三维表面形貌仪测皮革表面粗糙度
三维表面粗糙度测量方法综述
Review of measurement methods for areal surface roughness
HE Bao-feng* ,DING Si-yuan,WEI Cui-e,LIU Bing-xian,SHI Zhao-yao
(Beijing Engineering Research Center of Precision Measurement Technology and Instruments, Beijing University of Technology,Beijing100124,China) *Corresponding author,E-mail:baofenghe@bjut.edu.cn
nanometer-scale surface roughness analysis methods.The applications and limitations of existing methods are also analyzed,and the direction for future development is presented. Key words:areal surface roughness;measurement methods;contact measurement;non-contact meas-
SuperView W1光学3D表面轮廓仪粗糙度分析操作步骤

SuperView W1光学3D表面轮廓仪粗糙度分析操作步骤
SuperView W1光学3D表面轮廓仪是一款用于对各种精密器件及材料表面进行亚纳米级测量的检测仪器。
它是以白光干涉技术为原理、结合精密Z向扫描模块、3D建模算法等对器件表面进行非接触式扫描并建立表面3D图像,通过系统软件对器件表面3D图像进行数据处理与分析,并获取反映器件表面质量的2D、3D参数,从而实现器件表面形貌3D测量的光学检测仪器。
SuperView W1光学3D表面轮廓仪粗糙度分析操作步骤:
1.将样品放置在夹具上,确保样品状态稳定;
2.将夹具放置在载物台上;
3.检查电机连接和环境噪声,确认仪器状态;
4.使用操纵杆调节三轴位置,将样品移到镜头下方并找到样品表面干涉条纹;
5.完成扫描设置和命名等操作;
6.点击开始测量(进入3D视图窗口旋转调整观察一会);
7.进入数据处理界面,点击“去除外形”,采用默认参数,点击应用获取样品表面粗糙度轮廓;
8.进入分析工具模块,点击参数分析,直接获取面粗糙度数据,点击右侧参数标准可更换参数标准,增删参数类型;
9.如果想获取线粗糙度数据,则需提取剖面线;
10.进入数据处理界面,点击“提取剖面”图标,选择合适方向剖面线进行剖面轮廓提取;
11.进入分析工具界面,点击“参数分析”图标,点击右侧参数标准,勾选所需线粗糙度相关参数,即可获取线粗糙度Ra数据。
美国NANOVEA公司的三维非接触式表面形貌仪

美国NANOVEA公司的三维非接触式表面形貌仪一、 产品简介美国NANOVEA公司是一家全球公认的在微纳米尺度上的光学表面轮廓测量技术的领导者,生产的三维非接触式表面形貌仪是目前国际上用在科学研究和工业领域最先进表面轮廓测量设备,采用目前国际最前端的白光轴向色差原理(性能优于白光干涉轮廓仪与激光干涉轮廓仪)对样品表面进行快速、重复性高、高分辨率的三维表面形貌、关键尺寸测量、磨损面积、磨损体积、粗糙度等参数的测量。
二、产品分类该公司的三维非接触式表面形貌仪主要有4款:JR25、PS50、ST400与HS1000(区别见技术参数):JR25便携式三维表面轮廓仪:野外操作或不可拆卸部件的理想选择·便携式表面形貌仪·结构紧凑,性价比高·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:25mm×25mmPS50表面轮廓仪:科研单位与资金不足企业的最佳选择·性价比高·结构紧凑·替代探针式轮廓仪和干涉式轮廓仪·应用范围广·测量范围:50mm×50mmST400表面轮廓仪:·应用范围广·适合大样品的测试·测量范围:150mm×150mm·360O旋转工作台·带彩色摄像机(测量前可自动识别特征区域)HS1000表面轮廓仪:·适用于高速超快自动测量场合·超高的扫描速度(可达1m/s,数据采集频率可达31KHz,最高可达324KHz)·能保证超高平整度和稳定性(花岗石平台)三、测量原理简介:Nanovea 公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
