模具点检表
Microsoft Word - 模具验收点检表

NO 验收项目 具体内容1)模胚﹑模芯﹑钢材须要提供材质证明。
□OK □NG 2)模芯﹑模胚﹑钢材的硬度必须符合技术协议有要求□OK □NG 1模具的材 质鉴定及硬度的要求 3)顶针及五金标准件的表面硬度依行业标准验收。
□OK □NG 1) 模具表面不能有生锈﹑撞伤﹑油污﹑不能有凹凸不平等不良现象,表面划伤依不影响整体效果判定。
□OK □NG 2)模具特殊加工表面的加工精度须满足产品图及技术协议的要 求﹕如镜面﹑蚀纹﹑省光等﹐其它加工表面也须同时满足产品 要求﹐不能损伤﹑刮痕等不良。
□OK □NG3)产品胶位部份不可有铣刀纹或火花纹(客户要求除外)。
□OK □NG4) 所有利角必须做倒角且必须规则,含杯头螺丝孔,大于5.0mm 的顶针沉孔,导柱孔等□OK □NG 5)孔口不可有毛刺,孔位倒角要求与孔位同心且规则。
□OK □NG 6)模具上所有位置不可有烧焊留下的痕迹。
□OK □NG 7)若为两板模具B 板四角位需要加工撬模坑,其它板不用加工 □OK □NG 8)若三板模或有回位杆的模具每块板四角位需要加工撬模坑, □OK □NG 9)方铁有管钉的,上下方向需要加工撬模坑,有中托司的顶针板需 加工撬模坑□OK □NG 10)固定螺丝杯头高度需低于模板表面。
□OK □NG 11)螺丝孔处需进行倒角处理且需规则,螺牙需垂直,不可有锥度□OK □NG 12)热流道模具均应有隔热板保护,防止热量散失,非热流道模具依技术协议要求加工□OK □NG 13)隔热板码模孔是否有足够避空□OK □NG 14)热流道线需从模具顶部引出,若从底部引出则需要有保护脚□OK □NG 15)热流道板平衡点对应模板位需加工耐磨块□OK □NG 16)小于400mm 模具活动板间至少有一个锁模块 □OK □NG 17)锁模块需收紧在模具侧边□OK □NG 18)超过400mm 以上的模具顶针板无弹簧的活动板需要有2个以上的锁模块,并在对称位置,有弹簧的则不用。
R003-俱进科技3D模具图点检表

备注是否1最后版本的产品图档接收日期___.2存档名称___ 塑料 产品缩水率____3产品缩水率,请写出长方向尺寸(产品与模具).4禁用MIRROR命令.5产品是否在模仁中心位置(产品坐标归零与模具中心偏位X Y Z__)6注塑机规格 射嘴___ R 进胶口尺寸___7唧咀沉孔底部深度___8拉料销必须固定在面板,与灌嘴是否有干涉,若有如何处理.9接机水嘴 堵运水用___ 刻字___10模仁冷却水与其它有无干涉,最小距离是多少___.11A板冷却水与其它有无干涉,最小距离是多少___.12A板上的坚向流道直径必须比模仁单边在0.15~0.3mm13模仁是否有标示基准角,钢材材质及模号.14模仁镶件挂台是否有做让位,镶件必须刻上编号.15模仁分型面上是否有设计排气.16模仁是否有标示基准角,钢材材质及模号.17模仁上是否有分模是留下的薄钢,尖钢.18模仁镶件挂台是否有做让位,镶件必须刻上编号.19模仁螺丝孔是否有撞穿运水,是否有跟中托司干涉.20模仁虎口顶部是否有避空,底部是否有倒R1.0.21模仁上是否有刻穴号.22镶件与顶针的间距必须有1.00mm.23B板冷却水与其它有无干涉,最小距离是多少___.24B板是否有防水胶圈,胶圈与顶针是否有干涉.25B板所有顶针过孔单边有做避空是多少___.26顶针与冷却水是否有干涉,最小距离是多少___.27顶针与撑头是否有干涉.28撑头必须有避