标准麻花钻尺寸表
麻花钻头的种类及规格
麻花钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.CZ-80 CZ-50磁力钻/磁座钻技术参数。
麻花钻标准

麻花钻标准麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。
切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。
为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。
柄部--钻头的夹持部分,并用来传递扭矩。
柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。
麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
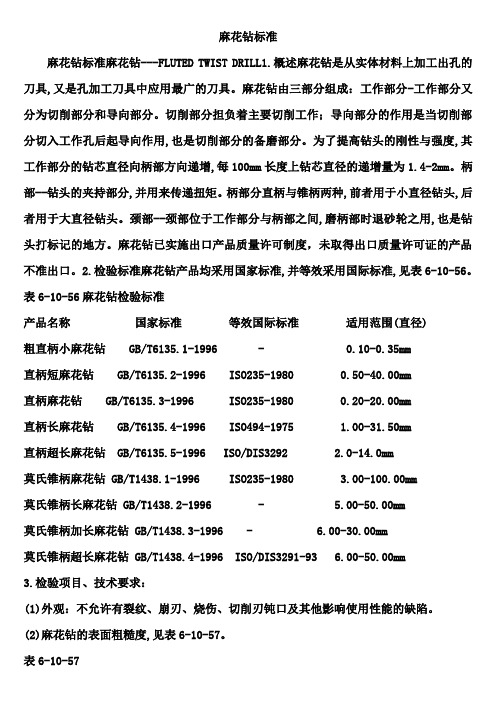
2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。
表6-10-56麻花钻检验标准产品名称国家标准等效国际标准适用范围(直径)粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm3.检验项目、技术要求:(1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
麻花钻标准

麻花钻标准麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。
切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。
为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。
柄部--钻头的夹持部分,并用来传递扭矩。
柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。
麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。
表6-10-56麻花钻检验标准产品名称国家标准等效国际标准适用范围(直径)粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm3.检验项目、技术要求:(1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
麻花钻标准
麻花钻标准麻花钻标准麻花钻---FLUTED TWIST DRILL1.概述麻花钻是从实体材料上加工出孔的刀具,又是孔加工刀具中应用最广的刀具。
麻花钻由三部分组成:工作部分-工作部分又分为切削部分和导向部分。
切削部分担负着主要切削工作;导向部分的作用是当切削部分切入工作孔后起导向作用,也是切削部分的备磨部分。
为了提高钻头的刚性与强度,其工作部分的钻芯直径向柄部方向递增,每100mm长度上钻芯直径的递增量为1.4-2mm。
柄部--钻头的夹持部分,并用来传递扭矩。
柄部分直柄与锥柄两种,前者用于小直径钻头,后者用于大直径钻头。
颈部--颈部位于工作部分与柄部之间,磨柄部时退砂轮之用,也是钻头打标记的地方。
麻花钻已实施出口产品质量许可制度,未取得出口质量许可证的产品不准出口。
2.检验标准麻花钻产品均采用国家标准,并等效采用国际标准,见表6-10-56。
表6-10-56麻花钻检验标准产品名称国家标准等效国际标准适用范围(直径)粗直柄小麻花钻 GB/T6135.1-1996 - 0.10-0.35mm直柄短麻花钻 GB/T6135.2-1996 ISO235-1980 0.50-40.00mm直柄麻花钻 GB/T6135.3-1996 ISO235-1980 0.20-20.00mm直柄长麻花钻 GB/T6135.4-1996 ISO494-1975 1.00-31.50mm直柄超长麻花钻 GB/T6135.5-1996 ISO/DIS3292 2.0-14.0mm莫氏锥柄麻花钻 GB/T1438.1-1996 ISO235-1980 3.00-100.00mm莫氏锥柄长麻花钻 GB/T1438.2-1996 - 5.00-50.00mm莫氏锥柄加长麻花钻 GB/T1438.3-1996 - 6.00-30.00mm莫氏锥柄超长麻花钻 GB/T1438.4-1996 ISO/DIS3291-93 6.00-50.00mm3.检验项目、技术要求:(1)外观:不允许有裂纹、崩刃、烧伤、切削刃钝口及其他影响使用性能的缺陷。
麻花钻头规格型号大全

