组合机床毕业设计外文翻译
机械毕业设计英文外文翻译608组合机床CAD系统开发与研究

外文资料The aggregate machine-tool CAD system development and research Abstract aggregate machine-tool CAD is in Window 95/98, Wndows under the NT4.0 environment, designs personnel's special-purpose CAD system with VC5.0 and the AutoCAD R14 ADS/ARX technology development face the aggregate machine-tool.This software technological advance, performance reliable, function strong, convenient practical, has provided the modernized design tool for our country aggregate machine-tool profession.Key word: Aggregate machine-tool CAD jig CAD multi-axle-box CAD1 uses the aggregate machine-tool CAD technology imperative The aggregate machine-tool is with according to serialized, the standardized design general part and the special purpose machine which composes according to the work piece shape and the processing technological requirement design special-purpose part, belongs to the disposable design, the disposable manufacture piecework product.Therefore, the design quantity is big, the design work is complex.In thecurrent competition intense market economy, the user to the engine bed technical sophistication, the quality reliability as well as the goods supply cycle all requests very high, but guaranteed these many factors the key is the design. In the past that backward manual design method has not been able to satisfy the product design the request, uses the CAD technology, throws off the chart board, has become the current technological revolution the tidal current, imperative.2 aggregate machine-tool CAD the application present situation Overseas aggregate machine-tool CAD technology research starts the comparison early.At the beginning of the 70's, some industry developed country first starts in the multi-axle-box CAD aspect to study. Has entered since in particular for the 90's, along with the computer technology development, the interactive cartography and the database management system and so on the development and the application, causes the aggregate machine-tool CAD technology day by day practical also the use scope expands unceasingly, the developed country has used the CAD technology generally in the aggregate machine-tool design.At present, to CAD/CAM integrative system development. In recent years, according to us to American several main engine bed factories (BURGMAST, KINGSBURY, companies and so onINGERSOLL LAMB, CINCINNATI, MILACRON, CROSS) the understanding, its CAD technology obtained the universal application. In which most noticeable is INGERSOLL Corporation has 50 interactive CAD workstation composition software and hardware environment, caused it to realize nearly 100% CAD.On the domestic machine tool design portfolio using CAD understanding earlier. The beginning of the 1970s, Dalian Machine Tool Institute portfolio started on the research in this area of work. 1978 state as a combination of mechanical CAD machine industrial projects, and instructed the Shanghai Jiaotong University. Dalian Machine Tool Institute portfolio, a ministry official in charge of the Institute of Automation, Dalian Polytechnic University, Qinghua University, Beijing University of Technology, Shanghai Institute of mechanical and electrical products and other units to participate in the drilling machine CAD combination of research, This raised our portfolio Machine CAD technology in the district. After 10 years of efforts and achieved initial results.However, the combination of machine CAD system is 12-27 in VAX II and Micro VAX II on the development, hardware investment, which is difficult to use. By the time the hardware and software environment for the restrictions, narrow scope of applicationsoftware, users inconvenient.3 Development portfolio dedicated machine CAD system software CAD technology is the contemporary electronic information technology an important component of , CAD technology to be commercialized as the most important high-tech industries. The supporting software and hardware, on the basis of different industries, different professions secondary development software, developed for the industry, The dedicated professional commercial software can not only make good economic returns, but will make significant social benefits. "Ninth Five-Year Plan" period state auto industry as a pillar industry of the national economy, for the industry to provide a combination of technologies and equipment to machine tool industry to develop rapidly. Along with the development of the auto industry, machine designed to enhance portfolio quality, shorten the design cycle has become an extremely urgent task. Combined Machine CAD technology and can shorten the design cycle and improve design quality, enterprises in the sector improve its competitive edge, enterprises will bring about significant economic benefits.Dalian is China's important industrial base, as a combination of Machine Tool Industry Technology and Development Center inDalian Machine Tool Institute portfolio, industry should play the leading role for the realization of design automation, enhance technological innovation and product competitiveness. promoting our portfolio machine design standards, as soon as possible combination of machine tool industry to provide factory-functional, flexible operation, with a friendly interface, high technological content portfolio Machine CAD software.4 software with the technical basis for the development of microelectronicsTechnology, computer performance has been greatly improved. P II has now dominated the market, P III began listing its CPU performance has been close to the years before the target workstation. Foreign CAD software to the PC Window95/98, Windows NT transplant, such as Pro / Engineer, I-Sui, such as CADDS5. Computer Graphics Accelerator in improving performance, the entity can basically the movement and rotation. PC CAD is a development direction, the corresponding hardware to lower than many workstations. After years of efforts, we use Windows SDK software development technology, Windows environment more dynamic process of technical data exchange (DDE). Database technique (ODBC), Graphics software technology and thedevelopment of secondary targets OLE technology (OLE), Development of a generic combination of mechanical CAD and CAD machine integrated CAD system. 5 Combination Machine CAD system softwarePortfolio Machine CAD system software using C + + language, in the Windows environment for the development of the combination of machine design parameters of the graphic information management system. Database systems with C + + language independent preparation of the financial database software and operating system parameters graphic systems into one. formed powerful parametric graphic information management system. Modular Machine CAD system including removable fixture CAD system, Modular Machine Automatic Line program 3D CAD graphics system, the total portfolio Machine CAD system, Portfolio Map Machine CAD systems and machine tool's multi-axle box CAD system.5.1 Combination fixture mechanical CAD system using parametric CAD graphics information management technology and interactive design methods, developed portfolio fixture CAD system, its widespread applicability, practical and promote the use of broad prospects. Combination fixture CAD system, in accordance with its main functions can be divided into four modules :Location Support System CAD system, Clamping CAD system, CAD-oriented systems and devices typical fixture clamping force of the computer-aided analysis and calculation.5.1.1 Location Support System CAD systems for supporting the system by positioning support, Auxiliary support and spacing element composition. Location Support refers to the processing maintain a certain position workpiece components; Auxiliary support is only for the processing of the rigidity and stability of an activity-supporting components. Building support plate, supporting block, ancillary support, fixed-pin, telescopic pin parametric graphics library and database performance through inquiries Location Support System database, Positioning support amending parameters graphic parameters, the use of interactive design method, positioning support CAD system.5.1.2 clamping CAD system clamping usually by clamping force, Transmission among agencies and clamping element is composed of three parts. Part of clamping force for the purpose of generating power source, and will pass on the middle forces drive; Middle drive as a Force that is, to change the direction of force and size, which can produce self-locking, to ensure that the processing power source or disappeared, the role of the workpiece in the cutting force despite reliable clamping;Clamping elements to bear by the middle of the drive transmission clamping force, and direct contact with the workpiece clamping action and implementation. Clamping established tank, clamping components, direct clamping bodies, self-locking clamping mechanism parameters of the graphics and performance database, Clamping inquiries by the Performance database changes clamping mechanism parameters graphic parameters, the use of interactive design, Clamping achieve CAD.5.1.3 device-oriented CAD system installation guide role is to ensure that the tool and workpiece and the tool of inter - The exact location, raising tool system supports rigid. Correct selection, design-oriented devices, assurance of the accuracy and processing of reliable machine plays an important role in the work. Establish a fixed-oriented packages, "roll-forward" - oriented devices, , "roll-forward" device parameters oriented graphics library and database performance through inquiry-oriented device performance database, revised guidance device parameters graphic parameters, the use of interactive design method, CAD-oriented devices.5.1.4 typical fixture clamping force computer-aided analysis and calculation of the machine to ensure normal reliableworking conditions, the clamping force the smaller the better. If blindly increasing the clamping force, which will result in the following consequences : increased fixture drive size; To improve clamping force and linked to the fixture so rigid fixture is too big; increase the clamping of the workpiece in the deformation and effects processing accuracy. Therefore, the right to determine clamping force is important. Typical fixture clamping force computer-aided analysis and calculation : the clamping screw clamping force analysis and calculation Wedge Clamp the clamping force analysis and calculation, the eccentric clamping clamping force analysis and calculation Clamping other agencies clamping force analysis and calculation.Combination fixture interactive CAD system design methods, the use of flexible, widespread applicability, meet all the technical requirements. Fixture system through the establishment of various components of the graphics library, parts of the parameters of graphics library, Parameter graphics information management system, interactive mapping portfolio fixture.5.2 Combination Machine automatic alignment options CAD 3D graphics system, the total portfolio Machine CAD system,Portfolio Map Machine CAD System 5.2.1 portfolio automatic alignment machine 3D graphics CAD System The CAD system can automatically determine portfolio machine line, drawing portfolio machine automatically 3D graphics, Universal Machine portfolio management structure and performance parts database. This three part by the three independent process to achieve, Using Windows environment more dynamic process of technical data exchange (DDE). achieving three independent process dynamic data exchange, completed the following types of machine configuration combinations Machine Design : more horizontal axle box processing, multi-axle box vertical machining, multi-axle box tilt-processing, the first Horizontal Boring processing, Boring first vertical machining, boring head tilted machining, drilling the first horizontal machining, drilling the first vertical machining, Drilling of the first tilt-processing, tapping the first horizontal machining, the first vertical machining tapping, tapping the first tilt-processing, Milling of the first horizontal machining, milling head vertical machining, milling machining head tilt.5.2.2 total portfolio Machine CAD system map total portfolio machine with automatic computer-aided design and human-computer design interactive design methods. Automaticdesign of the structure from the program to map out the final completion of a one-time, interactive design is user participation, choice of interactive components, models and determine a method of positioning. Combination machine is used by the serialization, standardized generic components and by the shape of the workpiece and the processing requirements of the dedicated parts of dedicated machine, thus Machine features that determine its computer-aided design methods. Its versatility to be completed by the computer, and a dedicated help from computer users to achieve, that is, to avoid the automatic design of the applicability of poor, narrow face design limitations. Total portfolio machine parameters graphic information management system in Windows development environment of a human-machine interactive located Total system, which integrates the Windows SDK technology, Database technology and graphics software secondary development of the ADS technology, engineering design provides a very convenient, Efficient design of the machine tool map. The system is suitable for drilling, expansion joints, and tasty, boring, milling, etc. Tapping Machine processing, machine configuration form of single-position reclining, Li, tilt and composite portfolio machine, mobile work desktop machine combinations,combinations Rotary desktop machine.5.2.3 Combination Machine CAD system portfolio Map Machine Tool schematic design and adjustment team Machine for the important work of one of the drawings, is to identify combinations machine linked size, composition Machine Drawing the basis for the total. To accomplish drilling and reaming, boring, Reaming, Tapping and milling processes. Portfolio machining complex matrix. According to the development of the last 10 years combined experience in the CAD machine, the automated design, only a few input parameters will be completed portfolio Machining Map software, but the application of the matrix of small, have limitations. Combination Machine Map parameters graphic information management system software, interactive design, the use of flexible, widespread applicability, meet all the technical requirements. Combination Machine Map parameters graphic information management system from the main spindle and then leverage, the guidance sets, Tool database operating systems, the operating system parameters graphics, Interactive mapping system to determine composition and cutting machine usage module four components. Axlebox over5.3 CAD system more Axlebox CAD systemCAD system more Axlebox CAD system is a specialized applicationsoftware can be used for drilling and expansion. hinges, milling, drilling and thread offensive attack composite portfolio Machine Tool box design. System for the raw data from the combination of machine design, a plan that is three cards (workpiece map, processing matrix, Machine size map and the associated productivity calculation card), such as spindle coordinates, speed, and on this basis, interactive system to automatically or engaging in various types of work.5.3.1 Multi-axle box drive system design combinationMulti-axle box drive system design combination of multi-axle box machine drive system is a multi-axis, multi-gear, Multi-time complex transmission system. We have adopted a two-axis, three-axis drive, the basic methodology Transmission is the formation of the two basic methods of connecting continuously portfolio called. The complete transmission module coordinates, various geometric interference checking, transmission components strength check. To achieve optimum transmission purposes (minimum number of drive shaft, gear minimal number), using the following design, as illustrated in figure 1, as shown in Figure 2.Figure 1 2 shaft gear design Figure 2 triaxial GearDesign Optimization Optimization0 -- gear shaft has 0 -- have gearshaft1 -- the new design Gear 1 -- Design newgear6 Portfolio Machine CAD software operating environmentSoftware operating environment for the hardware : CPU 486 more,Memory 16 M over all software required disk space 350 M above.Software running the software environment : Windows 95/98,Windows NT 4.0, AutoCAD R14.0 7 Portfolio Machine CAD softwarehas been approved by experts and has a market push 1998The combination of machine CAD software approved by experts.The software technology advanced, reliable performance, strongfunction, convenient and practical. China machine toolindustry portfolio provides a modern design tools, thetechnology level of a leading position at home. The software has been designed in modular machine tool manufacturing plant and the professional engaged in internal-combustion engines, Engine production of large and medium-sized enterprises in the design and manufacture of modular machine tool sector wider application. Constant portfolio such as Jiangsu Machine Co., the second machine factory in Baoding, Diesel Co., Shandong Huayuan Levin move Engine Company Limited. Enterprises in the transformation of traditional industries, through the use of CAD technology, the electronic play of the power of information technology, improve the design level, and enhance the company's ability to create and product competitiveness, achieved good economic and social benefits.中文译文组合机床CAD系统开发与研究1 采用组合机床CAD技术势在必行组合机床是用按系列化、标准化设计的通用部件和按工件的形状及加工工艺要求设计的专用部件组成的专用机床,属于一次性设计、一次性制造的单件生产产品。
组合机床外文文献

1 Introduction
Most classical shop scheduling models disregard the fact that products are often produced in lots, each lot (process batch) consisting of identical parts (items) to be produced. The size of a job lot (i.e., the number of items it consists of) typically ranges from a few items to several hundred. In any case, job lots are assumed to be indivisible single entities, although an entire job lot consists of many identical items. That is, partial transfer of completed items in a lot between machines on the processing routing of the job lot is impossible. But it is quite unreasonable to wait for the
2 Problem description
and Alfredson [6] examined two- and three-machine flowshops assuming there is no limit on the number of transfer batches so that it is optimal to use unit sized transfer batches. They showed that the two-machine problem with unit sized transfer batches is easily solved by a slight modification of Johnson’s well known algorithm, and also proved that pre-emption of job lots is not necessary in the optimal solution. That is, a job is split into unit sized transfer batches that are processed consecutively (not intermingled with the transfer batches of other job lots). Cetinkaya and Kayaligil [7] and Baker [8] extended this study to obtain a unified solution procedure, which handles separable and inseparable setups, respectively. Cetinkaya [9] and Vickson [10] independently showed that the scheduling problem with either equal or unequal transfer batches decomposes into an easily identifiable sequence of single job problems, even with setup times and transfer times. Sriskandarajah and Wagneur [11] studied the lot streaming and scheduling multiple products in two-machine, no-wait flowshops. Kim et al. [12] proposed a scheduling rule for a two-stage flowshop with identical parallel machines at each stage. On the other hand, studies on job lot scheduling with transfer batches for different shop structures are very limited. Examples of these studies include Dauzere-Peres and Lasserre [13] and Sen and Benli [14], which examine the job shops and open shops, respectively.