开KO孔.29撑头与限位块是否有干涉30顶针与镶件距离有否有1.0mm以上.31斜顶或行位的行程是否足够.32斜顶是否有做斜顶导滑块,行位底及斜面是否有做耐磨块.33斜顶杆跟斜顶座是否有干涉,挂勾转角倒R角是多少___.34顶针板上的顶针过孔及顶针头做让位是多少___.35产品顶出长度是多少___.36限位顶出长度是多少___.37弹簧最大压缩是多少___.38复杂开模动作演示,可有爆炸演示档.39滑块波珠是V型还是半圆.40热流道板与面板锁固螺丝M X 支.41热流道板与面板锁固定梢Φ X 支.42三板模导柱孔方铁我司要不要过穿.43三板模唧咀流道长 A板到产品的模腔长.44小模杆开模行程 mm大过点式流道 mm.45虎口插穿 度,高 mm.避免沟深 宽 ,高度过模避空1mm.46预防产品困气作何方案.47预防滑块与前模仁烧死作何方案.48后模式滑块前进方向防烧伤作何方案 ,另两侧如何处理___49滑块与A板避空 mm.50滑块下方有顶针要有安全针和顶出板早回机构.51铲机与滑块没有功能避空 mm.52螺丝间距(M8*200)标准.53垃圾钉间距方园多少 mm要增加.54回位销弹簧用什么型号___,行程多少___,预压多少___.核准:保存期限:五年 排位前模后模其它检查项目3 D 模 具 图 档 点 检 表JJ-EG-R003-A1图档名称: 产品名称: 模号: 日期:检查结果类别。
模具点检表

YJT/JL07-19⑤ 顶针③ 导柱④ 滑块模 具 点 检 表承 认检 讨作 成决 裁1112机械手没吸住产品是否报警微行开关运行是否正常观察在顶杆未退的情况下,模具是否能合模89模具顶针运行是否正常产品与料把取出是否正常101234白模芯是否漏水(油)用六角扳手试拧滑块和斜导柱上的螺丝,观察螺丝是否有松动的67观察上下模模芯的边缘处,有没有水(油)渗出5周期4夜白136123147891011122930312122232425262728151617181920观察模具顶针顶出和退回时是否顺畅,有无摩擦产生的噪音12日期品名白夜白4356879101211141618152322242721点检者172013日期品名日期品名机号吨位日期滑块滑动是否正常滑块和斜导柱上螺丝是否松动25用手来回推动滑块,看滑块滑动是否顺畅点 检 日 期(白/夜各点检一次)品名观察机械手没吸住产品时是否会报警模具更换时记录293031192628点检基准观察表面是否干净、无杂物,不干净时,用布擦拭干净观察斜导柱上润滑油的油量,缺油时涂抹润滑油观察导柱上润滑油的油量,缺油时涂抹润滑油观察滑块的滑槽内润滑油的油量,缺油时拆下滑块的压板,涂抹润滑油模具表面是否干净斜导柱是否缺油导柱是否缺油滑块是否缺油点检项目固定模① 模具表面移动模② 斜导柱模具开合模是否震动/杂音5观察产品和料把是否容易取出.观察模具关合模时是否有震动和摩擦的噪音夜白夜白夜白夜白夜白夜夜白夜白夜夜白①①②③④⑤。
模具试模点检表

工厂 14 28 14
试模实施、问题点提出
检查原料烘干 二次料 记录 添加比例
职
责
检查、跟踪、总结汇报
确认、工时、材料定额确认、问 题点总结 产品检测
确认、试模终止确认 模具调修
模实施、问题点提出
模实施、问题点提出
试模件数 ≈单模重量 准备重量
第四步骤、项目经理检查现场试模人员安排 部门 职 责 姓 名 1 项目经理 组织、检查、跟踪、总结汇报 2 3 技术支持、设备确认、工时、材料定额 生管本部 4 题点总结 5 6 质量技术 产品检测 7 8 技术中心 产品确认、试模终止确认 9 10 工模部 模具调修 11 1ቤተ መጻሕፍቲ ባይዱ 工厂 试模实施、问题点提出 13
