Connector 常用工程塑胶知识汇总
连接器常用塑胶材料

聚苯乙烯 (较脆,透明 PS 的产品较多) 聚氯乙稀 PVC
HIPS的截断面发白,但GPPS没有,
HIPS的亮度一般,韧性比ABS要逊色一点,火烧后表面光亮,有苯乙烯的味道
EPS主要用于泡沫。
力学性能,电性能优良,耐酸碱力极强,化学稳定性好,但软化点低。适于制作薄板, 电线电缆绝缘层,密封件等.
PDF 文件以 "FinePrint pdfFactory Pro" 试用版创建
聚乙烯
PE 低压高密HDPE 12500-13000
线性低密LLDPE 12000-12500 聚丙烯 聚四氟乙烯 X PP PTFE X GPPS HIPS EPS X 15000-15800 12500-13000 40000
其制品具有密度低、透明性好、绝缘性好等优点,主要用于农膜(棚膜 、地膜)、重包装膜、收缩膜、透明膜、绝缘料及电缆护套的生产, 还可以用于注塑、挤压、发泡等加工领域。产品理化性质:无毒、无味 、表面光泽的乳白色圆柱形颗粒,具有良好的延伸性、电绝缘性,结晶 度55—65%,结晶熔点108—126℃。 产品理化性质:无毒、无味、无臭的白色颗粒,熔点约为130℃,相对 密度0.941—0.965。具有良好的耐热性和耐寒性。化学稳定性好,具 有较高的刚性和韧性,机械强度好,介电性能,耐环境应力开裂性能亦 较好。 产品理化性质:无毒、无味、无臭的乳白色颗粒,相对密度0.918— 0.939。与LDPE相比具有强度高、韧性好、刚性强、耐热、耐寒等优 点,还具有良好的耐环境应力开裂、耐撕裂强度等性能,并可耐酸、碱 、有机溶剂等。
注塑级/阻燃级 16000-26000
聚苯硫醚
PPS
X
60000
液晶聚合物
LCP
连接器基本知识介绍(2)
其他電氣性能
定格電壓,電流, 溫升測試(Temperature rise) ,對射頻同軸連接器而言,還有特性 阻抗、插入損耗、反射係數、電壓駐波比(VSWR)等電氣指標。
2015/12/5
26
機械性能-- 就連接功能而言,插拔力是重要地機械性能。
插拔力分為插入力和拔出力(拔出力亦稱分離力)(Insertion
Hale Waihona Puke 1.連接器部件分類等級(Levels of Packaging),也稱互連的層次
(1989年在美國國家電子配銷商協會(NEDA, 即National Electronic Distributors Association 縮寫,它是 一個工業教育組織 )的支援下,生產連接器的幾大廠家會聚在一起,制訂了一部連接器分類標準和術語 )
2015/12/5 3
顧名思義,通俗地說,連接器就是將
連接器是什麼東東?
兩種或兩種以上的物件連接到一塊的 媒介。廣義來說,連接器可以是硬體, 如我們日常見到的插座、手機插孔等 等,也可以是軟體,比如編程用到的 中間件等等。
連接器定義:
用以完成電路或電子机器等相互間電氣連接之器具(含附件)稱為連 接器
耐溫(High temperature) 目前連接器的最高工作溫度為200℃(少數高溫特種連接
器除外),最低溫度為-65℃。由於連接器工作時,電流在接觸點處產生熱量,導 致溫升,因此一般認為工作溫度應等於環境溫度與接點溫升之和。在某些規範中, 明確規定了連接器在額定工作電流下容許的最高溫升。 耐濕(Humidity)潮氣的侵入會影響連接h絕緣性能,並銹蝕金屬零件。恒定濕熱試 驗條件為相對濕度90%~95%(依據產品規範,可達98%)、溫度+40± 20℃,試驗 時間按產品規定,最少為96小時。交變濕熱試驗則更嚴苛。 耐鹽霧(salt mist) 連接器在含有潮氣和鹽分的環境中工作時,其金屬結構件、接觸 件表面處理層有可能產生電化腐蝕,影響連接器的物理和電氣性能。為了評價電連 接器耐受這種環境的能力,規定了鹽霧試驗。它是將連接器懸掛在溫度受控的試驗 箱內,用規定濃度的氯化鈉溶液用壓縮空氣噴出,形成鹽霧大氣,其暴露時間由產 品規範規定,至少為48小時。 振動和衝擊(Vibration&shock) 耐振動和衝擊是電連接器的重要性能,在特殊的 應用環境中如航空和航太、鐵路和公路運輸中尤為重要,它是檢驗電連接器機械結 構的堅固性和電接觸可靠性的重要指標。在有關的試驗方法中都有明確的規定。衝 擊試驗中應規定峰值加速度、持續時間和衝擊脈衝波形,以及電氣連續性中斷的時 間。
SMT连接器用工程塑胶
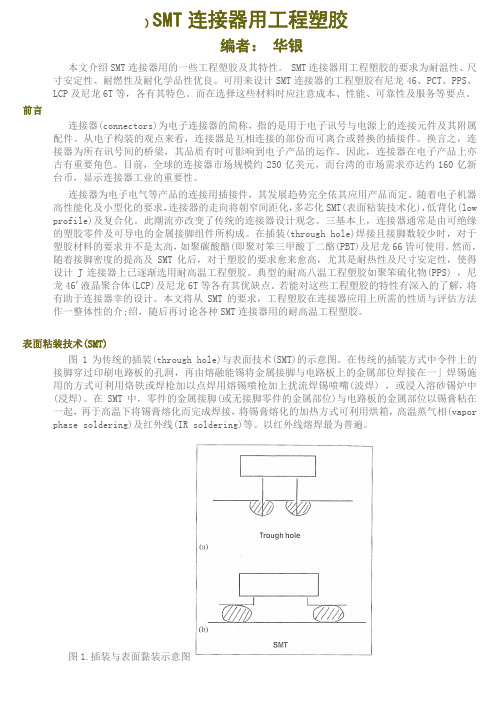
₎SMT连接器用工程塑胶编者: 华银本文介绍SMT连接器用的一些工程塑胶及其特性。
SMT连接器用工程塑胶的要求为耐温性、尺寸安定性、耐燃性及耐化学品性优良。
可用来设计SMT连接器的工程塑胶有尼龙46、PCT、PPS、LCP及尼龙6T等,各有其特色。
而在选择这些材料时应注意成本、性能、可靠性及服务等要点。
前言连接器(connectors)为电子连接器的简称,指的是用于电子讯号与电源上的连接元件及其附属配件。
从电子构装的观点来看,连接器是互相连接的部份而可离合或替换的插接件。
换言之,连接器为所有讯号间的桥梁,其品质有时可影响到电子产品的运作。
因此,连接器在电子产品上亦古有重要角色。
目前,全球的连接器市场规模约250亿美元,而台湾的市场需求亦达约160亿新台币,显示连接器工业的重要性。
连接器为电子电气等产品的连接用插接件,其发展趋势完全依其应用产品而定。
随着电子机器高性能化及小型化的要求,连接器的走向将朝窄间距化,多芯化SMT(表面粘装技术化),低背化(low profile)及复合化。
此潮流亦改变了传统的连接器设计观念。
三基本上,连接器通常是由可绝缘的塑胶零件及可导电的金属接脚组件所构成。
在插装(through hole)焊接且接脚数较少时,对于塑胶材料的要求并不是太高,如聚碳酸酪(即聚对笨三甲酸丁二酪(PBT)及尼龙66皆可使用。
然而,随着接脚密度的提高及SMT化后,对于塑胶的要求愈来愈高,尤其是耐热性及尺寸安定性,使得设计J连接器上已逐渐选用耐高温工程塑胶。
典型的耐高八温工程塑胶如聚笨硫化物(PPS) ,尼龙46'液晶聚合体(LCP)及尼龙6T等各有其优缺点。
若能对这些工程塑胶的特性有深入的了解,将有助于连接器幸的设计。
本文将从SMT的要求,工程塑胶在连接器应用上所需的性质与评估方法作一整体性的介;绍,随后再讨论各种SMT连接器用的耐高温工程塑胶。
表面粘装技术(SMT)图1为传统的插装(through hole)与表面技术(SMT)的示意图。
塑胶知识教材

塑胶知识培训教材1. 塑料知识1.1 工程塑料1.1.1聚酰胺 (PA)1.1.2聚碳酸酯 (PC)1.1.3 聚甲醛 (POM)1.1.4热塑性聚酯 (PET)1.1.5聚苯醚 (PPO)1.1.6聚丙烯(PP)1.1.7超高分子量聚乙烯(UHMWPE)1.1.8丙烯腈-丁二烯-苯乙烯共聚物(ABS) 1.1.9聚氯乙烯(PVC)1.2 特殊塑料2. 注塑成型知识2.1 温度控制2.2 压力控制2.3 成型周期2.4 选择注塑机之简易流程2.5注塑成型常见产品缺陷3.模具制作3.1 模具职能部门3.2 模具的制作3.3 模具制作流程图3.4 模具的更改3.5 模具的维修3.6 模具更改、维修流程图4. 喷油知识4.1 喷油流程4.2 喷油的检验工程塑料知识工程塑料,是指机械强度好,能做工程材料和代替金属制造各种机械设备或零件的塑料。
这类塑料主要有聚碳酸酯、聚酰胺、聚甲醛、聚氯醚、聚砜、AS塑料等。
Engineering plastic refers to the plastic with good machine strength and that can be used as engineering material or replace metal to make various machine equipments or spare parts. This plastic primarily contains polycarbonate, PA, POM, PVC, ABS …etc...特殊塑料是指具有特殊性能和特殊性用途的塑料,如含氟塑料、硅树脂、聚酚酯、环氧树脂、不饱和聚酯、离子交换树脂等。
The special plastic refers to the plastic with special features and application. 聚酰胺(PA)介绍:聚酰胺俗称尼龙(Nylon),英文名称Polyamide(简称PA),尼龙中的主要品种是尼龙6和尼龙66,占绝对主导地位。
注塑常用英语
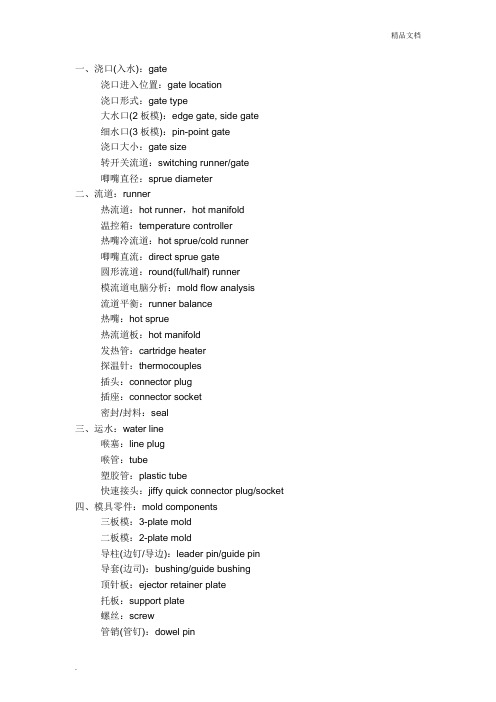
