CAM各种命令操作的详细教程
cam操作手册
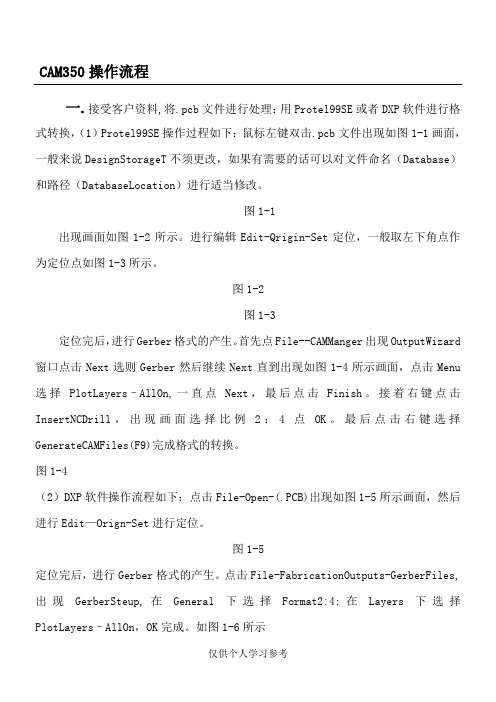
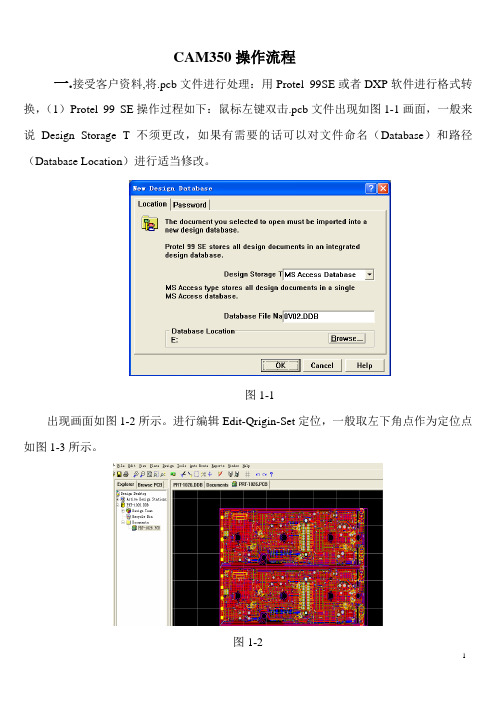
CAM350操作流程一.接受客户资料,将.pcb文件进行处理:用Protel99SE或者DXP软件进行格式转换,(1)Protel99SE操作过程如下:鼠标左键双击.pcb文件出现如图1-1画面,一般来说DesignStorageT不须更改,如果有需要的话可以对文件命名(Database)和路径(DatabaseLocation)进行适当修改。
Menu 选择键点击键选择图1-4(2)进行Edit—Orign-Set进行定位。
图1-5定位完后,进行Gerber格式的产生。
点击File-FabricationOutputs-GerberFiles,出现GerberSteup,在General下选择Format2:4;在Layers下选择PlotLayers–AllOn,OK完成。
如图1-6所示。
选择2,出现2-1个(。
1在NCEditor状态下,用Analysis-----CheckDrill.如图2-2所示。
如图2-2检查重孔,有重孔根据文件要求进行正确的处理。
如图2-3所示。
检查OK,然后返回CAMEditor状态进行下一步操作。
图2-32.判断孔属性孔分为PTH孔和NPTH孔:鼠标左键双击钻孔层文件(.tet),然后再在单击(.GTL)层和(.GBL)层,键盘上点(-)和(+)进行缩放比较;图形盘比孔大的为PTH孔,图形盘比孔小的或者与孔一样大的为NPTH孔。
HAL放大0.1mm---0.15mm,OSP放大0.08mm---0.13mm,NPTH孔放大0.05 mm。
先,如下图(.GTO的D码。
如图快捷键:点击Add-DrillSlot。
1排孔长度小于刀径两倍的排孔,在CAM设计时,在排孔2边各加上1个引导孔。
2引导孔的刀径为排孔长度减去0.1MM再除以2。
3排孔长度等于、大于刀径两倍的排孔,程序不加引导孔。
图2-5PTH孔和NPTH孔分别COPY到新的层命名为P、NP。
将钻孔层COPY到新建一层drill,然后放大0.4mmCOPY到新的层(Drill+0.4)。
CAM操作指南2

P36
§4-1
一、点的创建—曲线节点
3、曲线节点 ※ 功能:该选项在参数式样条曲线(P曲线)的节点上创建点. ※ 格式:绘图→曲线节点→手动输入→画一N曲线和 参数式曲线P 绘图→点→曲线节点→选参数式曲线P.即可
4、控制点 ※ 功能:该选项在N曲线的控制点上创建点. ※ 格式:绘图→点→控制点→选N曲线. 即可 修整→控制点 → 选中N曲线→对任意控制点点一下→ 动态编修→左键再点一下任意控制点,放到任意位置即可
P37
§4-1
一、点的创建—动态绘点
5、动态绘点 ※ 功能:该选项沿着一条线、圆弧、样条曲线用鼠标在任何地 方创建点. ※ 格式:绘图→点→动态绘点→选曲线→抓点→按Esc
练习11、
6、指定长度 ※ 功能:该选项沿着一条线、圆弧、样条曲线是给定长度创建点. ※ 格式:绘图→点→指定长度→选曲线→输入长度20. 回车
图1
P40
§4-1
四、矩形的创建
※ 格式:绘图 →矩形→ 一点、两点、选项→
一点
选项
P42
§4-1
练习七
练习10、绘制图中的一点矩形(60,30)、两点矩形(20,40) (60,60)5种选项矩形。 1)绘图 →矩形→ 一点→输入(60,30)→点的位置放在左上点 →确定→原点 2)→两点→输入(20,40)(60,60) 3)→选项→产生曲面→开√→确定→两点→输入原点和(60,30)
图2 图1 图3 图4加工
§4-1
一、点的创建—圆周点
12、小弧圆心:在圆弧上创建圆心. ※ 格式:绘图→点→下一页→小弧圆心→选圆R25→执行→输入大 于原来圆的半径R30→执行
Y—不保留圆 N —保留圆 R25
P38
CAM操作说明(共28张PPT)
27
將游標放置方框內,按 滑鼠左鍵。
輸入文字後(皆大寫),按滑鼠 左鍵,即輸入完成,再按滑 鼠右鍵,即解除文字輸入指
令。
確認文字位置是否置中,若歪 斜,利用Move功能使其置中。
28
1
打開Gerber檔程序: File > Import > Auto Import >
點取資料夾 > Finish
2
點選Finish鍵
3
請先找出文字層與Pad層
4Hale Waihona Puke 利用滑鼠左鍵點一下即可關掉該 層面
利用滑鼠左鍵點一下即可鎖 定該文字層
5
Delete(移除)
Edit > Delete 利用該編輯方式移除不必要物件
利用滑鼠左鍵點一下即可關掉該層面
該欄位為設定文字排版方式
點Line鍵後,游標會呈現十字型,請選L0,務必對準線頭中心點後,按一滑鼠左鍵,再拖曳至另一線頭,再按一滑鼠左鍵,即連接,再按
一滑鼠右鍵,即解除Line鍵指令。
Rectangle(矩形框)--------------------------------------11~12
點一滑鼠左鍵。
14
Edit > Rotate
完全框住後,按滑鼠左鍵一下,即反白。
相同大小之零件,可利用Copy框線方式。
Edit > Move
打開Gerber檔程序:
當您點選Delete鍵後,將游標中心點對準橫槓,點一滑鼠左鍵,即可移除。
Copy(複製)-----------------------------------------------13~15
劃直線或橫線請選L90
Edit > Move
CAM详细使用教程

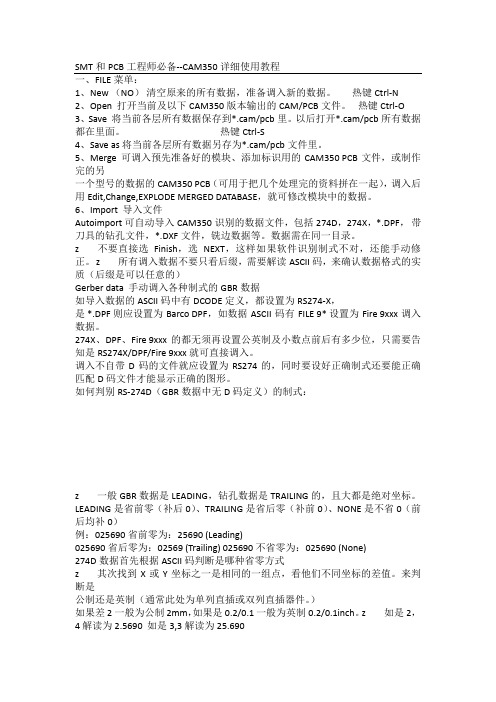
