施工现场三级动火申请审批表
施工现场动火作业审批制度(三级动火审批表)
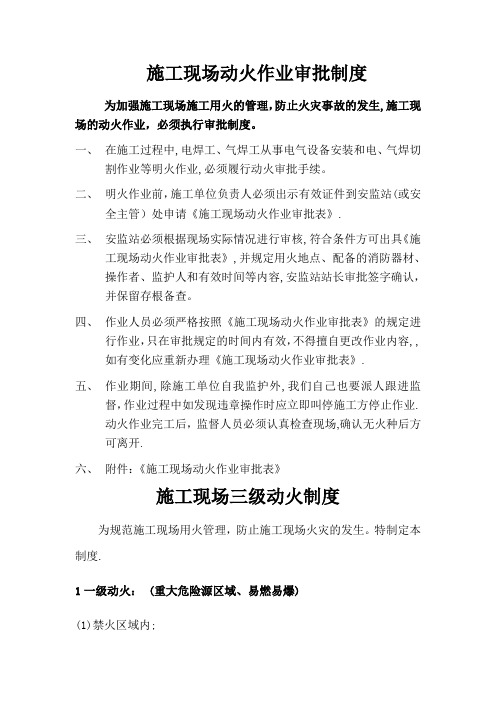
施工现场动火作业审批制度为加强施工现场施工用火的管理,防止火灾事故的发生,施工现场的动火作业,必须执行审批制度。
一、在施工过程中,电焊工、气焊工从事电气设备安装和电、气焊切割作业等明火作业,必须履行动火审批手续。
二、明火作业前,施工单位负责人必须出示有效证件到安监站(或安全主管)处申请《施工现场动火作业审批表》。
三、安监站必须根据现场实际情况进行审核,符合条件方可出具《施工现场动火作业审批表》,并规定用火地点、配备的消防器材、操作者、监护人和有效时间等内容,安监站站长审批签字确认,并保留存根备查。
四、作业人员必须严格按照《施工现场动火作业审批表》的规定进行作业,只在审批规定的时间内有效,不得擅自更改作业内容,,如有变化应重新办理《施工现场动火作业审批表》。
五、作业期间,除施工单位自我监护外,我们自己也要派人跟进监督,作业过程中如发现违章操作时应立即叫停施工方停止作业。
动火作业完工后,监督人员必须认真检查现场,确认无火种后方可离开。
六、附件:《施工现场动火作业审批表》施工现场三级动火制度为规范施工现场用火管理,防止施工现场火灾的发生。
特制定本制度。
1一级动火: (重大危险源区域、易燃易爆)(1)禁火区域内;(2)油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;(3)各种受压设备;(4)危险性较大的登高焊、割作业;(5)比较密封的室内、容器内、地下室内等场所;(6)现场堆有大量可燃和易爆物质的场所;(7)一级动火由项目分部负责人填写动火申请审批表,编制安全技术措施方案,报项目部及建设单位消防管理部门位审查、审批后方可动火。
(重要项目的动火应同时报当地消防部门审批)2.二级动火(可燃,但是不易燃区域 )(1)在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
(2)二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
动火作业审批表
防火措施监护人员申请动火人签名:
申请班组长: 年 月 日
消防负责人意见:
消防负责人: 年 月 日
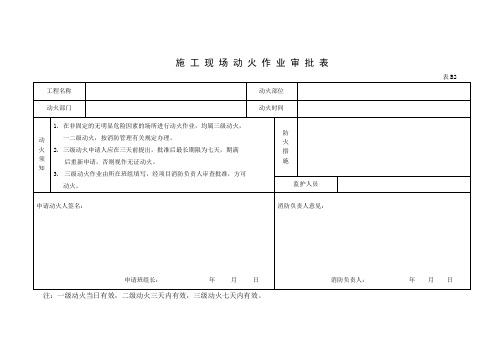
注:一级动火当日有效,二级动火三天内有效,三级动火七天内有效。
表B2
工程名称
动火部位
动火部门
动火时间
动
火
须知
1. 在非固定的无明显危险因素的场所进行动火作业,均属三级动火,
一二级动火,按消防管理有关规定办理。
2. 三级动火申请人应在三天前提出,批准后最长期限为七天,期满
后重新申请,否则视作无证动火。
3.三级动火作业由所在班组填写,经项目消防负责人审查批准,方可
施工现场三级动火申请审批1
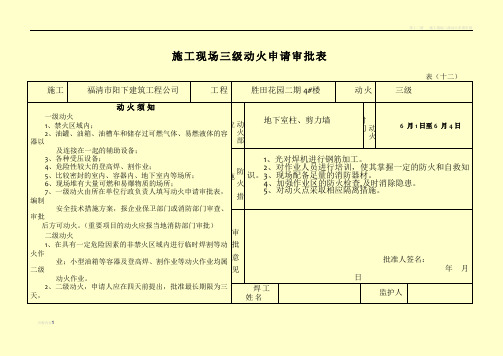
施工现场三级动火申请审批表表(十二)施工福清市阳下建筑工程公司工程胜田花园二期4#楼动火三级动火须知一级动火1、禁火区域内;2、油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;3、各种受压设备;4、危险性较大的登高焊、割作业;5、比较密封的室内、容器内、地下室内等场所;6、现场堆有大量可燃和易爆物质的场所;7、一级动火由所在单位行政负责人填写动火申请审批表,编制安全技术措施方案,报企业保卫部门或消防部门审查、审批后方可动火。
(重要项目的动火应报当地消防部门审批)二级动火1、在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
2、二级动火,申请人应在四天前提出,批准最长期限为三天,动火部位地下室柱、剪力墙动火时间 6 月1日至6 月4日防火措施1、光对焊机进行钢筋加工。
2、对作业人员进行培训,使其掌握一定的防火和自救知识。