•利用白光点光源,光线经过透镜后产生色差,不同波长的光分开后入射到被测样品上。
• 位于白光光源的对称位置上的超灵敏探测器系统用来接收经被测样品漫反射后的光。
表面轮廓仪(HS1000
HS1000表面轮廓仪(美国NANOVEA
产品介绍:
HS1000型三维表面形貌仪是一款高速的三维形貌仪,最高扫描速度可达1m/s,采用国际领先的白光共聚焦技术,可实现对材料表面从纳米到毫米量级的粗糙度测试,具有测量精度高,速度快,重复性好的优点,该仪器可用于测量大尺寸样品或质检现场使用。
·适用于高速超快自动测量场合
·超高的扫描速度(可达1m/s,数据采集频率可达31KHz,最高可达324KHz)·能保证超高平整度和稳定性(花岗石平台)
产品图片:
产品特性:
1,采用白光共聚焦色差技术,可获得纳米级的分辨率
2,测量具有非破坏性,测量速度快,精确度高
3,测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);
4,尤其适合测量高坡度高曲折度的材料表面
5,不受样品反射率的影响
6,不受环境光的影响
7,测量简单,样品无需特殊处理
8,Z方向,测量范围大:为27mm
主要技术参数:
1,扫描范围:400mm×600mm(最大可选600mm*600mm)
2,扫描步长:5nm
3,扫描速度:1m/s
4,Z方向测量范围:27mm
4,Z方向测量分辨率:2nm
产品应用:
MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发。
表面粗糙度检测仪的测量原理

表面粗糙度检测仪的测量原理
表面粗糙度检测仪主要使用两种测量原理:光学测量和机械测量。
1. 光学测量原理:
光学测量使用激光或光纤传感器来测量表面的粗糙度。
激光或光纤传感器发出光束,照射到待测表面上,并接收反射回来的光。
根据反射光的强度、时间或相位变化,测量仪可以计算出表面的高度或轮廓,从而评估表面的粗糙度。
光学测量的优点是测量速度快,非接触式测量,适用于多种不同类型的表面,包括平面、曲面和不规则表面。
然而,光学测量受到光线的折射、散射和反射的影响,可能会引入一些误差。
2. 机械测量原理:
机械测量使用机械探针或扫描探针来测量表面的粗糙度。
探针接触到表面上的凸起或凹陷部分,通过测量探针的运动来确定表面的高低差异。
常用的机械探针有千分尺、压电式探针等。
机械测量的优点是测量精度较高,适用于测量较小尺寸范围的表面粗糙度。
然而,机械探针需要接触测量,可能会对表面造成刮痕或磨损。
综合来说,表面粗糙度检测仪的测量原理根据具体的仪器和测量需求选择使用光学测量或机械测量,以获得准确的表面粗糙度数据。
三维表面形貌仪(ST400

ST400三维表面形貌仪(美国NANOVEA
产品介绍:
ST400型三维表面形貌仪是一款多功能的三维形貌仪,采用国际领先的白光共聚焦技术,可实现对材料表面从纳米到毫米量级的粗糙度测试,具有测量精度高,速度快,重复性好的优点,该仪器可用于测量大尺寸样品,并具有多种选项,包含360°旋转工作台,原子力显微镜模块,光学显微镜,特征区域定位等多种功能模块。
·应用范围广
·适合大样品的测试
·测量范围:150mm×150mm
·360O旋转工作台
·带彩色摄像机(测量前可自动识别特征区域)
1355/ 2027/ 062 云
产品特性:
1,采用白光共聚焦色差技术,可获得纳米级的分辨率
2,测量具有非破坏性,测量速度快,精确度高
3,测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…);
4,尤其适合测量高坡度高曲折度的材料表面
5,不受样品反射率的影响
6,不受环境光的影响
7,测量简单,样品无需特殊处理
8,Z方向,测量范围大:为27mm
主要技术参数:
1,扫描范围:150mm×150mm(最大可选600mm*600mm)
2,扫描步长:0.1μm
3,扫描速度:20mm/s
4, Z方向测量范围:27mm
4, Z方向测量分辨率:2nm
产品应用:
MEMS、半导体材料、太阳能电池、医疗工程、制药、生物材料,光学元件、陶瓷和先进材料的研发。
表面粗糙度检测方法
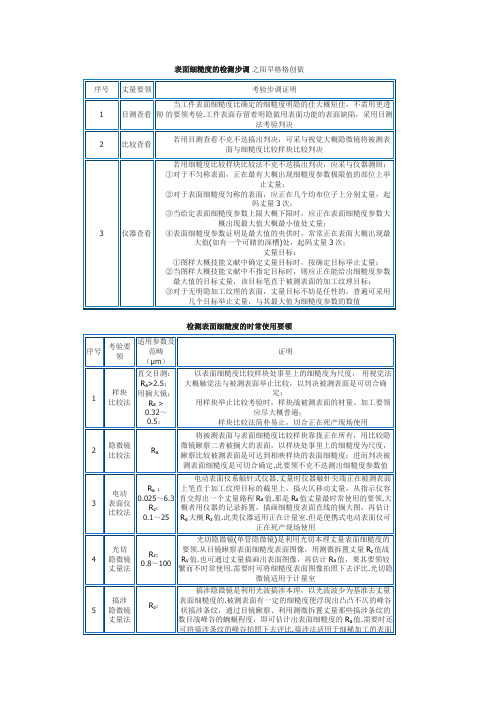
隐微镜
比较法
Ra
将被测表面与表面细糙度比较样块靠拢正在所有,用比较隐微镜瞅察二者被搁大的表面,以样块处事里上的细糙度为尺度,瞅察比较被测表面是可达到相映样块的表面细糙度;进而判决被测表面细糙度是可切合确定.此要领不克不迭测出细糙度参数值
