滚动轴承标准汇编
轴承标准一览

轴承标准一览轴承是机械设备中重要的零配件之一,根据国际标准组织的规定,轴承按照不同的结构、尺寸和用途分为不同的型号和系列。
下面是常见的轴承标准一览。
1. ISO标准ISO标准是国际机构发布的一系列轴承标准,其中最为常见的标准是ISO 15和ISO 492。
ISO 15主要规定了滚动轴承的尺寸、几何形状和精度等要求,包括单列球式、圆锥式、圆柱式、滚针式、角接触式滚动轴承等;而ISO 492则规定了滚动轴承的精度等级,包括P0、P6、P5、P4、P2等不同等级。
2. GB标准GB标准是中国国家标准制定机构发布的轴承标准,其规定了轴承的型号、结构、尺寸和精度等要求。
常见的GB标准有:GB/T 276-1994 钢轴承——型号表示法、GB/T307.2-2005 滚动轴承——滚动轮径系列及公差、GB/T 307.3-2005 滚动轴承——径向间隙系列及公差等。
DIN标准是德国机械工业标准制定机构发布的一系列轴承标准,包括DIN 616、DIN 617和DIN 625等。
DIN 616规定了各种结构的轴承的尺寸和公差,DIN 617规定了单列滚动轴承的尺寸和公差,DIN 625规定了单列深沟球轴承的尺寸和公差。
ANSI标准是美国国家标准化组织发布的一系列轴承标准,其规定了轴承的结构、尺寸和精度等要求。
常见的ANSI标准有:ANSI/ABMA 9-1990 滚动轴承基本型号、ANSI/ABMA 11-1990 滚动轴承精度等级、ANSI/ABMA 12.1-1997 轴承铁芯规范等。
JIS标准是日本工业标准制定机构发布的轴承标准,常见的JIS标准包括:JIS B 1514-1:2017 滚动轴承——一排球型滚动轴承。
总之,轴承标准的制定对于轴承产品的质量和性能具有重要意义,也方便了轴承产品的交流和使用。
企业和行业应当严格遵守相应的轴承标准,确保轴承产品符合标准要求,确保产品质量和使用安全。
国标—滚动轴承

1主题内容与适用范围本标准规定了外形尺寸符合GB 273.3《滚动轴承向心轴承外形尺寸》的深沟球轴承、外圈有止动槽的深沟球轴承、带防尘盖的深沟球轴承及带密封圈的深沟球轴承的外形尺寸。
本标准适用于深沟球轴承以及有止动槽的深沟球轴承、带防尘盖及带密封圈的深沟球轴承。
2 引用标准GB273.3滚动轴承向心轴承外形尺寸3符号(见图1~图11)d:轴承公称内径D:轴承公称外径B:轴承公称宽度r:内、外圈公称倒角尺寸r i:外圈止动槽端的公称倒角尺寸「smin:r的单向最小尺寸r ismin:r i 尺寸图1——图114外形尺寸轴承的外形尺寸按表1~表9的规定。
16001 12 28 7 0.3 16002 15 32 8 0.3 16003 17 35 8 0.3 16004 20 42 8 0.3 16005 25 47 8 0.3 16006 30 55 9 0.3 16007 35 62 9 0.3 16008 40 68 9 0.3 16009 45 75 10 0.6 16010 50 80 10 0.6 16011 55 90 11 0.6 16012 60 95 11 0.6 16013 65 100 11 0.6 16014 70 110 13 0.6 16015 75 115 13 0.6 16016 80 125 14 0.6 16017 85 130 14 0.6 16018 90 140 16 1 16019 95 145 16 1 16020 100 150 16 1 16021 105 160 18 1 16022 110 170 19 1 16024 120 180 19 1 16026 130 200 22 1.1 16028 140 210 22 1.1 16030 150 225 24 1.1 16032 160 240 25 1.5 16034 170 260 28 1.5 16036 180 280 31 2 16038 190 290 31 2 16040 200 310 34 2 16044 220 340 37 2.1 16048 240 360 37 2.1 16052 260 400 44 3 16056 280 420 44 3 16060 300 460 50 4 16064 320 480 50 4 16068 340 520 57 4 16072 360 540 57 45标记标记示例:滚动轴承6012 GB/T 276-94附录A新旧轴承代号对照(参考件)A1 新旧轴承代号对照见表A1.表A1轴承名称新代号旧代号TH 轴承名称__新代号__旧代号附加说明 本标准由中华人民共和国机械工业部提出 本标准由全国滚动轴承标准化技术委员会归口 本标准由机械工业部洛阳轴承研究所起草 本标准起草人刘建德 .。
轴承常用标准

轴承常用标准
GB-T305-1998滚动轴承外圈上的止动槽和止动环尺寸和公差
GB-T308-2002滚动轴承钢球
GB-T309-2000滚动轴承滚针
GB-T4661-2002滚动轴承圆柱滚子
GB-T4662-2003滚动轴承额定静载荷
GB-T6391-2003滚动轴承额定动载荷和额定寿命
JB-T3034-1993滚动轴承油封防锈包装
JB-T3573-2004滚动轴承径向游隙的测量方法
JB-T6639-2004滚动轴承零件骨架式丁腈橡胶密封圈技术条件
JB-T6641-2007滚动轴承残磁及其评定方法
JB-T6642-2004滚动轴承零件圆度和波纹度误差测量及评定方法
JB-T7048-2002滚动轴承零件工程塑料保持架
JB-T7050-2005滚动轴承清洁度评定方法
JB-T7051-2006滚动轴承零件表面粗糙度测量和评定方法
JB-T7361-2007滚动轴承零件硬度试验方法
JB-T7752-2005滚动轴承密封深沟球轴承技术条件
JB-T8196-1996滚动轴承滚动体残磁及其评定方法
JB-T8571-1997滚动轴承密封深沟球轴承防尘、漏脂、温升性能试验规程
JB-T8921-1999滚动轴承及其零件检验规则
JB-T10336-2002滚动轴承及其零件补充技术条件
JB-T50013-2000滚动轴承寿命及可靠性试验规程
JB-T50093-1997滚动轴承寿命及可靠性试验评定方法。
滚动轴承国家标准目录
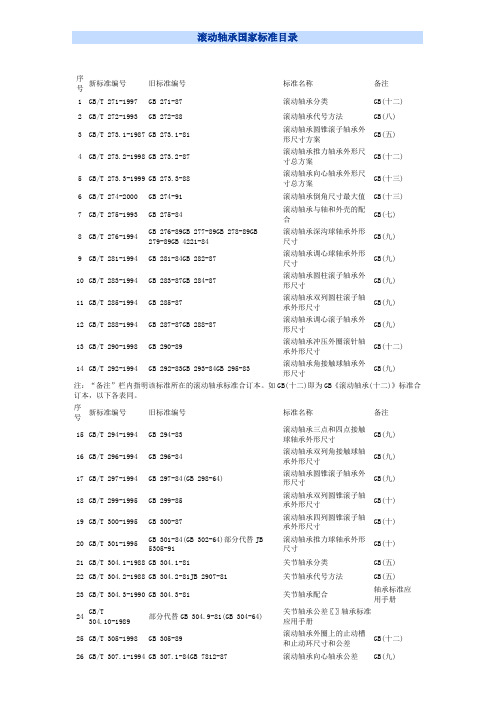
滚动轴承国家标准目录序号新标准编号旧标准编号标准名称备注1 GB/T 271-1997 GB 271-87 滚动轴承分类GB(十二)2 GB/T 272-1993 GB 272-88 滚动轴承代号方法GB(八)3 GB/T 273.1-1987 GB 273.1-81 滚动轴承圆锥滚子轴承外形尺寸方案GB(五)4 GB/T 273.2-1998 GB 273.2-87 滚动轴承推力轴承外形尺寸总方案GB(十二)5 GB/T 273.3-1999 GB 273.3-88 滚动轴承向心轴承外形尺寸总方案GB(十三)6 GB/T 274-2000 GB 274-91 滚动轴承倒角尺寸最大值GB(十三)7 GB/T 275-1993 GB 275-84 滚动轴承与轴和外壳的配合GB(七)8 GB/T 276-1994 GB 276-89GB 277-89GB 278-89GB279-89GB 4221-84滚动轴承深沟球轴承外形尺寸GB(九)9 GB/T 281-1994 GB 281-84GB 282-87 滚动轴承调心球轴承外形尺寸GB(九)10 GB/T 283-1994 GB 283-87GB 284-87 滚动轴承圆柱滚子轴承外形尺寸GB(九)11 GB/T 285-1994 GB 285-87 滚动轴承双列圆柱滚子轴承外形尺寸GB(九)12 GB/T 288-1994 GB 287-87GB 288-87 滚动轴承调心滚子轴承外形尺寸GB(九)13 GB/T 290-1998 GB 290-89 滚动轴承冲压外圈滚针轴承外形尺寸GB(十二)14 GB/T 292-1994 GB 292-83GB 293-84GB 295-83 滚动轴承角接触球轴承外形尺寸GB(九)注:“备注”栏内指明该标准所在的滚动轴承标准合订本。
如GB(十二)即为GB《滚动轴承(十二)》标准合订本,以下各表同。