一、浇口(入水):gate浇口进入位置:gate location浇口形式:gate type大水口(2板模):edge gate, side gate细水口(3板模):pin-point gate浇口大小:gate size转开关流道:switching runner/gate唧嘴直径:sprue diameter二、流道:runner热流道:hot runner,hot manifold温控箱:temperature controller热嘴冷流道:hot sprue/cold runner唧嘴直流:direct sprue gate圆形流道:round(full/half) runner模流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探温针:thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line plug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socket 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold导柱(边钉/导边):leader pin/guide pin导套(边司):bushing/guide bushing顶针板:ejector retainer plate托板:support plate螺丝:screw管销(管钉):dowel pin内模管位锁:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector sleeve pin推板:stripper plate缩呵:movable core,return core,core puller扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座(斜鸡):wedge,heeled block耐磨板/油板:wedge wear plate压条:guide way plate模顶(撑头):support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.S.(socket head shoulder screw) 杯头螺丝:S.H.C.S.(socket head cap screw)活动臂:lever arm分流锥:sprue separator垃圾钉:stop pin水隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托导套(边):ejector guide pin镶针:insert pin波子弹弓:ball catch喉塞:pipe plug行位斜导柱:angle pin斜顶杆:angle ejector rod复位键/提前回杆:early return bar气阀:valves五、术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模闭合总厚度:mold base shut height顶针碰运水:water line interferes with ejector pin料位出上(下)模:part from cavity (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliminary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length强度不够:insufficient rigidity均匀冷却:even cooling扣前模:sticking热膨胀:thermo expansion公差:tolerance铜电极(铜公):copper electrode石墨电极:graphite electrode夹线:weld line翘曲:warpage缺胶:short shot困气:air trap毛刺:flash,burr~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate圆形流道:round(full/half runner流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate压条:plate撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate. 不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ Surface Appearance 外观Glossiness/gloss finish 光洁度Matt finish/matt surface 毛面Glass fiber rich surface/glass emergence on the surface 玻纤外露Blooming/surface blooming 表面析出White patches on surface 表面白斑Silver marks/silver streak 银纹Splay mark 水纹Flow mark 流纹Weld line 溶结纹Brittle/brittleness 脆Bubbles/trapped gas 气泡Void 孔Burn marks 烧伤FR failed 阻燃不合格Flame rating V-2 阻燃V-2Poor dispersion 分散不好FR/PTFE …agglomerates etc 阻燃剂/PT FE…结块Pellet porous 粒子不密/蜜蜂窝Low impact/tensile etc 物理性能低High flow/filler content etc 流动性/填充…过高Longs/fines/doubles 长粒/碎屑/连粒Poor cut 粒形不好Bristle/voids 表面有小气泡/孔Glass bundles 玻纤结团Product was rejected due to 产品不能接受因为… High moisture level 高水分Warpage/warped 翘曲Shrinkage/shrink 收缩Sink marks 缩影Short shot/short molding 打不满Distortion 变形Over dimension 尺寸过大Under dimension 尺寸过小Flashing 飞边Discoloration 变色Off color 颜色差异Flow rate 流动率Viscous 粘High flow 高流动Low flow 低流动Sticky 粘Mold release 脱模Antioxidant 抗氧剂Flame retardant agent 阻燃剂Heat stabilizer 热稳定剂Chopped glass fiber 短切玻纤Roving glass fiber 粗纱/长玻纤Glass beads 玻璃微珠Milled fiber 碾磨纤Molybdenum disulfide/moly/MoS2 二硫化钼Colorant 着色剂Pigment 颜料Dye 染料Accepted product specification 接受产品规格Approved our product 认可我们的产品Re-set spec 重新定标准Add in extra … 添加多一点…Reduced … content 减少…含量Dropped/reduced … by x%减少…含量…%Confirmed color standard 确认颜色标准Approved color standard 认可颜色标准Re-confirmed color standard 重新确认颜色标准Qualified our product 认可我们的产品Undergoing heat aging test 在做热老化实验Product is under testing 产品在测试当中Received first order 接了第一个定单Expected to finish by … 预计在…完成Expected order is xMT 预计定单量…吨Estimated annual/monthly consumption 预计年/月用量。
做塑胶模具的各类知识
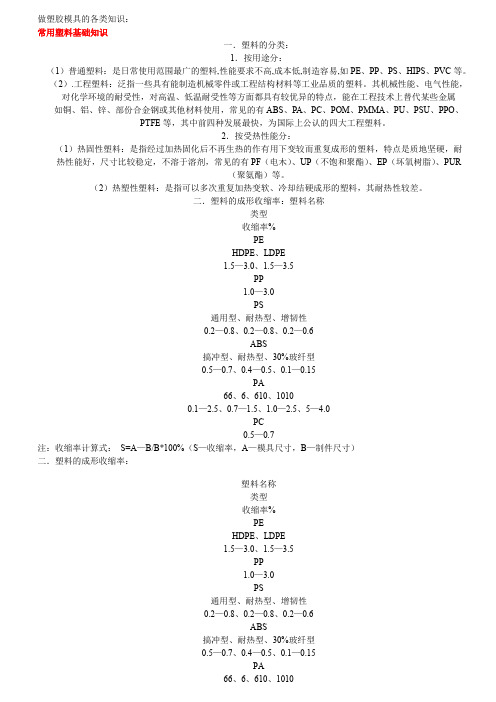
做塑胶模具的各类知识:常用塑料基础知识一.塑料的分类:1.按用途分:(1)普通塑料:是日常使用范围最广的塑料,性能要求不高,成本低,制造容易,如PE、PP、PS、HIPS、PVC等。
(2).工程塑料:泛指一些具有能制造机械零件或工程结构材料等工业品质的塑料。
其机械性能、电气性能,对化学环境的耐受性,对高温、低温耐受性等方面都具有较优异的特点,能在工程技术上替代某些金属如铜、铝、锌、部份合金钢或其他材料使用,常见的有ABS、PA、PC、POM、PMMA、PU、PSU、PPO、PTFE等,其中前四种发展最快,为国际上公认的四大工程塑料。
2.按受热性能分:(1)热固性塑料:是指经过加热固化后不再生热的作有用下变较而重复成形的塑料,特点是质地坚硬,耐热性能好,尺寸比较稳定,不溶于溶剂,常见的有PF(电木)、UP(不饱和聚酯)、EP(坏氧树脂)、PUR(聚氨酯)等。
(2)热塑性塑料:是指可以多次重复加热变软、冷却结硬成形的塑料,其耐热性较差。
二.塑料的成形收缩率:塑料名称类型收缩率%PEHDPE、LDPE1.5—3.0、1.5—3.5PP1.0—3.0PS通用型、耐热型、增韧性0.2—0.8、0.2—0.8、0.2—0.6ABS搞冲型、耐热型、30%玻纤型0.5—0.7、0.4—0.5、0.1—0.15PA66、6、610、10100.1—2.5、0.7—1.5、1.0—2.5、5—4.0PC0.5—0.7注:收缩率计算式:S=A—B/B*100%(S—收缩率,A—模具尺寸,B—制件尺寸)二.塑料的成形收缩率:塑料名称类型收缩率%PEHDPE、LDPE1.5—3.0、1.5—3.5PP1.0—3.0PS通用型、耐热型、增韧性0.2—0.8、0.2—0.8、0.2—0.6ABS搞冲型、耐热型、30%玻纤型0.5—0.7、0.4—0.5、0.1—0.15PA66、6、610、10100.1—2.5、0.7—1.5、1.0—2.5、5—4.0PC0.5—0.7注:收缩率计算式:S=A—B/B*100%(S—收缩率,A—模具尺寸,B—制件尺寸)三.常用塑料的密度塑料名称PPLDPEHDPEABSPS相对密度0..90—0.910.91—0.9250.941—0.9651.04—1.071.04—1.06塑料名称PMMAPCPA1010PVC(软)PVC(硬)相对密度1.17—1.201.201.04—1.061.16—1.351.35—1.45四.常用热塑性塑料的性能;1.聚苯乙烯(POL YSTYRENE),简称聚苯、PS、GPS、硬胶,是一种通用的透光性材料,特点如下:(1).光学性能好,其透光率达88%—92%。