试模人员安排及设备\模具点检表
项目名称 监察人姓名 第一步骤、模具点检 点检明细 吊环孔 1 码模槽 2 法兰 3 唧嘴是否防转 4 模具表面及拔模 5 模芯是否有标识 6 复位弹簧是否安装 7 顶出是否顺畅 8 复位是否到位 9 顶棍孔是否符合 10 11 顶针、斜顶、司筒 撑头与板配松 12 13 垃圾钉高度是否一致 14 撑头是否预压0.05 行位是否被限位 15 16 行程保护开关装配 第三步骤、设备点检 点检明细 油路 1 水路 2 电路 3 炮筒温度检查 4 料筒温度检查 5 机嘴检查 6 顶杆 7 检查液压锁模 8 温控箱检查 9 10 11 12 13 OK NO 15 16 17 18 19 20 21 22 23 24 25 26 27 点检明细 问题说明 点检明细 运水是否畅通 17 热流道状况 18 19 模具是否需特别工作原理说明 模具安装方向要求 20 21 22 23 24 25 26 27 28 29 30 31 32 设备备注说明: OK NO 问题说明 1 2 3 4 模具备注说明: 产品名称 调机人姓名 试模时间 试模地点 第二步骤、原料准备-生管本部 原料名称 姓 名 项目经理 试模机台
模具点检表

类别 序号
1 外观检 2
查
检查项目
清洁度
编
号
模具点检表
产品型号
模具名称
检查
静
动
*
*
零件名称 模具编号
检查要领
无切屑、尘砂、油污、杂 物
检查方法
目视 目视
验收
导向装
1
导柱(导套)对底座安装垂直 度
*
置
1
剪切面刃口粗糙度
*
冲裁部
分
2
刃口硬度
*
成型部
1
粗糙度:工作表面无划伤、裂 纹
*
分
2
工作面硬度
*
1
顶出器工作平稳
*
制件投入与 取出
2
制件投入,取出顺利。无干涉
*
1
模具上下模、联接板牢固
*
其它
2
模具各部分无锈蚀
*
<=0.020/100
直角尺
墙面、侧面ຫໍສະໝຸດ 粗糙度标块硬度计粗糙度标块
硬度计
目视 目视
目视 目视
注塑模具点检记录

通用 通用 口
(智 (一 (一 盖小 位 位 排 座压 柱 位盖 位盖 (智 用户 箱盖 下箱 盖
能) 体) 体) 门 门 门 座 板 盖 面 面 能) 小门 面 盖面 板
E
清理干净模芯/镶件上的粘料
模芯
F /镶 去除模芯/镶件表面的锈斑 针 检查模芯/镶件成型部位是否
G
有裂纹或缺损
H 浇口 清理干净浇口套处粘料
底座 座 座 座 位 位 垫
T
槽 板 架 架 接块
(智 (智 (一 (智 隔 隔 高 安装 型 开关 (智 (智 (一 (智 (智 插
能) 能) 体) 能) 板 板 块 挂件 架 导轨 能) 能) 体) 能) 能) 销
E
清理干净模芯/镶件上的粘料
模芯
F /镶 去除模芯/镶件表面的锈斑 针 检查模芯/镶件成型部位是否
I
清理干净滑道/滑块处粘料
J 滑块 去除滑道/滑块表面的锈斑
/滑 检查滑块成型部位是否有裂 K 道 纹或缺损
修配滑块、滑道确保间隙合
L
适并滑动自如
检查冷却水管破损、漏水部
M 水路 位并修复,堵塞的维修
N
停机时清理水路
点检责任人
1.按要求对模具进行检查和保养,检查完在相对应处打“√”,若有异常在相对应处打“×”,如未使用则用“○”表示,检查完后签名,由主管监督审核。2. 在检查中发现异常要立即向主管报告,待异常消除后方可继续生产。