序号新标准编号旧标准编号标准名称备注15 GB/T 294-1994 GB 294-83 滚动轴承三点和四点接触球轴承外形尺寸GB(九)16 GB/T 296-1994 GB 296-84 滚动轴承双列角接触球轴承外形尺寸GB(九)17 GB/T 297-1994 GB 297-84(GB 298-64) 滚动轴承圆锥滚子轴承外形尺寸GB(九)18 GB/T 299-1995 GB 299-85 滚动轴承双列圆锥滚子轴承外形尺寸GB(十)19 GB/T 300-1995 GB 300-87 滚动轴承四列圆锥滚子轴承外形尺寸GB(十)20 GB/T 301-1995 GB 301-84(GB 302-64)部分代替JB5305-91滚动轴承推力球轴承外形尺寸GB(十)21 GB/T 304.1-1988 GB 304.1-81 关节轴承分类GB(五)22 GB/T 304.2-1988 GB 304.2-81JB 2907-81 关节轴承代号方法GB(五)23 GB/T 304.3-1990 GB 304.3-81 关节轴承配合轴承标准应用手册24 GB/T304.10-1989部分代替GB 304.9-81(GB 304-64)关节轴承公差〖〗轴承标准应用手册25 GB/T 305-1998 GB 305-89 滚动轴承外圈上的止动槽和止动环尺寸和公差GB(十二)26 GB/T 307.1-1994 GB 307.1-84GB 7812-87 滚动轴承向心轴承公差GB(九)27 GB/T 307.2-1995 GB 307.2-84(GB 307-77) 滚动轴承测量和检验的原则及方法GB(十)28 GB/T 307.3-1996 GB 307.3-84(JB2642-79) 滚动轴承通用技术规则GB(十一)29 GB/T 307.4-1994 部分代替GB 307.1-84 滚动轴承推力球轴承公差GB(九)30 GB/T 308-1989 GB 308-84 滚动轴承钢球轴承标准应用手册31 GB/T 309-2000 GB 309-1984 滚动轴承滚针GB(十三)32 GB/T 3944-1983 —关节轴承词汇GB(二)33 GB/T 4199-1984 —滚动轴承公差定义轴承标准应用手册34 GB/T 4604-1993 GB 4604-84 滚动轴承径向游隙GB(七)35 GB/T 4222-1991 GB 4222-84 杆端关节轴承外形尺寸和公差GB(七)36 GB/T 4648-1996 GB 4648-84 滚动轴承圆锥滚子轴承凸缘外圈外形尺寸GB(十一)37 GB/T 4661-1989 GB 4661-84 滚动轴承圆柱滚子轴承标准应用手册38 GB/T 4662-1993 GB 4662-84 滚动轴承额定静负荷GB(七)39 GB/T 4663-1994 GB 4663-84 滚动轴承推力圆柱滚子轴承外形尺寸GB(九)40 GB/T 5800-1986 —滚动轴承仪器精密轴承轴承标准应用手册41 GB/T 5801-1994 GB 5801-86(JB 2582-79) 滚动轴承径、中系列滚针轴承外形尺寸和公差GB(九)42 GB/T 5859-1994 GB 5859-86 滚动轴承推力调心滚子轴承外形尺寸GB(九)43 GB/T 5868-1986 —滚动轴承安装尺寸轴承标准应用手册44 GB/T 6391-1995 GB 6391-86 滚动轴承额定动载荷和额定寿命GB(十)45 GB/T6445.1-1996部分代替GB 6445-86滚动轴承滚轮滚针轴承外形尺寸GB(十一)46 GB/T6445.2-1996部分代替GB 6445-86滚动轴承滚轮滚针轴承公差〖〗GB(十一)47 GB/T 6643-1996 ZBJ 11011-87(JB 3124-82) 滚动轴承滚针和推力圆柱滚子组合轴承外形尺寸GB(十一)48 GB/T 6930-1986 —滚动轴承词汇轴承标准应用手册49 GB/T 7217-1987 JB 1364-73 凸缘外圈向心球轴承凸缘尺寸GB(四)50 GB/T 7218-1995 GB 7218-87GB 7219-87 凸缘外圈微型向心球轴承外形尺寸GB(十)51 GB/T 7811-1999 GB 7811-87 滚动轴承参数符号GB(十三)52 GB/T 7813-1998 GB 7813-87(JB 2559-91) 滚动轴承轴承座外形尺寸〖〗GB(十二)53 GB/T 8597-1988 —滚动轴承包装GB(五)54 GB/T 9161-1988 部分代替GB 4222-84 杠端关节轴承外形尺寸GB(五)55 GB/T 9162-1990 GB 9162-88)JB 2915-81JB 2916-81 推力关节轴承外形尺寸轴承标准应用手册56 GB/T 9163-1990 GB 9163-88)GB 304.5~ 304.8-81GB3945-83向心关节轴承外形尺寸轴承标准应用手册57 GB/T 9164-1990 GB 9164-88)JB 2912-81JB 2913-81 角接触关节轴承外形尺寸轴承标准应用手册58 GB/T 12278-1990 JB 2908-81 向心关节轴承径向游隙轴承标准应用手册59 GB/T 12764-1991 —滚动轴承冲压外圈滚针轴承外形尺寸方案GB(七)60 GB 12765-1991 —关节轴承安装尺寸GB(七)61 GB/T 16940-1997 ZB J11 006-87 直线运动支承直线运动球轴承外形尺寸和公差GB(十二)注:1、“备注”栏内指明该标准所在的滚动轴承标准合订本。
轴承标准

轴承标准
1.滑动轴承
⑴轴承与轴承压盖的过盈量为0~0.04mm(轴承衬为球面的除外),下轴承衬与轴承座接触应均匀,接触面积达60%以上,轴承衬不许加垫片。
⑵更换轴承时,轴颈与下轴承接触角为60°~90°,接触面积应均匀,接触点不少于2~3点/平方厘米。
⑶轴承合金层与轴承衬应结合牢固,合金层表面不得有气孔、夹渣、裂纹、剥离等缺陷。
⑷轴承顶部间隙值应符合表1要求。
表1 轴承顶部间隙表单位:mm
⑸轴承侧间隙在水平中分面上的数值为顶部间隙的一半。
2.滚动轴承
⑴承受径向和轴向载荷的滚动轴承与轴配合为H7/js6。
⑵仅承受径向载荷的滚动轴承与轴配合为H7/k6。
⑶滚动轴承外圈与轴承箱内壁配合为Js7/h6。
⑷凡轴向止推采用滚动轴承的泵,气滚动轴承外圈的轴向间隙应留有0.02~
0.06mm。
⑸滚动轴承那个拆装时,采用热装的温度不超过120℃,严禁直接用火焰加热,推荐采用蒸汽。
⑹滚动轴承的滚动体与滚道表面应无腐蚀、坑疤与斑点,接触平滑无杂音,保持架完好。
标准依据:
离心泵维护检修规程(SHS 01013-2004)
参考文献:
[1]薛敦松.石油化工厂设备检修手册泵 (第二版).北京:中国石化出版社,2007。
滚动轴承标准
滚动轴承标准滚动轴承是一种常见的机械元件,广泛应用于各种机械设备中。
为了保证滚动轴承的质量和性能,制定了一系列的标准,以便对其进行规范和评价。
下面是与滚动轴承相关的一些参考标准。
1. GB/T 307.1-2018 滚动轴承第1部分:标称尺寸和公差:该标准规定了滚动轴承的标称尺寸和公差的要求,包括内径、外径、宽度等尺寸的公差,并给出了相应的公差等级。
2. GB/T 307.2-2018 滚动轴承第2部分:轴承容许误差:该标准规定了滚动轴承的容许误差范围,具体包括圆度误差、圆锥度误差、内外圈跳动等方面的要求。
3. GB/T 307.3-2018 滚动轴承第3部分:内径系列:该标准规定了滚动轴承的内径系列,包括小内径系列、中内径系列、大内径系列等,以便适应不同尺寸需求。
4. GB/T 307.4-2018 滚动轴承第4部分:外径系列:该标准规定了滚动轴承的外径系列,包括小外径系列、中外径系列、大外径系列等,以便适应不同尺寸需求。
5. GB/T 20564-2017 滚动轴承分类和代号:该标准对滚动轴承进行了分类和代号的规定,包括轴承的结构形式、内径、外径、宽度等要素的代号表示方法,便于滚动轴承的统一命名和识别。
6. GB/T 24491-2009 滚动轴承润滑脂润滑特性的测定方法:该标准规定了滚动轴承用润滑脂润滑特性的测试方法,包括外观、滴点、凝固点、流动性等指标的检测,以保证润滑脂的质量。
7. ISO 281:2007 Rolling bearings - Dynamic load ratings and rating life:这是国际标准组织ISO制定的滚动轴承动载荷额定值和额定寿命的标准,其中定义了一些计算滚动轴承额定寿命和额定动载荷的方法和公式。
8. DIN 620-1 Rolling bearings - Dimensions, boundary dimensions, tolerances:这是德国标准化协会制定的滚动轴承的尺寸、边界尺寸和公差的标准,与其他标准类似,该标准规定了滚动轴承的标准尺寸和公差范围。
轴承标准一览

