西门子人机界面IO域作业
Siemens 802D 指令与操作界面
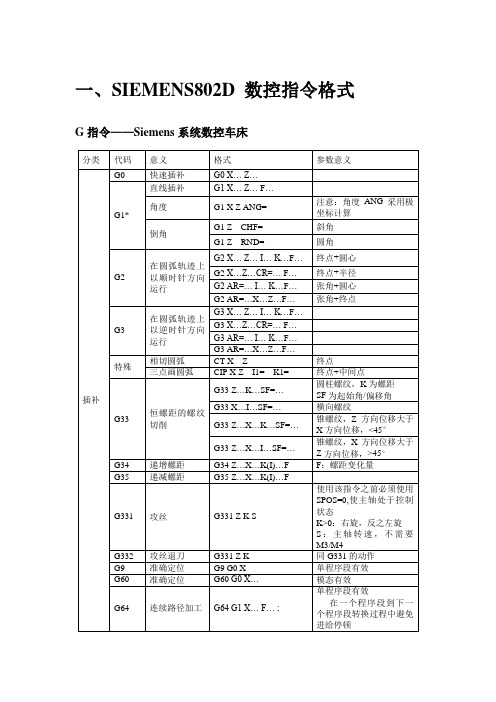
一、SIEMENS802D 数控指令格式G指令——Siemens系统数控车床M代码其他指令子程序调用方法在一个程序中(主程序或子程序)可以直接用程序名调用子程序。
子程序调用要求占用一个独立的程序段。
举例:N10 L785 P3 ;调用子程序L785 三次N20 WELLE7 ;调用子程序WELLE7结束方法:用M2指令或RET指令结束子程序。
用RET指令结束子程序、返回主程序时不会中断G64连续路径运行方式,用M2指令则会中断G64运行方式,并进入停止状态。
二、操作界面CRT屏幕及键盘分布常用按键:MDA :用于直接通过操作面板输入数控程序和编辑程序。
AUTO:进入自动加工模式.JOG:手动方式,手动连续移动台面或者刀具。
REFPOT:手动方式回参考点.V AR:増量选择.SINGLE BLOCK:自动加工模式中,单步运行.SPIN STAR:主轴正转.SPIN STAR:主轴反转.SPIN STP:主轴停止.RESET:复位键.CYCLE STAR:循环启动.CYCLE STOP:循环停止.:报警应答键。
:通道转换键。
:帮助信息键。
:空格键。
:删除键(退格键)。
:删除键。
:插入键。
:选择键。
:制表键。
:回车/输入键。
:加工操作区域键。
:程序操作区域键。
:参数操作区域键。
:程序管理操作区域键。
:报警/系统操作区域键。
自动(Auto)加工模式:点击进入:自动加工程序测试程序段搜索模拟程序修改程序控制单一程序段ROV有效跳过有条件停止空运行进给《返回不带计算搜索断点搜索《返回启动搜索计算轮廓自动方式功能区:手动(JOG)加工模式:点击进入:手动模式测量刀具测量工件基本设定X=X=Y=Z=0〈〈返回设置关系删除 基本零偏Z=Y=X YZ 中断计算自动测量校验探头〈〈返回设置改变有效测量工件下一个轴存储位置直径刀具表设置长度〈〈返回手动测量零点偏移手动加工功能区:MDA模式点击进入:MDA模式设置G功能辅助功能轴进给删除MDA程序MCS/WC相对坐标Y=0X=0Z=0删除基本零偏<<返回X=Y=Z=0设置关系相对坐标工件坐标机床坐标零点偏移XYZ中断计算手动测量自动测量校验探头<<返回数据探测切换mm>inch<<返回基本设定测量刀具测量工件R参数零点偏移用户数据设定数据刀具表R参数零点偏移用户数据设定数据基本设定端面加工下一个轴测量工件改变有效刀具表R参数零点偏移用户数据设定数据程序管理: PROGRAM MANAGER 点击进入:ProgramManager程序循环执行新程序复制打开编辑钻削铣削重编译执行模拟复制程序段标记程序段重命名删除读入读出删除程序段粘贴程序段重编号搜索行号文本确认中断三、SIEMENS802D R参数1.功能要使一个NC程序不仅仅适用于特定数值下的一次加工,或者必须要计算出数值,两种情况均可以使用计算参数,你可以在程序运行时由控制器计算或设定所需要的数值;可以通过操作面板设定参数数值。
西门子人机界面触摸屏组态与应用技术课件第9章
6.组态配方和配方画面 物料混合系统用配方来提供生产工艺参数。打开配方编辑器,查看它的配 方元素和数据记录。物料的重量为零表示产品不使用该物料。除此之外,配 方中还有单位为ms的秤斗放料、搅拌和放成品的时间预设值。 选中配方“1号产品”,再选中巡视窗口的“同步”,只选中“同步配方变 量”复选框。在配方画面中组态了配方视图,和“打印配方报表”按钮。
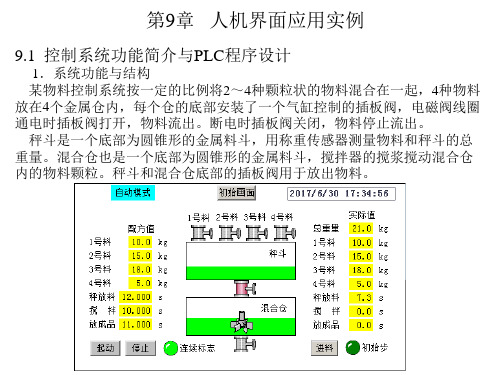
初始画面,通过画面切换按钮,可以从初始画面切换到所有的其他画面,其 他画面用固定窗口的“初始画面”切换按钮返回初始画面。初始画面之外的 画面不能相互切换,需要经过口放置各画面共享的日期时间域、切换到初始画面的按钮,和连 接变量“自动/手动开关”的符号I/O域。设置符号I/O域的模式为“双状态”, 自动/手动开关为1状态时显示“自动模式”,为0状态时显示“手动模式”。 9.2.2 画面组态 1.自动画面 监控自动模式运行的画面称为自动画面,它使用得最多,又称为主画面。 开机后进入初始画面,单击“主画面”按钮,进入主画面,永久性窗口中 的符号I/O域显示“手动模式”。 主画面给出了系统的示意图,用两种颜色显示各插板阀的通、断状态,用 棒图显示秤斗内和混合仓内物料的高度,画面中的I/O域均为输出模式。 在画面中显示来自配方的各物料的值和定时时间的设定值。“总重量”是 电子秤秤斗内物料的总重量。“起动”和“停止”按钮用于起动和停止自动 运行,“进料”按钮用于仿真调试。