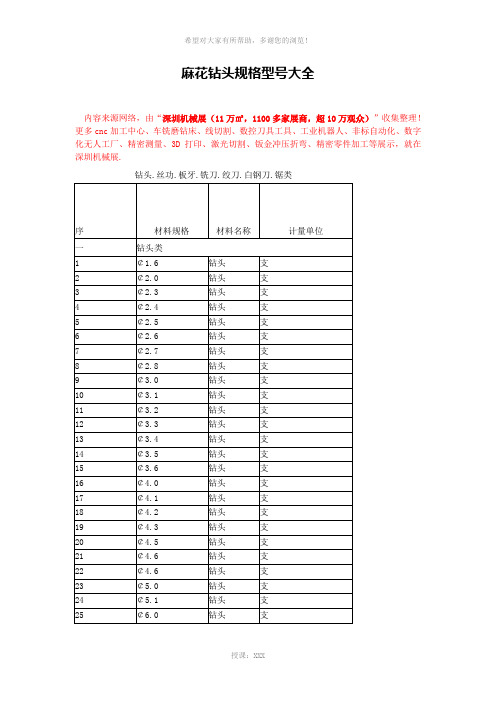
钻头规格介绍钻头规格表钻头规格有哪些
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展
钻头规格介绍钻头规格表钻头规格有哪些
钻头是一种旋转而头端有切削能力的工具。
一般以碳钢SK,或高速钢SKH2,SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床、手电钻等工具机上使用。
下面介绍一下钻头规格:
麻花钻头规格:Φ1.0、Φ1.5、Φ2.0、Φ2.5、Φ3.0、Φ3.2、Φ3.3、Φ3.5、Φ3.8、Φ4.0、Φ4.2、Φ4.5、Φ4.8、Φ5.0、Φ5.2、Φ5.5、Φ5.8、Φ6.0Φ、6.2、Φ6.5、Φ6.8、Φ7.0、Φ7.2、Φ7.5、Φ7.8、Φ8.0、Φ8.2、Φ8.5、Φ8.8、Φ9.0、Φ9.2、Φ9.5、Φ10.0、Φ10.2、Φ10.5、Φ11.0、Φ12.0、Φ12.5、Φ13.0、Φ13.5、Φ14
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。
麻花钻头的种类及规格[宝典]
![麻花钻头的种类及规格[宝典]](https://img.taocdn.com/s3/m/a7b29b93b8d528ea81c758f5f61fb7360a4c2b41.png)
麻花钻头的种类及规格1. 钻头是一种旋转而头端有切削能力的工具,一般以碳钢SK,或高速钢SKH2, SKH3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机上使用。
2. 钻头种类A.依构造分类(1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成.(2).端焊式钻头,钻顶部位由碳化物焊接而成.B.依钻枘分类(1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄.(2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度.C.依用途分类(1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°, 75°, 90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合.(2).麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头.(3).超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工.(4).油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止(5).深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。
深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑(6). 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头.(7). 锥度钻头: 当加工模具进料口时,可使用锥度钻头.(8). 圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆.(9).圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°,60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种.(10).三角钻头: 一种电钻所使用之钻头,其钻柄制成三角形之面,使夹头可确实固定钻头.CZ-80 CZ-50磁力钻/磁座钻技术参数。
麻花钻头规格型号大全
麻花钻头规格型号大全
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
钻头.丝功.板牙.铣刀.绞刀.白钢刀.锯类
”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
(注:可编辑下载,若有不当之处,请指正,谢谢!)。
讲麻花钻–结构与几何参数
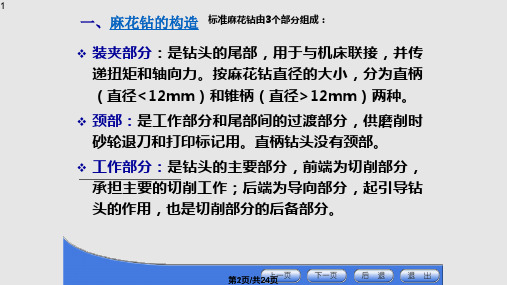
麻花钻的组成
2
第23页/共的螺旋槽, 是容屑和排屑的通道。
导向部分磨有两条棱边,为了减少与加工孔壁的 摩擦,棱边直径磨有(0.03~0.12)/100的倒锥量 (即直径由切削部分顶端向尾部逐渐减小),从而形成 了副偏角κ'r。
麻花钻的两个主切削刃由钻芯连接, 为了增加钻头的强度和刚度,钻芯制成 正锥体(锥度为(1.4-2)/100)。
z ac aw
2
f d0 4
f d0 2
第178页/共24页
18
二、钻削力与扭矩
来源与组成
钻削力来源于工件材料的变形抗力,以及钻头和切 屑、工件间的摩擦力。
标准麻花钻有五个切削刃:两个主切削刃、两个副切 削刃、一个横刃。因此钻头的轴向力F和扭矩M由各切 削刃上总的轴向力与各切削刃上的扭矩总和构成。
第第190页页/共/共2244页页
10
端面刃倾角ST 在端面投影中主切削刃与基面间的夹角。
切削刃上不同点的端面刃倾角是不同的, 外缘处的ST最小,靠近钻心处的ST最大。
标准麻花钻主切削刃的端面刃倾角总为负值。
第110页/共24页
11
前角0 在正交平面内测量的前刀面与基面间的夹角。
由于钻头的前刀面是螺旋面,且各点处的基面 和正交平面位置亦不相同,故主切削刃上各处的前
第145页/共24页
15
第二节 钻削原理
一、钻削用量与切削层要素 钻削运动
❖ 主运动:钻头的旋转运动(钻床),或工件的旋转 运动(车床)。
❖ 进给运动:钻头沿轴线作直线进给运动(钻床), 或工件沿钻头轴线作直线进给运动(铣床)
第156页/共24页
16
1.切削速度v
指钻头主切削刃外缘处的线速度。