CAM详细使用教程SMT和PCB工程师必备--CAM350详细使用教程一、FILE菜单:1、New(NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge可调入预先准备好的模块、添加标识用的CAM350PCB文件,或制作完的另一个型号的数据的CAM350PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import导入文件Autoimport可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
z不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
z所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是*.DPF则应设置为Barco DPF,如数据ASCII码有FILE9*设置为Fire9xxx调入数据。
274X、DPF、Fire9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:z一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
CAM350详细使用教程
SMT和PCB工程师必备--CAM350详细使用教程一、FILE 菜单:1、New (NO)清空原来的所有数据,准备调入新的数据。
热键Ctrl-N2、Open 打开当前及以下CAM350版本输出的CAM/PCB文件。
热键Ctrl-O3、Save 将当前各层所有数据保存到*.cam/pcb里。
以后打开*.cam/pcb所有数据都在里面。
热键Ctrl-S4、Save as 将当前各层所有数据另存为*.cam/pcb文件里。
5、Merge 可调入预先准备好的模块、添加标识用的CAM350 PCB文件,或制作完的另一个型号的数据的CAM350 PCB(可用于把几个处理完的资料拼在一起),调入后用Edit,Change,EXPLODE MERGED DATABASE,就可修改模块中的数据。
6、Import 导入文件Autoimport 可自动导入CAM350识别的数据文件,包括274D,274X,*.DPF,带刀具的钻孔文件,*.DXF文件,铣边数据等。
数据需在同一目录。
z 不要直接选Finish,选NEXT,这样如果软件识别制式不对,还能手动修正。
z 所有调入数据不要只看后缀,需要解读ASCII码,来确认数据格式的实质(后缀是可以任意的)Gerber data 手动调入各种制式的GBR数据如导入数据的ASCII码中有DCODE定义,都设置为RS274-X,是 *.DPF 则应设置为Barco DPF,如数据ASCII码有FILE 9* 设置为Fire 9xxx调入数据。
274X、DPF、Fire 9xxx的都无须再设置公英制及小数点前后有多少位,只需要告知是RS274X/DPF/Fire 9xxx就可直接调入。
调入不自带D码的文件就应设置为RS274的,同时要设好正确制式还要能正确匹配D码文件才能显示正确的图形。
如何判别RS-274D(GBR数据中无D码定义)的制式:z 一般GBR数据是LEADING,钻孔数据是TRAILING的,且大都是绝对坐标。
CAM指令及技巧
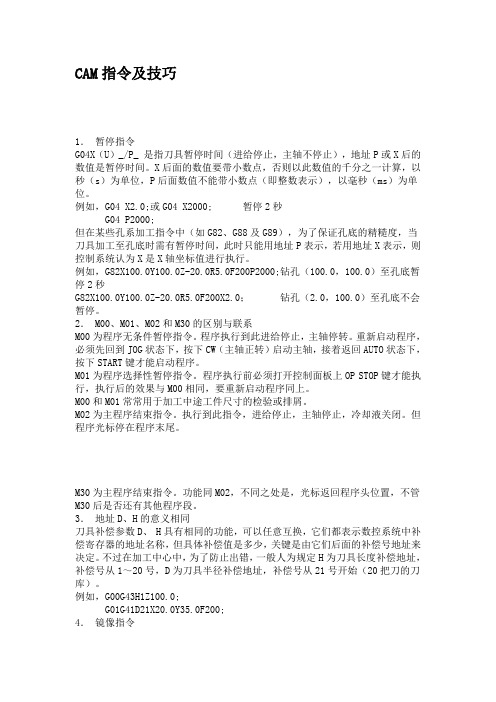
CAM指令及技巧1.暂停指令G04X(U)_/P_ 是指刀具暂停时间(进给停止,主轴不停止),地址P或X后的数值是暂停时间。
X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值不能带小数点(即整数表示),以毫秒(ms)为单位。
例如,G04 X2.0;或G04 X2000; 暂停2秒G04 P2000;但在某些孔系加工指令中(如G82、G88及G89),为了保证孔底的精糙度,当刀具加工至孔底时需有暂停时间,此时只能用地址P表示,若用地址X表示,则控制系统认为X是X轴坐标值进行执行。
例如,G82X100.0Y100.0Z-20.0R5.0F200P2000;钻孔(100.0,100.0)至孔底暂停2秒G82X100.0Y100.0Z-20.0R5.0F200X2.0;钻孔(2.0,100.0)至孔底不会暂停。
2. M00、M01、M02和M30的区别与联系M00为程序无条件暂停指令。
程序执行到此进给停止,主轴停转。
重新启动程序,必须先回到JOG状态下,按下CW(主轴正转)启动主轴,接着返回AUTO状态下,按下START键才能启动程序。
M01为程序选择性暂停指令。
程序执行前必须打开控制面板上OP STOP键才能执行,执行后的效果与M00相同,要重新启动程序同上。
M00和M01常常用于加工中途工件尺寸的检验或排屑。
M02为主程序结束指令。
执行到此指令,进给停止,主轴停止,冷却液关闭。
但程序光标停在程序末尾。
M30为主程序结束指令。
功能同M02,不同之处是,光标返回程序头位置,不管M30后是否还有其他程序段。
3.地址D、H的意义相同刀具补偿参数D、 H具有相同的功能,可以任意互换,它们都表示数控系统中补偿寄存器的地址名称,但具体补偿值是多少,关键是由它们后面的补偿号地址来决定。
不过在加工中心中,为了防止出错,一般人为规定H为刀具长度补偿地址,补偿号从1~20号,D为刀具半径补偿地址,补偿号从21号开始(20把刀的刀库)。
CAM 常用快捷键及简单操作