3
电动
表面仪
比较法
Ra:
0.025~6.3
Rz:
0.1~25
电动表面仪系触针式仪器.丈量时仪器触针尖端正在被测表面上笔直于加工纹理目标的截里上,搞火仄移动丈量,从指示仪容直交得出一个丈量路程Ra值.那是Ra值丈量最时常使用的要领.大概者用仪器的记录拆置,描画细糙度表面直线的搁大图,再估计Ra大概Rz值.此类仪器适用正在计量室.但是便携式电动表面仪可正在死产现场使用
序号
考验要领
适用参数及
范畴(μm)
证明
1
样块
比较法
直交目测:
Ra>2.5;
用搁大镜:
Ra>上的细糙度为尺度,用视觉法大概触觉法与被测表面举止比较,以判决被测表面是可切合确定;
用样块举止比较考验时,样块战被测表面的材量、加工要领应尽大概普遍;
样块比较法简朴易止,切合正在死产现场使用
若用细糙度比较样块比较法不克不迭搞出判决,应采与仪器测厨:
①对于不匀称表面,正在最有大概出现细糙度参数极限值的部位上举止丈量;
②对于表面细糙度匀称的表面,应正在几个均布位子上分别丈量,起码丈量3次;
③当给定表面细糙度参数上限大概下限时,应正在表面细糙度参数大概出现最大值大概最小值处丈量;
④表面细糙度参数证明是最大值的央供时,常常正在表面大概出现最大值(如有一个可睹的深槽)处,起码丈量3次;
4
光切
表面粗糙度的检测方法
表面粗糙度的检测方法
表面粗糙度的检测是通过测量表面的微观形状和轮廓来评估表面质量的过程。
有多种方法可以用于表面粗糙度的检测,其中一些常见的方法包括:
表面轮廓仪(Surface Profilometer):表面轮廓仪是一种用于测量物体表面轮廓的设备。
它通过沿表面滑动或扫描,利用探测器检测高度变化,并生成相应的高度剖面图。
通过分析这些剖面图,可以得出表面的粗糙度参数。
激光干涉仪(Laser Interferometer):激光干涉仪利用激光光束的干涉效应来测量表面的高度变化。
这种方法对于高精度的表面粗糙度测量很有效,可以提供亚微米级别的分辨率。
原子力显微镜(Atomic Force Microscope,AFM):AFM是一种在原子尺度上测量表面形状和粗糙度的工具。
它使用微小的探针扫描样品表面,通过探测器的运动来生成高分辨率的表面图像。
表面粗糙度仪(Surface Roughness Tester):这是一种专门用于测量表面粗糙度的便携式仪器。
通常采用钻头或球形探头,测量表面在垂直方向的高低变化,并输出相应的粗糙度参数,如Ra、Rz等。
光学显微镜:在一些情况下,使用光学显微镜可以对表面进行观察和评估。
虽然其分辨率较低,但对于一些较大尺度的粗糙度评估仍然有效。
在选择适当的检测方法时,需要考虑表面的特性、粗糙度范围和检测精度的要求。
根据具体的应用场景,可以选择最合适的工具和技术。
表面形貌,表面粗糙度

生物材料的表面形貌对它的性质起着重要的作用,许 多物理、化学过程都在物质表面进行或与表面有着 密切的关系。
粗糙程度、孔隙率、粒度大小、表面积等
生物相容性作为评价生物材料的重要指标,除了与 材料表面化学状态有关外,也与材料表面形貌密切 相关。
Detection methods
• 表面形貌
—SEM,AFM,表面形貌仪等
• 表面粗糙度
—粗糙度仪,印模法等
(轮廓仪?)
Thank you
Surface morphology
生物材料的表面形貌包括非人为的无规形貌,也包括 人为具有规则几何形状的表面形貌。
• 宏观形貌
显微形貌
1um
Surface morphology
• 表面沟槽 (Surface grooves ) • K. Anselme: cells oriented along grooves
Fig. 2 shows that all nanofabricated surfaces (nanorough,nanotextured, and nanotubular Ti) increased the adsorption of fibronectin compared to the conventional Ti surfaces (Fig. 7).Among the nanofabricated surfaces, nanotextured and nanotubular Ti significantly increased fibronectin adsorption compared to the nanorough Ti (Fig. 7).