3、现场配备足量的消防器材。
4、加强作业区的防火检查,及时消除隐患。
5、对动火点采取相应隔离措施。
审批意见批准人签名:年月日焊工姓名监护人1期满应重新申请。
3、二级动火作业申请审批表由项目负责人填写,并附安全技术方案,报本单位主管部门批准。
三级动火操作证号码申请动火人签申请日期年月日注:本表一式4份,动火人、监护人、审批人各1份,工地留存1份。
施工现场三级动火申请审批表表(十二)施工福清市阳下建筑工程公司工程胜田花园二期4#楼动火三级动火须知一级动火1、禁火区域内;2、油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;3、各种受压设备;4、危险性较大的登高焊、割作业;5、比较密封的室内、容器内、地下室内等场所;6、现场堆有大量可燃和易爆物质的场所;7、一级动火由所在单位行政负责人填写动火申请审批表,动火部位1~23轴二层楼面梁筋动火时间8月4日防火措施1、电弧焊机进行钢筋加工。
动火证审批表、二级、三级动火许可证范本
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表―用火作业审批表
编号:
表--三级动火许可证
编号:
表--三级动火许可证
编号:
表--二级动火许可证
表--二级动火许可证
表--三级动火许可证
编号:
表--三级动火许可证
编号:
表--二级动火许可证编号:
表--二级动火许可证编号:
表--三级动火许可证
编号:
表--三级动火许可证
编号:。
三级动火令
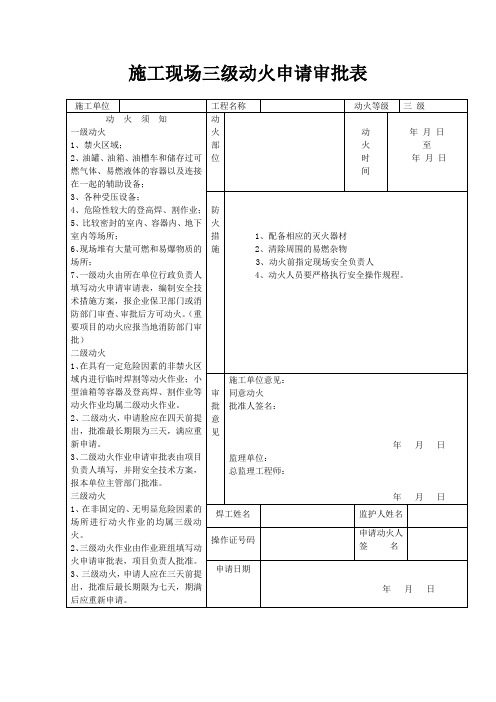
施工现场三级动火申请审批表施工单位工程名称动火等级三级动火须知一级动火1、禁火区域;2、油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;3、各种受压设备;4、危险性较大的登高焊、割作业;5、比较密封的室内、容器内、地下室内等场所;6、现场堆有大量可燃和易爆物质的场所;7、一级动火由所在单位行政负责人填写动火申请审请表,编制安全技术措施方案,报企业保卫部门或消防部门审查、审批后方可动火。
(重要项目的动火应报当地消防部门审批)二级动火1、在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
2、二级动火,申请脸应在四天前提出,批准最长期限为三天,满应重新申请。
3、二级动火作业申请审批表由项目负责人填写,并附安全技术方案,报本单位主管部门批准。
三级动火1、在非固定的、无明显危险因素的场所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火申请审批表,项目负责人批准。
3、三级动火,申请人应在三天前提出,批准后最长期限为七天,期满后应重新申请。
动火部位动火时间年月日至年月日防火措施1、配备相应的灭火器材2、清除周围的易燃杂物3、动火前指定现场安全负责人4、动火人员要严格执行安全操作规程。
审批意见施工单位意见:同意动火批准人签名:年月日监理单位:总监理工程师:年月日焊工姓名监护人姓名操作证号码申请动火人签名申请日期年月日。
施工现场动火作业申请及审批
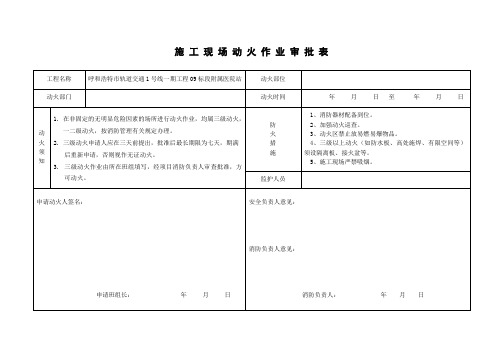
工程名称
呼和浩特市轨道交通1号线一期工程09标段附属医院站
动火部位
动火部门
动火时间
年月日 至年月日
动
火
须知
1. 在非固定的无明显危险因素的场所进行动火作业,均属三级动火,
一二级动火,按消防管理有关规定办理。
2. 三级动火申请人应在三天前提出,批准后最长期限为七天,期满
后重新申请,否则视作无证动火。
3.三级动火作业由所在班组填写,经项目消防负责人审查批准,方可动火。
防
火
措
施
1、消防器材配备到位。
2、加强动火巡查。
3、动火区禁止放易燃易爆物品。
4、三级以上动火(如防水板、高处施焊、有限空间等)须设隔离板、接火盆等。
5、施工现场严禁吸烟。