毕业设计外文翻译模板
本科生毕业设计(论文)外文翻译毕业设计(论文)题目:组合钻床动力滑台液压系统及电控系统设计外文题目: Drilling machine译文题目:组合钻床学生姓名:马莉莉专业:机械设计制造及其自动化0701班指导教师姓名:王洁评阅日期:正文内容小四号字,宋体,行距1.5倍行距。
The drilling machine is a machine for making holes with removal of chips and it is used to create or enlarge holes. There are many different types of drilling machine for different jobs, but they can be basically broken down into two categories.The bench drill is used for drilling holes through raw materials such as wood, plastic and metal and gets its name because it is bolted to bench for stability so that larger pieces of work can be drilled safely. The pillar drill is a larger version that stands upright on the floor. It can do exactly the same work as the bench drill, but because of its size it can be used to drill larger pieces of materials and produce bigger holes. Most modern drilling machines are digitally automated using the latest computer numerical control (CNC) technology.Because they can be programmed to produce precise results, over and over again, CNC drilling machines are particularly useful for pattern hole drilling, small hole drilling and angled holes.If you need your drilling machine to work at high volume, a multi spindle drill head will allow you to drill many holes at the same time. These are also sometimes referred to as gang drills.Twist drills are suitable for wood, metal and plastics and can be used for both hand and machine drilling, with a drill set typically including sizes from 1mm to 14mm. A type of drill machine known as the turret stores tools in the turret and positions them in the order needed for work.Drilling machines, which can also be referred to as bench mounted drills or floor standing drills are fixed style of drills that may be mounted on a stand or bolted to the floor or workbench. A drilling machine consists of a base, column, table, spindle), and drill head, usually driven by an induction motor.The head typically has a set of three which radiate from a central hub that, when turned, move the spindle and chuck vertically, parallel to the axis of the column. The table can be adjusted vertically and is generally moved by a rack and pinion. Some older models do however rely on the operator to lift and re clamp the table in position. The table may also be offset from the spindles axis and in some cases rotated to a position perpendicular to the column.The size of a drill press is typically measured in terms of swing which can be is defined as twice the throat distance, which is the distance from the centre of the spindle to the closest edge of the pillar. Speed change on these drilling machines is achieved by manually moving a belt across a stepped pulley arrangement.Some drills add a third stepped pulley to increase the speed range. Moderndrilling machines can, however, use a variable-speed motor in conjunction with the stepped-pulley system. Some machine shop drilling machines are equipped with a continuously variable transmission, giving a wide speed range, as well as the ability to change speed while the machine is running.Machine drilling has a number of advantages over a hand-held drill. Firstly, it requires much less to apply the drill to the work piece. The movement of the chuck and spindle is by a lever working on a rack and pinion, which gives the operator considerable mechanical advantage.The use of a table also allows a vice or clamp to be used to position and restrain the work. This makes the operation much more secure. In addition to this, the angle of the spindle is fixed relative to the table, allowing holes to be drilled accurately and repetitively.Most modern drilling machines are digitally automated using the latest computer numerical control (CNC) technology. Because they can be programmed to produce precise results, over and over again, CNC drilling machines are particularly useful for pattern hole drilling, small hole drilling and angled holes.Drilling machines are often used for miscellaneous workshop tasks such as sanding, honing or polishing, by mounting sanding drums, honing wheels and various other rotating accessories in the chuck. To add your products click on the traders account link above.You can click on the links below to browse for new, used or to hire a drilling machine.Drilling machines are used for drilling, boring, countersinking, reaming, and tapping. Several types are used in metalworking: vertical drilling machines, horizontal drilling machines, center-drilling machines, gang drilling machines, multiple-spindle drilling machines, and special-purpose drilling machines.Vertical drilling machines are the most widely used in metalworking. They are used to make holes in relatively small work-pieces in individual and small-lot production; they are also used in maintenance shops. The tool, such as a drill, countersink, or reamer, is fastened on a vertical spindle, and the work-piece is secured on the table of the machine. The axes of the tool and the hole to be drilled are aligned by moving the workpiece. Programmed control is also used to orient the workpiece and to automate the operation. Bench-mounted machines, usually of the single-spindle type, are used to make holes up to 12 mm in diameter, for instance, in instrument-making.Heavy and large workpieces and workpieces with holes located along a curved edge are worked on radial drilling machines. Here the axes of the tool and the hole to be drilled are aligned by moving the spindle relative to the stationary work-piece.Horizontal drilling machines are usually used to make deep holes, for instance, in axles, shafts, and gun barrels for firearms and artillery pieces.Center-drilling machines are used to drill centers in the ends of blanks. They are sometimes equipped with supports that can cut off the blank before centering, and in such cases they are called center-drilling machines. Gang drilling machines with more than one drill head are used to produce several holes at one time. Multiple-spindle drilling machines feature automation of the work process. Such machines can be assembled from several standardized, self-contained heads with electric motors and reduction gears that rotate the spindle and feed the head. There are one-, two-, and three-sidedmultiple-spindle drilling machines with vertical, horizontal, and inclined spindles for drilling and tapping. Several dozen such spindles may be mounted on a single machine. Special-purpose drilling machines, on which a limited range of operations is performed, are equipped with various automated devices.Multiple operations on workpieces are performed by various combination machines. These include one- and two-sided jig boring machines,drilling-tapping machines (usually gang drilling machines with reversible thread-cutting spindles), milling-type drilling machines and drilling-mortising machines used mainly for woodworking, and automatic drilling machines.In woodworking much use is made of single- and multiple-spindle vertical drilling machines, one- and two-sided, horizontal drilling machines (usually with multiple spindles), and machines equipped with a swivel spindle that can be positioned vertically and horizontally. In addition to drilling holes, woodworking machines may be used to make grooves, recesses, and mortises and to remove knots.英文翻译指导教师评阅意见。
组合机床毕业设计

目录1、毕业设计(论文)选题审批表2、毕业设计(论文)任务书3、毕业设计(论文)评审表一4、毕业设计(论文)评审表二5、毕业设计(论文)评审表三6、毕业设计(论文)答辩记录文摘 (1)英文文摘 (2)主要符号表 (5)第一章引言 (6)1.1本课题提出的背景及意义 (6)1.2国内研究现状 (6)1.3本论文的主要内容 (6)第二章工艺方案的拟定 (7)2.1 梳棉机箱体结合件零件的工艺技术分析 (7)2.2 定位分析、基准选取及制定工艺路线 (8)第三章钻夹具设计 (11)3.1 梳棉机箱体结合件钻孔组合机床夹具分析 (11)3.2 定位夹紧方案的确定 (11)3.3 刀具选择及切削用量的选取 (11)3.4 夹具体设计 (13)第四章组合机床总体设计 (17)4.1 被加工零件工序图 (17)4.2 加工示意图 (18)4.3 机床联系尺寸图 (19)4.4 机床分组 (21)第五章液压系统设计 (23)5.1液压压紧系统设计 (23)5.2 钻削进给液压系统设计 (25)第六章多轴箱——右主轴箱设计 (30)6.1引言 (30)6.2绘制多轴箱设计原始依据图 (30)第七章经济性分析 (39)7.1箱体结合件加工工艺的制定: (39)7.2 夹具定位加紧分析: (39)7.3组合机床应用分析: (39)第八章结论和展望 (41)参考文献 (42)致谢 (43)附件 (44)中文摘要应用组合机床加工大批量零件,快捷高效,生产效率高是机械加工的发展方向。
本次设计任务是制定梳棉机箱体结合件的加工工艺、组合钻孔工序的工装设计、液压控制系统设计、组合机床设计。
在工艺制定过程中,通过生产批量的分析确定梳棉机箱体结合件的加工方案,并寻求最佳的工艺方案,借此说明了工艺在生产过程中的重要性;在组合钻孔工序的工装设计过程中,结合实例,介绍了夹具设计方法,特别是对孔的加工精度进行了探讨;在液压控制系统设计过程中,以双面钻孔组合机床为对象,依据液压系统设计的基本原理,拟出合理的液压系统图。
组合机床毕业设计外文翻译

The Aggregate Machine-toolThe Aggregate Machine-tool is based on the workpiece needs, based on a large number of common components, combined with a semi-automatic or automatic machine with a small number of dedicated special components and process according to the workpiece shape and design of special parts and fixtures, composed. Combination machine is generally a combination of the base, slide, fixture, power boxes, multi-axle, tools, etc. From.Combination machine has the following advantages: (1) is mainly used for prism parts and other miscellaneous pieces of perforated surface processing. (2) high productivity. Because the process of concentration, can be multi-faceted, multi-site, multi-axis, multi-tool simultaneous machining. (3) precision and stability. Because the process is fixed, the choice of a mature generic parts, precision fixtures and automatic working cycle to ensure consistent processing accuracy. (4) the development cycle is short, easy to design, manufacture and maintenance, and low cost. Because GM, serialization, high degree of standardization, common parts can be pre-manufactured or mass organizations outsourcing. (5) a high degree of automation, low labor intensity. (6) flexible configuration. Because the structure is a cross-piece, combination. In accordance with the workpiece or process requirements, with plenty of common parts and a few special components consisting of various types of flexible combination of machine tools and automatic lines; tools to facilitate modification: the product or process changes, the general also common components can be reused.Combination of box-type drilling generally used for processing or special shape parts. During machining, the workpiece is generally not rotate, the rotational motion of the tool relative to the workpiece and tool feed movement to achieve drilling, reaming, countersinking, reaming, boring and other processing. Some combination of turning head clamp the workpiece using the machine to make the rotation, the tool for the feed motion, but also on some of the rotating parts (such as the flywheel, the automobile axle shaft, etc.) of cylindrical and face processing.Generally use a combination of multi-axis machine tools, multi-tool, multi-process, multi-faceted or multi-station machining methods simultaneously, productivity increased many times more than generic tools. Since the common components have been standardized and serialized, so can be flexibly configured according to need, you can shorten the design and manufacturing cycle. Multi-axle combination is the core components of general machine tools. It is the choice of generic parts, is designed according to special requirements, in combination machine design process, is one component of a larger workload. It is based on the number and location of the machining process diagram and schematic design combination machine workpiece determined by the hole, cutting the amount of power transmission components and the design of each spindle spindle type movement. Multi-axle power from a common power box, together with the power box installed on the feed slide, to be completed by drilling, reaming and other machining processes. The parts to be processed according to the size of multi-axle box combination machine tool design, based on an original drawing multi-axle diagram, determine the range of design data,the above design, implementation, completion of a two-sided 24-hole machining, achieve better the design requirements.In order to adapt to the development of CNC machine tools in combination , appeared composed of CNC machine tools CNC machining modules. Modular is the result of a combination of machine tool numerical control machine tool combination brings, but also the basis of a combination of CNC machine tools , CNC machining enriched the universal modular combination of components of the machine, it will cause a fundamental piece for machine tool type changes . Over the past decade , the combination of machine tools and automatic line has made great strides in efficiency, productivity , flexibility and the use of concurrent engineering to develop a more rational, more savings programs. With the development of digital technology, electronic technology , the combination of machine mechanical structure and control system has undergone great changes. With a combination of the following development tools : 1 NC . Combination of CNC machine tools emerge , not only changed in the past by the relay circuit consisting of a combination of machine tool control systems , but also make head or even a combination of the mechanical structure of the machine components of general criteria huge change occurred . 2 modular . NC modular greatly enriched the common combination of components of the machine, it will cause a fundamental change occurred for machine tool parts , according to the principles of modular design , based on the functional analysis division of the combination of multi- axle box for each machine level modules. 3 speed. As the high-speed processing can reduce the surface roughness and cutting force components , reducing the cutting temperature , improve productivity, so the speed of the machine is just beginning research , especially the main movement of CNC machine tools and feed velocity has reached a very high speed . Conform to the trend of high-speed machine tools , machine tool 's speed will be higher. 4 , precision . Because the CNC machine to achieve , so more and more high machining accuracy . 5, full protection technology . Now the machine is fully enclosed features a large , almost all mechanical housings are fully closed . Fully enclosed protection, not only to make the machine more attractive appearance and its production line , but also improves the safety, reliability and ease of maintenance . Combination machine with both the advantages of low cost and high efficiency in large volume production has been widely used, and can consist of automated production lines. .组合机床组合机床是根据工件加工需要,以大量通用部件为基础,配之以少量的专用部件和按工件形状和加工工艺设计的专用部件和夹具,组成的半自动或自动的专用机床。
数控铣床毕业设计外文翻译 2
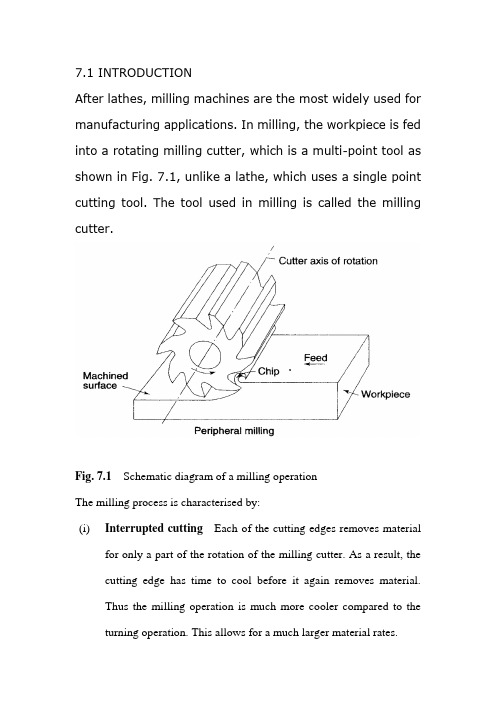
7.1 INTRODUCTIONAfter lathes, milling machines are the most widely used for manufacturing applications. In milling, the workpiece is fed into a rotating milling cutter, which is a multi-point tool as shown in Fig. 7.1, unlike a lathe, which uses a single point cutting tool. The tool used in milling is called the milling cutter.Fig. 7.1Schematic diagram of a milling operationThe milling process is characterised by:(i)Interrupted cutting Each of the cutting edges removes materialfor only a part of the rotation of the milling cutter. As a result, the cutting edge has time to cool before it again removes material.Thus the milling operation is much more cooler compared to the turning operation. This allows for a much larger material rates.(ii)Small size of chips Though the size of the chips is small, in view of the multiple cutting edges in contact a large amount of material is removed and as a result the component is generally completed ina single pass unlike the turning process which requires a largenumber of cuts for finishing.(iii)Variation in chip thickness This contributes to the non-steady state cyclic conditions of varying cutting forces during the contact of the cutting edge with the chip thickness varying from zero to maximum size or vice versa. This cyclic variation of the force can excite any of the natural frequencies of the machine tool system and is harmful to the tool life and surface finish generatedA milling machine is one of the most versatile machine tools. It is adaptable for quantity production as well as in job shops and tool rooms. The versatility of milling is because of the large variety of accessories and tools available with milling machines. The typical tolerance expected from the process is about ±0.050 mm.7.2 TYPES OF MILLING MACHINESTo satisfy various requirements milling machines come in a number of sizes and varieties. In view of the large material removal ratesmilling machines come with a very rigid spindle and large power. The varieties of milling machines available are:(i) Knee and Column type(a) horizontal(b) vertical(c) universal(d) turret typeThese are the general purpose milling machines, which have a high degree of flexibility and are employed for all types of works including batch manufacturing. A large variety of attachments to improve the flexibility are available for this class of milling machines.(ii) Production (Bed) type(a) simplex(b) duplex(c) triplexThese machines are generally meant for regular production involving large batch sizes. The flexibility is relatively less in these machines which is suitable for productivity enhancement.(iii) Plano millersThese machines are used only for very large workpieces involving table travels in meters.(iv) Special type(a) Rotary table(b) Drum type(c) Copy milling (Die sinking machines)(d) Key way milling machines(e) Spline shaft milling machinesThese machines provide special facilities to suit specific applications that are not catered to by the other classes of milling machines.7.2.1 Knee and Column Milling MachinesThe knee(升降台) and column type is the most commonly used machine in view of its flexibility and easier setup. A typical machine construction is shown in Fig. 7.2 for the horizontal axis. The knee houses the feed mechanism and mounts the saddle and table. The table basically has the T-slots running along the X-axis for the purpose of work holding. The table moves along the X-axis on the saddle while the saddle moves along the Y-axis on the guide ways provided on the knee.The feed is provided either manually with a hand wheel or connected for automatic by the lead screw, which in turn is coupled to the main spindle drive. The knee can move up and down (Z-axis) on a dovetail provided on the column.Fig. 7.2 Horizontal knee and column type milling machineThe massive column at the back of the machine houses all the power train including the motor and the spindle gearbox. The power for feeding the table lead screw is taken from the main motor through a separate feed gearbox. Sometimes a separate feed motor is provided for the feed gearbox as well.While the longitudinal and traverse motions are provided with automatic motion, the raising of the knee is generally made manually.The spindle is located at the top end of the column. The arbour used to mount the milling cutters is mounted in the spindle and is provided with a support on the other end to take care of the heavy cutting forces by means of an overarm with bearing. As shown in Fig.7.2 the overarm extends from the column with a rigid design. The spindle nose has the standard Morse taper of the suitable sizedepending upon the machine size.The milling cutters are mounted on the arbour at any desired position, the rest of the length being filled by standard hardened collars of varying widths to fix the position of the cutter. The arbour is clamped in the spindle with the help of a draw bar and then fixed with nuts.Milling machines are generally specified on the following basis:(i) Size of the table, which specifies the actual working area on the table and relates to the maximum size of the workpiece that can be accommodated.(ii) Amount of table travel, which gives the maximum axis movement that is possible.(iii) Horse power of the spindle, which actually specifies the power of the spindle motor used. Smaller machines may come with 1 to 3 hp while the production machines may go from 10 to 50 hp.Another type of knee and column milling machine is the vertical axis type. Its construction is very similar to the horizontal axis type, except for the spindle type and location.The vertical axis milling machine is relatively more flexible (Fig. 7.4) and suitable for machining complex cavities such as die cavities in tool rooms. The vertical head is provided with a swiveling facility in horizontal direction whereby the cutter axis can be swivelled. This isuseful for tool rooms where more complex milling operations are carried out.The spindle is located in the vertical direction and is suitable for using the shank mounted milling cutters such as end mills, In view of the location of the tool, the setting up of the workpiece and observing the machining operation is more convenient.Fig, 7.3 Vertical knee and column type milling machineFig.7.4 Some of the milling operations normally carried out on vertical axis machinesThe universal machine has the table which can be swivelled in a horizontal plane at about 45o to either the left or right. This makes the universal machine suitable for milling spur and helical gears as well as worm gears and cams.7.2.2 Bed Type Milling MachineIn production milling machines it is desirable to increase the metal removal rates. If it is done on conventional machines by increasingthe depth of cut, there is possibility of chatter. Hence another varietyof milling machines named as bed type machines are used which are made more rugged and are capable of removing more material. The ruggedness is obtained as a consequence of the reduction in versatility.The table in the case of bed type machines is directly mounted on the bed and is provided with only longitudinal motion.The spindle moves along with the column to provide the cutting action. Simplex machines (Fig. 7.5) are the ones with only one spindle head while duplex machines have two spindles (Fig. 7.6). The two spindles are located on either side of a heavy workpiece and remove material from both sides simultaneously.Fig. 7.5 Simplex bed type milling machineFig. 