定时结束时T0的常开触点闭合,切换到步 M5.6,秤放料阀关闭,搅拌器搅拌混合仓内 的物料。经过T1设定的时间后,搅拌器停止 运行,混合仓底部的放成品阀打开,放出混 合好的物料。经过T2设定的时间后,关闭放 成品阀。因为“连续标志”M6.6为1状态,转 换条件M6.6*T2满足,返回步M5.1,开始下
2.创建项目 打开名为“HMI综合应用”的项目,PLC_1为CPU 315-2PN/DP,HMI_1为 KTP400 Comfort。在网络视图中创建HMI连接。添加一块DI 16/DO 16模块和 一块2AI 模块。 3.主程序的设计 主程序根据自动/手动开关I0.0的状态,在OB1中调用自动程序FC2或手动程 序 FC1 。 起 动 自 动 运 行 的 条 件 如 下 : 各 电 磁 阀 关 闭 和 搅 拌 器 电 动 机 停 机 (Q0.2~Q1.0均为0状态);秤斗和混合仓中的物料均被排空(变量“总重量” 和“混合仓料位”的值为0)。满足上述条件时变量“起动条件”为1状态。
西门子人机界面组态与应用基础教案课件PPT
3.4 S7-1200/1500与HMI的集成仿 真
组态CPU属性时,设置MB1为系统存储器字节,首次扫描时FirstScan(M1.0)的常 开触点接通,MOVE指令将变量“预设值”设置为10s。变量“预设值”和“当前值 ”的数据类型为Time,在HMI的I/O域中被视为以ms为单位的双整数。
在HMI的默认变量表中设置变量“电动机”和“当前值”的采集周期为100ms。 其他变量的采集周期为默认的1s。
域的“文本”,按钮未按下时显示文本“启动”。不要勾选复选框“按钮‘按下’时 显示的文本”,按下和未按下时按钮上显示的文本相同。
3.1 组态指示灯与按钮
3.设置按钮的事件功能 选中巡视窗口的“属性 > 事件 > 释放”,单击视图右边窗口的表格最上面一行,
在出现的“系统函数”列表中选择函数“复位位”。
3 HMI的界面设计、功能实现与调试
3.1 组态指示灯与按钮
1.生成和组态指示灯 用指示灯来显示Bool变量“电动机”的状态。将工具箱中的“圆”拖拽到
画面中希望的位置,调节圆的位置和大小。
3.1 组态指示灯与按钮
1.生成和组态指示灯 选中巡视窗口的“布局”,可以微调
圆的坐标位置和半径。打开巡视窗口的 “属性 > 动画 > 显示”文件夹,双击 “添加新动画”,再双击出现的对话框 中的“外观”,选中左边窗口中出现的 “外观”,在右边窗口组态外观的动画 功能。设置圆连接的PLC的变量为位变 量“电动机”(Q0.0),其“范围”值 为0和1时,圆的背景色分别为深绿色和 浅绿色,对应于指示灯的熄灭和点亮。
2.生成与组态I/O域 1)输出域:用于显示PLC的变量的数值
。 2)输入域:用于操作员键入数字或字
母,并用指定的PLC的变量保存它的值。 3)输入/输出域:同时具有输入域和输
西门子人机界面触摸屏组态与应用技术课件第3章
用右键单击某行,执行快捷菜单中的“插入对象”命令,将在该行的上面 插入一个新的行。单击某些表格最下面的空白行中的“添加”,将会自动生 成与上一行的参数顺序排列的新的行。
7.复制与粘贴表格单元 右键单击某一表格单元,可以删除、复制或粘贴该表格单元。 8.复制多个表格单元 单击选中某一表格单元,用鼠标左键按住该单元右下角的小正方形,光标 变为黑色的十字。向下移动鼠标,选中该单元下面的若干个单元。松开鼠标 左键,用出现的对话框选择覆盖还是插入。 3.4.2 鼠标的使用技巧 1.用详细视图和鼠标的拖拽功能创建对象 打开项目“315_精简面板”的根画面,用详细视图显示HMI默认的变量表 中的变量。将详细视图中的“当前值”拖拽到画面工作区中,将在该画面中 生成一个与变量“当前值”连接的I/O域。 2.用鼠标拖拽功能实现画面对象与变量的连接 将详细视图中的“预设值”拖拽到画面上刚生成的I/O域中。在I/O域的巡 视窗口中可以看到它连接的变量变成了“预设值”。