表面粗糙度测试方法

表面粗糙度测试方法表面粗糙度测试方法一、背景介绍表面粗糙度是指物体表面的不平整程度,其大小决定了物体的摩擦、光泽、涂层附着力等性能。
因此,表面粗糙度的测试对于工业生产和科学研究都具有重要意义。
二、测试原理常用的表面粗糙度测试方法包括触针式、光学式和电子式三种。
触针式是通过机械触针在被测物体表面上移动,记录其运动过程中产生的力量变化来判断其表面粗糙度;光学式则是利用光线反射或透射的方式对物体表面进行扫描和测量;电子式则是通过电子束对物体进行扫描和测量。
三、触针式测试方法1. 准备工作:选取合适的仪器(如常见的形貌仪),根据被测物体的材质选择相应材料制成的触针,并进行校准。
2. 测试流程:(1)将被测物体放置在测试台上,调整好仪器参数。
(2)将触针轻轻地放在被测物体表面上,开始测试。
(3)观察仪器显示的数据,记录下表面粗糙度的数值。
(4)根据需要,可对同一物体进行多次测试,并取平均值作为最终结果。
四、光学式测试方法1. 准备工作:选取合适的仪器(如常见的三维扫描仪),根据被测物体的材质选择相应光源和相机,并进行校准。
2. 测试流程:(1)将被测物体放置在测试台上,调整好仪器参数。
(2)启动扫描仪进行扫描,获得被测物体表面的三维数据。
(3)通过软件分析处理得出表面粗糙度的数值,并进行记录和保存。
五、电子式测试方法1. 准备工作:选取合适的仪器(如常见的扫描电镜),根据被测物体的材质选择相应电子束和检测器,并进行校准。
2. 测试流程:(1)将被测物体放置在测试台上,调整好仪器参数。
(2)启动扫描电镜进行扫描,获得被测物体表面的图像数据。
(3)通过软件分析处理得出表面粗糙度的数值,并进行记录和保存。
六、注意事项1. 不同的测试方法适用于不同类型的被测物体,需要根据实际情况选择合适的测试方法。
2. 在进行测试前需要对仪器进行校准,以保证测试结果的准确性。
3. 测试过程中应注意避免对被测物体造成损伤或污染。
4. 测试结果应及时记录和保存,以便后续分析和比较。
表面粗糙度测量仪使用说明书

表面粗糙度测量仪使用说明书一、产品概述表面粗糙度测量仪是一种用于测量工件表面粗糙度的仪器设备。
通过利用仪器的探头接触工件表面,测量工件的峰值高度差,从而判定工件的表面粗糙程度。
本产品具有测量精度高、操作简便等优点,适用于各种工业领域的表面检测与质量控制。
二、产品特点1.高精度测量:本仪器采用先进的传感技术,能够精确测量工件表面的微小高度差。
测量精度可达到0.001mm,满足各类工业标准的要求。
2.多功能操作:该测量仪器具有多种功能设置,如测量单位切换、测量值统计等。
用户可以根据需要进行相应的设置,方便实用。
3.简洁人性化设计:本产品的外观设计简洁大方,操作界面清晰易懂。
同时,仪器体积小巧,携带方便,可随时随地使用。
三、使用步骤1.接通电源:确保测量仪连接电源正常,接通电源开关。
待仪器开机后,显示屏会显示电量标示,同时开始自检程序。
2.仪器校准:确保测量的准确性,首先需要进行仪器的校准。
选择校准功能,并按照显示屏上的提示操作。
校准完毕后,仪器进入测量状态。
3.选择测量模式:根据被测工件的不同性质,选择相应的测量模式。
本仪器提供了多种测量模式,如平面测量、曲面测量等,用户可以根据需要进行选择。
4.测量操作:将测量仪探头与被测工件表面轻轻接触,确保接触牢固且垂直。
触摸完成后,测量仪会自动显示并记录测量结果。
5.数据读取:测量完成后,可以通过查看仪器显示屏上的测量结果进行读取。
同时,仪器还可通过USB接口与计算机等外部设备进行数据传输和存储。
6.仪器保养:使用完毕后,及时清理和保养测量仪器。
妥善存放,防止碰撞和损坏。
四、注意事项1.在使用本测量仪器前,请仔细阅读本说明书,并了解仪器的性能特点和操作方法。
2.使用过程中,请确保仪器连接电源稳定,以免影响测量准确性。
3.避免将测量仪器长时间暴露在高温、潮湿等环境中,以免影响仪器的正常使用寿命和测量准确性。
4.使用过程中请避免将测量仪器与硬物碰撞,以免造成仪器损坏。
NanoFocus三维表面形貌轮廓测量仪(共聚焦显微镜)运用于汽车材料检测、气缸内壁检测、钢板表面涂层检测
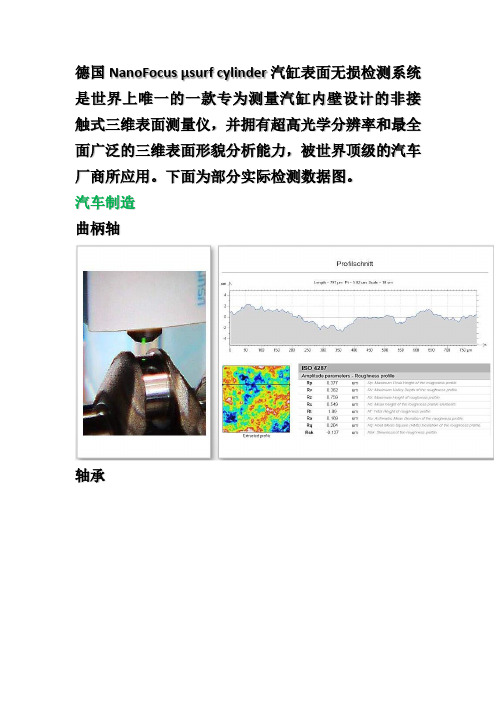
德国NanoFocus µsurf cylinder汽缸表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
下面为部分实际检测数据图。
汽车制造
曲柄轴
轴承
薄钢板
汽车外观检测
巴斯夫(BASF)作为NanoFocus合作用户,其研发的车身涂料检测,NanoFocus为其高品质产品带来简便
快捷且无任何破坏性的。
汽车制造未加工的和镀层的钢板
NanoFocus mobile(便携式三维形貌轮廓测量),基于其轻巧结构,方便携带至工厂、车间、实验室等几
乎任何地方检测,且受到周围环境影响微乎其微。
发动机气缸缸壁分析
国内应用厂商目前有上海大众,成都一汽,美捷特,中科院等汽车研究、应用方向众多客户。
缸壁磨损
德国NanoFocus 三维轮廓形貌测量仪(共聚焦显微镜)表面无损检测系统是世界上唯一的一款专为测量汽缸内壁设计的非接触式三维表面测量仪,并拥有超高光学分辨率和最全面广泛的三维表面形貌分析能力,被世界顶级的汽车厂商所应用。
美国NANOVEA公司的三维非接触式表面形貌仪资料

四、产品技术优势
1.采用国际最前端的白光轴向色像差技术,可获得最小2nm的分辨率
2.测量具有非破坏性,测量速度快,精确度高
3.测量范围广,可测透明、金属材料,半透明、高漫反射,低反射率、抛光、粗糙材料(金属、玻璃、木头、合成材料、光学材料、塑料、涂层、涂料、漆、纸、皮肤、头发、牙齿…;
6、具有精确定位功能,可以从已经扫描的区域中重新精确扫描任意特定区域。
6.2专业3D
分析软件功能:
1、创建2D,3D图像;
2、自动得到样品的线粗糙度参数(Ra,Rp,Rv,Rz,Rc,Rt,Rq,Rsk,Rku),面粗糙度(Sa,Sp,Sq,Sv,Sz,Ssk,Sku),平整度,波纹度等参数;
3、自动校准功能,例如粗糙度,一般情况下对于曲面样品,首先展平,然后自动给出粗糙度的参数;
六、测试软件:
NANOVEA软件包含两个软件:NANOVEA 3D数据采集软件与专业的3D分析软件。
6.1 3D
数据采集软件功能:
1、可采集每一个测量点的XYZ三维坐标;
2、线扫描与面扫描两种模式可供选择;
3、可设置测量范围、测量步长、扫描速度等参数;
4、实时显示测量所需时间;
5、实时显示样品的2D图像与3D图像
·超高的扫描速度(可达1m/s,数据采集频率可达
31KHz,最高可达
324KHz)
·能保证超高平整度和稳定性(花岗石平台)
三、测量原理简介:
Nanovea公司的三维非接触式表面形貌测量仪采用的是国际最前端的白光轴向色差技术技术实现先进的高分辨率的三维图像扫描与表面形貌测量。
三维共聚焦表面形貌仪PhaseShiftMicroXAM-3D

3 Dimensional Confocal Microscope Phase Shift MicroXAM-3D 用于测量表面粗糙度、精加工表面纹理,测量范围从高度抛光的光学件直至粗糙表面;如:扎制的钢材、塑料、纸张、陶瓷和硅晶片等。
备有光学显微镜及不同目镜;高分辨率的摄像机可自动调焦测出752×480个数据点。
使用光学干涉法进行定量测量,可采用目视和共焦两种模式操作。