注塑常用英语
注塑常用英语一、浇口(入水):gate浇口进入位置:gate location浇口形式:gate type大水口(2板模):edge gate, side gate细水口(3板模):pin-point gate浇口大小:gate size转开关流道:switching runner/gate唧嘴直径:sprue diameter二、流道:runner热流道:hot runner,hot manifold温控箱:temperature controller热嘴冷流道:hot sprue/cold runner唧嘴直流:direct sprue gate圆形流道:round(full/half) runner模流道电脑分析:mold flow analysis流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探温针:thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line plug喉管:tube塑胶管:plastic tube快速接头:jiffy quick connector plug/socket 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold导柱(边钉/导边):leader pin/guide pin导套(边司):bushing/guide bushing顶针板:ejector retainer plate托板:support plate螺丝:screw管销(管钉):dowel pin内模管位锁:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector sleeve pin推板:stripper plate缩呵:movable core,return core,core puller 扣机(尼龙拉勾):nylon latch lock斜顶:lifter模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座(斜鸡):wedge,heeled block耐磨板/油板:wedge wear plate压条:guide way plate模顶(撑头):support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.S.(socket head shoulder screw) 杯头螺丝:S.H.C.S.(socket head cap screw)活动臂:lever arm分流锥:sprue separator垃圾钉:stop pin水隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托导套(边):ejector guide pin镶针:insert pin波子弹弓:ball catch喉塞:pipe plug行位斜导柱:angle pin斜顶杆:angle ejector rod复位键/提前回杆:early return bar气阀:valves五、术语:terms承压平面平衡:parting surface support balance模排气:parting line venting回针碰料位:return pin and cavity interference模闭合总厚度:mold base shut height顶针碰运水:water line interferes with ejector pin料位出上(下)模:part from cavity (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliminary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length强度不够:insufficient rigidity均匀冷却:even cooling扣前模:sticking热膨胀:thermo expansion公差:tolerance铜电极(铜公):copper electrode石墨电极:graphite electrode夹线:weld line翘曲:warpage缺胶:short shot困气:air trap毛刺:flash,burr~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ ~~~~~~~~~~ 模具述语一、入水:gate进入位:gate location水口形式:gate type大水口:edge gate细水口:pin-point gate水口大小:gate size转水口:switching runner/gate 唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner 唧嘴直流: direct sprue gate圆形流道:round(full/half runner 流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue热流道板:hot manifold发热管:cartridge heater探针: thermocouples插头:connector plug插座:connector socket密封/封料:seal三、运水:water line喉塞:line lpug塑胶管:plastic tube快速接头:jiffy quick connector plug/socker 四、模具零件:mold components三板模:3-plate mold二板模:2-plate mold边钉/导边:leader pin/guide pin边司/导套:bushing/guide bushing中托司:shoulder guide bushing中托边L:guide pin顶针板:ejector retainner plate托板:support plate螺丝:screw管钉:dowel pin开模槽:ply bar scot内模管位:core/cavity inter-lock顶针:ejector pin司筒:ejector sleeve司筒针:ejector pin推板:stripper plate缩呵:movable core,return core core puller 扣机(尼龙拉勾):nylon latch lock模胚(架):mold base上内模:cavity insert下内模:core insert行位(滑块):slide镶件:insert压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate 撑头: support pillar唧嘴:sprue bushing挡板:stop plate定位圈:locating ring锁扣:latch扣鸡:parting lock set推杆:push bar栓打螺丝:S.H.S.B顶板:eracuretun活动臂:lever arm分流锥:spure sperader水口司:bush垃圾钉:stop pin隔片:buffle弹弓柱:spring rod弹弓:die spring中托司:ejector guide bush中托边:ejector guide pin镶针:pin销子:dowel pin波子弹弓:ball catch喉塞: pipe plug锁模块:lock plate斜顶:angle from pin斜顶杆:angle ejector rod尼龙拉勾:parting locks活动臂:lever arm复位键、提前回杆:early return bar气阀:valves斜导边:angle pin术语:terms承压平面平衡:parting surface support balance 模排气:parting line venting回针碰料位:return pin and cavity interference 模总高超出啤机规格:mold base shut hight顶针碰运水:water line interferes withejector pin料位出上/下模:part from cavith (core) side模胚原身出料位:cavity direct cut on A-plate,core direct cut on B-plate.不准用镶件:Do not use (core/cavity) insert用铍铜做镶件:use beryllium copper insert初步(正式)模图设计:preliinary (final) mold design反呵:reverse core弹弓压缩量:spring compressed length稳定性好:good stability,stable强度不够:insufficient rigidity均匀冷却:even cooling扣模:sticking热膨胀:thero expansion公差:tolorance铜公(电极):copper electrode~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~~ ~~~~~~~~ ~~~~~~Surface Appearance 外观Glossiness/gloss finish 光洁度Matt finish/matt surface 毛面Glass fiber rich surface/glass emergence on the surface 玻纤外露Blooming/surface blooming 表面析出。
常用塑胶常识.