2.变量的起始值:选中巡视窗口中的“值”可以组态变量的起始值。 3.HMI变量的采集模式 选中变量后选中巡视窗口中的“属性 > 属性 > 设置”,可以设置变量的3 种采集模式。 1)循环操作:按设置的采集周期,只更新当前画面中显示的和被记录的 变量。 2)循环连续:即使变量不在当前打开的画面中,运行系统也会连续更新 该变量。建议只用于那些必要的变量。 3)必要时:不循环更新变量。例如使用系统函数“LogTag”请求时才更新 变量。 4.HMI变量的采集周期 过程变量值被定期进行更新,设置采集周期时应考虑过程值的变化速率, 如果采集周期设置得太小,将不必要地增加通信的负担,默认值为1s。 5.HMI变量的限制值 如果操作员输入的变量值在设置的范围外,则不会接受输入值。 选中巡视窗口中的“属性 > 属性 > 范围”,可选择限制值由常量或HMI变 量提供。可以在“ HMI变量”编辑器中组态模拟量报警。
西门子触摸屏的组态和编程
1 硬件准备(1)一套S7300 315F PN/DP cpu。
(2)安装有Winccflexible2008 sp2软件的计算机。
(3)必要的附件,包括:编程下载需要的网线及PLC与TP177B 连接的网线。
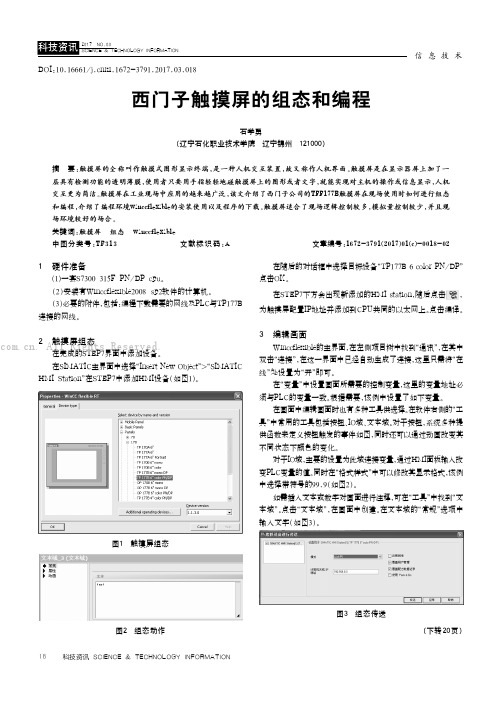
2 触摸屏组态在完成的STEP7界面中添加设备。
在SIMATIC主界面中选择“Insert New Object”>“SIMATIC HMI Station”在STEP7中添加HMI设备(如图1)。
在随后的对话框中选择目标设备“TP177B 6 color PN/DP”点击OK。
在STEP7下方会出现新添加的HMI station,随后点击,为触摸屏配置IP地址并添加到CPU共同的以太网上。
点击编译。
3 编辑画面Winccflexible的主界面,在左侧项目树中找到“通讯”,在其中双击“连接”,在这一界面中已经自动生成了连接,这里只需将“在线”处设置为“开”即可。
在“变量”中设置画面所需要的控制变量,这里的变量地址必须与PLC的变量一致。
根据需要,该例中设置了如下变量。
在画面中编辑画面时也有多种工具供选择。
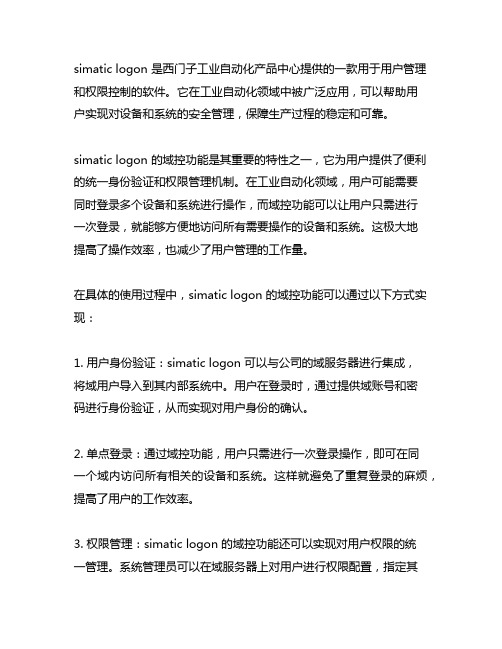
在软件右侧的“工具”中常用的工具包括按钮、IO域、文本域。
对于按钮,系统多种提供函数来定义按钮触发的事件如图,同时还可以通过动画改变其不同状态下颜色的变化。
对于IO域,主要的设置为此域连接变量,通过HMI面板输入改变PLC变量的值。
同时在“格式样式”中可以修改其显示格式,该例中选择带符号的99.9(如图2)。
如需插入文本或数字对画面进行注释,可在“工具”中找到“文本域”。
点击“文本域”,在画面中创建。
在文本域的“常规”选项中输入文字(如图3)。
DOI:10.16661/ki.1672-3791.2017.03.018西门子触摸屏的组态和编程石学勇(辽宁石化职业技术学院 辽宁锦州 121000)摘 要:触摸屏的全称叫作触摸式图形显示终端,是一种人机交互装置,故又称作人机界面。
触摸屏是在显示器屏上加了一层具有检测功能的透明薄膜,使用者只要用手指轻轻地碰触摸屏上的图形或者文字,就能实现对主机的操作或信息显示,人机交互更为简洁。
西门子人机界面触摸屏组态与应用技术课件第3章
4.模板 双击打开项目树的文件夹“\HMI_1\画面管理\模板”中名为Template_1的自 动生成的模板,可以看到画面上面的固定窗口和画面下面向导生成的功能键。 在模板中组态的功能键和对象将在所有画面中起作用。打开画面1,模板中的 功能键用灰色显示,不能修改它们,只能在模板中修改功能键。 将项目树中的“画面0”拖拽到模板下面左起第3个空白功能键,该功能键 显示“画面0”。操作员在基于该模板的所有画面单击此功能键,都会切换到 画面0。 如果不想在画面2显示画面模板中的功能键,打开画面2,选中巡视窗口中 的“常规”,用“模板”选择框将默认的“Template_1”改为“无”,画面2 中的功能键消失。 5.全局画面 打开项目树的文件夹“\HMI_1\画面管理”中的全局画面,可以看到在向导 中生成的两个报警窗口和报警指示器。在HMI运行时如果出现系统事件和报 警消息,不管当前显示的是哪个画面,都将在前台显示“报警窗口”和“报 警指示器”。
6.层的应用 (1)层的基础知识
一个画面由32个层组成,打开项目“HMI设备向导应用”,打开和选中画 面0,再选中巡视窗口中的“层”,默认的是显示所有的层。打开“布局”任 务卡的“层”窗格,画面中的矩形和园在层_0,椭圆在层_2。
同时只有一个层是活动层,添加到画面的新对象被分配给活动层。开始时 层_0为活动层,“布局”任务卡用铅笔符号表示活动层。可以用右键快捷菜 单设置某一层为活动层。
