏
学习交流PPT
7
被覆铆压栅
三.铆压端子
1.准备工作: 检查机台是否正常,刀模是否完好无损,工作台面是否干净以及无其 它产品 、余物.
图7,线材表面刮伤\划痕长度>5mm,深度>0.15mm, 不合格
图8,线材烧焦,不合格
学习交流PPT
3
1.准备工作: 检查机台是否正常,刀口是否完好无损,工作台面是否干净以 及无其它产品,余物.
2.调试好机台,试作2-3 条,确认合格后方可批量作业 .
1.3.注意事项: ①尺寸须在公差范围内; ②不可剥断导体铜丝;③切剥口 须平整 .
学习交流PPT
18
在铆压拉力和高度保证的前提下,理想的铆端状态:
1. 视窗 1 能看见导体又能看到绝缘体(外被)
2. 视窗 2 芯线(导体)露出长度0.5~1.5mm(具体依端子大小而定)
3. 嵌合部不可变形,卡口片不可变形
4. 芯线铆压栅、被覆固定栅中间沟槽不可有间隙,不可两边带毛刺
5. 喇叭口高度最高不超过导体铆压栅长度的 1/8
图5, 不合格,料带太 长
图6, 不合格, 料带不 可见,端子切伤
学习交流PPT
图7, 合 格, 热缩 套管完 全包住 导体
图8 不合 格 热缩 套管包的 太长
10
端子外观检验 合格
学习交流PPT
11
端子外观检验 不合格
学习交流PPT
12
端子高度测量
铆端高度测量:作为确保正常压着性能的管理方法,有必要进行铆端高 度测定,设定高度虽然是在铆端机方面设定的,但就其测定却是在铆端之物 上进行的,测试时使用铆端高度测定用仪器——千分尺,用其测定铆端体的 “固定栅”和“挤压栅”的各中心部位,测试时需避开“挤压沟”,且确认 用的线材应为生产使用之线材.
学习交流PPT
13
端子高度测试
端子高度测试
学习交流PPT
端子高度测试
14
拉力测量
拉力测量:是为了进行铆压栅的铆端高度是否适宜之判断的一种确认项 目,其确认方法为 拉扯被压着的端子与线材确认其破坏强度以及保证其强 度, 无论铆端高度是多么恰如其分,仍有缺陷,故为弥补高度检测的缺陷,测 拉力强度是必要的。
6. 挤压沟深度不大于 0.3mm
7. 料带长度大于 0.1—0.5mm
8. 端子上下左右弯曲不大于 5°
9. 端子扭曲不大于 15°
学习交流PPT
19
以下为在目视检测中拒绝接收的例举
学习交流PPT
20
目视检测中拒绝接收的例举
学习交流PPT
21
目视检测中拒绝接收的例举
学习交流PPT
22
四.组装胶壳
8
端子外观检验
图1, 标准压接,外 皮处于导体包筒 和绝缘包筒之间
图2, 合格压接,外皮 刚好与导体包筒或 绝缘包筒平齐
图3, 不合格压接,外皮压入导体 包筒或绝缘包筒内
图4, 不 合格压 接,导 体伸入 到功能 区内
学习交流PPT
图5, 不 合格压 接,绝缘 包筒刺 破线皮
9
端子外观检验
图4, 不合格压接,导体没有完全压 入导体包筒内
1.5
150
15.3
2.5
230
23.5
4
310
31.7
6
360
35.7
备注:
N:牛顿 Kgf:公斤力;
1Kgf=9.8N(牛顿)
学习交流PPT
17
端子检查
目视检测确认之目的是为了通过外观检查,检查出铆端高度拉力测试中未 能查出的压着不良与模具不良,进一步通过压着状态良否的判断,发现组装 插件时的不适合等。
2.调试作业: 由技术人员调试好机台,试作 2-3 条,确认合格后方可批量作业 。
3.注意事项: ①端子铆压拉力或高度需符合要求; ②不可有深打、浅打、飞丝、 端子变形, 铆压过高或过低等不良;③注意安全,铆压时切勿将手伸入刀模内。
开式端子
导体铆压栅 喇叭口 被覆铆压栅
嵌合部
卡口片
挤压沟
料带
学习交流PPT
线束生产工艺讲解
2017年8月
学习交流PPT
1
一.线材外观检验
图1,线材印字不清,无法辩认,不合格
图2,同一线材外被颜色明显不同, 色差 大于1,不合格
图3,线材外被严重变形,不合格
图4,线材表面起鼓>0.5mm,发白,不合格
学习交流PPT
2
图5,线材表面脏 污并不可去除, 不合格
图6,线材芯线露铜,不合格