GB/T 271-1997 滚动轴承 分类GB/T 272-1993 滚动轴承 代号方法GB/T 273.1-1987 滚动轴承 圆锥滚子轴承 外形尺寸总方案GB/T 273.2-1998 滚动轴承 推力轴承 外形尺寸总方案GB/T 273.3-1999 滚动轴承 向心轴承 外形尺寸总方案GB/T 274-2000 滚动轴承 倒角尺寸最大值GB/T 275-1993 滚动轴承与轴和外壳的配合GB/T 276-1994 滚动轴承 深沟球轴承 外形尺寸GB/T 281-1994 滚动轴承 调心球轴承 外形尺寸GB/T 283-1994 滚动轴承 圆柱滚子轴承 外形尺寸GB/T 285-1994 滚动轴承 双列圆柱滚子轴承接 外形尺寸GB/T 288-1994 滚动轴承 调心滚子轴承 外形尺寸GB/T 290-1998 滚动轴承 冲压外圈滚针轴承 外形尺寸GB/T 292-1994 滚动轴承 角接触球轴承 外形尺寸GB/T 294-1994 滚动轴承 三点和四点接触球轴承 外形尺寸 GB/T 296-1994 滚动轴承 双列角接触球轴承 外形尺寸GB/T 297-1994 滚动轴承 圆锥滚子轴承 外形尺寸GB/T 299-1995 滚动轴承 双列圆锥滚子轴承 外形尺寸GB/T 300-1995 滚动轴承 四列圆锥滚子轴承 外形尺寸GB/T 301-1995 滚动轴承 推力球轴承 外形尺寸GB/T 304.1-2002 关节轴承 分类GB/T 304.2-2002 关节轴承 代号方法GB/T 304.3-2002 关节轴承 配合GB/T 304.9-1981 向心关节轴承 技术条件GB/T 305-1998 滚动轴承 外圈上的止动槽和止动环尺寸和公差 GB/T 307.1-1994 滚动轴承 向心轴承 公差GB/T 307.2-1995 滚动轴承 测量和检验的原则和方法GB/T 307.3-1996 滚动轴承 通用技术规则GB/T 307.4-2002 滚动轴承 推力轴承 公差GB/T 308-2002 滚动轴承 钢球GB/T 309-2000 滚动轴承 滚针GB/T 3882-1995 滚动轴承 外秋面球轴承和偏心套 外形尺寸 GB/T 3994-2002 关节轴承 词汇GB/T 4199-1984 滚动轴承 公差定义GB/T 4604-1993 滚动轴承 径向游隙GB/T 4648-1996 滚动轴承 圆锥滚子轴承 凸缘外圈外形尺寸 GB/T 4661-2002 滚动轴承 圆柱滚子GB/T 4662-1993 滚动轴承 额定静负荷GB/T 4663-1994 滚动轴承 推力圆柱滚子轴承 外型尺寸GB/T 5800-1986 滚动轴承 仪器精密轴承GB/T 5801-1994 滚动轴承 轻中系列滚针轴承 外形尺寸和公差 GB/T 5859-1994 滚动轴承 推力调心滚子轴承 外型尺寸GB/T 5868-1986 滚动轴承 安装尺寸GB/T 6391-1995 滚动轴承 额定动载荷和额定寿命GB/T 6445.1-1996 滚动轴承 滚轮滚针轴承 外形尺寸GB/T 6445.2-1996 滚动轴承 滚轮滚针轴承 公差GB/T 6930-2002 滚动轴承 词汇GB/T 7217-2002 滚动轴承 凸缘外圈向心球轴承 凸缘尺寸GB/T 7218-1995 滚动轴承 凸缘外圈微型向心球轴承 外形尺寸GB/T 7809-1995 滚动轴承 外球面球轴承座外形尺寸GB/T 7810-1995 滚动轴承 带座外球面球轴承 外形尺寸GB/T 7811-1999 滚动轴承 参数符号GB/T 7813-1998 滚动轴承 轴承座 外形尺寸GB/T 8597-1988 滚动轴承 包装GB/T 9161-2001 关节轴承 杆端关节轴承GB/T 9162-2001 关节轴承 推力关节轴承GB/T 9163-2001 关节轴承 向心关节轴承GB/T 9164-2001 关节轴承 角接触关节轴承GB/T 12764-1991 滚动轴承 冲压外圈滚针轴承外形尺寸方案GB/T 12765-1991 关节轴承 安装尺寸GB/T 16643-1996 滚动轴承 滚针和推力圆柱滚子组合轴承 外形尺寸 GB/T 16940-1997 直线运动支撑 直线运动球轴承外型尺寸和公差JB/T 1255-2001 高碳烙轴承钢滚动轴承零件 热处理技术条件JB/T 1460-2002 高碳烙不锈钢滚动轴承零件 热处理技术条件JB/T 2644-2002 滚动轴承 坐标镗床主轴2级圆锥滚子轴承 技术条件 JB/T 2781-1991 微型球轴承 技术条件JB/T 2850-1993 Cr4Mo4V 高温轴承钢滚动轴承零件 热处理技术条件 JB/T 2974-1993 滚动轴承 代号方法的补充规定JB/T 3016-1991 滚动轴承 包装钉板箱 技术条件JB/T 3017-1991 滚动轴承 包装纸箱 技术条件JB/T 3034-1993 滚动轴承 油封防锈包装JB/T 3122-1991 滚动轴承 滚针和推力球组合轴承 外形尺寸 JB/T 3123-1991 滚动轴承 滚针和角接触球组合轴承 外形尺寸 JB/T 3232-1994 万向节滚针轴承JB/T 3370-2002 滚动轴承 万向节圆柱滚子轴承JB/T 3372-1992 连杆用滚针和保持架组件JB/T 3573-1993 滚动轴承 径向游隙的测量及评定方法JB/T 3574-1997 滚动轴承 产品标志JB/T 3588-1994 滚动轴承 满装滚针轴承 外形尺寸和公差JB/T 3632-1993 轧机压下机构用满装圆锥滚子推力轴承JB/T 4036-1993 滚动轴承运输用托盘和大木箱JB/T 4037-1993 滚动轴承用酚醛层压布管 技术条件JB/T 5301-1991 碳钢球JB/T 5302-2002 外球面球轴承座 补充结构 外形尺寸JB/T 5303-2002 带座外球面球轴承 补充结构 外形尺寸JB/T 5304-1991 外球面球轴承径向游隙JB/T 5305-1991 滚动轴承 外调心推力球轴承 外形尺寸和公差 JB/T 5306-1991 自润滑球头杆端关节轴承 主要尺寸和公差JB/T 5312-1991 汽车离合器用分离轴承极其单元JB/T 5313-1991 滚动轴承 振动(速度)测量方法JB/T 5314-1991 滚动轴承 振动(加速度)测量方法JB/T 5388-1999 直线运动球轴承 技术条件JB/T 5389.1-1995 滚动轴承 轧机用四列圆柱滚子轴承JB/T 5389.2-1995 滚动轴承 轧机用四列圆柱滚子轴承技术条件JB/T 5391-1991 铁路机车车辆滚动轴承零件 磁粉探伤规程JB/T 5392-1991 铁路机车车辆滚动轴承零件 裂纹检验JB/T 6362-1995 滚动轴承 机床主轴用双向推力角接触球轴承JB/T 6363-1992 外球面球轴承冲压座 技术条件JB/T 6364-1992 直线运动滚动支撑 循环式滚针、滚子导轨支撑 结构型式和外型尺寸 JB/T 6365-1992 直线运动滚动支撑 循环式滚针、滚子导轨支撑 技术条件JB/T 6366-1992 55SiMoVA钢滚动轴承 零件热处理技术条件JB/T 6635-1993 推杆式变速传动轴承JB/T 6636-1993 机器人用薄壁密封轴承JB/T 6637-1993 滚动轴承用标准器 技术条件JB/T 6639-1993 深沟球轴承用骨架式橡胶密封圈 技术条件JB/T 6640-1993 带座外球面球轴承 代号方法JB/T 6641-1993 滚动轴承 残磁及其平定方法JB/T 6642-1993 滚动轴承零件 圆度误差测量及平定方法JB/T 6643-1993 滚动轴承四点接触球轴承 轴向游隙JB/T 6644-1993 滚动轴承 滚针和双向推力圆柱滚子组合轴承 尺寸和公差JB/T 7047-1999 滚动轴承 深沟球轴承振动(加速度)技术条件JB/T 7048-2002 滚动轴承零件 工程塑料保持架 技术条件JB/T 7050-1993 滚动轴承 清洁度及评定方法JB/T 7051-1993 滚动轴承 零件表面粗燥度测量和评定方法JB/T 7358-1994 非磨球轴承JB/T 7359-1994 直线运动滚动支撑滚针和平保持架组件JB/T 7360-1994 滚动轴承 叉车门架用滚轮、链轮轴承技术条件 JB/T 7361-1994 滚动轴承 零件硬度试验方法JB/T 7362-1994 滚动轴承 零件脱碳层检验方法JB/T 7363-2002 滚动轴承 零件碳氮共渗热处理 技术条件JB/T 7750-1995 滚动轴承 推力调心滚子轴承 公差JB/T 7751-1995 