2.变量的起始值:选中巡视窗口中的“值”可以组态变量的起始值。 3.HMI变量的采集模式 选中变量后选中巡视窗口中的“属性 > 属性 > 设置”,可以设置变量的3 种采集模式。 1)循环操作:按设置的采集周期,只更新当前画面中显示的和被记录的 变量。 2)循环连续:即使变量不在当前打开的画面中,运行系统也会连续更新 该变量。建议只用于那些必要的变量。 3)必要时:不循环更新变量。例如使用系统函数“LogTag”请求时才更新 变量。 4.HMI变量的采集周期 过程变量值被定期进行更新,设置采集周期时应考虑过程值的变化速率, 如果采集周期设置得太小,将不必要地增加通信的负担,默认值为1s。 5.HMI变量的限制值 如果操作员输入的变量值在设置的范围外,则不会接受输入值。 选中巡视窗口中的“属性 > 属性 > 范围”,可选择限制值由常量或HMI变 量提供。可以在“ HMI变量”编辑器中组态模拟量报警。
西门子(EWI)基于模型的作业指导书解决方案

基于模型的作业指导书解决方案基于模型的作业指导(Model-Basic Work Instruction,简称MBI)是整个MBE体系的重要一环,是连接虚拟世界(Product)和物理世界(Production)的纽带和媒介。
传统的媒介一般是纸质媒介,如蓝图、打印的工艺卡片等。
MBI是工艺知识的集中展现。
如何将格式多样、关系复杂的产品定义、制造过程定义和沉淀的工艺知识等信息展现到制造现场或维护维修现场,并被现场人员无二义的快速理解和执行,是MBI研究的重要课题。
MBI的解决方案水平是体现MBE和数字化制造解决方案水平的重要指标。
作业指导从使用介质类型分为纸质和电子。
作业指导从使用实时性分为脱机和实时联机。
作业指导从车间执行角度分为单向展示和展示/反馈双重功能两种。
作业指导从能力角度,对应于MBE的能力矩阵,MBI大致可分为4个能力层次:● Level 0:嵌入二维图和图片的纸质作业指导。
一般国产CAPP输出的就是这种格式的工艺卡片。
有些系统从三维模型截图嵌入卡片中,也是属于这个能力层次。
● Level 1:嵌入三维模型的电子作业指导文件。
这种作业指导一般都不需要打印。
很多三维创作软件也能实现这种能力的作业指导(注1)。
● Level 2:嵌入三维模型的在线作业指导系统。
这种作业指导能直接从三维工艺系统中获取结构化的工艺信息(注2)。
● Level 3:嵌入三维模型、能反馈的在线作业指导系统。
除了Level 2能力,还支持现场执行中的操作记录、过程检验数据、FAI(First Article Inspection,首件检验)等实物技术状态的反馈。
这种能力的实现往往需要和MES结合。
注1:三维创作软件仅仅能实现三维作业指导的创作功能,而往往并不具备核心的三维工艺管理。
注2:仅仅实现三维电子作业指导文件在线浏览或下载的系统,属于Level 1。
仅仅实现二维电子作业指导文件在线浏览或下载的系统,属于Level 0。
simatic logon 域控
simatic logon 是西门子工业自动化产品中心提供的一款用于用户管理和权限控制的软件。
它在工业自动化领域中被广泛应用,可以帮助用户实现对设备和系统的安全管理,保障生产过程的稳定和可靠。
simatic logon 的域控功能是其重要的特性之一,它为用户提供了便利的统一身份验证和权限管理机制。
在工业自动化领域,用户可能需要同时登录多个设备和系统进行操作,而域控功能可以让用户只需进行一次登录,就能够方便地访问所有需要操作的设备和系统。
这极大地提高了操作效率,也减少了用户管理的工作量。
在具体的使用过程中,simatic logon 的域控功能可以通过以下方式实现:1. 用户身份验证:simatic logon 可以与公司的域服务器进行集成,将域用户导入到其内部系统中。
用户在登录时,通过提供域账号和密码进行身份验证,从而实现对用户身份的确认。
2. 单点登录:通过域控功能,用户只需进行一次登录操作,即可在同一个域内访问所有相关的设备和系统。
这样就避免了重复登录的麻烦,提高了用户的工作效率。
3. 权限管理:simatic logon 的域控功能还可以实现对用户权限的统一管理。
系统管理员可以在域服务器上对用户进行权限配置,指定其可以访问的设备和系统,也可以限制其对不同资源的操作权限,从而确保安全和稳定的生产环境。
通过以上功能,simatic logon 的域控功能为用户带来了诸多便利。
它可以帮助企业建立统一的权限管理体系,减少人为的错误和操作失误,提高生产运行的可靠性和稳定性。