CAM350常用快捷键及简单操作R 刷新A D码表Q 提取D码X 鼠标的样式(全屏、45°全屏、小屏)Z 光标大小S 设置栅格(开/关)F 线形(粗、细、格状)HOME 全屏+(数字) 放大-(数字) 缩小U 返回上一步操作O 移动(以90°、45°、任意角度)Esc 放弃工具栏空白处右击----customize----可以根据自己的习惯修改快捷键;点击Edit之后再按A键,将会选中全屏内容;Info——Measure——Point-Point 测量两点之间的距离;Edit——Change——Origin——Space Origin 可以重新定坐标原点;将Gerber文件导入到CAM中一、打开CAM350软件,将要操作的Gerber文件导入File——Import——AutoImport在Directories下面选择你所需要的Gerber文件夹,然后单击Finish按钮(此时不要选单位单选框Metric,使其默认即可)将出现如下图所示提示框单击Save,选择文件保存目录;接下来点击Close即可。
将各层进行对齐1、对齐之前可以先将钻孔表层删除Edit——Delete——点击键盘键A——OK!2、将钻孔表层移除Edit——Layers——Remove——选中要移除层的复选框——OK——OK!3、将剩下的层进行重新排序(有些时候当我们需要打印拼板视图的时候会发现该显示在上面层的结果看不见,这时就需要我们重新将层进行排序)Edit——Layers——Reorder——Renumber——OK!4、将剩下的层进行对齐Edit——Move——点击键盘W键框选钻孔层、确认——选择中心点(按数字键盘+/-可以调节文件的大小,PageUp/PageDown可以调节光标框的大小)——确认此时,钻孔层将粘附在光标上——将光标移动到与此孔对齐的位置,确认即可但此时还有些层并不是与所有层都对齐的,如下图所示接下来重复Edit——Move动作,此时可以按键盘F键,使整个文件显示虚线框的形式这时选择定位点为虚线框中板框上的节点处,将能够很准确的将各层对齐。
cam操作规程
cam操作规程摄像机(cam)操作规程摄像机(cam)是一种常见的电子设备,用于拍摄视频或照片。
无论是专业摄像师还是摄影爱好者,都需要遵守一定的操作规程,以确保拍摄到高质量的影像作品。
以下是一个摄像机操作规程的简要指南,供参考。
1. 准备工作在开始拍摄前,确保摄像机的电池充足,并检查存储媒体(如SD卡)的可用空间。
清理镜头和视图窗,确保没有灰尘或指纹。
2. 设置摄像机参数根据拍摄需求,调整摄像机的设置。
包括白平衡、对焦模式、曝光补偿、ISO等。
如果需要,可以选择特殊的拍摄模式,如运动模式或夜景模式。
3. 确保稳定的拍摄在拍摄过程中,保持稳定的摄像机。
可以使用三脚架或手持稳定器来避免画面抖动。
对于运动镜头,可以考虑使用追焦器或跟踪平台来保持图像稳定。
4. 注意光线条件光线是拍摄的基础,尽量选择明亮的环境进行拍摄。
如果光线不足,可以使用摄像机的补光灯、闪光灯或外部灯光设备来增加亮度。
避免强烈的背光或反光。
5. 熟悉摄像机功能熟悉摄像机上的各种功能按钮和菜单选项。
了解如何调整焦距、变焦、切换镜头和调整音频设置等。
这样可以在拍摄时快速调整相机设置,以确保拍摄效果。
6. 使用取景器和观景器在拍摄前,使用取景器或观景器来确认拍摄画面。
这样可以更准确地判断焦距、曝光和构图。
7. 创造有吸引力的构图在进行摄像拍摄时,要注意构图。
选择合适的主题、角度和背景,以及使用线条、对称和对比等构图技巧,创造有吸引力的图像。
8. 平稳的移动和变焦在需要移动或变焦时,要确保操作平稳。
使用旋转和推动的流畅动作,避免快速抖动或突然停止。
9. 注意音频录制如果需要录制音频,使用外部麦克风或摄像机内置的麦克风。
在拍摄过程中,避免握持摄像机,以减少手指在机身上的摩擦声。
10. 合理使用特殊效果摄像机通常提供一些特殊效果选项,如慢动作、时间推移和特殊滤镜等。
合理使用这些效果,增加视觉吸引力,但不要过度使用。
11. 合理使用后期处理拍摄完成后,可以使用后期处理软件来对视频进行剪辑和调色。
CAM操作详解
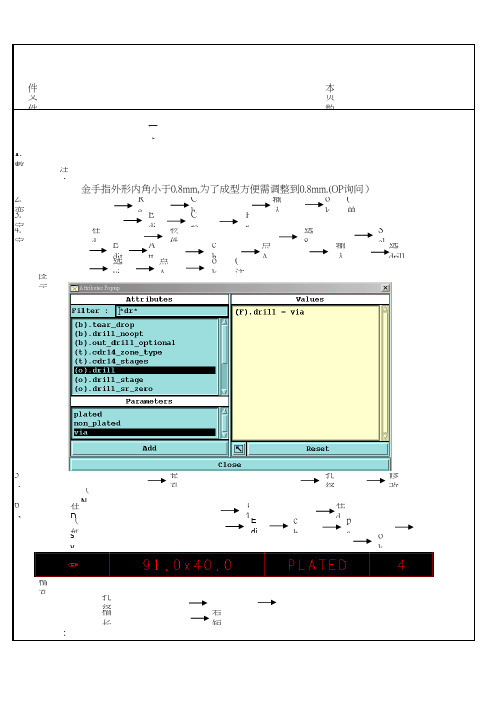
文件版本文件页数一、1.整注:2.变ReCh输入ok(单3.定EdiCrePr4.定在d物件选8SelEditAttch点A输入选drill 选vi点Aok(注图示5、钻孔孔径修改(N6、在D计算在d (如Edichpa syok槽孔孔径槽长若短注:金手指外形内角小于0.8mm,为了成型方便需调整到0.8mm.(OP询问):为了防止内层隔离pad与隔离线相交处细小铜丝图示:步a.选隔mb.c.E文件名称:C AM 制作详解版本:A 1文件编号:页数:图示::文件名称:CAM 制作详解版本:A 1文件编号:页数:g.工点小h.工工作图示i.工作层c,s-----copy回L2,L3---o作Ty 如下图所示:短路显示开路显示l3+1层测法与上一样7.内缩c o m p ar is o n m a p la y er ----层名任意----然后一如下图示:l3层比对方法与上面一样文件名称:CAM 制作详解版本:A 1是否有没有被去除掉的-----copy原稿l2orig图示:去独立pad 去重复pad层L 2 ----过滤器----选择线li n e 和正资料----S M o v e 一层c, l3层一样, M o v e 一层s。
CAM教程
文件名保存以6位数保存。夹具程序后处理完成。
加工玻璃程序后处理----选择刀具路径群组 2----JTGK-3AXIS9-NT 0105 B.pst----确定-----存放位 置(文件命名6位数)------过程全完成
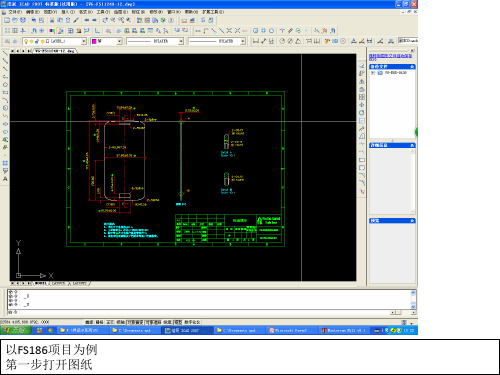
以FS186项目为例 第一步打开图纸
删除多余线条后,点击 文件 另存为 保存类型改为AutoCAD2000(DXF) 文件夹 (见附图)
放到相应
点击CAM 档案 档案转换 Autodesk 读取 打开刚保存的文件(注意文件