PC/ABS 聚碳酸酯和丙烯腈-丁二烯-苯乙烯共聚物和混合物典型应用范围:计算机和商业机器壳体、电器设备、草坪园艺机器、汽车零件仪表板、内部装修以及车轮盖。
注塑模工艺条件: 干燥处理:加工前的干燥处理是必须的。
湿度应小于0.04%,建议干燥条件为90~110C,2~4 小时。
熔化温度: 230~300C。
模具温度:50~100C。
注射压力:取决于塑件。
注射速度:尽可能地高。
化学和物理特性:PC/ABS具有PC和ABS两者的综合特性。
例如ABS的易加工特性和PC的优良机械特性和热稳定性。
二者的比率将影响PC/ABS 材料的热稳定性。
PC/ABS 这种混合材料还显示了优异的流动特性。
PC/PBT 聚碳酸酯和聚对苯二甲酸丁二醇酯的混合物典型应用范围:齿轮箱、汽车保险杠以及要求具有抗化学反应和耐腐蚀性、热稳定性、抗冲击性以及几何稳定性的产品。
注塑模工艺条件:干燥处理:建议110~135C约4小时的干燥处理。
熔化温度:235~300C。
模具温度:37~93C。
化学和物理特性:PC/PBT具有PC和PBT二者的综合特性,例如PC的高韧性和几何稳定性以及PBT的化学稳定性、热稳定性和润滑特性等。
PE-HD 高密度聚乙烯典型应用范围:电冰箱容器、存储容器、家用厨具、密封盖等。
注塑模工艺条件:干燥处理:如果存储恰当则无须干燥。
熔化温度:220~260C。
对于分子较大的材料,建议熔化温度范围在200~250C之模具温度:50~95C。
6mm 以下壁厚的塑件应使用较高的模具温度,6mm 以上壁厚的塑件使用较低的模具温度。
塑件冷却温度应当均匀以减小收缩率的差异。
对于最优的加工周期时间,冷却腔道直径应不小于8mm,并且距模具表面的距离应在1.3d之内(这里“c是冷却腔道的直径。
注射压力:700~1050ba。
注射速度:建议使用高速注射。
流道和浇口:流道直径在4到7.5mm之间,流道长度应尽可能短。
可以使用各种类型的浇口,浇口长度不要超过0.75mm。
塑胶知识

3. 脱模斜度:塑料产品都要做脱模斜度,但高度较浅的(如一块平板)和有特殊要求的除外(但当侧壁较大而又没出模斜度时需做行位)。出模斜度通常为1-5度,常取2度左右,具体要根据产品大小、高度、形状而定,以能顺利脱模和不影响使用功能为原则。产品的前模斜度通常要比后模的斜度大0.5度为宜,以便产品开模事时能留在后模。通常枕位、插穿、碰穿等地方均需做斜度,其上下断差(即大端尺寸与小端尺寸之差)单边要大于0.1以上。
13.齿口:两个塑胶产品的配合接触面处通常做齿口,齿口的深度通常在0.8-2.5左右,其侧面留0.1左右的间隙,深度深时做斜度1-5度,常取2度,深度浅时可不作斜度。齿口的上下配合面通常为贴合(即0间隙)。
Байду номын сангаас
14.美观线:两个塑胶产品的配合面处通常做美观线,美观线的宽度常取0.2-1.0,视产品的整体大小而定。
6. 凸台(BOSS):凸台通常用于两个塑胶产品的轴-孔形式的配合,或自攻螺丝的装配。当BOSS不是很高而在模具上又是用司筒顶出时,其可不用做斜度。当BOSS很高时,通常在其外侧加做十字肋(筋),该十字肋通常要做1-2度的斜度,BOSS看情况也要做斜度。当BOSS和柱子(或另一BOSS)配合时,其配合间隙通常取单边0.05-0.10的装配间隙,以便适合各BOSS加工时产生的位置误差。当BOSS用于自攻螺丝的装配时,其内孔要比自攻螺丝的螺径单边小0.1-0.2,以便螺钉能锁紧。如用M3.0的自攻螺丝装配时,BOSS的内孔通常做Ф2.60-2.80。
9. 文字:塑料产品表面的文字可以是凸字也可以是凹字,凸字在模具上做相应的凹腔容易做到,凹字在模具上要做凸型心较困难。
10.螺纹:塑胶件上的螺纹通常精度都不很高,还需做专门的脱螺纹机构,对于精度要求不高的可把其结构简化成可强行脱模的结构。
连接器知识培训

(1)連接器絕緣體常用材質通常有:PBT、NYLON、ABS、PC、LCP等材料如附表一所示,但原则上采用耐一般常用PBT料加20-30%玻璃纖維,具有抗裂防沖擊、防電能力,其耐磨性好,磨擦系數較低,自身潤滑效果好,耐油耐化學藥品性好。
在高溫高濕下伋有很好的介電強度。
其縮水率0.6%-3.0%之間,其耐溫為230℃左右。
成型性好,具耐燃性。
其為連接器產品常用膠料。
b.NYLON66、NYLON6T、PC、LCP料:其縮水率1.0%-0.3%,耐溫比PBT高,常用NYLON66耐溫260℃--280℃,NYLON6T耐溫280℃--300℃,LCP耐溫290℃--320℃。
但其吸水性較大,一般用於耐高溫與PITCH較少的產品(如SMD、HOUSING、PLCC等產品)C.ABS料:具有良好抗沖擊韌性、耐油性、耐磨性、容易成型、硬質性好、剛性好,耐溫100℃左右,一般用於連接器中輔助產品上。
(2)注塑成形常見之缺陷及其原因常見成型缺陷有以下幾種:塑件有黑斑或黑液、表面不光潔、溢料、塑料成形不完整、氣泡或燒焦、癟形、拼縫線或塑件緊縮在模具內等等缺陷。
其主要原(3)連接器接觸件組成及性能接合体材质:插头用金属接合体材质,一般原则上以黄铜为主,但特别要求插拔次数极高,且长寿命期限时磷青铜,铍铜等弈可采用。
以下對目前行業上銅材種類及性作介紹1.黄铜---铜及锌之合金,共颜色因锌之含量而异。
b.黄铜-----含锡35%~45%者,最适常温加工,市面上贩卖之铜板,铜棒均属之。
2.青铜磷青铜-----在青铜中加以磷,耐摩性有之,但磷过多,则铸造困难,其成分为锡8~12%,磷0.5~1.5%.接觸件材料選用接觸件可用幾種合金中的任何一種材料制成,具體選擇則要根據接觸件的類型,插拔的頻度以及連接器所工作的電氣條件和環境條件而定。
常用的一些材料及其應用場合如下:黃銅──黃銅雖是一種導電性能良好的材料,但在多次重復彎曲後容易變形和迅速疲勞。
塑胶常识
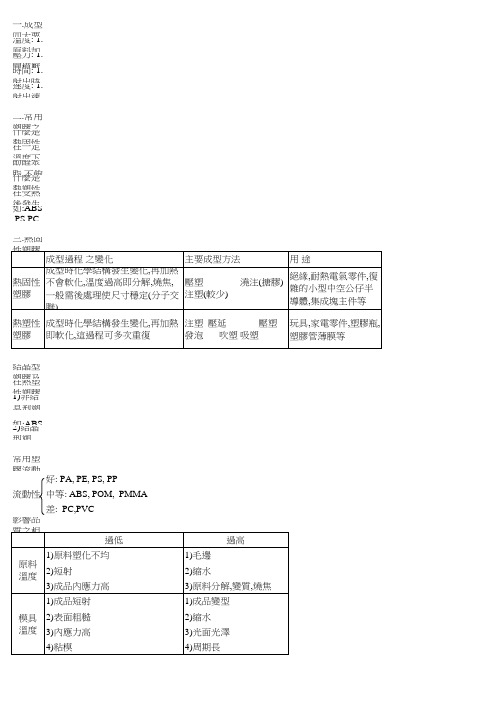