7.6 Duplex bed type milling machine7.3 MILLING CUTTERSThere are a large variety of milling cutters available to suit specific requirements. The versatility of the milling machine is contributed toa great extent by the variety of milling cutters that are available.7.3.1 Types of Milling CuttersMilling cutters are classified into various types based on a variety of methods.(i) Based on construction:(a) Solid(b) Inserted tooth typeBased on mounting:(a) Arbor mounted(b) Shank mounted(c) Nose mountedBase on rotation:(a) Right hand rotation (counter clockwise)(b) Left hand rotation (clockwise)Based on helix:(a) Right hand helix(b) Left hand helixMilling cutters are generally made of high speed steel or cemented carbides. The cemented carbide cutters can be of a brazed tip variety or with indexable tips. The indexable variety is more common since it is normally less expensive to replace the worn out cutting edges than to regrind them.Plain milling cutters These are also called slab milling cutters and are basically cylindrical with the cutting teeth on the periphery as shown in Fig. 7.7. These are generally used for machining flat surfaces.Fig. 7.7 Arbor mounted milling cutters for general purposeLight duty slab milling cutters generally have a face width, which is small of the order of 25 mm. They generally have straight teeth and large number of teeth.Heavy duty slab milling cutters come with a smaller number of teeth to allow for more chip space. This allows taking deeper cuts and consequently high material removal rates.Helical milling cutters have a very small number of teeth but a large helix angle. This type of cutter cuts with a shearing action, which can produce a very fine finish. The large helix angle allows the cutter to absorb most of the end load and therefore the cutter enters and leaves the workpiece very smoothly.Side and face milling cutters These have the cutting edges not only onthe face like the slab milling cutters, but also on both the sides. As aresult, these cutters become more versatile since they can be used for side milling as well as for slot milling.Staggered tooth side milling cutters are a variation where the teeth are arranged in an alternate helix pattern. This type is generally used for milling deep slots, since the staggering of teeth provides for greater chip space.Another variation of the side and face cutter is the half side milling cutter, which has cutting edges only on one side. This arrangement provides a positive rake angle and is useful for machining on only one side. These have a much smoother cutting action and a long tool life. The power consumed is also less for these cutters.Fig. 7.8Special forms of arbor mounted milling cuttersSlitting saws The other common form of milling cutters in the arbor mounted category is the slitting saw. This is very similar to a saw blade inappearance as well as function. Most of these have teeth around the circumference while some have side teeth as well. The thickness of these cutters is generally very small and is used for cutting off operations or for deep slots.Special form cutters In addition to the general type of milling cutters described above, there are a large number of special form milling cutters available which are used for machining specific profiles.Angular milling cutters are made in single or double angle cutters for milling any angle such as 30, 45 or 60o Form relieved cutters are made of various shapes such as circular, corner rounding, convex or concave shapes.T-slot milling cutters are used for milling T-slots such as those in the milling machine table. The central slot is to be milled first using an end mill before using the T-slot milling cutter. Woodruff key seat milling cutters are used for milling as the name suggests, woodruff key seats Some other special form cutters are dovetail milling cutters and gear milling cutters.End mills These are shank mounted as shown in Fig. 7.9 and are generally used in vertical axis milling machines. They are used for milling slots, key ways and pockets where other type of milling cutters cannot be used. A depth of cut of almost half the diameter can be taken with the end mills.The end mills have the cutting edge running through the length of the cutting portion as well as on the face radially up to a certain length. The helix angle of the cutting edge promotes smooth and efficient cutting even at high cutting speeds and feed rates. High cutting speeds(转速?) are generally recommended for this type of milling cutters.Fig. 7.9 Shank mounted milling cutters and various types of end mills There are a large variety of end mills. One of the distinctions is based on the method of holding, i.e., the end mill shank can be straight or tapered. The straight shank is used on end mills of small size and held in the milling machine spindle with the help of a suitable collet. The tapered shank can be directly mounted in the spindle with the help of the selfholding taper. If the taper is small compared to the spindle taper, then an adopter accommodating both the tapers is used.The end teeth of the end mills may be terminated at a distance from the cutter center or may proceed till the center (Fig. 7.9 f). Those with the cutting edge up to the center are called slot drills or end cutting end mills since they have the ability to cut into the solid material (Fig. 7.9 g). The other type of end mills which have a larger number of teeth cannot cut into solid material and hence require a pilot hole drilled before a pocket is machined.The cutting edge along the side of an end mill is generally straight and sometimes can be tapered by grinding on a tool and cutter grinder such that the draft required for mould and die cavities can be automatically generated.第七章铣削7.1介绍除了车床,铣床是制造应用中最广泛使用的。
机械工程及自动化组合镗床中英文对照外文翻译文献
中英文对照外文翻译(文档含英文原文和中文翻译)外文:Combination Boring MachineThe multi-purpose aggregate machine-tools has many names to describe it in the industrial field.It likes“the multitasking installment”, “the multi-purpose engine beds”, “the multi-procedure pr oduction system” and so on.It may be called the processing domain truly the nova and reduce the cost, the simplified disposition and has maintained in the US territory produces. In the past only they used the duty which many machine operations could complete, now it may concentrate to an engine bed on processes completes.As a result of market demand's unceasing change, the product life cycle is reducing unceasingly, today's market more intense demand multitasking installment concept. Carries out the fine profit management when the entire production environment, compared to having not concentrated the components processing to a machine on completes a finer profit.Some tradition's manufacturing industry manufacturer thought that the multi-purposeaggregate machine-tools are too complex, very difficult to find the appropriate operators also the difficult problem innovates on the spot on the insufficiency for the metal working basic principle and in the Production workshop related new engine bed use solution aspect training.Intuition type technical controlThe equipment use “carries off the quantity of heat” the type design, has different material which the lathe bed, the steeliness straight line rolling guide, on the steeliness revolving tool box saddle, the equipment uses, all these combine make an engine bed together. These with the thermal conductivity, the volume expansion are related. All different size's thing can by the different speed growth.As a result of this reason, needs to make the hot friendly engine bed, with the aim of knowing gives off heat the weak point in where, can compensate through the reasonable engine bed design. The part is the entire journey movement. The engine bed glide produces rubs and transform hotly. The machining produces the hot filings fall to the different place, the refrigerant can mix in the entire process in which. Will present the different temperature province continually on the cutting tool, will therefore also have many things to have the influence to the thermostability. The cutting tool technology turned the multi-purpose aggregate machine-tools has had the milling and cutting power “the versatile machine”.According to the material introduced that the most remarkable characteristic is in these engine bed whole has the intuition. The anti-collision preservation technology was already mature, in certain circumstances, even if uses the manual operation pattern, can also avoid the occurrence which collides. Because the control software has the very good intuition, the user operation friendly degree unceasingly is also enhancing. Believe the multi-purpose aggregate machine-tools by its survivability world-wide in the more different processing scenes.The off-line programming optimization and the NC automatic control system's formation already made this technology to be easier to accept, when therefore uses the procedure when the engine bed, does not need to spend many time tune-up procedure and confirmed that some part does not have the question. If components need to provide the high and low two revolving tool box saddle simultaneously to carry on the rough machining, in this kind of situation the programming is quite difficult, because it needs two revolving tool box saddles also to feed. The AdMac system may realize tool rest's automatic programming which simultaneously feeds to these, and can cause the correct main axle speed, the correct feed rate and so on all parameters to realize the synchronization.Okuma Corporation's collision avoidance system design based on actual processing operating mode anti-collision simulation, therefore, if the operator has installed the wrong cutting tool orhas established the wrong parameter, the control system will examine and prevents the engine bed to enter the processing condition. Through cooperates with the Siemens, INDEX Corporation may provide the 3D pattern now “the hypothesized engine bed”, has custom-made according to some specific model's engine bed. The result indicated that the simulation processes not only the fabricated parts and the actual end product is similar, is the one-to-one copy simply.The intuition type control interface, the simulation as well as other software technique are progressive, the more Production workshops have opened wide the front door to the multi-purpose aggregate machine-tools, but if does not have the corresponding knowledge to train and to solve the question creativity, the manufacturer is also very difficult to realize and the full use advanced engine bed flexibility aspect superiority. The work which does to the machine are more, the machine will be more complex, also needs to have the stronger skill person correspondingly to be able to operate it.If machinist past one day operated 3 engine beds, then he has this kind of multi-purpose engine bed now, might produce more components. More importantly, he may draw support from software's help to cause the production efficiency to be higher, regarding transformation processing components preparation, may also establish the processing craft plan. Because the replacement components need to lower 3 main axles, therefore before replacing the components, the workshop should process as far as possible many components. Regarding the multi-purpose engine beds, the transformation components speed is quick, the production batch of time interval is shorter, the stock is lower, the production efficiency is higher. Can use multi-purpose engine bed's some workshops fully, very quick will discover the post function the unification. Now, a workshop may only use an operator, an adjuster and a programming teacher, in the future these 3 work definitely may do by a person.In the traditional post description the machinist will transit becomes one to adjust engineer, if this engineer the familiar components processing programming, that were also more ideal. Regarding such transformation, training has been simple, so long as trains 1 individual line, but is not 3 individuals. Looking from the long views, this will provide to the people the higher post degree of satisfaction. When adjusts engineer to be responsible to process the programming, and pays attention to the components processing personally time the entire process, he completely has become this components control. In addition, but should also makes more effort in the cutting tool choice and the programming aspect, must make any model the multi-purpose aggregate machine-tool to succeed, the workshop needs to provide the skilled machinist, has ability and completes many kinds of operations nimbly. Therefore, crosswise training was at any time in the past more important. Regarded as the milling and the lathe work the different discipline theviewpoint never to return. Regarding the programmers, this belongs to their time. Regarding personnel who will program, will understand the engine bed and controls it, this will be their ability manifestation.The cutting tool will choose most people not to install the passenger vehicle tire to the race car on, but processed the cutting tool to have such situation. The cutting tool should match with the new engine bed, is conceivably redundant on the new engine bed uses the old cutting tool to the production efficiency influence. In order to match the multi-purpose aggregate machine-tools, the new cutting tool and the cutting tool adapter technology was already developed. At present the industrial field is developing the development the processing cutting tool, may complete the turning on the identical tool rest, boring and drills truncates the processing, is only processes the phase to differ from regarding the work piece angle. The processing operates the difference even confuses is unclear. The new processing cutting tool may complete the milling and the turning.Since has moved the technology (engine bed) is this century develops is extremely rapid and one of influence enormous science and technology. The modern automation technology is one kind of completely new productive forces, is one of direct creation public wealth principal means that is playing the enormous promotion effect to humanity's production activity and the material civilization. Therefore, the automated technology receives various countries widely to take seriously with more and more applications. The machinery automation (engine bed), mainly refers to the machine-building industry applies the automated technology, realizes the processing object continuously the automatic production, realizes the optimized effective automatic production process, the increase production investment processing transformation and the flow rate. The machinery automation technology's application and the development, are the machine-building industry technological transformations, the technology advancement principal means and the technological development main direction. Machinery automation technical standards, not only affects the entire machine-building industry the development, and has the very tremendous immediate influence to the national economy various departments' technology advancement. Therefore, develops our country's machine-building industry automation technology, conforms to our country socialism basic principle, conforms to our country modern production law of development. How to develop our country's machinery automation technology (engine bed), here has the technical policy question, should be realistic, all embark from our country's concrete national condition, do each foundation work, takes the China's road of machinery automation technological development. The domestic and foreign industry history tells us, realizes the machinery automation is from to high-level, from simply to complex, from is preliminarily imperfect the consummation the developing process. After machine's operation usesthe automatic regulator, the production method only then gradually transits from the mechanization to the mechanism control (tradition) automated, the numerical control automation, the computer control automation. Only then after having established the Automated factory, the production process can overall automate, can make the productivity to enhance comprehensively, achieves automated the high-level ideal stage.The machinery automation technology first starts from the 1920s in the machine manufacture cold finishing production in enormous quantities process to develop the application, after in the 60s, to adapt the market demand and the change, for the enhancement machine-building industry to the market nimble rapid reaction's ability, starts to establish the variable automation production system, namely revolves the computer technology the flexible automation. It is in the manufacture system invariable or in the change small situation, the machinery equipment either production management process through the automatic detection, the information processing, the analysis judgment realizes the anticipated operation or some kind of process automatically, and can from make one kind of components to transform automatically to makes another kind of different components. The social practice proved that under this kind of definition's manufacture system automation and the contemporary majority enterprises are not actually accommodating. The contemporary society also not in the science and technology, the material and the personnel aspect prepares to realize this automated condition, insists such to do only meets the wasted effort. This kind of situation is not exceptional regarding the separate production method's machine-building industry, the difficulty can bigger.In the 80s internationally appeared started to use computer integration manufacture system CIMS (Computer Integrated Manufacturing), the flexible automation production pattern also had this kind of situation. The initial period take the information integration as a key point, take the high automaticity as the characteristic, but in realized in the process to encounter the difficulty. In view of the fact that realizes the large amount investment which the computer integration manufacture system's automation overall needs (an overall Automated factory to spend several hundred hundred million US dollars, flexible manufacture system regular price is 600 ~ 25,000,000 US dollars), undertakes the huge risk, in addition questions and so on technical difficulty and reliability, the world industrially advanced country started “to run into a wal l produces a different product”, transfers pays great attention the information integration the effect, pursues low cost automation LCA (Low Cost Automation) enterprise organizational structure and movement way.The aggregate machine-tool future development more use transmissions and so on variable speed motor and ball bearing guide screw, will simplify structure, the reduction production metre;Uses the numerical control system and the headstock, the jig automatic replacement system, enhances the craft controllability; As well as integrates the flexible manufacture system and so on.The aggregate machine-tool is take the general part as a foundation, matches by presses the work piece specific shape and the processing technological design special-purpose part and the jig, the composition semiautomatic or the automatic special purpose machine. The aggregate machine-tool selects the method which generally multiple spindle, the multi-knives, the multi-working procedures, many or the multi-locations simultaneously process, production efficiency ratio general engine bed high several times to several dozens times. Because the general part already the standardization and the seriation, might according to need to dispose nimbly, could reduce the design and the manufacturing cycle. The multi-axle-boxes are aggregate machine-tool's core parts. It selects the common parts, carries on the design according to the special-purpose request, in the aggregate machine-tool design's process, is one of work load big parts. It is acts according to the work piece processing hole quantity which and the position the working procedure chart and the processing schematic drawing determined, the cutting specifications and the main axle type design transmission various main axles movement power unit. Its power from the general power box, installs together with the power box in to feed sliding table, may complete drills, twists and so on working processes. This topic designed has used in the HT200 top head hole processing the drill hole aggregate machine-tool. According to the top head hole components size which must process carries on the aggregate machine-tool general multi-axle-boxes the design, draws up the multi-axle-box primitive basis chart, the definite main axle and the gear modulus, determined the transmission system, calculates the main axle and drive shaft's coordinate. Through the above design, realized a top head one-sided six processing to complete, has achieved the design requirements well。