类型) 打开
另一种方法直接点击文件移到编程图标
所要图形保留
删除多余线条步骤:点击 适度化 删除 窗选 点击左键 适度化 备注:如果 没有删完就重复以上步骤。 另一种方法:点击 删除 所有的 限定 勾尺寸标注
连成密封图形 按图示连接,首尾相连。得到下图。
开口,退刀 按上图,开个退刀位置。完成以上工作后,进行刀具选择。
钻头选择,0.7厚,倒0.15边位。选择0438 和0503 都差不多。这里以选0438钻头为例。
建立新群组
外形铣削 串连(如上图显白色,串连部分) 结束选择 执行
刀具选择0438,设置刀具参数,如上图所示。
串连图形 外形铣削 选择串连图线 重复以上步骤 注意外形铣削参数调整
串连图形 点击刀具路径 面铣 串连 设置好刀具参数、面铣加工参数 夹具制作完成
隐藏刀具路径:刀具路径 完成
操作管理
全选,如上图操作 (快捷键 alt+t)夹具制作
利用串连补正命令,按上图操作 得到右图
把4个圆弧利用串连补正按上图所示画好。串连条数奇数,删去多余线条。得到如下图形
CAM快捷键和命令

CAM350快捷键A 翻开光圈表C 以光标为中心放大临近范围D 设置当前激活的D 码F 切换显示线的填充模式〔实填充/外形线/中心线〕G 图形开关H 所以同类型D 码的元素高亮显示K 关闭层〔当前层除外〕L 指定当前层M 切换命令行显示方法〔记忆模式/命令提示/宏命令提示〕N 切换当前层的正片/负片显示O 改变走线模式〔0/45/90 度〕P 显示上一次缩放大小Q 查看属性R 刷新S 随删格移动开关T 透视显示开关U 撤消V 删格显示开关W 窗口式放大X 光标模式切换〔短“十〞字形、长“十〞字形、X 形〕Y 翻开层设置对话框Z 目标选取开关〔以光标为中心〕Ctrl U 恢复+ 放大- 缩小Home 全局显示,执行上一命令Esc 结束当前命令〔等于鼠标右键〕空格键等于鼠标左键Ins 按光标在面版中的位置显示图形Page Up 放大目标选取框〔以光标为中心〕Page Down 缩小目标选取框〔以光标为中心〕------------------------------------------- 编辑命令下的功能热键A 全选C 框选模式〔交叉/不交叉〕I 窗口选择模式〔窗内被选/窗外被选〕W 进入组窗口选择模式1、 ALT+F-->N 翻开新软件2、 ALT+F-->O 翻开文件〔PCB〕3、 ALT+F-->S 保存4、 ALT+F-->A 另存为5、 ALT+F-->M 两个文件合并,用作比照用6、 ALT+F-->I+U 输入GERBER文件7、 ALT+F-->I+G 分层输入GERBER文件8、 ALT+F-->E+G 与输入文件相反,即输出相应的文件9、 ALT+F-->I+R 输入钻带10、ALT+F-->E+R 输出钻带11、ALT+F-->I+M 输入锣带12、ALT+F-->E+M 输出锣带13、ALT+F-->P+P 打印14、ALT+E-->L+S 加大字体15、ALT+E-->M 移动16、ALT+E-->D 删除17、ALT+E-->I 作镜HORIZONTAL18、 ALT+E-->L+A 增加层,翻开其它一层19、 ALT+E-->A 增加顶点20、 ALT+E-->C 拷贝21、 ALT+E-->R 旋转22、 ALT+E-->E 删除顶点23、 ALT+E-->G 删除某一段,某一节24、 ALT+E-->L+L 相对点对位25、 ALT+E-->L+R 删除层,移开层26、 ALT+E-->L+O 重新排序27、 ALT+E-->H+D 改变线粗〔改变D码的大小〕28、 ALT+E-->H+T+T 改变字体29、 ALT+E-->H+I 合并钻孔30、 ALT+E-->H+E+L/+W 打散/恢复31、 ALT+E-->H+E+P 打散输入的钻孔,锣带资料32、 ALT+E-->H+S 打散弧度33、 ALT+E-->H+O+D 定零点34、 ALT+E-->T+L 隔开删除,删除指定局部35、 ALT+E-->J 连接线,使之成为一个整体36、 ALT+E-->V 拖动〔成弧度〕即任意点37、 ALT+E-->E 删除X点〔角度处〕38、 ALT+A-->F 加实心圆,即加焊盘39、 ALT+A-->L 画线40、 ALT+A-->R 画矩形41、 ALT+A-->P 自动填充42、 ALT+A-->X 书写,写文字43、 ALT+A-->A+C 画实心圆,即两点定圆44、 ALT+A-->A+2 两点定弧45、 ALT+A-->A+3 三点定弧46、 ALT+A-->W 加金属丝47、 ALT+I-->R+D 查看线守宽,层D码组成局部48、 ALT+I-->R+R/N 查看钻孔资料/记D码49、 ALT+I-->R+N 查看网表资料50、 ALT+I-->S 查看状况51、 ALT+U-->C D码定义把某种图形定义一个D码52、 ALT+U-->D+A 自动转换53、 ALT+U-->D+I D码转换〔把某种复杂图形转换为焊盘〕54、 ALT+U-->N 连网〔一般连网这后做DRC后才可显示检测资料〕55、 ALT+U-->L+R 切除独立的焊盘56、 ALT+U-->L+I 切除多余的焊盘57、 ALT+U-->I+T 钻孔编辑表—复制到外形层58、 ALT+U-->I+R 优化钻孔59、 ALT+U-->I+A 添加钻孔60、 ALT+U-->I+G 转为钻孔61、 ALT+N-->R 做DRC〔援助检查线距、线宽等〕62、 ALT+T-->A 输入D码大小,D码表63、 ALT+T-->L层表,定义层的性质,名称64、 ALT+S-->U 公,英制转换65、 ALT+S-->T 字体设置66、 ALT+S-->O 观察设置67、 ALT+S-->A打散时的弧度设置68、 ALT+N-->O测铜面积〔参数选择为1mil,一般需连网之后再进行测量69、 ALT+I-->M+P 测量距离1. new :新建〔快捷键 Ctrl+N〕。