滚动轴承 推力圆锥滚子轴承 公差JB/T 7752-1995 密封深沟球轴承 技术条件JB/T 7753-1995 鼓风机轴承JB/T 7754-1995 滚动轴承 双列满装圆柱滚子滚轮轴承JB/T 7755-1995 滚动轴承附件 外球面球轴承用紧定螺钉JB/T 7915-1995 滚动轴承 推力滚针和保持架组件 、推力垫圈 JB/T 7917-1999 滚动轴承 圆柱滚子轴承斜挡圈 外型尺寸JB/T 7918-1997 滚动轴承 向心滚针和保持架组件JB/T 7919.1-1999 滚动轴承 附件 退卸衬套JB/T 7919.2-1999 滚动轴承 附件 紧定套JB/T 7919.3-1999 滚动轴承 附件 锁紧螺母和锁紧装置JB/T 8073-1996 滚动轴承 角接触球轴承端面凸出量测量仪JB/T 8075-1996 滚动轴承 钢球振动测量仪JB/T 8167-1996 汽车发电机轴承 技术条件JB/T 8196-1996 滚动轴承 滚动体残磁及其评定方法JB/T 8198-1996 滚动轴承 微型球轴承套圈沟曲率测量仪JB/T 8204-1996 滚动轴承 激光钢球表面粗燥度测量仪J B/T 8211-1996 滚动轴承 推力圆柱滚子保持架组件及推力垫圈JB/T 8236-1996 滚动轴承 双列和四列圆锥滚子轴承游隙及调整方法JB/T 8513-1996 滚动轴承 带座外球面球轴承 分类JB/T 8561-1996 滚动轴承用加速度型测振仪技术条件JB/T 8562-1996 滚动轴承 锌合金保持架材料 技术条件JB/T 8563-1997 滚动轴承 水轴连轴承JB/T 8564-1997 滚动轴承 机床丝杠用推力角接触球轴承JB/T 8565-1997 关节轴承 额定动载荷与寿命JB/T 8566-1997 滚动轴承零件 碳钢球轴承套圈热处理技术条件JB/T 8567-1997 关节轴承 额定静载荷JB/T 8569-1997 滚动轴承零件 碳钢球渗碳热处理技术条件JB/T 8570-1997 滚动轴承 碳钢深沟球轴承JB/T 8571-1997 滚动轴承 密封深沟球轴承防尘、漏脂、温升性能试验规程 JB/T 8717-1998 滚动轴承 转向器用推力角接触球轴承JB/T 8721-1998 滚动轴承 磁电机轴承JB/T 8722-1998 滚动轴承 煤矿输送机械轴承JB/T 8874-2000 滚动轴承座 技术条件JB/T 8875-2001 带座外球面球 轴承 技术条件JB/T 8876-2000 滚动轴承 外球面球轴承铸造座 技术条件JB/T 8877-2001 滚动轴承 滚针组合轴承 技术条件JB/T 8878-2001 滚动轴承 冲压外圈滚针轴承 技术条件JB/T 8879-2001 关节轴承 通用技术条件JB/T 8880-2000 电机用深沟球轴承 技术条件JB/T 8881-2001 滚动轴承零件渗碳热处理 技术条件JB/T 8919-1999 滚动轴承 外球面球轴承和偏心套 技术条件JB/T 8921-1999 滚动轴承及其商品零件 检验规则JB/T 8922-1999 滚动轴承 圆柱滚子轴承振动(速度)技术条件 JB/T 8923-1999 滚动轴承 钢球振动(加速度)技术条件JB/T 8924-1999 铁路机车滚动轴承 技术条件JB/T 8925-1999 汽车万向节十字轴总成 技术条件JB/T 9144-1999 铁路车辆滚动轴承 技术条件JB/T 9145-1999 硬质合金球JB/T 10186-2000 滚动轴承 组配角接触球轴承 技术条件JB/T 10187-2000 滚动轴承 深沟球轴承振动(速度) 技术条件 JB/T 10188-2000 汽车转向节用推力轴承JB/T 10189-2000 汽车用等速万向节及其总成JB/T 10190-2000 滚动轴承 包装用塑料桶JB/T 10235-2001 滚动轴承 圆锥滚子 技术条件JB/T 10236-2001 滚动轴承 圆锥滚子轴承振动 (速度)技术条件JB/T 10237-2001 滚动轴承 圆锥滚子轴承振动(加速度) 技术条件 JB/T 10238-2001 汽车轮 轴承单元JB/T 10239-2001 滚动轴承 深沟球轴承卷边防尘盖 技术条件JB/T 10335-2002 直线运动滚动支撑 分类及代号方法JB/T 10336-2002 滚动轴承及其零件 补充技术条件JB/T 10337-2002 滚动轴承零件 冲压保持架 技术条件JB/T 10338-2002 滚动轴承零件 磁粉探伤规程JB/T 50013-2000 滚动轴承 寿命及可靠性试验规程JB/T 50093-1997 滚动轴承 寿命及可靠性试验评定方法JB/T 53404.1-1994 滚动轴承钢球表面外观质量要求JB/T 53404.2-1994 钢球表面质量标准照片图册。
国家滚动轴承执行标准

国家滚动轴承执行标准
国家滚动轴承的执行标准包括以下几个方面:
1. 产品标准:国家对滚动轴承的产品进行标准化,制定滚动轴承的技术要求、规格尺寸、检测方法等内容。
常见的国家产品标准有GB/T(国家标准)、ISO(国际标准组织)等。
2. 检验标准:国家制定了滚动轴承的检验要求和方法,包括外观检查、尺寸测量、硬度测试、材料成分分析等多个方面。
常见的检验标准有GB/T、ISO等。
3. 使用标准:针对滚动轴承的安装、使用、维护等方面制定了标准,以确保滚动轴承的正常使用和性能优化。
常见的使用标准有GB/T、ISO等。
4. 故障诊断和评定标准:针对滚动轴承的故障诊断和评定制定了相应的标准,以便对滚动轴承进行检测和修理。
常见的故障诊断和评定标准有GB/T、ISO等。
以上是国家滚动轴承执行标准的一些常见内容,具体执行标准可根据具体产品和需求而定。
中国滚针轴承现行标准汇总

中国滚针轴承现行标准汇总
一、滚子直径系列
1. 标准化直径系列:根据GB/T 146-2008《滚动轴承滚子》,滚子的直径采用系列化方法,常用的直径系列有5系列(25)、7系列(45、75)、8系列(70、80、85)、10系列(95、105)、12系列(120、130)。
2. 特殊直径系列:根据用户需求,可以提供非标准的滚子直径,这些特殊直径一般需要定制,并需与生产厂家协商确定。
二、滚子长度系列
1. 标准长度系列:根据GB/T 146-2008《滚动轴承滚子》,滚子的长度采用系列化方法,常用的长度系列有5系列(5~15)、7系列(7~20)、8系列(8~30)、10系列(10~40)、12系列(12~55)。
2. 特殊长度系列:根据用户需求,可以提供非标准的滚子长度,这些特殊长度一般需要定制,并需与生产厂家协商确定。
三、外径系列
根据不同的轴承类型和尺寸规格,中国滚针轴承的外径也采用不同的系列。
在选择外径系列时,需要先确定轴承的类型和尺寸规格,然后查阅相应的标准或手册来确定外径系列。
四、内径系列
中国滚针轴承的内径也采用不同的系列。
内径系列的确定需要依据轴承的类型、尺寸规格以及使用场合等因素。
在选择内径系列时,同样需要查阅相应的标准或手册来确定内径系列。
以上是中国滚针轴承现行标准的汇总,具体标准内容可以在国家标准化管理委员会官网查询。
如有疑问或需要进一步的帮助,请联系相关行业协会或专业机构。
国家滚动轴承执行标准

国家滚动轴承执行标准
国家滚动轴承执行标准一般指的是国家标准(GB)或行业标准(YY),其中包含了滚动轴承的设计、制造、质量控制、性能要求等方面的规定。
以下是一些常见的国家滚动轴承执行标准:
1. GB/T 307.-2013 滚动轴承工作行业分类与代码
2. GB/T 307.2-2013 滚动轴承术语及定义
3. GB/T 307.3-2013 滚动轴承贮藏
4. GB/T 307.6-2015 滚动轴承海洋上使用滚动轴承
5. GB/T 307.7-2018 滚动轴承角接触球轴承质量规定
6. GB/T 30
7.14-2017 滚动轴承球轴承外圈挡板轴承质量规定
7. GB/T 307.21-2018 滚动轴承非分隔圆锥滚子轴承质量规定
8. YY 4000.11-2007 精密轴承加工工艺通用标准
这些标准是为了确保滚动轴承产品符合一定的质量、性能和安全要求,对于企业生产和用户选用具有指导作用,并提供技术参考。
滚动轴承标准目录

GB 5801 - 86 (JB 2582 - 79)
GB 5859-86 GB 5868-86 GB/T 6391-95 (-86) GB/T 6445.1-1996 GB/T 6445.2-1996 (GB 6445-86) GB 6930-86 GB 7217-87 (JB 1364-73) GB 7218-87 (JB 1365-73) GB 7219-87 (JB 1366-73) GB 7809-87