组合机床论文中英文资料外文翻译文献

中英文资料外文翻译文献TRANSFER AND UNIT MACHINEWhile the specific intention and application for transfer and unit machine vary from one machine type to another, all forms of transfer and unit machine have common benefits. Here are but a few of the more important benefits offered by TRANSFER AND UNIT MACHINE equipment.The first benefit offered by all forms of transfer and unit machine is improved automation. The operator intervention related to producing workpieces can be reduced or eliminated. Many transfer and unit machine can run unattended during their entire machining cycle, freeing the operator to do other tasks. This gives the transfer and unit machine user several side benefits including reduced operator fatigue, fewer mistakes caused by human error, and consistent and predictable machining time for each workpiece. Since the machine will be running under program control, the skill level required of the transfer and unit machine operator (related to basic machining practice) is also reduced as compared to a machinist producing workpieces with conventional machine tools.The second major benefit of transfer and unit machine technology is consistent and accurate workpieces. Today's transfer and unit machines boast almost unbelievable accuracy and repeatability specifications. This means that once a program is verified, two, ten, or one thousand identical workpieces can be easily produced with precision and consistency.rd benefit offered by most forms of transfer and unit machine tools is flexibility. Since these machines are run from programs, running a different workpieceis almost as easy as loading a different program. Once a program has been verified and executed for one production run, it can be easily recalled the next time the workpiece is to be run. This leads to yet another benefit, fast change over. Since these machines are very easy to set up and run, and since programs can be easily loaded, they allow very short setup time. This is imperative with today's just-in-time (JIT) product requirements.Motion control - the heart of transfer and unit machineThe most basic function of any transfer and unit machine is automatic, precise, and consistent motion control. Rather than applying completely mechanical devices to cause motion as is required on most conventional machine tools, transfer and unit machines allow motion control in a revolutionary manner2. All forms of transfer and unit machine equipment have two or more directions of motion, called axes. These axes can be precisely and automatically positioned along their lengths of travel. The two most common axis types are linear (driven along a straight path) and rotary (driven along a circular path).Instead of causing motion by turning cranks and handwheels as is required on conventional machine tools, transfer and unit machines allow motions to be commanded through programmed commands. Generally speaking, the motion type (rapid, linear, and circular), the axes to move, the amount of motion and the motion rate (feedrate) are programmable with almost all transfer and unit machine tools.A transfer and unit machine command executed within the control tells the drive motor to rotate a precise number of times. The rotation of the drive motor in turn rotates the ball screw. And the ball screw drives the linear axis (slide). A feedback device (linear scale) on the slide allows the control to confirm that the commanded number of rotations has taken place3. Refer to fig.1.Fig.1Though a rather crude analogy, the same basic linear motion can be found on a common table vise. As you rotate the vise crank, you rotate a lead screw that, in turn, drives the movable jaw on the vise. By comparison, a linear axis on a transfer and unit machine machine tool is extremely precise. The number of revolutions of the axis drive motor precisely controls the amount of linear motion along the axis.How axis motion is commanded - understanding coordinate systemsIt would be infeasible for the transfer and unit machine user to cause axis motion by trying to tell each axis drive motor how many times to rotate in order to command a given linear motion amount4. (This would be like having to figure out how many turns of the handle on a table vise will cause the movable jaw to move exactly one inch!) Instead, all transfer and unit machine controls allow axis motion to be commanded in a much simpler and more logical way by utilizing some form of coordinate system. The two most popular coordinate systems used with transfer and unit machines are the rectangular coordinate system and the polar coordinate system. By far, the more popular of these two is the rectangular coordinate system.The program zero point establishes the point of reference for motion commands in a transfer and unit machine program. This allows the programmer to specify movements from a common location. If program zero is chosen wisely, usually coordinates needed for the program can be taken directly from the print.With this technique, if the programmer wishes the tool to be sent to a position one inch to the right of the program zero point, X1.0 is commanded. If the programmer wishes the tool to move to a position one inch above the program zero point, Y1.0 is commanded. The control will automatically determine how many times to rotate each axis drive motor and ball screw to make the axis reach the commanded destination point . This lets the programmer command axis motion in a very logical manner. Refer to fig.2, 3.Fig.2Fig.3All discussions to this point assume that the absolute mode of programming is used6. The most common transfer and unit machine word used to designate the absolute mode is G90. In the absolute mode, the end points for all motions will be specified from the program zero point. For beginners, this is usually the best and easiest method of specifying end points for motion commands. However, there is another way of specifying end points for axis motion.In the incremental mode (commonly specified by G91), end points for motions are specified from the tool's current position, not from program zero. With this method of commanding motion, the programmer must always be asking "How far should I move the tool?" While there are times when the incremental mode can be very helpful, generally speaking, this is the more cumbersome and difficult method of specifying motion and beginners should concentrate on using the absolute mode.Be careful when making motion commands. Beginners have the tendency tothink incrementally. If working in the absolute mode (as beginners should), the programmer should always be asking "To what position should the tool be moved?" This position is relative to program zero, NOT from the tools current position.Aside from making it very easy to determine the current position for any command, another benefit of working in the absolute mode has to do with mistakes made during motion commands. In the absolute mode, if a motion mistake is made in one command of the program, only one movement will be incorrect. On the other hand, if a mistake is made during incremental movements, all motions from the point of the mistake will also be incorrect.Assigning program zeroKeep in mind that the transfer and unit machine control must be told the location of the program zero point by one means or another. How this is done varies dramatically from one transfer and unit machine and control to another8. One (older) method is to assign program zero in the program. With this method, the programmer tells the control how far it is from the program zero point to the starting position of the machine. This is commonly done with a G92 (or G50) command at least at the beginning of the program and possibly at the beginning of each tool.Another, newer and better way to assign program zero is through some form of offset. Refer to fig.4. Commonly machining center control manufacturers call offsets used to assign program zero fixture offsets. Turning center manufacturers commonly call offsets used to assign program zero for each tool geometry offsets.Fig. 4Flexible manufacturing cellsA flexible manufacturing cell (FMC) can be considered as a flexible manufacturing subsystem. The following differences exist between the FMC and the FMS:1.An FMC is not under the direct control of thecentral computer. Instead, instructions from the centralcomputer are passed to the cell controller.2.The cell is limited in the number of part families itcan manufacture.The following elements are normally found in an FMC:•Cell controller•Programmable logic controller (PLC)•More than one machine tool•A materials handling device (robot or pallet)The FMC executes fixed machining operations with parts flowing sequentially between operations.High speed machiningThe term High Speed Machining (HSM) commonly refers to end milling at high rotational speeds and high surface feeds. For instance, the routing of pockets in aluminum airframe sections with a very high material removal rate1. Over the past 60 years, HSM has been applied to a wide range of metallic and non-metallic workpiece materials, including the production of components with specific surface topography requirements and machining of materials with hardness of 50 HRC and above. With most steel components hardened to approximately 32-42 HRC, machining options currently include: Rough machining and semi-finishing of the material in its soft (annealed) condition heat treatment to achieve the final required hardness = 63 HRC machining of electrodes and Electrical Discharge Machining (EDM) of specific parts of dies and moulds (specifically small radii and deep cavities with limitedaccessibility for metal cutting tools) finishing and super-finishing of cylindrical/flat/cavity surfaces with appropriate cemented carbide, cermet, solid carbide, mixed ceramic or polycrystalline cubic boron nitride (PCBN)For many components, the production process involves a combination of these options and in the case of dies and moulds it also includes time consuming hand finishing. Consequently, production costs can be high and lead times excessive.It is typical in the die and mould industry to produce one or just a few tools of the same design. The process involves constant changes to the design, and because of these changes there is also a corresponding need for measuring and reverse engineering .The main criteria is the quality level of the die or mould regarding dimensional, geometric and surface accuracy. If the quality level after machining is poor and if it cannot meet the requirements, there will be a varying need of manual finishing work. This work produces satisfactory surface accuracy, but it always has a negative impact on the dimensional and geometric accuracy.One of the main aims for the die and mould industry has been, and still is, to reduce or eliminate the need for manual polishing and thus improve the quality and shorten the production costs and lead times.Main economical and technical factors for the development of HSMSurvivalThe ever increasing competition in the marketplace is continually setting new standards. The demands on time and cost efficiency is getting higher and higher. This has forced the development of new processes and production techniques to take place. HSM provides hope and solutions...MaterialsThe development of new, more difficult to machine materials has underlined the necessity to find new machining solutions. The aerospace industry has its heat resistant and stainless steel alloys. The automotive industry has different bimetal compositions, Compact Graphite Iron and an ever increasing volume of aluminum3. The die and mould industry mainly has to face the problem of machining highhardened tool steels, from roughing to finishing.QualityThe demand for higher component or product quality is the result of ever increasing competition. HSM, if applied correctly, offers a number of solutions in this area. Substitution of manual finishing is one example, which is especially important on dies and moulds or components with a complex 3D geometry.ProcessesThe demands on shorter throughput times via fewer setups and simplified flows (logistics) can in most cases, be solved by HSM. A typical target within the die and mould industry is to completely machine fully hardened small sized tools in one setup. Costly and time consuming EDM processes can also be reduced or eliminated with HSM.Design & developmentOne of the main tools in today's competition is to sell products on the value of novelty. The average product life cycle on cars today is 4 years, computers and accessories 1.5 years, hand phones 3 months... One of the prerequisites of this development of fast design changes and rapid product development time is the HSM technique.Complex productsThere is an increase of multi-functional surfaces on components, such as new design of turbine blades giving new and optimized functions and features. Earlier designs allowed polishing by hand or with robots (manipulators). Turbine blades with new, more sophisticated designs have to be finished via machining and preferably by HSM . There are also more and more examples of thin walled workpieces that have to be machined (medical equipment, electronics, products for defence, computer parts) Production equipmentThe strong development of cutting materials, holding tools, machine tools, controls and especially CAD/CAM features and equipment, has opened possibilities that must be met with new production methods and techniques5.Definition of HSMSalomon's theory, "Machining with high cutting speeds..." on which, in 1931,took out a German patent, assumes that "at a certain cutting speed (5-10 times higher than in conventional machining), the chip removal temperature at the cutting edge will start to decrease..."Given the conclusion:" ... seems to give a chance to improve productivity in machining with conventional tools at high cutting speeds..."Modern research, unfortunately, has not been able to verify this theory totally. There is a relative decrease of the temperature at the cutting edge that starts at certain cutting speeds for different materials.The decrease is small for steel and cast iron. But larger for aluminum and other non-ferrous metals. The definition of HSM must be based on other factors.Given today's technology, "high speed" is generally accepted to mean surface speeds between 1 and 10 kilometers per minute or roughly 3 300 to 33 000 feet per minute. Speeds above 10 km/min are in the ultra-high speed category, and are largely the realm of experimental metal cutting. Obviously, the spindle rotations required to achieve these surface cutting speeds are directly related to the diameter of the tools being used. One trend which is very evident today is the use of very large cutter diameters for these applications - and this has important implications for tool design.There are many opinions, many myths and many different ways to define HSM. Maintenance and troubleshootingMaintenance for a horizontal MCThe following is a list of required regular maintenance for a Horizontal Machining Center as shown in fig.5. Listed are the frequency of service, capacities, and type of fluids required. These required specifications must be followed in order to keep your machine in good working order and protect your warranty.fig. 5DailyTop off coolant level every eight hour shift (especially during heavy TSC usage).Check way lube lubrication tank level.Clean chips from way covers and bottom pan.Clean chips from tool changer.Wipe spindle taper with a clean cloth rag and apply light oil.Weekly•Check for proper operation of auto drain on filter regulator.On machines with the TSC option, clean the chip basket on the coolant tank.Remove the tank cover and remove any sediment inside the tank. Be careful to disconnect the coolant pump from the controller and POWER OFF the control before working on the coolant tank . Do this monthly for machines without the TSC option.Check air gauge/regulator for 85 psi.For machines with the TSC option, place a dab of grease on the V-flange of tools. Do this monthly for machines without the TSC option.Clean exterior surfaces with mild cleaner. DO NOT use solvents.Check the hydraulic counterbalance pressure according to the machine's specifications.Place a dab of grease on the outside edge of the fingers of the tool changer and run through all tools".MonthlyCheck oil level in gearbox. Add oil until oil begins dripping from over flow tube at bottom of sump tank.Clean pads on bottom of pallets.Clean the locating pads on the A-axis and the load station. This requires removing the pallet.•Inspect way covers for proper operation and lubricate with light oil, if necessary.Six monthsReplace coolant and thoroughly clean the coolant tank.Check all hoses and lubrication lines for cracking.Annually•Replace the gearbox oil. Drain the oil from the gearbox, and slowly refill it with 2 quarts of Mobil DTE 25 oil.•Check oil filter and clean out residue at bottom for the lubrication chart.Replace air filter on control box every 2 years.Mineral cutting oils will damage rubber based components throughout the machine.TroubleshootingThis section is intended for use in determining the solution to a known problem. Solutions given are intended to give the individual servicing the TRANSFER AND UNIT MACHINE a pattern to follow in, first, determining the problem's source and, second, solving the problem.Use common senseMany problems are easily overcome by correctly evaluating the situation. All machine operations are composed of a program, tools, and tooling. You must look at all three before blaming one as the fault area. If a bored hole is chattering because of an overextended boring bar, don't expect the machine to correct the fault.Don't suspect machine accuracy if the vise bends the part. Don't claim hole mis-positioning if you don't first center-drill the hole.Find the problem firstMany mechanics tear into things before they understand the problem, hoping that it will appear as they go. We know this from the fact that more than half of all warranty returned parts are in good working order. If the spindle doesn't turn, remember that the spindle is connected to the gear box, which is connected to the spindle motor, which is driven by the spindle drive, which is connected to the I/O BOARD, which is driven by the MOCON, which is driven by the processor. The moral here is don't replace the spindle drive if the belt is broken. Find the problem first; don't just replace the easiest part to get to.Don tinker with the machineThere are hundreds of parameters, wires, switches, etc., that you can change in this machine. Don't start randomly changing parts and parameters. Remember, there is a good chance that if you change something, you will incorrectly install it or break something else in the process6. Consider for a moment changing the processor's board. First, you have to download all parameters, remove a dozen connectors, replace the board, reconnect and reload, and if you make one mistake or bend one tiny pin it WON'T WORK. You always need to consider the risk of accidentally damaging the machine anytime you work on it. It is cheap insurance to double-check a suspect part before physically changing it. The less work you do on the machine the better.组合机床虽然各种组合机床的功能和应用各不相同,但它们有着共同的优点。
组合机床及其自动生产线外文文献翻译、中英文翻译

XX外文翻译专业学生姓名班级学号指导教师外文资料名称CONSTITUTE MACHINE TOOL AND ITSAUTOMATION ASSEMBLY LINE外文资料出处:JOURNAL OF HEFEI UNIVERSITY OF(用外文写)TECHNOLOGY附件: 1.外文资料翻译译文2.外文原文组合机床及其自动生产线摘要:组合机床及其自动生产线是集机电于一体的自动化程度较高的制造技术和成套工艺装备,它的特征是高效、高质、经济实用,因而被广泛用于工程机械、交通、能源、军工、轻工、家电等行业。
本文根据工厂需要,设计一台能高效加工大批量产品的专用组合机床。
文章从工艺方案设计、总体设计、部件设计等几部分进行设计。
关键词:组合机床;自动控制;机床;许多情况下,成型加工出来的工件必须在尺寸和光洁度方面进一步精整,以满足它们的设计技术要求。
为满足精度公差,需要从工件上去掉小量的材料。
通常机床就是用于这种加工的设备。
通过切削工具使工件成型达到所需的尺寸,机床通过其基础构件的功能作用,以控制相互关系,支持、夹紧工具和工件,基本部件列举如下:a) 床身. 这是个主要部件,它为主轴、拖板箱等提供了一个基础和连接中介,在负载作用下,它必须使形变和振动保持最小。
b) 拖板箱和导轨. 机床部件(如拖板箱)的移动,通常是在精确的导轨面约束下靠直线运动来实现。
c) 主轴和轴承. 角位移是围绕一个旋转轴线发生的。
该轴线的位置必须在机床中极端精确的限度内保持恒定,而且是靠精密的主轴和轴承来提供保证。
d) 动力装置. 电机是为机床普遍采用的动力装置,通过对各个电机的合适定位,使皮带和齿轮传动装置减少到最少。
e) 传动连杆机构. 连杆机构是个通用术语,用来代表机械、液压、气动或电动机构,这些机构与确定的角位移和线位移相互关联。
加工工艺主要由两部分组成:a) 粗加工工艺. 粗加工,金属切除率高,因而切削力也较大,但其所要求的精度较低。
(完整版)组合机床外文翻译