年 月份:
序号 项目
设备名称 检查内容
四表 位底 座
A
导柱/导套全面擦拭干净
B 导柱 喷洒防锈油
顶针取出模芯,清洗干净并刷
C
顶针
油 检查顶针外表面及端面是否
模具点检记录表

干净后均匀喷上防锈剂
。
点检人
审核(至少每周一次) 说明:正常(完成)“√”、异常“△”。
模具点检记录表
模具编号:
JL/QR09-94A
点检频率及内容
月/日
1.模具的冷却水路无异 物,无水路不通。ຫໍສະໝຸດ 生产 前模 具保养
2.模具胶口套、圆弧无 损伤,无残留的异物。
3.固定模板的螺丝和锁 模夹,检查是否拧紧。
4.模具型腔面清除型腔
表面的防锈油,无异物
、无锈迹。
1.导柱、导套、回针、
推杆、滑块、型芯,随
生产 中模 具保
养
时观察,定时检查,适 时擦洗,每班对其加油 保养。 2.所有的压板螺丝,长 单生产时,需每4天进
行检查/紧固码模螺丝
工作。
1.所有的紧固螺丝,长
单生产时,需安排人员
每4天进行检查/紧固码
生产 模螺丝工作。
后模 2.模具型腔,检查模具
具保 型腔表面是否有残留的
养 胶丝,异物等;如有用
清模剂,棉布将其清理
模具定期保养点检表

产品料号
模具编号
生产模数
保养日期
下回保养日期
项次
保养项目
保养方法
检查标准
合格
不合格
不合格处理
1
模具表面和模具型腔内油污、赃物、异物、锈斑及灰尘
用抹布、模具清洗剂擦拭,气枪吹,油石省模
表面清洁,手感光滑、无拉伤、无撞伤现象
2
模具灌嘴检查
清除模具灌嘴内塑胶料,用抹布、模具清洗剂擦拭
14
其他保养检查项目
备注:1.打"√"代表已保养,打"×"代表故障,打" "表示维修完成2.保养人由工模部技术员保养后填写,并经主管稽核结案存查
保养:审核:核准:
表单编号:YX-G-005
7
顶出销、回位销
顶针有变形、断裂、划伤的须更换;回位销检查是否回位确实,视具体情况
顶出销,顶出顺畅,无嵌领回位梢归位确实
8
定销板、归位板
顶针板、归位出机构
斜销有变形需换新,滑块,顶出机构;有裂纹或滑动不顺畅,视具体情况维修
滑块,斜顶出机构滑配良好,斜销
灌嘴内无残留物,表面光滑
3
分模表面各擦破,靠破面检查
清洁擦破、靠破锈斑,检查有无拉伤撞伤
无锈斑累渍、拉伤及撞伤不良
4
模具流道口检查
清除流道口及浇口楚的异物
流道表面光滑,浇口处无异物
5
弹簧
重点检查,有无损坏现象
是否有磨损,回弹力小,弹力损失现象
6
导柱、导套检查
有咬伤、拉伤、变形的修护
能够顺利组立,合模
无变形
10
连接螺丝
螺丝有损坏或滑丝要更换新的
模具每日保养点检表

机种模具编号PM内容(4h保养一次)脏污用布(绒)擦拭P/L面 压伤及划痕#1500以上(砂纸擦拭)
排气通道 堵塞涂抹润滑剂后 用风枪吹
现状物现象
P/L面保养滑块 斜销
滑块导柱
模具固定 螺丝
PIN针固定螺丝
现状物现象
射嘴接解面损伤
冷却水 堵头连接部接头交换,生料带使用
O-Ring及安装类交换
Hot Runner 阀针制动,研磨PIN分解后洗净,交换
良好:○ 普通: △ 不良:×(普通:量产处 Check部:模具技术组)78910
制动部的润滑润滑剂(耐热油脂)涂抹
审核
各规格 转轴 卷轴装置设置螺丝再拧紧保养射嘴接解面漏水 Check 点检人P/L面 修理及保养 年 月 模具每日保养点检表
苏州 胜 利 精 密 制 造 科 技 股 份 有 限 公 司
Victory Precision Manufacture CO., LTD.