一.成型四大要素溫度: 1.原料加溫預熱. 2.原料熔融溫度. 3.模具溫度壓力: 1.關模壓力. 2.開模壓力. 3.射出壓力. 4.頂出壓力.時間: 1.射出時間. 2.成型時間. 3.冷卻時間.速度: 1.射出速度. 2.開模速度. 3.頂出速度. 4.關模速度. 5.螺杆速度.二.常用塑膠之特性什麼是熱固性塑膠在一定溫度下,經過一定時間加熱,加壓或加入硬化濟後,發生化學反應而硬化的塑膠,如:酚醛聚脂,不飽和聚脂等.什麼是熱塑性塑膠?在受熱後發生物態變化,由固體軟化或熔化成粘流體狀態,冷卻後又可硬化的塑膠.如:ABS,PS,PC,POM等三.熱固性塑膠與熱塑性塑膠之異同結晶型塑膠及非結晶型塑膠之定義與區別在熱塑性塑膠中,按分子鏈之間在凝固後的結構形態分為:1)非結晶型塑膠(無定型):凝固時沒有結晶過程,只是自由的大分子鏈"凍結".如:ABS, HIPS,GPPS, PMMA,PC, PVC等2)結晶型塑膠:凝固時有晶核到晶核的生成過程 ,形成一定體態(分子排序).如:PE, PP, POM, PA等常用塑膠流動性比較好: PA, PE, PS, PP流動性中等: ABS, POM, PMMA差: PC,PVC影響品質之相關因素(二)影響品質之相關因素(三)注塑件缺陷的要因及糾正措施A.欠料欠料之原因追查1.注塑速度不足7.射嘴部份被封2.塑料短缺8.射嘴或射料缸外的加熱不能運作3.螺杆在行程結束沒留上螺杆墊料9.注塑時間太短4.運作時間變化10.塑料貼在料斗喉壁5.射料缸溫度太低11.注塑機容量太小糾正措施1.增加注塑速度7.檢查射嘴孔有無異物或未塑化之塑料2.檢查料斗內的塑料是否充足8.用安培表檢查所有的加熱外層確認其能量輸出正確3.檢查是否正確設定了注射行程,需要的話進行更改4.檢查止逆閥是否磨損或出現裂縫9.增加螺杆向前的時間5.增加熔膠溫度10.增加料斗喉區的冷卻或降低射料缸後區溫度6.增加背壓B.變形一.變形之原因追查二.變形之糾正措施1.注塑件內有過多內應力 1.降低注塑壓力2.模具填充速度過慢 2.減少螺杆向前時間3.模腔內塑料不足 3.增加冷卻時間4.塑料溫度太低或不一致 4.增加注塑速度5.注塑件頂出時太熱 5.增加塑料溫度一.粘模之原因追查二.粘模之糾正措施1.注口套與射嘴沒有對準 1.重新對準注口和射嘴2.注口套內塑膠過份填塞 2.降低注塑壓力3.射嘴溫度太低 3.增加射嘴溫度4.塑膠在注口內未完全固化 4.增加冷卻時間尤其是直徑較大的注口 5.使用較小注口套D.銀紋原因追查糾正措施1.熔膠表面溫度太高 1.降低射料缸溫度2.塑膠滯留在料缸中時間太長 2.減少總周期時間3.熔膠溫度太低以致模具填充不穩定 3.注塑量太少4.注塑壓力不足 4.增高料缸溫度5.溫度控制不精確,使控制有差異 5.增高射嘴溫度6.增高模具填充速度7.增加注塑壓力8.檢查溫度控制器是否正常E.毛邊原因追查糾正措施1.注塑壓力太大 1.降低注塑壓力2.射膠量過多 2.減少螺杆前移時間3.塑膠過熱 3.降低注塑速度4.生產中產生間歇性停留 4.降低注塑容量5.降低熔膠溫度及總周期時間6.生產停頓時檢查熔膠溫度F.氣泡原因追查糾正措施1.困在射料缸中的空氣 1.降低射料缸溫度2.填充壓力不足夠 2.增高背膠3.模具填充速度太快 3.增高注塑壓力4.降低注塑速度G.脆裂原因追查糾正措施1.熔膠溫度太低 1.在射料缸後區或射嘴增溫2.塑料在料缸內降解,引起塑料分子結構破裂2.降低螺杆速度3.模具填充速度太慢 3.降低射料缸溫度4.降低背壓原因追查糾正措施1.模具未充分填充 1.增加射膠量2.止流閥運作不正常 2.增加注塑壓力3.增加螺杆向前時間4.降低熔融溫度5.降低或增加注塑速度]6.檢查止流閥是否正常I.燒焦之糾正措施1.降低熔膠溫度 5.確保料缸中塑料沒有混入空气2.降低注塑速度 6.降低銷模力3.降低背壓7.減少周期時間4.檢查螺杆速度是否正常8.查料斗中塑膠量是否足夠J.縮水原因追查糾正措施1.模腔內的注塑壓力太低或填充速度太慢 1.升高注塑壓力2.模腔內塑料不足或模具射嘴孔太小 2.增加注塑量,降低模具溫度3.模腔溫度太高或熔膠溫度有差異 3.增加射嘴孔直徑4.注塑條件不正常 4.增加注塑速度或采用多級填充5.模具澆口沒有凝結關閉 5.增加螺杆向前時間,降低螺杆旋轉速度]一般塑原料特性分析PE----------聚乙烯聚乙烯有低,中,高密度之分,成型時流動性良好,熱安定性好但分子配性強,容易變形.高密度聚乙烯有明顯的結晶化溫度.最好增大射出壓力及射出速度,以改善表面光澤,防止翹曲,減少成型收縮率.並且,聚乙烯耐藥性,耐電性良好,。
塑胶设计基本知识点
塑胶设计基本知识点塑胶作为一种常见的工程材料,在各个行业中广泛应用。
在进行塑胶产品设计时,掌握一些基本知识点是非常重要的。
本文将介绍一些塑胶设计的基础概念和技巧,帮助读者更好地理解和应用于实践。
1. 材料选择在进行塑胶设计时,合适的塑胶材料选择至关重要。
不同材料具有不同的特性,如强度、韧性、耐高温、耐腐蚀性等。
根据产品的特定要求,选择适当的塑胶材料能够确保产品的质量和性能。
2. 设计规范遵循设计规范是塑胶设计中的一个重要步骤。
设计规范包括尺寸、形状、壁厚等方面的要求。
对于每个项目,要了解并遵循相关的设计规范,以确保最终产品的符合预期并满足工程需求。
3. 流道设计流道是塑胶射出成型中的一个重要组成部分。
它起到将熔化塑胶材料从注射机输送到模具中的作用。
在进行流道设计时,需要考虑流道的尺寸、长度、形状等因素,以确保塑胶材料能够均匀且有效地填充整个模具腔体。
4. 模具设计模具是进行塑胶射出成型的关键设备。
在进行模具设计时,需要考虑产品的形状、尺寸、壁厚等因素。
同时,还要注意模具的材料选择、结构设计和冷却系统等方面,以确保产品的质量和生产效率。
5. 壁厚控制塑胶产品的壁厚是影响其质量和成本的关键因素之一。
过厚的壁厚会增加材料的消耗和产品的重量,而过薄的壁厚可能导致产品在使用中容易变形或破裂。
因此,在进行塑胶设计时,要合理控制产品的壁厚,以达到最佳的性能和经济效益。
6. 部件结构设计塑胶产品通常由多个部件组成,部件之间的结构设计也是塑胶设计的重要方面。
要确保部件之间的连接牢固,同时考虑装配和拆卸的方便性。
在进行结构设计时,可以利用各种连接方法,如螺纹、榫卯等,来提高产品的可靠性和使用寿命。