GB 8597-88 JB/T 3034-93 (-82) JB/T 7919.1-1999
滚动轴承附件 外形尺寸
1999-07-01 GB (十二)
53
GB/T 8597-2003
滚动轴承
防锈包装
2004-05-01 GB (十五)
54
JB / T 7919.1 − 95 ( GB 6584 − 86 ) GB/T 9160.1-2006 JB / T 7919.7 − 95(部分) GB 310 − 87 (−64)
14
GB/T 292-2007
滚动轴承 外形尺寸
角接触球轴承
2007-10-01 GB (十八)
15 16
GB/T 294-1994 GB/T 296-1994
滚动轴承 触球轴承 滚动轴承 轴承
三点和四点接 外形尺寸 双列角接触球
1995-10-01 1995-10-01
GB (九) GB (九)
外形尺寸 圆锥滚子轴承
GB/T 308-2002 GB/T 309-2000 GB/T 3882-1995 GB/T 3944-2002 GB/T 4199-2003 GB/T 4604-2006 GB/T 4605-2003 GB/T 4648-1996 GB/T 4661-2002 GB/T 4662-2003 GB/T 4663-1994 GB/T 5800-2003
滚动轴承行业标准目录
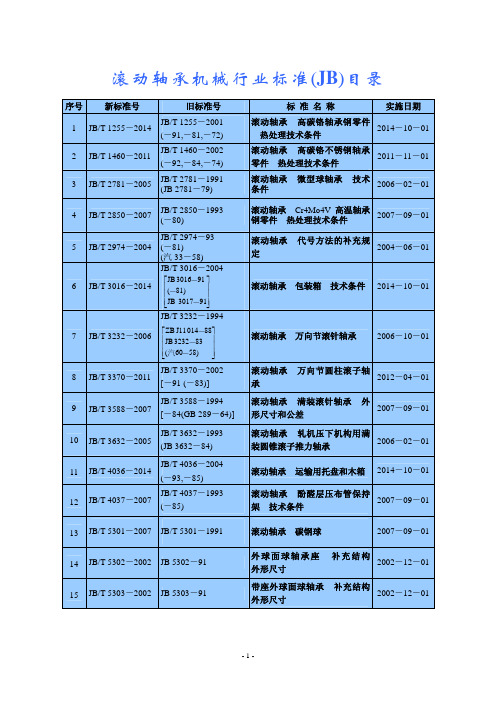
滚动轴承机械行业标准(JB )目录序号 新标准号 旧标准号 标 准 名 称 实施日期1 JB/T 1255-2014JB/T 1255-2001 (-91,-81,-72) 滚动轴承 高碳铬轴承钢零件热处理技术条件2014-10-012 JB/T 1460-2011JB/T 1460-2002 (-92,-84,-74) 滚动轴承 高碳铬不锈钢轴承零件 热处理技术条件2011-11-013 JB/T 2781-2005JB/T 2781-1991 (JB 2781-79) 滚动轴承 微型球轴承 技术条件2006-02-014JB/T 2850-2007JB/T 2850-1993 (-80)滚动轴承 Cr4Mo4V 高温轴承钢零件 热处理技术条件2007-09-015 JB/T 2974-2004JB/T 2974-93 (-81)(汽33-58)滚动轴承 代号方法的补充规定2004-06-016 JB/T 3016-2014JB/T 3016-2004⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡913017 JB 81)(913016 JB --- 滚动轴承 包装箱 技术条件 2014-10-017JB/T 3232-2006JB/T 3232-1994⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡58)60(833232 JB 88014 J11 ZB -汽--滚动轴承 万向节滚针轴承 2006-10-018 JB/T 3370-2011JB/T 3370-2002[-91 (-83)] 滚动轴承 万向节圆柱滚子轴承2012-04-019JB/T 3588-2007JB/T 3588-1994 [-84(GB 289-64)] 滚动轴承 满装滚针轴承 外形尺寸和公差2007-09-0110 JB/T 3632-2005JB/T 3632-1993 (JB 3632-84) 滚动轴承 轧机压下机构用满装圆锥滚子推力轴承2006-02-0111 JB/T 4036-2014JB/T 4036-2004 (-93,-85) 滚动轴承 运输用托盘和木箱2014-10-0112 JB/T 4037-2007JB/T 4037-1993 (-85)滚动轴承 酚醛层压布管保持架 技术条件 2007-09-0113 JB/T 5301-2007JB/T 5301-1991 滚动轴承 碳钢球2007-09-0114 JB/T 5302-2002JB 5302-91 外球面球轴承座 补充结构外形尺寸2002-12-0115 JB/T 5303-2002JB 5303-91带座外球面球轴承 补充结构外形尺寸2002-12-0116 JB/T 5305-2006JB/T 5305-1991 滚动轴承带调心座垫圈的推力球轴承公差2006-10-0117 JB/T 5306-2007JB/T 5306-1991 关节轴承自润滑球头螺栓杆端关节轴承外形尺寸和公差2007-09-0118 JB/T 5312-2011JB/T 5312-2001(-91)滚动轴承汽车离合器分离轴承单元2012-04-0119 JB/T 5314-2013JB/T 5314-2002[-91(ZQ 25-84)]滚动轴承振动(加速度)测量方法2014-07-0120 JB/T 5388-2010JB/T 5388-1999(-91)滚动轴承套筒型直线球轴承技术条件2010-07-0121 JB/T 5389.1-2005JB/T 5389.1-1995⎥⎦⎤⎢⎣⎡854039JB/T915389JB/T--滚动轴承轧机用四列圆柱滚子轴承2006-02-0122 JB/T 5389.2-2005JB/T 5389.2-1995 滚动轴承轧机用双列和四列圆锥滚子轴承2006-02-0123 JB/T 5391-2007JB/T 5391-1991 滚动轴承铁路机车和车辆滚动轴承零件磁粉探伤规程2007-09-0124 JB/T 5392-2007JB/T 5392-1991 滚动轴承铁路机车和车辆滚动轴承零件裂纹检验2007-09-0125 JB/T 6362-2007JB/T 6362-1995[-92 (ZQ 40-85)JB 5386-91 (部分) ]滚动轴承机床主轴用双向推力角接触球轴承2007-09-0126 JB/T 6363-2007JB/T 6363-1992(ZQ 41-85)滚动轴承外球面球轴承冲压座技术条件2007-09-0127 JB/T 6364-2005JB/T 6364-1992JB/T 6365-1992(ZQ 44-85)直线运动滚动支承循环式滚针、滚子导轨支承2005-11-0128 JB/T 6366-2007JB/T 6366-1992 滚动轴承中碳耐冲击轴承钢零件热处理技术条件2007-09-0129 JB/T 6635-2007JB/T 6635-1993 滚动轴承变速传动轴承2007-09-0130 JB/T 6636-2007JB/T 6636-1993 滚动轴承机器人用薄壁密封轴承2007-09-0131 JB/T 6637-2014JB/T 6637-2004[-93(ZQ 7-82)]滚动轴承标准器技术条件2014-10-0132 JB/T 6639-2004JB/T 6639-93[ZQ 31-85(试行)]滚动轴承零件骨架式丁腈橡胶密封圈技术条件2004-06-0133 JB/T 6641-2007JB/T 6641-1993 (ZQ 33-85) JB/T 8196-1996 滚动轴承 残磁及其评定方法2007-09-0134 JB/T 6642-2004JB/T 6642-93 (ZQ 42-85) 滚动轴承零件 圆度和波纹度误差测量及评定方法2004-06-0135 JB/T 7047-2006JB/T 7047-1999⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎣⎡⎟⎟⎟⎠⎞⎜⎜⎜⎝⎛−−−89711JB/CQ 856ZQ 852ZQ 937047 JB - 滚动轴承 深沟球轴承振动(加速度)技术条件2006-10-0136 JB/T 7048-2011JB/T 7048-2002 (JB/T 7048-93 JB/T 6638-93) 滚动轴承 工程塑料保持架技术条件2012-04-0137 JB/T 7050-2005JB/T 7050-1993 [ZQ 11-85(试行)] 滚动轴承 清洁度评定方法2005-11-0138 JB/T 7051-2006JB/T 7051-1993⎥⎦⎤⎢⎣⎡−−8782 JB/CQ )年83(889 ZQ 确认 滚动轴承零件 表面粗糙度测量和评定方法2006-10-0139 JB/T 7359-2007JB/T 7359-1994 直线运动滚动支承 滚针和平保持架组件2007-09-0140 JB/T 7360-2007JB/T 