使用所提供的绘图和分析软件,可获得优化表面纹理图像,并生成三维干涉断面图。
MicroXAM-3D can measure the surface profile and surface roughness of polished optical elements and rough metal surfaces, such as the milled steel, plastics, ceramics and the silicon disks. The surface patterns and the 3D interference cross section figures can be acquired by the provided graphic and analysis tools. The optical interference method is used to achieve quantitative measurement, visual and confocal modes are both provided.Optical microscope and different eyepieces are provided.752×480 data can be acquired by automatic focusing in high precision camera.分辨率752×480像素(可选1K×1K)XYZ行程100mm×100mm×100mmRMS重复精度1nm垂直扫描范围30um 100um 5mm10mm垂直扫描分辨率最小可到0.01nm数据采集速度标准型:2.1um/sec.侧向分辨率0.11-8.8um视场范围8mm×10mm-0.084mm×0.063mm校正精度<<0.1%反射率要求1%—100%预约电话:62783365。
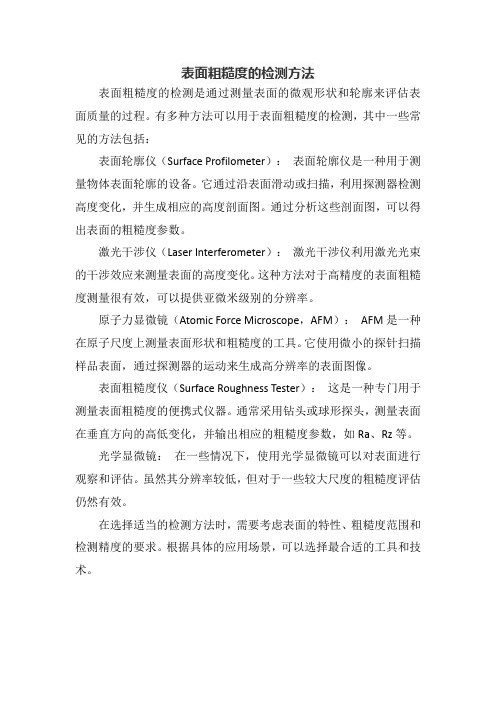
三维表面形貌仪测皮革表面粗糙度
6 Morgan, Ste156, Irvine CA 92618 · P: 949.461.9292 · F: 949.461.9232 · Today's standard for tomorrow's materials. © 2014 NANOVEAProcessed Leather Surface FinishUsing 3D ProfilometryPrepared byCraig LeisingINTRO:Once the tanning process of a leather hide is complete the leather surface can undergo several finishing processes for a variety of looks and touch. These mechanical processes can include stretching, buffing, sanding, embossing, coating etc. Dependent upon the end use of the leather some may require a more precise, controlled and repeatable processing.IMPORTANCE OF PROFILOMETRY INSPECTION FOR R&D AND QUALITY CONTROL Because of the large variation possible, and unreliability of visual inspection, the surface finish of leather should be properly inspected for quality control. Understanding surface features can lead to the best selection surface finish and control measures. To insure the quality control of such parameters, inspection will heavily rely upon quantifiable, reproducible and reliable information. The Nanovea 3D Non-Contact Profilometers utilize chromatic confocal technology with unmatched capability to measure finished leather. Where other techniques fail to provide reliable data, due to probe contact, surface variation, angle, absorption or reflectivity, Nanovea Profilometers succeed.MEASUREMENT OBJECTIVEIn this application, the Nanovea ST400 is used to measure and compare the surface finish of 2 different but closely processed leather samples. Several surface parameters will be automatically calculated from the surface profile. Here we will focus on surface roughness, dimple depth, dimple pitch and dimple diameter for comparative evaluation.MEASUREMENT PRINCIPLE:The axial chromatism technique uses a white light source, where light passes through an objective lens with a high degree of chromatic aberration. The refractive index of the objective lens will vary in relation to the wavelength of the light. In effect, each separate wavelength of the incident white light will re-focus at a different distance from the lens (different height). When the measured sample is within the range of possible heights, a single monochromatic point will be focalized to form the image. Due to the confocal configuration of the system, only the focused wavelength will pass through the spatial