品名Check 项目
123456。
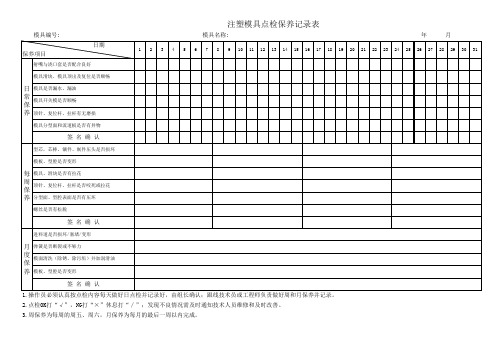
注塑模具点检保养记录表
日期
射嘴与浇口套是否配合良好
注塑模具点检保养记录表
模具名称:
年
月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
模具滑块、模具顶出及复位是否顺畅
日 模具是否漏水、漏油 常 保 模具开关模是否顺畅 养 顶针、复位杆、拉杆有无磨损
模具分型面和流道板是否有异物
签名确认
型芯,芯棒、镶件、嵌件压头是否损坏
模板、型腔是否变形
每 模具、滑块是否有拉花 周 保 顶针、复位杆、拉杆是否咬死或拉花 养 分型面、型腔表面是否有压坏
螺丝是否有松脱
签名确认
进度 模面清洗(除锈、除污垢)并加润滑油 保 养 模板、型腔是否变形
签名确认 1.操作员必须认真按点检内容每天做好日点检并记录好,由组长确认;跟线技术员或工程师负责做好周和月保养并记录。 2.点检OK打“√”,NG打“×”休息打“∕”;发现不良情况需及时通知技术人员维修和及时改善。 3.周保养为每周的周五、周六,月保养为每月的最后一周以内完成。
模具点检表

生产班组:
时段 点检项目 1、检查模具的产品号及工序号与生产计划是 否相符 点检方法 目视 测量/目视 目视 目视/手感 目视 目视 目视 目视 目视/手感 目视 操作/目视 判断标准 计划与模具实物相符,符合 生产计划 能正常安装,符合《冲压作 业指导书》 无杂质、无异物、无突起 安全销无晃动、丢失 无损坏、断裂 无杂质、无异物、无突起 送料取件正常/与工作台中心 线重合 存放垫平稳支撑模具 安装支点稳定,无晃动 模具外观完好、导向部位清 洁并加注润滑油 安全墩、模具存放块已取 下,无缺失 模具型腔内、上下表面无异 物 无脱落、松动 光滑,清洁/上下行程到位, 无异常 完好 废料滑落顺畅 无异常 6S标准 无异常,无缺损,无晃动 存放垫平稳支撑模具 1 2 3 4 5 6
生 3、检查模具型腔内、上下表面是否清洁,螺栓 产 目视/手感 是否松动、缺失 前 4、检查模具紧固装置状况(如螺栓)导向装 目视/手感 置状况(如导板) 定位装置状况(如定位 块) 5、棉布清理模具型面,涂润滑油,开动寸动 目视/手感 行程空车运行三次 1、检查模具五大装置(工作、紧固、导向、 定位、顶出装置)是否正常 目视 目视 目视/听觉 目视 目视/手感 目视
填写顺序
1
3
2
年 月
12 13 14 157891011
安 2、检查压力机的滑块高度或最大行程是否适 装 合模具的封闭高度及加工行程 前 3、清理压力机的工作台及滑块表面 4、检查模具安全销又没有松动,缺失 5.检查吊装棒及防脱链是否损坏、断裂 1、检查模具上下表面有没有废屑或杂质 2、检查模具安装方向是否正确,安装位置是 安 否对中 装 时 3、检查模具存放垫是否齐备 4、检查模具装模压板或螺钉有没有缺陷,检 查模具是否锁紧 1、检查模具外观与导向部位 2、检查安全墩及模具存放块
注塑模具点检表1