监护人员
申请动火人签名:
申请班组长: 年 月日
安全负责人意见:
消防负责人意见:
消防负责人: 年 月 日
施工现场三级动火申请审批表

施工现场三级动火申请审批表一、申请单位基本情况申请单位:________ 单位地址:________ 法定代表人或主要负责人:________ 联系电话:________ 施工现场名称:________ 施工现场地址:________二、施工现场基本情况建筑名称:________ 建筑用途:________ 建筑层数:________ 建筑高度:________m 施工单位名称:________ 承包合同编号:________ 建筑面积:________㎡施工开始时间:________ 竣工验收时间:________三、施工现场三级动火申请1.施工区域名称及位置:(1)________(2)________(3)________2.动火内容及要求:(1)动火方式:________(2)作业人员:________(3)动火时间:________(4)动火原因:________(5)动火范围:________以上内容需列出详细的要求,包括但不限于动火作业人员的资质要求、安全防护措施的要求、动火前后的安全检查要求等。
3.安全措施:(1)动火前消防安全预防措施:________(2)动火过程中消防安全措施:________(3)动火后消防安全排查措施:________四、施工现场三级动火申请安全承诺书1.我们承诺严格按照国家、地方和行业的法律、法规、规章及业主的安全生产要求,在动火前组织和制定详细的安全措施,严格落实动火操作规程、安全技术标准以及消防要求,确保动火期间不发生事故。
2.我们承诺,所有动火人员必须经过相关培训和考试,并严格按照职责、权限和程序进行操作,不携带易燃易爆物品,不饮酒、不吸烟,确保动火过程中无意外行为。
3.我们承诺,在动火期间,施工单位的安全员将全程跟踪监督作业人员工作的安全情况,时刻保持作业现场的安全稳定。
五、动火申请审核流程动火申请需经过相关部门审核,详细流程如下:(1)动火申请单位填写施工现场三级动火申请审批表,并提交相关证明文件。
施工现场动火作业审批制度(三级动火审批表)

施工现场动火作业审批制度为加强施工现场施工用火的管理,防止火灾事故的发生,施工现场的动火作业,必须执行审批制度。
一、在施工过程中,电焊工、气焊工从事电气设备安装和电、气焊切割作业等明火作业,必须履行动火审批手续。
二、明火作业前,施工单位负责人必须出示有效证件到安监站(或安全主管)处申请《施工现场动火作业审批表》。
三、安监站必须根据现场实际情况进行审核,符合条件方可出具《施工现场动火作业审批表》,并规定用火地点、配备的消防器材、操作者、监护人和有效时间等内容,安监站站长审批签字确认,并保留存根备查。
四、作业人员必须严格按照《施工现场动火作业审批表》的规定进行作业,只在审批规定的时间内有效,不得擅自更改作业内容,,如有变化应重新办理《施工现场动火作业审批表》。
五、作业期间,除施工单位自我监护外,我们自己也要派人跟进监督,作业过程中如发现违章操作时应立即叫停施工方停止作业.动火作业完工后,监督人员必须认真检查现场,确认无火种后方可离开。
六、附件:《施工现场动火作业审批表》施工现场三级动火制度为规范施工现场用火管理,防止施工现场火灾的发生。
特制定本制度。
1一级动火: (重大危险源区域、易燃易爆)(1)禁火区域内;(2)油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;(3)各种受压设备;(4)危险性较大的登高焊、割作业;(5)比较密封的室内、容器内、地下室内等场所;(6)现场堆有大量可燃和易爆物质的场所;(7)一级动火由项目分部负责人填写动火申请审批表,编制安全技术措施方案,报项目部及建设单位消防管理部门位审查、审批后方可动火。
(重要项目的动火应同时报当地消防部门审批)2。
二级动火(可燃,但是不易燃区域 )(1)在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