filter with high efficiency, thus causing all other wavelengths to be out of focus. The spectral analysis is done using a diffraction grating. This technique deviates each wavelength at a different position, intercepting a line of CCD, which in turn indicates the position of the maximum intensity and allows direct correspondence to the Z height position.Unlike the errors caused by probe contact or the manipulative Interferometry technique, White light Axial Chromatism technology measures height directly from the detection of the wavelength that hits the surface of the sample in focus. It is a direct measurement with no mathematical software manipulation. This provides unmatched accuracy on the surface measured because a data point is either measured accurately without software interpretation or not at all. The software completes the unmeasured point but the user is fully aware of it and can have confidence that there are no hidden artifacts created by software guessing. Nanovea optical pens have zero influence from sample reflectivity or absorption. Variations require no sample preparation and have advanced ability to measure high surface angles. Capable of large Z measurement ranges. Measure any material: transparent or opaque, specular or diffusive, polished or rough.RESULTS:Sample 13D Profile of Sample 12D False Color of Sample 1Sample 23D Profile of Sample 22D False Color of Sample 2DEPTH COMPARITIVESample 1Sample 2Randomly distributed depths for each sample, larger number of deep dimples seen in Sample 1. PITCH COMPARITIVESample 1Sample 2Pitch between dimples on Sample 1 is slightly smaller than Sample 2, but both have a similar distribution.MEAN DIAMETER COMPARITIVESample 1Sample 2Similar distributions of mean diameter of dimples, with Sample 1 showing slightly smaller mean diameters on average.CONCLUSION:In this application, we have shown how the Nanovea ST400 3D Profilometer can precisely characterize the surface finish of processed leather. (*Note, many other measurements could have also been made besides those shown here) By looking at the four highlighted parameters surface roughness, dimple depth, dimple pitch and dimple diameter, we can easily quantify differences between the finish and quality of the two samples that may not be obvious by visual inspection. Overall there is not a large difference in the visual appearance of the 3D scans between Sample 1 and Sample 2, however from the statistical analysis it can be shown that Sample 1 does have more deep valleys that are closer together, with smaller diameters than seen on average in Sample 2.Special areas of interest could have been further analyzed with integrated AFM or Microscope module. Nanovea 3D Profilometers speeds range from 20mm/s to 1m/s for laboratory or research to the needs of hi-speed inspection; can be built with custom size, speeds, scanning capabilities, Class 1 Clean R oom compliance, with Indexing Conveyor and for Inline or online Integration.Learn more about the Nanovea Profilometer or Lab Services。
三维表面粗糙度参数Sa的前世今生
三维表面粗糙度参数Sa的前世今生
传统的粗糙度评定为二维参数评定,评定的时候在一条线上进行评定,不能够完整地反映整个表面的全部信息,越来越不能满足加工行业的发展需要。
表面形貌的三维评定方法是利用区域表面获得所需要的相关信息,给出表面形成机理信息和研究表面的直观图像,三维评定从整体上对零件表面特征进行描述,具有全局性。