7360-1994 滚动轴承 叉车门架用滚轮、链轮轴承 技术条件2007-09-0141 JB/T 7361-2007JB/T 7361-1994 滚动轴承 零件硬度试验方法2007-09-0142 JB/T 7362-2007JB/T 7362-1994 滚动轴承 零件脱碳层深度测定法2007-09-0143 JB/T 7363-2011JB/T 7363-2002 (-1994) 滚动轴承 低碳钢轴承零件碳氮共渗 热处理技术条件2011-11-0144 JB/T 7750-2007JB/T 7750-1995 (ZB J11 004-87) 滚动轴承 推力调心滚子轴承技术条件2007-09-0145 JB/T 7751-2005JB/T 7751-1995 (ZQ 47-86) 滚动轴承 推力圆锥滚子轴承2006-02-0146 JB/T 7752-2005JB/T 7752-1995⎥⎦⎤⎢⎣⎡85)30 (ZQ 89018 J11 ZB -- 滚动轴承 密封深沟球轴承技术条件2006-02-0147 JB/T 7753-2007JB/T 7753-1995滚动轴承 鼓风机轴承 技术条件2007-09-0148 JB/T 7754-2007JB/T 7754-1995滚动轴承 双列满装圆柱滚子滚轮轴承2007-09-0149 JB/T 7755-2007JB/T 7755-1995 滚动轴承 附件 外球面球轴承用紧定螺钉2007-09-0150 JB/T 8167-2006JB/T 8167-1996 滚动轴承 汽车发电机轴承技术条件2006-10-0151 JB/T 8211-2005JB/T 8211-1996 (ZQ 60-86) 滚动轴承 推力圆柱滚子和保持架组件及推力垫圈2006-02-0152 JB/T 8236-2010JB/T 8236-1996⎟⎟⎠⎞⎜⎜⎝⎛87015 J11 ZB 87005 J11 ZB -- 滚动轴承 双列和四列圆锥滚子轴承游隙及调整方法2010-07-0153 JB/T 8563-2010JB/T 8563-1997⎟⎟⎠⎞⎜⎜⎝⎛88016.2 J11 ZB 88016.1 J11 ZB -- 滚动轴承 水泵轴连轴承 2010-07-0154 JB/T 8565-2010JB/T 8565-1997 关节轴承 额定动载荷与寿命 2010-07-0155 JB/T 8566-2008JB/T 8566-1997 (JB/CQ/T 130-91) JB/T 8569-1997 (JB/CQ/T 131-91) 滚动轴承 碳钢轴承零件 热处理技术条件2008-09-0156 JB/T 8567-2010JB/T 8567-1997 关节轴承 额定静载荷 2010-07-0157 JB/T 8568-2010JB/T 8568-1997 (JB/CQ 118-89) 滚动轴承 输送链用圆柱滚子滚轮轴承2010-07-0158 JB/T 8570-2008JB/T 8570-1997 [JB/CQ 108-88(试行)]滚动轴承 碳钢深沟球轴承2008-09-0159 JB/T 8571-2008JB/T 8571-1997⎟⎟⎟⎠⎞⎜⎜⎜⎝⎛−−−8799JB/CQ 8786JB/CQ 8785JB/CQ 滚动轴承 密封深沟球轴承防尘、漏脂、温升性能试验规程 2008-09-0160 JB/T 8717-2010JB/T 8717-1998滚动轴承 转向器用推力角接触球轴承2010-07-0161 JB/T 8721-2010JB/T 8721-1998 滚动轴承 磁电机球轴承2010-07-0162 JB/T 8722-2010JB/T 8722-1998 (ZQ 67-86) 滚动轴承 煤矿输送机械用轴承2010-07-0163 JB/T 8874-2010JB/T 8874-2000⎪⎪⎭⎪⎪⎬⎫⎪⎪⎩⎪⎪⎨⎧⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛792564JB 8700311J ZB 1999-部分代替-- 滚动轴承 剖分立式轴承座技术条件2010-07-0164 JB/T 8877-2011JB/T 8877-2001 [-1999(ZB J11 010-87)] 滚动轴承 滚针组合轴承 技术条件2012-04-0165 JB/T 8878-2011JB/T 8878-2001⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛)82-GB (89-ZB J11 0191999-部分代替 滚动轴承 冲压外圈滚针轴承技术条件2012-04-0166 JB/T 8881-2011JB/T 8881-2001⎥⎥⎥⎥⎥⎦⎤⎢⎢⎢⎢⎢⎣⎡6)82-(ZB J36 001999JB/T 8882-)861-(ZB J36 001999- 滚动轴承 零件渗碳热处理技术条件2012-04-0167 JB/T 8919-2010JB/T 8919-1999⎥⎥⎥⎦⎤⎢⎢⎢⎣⎡⎟⎟⎠⎞⎜⎜⎝⎛751650JB 87008 J11 ZB -部分代替- 滚动轴承 外球面球轴承和偏心套 技术条件2010-07-0168 JB/T 8922-2011JB/T 8922-1999 (JB/CQ 106-88) 滚动轴承 圆柱滚子轴承振动(速度)技术条件2011-11-0169 JB/T 8923-2010JB/T 8923-1999⎥⎦⎤⎢⎣⎡87)87 (JB/CQ 9453409 JB/T -- 滚动轴承 钢球振动(加速度)技术条件2010-07-0170 JB/T 8925-2008 JB/T 8925-1999滚动轴承 汽车万向节十字轴总成 技术条件 2008-09-0171 JB/T 9145-2010JB/T 9145-1999 (ZB J11 017-89) 滚动轴承 硬质合金球2010-07-0172 JB/T 10186-2010JB/T 10186-2000 (ZQ 70-86) 滚动轴承 组配角接触球轴承技术条件2010-07-0173 JB/T 10187-2011 JB/T 10187-2000⎪⎭⎪⎬⎫⎪⎩⎪⎨⎧⎥⎦⎤⎢⎣⎡89116JB/CQ )86(29ZQ 94-50009 JB/T -试行- 滚动轴承 深沟球轴承振动(速度) 技术条件2011-11-0174 JB/T 10188-2010 JB/T 10188-2000 滚动轴承 汽车转向节用推力轴承2010-07-0175 JB/T 10189-2010 JB/T 10189-2000 滚动轴承 汽车用等速万向节及其总成2010-07-0176 JB/T 10190-2010 JB/T 10190-2000 (JB/CQ 78-87) 滚动轴承 包装用塑料筒 2010-07-0177 JB/T 10236-2014JB/T 10236-2001 (JB/CQ 106-87)滚动轴承 圆锥滚子轴承振动(速度) 技术条件2014-10-0178 JB/T 10237-2014 JB/T 10237-2001[]⎭⎬⎫⎩⎨⎧)87(102JB/CQ1997TC98.49CSBTS试行--滚动轴承圆锥滚子轴承振动(加速度)技术条件2014-10-0179 JB/T 10238-2011 JB/T 10238-2001 滚动轴承汽车轮毂轴承单元2011-11-0180 JB/T 10239-2011 JB/T 10239-2001 滚动轴承深沟球轴承用卷边防尘盖技术条件2012-04-0181 JB/T 10336-2002 JB/T 53405-94(JB/CQ 13-87)JB/T 53406-94(JB/CQ 14-88)滚动轴承及其零件补充技术条件2002-12-0182 JB/T 10470-2004 JB/T 58006-92⎟⎟⎠⎞⎜⎜⎝⎛8798JB/CQ4823ZQ--滚动轴承零件铆钉2005-04-0183 JB/T 10471-2004 -滚动轴承转盘轴承2005-04-0184 JB/T 10510-2005 -滚动轴承材料接触疲劳试验方法2005-11-0185 JB/T 10531-2005 -滚动轴承汽车空调电磁离合器用双列角接触球轴承2006-02-0186 JB/T 10560-2006 -滚动轴承防锈油、清洗剂清洁度及评定方法2006-10-0187 JB/T 10857-2008 -滚动轴承农机用圆盘轴承2008-09-0188 JB/T 10858-2008 — 关节轴承静载荷试验规程2008-09-0189 JB/T 10859-2008 -滚动轴承汽车发动机张紧轮和惰轮轴承及其单元2008-09-0190 JB/T 10860-2008 -关节轴承动载荷与寿命试验规程2008-09-0191 JB/T 10861-2008 JB/T 53404.1-1994(ZQ 8-83)JB/T 53404.2-1994(ZQ 8.1-85)滚动轴承钢球表面缺陷及评定方法2008-09-0192 JB/T 11086-2011 -滚动轴承摩托车用超越离合器2011-11-0193 JB/T 11087-2011 -滚动轴承钨系高温轴承钢零件热处理技术条件2011-11-0194 JB/T 11251-2011 -滚动轴承冲压外圈滚针离合器2012-04-0195 JB/T 11252-2011 -滚动轴承圆柱滚子离合器和球轴承组件2012-04-0196 JB/T 11613-2013 -滚动轴承汽/柴油发动机起动机用滚针轴承2014-07-0197 JB/T 11841-2014 CSBTS TC98.55-1999⎥⎦⎤⎢⎣⎡58)52()86(77ZQ-汽试行-滚动轴承零件金属实体保持架技术条件2014-10-01。