7. 表面处理塑胶产品的表面处理对于提高外观质量和功能性非常重要。
常见的表面处理方法包括喷漆、电镀、丝网印刷等。
根据产品的具体要求,选择合适的表面处理方法,以增加产品的价值和竞争力。
总结:本文简要介绍了一些塑胶设计的基本知识点,包括材料选择、设计规范、流道设计、模具设计、壁厚控制、部件结构设计和表面处理等。
塑胶基础知识.doc
塑料基本知识什么是塑料塑料是以合成树脂为主要成分,加入或不加入其它添加剂而形成的一种人工材料,通常为白色半透明或无色透明合成树脂即高分子聚合物,作用是:1)起粘接作用,使塑胶具有流动性和可塑性塑料的分类按成型性能分为:1)热塑性塑料,可回收再利用(pp, PC, ABS, PE)2)热I古I性塑料,不可再利用按用途分为:1)通用塑料:产量大,用途广,价廉(PE, PP, PVC, PS)2)工程塑料:力学性能好,耐磨,耐腐蚀,尺寸稳定性好(ABS,尼龙PA,防弹玻璃PC,赛钢POM,有机玻璃PMMA)塑料的性能1)密度小质量轻(最小密度PP为0. 87,大多数为1)2)比刚度,比强度高3)化学性能好4)电绝缘性能好5)减摩,耐磨,自润滑性好(POM, PA)6)成型及着色性能好(胶件最小0. 01克,加水口0. 05克)7)防潮,震,辐射,透气8)缺点是不耐热,热稳定性差,刚性差,不耐压,在阳光,人气及压力易老化成型方法热塑性塑胶的成型方法:注塑成型,挤出成型,中空,真空,压缩空气成型等热固性塑胶的成型方法:压注,压缩成型塑料成型工艺性能流动性1)在成型过程中,塑料熔体在一定的温度和压力下充满型腔的能力称为塑料的流动性2)流动性的好坏,直接影响产品最终质量和产品周期时间3)流动性太好则易产生批锋,流涎等现象,太差则不易充满型腔,造成啤(型腔)不满(填充不足)4)塑料件表面处理方法喷油,移印,丝印,电镀(镀锯,金)真空镀膜,印刷.热塑性塑胶流动性分三类1)好的:PE, PP, PS, PA,醋酸纤维等2)中等:HIPS, ABS, AS, PMMA, POM,氯化聚醸等3)差的:PC,硬PVC, PPO, PSF收缩性(shrinkage)计算方法S 计=(c-b)/bX100%S计:计算收缩b:塑件在常温下的单向尺寸c:模具型腔在常温下的单向尺寸造成产品(胶件)收缩的原因1)热胀冷缩:出模温度高于常温2)因弹性回复而收缩,出模后阻止收缩的力消失3)结品收缩(品结塑料)伴随着结晶而引的4)定向收缩(流动时分了拉出,冷却后恢复原态,一般沿着产品的长度和宽度方向收缩)结晶性1)结晶性塑料:PE, PP, POM, PA,聚四氟乙稀,氯化聚瞇等2)非晶性塑料:,PVC,PMMA, ,ABS,PSF、PO、PS 等3)一般来说,结晶性塑料不透明或半透明,非结晶性塑料是透明的(ABS例外,是半透明,呈象牙色)4)热敏性1)塑料对热的敏感程度2)热敏性塑料包括:PVC, POM, PVDF, EVA, CTFE3)热敏性材料PVC (聚氯乙烯、),POM (赛钢)塑料分解时产牛气体,对人,设备及模具有刺激,腐蚀或有毒性,模具镶件材料须防腐如S136H, PAK90等吸湿性(与水分子的亲疏程度)1)吸湿大的塑料有:PA, PC, ABS, PPO, PSF等对反应敏感. 2)吸湿小的塑料有:PE, PP等对反应不敏感.3)塑料在成型过程中的化学反应:降解和交联.降解会造成强度低,弹性差,表面光洁度差.。
连接器常用塑胶材料

连接器常用塑胶材料基本知识讲座
编制:唐清华 2008-04-06 适用对象:工程/品管/成型
一、塑胶材料分类:无定型和结晶性型塑胶
一、塑胶材料分类:一般工程塑胶
一、塑胶材料分类:一般工程塑胶
一、塑胶材料分类:一般工程塑胶
一、塑胶材料分类:高级工程塑胶
一、塑胶材料分类:高级工程塑胶
五、设计方法
1.模具设计建议
A.入料头和料道的平衡
B.料道的形状
C.潜入灌点的形状
D.排气孔
2.射出条件的设计
A.对射出机的建议
B.料管温度的设定
C.螺杆设计
D.干燥条件
E.射嘴设计
F.烘干
G.原料的吸水性
H.暴露时间与含水量对照
六、SMT连接器市场塑胶应用
七、次料回收性能变化
一、塑胶材料分类:高级工程塑胶
一、塑胶材料分类:超级工程塑胶
二、各种工程塑胶之比较
1.TPX
2.PA6T
3.PA9T
4.PPS(交连型)
5.PPS(线型)Leabharlann 6.SPS7.PA46
8.PCT
9.LCP
三、SMT连接器各种工程塑胶比较
三、连接器常用工程塑胶强度比较
四、工程塑胶韧性、流动性测试方法
2.LCPE471I
3.LCPT130
4.LCPS135
5.LCP6130
6.LCPMG350
7.PA46
十、常用塑胶原料来料检验方法
1.检查外包装标识资料是否符合订单需求; 2.检查包装有无破损,重量是否正确; 3.开包检查原料颗粒是否均匀、切断面毛刺大小、粉
尘多少; 4.对照留样样品检查原料颗粒、外观、颜色是否一致; 5.检查ICP报告与MSDS资料; 6.找能突出性能特点的产品进行试模确认,看成型状
连接器知识

2.自动化组装
自动化组装的投资金额较高,通常在产品达到一定经济规模后才会 进行,但在产品设计阶段,应就如何进行自动化组装进行讨论,以免 日后发生无法自动化之困扰,或对产品进行设计变更而增加成本,或 致使成本无法降低。因此,在产品设计时必须考虑。
①力学性能:如抗拉、抗压等。
②熔融温度。
③阻燃性。
④耐腐蚀性。
⑤电绝缘性。
⑥尺寸稳定性。
⑦易加工成型等等。
(2)电镀知识
在连接器行业,电镀也是非常重要的一个环节,连接器电镀的目 的主要上降低接触阻抗,增强耐磨性,防腐蚀性,助焊性等,这将涉 及主要电镀金属。如金、银、钯、镍合金、镍锡铅的电镀性能,其镀 层厚度、附著性、焊锡性、耐腐蚀性、成份组成都对电镀品质的影响, 并且电镀过程中的化学药水配方、浓度、电流控制也对电镀品质的重 要的影响。根据产品本身要求以及电镀品形状不同,可选用刷镀、浸 镀、滚镀、挂镀等不同方式。
(1)塑胶(Housing)类需振动送料的产品,其外观形状以对称为最 好,若不能则塑胶上须有凸起的肋或凹陷的沟,以供检知,选别方向。
(2)端子(Contact)与塑胶的组合插入要防止变形,如塑胶的孔缘做 适当有圆角,端子的前端做适当的倒角。