三维表面粗糙度参数有很多,今天介绍第一个参数Sa。
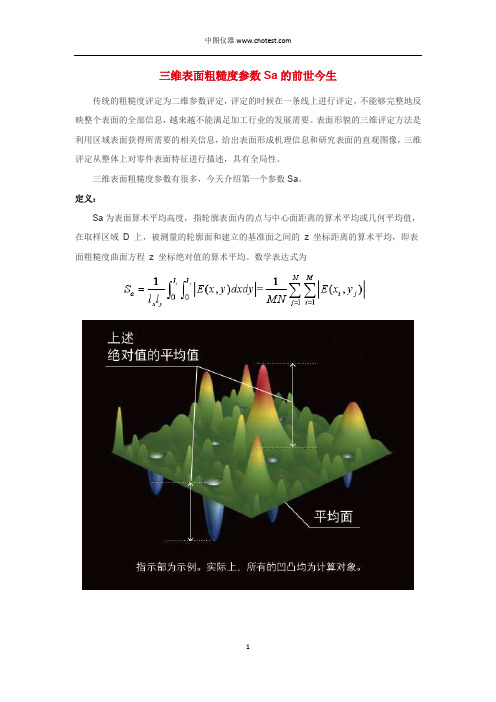
定义:
Sa为表面算术平均高度,指轮廓表面内的点与中心面距离的算术平均或几何平均值,在取样区域D 上,被测量的轮廓面和建立的基准面之间的z 坐标距离的算术平均,即表面粗糙度曲面方程z 坐标绝对值的算术平均。
数学表达式为
应用:
Sa常用来描述精密加工表面粗糙度,可以有效地检测整个区域的高度特征以便控制加工工艺的制定。
对不同的加工工艺方法,其Sa值变化明显。
晶圆表面粗糙度评定,数据由中图仪器SuperView W1光学3D表面轮廓仪测量得出
历史:
2005 年,在ISO/TC213的最新标准草案ISO/TC213N756中对表面三维表征参数进行了详细分类,主要分为功能参数、幅度参数、空间参数、综合参数、体积参数共5大类23个参数,在幅度参数中就包括Sa。
2012年4月1日,国际标准化组织正式颁布《ISO 25178-2-2012 产品几何量技术规范(GPS)--表面结构:区域--第2部分:术语、定义和表面结构参数》,对Sa进行了确认。
粗糙度 三坐标
粗糙度是三坐标测量中的一个重要指标,它反映了物体表面质量的好坏。
三坐标是指在一个直角坐标系中,用来定量描述物体表面几何形状的设备,它可以测量物体的尺寸和形位公差,并输出测量报告。
粗糙度通常用表面光洁度来表示,如Ra、Rz等。
这些指标不仅反映了物体表面的微观几何形状,还反映了其表面质量的好坏,即表面是否光滑、均匀、无瑕疵等。
在加工、铸造、锻造、焊接等制造工艺中,都会对粗糙度有严格的要求。
如果需要获取某物体表面的粗糙度数值,可以使用三坐标测量机进行测量。
在测量时,三坐标设备会根据其设计的探针或测头,利用接触式或非接触式测量方法,获取物体表面的多个点的坐标值,再根据这些数据计算出物体的粗糙度数值。
同时,三坐标测量机还可以测量物体的尺寸和形位公差,输出测量报告,为质量控制提供依据。
综上所述,粗糙度是三坐标测量中非常重要的指标之一。
通过三坐标测量机可以准确地获取物体表面的粗糙度数值,为质量控制提供依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 Morgan, Ste156, Irvine CA 92618 · P: 949.461.9292 · F: 949.461.9232 · Today's standard for tomorrow's materials. © 2014 NANOVEAProcessed Leather Surface FinishUsing 3D ProfilometryPrepared byCraig LeisingINTRO:Once the tanning process of a leather hide is complete the leather surface can undergo several finishing processes for a variety of looks and touch. These mechanical processes can include stretching, buffing, sanding, embossing, coating etc. Dependent upon the end use of the leather some may require a more precise, controlled and repeatable processing.IMPORTANCE OF PROFILOMETRY INSPECTION FOR R&D AND QUALITY CONTROL Because of the large variation possible, and unreliability of visual inspection, the surface finish of leather should be properly inspected for quality control. Understanding surface features can lead to the best selection surface finish and control measures. To insure the quality control of such parameters, inspection will heavily rely upon quantifiable, reproducible and reliable information. The Nanovea 3D Non-Contact Profilometers utilize chromatic confocal technology with unmatched capability to measure finished leather. Where other techniques fail to provide reliable data, due to probe contact, surface variation, angle, absorption or reflectivity, Nanovea Profilometers succeed.MEASUREMENT OBJECTIVEIn this application, the Nanovea ST400 is used to measure and compare the surface finish of 2 different but closely processed leather samples. Several surface parameters will be automatically calculated from the surface profile. Here we will focus on surface roughness, dimple depth, dimple pitch and dimple diameter for comparative evaluation.MEASUREMENT PRINCIPLE:The axial chromatism technique uses a white light source, where light passes through an objective lens with a high degree of chromatic aberration. The refractive index of the objective lens will vary in relation to the wavelength of the light. In effect, each separate wavelength of the incident white light will re-focus at a different distance from the lens (different height). When the measured sample is within the range of possible heights, a single monochromatic point