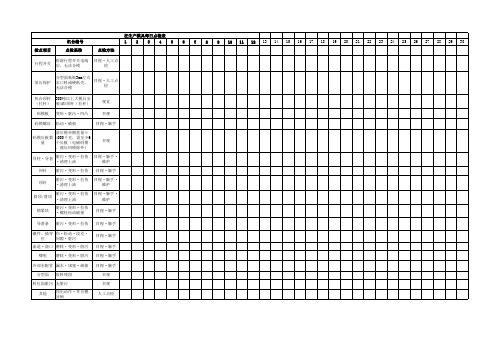
料位面脏污 无脏污 其他 顶出动作·开合模 异响
目视
目视·触手· 维护 目视·触手 目视·触手· 维护 目视·触手· 维护 目视·触手 目视·触手 目视·触手 目视·触手 目视·触手 目视·触手 目视 目视 人工点检
斜顶/滑块 锁紧块 导滑条 镶件、插穿位
流道·浇口 磨耗·变形·脏污 唧咀 磨耗·变形·脏污
冷却水配管 漏水·堵塞·破损 分型面 胶料残留
机台顶杆 (拉杆) 码模板 码模螺丝
前后模单侧重量≥ 码模压板数 4000千克,需至少6 量 个压板(电磁码模 、液压码模除外) 导柱·导套 回针 顶针 脏污·变形·拉伤 ·清理上油 脏污·变形·拉伤 脏污·变形·拉伤 ·清理上油 脏污·变形·拉伤 ·清理上油 脏污·变形·拉伤 ·螺栓松动破损 脏污·变形·拉伤 伤·松动·段差· 间隙·脏污
机台编号 检点项目 行程开关 点检基准 拆除行程开关电线 后,无法合模 点检方法 目视·人工点 检
在生产模具每日点检表 1 2 3 4
5
6
7
8
9
10
11
12
13
14
151617源自181920
21
22
23
24
25
26
27
28
29
30
低压保护
分型面粘贴3mm左右 目视·人工点 水口料或硬纸壳, 检 无法合模 300吨以上大模具安 装4跟顶杆(拉杆) 变形·脏污·凹凸 松动·破损 视觉 目视 目视·触手
模具出厂点检项目表

3 滑块是否有烧焊印记
4 模具是否有裂痕
滑块
5 滑块是否有限位装置 6 滑块两侧面是否有导入斜度
7 超过300的滑块是否有中央导轨 8 滑动部分是否有油槽
9 滑块是否有安装耐磨块
1 固定抽芯螺丝尺寸是否合理
抽芯
2 抽芯活动是否顺畅 3 抽芯是否有烧焊印记
4 抽芯是否有裂痕
拟制
审核:
批准:
珠海经济特区金 品电器有限公司
检验结论: 合格[ ]
拟制:
不合格[ ] 审核:
批准:
编号:
修改状态/版号:01
页码:第03页 共3页
不符合
点检人
模具公司模具出厂点检项目表
管理文件
模具名称:
检查项目 序号
点检内容
附图片(填写序号) 符合
15 锁各部件螺丝是否够数
16 模具铭牌是否安装含(气,水,油)
装箱前点检 17 端面为平面的模仁是否采用止水栓堵水路
18 模具资料是否齐全
19 备损件、配件是否按标准配送
并要进行通水试验,进水压力为4Mpa,通水5分钟。并根据现场试模评审结果及标准判定验收模 注:以上部件请附模具实际状态的图片,因图片太大,可以附在另一页
9 热流道电源与温控箱接线顺序是否一致
10 控制手柄是否运行正常
11 温控箱上是否注明每个编号
1 模具喷上油漆是否以干
2 弹簧数量是否足够(4件)是否有导向柱 3 弹簧是否采用蓝色标准件(两端不打磨不切割)
4 油漆颜色是否符合要求
5 是否喷模具摆放向上的标示
6 是否都安装水咀
装箱前点检 7 模具是否都喷上模具名称(两模脚外侧) 8 所发的镶件是否刻字编号
3.2 注塑工程部:负责新模具的签收的工艺确认与评估发模的意见;
模具点检表

机台
号:
点检项目
日期
模具名称