(3)连续端子其料带(Carry)的引导(Pilot)孔及节距(Pitch)必须 精确。
对连接器开发来说,最重要的影响因素应该是模具设计,其影响度 要占70%左右,因为无论是塑胶、端子及其它附件,其形状尺寸全靠 模具来保证,其精度也受到模具精度的限制,而模具又恰恰是机械知 识比较综合的体现,无论是注塑模具、冲压模具、其形状、结构、装 配无一不是机械知识综合应用。
常用塑胶材料知识及注塑件设计要点

聚氯乙烯(PVC)◆性能:聚氯乙烯分软、硬两种:硬聚氯乙烯,力学强度高,电器性能优良,耐酸碱的抵抗力极强,化学稳定性很好;缺点:软化点低。
软聚氯乙烯的抗拉强度、抗弯强度、冲击强度、冲击韧性等均硬聚硬乙烯低,而破断时的伸长率较高。
◆用途:硬聚氯乙烯制品有管及棒、板、焊条、离心泵、通风机、轮油管、酸碱泵的阀门及容器等。
软聚氯乙烯制品有贮槽、薄板、薄膜、电线绝缘层、窗封盖、耐酸碱软管等。
聚乙烯(PE)◆性能:分为高压、中压和低压聚乙烯三种。
高压聚乙烯质地柔韧;低压聚乙烯质地坚硬,耐寒性能良好,在-70℃时还保持柔软。
化学稳定性很高,能耐酸碱及有机熔剂。
有很突出的电气性能和良好的耐辐射性。
用火焰喷涂法或静电喷涂法涂于金属表面,可以达到减摩和防腐蚀的目的。
缺点是力学强度不高,热变形温度很低,故不能承受较高的载荷。
◆用途:化工设备与贮槽的耐腐蚀衬里,化工耐腐蚀管道、阀件、衬套、滚柱框,以代替铜和不锈钢。
高频水底电缆或一般电缆的绝缘层。
晶体管收音机磁棒天线夹架。
聚苯乙烯(PS)◆性能:具有一定的力学强度,化学稳定性及电气性能都较优良,透光性好,着色性佳,并易于成形,它的特点是差不多完全能耐水,缺成是耐热性较低,性较脆,而且其制品由于内应力容易碎裂,仅能于低负荷和不高的温度(60~75℃)下使用。
◆用途:各种仪表外壳,骨架、仪表指示灯,灯罩,汽车灯罩,化工贮酸槽,酸输送槽(特别如氢氟酸),化学仪器零件,电讯零件,由于透明度好、可用作光学仪器零件及透镜。
高抗冲聚苯乙烯(HIPS)◆性能:与聚苯乙烯相比,有较高的韧性和抗冲击强度,其余性能基本相似,成形工艺良好。
◆用途:各种仪表、晶体管收音机外壳、线圈骨架、纺织用纱管,电视机结构零件,农业用车水板配件及小型塑料管、板等。
聚苯乙烯改性有机玻璃◆性能:有较好的透明性。
力学强度也较高,有一定的耐热性,耐寒性和耐气候性、耐腐蚀,绝缘性良好。
制品尺寸稳定,成形容易。
缺点是质较脆,易溶于有机溶剂中,作?透光材料,表面硬度不够、容易擦毛,就其综合性能来看,超过聚苯乙烯等一般塑料。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.3~1.35 1.74 1.6~1.65 1.7 1.52 1.66 1.14~1.15 1.43 1.34~1.4 1.30~1.31 0.9 0.94 ~0.965 0.915 ~0.94 1.78 1.04~1.06 1.18 1.26~1.3 0.01 0.02 0.04~0.06 0.2 0.3 6 0.3 1.0~2.5 0.25~0.4 0.1~0.2 0.15~0.2 0.2~0.5 0.02
18.66
D65 D53
17 2.8 15.5~29.5 29 29 20.4~29.5 20 32 19.7 40
766~984
682~963 450
3 0.7 0.4 3.5
R83 M 76 M 89 R76
98 359
91 464
常用工程塑膠參數一鑒表__物理特性
物理特性 分類 簡稱 PBT PCT PPS LCP SPS PA6T PA9T POM-H PET PEEK PP HDPE LDPE PVdF PS PMMA CA EC 非 結 晶 性 ABS U-PVC PC PEI PPO PES FEP 全稱 聚對苯二甲酸丁二脂 聚對苯二甲酸環乙烷二甲酯 聚苯硫醚 液晶類工程塑膠(E6008) 新世代工程塑膠 尼龍6T 尼龍9T 聚縮醛 聚酯(PETP) 聚二醚酮 聚丙烯 高密度聚乙烯 低密度聚乙烯 聚偏二氟乙烯 聚苯乙烯 聚甲基丙烯酸甲酯 酯纖維素(CAB、CAP) 醚纖維素 丙烯睛丁二烯苯乙烯 非塑化聚氯乙烯 聚碳酸酯 Polyetherimide 聚苯撐氧(PPOM) Sulphone polymers(PSU) 氟化乙烯丙烯 供應廠商 長春 EASTMAN TOSO AMOCO XAREC ARLEN DuPont DuPont ICI ICI 晉倫 台聚 DuPont DuPont 奇美 DuPont DuPont DuPont 奇美 DuPont GE DuPont GE DuPont DuPont
0
102~115
93~104
3.7 4.9
0
140~150 216 100~140 220~225 270
132 195~200 80~130 208~218
6.9 23 10.8 13.8 25.8
連接器的常用塑膠材料優缺點一鑒表
塑 ABS ACETAL PBT PET PCT PC PPO Nylons PPS PEK PEI LCP 膠 優 良好耐沖擊,價廉 良好的流動性和抗化學藥品性能,低成本 良好的流動,潤滑,電氣,化學和熱性能 與PBT比較 ,減少翹曲,較耐熱 較高的耐熱性,良好的流動和抗化學性 良好的耐衝擊,尺寸穩定性,透明,耐熱 良好的耐熱及部分抗化學特性 良好的流動性,耐熱,耐衝擊 流動性佳,耐高溫,抗化學性良 耐熱性佳,良好的耐氣候特性, 高耐熱耐燃性 流動性佳,耐熱耐燃性良,良好的電氣性 點 缺 點 抗有機溶劑和熱時效性能較差, 遇酸會降級老化,耐燃性差 較高的收縮率 流動性較PBT差,對潮濕敏感 較脆,製程條件範圍窄 抗化學性和流動性差,應力破碎 流動性差,可著色性差 吸濕,尺寸穩定性差 較脆,易產生毛邊,可著色性差 結晶慢,成本高 成本高 接合線強度差,可著色性差,成本高,