simatic logon 的域控功能在工业自动化领域中发挥着重要的作用。
它不仅为用户提供了便利的操作体验,也为企业的信息安全和生产稳定性提供了有力保障。
希望未来西门子工业自动化产品中心能够不断优化和升级 simatic logon 的功能,更好地满足用户的需求,推动工业自动化技术的发展和进步。
simatic logon的域控功能在工业自动化领域中的重要作用备受认可。
操作手册西门子系列

西门子802D数控铣床第一章数控系统面板1.1数控系统面板1.2机床控制面板1.3屏幕显示区显示屏右侧和下方的灰色方块为菜单软键,按下软键,可以进入软键左侧或上方对应的菜单。
有些菜单下有多级子菜单,当进入子菜单后,可以通过点击“返回”软键,返回上一级菜单。
第二章手动操作2.1返回参考点1.进入系统后,显示屏上方显示文字:0030:急停。
点击急停键,使急停键抬起。
这时该行文字消失;2.按下机床控制面板上的点动键,再按下参考点键,这时显示屏上X、Y、Z坐标轴后出现空心圆(如下图);3.分别按下、、键,机床上的坐标轴移动回参考点,同时显示屏上坐标轴后的空心圆变为实心圆,参考点的坐标值变为0。
2.2 JOG运行方式1.按下机床控制面板上的点动键;2.选择进给速度;3.按下坐标轴方向键,机床在相应的轴上发生运动。
只要按住坐标轴键不放,机床就会以设定的速度连续移动。
使用机床控制面板上的进给速度修调旋钮选择进给速度:右键点击该旋钮,修调倍率递增;左键点击该旋钮,修调倍率递减。
用右键每点击一下,增加5%;用左键每点击一下,修调倍率递减5%。
先按下快进按键,然后再按坐标轴按键,则该轴将产生快速运动。
1.按下机床控制面板上的“增量选择”按键,系统处于增量进给运行方式;2.设定增量倍率;3.按一下“+X”或“-X”按键,X轴将向正向或负向移动一个增量值;4.依同样方法,按下“+Y”、“-Y”、“+Z”、“-Z”按键,使Y、Z轴向正向或负向移动一个增量值;5.再按一次点动键可以去除步进增量方式。
1.点击“设置”下方的软键;2.显示如下窗口,可以在这里设定JOG进给率、增量值等;3.使用光标键移动光标,将光标定位到需要输入数据的位置。
光标所在区域为白色高光显示。
如果刀具清单多于一页,可以使用翻页键进行翻页;4.点击数控系统面板上的数字键,输入数值;5.点击输入键确认。
2.3 MDA运行方式1.按下机床控制面板上的MDA键,系统进入MDA运行方式:2.使用数控系统面板上的字母、数字键输入程序段。
plc 人机界面元素之IO域上

D7
D3
D0
0 0 0 0 0 0 0 0 0 1 0 0 1 0 0 0 源变量 源 变 量: 72:0000 0000 0100 1000
用“0” 填充
按 位 与 运 算
目 标 变 量:
0
0
0
000Fra bibliotek00
0
0
0
0
1
0
0
1
中间变量 要移动的位数:3
0
0
0
0
0
0
0
0
0
0
0
0
1
0
0
0
要屏蔽位 要屏蔽的位数:8:0000 0000 0000 1000 数设置值
说明 如果源变量为有符号的整型数据类型,且带有符号“-”,则最左侧位为“1”。符号位向右侧移动后,该位将由“0”填充。符号变 为“+”。
说明 如果组态后更改 HMI 目标设备的设备版本(如,将“13.1.0”更改为“13.0.0”或相反),则必须对该系统函数的参数进行检查和 测试。 在设备版本 V13.1.0 及更高版本中,“源变量”和“目标变量”参数支持数据类型“Char”和“Word”。在设备版本 V13.1.0 及以下版 本中,这些参数必须指定为其它数据类型: “SInt”,而非“Char” “Int”,而非“Word” 否则,可能导致意外结果。如,所组态的系统函数出错或意外结果。
按钮所有的触控输入事件都可以调用列表当中各个项 目当中的函数,每个项目当中都有很多个函数,下图“编 辑位”项目当中,在按钮输入事件为单击、释放、激活、 取消激活和更改5种触发事件是都有7个函数可选,如下图 所示。事件“按下”多了一个“按下键时置位位”函数见 下图红框当中的内容。
西-门子触摸屏实现监控-PLC-所有输入输出IO (2)
PEEK指令说明
PLC程序
此例中选择读取输 入输出
PLC数据块DB276结构
PLC程序
插入文本
西门子触摸屏程序设置
插入文本域
西门子触摸屏程序设置—输入本域
插入I/O域
西门子触摸屏程序设置—输入I点监控
西门子触摸屏程序设置—输入I点监控