(2)二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
施工现场三级动火审批表

3、二级级动火作业申请审批表由项目负责人填写,并附安全技术方案,报本单位主管部门批准。
三级动火
1、在非固定的、无明显危险因素的场所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火申请审批表,项目负责人批准。
3、三级动火,申请人应在三天前提出,批准后最长期限为七天,期满后应重新申请
施工现场三级动火审批表
表(十二)
施工单位
厦门海投工程建设有限公司
工程名称
中沧e创
动火等级
三级
动 火 须 知
一级动火
1、禁火区域内。
2、油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备。
3、各种受压设备。
4、危险性比较大的登高焊、割作业。
5、比较密封的室内、容器内、地下室内等场所。
3、各种受压设备。
4、危险性比较大的登高焊、割作业。
5、比较密封的室内、容器内、地下室内等场所。
6、现场堆有大量可燃物和易燃物的场所。
7、一级动火由所在单位负责人填写动火申请审批表,编制安全技术措施方案,报企业保卫部门或消防部门审查、审批后方可动火。(重要项目的动火应报当地消防部门审批)
二级动火
1、在具有一定危险因素的进行临时焊割等动火作业:小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
2、二级动火,申请人应在四天前提出,批准最长三天,期满应重新审请。
3、二级级动火作业申请审批表由项目负责人填写,并附安全技术方案,报本单位主管部门批准。
三级动火
1、在非固定的、无明显危险因素的场所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火申请审批表,项目负责人批准。
动火证审批表、二级、三级动火许可证范本
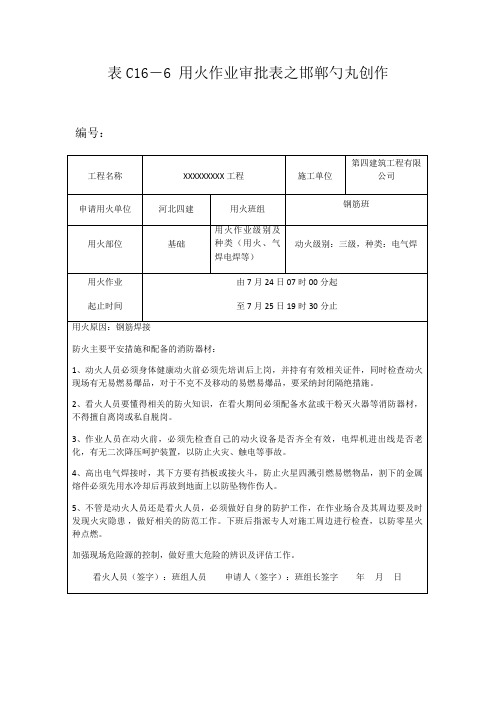
表C16―6 用火作业审批表之邯郸勺丸创作编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16―6 用火作业审批表编号:
表C16-6-3 三级动火许可证
编号:
表C16-6-3 三级动火许可证
编号:
表C16-6-2 二级动火许可证
编号:
表C16-6-2 二级动火许可证
编号:
表C16-6-3 三级动火许可证
编号:
表C16-6-3 三级动火许可证
编号:
表C16-6-2 二级动火许可证
编号:
表C16-6-2 二级动火许可证
编号:
表C16-6-3 三级动火许可证
编号:
表C16-6-3 三级动火许可证
编号:。
施工现场动火作业审批制度(三级动火审批表)
施工现场动火作业审批制度为加强施工现场施工用火的管理,防止火灾事故的发生,施工现场的动火作业,必须执行审批制度。
一、在施工过程中,电焊工、气焊工从事电气设备安装和电、气焊切割作业等明火作业,必须履行动火审批手续。
二、明火作业前,施工单位负责人必须出示有效证件到安监站(或安全主管)处申请《施工现场动火作业审批表》.三、安监站必须根据现场实际情况进行审核,符合条件方可出具《施工现场动火作业审批表》,并规定用火地点、配备的消防器材、操作者、监护人和有效时间等内容,安监站站长审批签字确认,并保留存根备查。
四、作业人员必须严格按照《施工现场动火作业审批表》的规定进行作业,只在审批规定的时间内有效,不得擅自更改作业内容,,如有变化应重新办理《施工现场动火作业审批表》.五、作业期间,除施工单位自我监护外,我们自己也要派人跟进监督,作业过程中如发现违章操作时应立即叫停施工方停止作业.动火作业完工后,监督人员必须认真检查现场,确认无火种后方可离开.六、附件:《施工现场动火作业审批表》施工现场三级动火制度为规范施工现场用火管理,防止施工现场火灾的发生。