Development and application of combined machine tool The combination of machine tools based on general parts, workpiece supported by the specific shape and design of special processing of parts and fixtures, the composition semiautomatic or automatic special machine. Combination machine generally adopts multi shaft, knife, more processes, more or multiple locations simultaneously processes, and production efficiency ratio general machine tool high several times to several times. As generic components have been standardized and serialized, may need to be flexible configuration, can shorten design and manufacturing cycle. Therefore, the aggregate machine-tool has the advantages of high efficiency and low cost, the large, mass production to be widely applied, and can be used to compose the automatic production line. Processing, workpiece generally does not rotate, by movement of the rotatable cutter and tool and workpiece relative feed movement, to achieve drilling, reaming, counterboring, reaming, boring, milling, cutting and processing of external thread face and etc.. Some combination machine adopts clamping workpiece machining head to rotate, by the tool for the feed movement, also can achieve some rotating parts ( such as car rear axle flywheel, etc.) of the face and processing.In twentieth Century since the 70's, along with the cutting tool with indexable inserts, dense gear milling cutter, boring size automatic detection and automatic compensation for tool technology development, combination of the machining accuracy of the machine tool is improved. Milling plane plane of up to 0.05mm and1000 mm, the surface roughness can be as low as 2.5to 0.63 microns; boring accuracy up to IT7~6, hole distance precision can reach 0.03~ 0.02 micron. A dedicated machine is along with the automobile industry development. In some parts of special machine tool for repeated use, and gradually developed into a general components, resulting in a combined machine tool. The earliest combination machine is made in the United States in 1911, for the processing of auto parts. Initially, the machine tool manufacturingplant has its own general component standard. In order to improve different factory universal interchangeability of the parts, and is convenient for users to use and repair.The Design ProcessDesigning starts with a need real.Existing apparatus may need improvements in durability, efficiency, weight, speed, or cost. New apparatus may be needed to perform a function previouslydone by men, such as computation, assembly, or servicing. With the objective wholly or partlyIn the design preliminary stage, should allow to design the personnel fully to display the creativity, not each kind of restraint., namely in front of the plan blueprint is corrected. Only then, only then does not send to stops up the innovation the mentality. Usually, must propose several sets of design proposals, then perform the comparison. Has the possibility very much in the plan which finally designated, has used certain not in plan some ideas which accepts.When the general shape and a few dimensions of the several components become apparent, analysis can begin in earnest. The analysis will have as its objective satisfactory or superior performance, plus safety and durability with minimum weight, and a competitive cost. Optimum proportions and dimensions will be sought for each critically loaded section, together with a balance between the strengths of the several components. Materials and their treatment will be chosen. These important objectives can be attained only by analysis based upon the principles of mechanics, such as those of static for reaction forces and for the optimum utilization of friction; of dynamics for inertia, acceleration, and energy; of elasticity and strength of materials for stress and deflection; of physical behavior of materials; and of fluid mechanics for lubrication and hydrodynamic drives. The analyses may be made by the same engineer who conceived the arrangement of mechanisms, or, in alarge company, they may be made by a separate analysis division or research group. Design is a reiterative and cooperative process, whether done formally or informally, and the analyst can contribute to phases other than his own. Product design requires much research and development. Many Concepts of an idea must be studied, tried, and then either used or discarded. Although the content of each engineering problem is unique, the designers follow the similar process to solve the problems.Machinery design covers the following contents.1. Provides an introduction to the design process , problemformulation ,safety factors.2. Reviews the material properties and static and dynamic loading analysis ,Including beam , vibration and impact loading.3. Reviews the fundamentals of stress and defection analysis.4. Introduces fatigue-failure theory with the emphasis on stress-life approaches to high-cycle fatigue design, which is commonly used in the design of rotation machinery.5. Discusses thoroughly the phenomena of wear mechanisms, surface contact stresses ,and surface fatigue.6. Investigates shaft design using the fatigue-analysis techniques.7. Discusses fluid-film and rolling-element bearing theory and application8. Gives a thorough introduction to the kinematics, design and stress analysis of spur gears , and a simple introduction to helical ,bevel ,and worm gearing.9. Discusses spring design including compression ,extension and torsion springs.10. Deals with screws and fasteners including power screw and preload fasteners.11. Introduces the design and specification of disk clutches and brakes.。
多功能组合机床外文翻译

Multi-purpose aggregate machine-tool time Timothy and Jacobs, Denis' A receives then then, outstanding Philip U.S.A. Michigan universitySummary:The aggregate machine-tool machining center may cause the demand which the processing manufacturing industry adapts changes unceasingly, uses the pool of labor power effectively, and has the competitive power in global scale's market. Key word: Make the lathe up Regarding the multi-purpose aggregate machine-tools, in the industrial field has many names to descr ibe it, like “the multitasking installment”, “the multi-purpose engine beds”, “the multi-procedure production system” and so on, it may be called the processing domain truly the nova, may reduce the cost, the simplified disposition, and has maintained in the US territory produces. In the past only then used the duty which many machine operations could complete, now may concentrate to an engine bed on processes completes. As a result of market demand's unceasing change, the product life cycle is reducing unceasingly, today's market more intense demand multitasking installment concept. Carries out the fine profit management when the entire production environment, compared to having not concentrated the components processing to a machine on completes a finer profit. Some tradition's manufacturing industry manufacturer thought that the multi-purpose aggregate machine-tools are too complex, very difficult to find the appropriate operators also the difficult problem innovates on the spot on the insufficiency for the metal working basic principle and in the Production workshop related new engine bed use solution aspect training. Intuition type technical control The equipment use “carries off the quantity of heat” the type design, has different material which the lathe bed, the steeliness straight line rolling guide, on the steeliness revolving tool box saddle, the equipment uses, all these combine make an engine bed together. These with the thermal conductivity, the volume expansion are related. All different size's thing can by the different speed growth. As a result of this reason, needs to make the hot friendly engine bed, with the aim of knowing gives off heat the weak point in where, can compensate through the reasonable engine bed design. The part is the entire journey movement. The engine bed glide produces rubs and transform hotly. The machining produces the hot filings fall to the different place, the refrigerant can mix in the entire process in which. Will present the different temperature province continually on the cutting tool, will therefore also have many things to have the influence to the thermostability. The cutting tool technology turned the multi-purpose aggregate machine-tools has had the milling and cutting power “the versatile machine”. According t o the material introduced that the most remarkable characteristic is in these engine bed whole has the intuition. The anti-collision preservation technology was already mature, in certain circumstances, even if uses the manual operation pattern, can also avoid the occurrence which collides. Because the control software has the very good intuition, the user operation friendly degree unceasingly is also enhancing. Believe the multi-purpose aggregate machine-tools by its survivability world-wide in the more different processing scenes. The off-line programming optimization and the NC automatic control system's formation alreadymade this technology to be easier to accept, when therefore uses the procedure when the engine bed, does not need to spend many time tune-up procedure and confirmed that some part does not have the question. If components need to provide the high and low two revolving tool box saddle simultaneously to carry on the rough machining, in this kind of situation the programming is quite difficult, because it needs two revolving tool box saddles also to feed. The AdMac system may realize tool rest's automatic programming which simultaneously feeds to these, and can cause the correct main axle speed, the correct feed rate and so on all parameters to realize the synchronization. Okuma Corporation's collision avoidance system design based on actual processing operating mode anti-collision simulation, therefore, if the operator has installed the wrong cutting tool or has established the wrong parameter, the control system will examine and prevents the engine bed to enter the processing condition. Through cooperates with the Siemens, INDEX Corporation may provide the 3D pattern now “the hypothesized engine bed”, has custom-made according to some specific model's engine bed. The result indicated that the simulation processes not only the fabricated parts and the actual end product is similar, is the one-to-one copy simply. The intuition type control interface, the simulation as well as other software technique are progressive, the more Production workshops have opened wide the front door to the multi-purpose aggregate machine-tools, but if does not have the corresponding knowledge to train and to solve the question creativity, the manufacturer is also very difficult to realize and the full use advanced engine bed flexibility aspect superiority. The work which does to the machine are more, the machine will be more complex, also needs to have the stronger skill person correspondingly to be able to operate it. If machinist past one day operated 3 engine beds, then he has this kind of multi-purpose engine bed now, might produce more components. More importantly, he may draw support from software's help to cause the production efficiency to be higher, regarding transformation processing components preparation, may also establish the processing craft plan. Because the replacement components need to lower 3 main axles, therefore before replacing the components, the workshop should process as far as possible many components. Regarding the multi-purpose engine beds, the transformation components speed is quick, the production batch of time interval is shorter, the stock is lower, the production efficiency is higher. Can use multi-purpose engine bed's some workshops fully, very quick will discover the post function the unification. Now, a workshop may only use an operator, an adjuster and a programming teacher, in the future these 3 work definitely may do by a person. In the traditional post description the machinist will transit becomes one to adjust engineer, if this engineer the familiar components processing programming, that were also more ideal. Regarding such transformation, training has been simple, so long as trains 1 individual line, but is not 3 individuals. Looking from the long views, this will provide to the people the higher post degree of satisfaction. When adjusts engineer to be responsible to process the programming, and pays attention to the components processing personally time the entire process, he completely has become this components control. In addition, but should also makes more effort in the cutting tool choice and the programming aspect, must make anymodel the multi-purpose aggregate machine-tool to succeed, the workshop needs to provide the skilled machinist, has ability and completes many kinds of operations nimbly. Therefore, crosswise training was at any time in the past more important. Regarded as the milling and the lathe work the different discipline the viewpoint never to return. Regarding the programmers, this belongs to their time. Regarding personnel who will program, will understand the engine bed and controls it, this will be their ability manifestation. The cutting tool will choose most people not to install the passenger vehicle tire to the race car on, but processed the cutting tool to have such situation. The cutting tool should match with the new engine bed, is conceivably redundant on the new engine bed uses the old cutting tool to the production efficiency influence. In order to match the multi-purpose aggregate machine-tools, the new cutting tool and the cutting tool adapter technology was already developed. At present the industrial field is developing the development the processing cutting tool, may complete the turning on the identical tool rest, boring and drills truncates the processing, is only processes the phase to differ from regarding the work piece angle. The processing operates the difference even confuses is unclear. The new processing cutting tool may complete the milling and the turning. Since has moved the technology (engine bed) is this century develops is extremely rapid and one of influence enormous science and technology. The modern automation technology is one kind of completely new productive forces, is one of direct creation public wealth principal means that is playing the enormous promotion effect to humanity's production activity and the material civilization. Therefore, the automated technology receives various countries widely to take seriously with more and more applications. As machine tool has a strong interchangeability, it is necessary to improve the general level of production technology components to improve the accuracy of parts. Complete specification, dynamic and static performance parameters of advanced.In the machinery manufacturing industry, accounting for about 70% of small and medium batch production, in some of the production enterprises, such as machine tools, valve industry, with its key process using combination of machine tools. The development of adjustable, quick transfer, assembly and flexible to adapt to the characteristics of multi-species processing machine tool is very urgent. Turret machine tool spindle box, can be combined for box-type machine tool spindle and automatic tool change CNC machine tool can be used for small batch production, but the complex structure of such machines, the cost is higher.The development of new tools. Improve the durability of the tool, greatly shorten the combination of machine tool downtime and more time for tool change and improve the economic benefits of the combined machine.To develop automatic detection technology. Automatically detect the size and bows and arrows, including the hardness of the blank check, drilling depth, cutting tools break, finishing size and geometry of the inspection, due to the rapid development of electronic components, integrated controller, microprocessor applications, is more automated detection technology reliable, and can be machined components control the actual size smaller than the prescribed tolerance range, but also the workpiece can beprocessed are grouped according to tolerance, so that by grouping tolerance assembly. The machinery automation (engine bed), mainly refers to the machine-building industry applies the automated technology, realizes the processing object continuously the automatic production, realizes the optimized effective automatic production process, the increase production investment processing transformation and the flow rate. The machinery automation technology's application and the development, are the machine-building industry technological transformations, the technology advancement principal means and the technological development main direction. Machinery automation technical standards, not only affects the entire machine-building industry the development, and has the very tremendous immediate influence to the national economy various departments' technology advancement. Therefore, develops our country's machine-building industry automation technology, conforms to our country socialism basic principle, conforms to our country modern production law of development. How to develop our country's machinery automation technology (engine bed), here has the technical policy question, should be realistic, all embark from our country's concrete national condition, do each foundation work, takes the China's road of machinery automation technological development. The domestic and foreign industry history tells us, realizes the machinery automation is from to high-level, from simply to complex, from is preliminarily imperfect the consummation the developing process. After machine's operation uses the automatic regulator, the production method only then gradually transits from the mechanization to the mechanism control (tradition) automated, the numerical control automation, the computer control automation. Only then after having established the Automated factory, the production process can overall automate, can make the productivity to enhance comprehensively, achieves automated the high-level ideal stage. The machinery automation technology first starts from the 1920s in the machine manufacture cold finishing production in enormous quantities process to develop the application, after in the 60s, to adapt the market demand and the change, for the enhancement machine-building industry to the market nimble rapid reaction's ability, starts to establish the variable automation production system, namely revolves the computer technology the flexible automation. It is in the manufacture system invariable or in the change small situation, the machinery equipment either production management process through the automatic detection, the information processing, the analysis judgment realizes the anticipated operation or some kind of process automatically, and can from make one kind of components to transform automatically to makes another kind of different components. The social practice proved that under this kind of definition's manufacture system automation and the contemporary majority enterprises are not actually accommodating. The contemporary society also not in the science and technology, the material and the personnel aspect prepares to realize this automated condition, insists such to do only meets the wasted effort. This kind of situation is not exceptional regarding the separate production method's machine-building industry, the difficulty can bigger. In the 80s internationally appeared started to use computer integration manufacture system CIMS (Computer Integrated Manufacturing), the flexible automation production pattern also had thiskind of situation. The initial period take the information integration as a key point, take the high automaticity as the characteristic, but in realized in the process to encounter the difficulty. In view of the fact that realizes the large amount investment which the computer integration manufacture system's automation overall needs (an overall Automated factory to spend several hundred hundred million US dollars, flexible manufacture system regular price is 600 ~ 25,000,000 US dollars), undertakes the huge risk, in addition questions and so on technical difficulty and reliability, the world industrially advanced country started “to run into a wall produces a dif ferent product”, transfers pays great attention the information integration the effect, pursues low cost automation LCA (Low Cost Automation) enterprise organizational structure and movement way. The aggregate machine-tool future development more use transmissions and so on variable speed motor and ball bearing guide screw, will simplify structure, the reduction production metre; Uses the numerical control system and the headstock, the jig automatic replacement system, enhances the craft controllability; As well as integrates the flexible manufacture system and so on. Machine tool and general purpose machine tools and other special machine comparison, has the following characteristics:1) The combination of machine tool parts and standard parts common about all the machine parts and components of the total 70 to 80%, so the design and manufacturing cycle is short, less investment, high efficiency, good economic results.2) The combination of multi-machine tool processing, and high degree of automation, so tools than general-purpose high production efficiency, product quality and stability, low labor intensity.3) General machine tool components are carefully designed and long-term production practice test, another batch manufacturing plant, so the structure stable, reliable, easy to use and maintenance.4) When processing parts on a combination machine, the use of special fixtures, tools and guidance devices, processing quality assurance by the technology and equipment, less demanding on the operative level.5) When the processing of product updates, the use of other types of special machine tools, its most of the pieces to be scrapped. Combination machine tool, its common parts and standard parts can be reused, do not be designed and manufactured.6) machine tool automatic machine tool easily linked into line to meet the needs of large-scale production. Machine tool commonly used in general components are: body, base, column, power box, power slide, cutting a variety of first class technology. For some sequential processing by the multi-station machine tool, also has a movable table or rotary table. Power box, cutting head and a variety of technology is a combination of power sliding table cutting machine to complete the main campaign or feed movement of the power unit. Also managed to complete the cutting of which the main movement and feed movement of the power head. Body, column, the middle base is a combination of machine tools and other supporting components, play a machine based skeleton. Machine tool parts between rigidity and accuracy of preservation, mainly by these parts guarantee.多功能组合机床美国密歇根大学菲利普摘要:总的机床加工中心需求的变化,这可能会导致加工制造业不断变化,采用有效的劳动力集中,并在全球范围内提高市场竞争力。