5,插入 第二个符号I/O域,以显示对应I/O的注释 插入第2符号个I/O域
前面第一个IO域对应变量是DB276_I/O_输入显 示文本1,第二个是DB276_I/O_输入显示2 后面第三至第第八个依次类推
西门子触摸屏程序设置—输出Q点监控
6,插入I/O域
插入I/O域
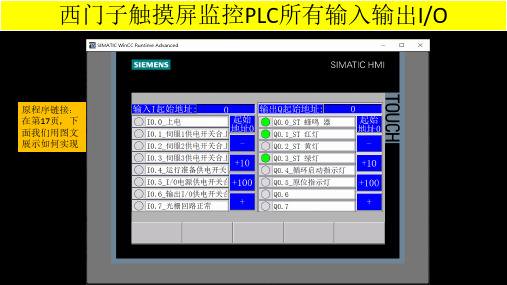
西门子触摸屏监控PLC所有输入输出I/O
原程序链接: 在第17页,下 面我们用图文 展示如何实现
西门子触摸屏监控PLC所有输入输出I/O
输入要查看的I/O地址 显
示
输 入
按下此按钮输入输 地址返回0
输
出
地
输入输出地址减1
址 的
输入输出地址加10
8
输入输出地址加100
个
位
输入输出地址加1
的
状
态
PLC程序
插入第1符号个I/O域
西门子触摸屏程序设置—输入Q点监控
10,插入 第二个符号I/O域,以显示对应I/O的注释
前面第一个IO域对应变量是DB276_I/O_输入显 示文本1,第二个是DB276_I/O_输入显示2 后面第三至第第八个依次类推
插入第2符号个I/O域原程序网盘链接及二维码链接:https:/// s/1QL-zbQUbwcj7th30rZV_qQ 提取码:e2rw
西门子软件操作及IO口连接概要
7. 注释
梯形图编辑器中的Network n表示每个网络或梯
级,同时又是标题栏,可以在此为每个网络或梯 级加标题或必要的注释说明使程序更加清晰易懂。 双击Network n区域,弹出对话框,可以在“网 络题目”文本框中输入相关标题,在“网络注释”
文本框中输入注释。
8. 语言转换
STEP 7-Micro/WIN编程软件可以实现梯形图、指令表和
图1.6
设置脉冲捕捉
4. 输出表配置
图1.7
设置输出表(复制)
返回本节
1.3
编程
• 1.3.1 程序来源 • 1.3.2 编辑程序
返回本章首页
1.3.1 程序来源
• 程序文件来源有 3 个: 打开、上装和新建。 • 1. 打开 • 打开一个磁盘中已有的 程序文件,可用菜单 File|Open , 在 弹 出 的 对话框中选择打开的程 序文件;也可用工具条 中 的 Open 按 钮 来 完 成 。图 1.8 为 一个打开 的 在指令树窗口中的程序 结构。
文件更名:对于新建项目文件,点击菜单“文 件”→“另存为”,在弹出的对话框中键入更 改名称。项目存放在扩展名为.mwp的文件中。 主程序的默认名称为MAIN,任何项目文件的主 程序只要一个。
图1.9
新建程序的结构
• (3)添加一个子程序或(4)中断程序
• 添加子程序或中断程序: 添加子程序(或中断程序)的 方法有3种: • 一是在指令树窗口中右击“程序块”图标,在弹出的对话 框中单击“插入子程序”实现;二是用菜单命令“编辑 ”→“插入”→“子程序”实现;三是在编辑窗口右击编 辑区,选择“插入”→“子程序”实现。新生成的子程序 或中断程序根据已有的数目,子程序的默认名称为SBRn,中断程序的默认名称为INTn,用户可以自行更名。
西门子人机界面
摘要本次创新实验的题目是基于西门子人机界面的清洗控制系统设计,人机界面清洗设计是计算机科学和认知心理学两大学科相结合的产物,同时也吸收了语言学、人机工程学和社会学等学科的研究成果。
在工艺设计中,人机界面设计的好坏与设计者的经验有直接有关系,有些原则对几乎所有良好的人机界面的设计都是适用的,一般地可从可交互性、信息、显示、数据输入等方面考虑:原则1:在同一用户界面中,所有的菜单选择、命令输入、数据显示和其他功能应保持风格的一致性。
风格一致的人机界面会给人一种简洁、和谐的美感。
原则2:对所有可能造成损害的动作,坚持要求用户确认。
西门子人机界面的清洗控制系统设计建模过程和其它设备的确定,创建系统功能的外部模型设计模型主要是考虑软件的数据结构、总体结构。
确定为完成此系统功能人和计算机应分别完成的任务。
逐步求精和面向对象分析等技术同样适用于任务分析。
逐步求精技术可把任务不断划分为子任务,直至对每个任务的要求都十分清楚;而采用面向对象分析技术可识别出与应用有关的所有客观的对象以及与对象关联的动作。