387~562 450 668 984 548~668 1223 ~1406 190~246 844 1406 844~1160 1371 ~1687 155 949 1477 584~984 1723 ~1948 127~879 492~914 3~6 12 14~16 1.0~1.2 4~6 1.2~1.7 無折斷 M 70 M 109 R118 M 98 R107 ~R115 21~28 26.7 24.2 26.7~30.2 24~26.7 60 3.5 21.8~28 26.7 23.9 30.2~33.7 22.9~28.1 60~62 5.6~6.7 6~8 20
其它
玻纖含 量%
30 30 40 25 40 30 30 40
吸水率%
0.08~0.09
流動方向 收縮率%
1.5 0.3 0.2 0.18 0.2 0.3 0.3 0.3 2.1 1.2 1.8 1.5 1.5 2 0.4 0.4 0.3 0.4
垂直方向 收縮率%
2 0.5~0.7 0.4 1.16 0.7 0.7 0.8 0.6 25 2 2.5 4 5 3 0.6 0.7 1 1.3 0.8 0.7 0.8 0.7 0.7 0.6 60
拉伸強度 Kg/cm2
576 1000 1245 ~1617 1500 1080 1530 1600 682 492~738 717~1055 323 255 148 366~527 453 703 408
壓縮強度 Kg/cm2
605~984
彎曲強度 Kg/cm2
844~1174 1939
衝擊強度 Kg/cm2
Liquid crystal polymer Polycycolhexaylene terephthalate Polyphenyl amide
Polycarbonate/ Acrylonitrile-Butadiene-Styrene
丙烯睛-丁二烯-苯乙烯
聚醯胺 or 尼龍 or耐隆
PBT
PC PVC PET PE PP PS PPS LCP PCT PPA
16
16
1013 8*1014 1015 10
15
1.4*1016 3*1016 1016 10
16
1014 1013 1013 3*1010 3*10
12
1016 1016 1014 1014 10
16
2*1012 10
13
1015 10
16
2*1010 1013 10 10 10
12 12 13
體積阻抗 係數Ω-cm
1016 7.8*10 4*10
14
表面阻抗 係數Ω
1016 1.6*10 2*10
16
電弧阻抗 sec
100 151 35 130 120 140 145 120 100 45 30 46 67 45 23 34 23 45 24 45 78 65 100 48 84
介電常數 (1MHz)
Tm/Tg ℃
220~230 285 275~291 279 287 290 265 269 245~265 334 143
HDT(264- 熔融指數 耐燃級別 psi)℃ gm/10min (UL-94)
208 261 250~263 260 262 265 250 126 21~38 49 24 27 73 56 45 24 10 46 34 136 89 42.5 8 4.7 V-0 V-0 V-0 V-0 V-0 V-0 V-0 V-0 V-0 V-0 V-2 V-0 V-0 V-0 V-0 V-0 V-0 V-0 V-2 V-0 V-0 V-0 V-0 V-0 V-0
1014 1016 10 10 10
14 14 15
1013 6*10 10
13
1015 10 10 10
1012 10
11
1015 10
15
常用工程塑膠參數一鑒表__机械特性
機械性質 分類 簡稱 PBT PCT PPS LCP SPS 結 晶 性 PA6T PA9T POM-H PET PEEK PP HDPE LDPE PVdF PS PMMA CA EC 非 結 晶 性 ABS U-PVC PC PEI PPO PES FEP 全稱 聚對苯二甲酸丁二脂 聚對苯二甲酸環乙烷二甲酯 聚苯硫醚 液晶類工程塑膠(E6008) 新世代工程塑膠 尼龍6T 尼龍9T 聚縮醛 聚酯(PETP) 聚二醚酮 聚丙烯 高密度聚乙烯 低密度聚乙烯 聚偏二氟乙烯 聚苯乙烯 聚甲基丙烯酸甲酯 酯纖維素(CAB、CAP) 醚纖維素 丙烯睛丁二烯苯乙烯 非塑化聚氯乙烯 聚碳酸酯 Polyetherimide 聚苯撐氧(PPOM) Sulphone polymers(PSU) 氟化乙烯丙烯 供應廠商 長春 EASTMAN TOSO AMOCO XAREC ARLEN DuPont DuPont ICI ICI 晉倫 台聚 DuPont DuPont 奇美 DuPont DuPont DuPont 奇美 DuPont GE DuPont GE DuPont DuPont
R123 R103
77.3 147
123 125 111
998 1055 1125 ~1266 773~1055 1266
2347 1195 970 984~1266 1125 788
R95 R119 M 93 M 94 ~M 101
16 16.2 36.6 28~42
112 29.5 26.7~30.2 24.6~31.6 39 77
3.5 3.6 3.9 3.9 3.8 4 4.2 2.1 3.2 1.7 3.1 2.5 1.9 2.3 1.3 2 1 4.2 2.1 2.3 3 3 1.2 3.4 3.2
介電強度 V/mil
420~550 400 360~450 450 540 480 580 500 340 400 340 260 200 260~280 250 160 100 120 300~500 340 380 480 400~700 375~500 500~600
PC/ABS
聚丁烯對苯二甲酸酯
聚碳酸酯 聚氯乙烯 聚乙烯對苯二甲酸酯 聚乙烯 聚丙烯 聚苯乙烯 聚苯硫醚 液晶高分子 聚環己烯對苯二甲酸酯 聚苯基醯胺 PC/ABS 合膠 聚氯乙烯 對位性聚苯乙烯 聚 石風 聚縮醛
PVC SPS PSF POM
Polyvinyl chloride Syndiotactic-Polystyrene Polysulfone Polyoxymethylene
Connector 常用工程塑膠知識