cam操作手册解读
CAM350操作流程一.接受客户资料,将.pcb文件进行处理:用Protel 99SE或者DXP软件进行格式转换,(1)Protel 99 SE操作过程如下:鼠标左键双击.pcb文件出现如图1-1画面,一般来说Design Storage T不须更改,如果有需要的话可以对文件命名(Database)和路径(Database Location)进行适当修改。
图1-1出现画面如图1-2所示。
进行编辑Edit-Qrigin-Set定位,一般取左下角点作为定位点如图1-3所示。
图1-3定位完后,进行Gerber格式的产生。
首先点File--CAM Manger出现Output Wizard 窗口点击Next选则Gerber然后继续Next直到出现如图1-4所示画面,点击Menu选择Plot Layers –All On,一直点Next ,最后点击Finish。
接着右键点击Insert NC Drill,出现画面选择比例2:4点OK。
最后点击右键选择Generate CAM Files (F9) 完成格式的转换。
图1-4(2)DXP软件操作流程如下:点击File-Open-(.PCB)出现如图1-5所示画面,然后进行Edit—Orign-Set 进行定位。
图1-5定位完后,进行Gerber格式的产生。
点击File-Fabrication Outputs-Gerber Files,出现Gerber Steup,在General下选择Format 2:4;在Layers下选择Plot Layers –All On,OK完成。
如图1-6所示。
切换到上一层图继续产生钻孔文件。
点击File- Fabrication Outputs-NC Drill Files,选择2:4比例,最终生成钻孔文件如图1-7所示。
图1-7二. 以GERBER的格式在CAM软件中导入,点击File-Import-AutoImport,出现2-1画面。
CAM各种命令操作的详细教程

CAM各种命令操作的详细教程CAM350 V8.0.5 File 菜单1. new :新建(快捷键 Ctrl+N)。
2. open:打开(快捷键 Ctrl+O)。
3. save:保存(快捷键 Ctrl+S)。
4. save as:另存为。
5. merge:合并两 PCB 文件。
可将两层排列方式基本一致的板做拼接,若掌握熟练可拼接文件用于菲林绘制。
6. Import:导入文件。
Autoimport:自动导入文件。
系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做调整,选择其他光圈编译器或重新编辑编译器并做检查。
Gerber data:导入 Gerber 文件。
对于 RS274-X 文件自带 D 码即可将文件调入,而对于 RS274-D 文件则通过调整文件格式来调试到显示正确的图形。
Drill data:导入钻孔数据。
同样通过格式调整来调试图形正确性。
Mill data:导入铣边资料。
Dxf:一种文件格式,一般有客户提供此类文件作为说明。
Aperture table:光圈表。
当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使用的编译器。
7. Export:导出文件。
Composites:复合层输出。
Drill data:钻孔数据。
Mill data:铣边数据。
8. Print:文件打印。
Setup printer:打印机设置。
Print display:打印预览。
9. Setup:系统设置。
Preferences:参书选择。
可设置优先缓存区,如:undo 恢复键功能;自动备份的功能,但常规下不做自动备份。
Paths:路径。
定义系统显示的输入输出及其它一些环境文件所在的默认路径。
File extensions:设置输入输出文件扩展名的默认值。
Colors:设置显示的颜色。
可根据个性进行设置。
Photoplotter:对光绘程序中指令的识别进行设置。
有客户设计软件生成的文件在该选择不同时将会有不同识别程度,不要轻易更改其间参数。
cam的用法
cam的用法摘要:1.什么是CAM2.CAM 的基本用法3.CAM 的高级用法4.CAM 的实际应用正文:一、什么是CAMCAM(Computer Aided Manufacturing,计算机辅助制造)是一种利用计算机软件对制造过程进行控制的技术。
通过使用CAM 软件,可以提高生产效率、减少人工操作失误,以及提高产品的质量。
CAM 广泛应用于数控加工、模具制造、机械加工等领域。
二、CAM 的基本用法1.导入模型:首先,需要将待加工的零件模型导入到CAM 软件中。
这些模型通常来自于设计软件,如CAD 等。
2.设定加工工艺:根据零件的材质、形状和大小,设定合适的加工工艺,如铣削、车削、钻孔等。
3.创建加工程序:根据设定的加工工艺,在CAM 软件中创建相应的加工程序。
加工程序包含了加工的顺序、刀具的类型和尺寸、切削速度和进给速度等信息。
4.模拟加工:在生成加工程序后,需要对加工过程进行模拟,以确保程序的正确性和合理性。
5.输出G 代码:模拟加工完成后,将加工程序输出为G 代码,这是一种通用的数控加工代码。
三、CAM 的高级用法1.优化加工路径:通过CAM 软件的自动优化功能,可以优化加工路径,提高加工效率和减少刀具的磨损。
2.刀具路径模拟:在生成加工程序后,可以通过刀具路径模拟来检查刀具在加工过程中的运动是否合理。
3.实时监控加工过程:通过与数控机床的连接,可以实时监控加工过程,调整加工参数,提高加工质量。