目录摘要 (I)1 绪论 (1)1.1 课题研究的背景及意义 (1)1.2 人机界面的历史进程 (2)1.3 人机界面在国内外发展前景 (3)1.4 人机界面的综合分析 (3)1.5 本课题研究的主要目的与内容 (5)2 西门子人机界面清洗控制系统的综合分析设计 (6)2.1 人机界面的工作过程 (6)2.2人机界面清洗控制系统的人机界面的方法介绍 (7)2.3人机界面清洗控制系统的出现的故障和解决方案 (8)2.4人机界面清洗控制系统流程图的设备介绍 (11)2.4.1人机界面清洗控制系统总图 (11)2.4.2人机界面清洗控制系统手动部分分析 (13)2.4.3人机界面清洗控制系统自动部分分析 (13)2.4.4人机界面清洗控制系统预处理界面部分分析 (15)2.4.5 人机界面清洗控制系统I线II线启动后界面分析 (15)2.5人机界面清洗控制系统中的介质流向检测参数 (16)2.5.1清洗过程初步阐述 (16)2.5.2清洗控制系统的主要组成 (16)2.5.3清洗控制系统监测参数的监测位置和手段 (17)2.5.4清洗过程中设备开关的作用 (20)2.6 本章小结 (22)3 实验装置的设计 (23)3.1 人机界面清洗控制系统的设计思路 (23)3.2人机界面清洗控制系统的分析与建模 (24)3.2.1人机界面清洗控制系统的分析 (24)3.2.2人机界面清洗系统的建模过程 (24)3.3人机界面清洗控制系统的开关介绍和设置 (25)3.3.1开关的介绍 (25)3.3.2开关的建立 (26)3.4人机界面清洗控制系统的按钮介绍和设置 (27)3.4.1人机界面按钮的介绍 (27)3.4.2按钮的生成 (28)3.5人机界面清洗控制系统域的介绍和设置 (28)3.5.1有关域的介绍 (28)3.5.2如何生成域 (28)3.5.3人机界面清洗系统I/O域的生成 (29)3.5.4清洗控制系统的文本域的生成 (30)3.6人机界面清洗控制系统的组态报警的介绍 (31)3.6.1报警的基本信息 (31)3.6.2报警的建立 (32)3.7本章小结 (33)参考文献 (34)总结 (35)个人实验作图照片 (36)1 绪论1.1 课题研究的背景及意义以前,在工业自动化领域以太网只是用于信息监控、编程和诊断等。
PLC西门子 大作业_9种程序
9)当轿厢停于2层时,若按SB4或SB1,接着按SB7或SB3,则轿厢下降至1层停。
拓展功能:
1)实行单方向运行,即一个方向完毕后再进行另一方向。例如:电梯在一楼,乘客进入,内呼3楼,2楼有一乘客欲去1楼,却按了上呼按钮,则电梯升至2层停,继续上升至3层,再返回1层。
2)增加轿厢内部开门和关门按钮。
3)增加防加紧功能,即电梯关门受阻后会开门,到底后再关门。
4)增加内部上行指示和下降指示。
9.2
I
对应输入
O
对应输出
I0.1
内呼一层SB1
Q0.1
一层指示灯E1
I0.2
内呼二层SB2
Q0.2
二层指示灯E2
I0.3
内呼三层SB3
Q0.3
三层指示灯E3
I0.4
一层上呼SB4
1
1.1
实际生产过程中(例如电厂输煤系统的传送带控制)常常要求控制几台电动机顺序启动、逆序停止。例如,如果要求按下启动按钮甲电动机开始启动,延时5S后乙电动机自动启动;按下停止按钮乙电动机先停止,延时2S后甲电动机自动停止,即要求实现2台电动机的顺序启动和逆序停止。试设计4台电动机的顺序启动和逆序停止的PLC控制程序,要求按下启动按钮后依次间隔5s后启动,按下停止按钮后逆序依次间隔2s停止。
4)当轿厢停于3层时,若按SB5或SB6或SB2,则轿厢上升至2层停。
5)当轿厢停于1层时,若按SB6或SB2,同时按SB7或SB3,则轿厢上升至2层暂停,继续上升至3层停。
6)当轿厢停于1层时,若按SB5,同时按SB7或SB3,则轿厢上升至3层暂停,继续下降至2层停。
西门子人机界面触摸屏组态与应用技术课件第4章

打开“库”任务卡的全局库的“\Buttons and Switches\主模板\ PlotLights” 文件夹,将其中的PlotLight_Round_G拖拽到根画面中。适当调节它的大小和 位置。 设置指示灯连接的变量为“位变量2”。模式为“双状态”。
4.3 I/O域组态
1.I/O域的分类 1)输出域:只显示变量的数值; 2)输入域:用于操作员输入要传送到PLC指定地址的数字、字母或符号。 3)输入/输出域:同时具有输入和输出功能,用它来修改变量的数值,并将 修改后的数值显示出来。 2.I/O域的组态 打开项目“开关与I/O域组态”,再打开名为“I/O域”的画面。将工具箱中 的I/O域拖拽到画面上,用鼠标调节它的位置和大小。在画面中创建3个I/O域对 象。设置这3个I/O域的模式分别为“输入”“输出”和“输入/输出”。 输入域和输出域连接的变量均为Int型“变量1”,“显示格式”均为“十进 制”。输入域显示4位整数,参数“移动小数点”(小数部分的位数)为0, “格式样式”为9999(4位)。输出域显示3位整数和1位小数,“移动小数 点”为1位,“格式样式”为99999(5位,小数点也要占位)。 输入/输出域连接字符型变量“变量2”,它的长度为8个字节。将它的“显示 格式”设置为“字符串”,“域长度”为8个字节。选中巡视窗口的“外观 ”,组态输入域有黑色的边框,背景色为浅蓝色。