机台--穴
号
模具主体和压块 主体和压块的磁 固定的螺纹是否 模具标识是否清 模具表面是否整 模具和机台是否
有无破损和遗失 铁磁性是否牢固
滑丝
晰
洁无颗粒物 匹配(防破损)
其它
日期: 问题点描述
年
月
处理办法
说明:1.根据点检项目,认真点检,并真实的点检结果记录在点检项目栏内(合格打“√” 不合格打“х”)。
2.若有点检不合格项目时,请将不合格内容清晰并仔细的描述在“问题点描述”内,并将处理办法记录“处理办法”。需要维修的必须立即反聩给模房。
3.此点检表必须在每天上午10点钟前完成。
点检人:
审核:
FM-04-046-
模具维护保养点检表
30
31
791-6
791-8
791-7
791-9
412-1 411-2# 411-3# 64601
64400
221-4
221-5
221-6
8600 8900
7588
5510 8158 7957
5
6
7
8
9
10
11
12
13
14
15
16
891-1#
891-2#
931-1
931-2
932-3
932-4
莫仕31/32
64100-6 64100-7 64100-8
61502-5 61502-6 61502-7 61502-8
62800-2
653-1#
653-2#
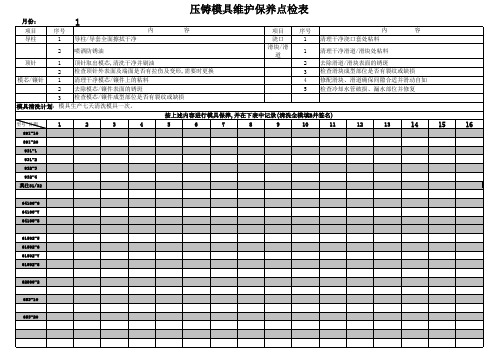
压铸模具维护保养点检表
月份:
1
项目
序号
项目
浇口 滑块/滑
道
序号 1
1
2 3 4 5
内
容
清理干净浇口套处粘料
清理干净滑道/滑块处粘料
去除滑道/滑块表面的锈斑 检查滑块成型部位是否有裂纹或缺损 修配滑块、滑道确保间隙合适并滑动自如 检查冷却水管破损、漏水部位并修复
按上述内容进行模具保养,并在下表中记录(清洗全模填B并签名)
型号 日期
1
2
3
4
19
20
21
22
23
24
25
26
27
28
29
30
31
891-1#
891-2#
931-1
931-2
932-3
932-4
莫仕31/32
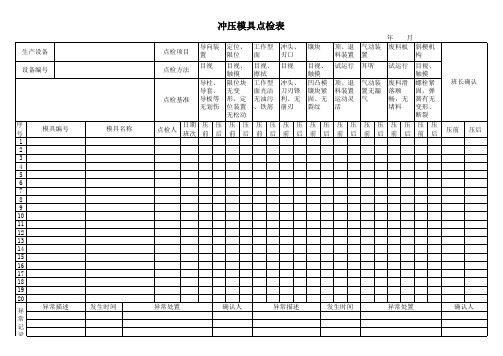
冲压模具点检记录表
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
班长确认 压前 压后
异常处置
确认人
异常描述Βιβλιοθήκη 发生时间异常处置确认人
常 记 录
试运行 目视、 触摸
点检基准
导柱、 导套、 导板等 无划伤
限位块 无变 形,定 位装置 无松动
工作型 面光洁 无油污 、铁屑
冲头、 刀刃锋 利、无 崩刃
凹凸模 镶块紧 固、无 裂纹
顶、退 料装置 运动灵 活
气动装 置无漏 气
废料滑 落顺 畅,无 堵料
螺栓紧 固,弹 簧有无 变形、 断裂
点检人
日期 班次
生产设备 设备编号
序 号
模具编号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
异
异常描述
常
记
录
模具名称 发生时间
冲压模具点检表
导向装 定位、 工作型 冲头、 镶块
点检项目 置
限位 面