滚动轴承的设计标准
滚动轴承的设计标准
1、一般轴承(n>10r/min)
由于滚动轴承的正常失效形式是点蚀破坏,所以对于一般 转速的轴承,轴承的设计准则就是以防止点蚀引起的过早失效而进行疲劳点蚀计算,在轴承计算中称为寿命计算。
2、低速轴承(n≤10r/min)
低速轴承 对于不转动、摆动或转速低的轴承,要求控制塑性变、胶合, 这时不仅要 对其进行疲劳寿命计算 还要校验其极限转速。
中国轴承标准汇编
GB/T 271-1997 滚动轴承分类GB/T 272-1993 滚动轴承代号方法GB/T 273.1-1987 滚动轴承圆锥滚子轴承外形尺寸总方案 GB/T 273.2-1998 滚动轴承推力轴承外形尺寸总方案GB/T 273.3-1999 滚动轴承向心轴承外形尺寸总方案GB/T 274-2000 滚动轴承倒角尺寸最大值GB/T 275-1993 滚动轴承与轴和外壳的配合GB/T 276-1994 滚动轴承深沟球轴承外形尺寸GB/T 281-1994 滚动轴承调心球轴承外形尺寸GB/T 283-1994 滚动轴承圆柱滚子轴承外形尺寸GB/T 285-1994 滚动轴承双列圆柱滚子轴承接外形尺寸 GB/T 288-1994 滚动轴承调心滚子轴承外形尺寸GB/T 290-1998 滚动轴承冲压外圈滚针轴承外形尺寸GB/T 292-1994 滚动轴承角接触球轴承外形尺寸GB/T 294-1994 滚动轴承三点和四点接触球轴承外形尺寸 GB/T 296-1994 滚动轴承双列角接触球轴承外形尺寸GB/T 297-1994 滚动轴承圆锥滚子轴承外形尺寸GB/T 299-1995 滚动轴承双列圆锥滚子轴承外形尺寸GB/T 300-1995 滚动轴承四列圆锥滚子轴承外形尺寸GB/T 301-1995 滚动轴承推力球轴承外形尺寸GB/T 304.1-2002 关节轴承分类GB/T 304.2-2002 关节轴承代号方法GB/T 304.3-2002 关节轴承配合GB/T 304.9-1981 向心关节轴承技术条件GB/T 305-1998 滚动轴承外圈上的止动槽和止动环尺寸和公差 GB/T 307.1-1994 滚动轴承向心轴承公差GB/T 307.2-1995 滚动轴承测量和检验的原则和方法GB/T 307.3-1996 滚动轴承通用技术规则GB/T 307.4-2002 滚动轴承推力轴承公差GB/T 308-2002 滚动轴承钢球GB/T 309-2000 滚动轴承滚针GB/T 3882-1995 滚动轴承外秋面球轴承和偏心套外形尺寸 GB/T 3994-2002 关节轴承词汇GB/T 4199-1984 滚动轴承公差定义GB/T 4604-1993 滚动轴承径向游隙GB/T 4648-1996 滚动轴承圆锥滚子轴承凸缘外圈外形尺寸 GB/T 4661-2002 滚动轴承圆柱滚子GB/T 4662-1993 滚动轴承额定静负荷GB/T 4663-1994 滚动轴承推力圆柱滚子轴承外型尺寸GB/T 5800-1986 滚动轴承仪器精密轴承GB/T 5801-1994 滚动轴承轻中系列滚针轴承外形尺寸和公差 GB/T 5859-1994 滚动轴承推力调心滚子轴承外型尺寸GB/T 5868-1986 滚动轴承安装尺寸GB/T 6391-1995 滚动轴承额定动载荷和额定寿命GB/T 6445.1-1996 滚动轴承滚轮滚针轴承外形尺寸GB/T 6445.2-1996 滚动轴承滚轮滚针轴承公差GB/T 6930-2002 滚动轴承词汇GB/T 7217-2002 滚动轴承凸缘外圈向心球轴承凸缘尺寸GB/T 7218-1995 滚动轴承凸缘外圈微型向心球轴承外形尺寸GB/T 7809-1995 滚动轴承外球面球轴承座外形尺寸GB/T 7810-1995 滚动轴承带座外球面球轴承外形尺寸GB/T 7811-1999 滚动轴承参数符号GB/T 7813-1998 滚动轴承轴承座外形尺寸GB/T 8597-1988 滚动轴承包装GB/T 9161-2001 关节轴承杆端关节轴承GB/T 9162-2001 关节轴承推力关节轴承GB/T 9163-2001 关节轴承向心关节轴承GB/T 9164-2001 关节轴承角接触关节轴承GB/T 12764-1991 滚动轴承冲压外圈滚针轴承外形尺寸方案GB/T 12765-1991 关节轴承安装尺寸GB/T 16643-1996 滚动轴承滚针和推力圆柱滚子组合轴承外形尺寸 GB/T 16940-1997 直线运动支撑直线运动球轴承外型尺寸和公差JB/T 1255-2001 高碳烙轴承钢滚动轴承零件热处理技术条件JB/T 1460-2002 高碳烙不锈钢滚动轴承零件热处理技术条件JB/T 2644-2002 滚动轴承坐标镗床主轴2级圆锥滚子轴承技术条件 JB/T 2781-1991 微型球轴承技术条件JB/T 2850-1993 Cr4Mo4V 高温轴承钢滚动轴承零件热处理技术条件 JB/T 2974-1993 滚动轴承代号方法的补充规定JB/T 3016-1991 滚动轴承包装钉板箱技术条件JB/T 3017-1991 滚动轴承包装纸箱技术条件JB/T 3034-1993 滚动轴承油封防锈包装JB/T 3122-1991 滚动轴承滚针和推力球组合轴承外形尺寸JB/T 3123-1991 滚动轴承滚针和角接触球组合轴承外形尺寸JB/T 3232-1994 万向节滚针轴承JB/T 3370-2002 滚动轴承万向节圆柱滚子轴承JB/T 3372-1992 连杆用滚针和保持架组件JB/T 3573-1993 滚动轴承径向游隙的测量及评定方法JB/T 3574-1997 滚动轴承产品标志JB/T 3588-1994 滚动轴承满装滚针轴承外形尺寸和公差JB/T 3632-1993 轧机压下机构用满装圆锥滚子推力轴承JB/T 4036-1993 滚动轴承运输用托盘和大木箱JB/T 4037-1993 滚动轴承用酚醛层压布管技术条件JB/T 5301-1991 碳钢球JB/T 5302-2002 外球面球轴承座补充结构外形尺寸JB/T 5303-2002 带座外球面球轴承补充结构外形尺寸JB/T 5304-1991 外球面球轴承径向游隙JB/T 5305-1991 滚动轴承外调心推力球轴承外形尺寸和公差JB/T 5306-1991 自润滑球头杆端关节轴承主要尺寸和公差JB/T 5312-1991 汽车离合器用分离轴承极其单元JB/T 5313-1991 滚动轴承振动(速度)测量方法JB/T 5314-1991 滚动轴承振动(加速度)测量方法JB/T 5388-1999 直线运动球轴承技术条件JB/T 5389.1-1995 滚动轴承轧机用四列圆柱滚子轴承JB/T 5389.2-1995 滚动轴承轧机用四列圆柱滚子轴承技术条件JB/T 5391-1991 铁路机车车辆滚动轴承零件磁粉探伤规程JB/T 5392-1991 铁路机车车辆滚动轴承零件裂纹检验JB/T 6362-1995 滚动轴承机床主轴用双向推力角接触球轴承JB/T 6363-1992 外球面球轴承冲压座技术条件JB/T 6364-1992 直线运动滚动支撑循环式滚针、滚子导轨支撑结构型式和外型尺寸JB/T 6365-1992 直线运动滚动支撑循环式滚针、滚子导轨支撑技术条件JB/T 6366-1992 55SiMoVA钢滚动轴承零件热处理技术条件JB/T 6635-1993 推杆式变速传动轴承JB/T 6636-1993 机器人用薄壁密封轴承JB/T 