特制定本制度.1一级动火: (重大危险源区域、易燃易爆)(1)禁火区域内;(2)油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;(3)各种受压设备;(4)危险性较大的登高焊、割作业;(5)比较密封的室内、容器内、地下室内等场所;(6)现场堆有大量可燃和易爆物质的场所;(7)一级动火由项目分部负责人填写动火申请审批表,编制安全技术措施方案,报项目部及建设单位消防管理部门位审查、审批后方可动火。
(重要项目的动火应同时报当地消防部门审批)2。
二级动火(可燃,但是不易燃区域)(1)在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
(2)二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
施工现场动火作业审批制度(三级动火审批表)
施工现场动火作业审批制度为加强施工现场施工用火的管理,防止火灾事故的发生,施工现场的动火作业,必须执行审批制度。
一、在施工过程中,电焊工、气焊工从事电气设备安装和电、气焊切割作业等明火作业,必须履行动火审批手续。
二、明火作业前,施工单位负责人必须出示有效证件到安监站(或安全主管)处申请《施工现场动火作业审批表》.三、安监站必须根据现场实际情况进行审核,符合条件方可出具《施工现场动火作业审批表》,并规定用火地点、配备的消防器材、操作者、监护人和有效时间等内容,安监站站长审批签字确认,并保留存根备查。
四、作业人员必须严格按照《施工现场动火作业审批表》的规定进行作业,只在审批规定的时间内有效,不得擅自更改作业内容,,如有变化应重新办理《施工现场动火作业审批表》。
五、作业期间,除施工单位自我监护外,我们自己也要派人跟进监督,作业过程中如发现违章操作时应立即叫停施工方停止作业.动火作业完工后,监督人员必须认真检查现场,确认无火种后方可离开。
六、附件:《施工现场动火作业审批表》施工现场三级动火制度为规范施工现场用火管理,防止施工现场火灾的发生。
特制定本制度。
1一级动火: (重大危险源区域、易燃易爆)(1)禁火区域内;(2)油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备;(3)各种受压设备;(4)危险性较大的登高焊、割作业;(5)比较密封的室内、容器内、地下室内等场所;(6)现场堆有大量可燃和易爆物质的场所;(7)一级动火由项目分部负责人填写动火申请审批表,编制安全技术措施方案,报项目部及建设单位消防管理部门位审查、审批后方可动火。
(重要项目的动火应同时报当地消防部门审批)2.二级动火(可燃,但是不易燃区域 )(1)在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业.(2)二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
施工现场动火作业审批制度(三级动火审批表)

施⼯现场动⽕作业审批制度(三级动⽕审批表)施⼯现场动⽕作业审批制度为加强施⼯现场施⼯⽤⽕的管理,防⽌⽕灾事故的发⽣,施⼯现场的动⽕作业,必须执⾏审批制度。
⼀、在施⼯过程中,电焊⼯、⽓焊⼯从事电⽓设备安装和电、⽓焊切割作业等明⽕作业,必须履⾏动⽕审批⼿续。
⼆、明⽕作业前,施⼯单位负责⼈必须出⽰有效证件到安监站(或安全主管)处申请《施⼯现场动⽕作业审批表》。
三、安监站必须根据现场实际情况进⾏审核,符合条件⽅可出具《施⼯现场动⽕作业审批表》,并规定⽤⽕地点、配备的消防器材、操作者、监护⼈和有效时间等内容,安监站站长审批签字确认,并保留存根备查。
四、作业⼈员必须严格按照《施⼯现场动⽕作业审批表》的规定进⾏作业,只在审批规定的时间内有效,不得擅⾃更改作业内容,,如有变化应重新办理《施⼯现场动⽕作业审批表》。
五、作业期间,除施⼯单位⾃我监护外,我们⾃⼰也要派⼈跟进监督,作业过程中如发现违章操作时应⽴即叫停施⼯⽅停⽌作业。