刃口
年月
顶、退 气动装 废料板 斜楔机
料装置 置
构
点检方法 目视
目视、 目视、 目视 触摸 擦拭
目视、 试运行 耳听 触摸
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
6 斜锲预应力弹簧 自由状态时,弹簧不受力
手感
用手能旋转,前后稍有窜动
9 斜锲复位
应回到缓冲块
目视
观察斜锲复位情况
10 废料孔
Байду номын сангаас
畅通无阻
手感
用端头为平面的细铁棒,从废料孔中插入,感觉周围是否有台阶
11 柱销配合
松紧适应
目视、手感 捶击渐进,拔出不毛
12 排气孔、排气管 排气有效,上模排气管有防尘措施 压缩空气、目视 用气吹是否通?上排气管头是否弯曲朝侧下方
XXXXXXXXXX 有限公司
模具静态点检表
编号:XXXXXXX 版本 A1
产品型号 产品名称
第1页 共 1页
零件件号/零件名称 模具点检成员
模具工序号/模具名称
检查日期
模具管理成员
检查地点
序号
检查项目
技术要求
检查手段
检查方法
检查结果
1 表面粗糙度
拉延、压弯、成形、反边、整形、
主圆角、其它表面
手感,目视
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
看前后左右是否有松动现象
19 起重部分
检查起吊装置
固定式起吊棒、无松动现象、手感起吊部位圆滑、插入式起吊棒、防托环 目视、手感
有效,模具放在平板上,下模钢丝绳套入、退出有足够的空间。
20 铭牌
铭牌上的打印内容符合规定要求
目视
熟悉技术要求、检查铭牌打印内容,是否全部正确打上
21 油漆
颜色符合技术要求、厚薄均匀不形 成油滴
13 导柱导套
检查间隙与润滑状况
目视,塞尺 不能缺油或磨损
13 闭合高度
符合规定的技术要求
米尺
测量模具的闭合高度
14 防护板
弹簧,压料圈防护板、优力胶护套, 目视
是否能有效防止杂物掉入及手伸入,是否松动或脱落
17 定位(平板件/成型)位置正确,定位稳定
观察板料与全部定位面是否接触,或者间隙很小,用手晃动平板料/成型件, 目视,手感
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
手感平滑、目视有板丝的打磨纹理 用对比块比较
2 冲裁刃口
锋利、垂直
目视、手感
手摸刃口有锋利感、目视刃口没有白线反光
3 冲头
检查冲头
目视
是否有断掉,缺口
顶出器与凹模间隙
4
间隙均匀
退料板与凸模间隙
目测二件之间的缝隙、偏大或者偏小用厚薄规进行测量 目视、厚薄规
5 内导板间隙
间隙均匀
厚薄规 可利用观察窗检查
目视
所有非加工面是否都用规定颜色涂漆?各种安全标记,零件是否用规定颜 色涂漆
检查结果填写说明:没有此项目打/、 合格打○、局部合格打△、不合格打×、 一次检查合格打在第一格方格内、第二、第三以次类推
问题记录及特殊结构的静态记录:
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司
XXXXXXXXXX 有限公司