四、CAM 的实际应用1.数控加工:CAM 在数控加工中的应用最为广泛,可以实现对各种零件的精确加工。
2.模具制造:在模具制造中,CAM 可以用于生成模具的加工程序,提高模具的精度和质量。
3.机械加工:在机械加工领域,CAM 可以用于生成各类机械零件的加工程序,提高生产效率和产品质量。
总之,CAM 作为一种计算机辅助制造技术,在现代制造业中发挥着重要作用。
cam操作

双击桌面图标,稍等进入Mastercam X4系统进入画面如下
单击菜单栏左上方的“文件”按钮,单击“打开文件”如图进入下面画面:
点击文件类型,选择所有文件
选择要选定的图形例如下
选好图形打勾再进入以下:
单击“F适度化”按钮
图形变化如下:
下面要确定图形在打胶中的位置,即选定开胶点位置坐标
选择菜单栏中单击“分析”,单击“点位分析”
在图形上选定对应的开胶点位置如图显示
假设在实际量出的坐标为(200,100),但图中的坐标却为(1229.544,1227.984),那需要把图中坐标变为(200,100),如下操作记录好显示的图中坐标(1229.544,1227.984),然后关掉位置分析窗口,框住整个图形,使图形高亮
单击菜单栏中“转换”按钮,选择“平移”
点选移动,在直角坐标的X Y选项中输入数值,即要将坐标(1229.544,1227.984)变为(200,100)需各自移动的数值(-1029.544,-1127.984),分别输入,打勾,再选择单击“F
适度化”
单击“刀具路径”,选择“外形铣削”
输入名称,打勾
点选“2D”
选择图形,指定起始位置
打勾
单击刀具
在刀具号码下方空白处右击弹出去的下拉菜单中选择创建新刀具
选择平底刀
直径数值输入“0.0005”打勾
连续打勾
选择单击后处理已选择的操作
打勾
选择存储位置,输入名称,打勾
修改程序。
CAM操作流程
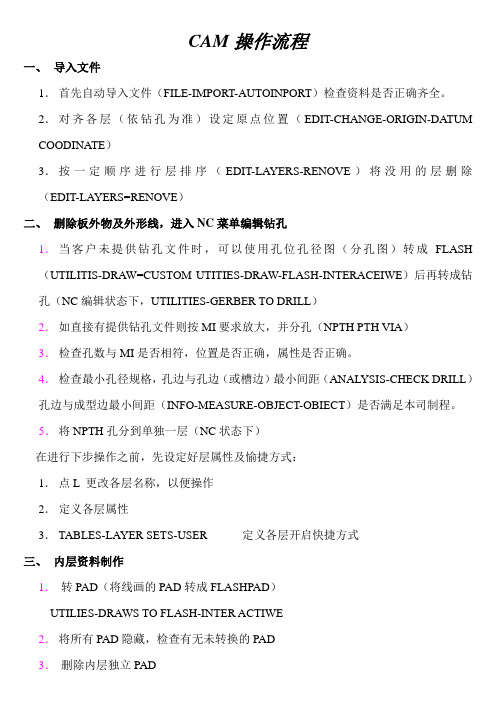
CAM操作流程一、导入文件1.首先自动导入文件(FILE-IMPORT-AUTOINPORT)检查资料是否正确齐全。
2.对齐各层(依钻孔为准)设定原点位置(EDIT-CHANGE-ORIGIN-DATUM COODINATE)3.按一定顺序进行层排序(EDIT-LAYERS-RENOVE)将没用的层删除(EDIT-LAYERS=RENOVE)二、删除板外物及外形线,进入NC菜单编辑钻孔1.当客户未提供钻孔文件时,可以使用孔位孔径图(分孔图)转成FLASH (UTILITIS-DRAW=CUSTOM UTITIES-DRAW-FLASH-INTERACEIWE)后再转成钻孔(NC编辑状态下,UTILITIES-GERBER TO DRILL)2.如直接有提供钻孔文件则按MI要求放大,并分孔(NPTH PTH VIA)3.检查孔数与MI是否相符,位置是否正确,属性是否正确。
4.检查最小孔径规格,孔边与孔边(或槽边)最小间距(ANALYSIS-CHECK DRILL)孔边与成型边最小间距(INFO-MEASURE-OBJECT-OBIECT)是否满足本司制程。
5.将NPTH孔分到单独一层(NC状态下)在进行下步操作之前,先设定好层属性及愉捷方式:1.点L 更改各层名称,以便操作2.定义各层属性3.TABLES-LAYER SETS-USER 定义各层开启快捷方式三、内层资料制作1.转PAD(将线画的PAD转成FLASHPAD)UTILIES-DRAWS TO FLASH-INTER ACTIWE2.将所有PAD隐藏,检查有无未转换的PAD3.删除内层独立PADUTILIES-DATA OPTIMIZATION-REMWE ISOLANDS PADS删除后核对原装,确定有无错删,少删。
4.将铜皮、PAD及LINE分别MOVE出来,分三层,以便操作5.将LINE层线路按MI要求加粗UTILITIES-OVER/THNDER SIZE ,产生NEW层,检查过后将LINE层清空,将NEW 层MOVE过去6.RING制作AA VIA孔RING制作(1)打开钻孔层MOVE-FILTER(输入VIA孔编号)-点“SELECT ALL”MOVE TO NEW LAYER(命名为VIA)(2)COPY PAD层至VIA层(#不是所有PAD都有VIA孔通过,只有与VIA重合的才需做RING。
CAM 教程汇编
CAM350 V8.0.5 File 菜单1. new :新建(快捷键 Ctrl+N)。
2. open:打开(快捷键 Ctrl+O)。
3. save:保存(快捷键 Ctrl+S)。
4. save as:另存为。
5. merge:合并两 PCB 文件。
可将两层排列方式基本一致的板做拼接,若掌握熟 练可拼接文件用于菲林绘制。
6. Import:导入文件。
Autoimport:自动导入文件。
系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做 调整,选择其他光圈编译器或重新编辑编译器并做检查。
Gerber data:导入 Gerber 文件。
对于 RS274-X 文件自带 D 码即可将文件调入,而对于 RS274-D 文件则通过调整文件格式来调试到显示正确的图形。
Drill data:导入钻孔数据。
同样通过格式调整来调试图形正确性。
Mill data:导入铣边资料。
Dxf:一种文件格式,一般有客户提供此类文件作为说明。
Aperture table:光圈表。
当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使 用的编译器。
7. Export:导出文件。
Composites:复合层输出。
Drill data:钻孔数据。