毕业论文组合机床设计

毕业设计题目:两缸柴油机机体8-M8螺纹底孔组合钻床的总体设计及主轴箱设计学科部:___________________________________专业:____________________________________班级:____________________________________学号:____________________________________学生姓名:_________________________________指导教师:_________________________________起讫日期:_________________________________中文摘要本次设计是对卧式单面8 轴组合钻床的设计,设计的内容包括组合钻床的总体设计以及多轴箱的设计。
组合钻床的总体设计主要是“三图”的设计。
三图的设计包括:被加工零件工序图、加工示意图、机床联系尺寸图。
多轴箱的设计关键是传动系统方案的确定。
再根据传动系统图确定手柄轴和油泵轴的位置安排,然后进行坐标计算,绘制多轴箱装配总图,箱体补充加工图,前盖补充加工图、最后根据上面的内容设计组合钻床。
关键子字:组合钻床、多轴箱、被加工零件工序图、加工示意图、机床联系尺寸图。
外文摘要This design is to horizontal axis combination drilling machine of single anddesign, the design of content including combination drilling machine of the overall design and the design of the spindle box. Combination drilling machine of the overall design mainly is the "three figure" design. The design of the three figure includes: processing parts process diagram, processing schemes, machine tool contact size figure. The design of the spindle box is key to the scheme determination of transmission system. Again according to the transmission system graph determine the handle axis and oil pump shaft placement, and then coordinate calculation, draw spindle box of general assembly, the casing is added processing figure, the front cover added processing diagram, according to the content of the above design combination drilling machine.Key son word : combination drilling machine, spindle box, be processing parts process diagram, processing schemes, machine tool contact size figure.、尸■、亠前言组合机床是用按系列化标准化设计的通用部件和按被加工零件的形状及加工工艺要求设计的专用部件组成的专用机床。
(完整版)机械毕业设计外文翻译7243268
Introduciton of MachiningHave a shape as a processing method, all machining process for the production of the most commonly used and most important method. Machining process is a process generated shape, in this process, Drivers device on the workpiece material to be in the form of chip removal. Although in some occasions, the workpiece under no circumstances, the use of mobile equipment to the processing, However, the majority of the machining is not only supporting the workpiece also supporting tools and equipment to complete.Machining know the process . For casting, forging and machining pressure, every production of a specific shape of the workpiece, even a spare parts, almost the shape of the structure, to a large extent, depend on effective in the form of raw materials. In general, through the use of expensive equipment and without special processing conditions, can be almost any type of raw materials, mechanical processing to convert the raw materials processed into the arbitrary shape of the structure, as long as the external dimensions large enough, it is possible. Because of a production of spare parts, even when the parts and structure of the production batch sizes are suitable for the original casting, Forging or pressure processing to produce, but usually prefer machining.Strict precision and good surface finish, Machining the second purpose is the establishment of the and surface finish possible on the basis of. Many parts, if any other means of production belonging to the large-scale production, Well Machining is a low-tolerance and can meet the requirements of small batch production. Besides, many parts on the production and processing of coarse process to improve its generalshape of the surface. It is only necessary precision and choose only the surface machining. For instance, thread, in addition to mechanical processing, almost no other processing method for processing. Another example is the blacksmith pieces keyhole processing, as well as training to be conducted immediately after the mechanical completion of the processing.Primary Cutting ParametersCutting the work piece and tool based on the basic relationship between the following four elements to fully describe : the tool geometry, cutting speed, feed rate, depth and penetration of a cutting tool.Cutting Tools must be of a suitable material to manufacture, it must be strong, tough, order to effectively processing, and cutting speed must adapt to the level of specific parts -- with knives. Generally, the more the work piece or tool for reciprocating movement and feed rate on each trip through the measurement of inches. Generally, in other conditions, feed rate and cutting speed is inversely proportional to。
数控专业毕业设计外文翻译
Conventional Machining ProcessesConventional machining is the group of machining operations that use single- or multi-point tools to remove material in the form of chips. Metal cutting involves removing metal through machining operations. Machining traditionally takes place on lathes, drill presses, and milling machines with the use of various cutting tools. Most machining has very low set-up cost compared with forming, molding, and casting processes. However, machining is much more expensive for high volumes. Machining is necessary where tight tolerances on dimensions and finishes are required.Turning is one of the most common of metal cutting operations. In turning, a workpiece is rotated about its axis as single-point cutting tools are fed into it, shearing away excess material and creating the desired cylindrical surface. Turning can occur on both external and internal surfaces to produce an axially-symmetrical contoured part. Parts ranging from pocket watch components to large diameter marine propeller shafts can be turned on a lathe.Apart from turning, several other operations can also be performed on lathe.Boring and internal turning. Boring and internal turning are performed on the internal surfaces by a boring bar or suitable internal cutting tools. If the initial workpiece is solid, a drilling operation must be performed first. The drilling tool is held in the tailstock, and the latter is then fed against the workpiece. When boring is done in a lathe, the work usually is held in a chuck or on a face plate. Holes may be bored straight, tapered, or to irregular contours. Boring is essentially internal turning while feeding the tool parallel to the rotation axis of the workpiece.Facing is the producing of a flat surface as the result of a tool’s being fed across the end of the rotating workpiece. Unless the work is held on a mandrel, if both ends of the work are to be faced, it must be turned around after the first end is completed and then the facing operation repeated. The cutting speed should be determined from the largest diameter of the surface to be faced.Facing may be done either from the outside inward or from the center outward. In either case, the point of the tool must be set exactly at the height of center of rotation.Because the cutting force tends to push the tool away from the work, it is usually desirable to clamp the carriage to the lathe bed during each facing cut to prevent it from moving slightly and thus producing a surface that is not flat. In the facing of casting or other materials that have a hard surface, the depth of the first cut should be sufficient to penetrate the hard material to avoid excessive tool wear.Parting is the operation by which one section of a workpiece is severed from the remainder by means of cutoff tool. Because cutting tools are quite thin and must have considerable overhang, this process is less accurate and more difficult. The tool should be set exactly at the height of axis of rotation, be kept sharp, have proper clearance angles, and be fed into the workpiece at a proper and uniform feed rate.Threading can be considered as turning since the path to be travelled by the cutting tool is helical. However, there are some major differences between turning and threading. While in turning, the interest is in generating a smooth cylindrical surface, in threading the interest is in cutting a helical thread of a given form and depth which can be calculated from the formulae. There are two basic requirements for thread cutting. An accurately shaped and properly mounted tool is needed because thread cutting is a form-cutting operation. The resulting thread profile is determined by the shape of the tool and its position relative to the workpiece.The second by requirement is that the tool must move longitudinally in a specific relationship to the rotation of workpiece, because this determines the lead of the thread. This requirement is met through the use of the lead screw and the split unit, which provide positive motion of carriage relative to the rotation of spindleLathe bed is foundation of the engine lathe, which heavy, rugged casting is made to support the working parts of the lathe. The size and mass of the bed gives the rigidity necessary for accurate engineering tolerances required in manufacturing. On top of the bed are machined slideways that guide and align the carriage and tailstock, as they are move from one end of the lathe to the other.Headstock is clamped atop the bed at left-hand end of the lathe and contains the motor that drives the spindle whose axis is parallel to the guideways through a series of gears housed within the gearbox. The function of gearbox is to generate a number of different spindle speeds. A spindle gear is mounted on the rear of the spindle to transmit power through the change gears to the feeding box that distributes the power to the lead screw for threading or to the feed rod for turning.The spindle has a through hole extending lengthwise through which bar stocks can be fed if continuous production is used. The hole can hold a plain lathe center by its tapered inner surface and mount a chuck, a face plate or collet by its threaded outer surface.Carriage assembly is actually an H-shaped block that sits across the guideways and in front of lathe bed. The function of the carriage is to carry and move the cuttingtool longitudinally. It can be moved by hand or by power and can be clamped into position with a locking nut. The carriage is composed of the cross slide, compound rest, tool saddle, and apron.The cross slide is mounted on the dovetail guideways on the top of the saddle and it moved back and forth at 90°to the axis of the lathe by the cross slide lead screw. The lead screw can be hand or power activated.The compound rest is mounted on the cross slide and can be swiveled and clamped at any angle in a horizontal plane. The compound is typically used for cutting chamfers or tapers, but must also be used when cutting thread. The compound rest can only be fed by hand. There is no power to compound rest. The cutting tool and tool holder are secured in the tool post which is mounted directly to the compound rest.The tool saddle is an H shaped casting mounted on the top of the guideways and houses the cross slide and compound rest. It makes possible longitudinal, cross and angular feeding of the tool bit.The apron is attached to the front of the carriage and contains the gears and feed clutches which transmit motion from the feed rod or lead screw to carriage and cross slide. When cutting screw threads, power is provided to the gearbox of the apron by the lead screw. In all other turning operations, it is the feed rod that drives the carriage.Tailstock is composed of a low base and the movable part of the tail-stock proper, the transverse adjustments being made with a cross screw furnished with a square head. The two parts are hold together by the holding-down bolts which secure the tailstock to the bed.。
机械毕业设计英文外文翻译446数控机床 (2)
附录CNC machineWhile the specific intention and application for CNC machines vary from one machine type to another, all forms of CNC have common benefits. Here are but a few of the more important benefits offered by CNC equipment.The first benefit offered by all forms of CNC machine tools is improved automation. The operator intervention related to producing workpieces can be reduced or eliminated. Many CNC machines can run unattended during their entire machining cycle, freeing the operator to do other tasks. This gives the CNC user several side benefits including reduced operator fatigue, fewer mistakes caused by human error, and consistent and predictable machining time for each workpiece. Since the machine will be running under program control, the skill level required of the CNC operator (related to basic machining practice) is also reduced as compared to a machinist producing workpieces with conventional machine tools.The second major benefit of CNC technology is consistent and accurate workpieces. Today's CNC machines boast almost unbelievable accuracy and repeatability specifications. Thismeans that once a program is verified, two, ten, or one thousand identical workpieces can be easily produced with precision and consistency.A third benefit offered by most forms of CNC machine tools is flexibility. Since these machines are run from programs, running a different workpiece is almost as easy as loading a different program. Once a program has been verified and executed for one production run, it can be easily recalled the next time the workpiece is to be run. This leads to yet another benefit, fast change over. Since these machines are very easy to set up and run, and since programs can be easily loaded, they allow very short setup time. This is imperative with today's just-in-time (JIT) product requirements.Motion control - the heart of CNCThe most basic function of any CNC machine is automatic, precise, and consistent motion control. Rather than applying completely mechanical devices to cause motion as is required on most conventional machine tools, CNC machines allow motion control in a revolutionary manner2. All forms of CNC equipment have two or more directions of motion, called axes. These axes can be precisely and automatically positioned along their lengths of travel. The two most common axis types arelinear (driven along a straight path)and rotary (driven along a circular path).Instead of causing motion by turning cranks and handwheels as is required on conventional machine tools, CNC machines allow motions to be commanded through programmed commands. Generally speaking, the motion type (rapid, linear, and circular), the axes to move, the amount of motion and the motion rate (feedrate) are programmable with almost all CNC machine tools.A CNC command executed within the control tells the drive motor to rotate a precise number of times. The rotation of the drive motor in turn rotates the ball screw. And the ball screw drives the linear axis (slide). A feedback device (linear scale) on the slide allows the control to confirm that the commanded number of rotations has taken place3. Refer to fig.1.Fig.1Though a rather crude analogy, the same basic linear motion can be found on a common table vise. As you rotate thevise crank, you rotate a lead screw that, in turn, drives the movable jaw on the vise. By comparison, a linear axis on a CNC machine tool is extremely precise. The number of revolutions of the axis drive motor precisely controls the amount of linear motion along the axis.How axis motion is commanded - understanding coordinate systemsIt would be infeasible for the CNC user to cause axis motion by trying to tell each axis drive motor how many times to rotate in order to command a given linear motion amount4. (This would be like having to figure out how many turns of the handle on a table vise will cause the movable jaw to move exactly one inch!) Instead, all CNC controls allow axis motion to be commanded in a much simpler and more logical way by utilizing some form of coordinate system. The two most popular coordinate systems used with CNC machines are the rectangular coordinate system and the polar coordinate system. By far, the more popular of these two is the rectangular coordinate system.The program zero point establishes the point of reference for motion commands in a CNC program. This allows the programmer to specify movements from a common location. Ifprogram zero is chosen wisely, usually coordinates needed for the program can be taken directly from the print.With this technique, if the programmer wishes the tool to be sent to a position one inch to the right of the program zero point, X1.0 is commanded. If the programmer wishes the tool to move to a position one inch above the program zero point, Y1.0 is commanded. The control will automatically determine how many times to rotate each axis drive motor and ball screw to make the axis reach the commanded destination point . This lets the programmer command axis motion in a very logical manner. Refer to fig.2, 3.Fig.2Fig.3All discussions to this point assume that the absolute mode of programming is used6. The most common CNC word used to designate the absolute mode is G90. In the absolute mode, the end points for all motions will be specified from the program zero point. For beginners, this is usually the best and easiest method of specifying end points for motion commands. However, there is another way of specifying end points for axis motion.In the incremental mode (commonly specified by G91), end points for motions are specified from the tool's current position, not from program zero. With this method of commanding motion, the programmer must always be asking "How far should I move the tool?" While there are times when the incremental mode can be very helpful, generally speaking, this is the more cumbersome and difficult method of specifyingmotion and beginners should concentrate on using the absolute mode.Be careful when making motion commands. Beginners have the tendency to think incrementally. If working in the absolute mode (as beginners should), the programmer should always be asking "To what position should the tool be moved?" This position is relative to program zero, NOT from the tools current position.Aside from making it very easy to determine the current position for any command, another benefit of working in the absolute mode has to do with mistakes made during motion commands. In the absolute mode, if a motion mistake is made in one command of the program, only one movement will be incorrect. On the other hand, if a mistake is made during incremental movements, all motions from the point of the mistake will also be incorrect.Assigning program zeroKeep in mind that the CNC control must be told the location of the program zero point by one means or another. How this is done varies dramatically from one CNC machine and control to another8. One (older) method is to assign program zero in the program. With this method, the programmer tellsthe control how far it is from the program zero point to the starting position of the machine. This is commonly done with a G92 (or G50) command at least at the beginning of the program and possibly at the beginning of each tool.Another, newer and better way to assign program zero is through some form of offset. Refer to fig.4. Commonly machining center control manufacturers call offsets used to assign program zero fixture offsets. Turning center manufacturers commonly call offsets used to assign program zero for each tool geometry offsets.Fig. 4Flexible manufacturing cellsA flexible manufacturing cell (FMC) can be considered as a flexible manufacturing subsystem. The following differences exist between the FMC and the FMS:1.A n FMC is not under the direct control of thecentral computer. Instead, instructions from the central computer are passed to the cell controller.2.The cell is limited in the number of part families itcan manufacture.The following elements are normally found in an FMC:•Cell controller•Programmable logic controller (PLC)•More than one machine tool•A materials handling device (robot or pallet)The FMC executes fixed machining operations with parts flowing sequentially between operations.High speed machiningThe term High Speed Machining (HSM) commonly refers to end milling at high rotational speeds and high surface feeds. For instance, the routing of pockets in aluminum airframe sections with a very high material removal rate1. Over the past 60 years, HSM has been applied to a wide range of metallic and non-metallic workpiece