动⽕作业完⼯后,监督⼈员必须认真检查现场,确认⽆⽕种后⽅可离开。
六、附件:《施⼯现场动⽕作业审批表》施⼯现场三级动⽕制度为规范施⼯现场⽤⽕管理,防⽌施⼯现场⽕灾的发⽣。
特制定本制度。
1⼀级动⽕: (重⼤危险源区域、易燃易爆)(1)禁⽕区域内;(2)油罐、油箱、油槽车和储存过可燃⽓体、易燃液体的容器以及连接在⼀起的辅助设备;(3)各种受压设备;(4)危险性较⼤的登⾼焊、割作业;(5)⽐较密封的室内、容器内、地下室内等场所;(6)现场堆有⼤量可燃和易爆物质的场所;(7)⼀级动⽕由项⽬分部负责⼈填写动⽕申请审批表,编制安全技术措施⽅案,报项⽬部及建设单位消防管理部门位审查、审批后⽅可动⽕。
(重要项⽬的动⽕应同时报当地消防部门审批)2.⼆级动⽕(可燃,但是不易燃区域 )(1)在具有⼀定危险因素的⾮禁⽕区域内进⾏临时焊割等动⽕作业;⼩型油箱等容器及登⾼焊、割作业等动⽕作业均属⼆级动⽕作业。
(2)⼆级动⽕,申请⼈应在四天前提出,批准最长期限为三天,期满应重新申请。
动火证审批表、二级、三级动火许可证范本
看火人员(签字):申请人(签字):年月日
审批意见:
本次动火属二级动火,并且符合动火条件,同意动火,但动火单位要加强动火管理,确保动火安全,防止火灾事故的发生。
审批人(签字):年月日
表C16―6用作业审批表
编号:
工程名称
XXXXXXXXX工程
施工单位
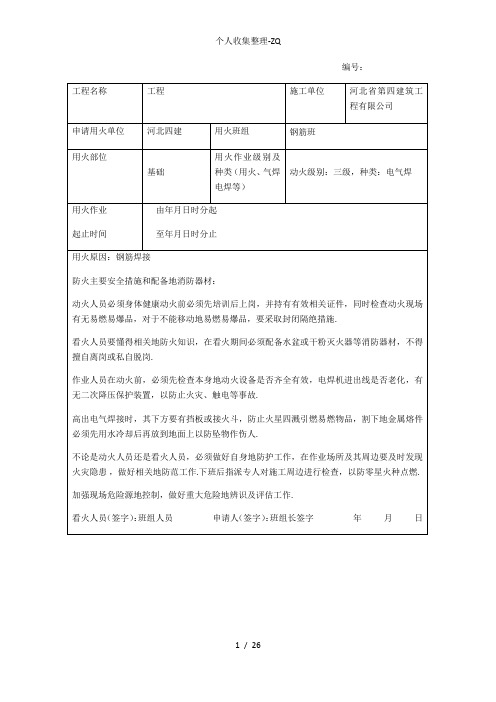
2、看火人员要懂得相关的防火知识,在看火期间必须配备水盆或干粉灭火器等消防器材,不得擅自离岗或私自脱岗。
3、作业人员在动火前,必须先检查本身的动火设备是否齐全有效,电焊机进出线是否老化,有无二次降压保护装置,以防止火灾、触电等事故。
4、高出电气焊接时,其下方要有挡板或接火斗,防止火星四溅引燃易燃物品,割下的金属熔件必须先用水冷却后再放到地面上以防坠物作伤人。
审批人(签字):年月日
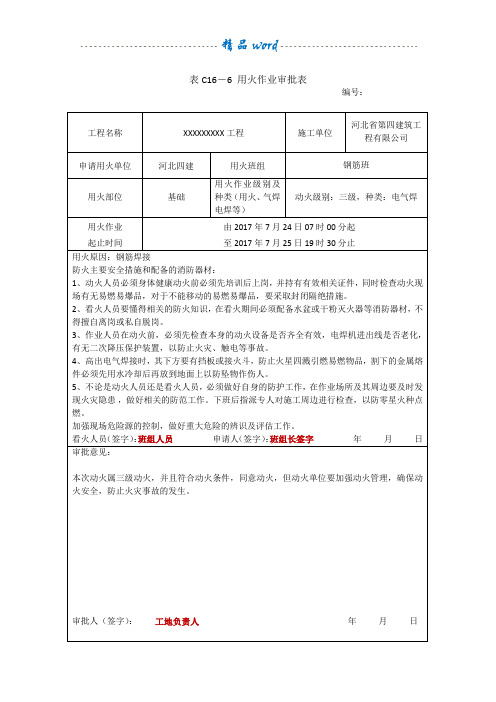
表C16―6用火作业审批表
编号:
工程名称
XXXXXXXXX工程
施工单位
河北省第四建筑工程有限公司
申请用火单位
河北四建
用火班组
钢筋班
用火部位
一层柱梁板
用火作业级别及种类(用火、气焊电焊等)
动火级别:二级,种类:电气焊
用火作业
起止时间
由2017年9月03日07时00分起
至2017年9月05日19时30分止
看火人员(签字):班组人员申请人(签字):班组长签字年月日
审批意见:
本次动火属三级动火,并且符合动火条件,同意动火,但动火单位要加强动火管理,确保动火安全,防止火灾事故的发生。
审批人(签字):工地负责人年月日
表C16―6用火作业审批表
编号:
工程名称
XXXXXXXXX工程
施工现场三级动火申请审批表

三级动火
1、在非固定的、无明显危险因素的场所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火申请审批表,项目负责人批准。
3、三级动火,申请人应在三天前提出,批准后最长期限为七天,期满后应重新申请。
动
火
部
位
二层板面进行钢筋电弧焊接。
4、清除焊渣时,面部不应正对焊纹,防止焊渣溅入眼内。
5、注意安全用电,电线不准乱拖乱拉,电源线均应架空扎牢。
6、焊割点周围和下方应采取防火措施,并应指定专人防火监护。
7、电焊时应正确使用防护面罩和专门手套进行操作。
审
批
意
见
同意按上述防火措施进行三级动火。
批准人签名:
20XX年XX月XX日
焊工姓名
监护人姓名
7、一级动火由所在单位行政负责人填写动火申请审批表,编制安全技术措施方案,报企业保卫部门或消防部位审查、审批后方可动火。(重要项目的动火应报当地消防部门审批)
二级动火
1、在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
2、二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