Mill data:铣边数据。
8. Print:文件打印。
Setup printer:打印机设置。
Print display:打印预览。
9. Setup:系统设置。
Preferences:参书选择。
可设置优先缓存区,如:undo 恢复键功能;自动备份的功能,但常规下不做自 动备份。
Paths:路径。
定义系统显示的输入输出及其它一些环境文件所在的默认路径。
File extensions:设置输入输出文件扩展名的默认值。
Colors:设置显示的颜色。
可根据个性进行设置。
Photoplotter:对光绘程序中指令的识别进行设置。
有客户设计软件生成的文件在该选择不同时将会有不同识别程度,不要轻易更改其间参数。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
CAM350 V8.0.5 File 菜单1. new :新建(快捷键Ctrl+N)。
2. open:打开(快捷键Ctrl+O)。
3. save:保存(快捷键Ctrl+S)。
4. save as:另存为。
5. merge:合并两PCB 文件。
可将两层排列方式基本一致的板做拼接,若掌握熟练可拼接文件用于菲林绘制。
6. Import:导入文件。
Autoimport:自动导入文件。
系统自动为选择的文件做光圈表匹配,若有匹配不正确或无法匹配的则可做调整,选择其他光圈编译器或重新编辑编译器并做检查。
Gerber data:导入Gerber 文件。
对于RS274-X 文件自带D 码即可将文件调入,而对于RS274-D 文件则通过调整文件格式来调试到显示正确的图形。
Drill data:导入钻孔数据。
同样通过格式调整来调试图形正确性。
Mill data:导入铣边资料。
Dxf:一种文件格式,一般有客户提供此类文件作为说明。
Aperture table:光圈表。
当确定光绘文件调入正确,而光圈表不匹配的情况可使用该指令来调整光圈表使用的编译器。
7. Export:导出文件。
-Composites:复合层输出。
Drill data:钻孔数据。
Mill data:铣边数据。
8. Print:文件打印。
Setup printer:打印机设置。
Print display:打印预览。
9. Setup:系统设置。
Preferences:参数选择。
可设置优先缓存区,如:undo 恢复键功能;自动备份的功能,但常规下不做自动备份。
Paths:路径。
定义系统显示的输入输出及其它一些环境文件所在的默认路径。
File extensions:设置输入输出文件扩展名的默认值。
Colors:设置显示的颜色。
可根据个性进行设置。
Photoplotter:对光绘程序中指令的识别进行设置。
有客户设计软件生成的文件在该选择不同时将会有不同识别程度,不要轻易更改其间参数。
当发现文件中有不明设计的圆弧,可通过选择Ignore arcs withsame start/cnd points 调试后与客户确认,或发现文件中焊盘线处于未填实的情况可通过将Interpolated arc if no G74/G75由Quadran调至360 Degrees,切记当调试后再做其他板之前请务必调回原默认状态。
Nc-mill machine:为铣边文件设置默认格式。
Nc-drill machine:为钻孔文件设置默认格式。
Save defaults:将当前环境设置为默认环境。
在每次使用New 指令即可进入该默认环境。
10. Exit:退出。
CAM350 V8.0.5 Edit 菜单1.undo:撤消。
也就是返回上一步(快捷键U)。
2.redo:恢复。
如果你undo 用错了,就可以用redo 恢复(快捷键Ctrl U)。
3.Move:移动。
选择MOVE 命令后,再按A 是全选,按I 是反选,按W 是框选(按W 就是要用鼠标把整个元素都框上才能选中),按C 的效果很特别(按C 只要选中该元素的一小部分就能选上,)什么都不按的话就是单元素选择。
这里对操作界面进行具体介绍:左上角的“数字:数字”:就是栅格的间距,可自己设置比例(按V就可显示栅格,按S 就是光标随删格移动)。
“L 数字”:设置角度,有0,45 和90 可以选择(快捷键O)。
“Move To Layer”:移动到其它层。
选择你要移动到的层,可以是一层,也可是多层。
紧跟着的就是筛选元素的类型,有drw,flsh,drill,mill 等(不同的命令有不同的类型可选择,有时还会有VIA 等选项)。
“Filter”:筛选元素。
Ddoces:筛选D 码。
填上你所要D 码的号数,两个以上用逗号隔开。
0 或空白= 全选#,#,……包含#:#,……范围-#,-#:#,……不包含Tool References:筛选钻孔。
Polygon Filter:多边形过滤。
Text Filter:文字过滤。
“Prev”:功能跟按W的效果差不多,也是框选,但它有一个特性,就是可以记住上一次曾经选过的东东,请活用这功能!“SelectAll”:跟按A 的全完一样,也就是全选啦。
右下角那“数字:数字”就是X,Y 的坐标系数(可更改),这是一个能令操作精度变得更高的命令,请多加运用。
双击后出现一个小界面框,旁边的“Abs”是绝对坐标,“Rel”是相对坐标。
“Abs”是指以origin 为基准,“Rel”则是以你在主画面中最后一次鼠标左键操作为基准。
坐标系数的右边显示的是单位MM 或MILS,更改单位在“Settings”菜单里。
4.Copy:复制。
Copies:这里填上你要复制的倍数,To Layers:选择你要复制到的层,可以是一层,也可是多层。
5.Delete:删除。
6.Rotate:旋转。
有几种角度可以选择,也可以自定义旋转角度。