materials, including the production of components with specific surface topography requirements and machining of materials with hardness of 50 HRC and above. With most steel components hardened to approximately 32-42HRC, machining options currently include: Rough machining and semi-finishing of the material in its soft (annealed) condition heat treatment to achieve the final required hardness = 63 HRC machining of electrodes and Electrical Discharge Machining (EDM) of specific parts of dies and moulds (specifically small radii and deep cavities with limited accessibility for metal cutting tools) finishing and super-finishing of cylindrical/flat/cavity surfaces with appropriate cemented carbide, cermet, solid carbide, mixed ceramic or polycrystalline cubic boron nitride (PCBN)For many components, the production process involves a combination of these options and in the case of dies and moulds it also includes time consuming hand finishing. Consequently, production costs can be high and lead times excessive.It is typical in the die and mould industry to produce one or just a few tools of the same design. The process involves constant changes to the design, and because of these changes there is also a corresponding need for measuring and reverse engineering .The main criteria is the quality level of the die or mould regarding dimensional, geometric and surface accuracy. If thequality level after machining is poor and if it cannot meet the requirements, there will be a varying need of manual finishing work. This work produces satisfactory surface accuracy, but it always has a negative impact on the dimensional and geometric accuracy.One of the main aims for the die and mould industry has been, and still is, to reduce or eliminate the need for manual polishing and thus improve the quality and shorten the production costs and lead times.Main economical and technical factors for the development of HSMSurvivalThe ever increasing competition in the marketplace is continually setting new standards. The demands on time and cost efficiency is getting higher and higher. This has forced the development of new processes and production techniques to take place. HSM provides hope and solutions...MaterialsThe development of new, more difficult to machine materials has underlined the necessity to find new machining solutions. The aerospace industry has its heat resistant and stainless steel alloys. The automotive industry has differentbimetal compositions, Compact Graphite Iron and an ever increasing volume of aluminum3. The die and mould industry mainly has to face the problem of machining high hardened tool steels, from roughing to finishing.QualityThe demand for higher component or product quality is the result of ever increasing competition. HSM, if applied correctly, offers a number of solutions in this area. Substitution of manual finishing is one example, which is especially important on dies and moulds or components with a complex 3D geometry.ProcessesThe demands on shorter throughput times via fewer setups and simplified flows (logistics) can in most cases, be solved by HSM. A typical target within the die and mould industry is to completely machine fully hardened small sized tools in one setup. Costly and time consuming EDM processes can also be reduced or eliminated with HSM.Design & developmentOne of the main tools in today's competition is to sell products on the value of novelty. The average product life cycle on cars today is 4 years, computers and accessories 1.5 years, handphones 3 months... One of the prerequisites of this development of fast design changes and rapid product development time is the HSM technique.Complex productsThere is an increase of multi-functional surfaces on components, such as new design of turbine blades giving new and optimized functions and features. Earlier designs allowed polishing by hand or with robots (manipulators). Turbine blades with new, more sophisticated designs have to be finished via machining and preferably by HSM . There are also more and more examples of thin walled workpieces that have to be machined (medical equipment, electronics, products for defence, computer parts)Production equipmentThe strong development of cutting materials, holding tools, machine tools, controls and especially CAD/CAM features and equipment, has opened possibilities that must be met with new production methods and techniques5.Definition of HSMSalomon's theory, "Machining with high cutting speeds..." on which, in 1931, took out a German patent, assumes that "at a certain cutting speed (5-10 times higher than in conventionalmachining), the chip removal temperature at the cutting edge will start to decrease..."Given the conclusion:" ... seems to give a chance to improve productivity in machining with conventional tools at high cutting speeds..."Modern research, unfortunately, has not been able to verify this theory totally. There is a relative decrease of the temperature at the cutting edge that starts at certain cutting speeds for different materials.The decrease is small for steel and cast iron. But larger for aluminum and other non-ferrous metals. The definition of HSM must be based on other factors.Given today's technology, "high speed" is generally accepted to mean surface speeds between 1 and 10 kilometers per minute or roughly 3 300 to 33 000 feet per minute. Speeds above 10 km/min are in the ultra-high speed category, and are largely the realm of experimental metal cutting. Obviously, the spindle rotations required to achieve these surface cutting speeds are directly related to the diameter of the tools being used. One trend which is very evident today is the use of very large cutter diameters for these applications - and this has important implications for tool design.There are many opinions, many myths and many different ways to define HSM.数控机床虽然各种数控机床的功能和应用各不相同,但它们有着共同的优点。
机床刀具设计机械类毕业设计外文文献翻译中英文翻译

英语原文:Design Of Tool Machine PropResearch significanceThe original knife machine control procedures are designed individually, not used tool management system, features a single comparison, the knife only has to find the tool knife, knife positioning the shortest path, axis tool change, but does not support large-scale tool.Automatic knife in the knife election, in the computer memory knife-election on the basis of using the Siemens 840 D features, and the election procedures knife more concise, and complete the space Daotao View. ATC use the knife rapid completion of STEP-7 programming, and have been tested in practice. In the positioning of the knife, PLC controlled modular design method, which future production of similar machines will be very beneficial, it is easy to use its other machine. Automatic tool change systems will be faster growth, reduced tool change time, increase the positioning accuracy tool is an important means to help NC technology development.Tool and inventory components of modern production is an important link in the management, especially for large workshop management. The traditional way of account management, and low efficiency, high error rate, and not sharing information and data, tools and the use of state can not track the life cycle, are unable to meet the current information management needs. With actual production, we have to establish a workshop tool for the three-dimensional tool storage system to meet the knife workshop with auxiliary storage and management needs.The system uses optimization technology, a large number of computer storage inventory information, timely, accurate, and comprehensive tool to reflect the inventory situation. The entire system uses a graphical interface, man-machine dialogue tips from the Chinese menu, select various functions can be realized and the importation of all kinds of information. Management system using online help function. Through the workshop management, network management and sharing of information. Have automated inventory management, warehousing management tool, a tool for the management and statistical functions.1.System components and control structureThe entire system, including the structure and electrical machinery control systems.1.1.1Mechanical structure and working principleTool from the stent, drive, drive system, Turret, shielding, control system, and electrical components. Support from the column, beam, the upper and lower guide Central track, and track support component.1) Drive for the system chosen VVVF method. Cone used brake motors, with VVVF by Cycloidreducer through sprocket drive.2) Drag a variable frequency drive system and control technology. VVVF adopted, will speed drive shaft in the normal range adjustment to control the speed rotary turret to 5 ~ 30mm in, the drive shaft into two, two under through sprocket, the two profiled rollers Chain driven rotating shelves. Expansion chain adopted by the thread tight regulation swelling, swelling the regular way. - Conditioned, under the same chain-of-conditioning, so that the chain of uniform.3) Turret and shields the entire total of 14 independent Turret. 13 of them as a socket-Turret, as a drawer-Turret, each Turret back through the pin and, under the conveyor chain link chain plate, installed at the bottom roller, chain driven rotating turret rotation along the track. Outlet-Turret and BT50-BT40 Turret Turret two kinds of forms. To strengthen management, security, landscaping modeling, shelf peripherals and shields. Turret-drawer drawer placed at six other Des V oeux a knife, can be categorized with some of knife auxiliary equipment, such as bits, such as turning tools.1.1.2.Electrical Control SystemThis tool storage systems is the main electrical control their shelves for operational control and position control. Operational control equipment, including operation of the start of braking control. Position Control is the main location and address of the shelves for testing. Control system as shown in Figure 1.图 1 Tool Control System for the1) Electric Transmission horizontal rotary tool storage systems are the mechanical movements are repeated short-term work system. And the run-time system needs some speed, speed transmission needs, the system will use VVVF method can be used simple structure, reliable operation of the motor and frequency inverter.2) Control of the system is divided into two kinds of manual control and automatic control, manual control as a general reserve and debugging methods of work; ways to the system control computer (IPC) and the control unit (inverter contactor , etc.) consisting of a control system.3) location and positioning accuracy of the system automatically identify the site and location using a detection device as proximity switches, relays through the plate-point isolation and the number plate recorded close to the switching signal acquisition and operation of Hutchison with a Optimal Path addressable identify the current location and shelves of the purpose of the shelf location. In order to enable a more accurate positioning system, adopted two photoelectric switches, to detect the two shelves of the two films.1.2.The functions of the knifeknife The is the role of reserves a certain number of tools, machine tool spindle in hand to achieve the fungibility a disc cutter knife is the type of library, the chain knives, and other means, in the form of the knife and capacity according to the Machine Tool to determine the scope of the process.mon typesThe knife is a tool storage devices, the common knife mainly in the following forms:(1) the turret knifeIncluding the first level turret vertical turret and the first two, see Figure 2.6 a) and b):(2) the disc cutterDisc knife in the library with discoid knife, cutting tool along See how vertical arrangement (including radial and axial from knife from knife), along See how radial array into acute or arranged in the form of the knife. Simple, compact, more applications, but are ring-cutter, low utilization of space. Figure 2.7 a) to c). If the knife storage capacity must be increased to increase the diameter of the knife, then the moment of inertia also increased correspondingly, the election campaign long knife. Tool number not more than 32 general. Cutter was multi-loop order of the space utilization knife, but inevitably given the knife from complex institutions,applicable to the restricted space Machine Tool storage capacity and more occasions. Two-disc structure is two smaller capacity knife on both sides of the sub-spindle place, more compactlayout, the number of certificates corresponding increase knife, apply to small and medium-sized processing center.(3) the chain knifeIncluding single-and multi-ring chain ring chain, chain link can take many forms change, see Figure 2.8 a) to c), thebasic structure shown inFigure 2. 8 doFeatures: knife apply tothe larger capacity of theoccasion, the space of thesmall number ofgenerally applicable tothe tool in the 30-120.Only increase the lengthof the chain tool will increase the number should not be increased circumferential speed of itsmoment of inertia of the knife does not increase the disc as large.(4) linear combination knife and the knife libraryThe linear knife simple structure in Figure 2.9, tool single order, the capacity of small knife, used for CNC lathe and drill press on. Because the location of fixed knife, ATC completed action by the spindle without manipulator. The cutter knife is generally the turret combination turret with a combination of the disc cutter knife and the chain combination. Every single knife the knife certificates of smaller, faster tool change. There are also some intensive drum wheel, and the lattice-type magazine for the knife, the knife-intensive though. Small footprint, but because of structural constraints, basically not used for single processing center, the concentration used for FMS for the knife system.1.4 Tool storage capacityTool storage capacity of the first to consider the needs of processing, from the use of point of view, generally 10 to 40 knives, knife will be the utilization of the high, and the structure iscompact.1.5 Tool options(1) choose to order processing tool according to the order, followed Add to the knife every knife in the Block. Each tool change, the order of rotation of a cutter knife on location, and remove the need knives, has been used by the cutter knife can be returned to the original Block, can also order Add Block, a knife. However, as the knife in the tool in different processes can not be repeated use of the knife must increase the capacity and lower utilization rate.(2) most of the arbitrary choice of the current system of using arbitrary NC election knives, divided into Daotao coding, coding and memory-cutter, three. Daotao coding tool code or knives or Daotao need to install the code used to identify, in accordance with the general principle of binary coding coding. Tool knife election coding method uses a special knife handle structure, and each of the coding tool. Each of the tool has its own code, thereby cutting tool can be in different processes repeatedly used, not to replace the tool back at the original knife, the knife capacity can be reduced accordingly. Memory-election this paper knife, in this way can knives and knife in the position corresponding to the Daotao memory of the PLC in the NC system, no matter which tool on the Inner knife, tool information is always there in mind, PLC . On the knife with position detection devices, will be the location of each Daotao. This tool can be removed and sent back to arbitrary. On the knife is also a mechanical origin, every election, the nearest knife selection.1.6.Control of the knife(1) the knife as a system to control the positioning axis. In the ladder diagram in accordance with the instructions for computing T code comparison of the output angle and speed of instructions to the knife the knife servo drive servo motor. Tool storage capacity, rotation speed, and / deceleration time, and other system parameters can be set in such a manner free from any outside influence positioning accurate and reliable but the cost is higher.(2) knife from the hydraulic motor drives, fast / slow the points, with proximity switches count and positioning. In comparison ladder diagram of the current storage system knife (knife spindle) and goals knife (pre-knife) and computing, then output rotation instructions, judging by the shortest path rotation in place. This approach requires sufficient hydraulic power and electromagnetic valve knife the rotational speed can be adjusted through the throttle. But over time may be oily hydraulic, oil temperature and environmental factors impact the change in velocity and accuracy. Not generally used in large and medium-sized machine tool change frequently.(3) the knife from AC asynchronous motor driven cam mechanism (Markov institutions), with proximity switches count, which means stable operation, and generally accurate and reliablepositioning cam used in conjunction with a mechanical hand, A TC fast-positioning.2. ATC, the main types, characteristics, and the scope of application 2.1 Auto Rotary ToolRotary Tool automatically onthe use of CNC machine tool is asimple installation of automatic toolchange, the Quartet and 47.60 TurretTool various forms, such as rotaryturret were installed on four, six ormore of the Tool , NC instructions byATC. Rotary Tool has two verticaland horizontal, relatively simplestructure, applicable to economicCNC lathe.Rotary Tool in the structure musthave good strength and stiffness,resistance to bear rough Cutting Toolin the cutting force and reduce therole of deformation and improveprocessing accuracy. Rotating Toolto choose reliable positioningprogramme structure and reasonable position, in order to ensure that each rotary turret to a higher position after repeated positioning accuracy (typically 0.001 to 0.005mm). Figure 2.1 shows the spiral movements of the Quartet Turret.Auto Rotary Tool in the simplest of ATC, is 180 º rotary ATC devices, as shown in Figure 2.2 ATC instructions received, the machine control system put ATC spindle control to the designated location at the same time, the tool movement to the appropriate location, ATC, with the rotary axis and at the same time, the knives matching tool; drawbars from Spindle Cutting Tools rip, ATC, will be the tool from their position removed; ATC, 180 º rotary tool spindle and the tool and tool away; A TC, the Rotary At the same time, the tool refocusing its position to accept Spindle removed from the cutting tool; Next, ATC, will be replaced with the cutter knives were unloaded into the spindle and tool: Finally, back to the original ATC, "standby" position. At this point, ATC completed procedures to continue to run. This ATC, the main advantage ofsimple structure, the less movement, fast tool change. The main disadvantage is that knives must be kept in parallel with the axis of the plane, and after the home side compared to the tool, chip and liquid-cutting knife into the folder, it is necessary to the tool plus protection. Cone knife folder on the chip will cause A TC error, or even damage knife folders, and the possibility of spindle. Some processing centre at the transfer, and the tool side. When the ATC command is called, the transfer-cutter knives will be removed, the machine go forward, and positioning with the ATC, in line with the position. 180 º "Rotary ATC devices can be used horizontal machine, can also be used for vertical machining centers.2. 2 ATC head-turret installedWith rotating CNC machine tool often used such ATC devices, with a few turret head spindle, each with a spindle on both knives, the first tower interim process can be automatic tool change-realization. The advantage is simple structure, tool change time is short, only about 2 s. However, due to spatial constraints, the number of spindle can not be too much, usually only apply to processes less, not to high precision machine tools, such as the NC drill, such as CNC milling machine. In recent years there has been a mechanical hand and the turret head with a knife for the automatic tool change ATC devices, as shown in Figure 2.3. It is in fact a turret head ATC, and the knife-ATC device combination. The principle is as follows:5 turret on the first two tool spindle 3 and 4, when using the tool spindle 4 processing tool, the manipulator 2 will be the next step to the need for the tool does not work on the tool spindle 3 until after the completion of this process , the first rotary turret 180 º, A TC completed. ATC most of their time and processing time coincidence, the only real tool change time turret transposition of the first time, this approach mainly used for ATC and NC NC drilling file bed. 2. 