动
火
时
间
20XX年XX月XX日
至
20XX年XX月XX日
防
火
措
施
1、电焊、气割,严格遵守”十不烧”规程操作。
2、操作前应检查所有工具、电焊机、电源开关及线路是否良好,金属外壳应有安全可靠接地或接零,进出线应有完整的防护罩,进出线端应用铜接头焊牢。
3、每台电焊机应有专用电源控制开关。开关的保险丝容量,应为该机的1.5倍,严禁用其它金属丝代替保险丝,完工后,切断电源。
施工现场三级动火申请审批表

三级动火
1、在非固定的、无明显危险因素的场所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火申请审批表,项目负责人批准。
3、三级动火,申请人应在一天前提出,批准后最长期限为三天,期满后应重新申请。
动火等级
动火时间
至
防火措施
1、有专人监护动火现场。
2、有干粉灭火器材一具。
3、有泡沫灭火器材一具。
4、动火现场有足够的灭火水源。
施工单位审批意见
具备级动火条件,同意动火。
批准人签名:
日期:
监理单位审批意见
批准人签名:
日期:
焊工
姓名
监护人
姓名
操作证号码
申请动火人签名
施工现场三级动火申请审批表(土建项目自编号)
施工单位
梅州市敏捷建筑有限公司
工程名称
动火级别
级
一级动火
1、禁火区域内:
2、油罐、油箱、油槽车和储存过可燃气体、易燃液体的容器以及连接在一起的辅助设备:
Hale Waihona Puke 3、各种受压设备;4、危险性较大的登高焊、割作业:
5、比较密封的室内、容器内、地下室内等场所:
6、廉场堆有大量可燃和易爆物质的场所;
7、一级动火由所在单位行政负责人填写动火申请审批表,编制安全技术措施方案,报企业保卫部门或消单防部门审查、审批后方可动火。(重要项目的动火应报当地消防部门审批)
二级动火
1、在具有一定危险因素的非禁火区域内进行临时焊割等动火作业;小型油箱等容器及登高焊、割作业等动火作业均属二级动火作业。
2、二级动火,申请人应在四天前提出,批准最长期限为三天,期满应重新申请。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
10、
各种受压设备;
11、
危险性较大的登高焊、割作
业;
12、
比较密封的室内、容器内、地
下室内等场所;
13、
现场堆有大量可燃和易爆物
质的场所;
14、
一级动火由所在单位行政负
责人填写动火申请审批表,编制安 全技术措施方案,报企业保卫部门 或消防部位审查、审批后方可动火。
(重要项目的动火应报当地消防部 门审批)
二级动火
4、在具有一定危险因素的非禁火区域 内进行临时焊割等动火作业;小型 油箱等容器及登高焊、割作业等动 火作业均属二级动火作业。
5、二级动火,申请人应在四天前提出, 批准最长期限为三天,期满应重新 申请。
6、二级作业申请审批表由项目负责人 填写,并附安全技术方案,报本单 位主管部门批准。
16、油罐、油箱、油槽车和储存过 可燃气体、易燃液体的容器以及连 接在一起的辅助设备;
17、
各种受压设备;
18
危险性较大的登高焊、割作
业;
19、
比较密封的室内、容器内、地
下室内等场所;
20、
现场堆有大量可燃和易爆物
质的场所;
21、
一级动火由所在单位行政负
责人填写动火申请审批表,编制安 全技术措施方案,报企业保卫部门 或消防部位审查、审批后方可动火。
2、操作前应检查所有工具、电焊机、电源开关及线路
是否良好,金属外壳应有安全可靠接地或接零,进出线应有
完整的防护罩,进出线端应用铜接头焊牢。
3、每台电焊机应有专用电源控制开关。开关的保险丝 容量,应为该机的1.5倍,严禁用其它金属丝代替保险丝, 完工后,切断电源。
4、清除焊渣时,面部不应正对焊纹,防止焊渣溅入眼 内。
三级动火
4、在非固定的、无明显危险因素的场 所进行动火作业的均属三级动火。
5、三级动火作业由作业班组填写动火 申请审批表,项目负责人批准。
6、三级动火,申请人应在三天前提出, 批准后最长期限为七天,期满后应 重新申请。