will be focalized to form the image. Due to the confocal configuration of the system, only the focused wavelength will pass through the spatial filter with high efficiency, thus causing all other wavelengths to be out of focus. The spectral analysis is done using a diffraction grating. This technique deviates each wavelength at a different position, intercepting a line of CCD, which in turn indicates the position of the maximum intensity and allows direct correspondence to the Z height position.Unlike the errors caused by probe contact or the manipulative Interferometry technique, White light Axial Chromatism technology measures height directly from the detection of the wavelength that hits the surface of the sample in focus. It is a direct measurement with no mathematical software manipulation. This provides unmatched accuracy on the surface measured because a data point is either measured accurately without software interpretation or not at all. The software completes the unmeasured point but the user is fully aware of it and can have confidence that there are no hidden artifacts created by software guessing. Nanovea optical pens have zero influence from sample reflectivity or absorption. Variations require no sample preparation and have advanced ability to measure high surface angles. Capable of large Z measurement ranges. Measure any material: transparent or opaque, specular or diffusive, polished or rough.RESULTS:Sample 13D Profile of Sample 12D False Color of Sample 1Sample 23D Profile of Sample 22D False Color of Sample 2DEPTH COMPARITIVESample 1Sample 2Randomly distributed depths for each sample, larger number of deep dimples seen in Sample 1. PITCH COMPARITIVESample 1Sample 2Pitch between dimples on Sample 1 is slightly smaller than Sample 2, but both have a similar distribution.MEAN DIAMETER COMPARITIVESample 1Sample 2Similar distributions of mean diameter of dimples, with Sample 1 showing slightly smaller mean diameters on average.CONCLUSION:In this application, we have shown how the Nanovea ST400 3D Profilometer can precisely characterize the surface finish of processed leather. (*Note, many other measurements could have also been made besides those shown here) By looking at the four highlighted parameters surface roughness, dimple depth, dimple pitch and dimple diameter, we can easily quantify differences between the finish and quality of the two samples that may not be obvious by visual inspection. Overall there is not a large difference in the visual appearance of the 3D scans between Sample 1 and Sample 2, however from the statistical analysis it can be shown that Sample 1 does have more deep valleys that are closer together, with smaller diameters than seen on average in Sample 2.Special areas of interest could have been further analyzed with integrated AFM or Microscope module. Nanovea 3D Profilometers speeds range from 20mm/s to 1m/s for laboratory or research to the needs of hi-speed inspection; can be built with custom size, speeds, scanning capabilities, Class 1 Clean R oom compliance, with Indexing Conveyor and for Inline or online Integration.Learn more about the Nanovea Profilometer or Lab Services。