第4章 画面对象组态
4.1 按钮组态
按钮最主要的功能是在单击它时执行事先组态好的系统函数。 4.1.1 用按钮修改变量的值
1.用按钮增减变量的值 打开例程“按钮组态”,双击项目树中的“根画面”,打开画面编辑器。 将工具箱中的“按钮”拖拽到画面工作区,用鼠标调节按钮的位置和大小。 单击选中放置的按钮,选中巡视窗口的“属性 > 属性 > 常规”,设置按钮 的模式为“文本”,按钮未按下时显示的文本为“+5”,不勾选“按钮‘按 下’时的文本”复选框。 组态按钮的背景色为浅灰色,字符为黑色。设置在单击该按钮时,执行 “计算脚本”文件夹中的函数“增加变量”。被增加的变量为PLC变量“变 量1”,增加值为5。 用复制和粘贴的方法生成另外一个按钮,设置其文本 为“-5”,在出现“单击”事件时,执行系统函数“减少变量”,被减少的 变量为“变量1”,减少值为5。
plc 人机界面元素之IO域下

HMI变 量注释
HMI变量连接的PLC变量在PLC当 中的注释,创建变量时自动添加
索引号
HMI的内部或外部变量,变量值确定IO域控件对哪个变量的过程值 进行显示或者数据设定。变量的值与列表的哪个索引对应,就访问哪个 变量,变量也可以设置限制值和线性标定。(指针的技数容量决定可指 向的变量个数)
变量列表
设置变量为指针化步骤
1
HMI内部变量,我们为了讲解
方便,命名为“指针化变量”
2
点击“编辑”按钮,打开变量设置对话框,也可以在HMI变量列表当中选择变量,右键单击,在快接菜 单当中选择属性,在画面下面的属性栏当中进行变量的设置,与打开属性对话框的设置是一个的效果
OI域在连接具有指针化属性的变量时,和连接普通变量一样的设置,只是根据“索引变量”(指针)的值 来确定指针访问列表当中的变量,这时,需要访问哪个变量,就需要通过屏幕事件或者PLC程序来改变指 针的数值。
5-6 人机界面元素之IO域下
勾选“线性标定”选项后,可以在HMI变量与PLC变量连接时通过线 性换算,使过程变量的显示和设定值,更加符合人的习惯。
比如变频器的频率设定是0-50Hz,电动机的转速在50Hz时是 2800r/s,我们通过线性标定,可以实现电动机频率设定改为转速设 定,如上面的设定。 在设定后,变量的“范围”选项当中的限值和IO域显示宽度也要调 整,以适合新的数值设置和显示部链接的变量类型才有此选项)
变量的起始值
运行系统启动时的变量值 可以为数字变量组态和日期/时间值变量组态一个起始值。 运行系统启动时变量将预置 为该值。 采用这种方式,可确保运行系统启动时变量具有已定义的状态。 对于外部变量,起始值将显示在 HMI 设备上,直到由 PLC 或输入所覆盖。 如果未组态起始值,那么在启动运行系统时该变量的值为“0”。 在 WinCC Runtime Professional 中,可以在变量的起始值处输入“字符串”数据类型的 变量值。 变量值保存在“项目文本”(Project texts) 编辑器中,并支持多语言。 文本转 换后,将作为与语言相关的起始值显示在运行系统中。 应用示例 可将默认值分配给 I/O 域。 输入期望的默认值作为与 I/O 域链接的变量的起始值。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
姓名: 学号: 班级:2012机电一体化
一、双击桌面上的图标,打开软件
二、新建项目
1. 新建项目后,插入西门子300站点 2. 双击右边西门子300站点:SIMATIC 300(1),选择硬件
三、选择硬件
1. 选择西门子300的支架
2、选择电源 3、选择CPU 4、选择输入、输出
四、记下IP地址的前三位
Hale Waihona Puke 五、打开仿真器六、编辑程序
选择西门子300里的“块”,双击“OB1”,打开程序编辑 器
七、编辑程序
八、插入人机界面
九、编辑人机界面
1. 2. 3. 4.
建立连接 设置变量 增加一个画面 对画面内的各内容连接变量
十、运行
下载所有组件,运行监控
十一、查看效果