7.Mirror:镜像。
Vertical 是X 轴镜像,再按一下就变成Horizontal是Y轴镜像。
CAM350 V8.0.5 Edit 菜单21. Layers(层操作):每一个PCB 板基本上都是由线路层、阻焊层、字符层、钻孔数据层、DRILL 层所组成的,在CAM350 中,每载入一层都会以不同的颜色分别开,CAM350 提供了强大的层处理功能。
如:层对齐、增加层、层排序、层删除、层缩放等。
Add layers:增加层,在左边工具条有快捷按钮。
Remove:删除层。
按Compress 可自动识别无用层。
Reorder:重新排列层。
可通过鼠标来调整,然后点Renumrer 重新排列层号。
Allign:定位。
用于层与层之间的对齐。
Snap pad to drill:将焊盘与焊盘对中。
可选择Tolerance 即在坐标相差多少之内的可做对中移动。
Snap pad to drill:将焊盘向钻孔对中。
Snap drill to pad:将钻孔与焊盘对中。
Scale:比例。
用于设置层的缩放比例。
2. Change(更改):在这里可重新设定每个元素的D 码,字体的大小、样式,坐标的原点等。
Dcode:更改D 码。
Text:文字。
Text Style and Contents:文字风格和内容。
Explode:打散命令。
如字符可打散为线,客户自定义光圈及铜皮均可打散成线。
All:打散所有。
Custom :打散自定义D 码。
Vector Polygon:打散矢量多边形。
Text:打散文字。
Sectorize:圆弧转折线。
Origin:设置坐标原点。
Space Origin:绝对原点。
Grid Origin:网格原点。
Datum Coordinate:数据坐标。
Panelization Anchor:排版原点。
3. Trim using(修剪):这个操作只对当前有效的线元素有作用,常用于调整一些线段,如修剪等。
操作时要先选择修剪的分界线,左键选择,可以连续选择成多顶点窗口状。
右键确定,再左键点选需要修剪的Line。
注意:圆弧是不能被修剪的,需要修剪时只有先把它转成折线,然后再修剪。
Line:通过一条线作为修剪线的部分。
Circle/arc:通过圆或弧来作为修剪边界的部分。
4. Line change 线的更改Chamfer:倒斜角。
Fillet:倒圆角。
Join segments:可合并多段线条。
Break at Vtx:在顶点处打断。
Segments To Arcs:折线转圆弧。
5. Move vtx/seg:移动顶点/分节6. Add vertex:增加顶点7. Delete vertex:删除顶点8. Delete segment:删除分节CAM350 V8.0.5Add 菜单1. Flash:增加焊盘。
2. Line:增加线。
3. Polygon:增加多边形或铜皮。
铜皮有非矢量(Raster)和矢量(Vector)两种,可设置填充铜皮与边框线的距离。
注意用于填充的边框必须为封闭。
4.Polygon Void:截除填充部分。
Line:线Circle:圆5. Text:增加字符,可以在任意一层上添加文字说明。
Style 按钮是用来设置文本的字体、大小、对齐方式、字间距的。
在D 码列表中选择合适的D 码,在层列表中选择文本所在的层。
字符设置也可在Text Style 中进行。
6. Rectangle:增加方框。
7. Circle:增加圆。
Center-Radius:中点-半径3-Points:3 点8. Arc:增加弧。
Center-Angle:中点-起点3-Points:3 点2-Points:2 点CAM350 V8.0.5 View菜单1. Window:窗口放大查看(快捷键W)。
W 键可与许多操作指令配合使用,可做窗口内和窗口外的选择(快捷键I),也可做选择某元素部分或全部的切换(快捷键C)。
2. All:查看整个图形(快捷键Home)。
3. Redraw:刷新(快捷键R)。
4. In:放大(快捷键+)。
5. Out:缩小(快捷键-)。
6. Pan:平移显示(快捷键Insert)。
此项操作用于逐屏检查,注意技巧。
7. Composite:合成。
8. Back side:反面。
9. Rotate:旋转。
10. Tool bar:显示工具条。
11. Status bar:显示状态栏。
12. Layer bar:显示图层条。
CAM350 V8.0.5 Info 菜单1. Query 查询图形属性All:显示当前元素的所有信息(快捷键Q)。
Net:显示当前网络的所有信息。
Dcode:显示当前D 码的所有信息。
2. Find:查找。
3. Measure 测量距离Point to point:测量点到点的距离。
左上角的L0、L45、L90 表示其角度。
Object to object:测量两元素间的距离。
4. Report 报告Dcode:显示所有层或指定层的D 码表。
Nc Tool:显示钻孔报告。
CAM350 V8.0.5 Utilities菜单1. Draw to custom:线转自定义D 码。
Draw To Symbol:画线转符号(排版时用)。
2. Draw to flash:可将某些线转换成焊盘。
Automatic:自动Interactive:交叉3. Polygon conversion:多边形转换。
Draw To Raster Poly:线转换成光栅。
Raster Poly To Vector Poly:光栅转换成矢量。
Draw To One-Up Border:定义单元Border。
4. Draw To raster poly:将非矢量的区域转换成矢量。