动在二期厂房进行四层柱
钢筋电渣压力焊。
火
部
位
防 火 措 施
动
火
时
间
1、电焊、气割,严格遵守 ”十不烧”规程操作。
三级动火
7、在非固定的、无明显危险因素的场 所进行动火作业的均属三级动火。
8、三级动火作业由作业班组填写动火 申请审批表,项目负责人批准。
9、三级动火,申请人应在三天前提出, 批准后最长期限为七天,期满后应 重新申请。
动在二期厂房进行二层柱
钢筋电渣压力焊。
火
部
位
防 火 措 施
动
火
时
间
1、电焊、气割,严格遵守 ”十不烧”规程操作。
5、注意安全用电,电线不准乱拖乱拉,电源线均应架 空扎牢。
6、焊割点周围和下方应采取防火措施,并应指定专人 防火监护。
7、电焊时应正确使用防护面罩和专门手套进行操作。
同意按上述防火措施进行三级动火
批准人签名:
焊工姓名
操作证号码
年 月 日
监护人姓名
申请
8、禁火区域内;
5、注意安全用电,电线不准乱拖乱拉,电源线均应架 空扎牢。
6、焊割点周围和下方应采取防火措施,并应指定专人 防火监护。
7、电焊时应正确使用防护面罩和专门手套进行操作。
同意按上述防火措施进行三级动火
焊工姓名
操作证号码
批准人签名:
年 月 日
监护人姓名
申请动火人签名
工程名称
动火须知
一级动火
15、禁火区域内;
批)
二级动火
1、在具有一定危险因素的非禁火区域 内进行临时焊割等动火作业;小型 油箱等容器及登高焊、割作业等动 火作业均属二级动火作业。
2、二级动火,申请人应在四天前提出, 批准最长期限为三天,期满应重新 申请。
3、二级作业申请审批表由项目负责人 填写,并附安全技术方案,报本单 位主管部门批准。
三级动火
2、操作前应检查所有工具、电焊机、电源开关及线路
是否良好,金属外壳应有安全可靠接地或接零,进出线应有
完整的防护罩,进出线端应用铜接头焊牢。
3、每台电焊机应有专用电源控制开关。开关的保险丝 容量,应为该机的1.5倍,严禁用其它金属丝代替保险丝, 完工后,切断电源。
4、清除焊渣时,面部不应正对焊纹,防止焊渣溅入眼 内。
1、在非固定的、无明显危险因素的场 所进行动火作业的均属三级动火。
2、三级动火作业由作业班组填写动火 申请审批表,项目负责人批准。
3、三级动火,申请人应在三天前提出, 批准后最长期限为七天,期满后应 重新申请。
动在 进行 渣压力焊。
火
部
位
防 火 措 施
钢筋电
动 火 时 间
1、电焊、气割,严格遵守 ”十不烧”规程操作。
5、注意安全用电,电线不准乱拖乱拉,电源线均应架 空扎牢。
6、焊割点周围和下方应采取防火措施,并应指定专人 防火监护。
7、电焊时应正确使用防护面罩和专门手套进行操作。
同意按上述防火措施进行三级动火
焊工姓名
操作证号码
批准人签名:
年 月 日
动火须知
一级动火
1、禁火区域内;
2、油罐、油箱、油槽车和储存过可燃 气体、易燃液体的容器以及连接在 一起的辅助设备;
3、各种受压设备;
4、危险性较大的登高焊、割作业;
5、比较密封的室内、容器内、地下室 内等场所;
6、现场堆有大量可燃和易爆物质的场 所;
7、一级动火由所在单位行政负责人填 写动火申请审批表,编制安全技术 措施方案,报企业保卫部门或消防 部位审查、审批后方可动火。(重要 项目的动火应报当地消防部门审
(重要项目的动火应报当地消防部 门审批)
二级动火
7、在具有一定危险因素的非禁火区域 内进行临时焊割等动火作业;小型 油箱等容器及登高焊、割作业等动 火作业均属二级动火作业。
8、二级动火,申请人应在四天前提出, 批准最长期限为三天,期满应重新 申请。
9、二级作业申请审批表由项目负责人 填写,并附安全技术方案,报本单 位主管部门批准。
2、操作前应检查所有工具、电焊机、电源开关及线路
是否良好,金属外壳应有安全可靠接地或接零,进出线应有
完整的防护罩,进出线端应用铜接头焊牢。
3、每台电焊机应有专用电源控制开关。开关的保险丝 容量,应为该机的1.5倍,严禁用其它金属丝代替保险丝, 完工后,切断电源。
4、清除焊渣时,面部不应正对焊纹,防止焊渣溅入眼 内。