3.Daidao system for the automatic tool changeFigure 2.4 shows the knife and the whole machine tool CNC machine tools for the appearance of Fig.Figure 2.5 shows the knife and split-type machine to the appearance of CNC machine tool plans.At this point, knife storage capacity, a heavier tool can, and often additional transport unit to complete the knife between the spindle and cutting tool transport.Daidao the knife from the ATC, the election knives, automatic loading and unloading machine tool and tool exchange institutions (manipulator), composed of four parts, used widely.Tool Automatic Tool Change the manipulator system, the whole process more complicated ATC. We must first used in the processing of all installed in the standard tool on the knife handle in the machine outside the pre-size, according to a certain way Add to the knife. ATC, selected first in the knife knife, and then from ATC, from the knife from the knife or spindle, exchange, the new knife into the spindle, the old knife back into the knife.ATC, as the former two knives to accommodate a limited number can not be too many, can notmeet the needs of complex parts machining, CNC machine tool Automatic Tool Change Daidao the use of the automatic tool change devices. The knife has more capacity, both installed in the spindle box side or above. As for the automatic tool change Daidao device CNC machine tool spindle box only a spindle, spindle components to high stiffness to meet the machining requirements. The number of establishments in larger knife, which can meet the more complex parts of the machining processes, significantly improving productivity. Daidao system for the automatic tool change applied to drilling centres and CNC machining centers. The comparison drawn Daidao automatic tool change system is the most promising.3.PLC control of the knife random mode of election3. 1Common methods of automatic election knifeAutomatic control of the knife CNC refers to the system after the implementation of user instructions on the knife library automation process, including the process to find knives and automatic tool change [(63,71]. CNC Machining Center device (CNC) directive issued by the election knife , a knife, the tool required to take the knife position, said the election automatic knife. automatically elected knife There are two ways: random sequence election knives and knife election method.3.1.1 order election knifeTool Selection order is the process tool according to the sequence of the insert knife, the use of knives in order to take place, used knives back at the original knife, can also order Add Block, a knife. In this way, no need Tool identification devices, and drive control is a relatively simple, reliable and can be used directly from the points of the knife machinery to achieve. But the knives in each of the tool in different processes can not be reused, if the tool is installed in accordance with the order of the knife, there will be serious consequences. The need to increase the number of knives and knife the capacity of the tool and reduce the utilization of the knife.3.1.2Random election knifeRandom election under the knife is arbitrary instructions to select the required tools, then there must be tool identification devices. Tool knife in the library do not have the processing in accordance with the order of the workpiece can be arbitrary storage. Each of the tool (or knifeblocks) are for a code, automatic tool change, the rotary cutter, every tool have been the "tool identification device" acceptable identification. When CNC tool code and the code in line with directives of the tool selected, the rotary cutter knives will be sent to the ATC position, waiting to grab manipulator. Random knife election is the advantage of the cutter knife in the order has nothing to do with the processing sequence, the same tool can be used repeatedly. Therefore, the relatively small number of knives, knife the corresponding smaller. Random elections knife on the tool must be coded to identify. There are three main coding.1. Tool coding. Adopt special knife handle structure coding, the drawbars on the knife handle back-end packages such as spacing of the coding part of the lock-nut fixed. Coding diameter ring diameter of a size two, respectively, said that binary "1" and "0" to the two rings are different, can be a series of code. For example, there are six small diameter of the ring can be made to distinguish between 63 (26-1 = 63) of the coding tool. All of 0 normally not allowed to use the code, to avoid the cutter knife Block did not confuse the situation.2. Knife Block coding. On the knife Block coding, coding tool, and tool into line with the number of knives in the Block. ATC knife when the rotation, so that each knife seats followed through knowledge knife, knife found blocks, knives stopped the rotation. At this time there is no knife handle encoding part of the knife handle simplified.3. Annex coding methods. This style of coding keys, coded cards, coding and coding-disc, which is the most widely used coding keys.First to knives are attached to a tool of the show wrapped coding keys, and when the cutter knife to the store at knife in, so put the number of keys to remember knife Block Road, will be inserted into key to the coding Block next to the key hole in the seat for the knife to the numbers.ConclusionFocused on in today's manufacturing environment tool storage and management of new models and methods, practical application of good results in systems integration and optimization, and other aspects of operations will be further explored, so that it has a higher theoretical and practical level.译文:机床刀具设计课题研究意义机床原来的刀库控制程序是单独设计的,没有采用刀具管理系统,功能也比较单一,只实现了刀库刀具的找刀、刀库最短路径定位、主轴换刀,而且不支持大型刀具。
文献翻译-多用途组合机床

英文原文Multi-purpose aggregate machine-tool timeRegarding the multi-purpose aggregate machine-tools, in the industrial field has many names to describe it, like “the multitasking installment”, “the multi-purpose engine beds”, “the multi-procedure production system” and so on, it may be called the processing domain truly the nova, may reduce the cost, the simplified disposition, and has maintained in the US territory produces. Inthe past only then used the duty which many machine operations could complete, now may concentrate to an engine bed on processes completes.As a result of market demand's unceasing change, the product life cycle is reducing unceasingly, today's market more intense demand multitasking installment concept. Carries out the fine profit management when the entire production environment, compared to having not concentrated the components processing to a machine on completes a finer profit.Some tradition's manufacturing industry manufacturer thought that the multi-purpose aggregate machine-tools are too complex,very difficult to find the appropriate operators also the difficult problem innovates on the spot on the insufficiency for the metal working Basic principle and in the Production workshop related new engine bed use solution aspect training.Intuition type technical controlThe equipment use “carries off the quantity of heat” the type design, has different material which the lathe bed, the steeliness straight line rolling guide, on the steeliness revolving tool box saddle, the equipment uses, all these combine make an engine bed together. These with the thermal conductivity, the volume expansion are related. All different size's thing can by the different speed growth.As a result of this reason, needs to make the hot friendly engine bed, with the aim of knowing gives off heat the weak point in where, can compensate through the reasonable engine bed design. The part is the entire journey movement. The engine bed glide produces rubs and transform hotly. The machining produces the hot filings fall to the different place, the refrigerant can mix in the entire process in which. Will present the different temperature province continually on the cutting tool, will therefore also have many things to have the influence to the thermostability. The cutting tool technology turned the multi-purpose aggregate machine-tools has had the milling and cutting power “the versatile machine”.According to the material introduced that the most remarkable characteristic is in these engine bed whole has the intuition. The anti-collision preservation technology was already mature, in certain circumstances, even if uses the manual operation pattern, can also avoid the occurrence which collides. Because the control software has the very good intuition, the user operation friendly degree unceasingly is also enhancing. Believe the multi-purpose aggregate machine-tools by its survivability world-wide in the more different processing scenes.The off-line programming optimization and the NC automatic control system's formation already made this technology to be easier to accept, when therefore uses the procedure when the engine bed, does not need to spend many time tune-up procedure and confirmed that some part does not have the question. If components need to provide the high and low two revolving tool box saddle simultaneously to carry on the rough machining, in this kind of situation the programming is quite difficult, because it needs two revolving tool box saddles also to feed. The AdMac system may realize tool rest's automatic programming which simultaneously feeds to these, and can cause the correct main axle speed, the correct feed rate and so on all parameters to realize the synchronization.Okuma Corporation's collision avoidance system design based on actual processing operating mode anti-collision simulation, therefore, if the operator has installed the wrong cutting tool or has established the wrong parameter, the control system will examine and prevents the engine bed to enter the processing condition. Through cooperates with the Siemens, INDEX Corporation may provide the 3D pattern now “the hypothesized engine bed”, has custom-made according to some specific model's engine bed. The result indicated that the simulation processes not only the fabricated parts and the actual end product is similar, is the one-to-one copy simply.The intuition type control interface, the simulation as well as other software technique are progressive, the more Production workshops have opened wide the front door to the multi-purpose aggregate machine-tools, but if does not have the corresponding knowledge to train and to solve the question creativity, the manufacturer is also very difficult to realize and the full use advanced engine bed flexibility aspect superiority. The work which does to the machine are more, the machine will be more complex, also needs to have the stronger skill person correspondingly to be able to operate it.If machinist past one day operated 3 engine beds, then he has this kind of multi-purpose engine bed now, might produce more components. More importantly, he may draw support from software's help to cause the production efficiency to be higher, regarding transformation processing components preparation, may also establish the processing craft plan. Because the replacement components need to lower 3 main axles, therefore before replacing the components, the workshop should process as far as possible many components. Regarding the multi-purpose engine beds, the transformation components speed is quick, the production batch of time interval is shorter, the stock is lower, the production efficiency is higher. Can use multi-purpose engine bed's some workshops fully, very quick will discover the post function the unification. Now, a workshop may only use an operator, an adjuster and a programming teacher, in the future these 3 work definitely may do by a person.In the traditional post description the machinist will transit becomes one to adjust engineer, if this engineer the familiar components processing programming, that were also more ideal. Regarding such transformation, training has been simple, so long as trains 1 individual line, but is not 3individuals. Looking from the long views, this will provide to the people the higher post degree of satisfaction. When adjusts engineer to be responsible to process the programming, and pays attention to the components processing personally time the entire process, he completely has become this components control. In addition, but should also makes more effort in the cutting tool choice and the programming aspect, must make any model the multi-purpose aggregate machine-tool to succeed, the workshop needs to provide the skilled machinist, has ability and completes many kinds of operations nimbly. Therefore, crosswise training was at any time in the past more important. Regarded as the milling and the lathe work the different belongs to their time. Regarding personnel who will program, will understand the engine bed and controls it, this will be their ability manifestation.The cutting tool will choose most people not to install the passenger vehicle tire to the race car on, but processed the cutting tool to have such situation. The cutting tool should match with the new engine bed, is conceivably redundant on the new engine bed uses the old cutting tool to the production efficiency influence. In order to match the multi-purpose aggregate machine-tools, the new cutting tool and the cutting tool adapter technology was already developed. At present the industrial field is developing the development the processing cutting tool, may complete the turning on the identical tool rest, boring and drills truncates the processing, is only processes the phase to differ from regarding the work piece angle. The processing operates the difference even confuses is unclear. The new processing cutting tool may complete the milling and the turning. The machinery automation technology first starts from the 1920s in the machine manufacture cold finishing production in enormous quantities process to develop the application, after in the 60s, to adapt the market demand and the change, for the enhancement machine-building industry to the market nimble rapid reaction's ability, starts to establish the variable automation production system,namely revolves the computer technology the flexible automation. It is in the manufacture system invariable or in the change small situation, the machinery equipment either production management process through the automatic detection, the information processing, the analysis judgment realizes the anticipated operation or some kind of process automatically, and can from make one kind of components to transform automatically to makes another kind of different components. The social practice proved that under this kind of definition's manufacture system automation and the contemporary majority enterprises are not actually accommodating. The contemporary society also not in the science and technology, the material and the personnel aspect prepares to realize this automated condition, insists such to do only meets the wasted effort. This kind of situation is not exceptional regarding the separate production method's machine-building industry, the difficulty can bigger.The aggregate machine-tool future development more use transmissions and so on variable speed motor and ball bearing guide screw,will simplify structure, the reduction production metre; Uses the numerical control system and the headstock, the jig automatic replacement system, enhancesthe craft controllability; As well as integrates the flexible manufacture system and so on.中文译文多用途组合机床对于多功能组合机床,在工业领域有许多名字来描述它,如“多任务处理装置”,“多功能机床”,“多工序生产系统”等,它确实可称为加工领域的新星,可降低成本,简化配置,和一直保持在美国本土生产。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
The Aggregate Machine-toolThe Aggregate Machine-tool is based on the workpiece needs, based on a large number of common components, combined with a semi-automatic or automatic machine with a small number of dedicated special components and process according to the workpiece shape and design of special parts and fixtures, composed. Combination machine is generally a combination of the base, slide, fixture, power boxes, multi-axle, tools, etc. From.Combination machine has the following advantages: (1) is mainly used for prism parts and other miscellaneous pieces of perforated surface processing. (2) high productivity. Because the process of concentration, can be multi-faceted, multi-site, multi-axis, multi-tool simultaneous machining. (3) precision and stability. Because the process is fixed, the choice of a mature generic parts, precision fixtures and automatic working cycle to ensure consistent processing accuracy. (4) the development cycle is short, easy to design, manufacture and maintenance, and low cost. Because GM, serialization, high degree of standardization, common parts can be pre-manufactured or mass organizations outsourcing. (5) a high degree of automation, low labor intensity. (6) flexible configuration. Because the structure is a cross-piece, combination. In accordance with the workpiece or process requirements, with plenty of common parts and a few special components consisting of various types of flexible combination of machine tools and automatic lines; tools to facilitate modification: the product or process changes, the general also common components can be reused.Combination of box-type drilling generally used for processing or special shape parts. During machining, the workpiece is generally not rotate, the rotational motion of the tool relative to the workpiece and tool feed movement to achieve drilling, reaming, countersinking, reaming, boring and other processing. Some combination of turning head clamp the workpiece using the machine to make the rotation, the tool for the feed motion, but also on some of the rotating parts (such as the flywheel, the automobile axle shaft, etc.) of cylindrical and face processing.Generally use a combination of multi-axis machine tools, multi-tool, multi-process, multi-faceted or multi-station machining methods simultaneously, productivity increased many times more than generic tools. Since the common components have been standardized and serialized, so can be flexibly configured according to need, you can shorten the design and manufacturing cycle. Multi-axle combination is the core components of general machine tools. It is the choice of generic parts, is designed according to special requirements, in combination machine design process, is one component of a larger workload. It is based on the number and location of the machining process diagram and schematic design combination machine workpiece determined by the hole, cutting the amount of power transmission components and the design of each spindle spindle type movement. Multi-axle power from a common power box, together with the power box installed on the feed slide, to be completed by drilling, reaming and other machining processes. The parts to be processed according to the size of multi-axle box combination machine tool design, based on an original drawing multi-axle diagram, determine the range of design data,the above design, implementation, completion of a two-sided 24-hole machining, achieve better the design requirements.In order to adapt to the development of CNC machine tools in combination , appeared composed of CNC machine tools CNC machining modules. Modular is the result of a combination of machine tool numerical control machine tool combination brings, but also the basis of a combination of CNC machine tools , CNC machining enriched the universal modular combination of components of the machine, it will cause a fundamental piece for machine tool type changes . Over the past decade , the combination of machine tools and automatic line has made great strides in efficiency, productivity , flexibility and the use of concurrent engineering to develop a more rational, more savings programs. With the development of digital technology, electronic technology , the combination of machine mechanical structure and control system has undergone great changes. With a combination of the following development tools : 1 NC . Combination of CNC machine tools emerge , not only changed in the past by the relay circuit consisting of a combination of machine tool control systems , but also make head or even a combination of the mechanical structure of the machine components of general criteria huge change occurred . 2 modular . NC modular greatly enriched the common combination of components of the machine, it will cause a fundamental change occurred for machine tool parts , according to the principles of modular design , based on the functional analysis division of the combination of multi- axle box for each machine level modules. 3 speed. As the high-speed processing can reduce the surface roughness and cutting force components , reducing the cutting temperature , improve productivity, so the speed of the machine is just beginning research , especially the main movement of CNC machine tools and feed velocity has reached a very high speed . Conform to the trend of high-speed machine tools , machine tool 's speed will be higher. 4 , precision . Because the CNC machine to achieve , so more and more high machining accuracy . 5, full protection technology . Now the machine is fully enclosed features a large , almost all mechanical housings are fully closed . Fully enclosed protection, not only to make the machine more attractive appearance and its production line , but also improves the safety, reliability and ease of maintenance . Combination machine with both the advantages of low cost and high efficiency in large volume production has been widely used, and can consist of automated production lines. .组合机床组合机床是根据工件加工需要,以大量通用部件为基础,配之以少量的专用部件和按工件形状和加工工艺设计的专用部件和夹具,组成的半自动或自动的专用机床。