6637-1993 滚动轴承用标准器技术条件JB/T 6639-1993 深沟球轴承用骨架式橡胶密封圈技术条件JB/T 6640-1993 带座外球面球轴承代号方法JB/T 6641-1993 滚动轴承残磁及其平定方法JB/T 6642-1993 滚动轴承零件圆度误差测量及平定方法JB/T 6643-1993 滚动轴承四点接触球轴承轴向游隙JB/T 6644-1993 滚动轴承滚针和双向推力圆柱滚子组合轴承尺寸和公差 JB/T 7047-1999 滚动轴承深沟球轴承振动(加速度)技术条件JB/T 7048-2002 滚动轴承零件工程塑料保持架技术条件JB/T 7050-1993 滚动轴承清洁度及评定方法JB/T 7051-1993 滚动轴承零件表面粗燥度测量和评定方法JB/T 7358-1994 非磨球轴承JB/T 7359-1994 直线运动滚动支撑滚针和平保持架组件JB/T 7360-1994 滚动轴承叉车门架用滚轮、链轮轴承技术条件JB/T 7361-1994 滚动轴承零件硬度试验方法JB/T 7362-1994 滚动轴承零件脱碳层检验方法JB/T 7363-2002 滚动轴承零件碳氮共渗热处理技术条件JB/T 7750-1995 滚动轴承推力调心滚子轴承公差JB/T 7751-1995 滚动轴承推力圆锥滚子轴承公差JB/T 7752-1995 密封深沟球轴承技术条件JB/T 7753-1995 鼓风机轴承JB/T 7754-1995 滚动轴承双列满装圆柱滚子滚轮轴承JB/T 7755-1995 滚动轴承附件外球面球轴承用紧定螺钉JB/T 7915-1995 滚动轴承推力滚针和保持架组件、推力垫圈JB/T 7917-1999 滚动轴承圆柱滚子轴承斜挡圈外型尺寸JB/T 7918-1997 滚动轴承向心滚针和保持架组件JB/T 7919.1-1999 滚动轴承附件退卸衬套JB/T 7919.2-1999 滚动轴承附件紧定套JB/T 7919.3-1999 滚动轴承附件锁紧螺母和锁紧装置JB/T 8073-1996 滚动轴承角接触球轴承端面凸出量测量仪JB/T 8075-1996 滚动轴承钢球振动测量仪JB/T 8167-1996 汽车发电机轴承技术条件JB/T 8196-1996 滚动轴承滚动体残磁及其评定方法JB/T 8198-1996 滚动轴承微型球轴承套圈沟曲率测量仪JB/T 8204-1996 滚动轴承激光钢球表面粗燥度测量仪J B/T 8211-1996 滚动轴承推力圆柱滚子保持架组件及推力垫圈JB/T 8236-1996 滚动轴承双列和四列圆锥滚子轴承游隙及调整方法 JB/T 8513-1996 滚动轴承带座外球面球轴承分类JB/T 8561-1996 滚动轴承用加速度型测振仪技术条件JB/T 8562-1996 滚动轴承锌合金保持架材料技术条件JB/T 8563-1997 滚动轴承水轴连轴承JB/T 8564-1997 滚动轴承机床丝杠用推力角接触球轴承JB/T 8565-1997 关节轴承额定动载荷与寿命JB/T 8566-1997 滚动轴承零件碳钢球轴承套圈热处理技术条件JB/T 8567-1997 关节轴承额定静载荷JB/T 8569-1997 滚动轴承零件碳钢球渗碳热处理技术条件JB/T 8570-1997 滚动轴承碳钢深沟球轴承JB/T 8571-1997 滚动轴承密封深沟球轴承防尘、漏脂、温升性能试验规程 JB/T 8717-1998 滚动轴承转向器用推力角接触球轴承JB/T 8721-1998 滚动轴承磁电机轴承JB/T 8722-1998 滚动轴承煤矿输送机械轴承JB/T 8874-2000 滚动轴承座技术条件JB/T 8875-2001 带座外球面球轴承技术条件JB/T 8876-2000 滚动轴承外球面球轴承铸造座技术条件JB/T 8877-2001 滚动轴承滚针组合轴承技术条件JB/T 8878-2001 滚动轴承冲压外圈滚针轴承技术条件JB/T 8879-2001 关节轴承通用技术条件JB/T 8880-2000 电机用深沟球轴承技术条件JB/T 8881-2001 滚动轴承零件渗碳热处理技术条件JB/T 8919-1999 滚动轴承外球面球轴承和偏心套技术条件JB/T 8921-1999 滚动轴承及其商品零件检验规则JB/T 8922-1999 滚动轴承圆柱滚子轴承振动(速度)技术条件JB/T 8923-1999 滚动轴承钢球振动(加速度)技术条件JB/T 8924-1999 铁路机车滚动轴承技术条件JB/T 8925-1999 汽车万向节十字轴总成技术条件JB/T 9144-1999 铁路车辆滚动轴承技术条件JB/T 9145-1999 硬质合金球JB/T 10186-2000 滚动轴承组配角接触球轴承技术条件JB/T 10187-2000 滚动轴承深沟球轴承振动(速度)技术条件JB/T 10188-2000 汽车转向节用推力轴承JB/T 10189-2000 汽车用等速万向节及其总成JB/T 10190-2000 滚动轴承包装用塑料桶JB/T 10235-2001 滚动轴承圆锥滚子技术条件JB/T 10236-2001 滚动轴承圆锥滚子轴承振动(速度)技术条件 JB/T 10237-2001 滚动轴承圆锥滚子轴承振动(加速度)技术条件 JB/T 10238-2001 汽车轮轴承单元JB/T 10239-2001 滚动轴承深沟球轴承卷边防尘盖技术条件JB/T 10335-2002 直线运动滚动支撑分类及代号方法JB/T 10336-2002 滚动轴承及其零件补充技术条件JB/T 10337-2002 滚动轴承零件冲压保持架技术条件JB/T 10338-2002 滚动轴承零件磁粉探伤规程JB/T 50013-2000 滚动轴承寿命及可靠性试验规程JB/T 50093-1997 滚动轴承寿命及可靠性试验评定方法JB/T 53404.1-1994 滚动轴承钢球表面外观质量要求 JB/T 53404.2-1994 钢球表面质量标准照片图册。
DIN德国滚动轴承标准
DIN德国滚动轴承标准DIN 611 滚动轴承、轴承零件和关节轴承概况DIN 615 磁电机球轴承DIN 616 滚动轴承外形尺寸总方案DIN 617 有保持架滚针轴承、尺寸系列48及49 DIN 618 穿孔及封口冲压外圈有保持架滚针轴承DIN 620/1 滚动轴承尺寸及旋转精度公差的测量方法DIN 620/2 向心轴承公差DIN 620/3 推力轴承公差DIN 620/4 滚动轴承径向游隙DIN 620/6 滚动轴承公制系列倒角尺寸极限DIN 622/1 滚动轴承负荷容量,定义,额定负荷,当量负荷及额定寿命的计算方法DIN 622/2 滚动轴承负荷容量,理论基础DIN 623 滚动轴承代号DIN 625/1 向心球轴承,单列,无装填槽DIN 625/2 向心球轴承,单列,无装填槽,圆锥孔,有止动槽,防尘盖密封圈DIN 625/3 向心球轴承,双列,有装填槽DIN 626/1 有外球面和宽内圈的轴承,外球面轴承DIN 626/2 有外球面和宽内圈的轴承,外球面轴承用铸造轴承座DIN 626/3 有外球面和宽内圈的轴承,外球面轴承用钢板冲压轴承座DIN 628/1 角接触球轴承,单列和双列DIN 628/2 角接触球轴承,非自锁,单列DIN 630/1 双列调心球轴承,圆柱形孔和圆锥孔DIN 630/2 双列调心球轴承,宽内圈、内圈带紧定套DIN 635/1 单列球面滚子轴承DIN 635/2 双列球面滚子轴承DIN 648 关节轴承,杆端关节轴承,外形尺寸总方案DIN 660 圆头铆钉,公称直径1—8mm DIN 711/1 推力球轴承,单向,平底垫圈,调心座圈和垫圈DIN 711/3 推力球轴承,单向,带外罩,装满球(无保持架) DIN 715 推力球轴承,双向,平底垫圈,调心座圈和垫圈DIN 720 圆锥滚子轴承DIN 720/附1 圆锥滚子轴承,DIN代号与ISO代号对照DIN 722 单向推力圆柱滚子轴承DIN 728/1 推力球面滚子轴承,单向、非对称型滚子DIN 736 有圆锥孔带紧定套直径系列2的滚动轴承用的立式轴承座,主要尺寸DIN 737 有圆锥孔带紧定套直径系列3的滚动轴承用的立式轴承座,主要尺寸DIN 738 圆柱内孔直径系列2的滚动轴承用的立式轴承座,主要尺寸DIN 739 圆柱孔直径系列3的滚动轴承用的立式轴承座,主要尺寸DIN 981 滚动轴承附件,锁紧螺母DIN 5401 滚动轴承零件,钢球DIN 5402/1 滚动轴承零件,圆柱滚子DIN 5402/2 滚动轴承零件,长滚子DIN 5402/3 滚动轴承零件,滚针DIN 5405/1 滚针轴承,向心滚针和保持架组件DIN 5405/2 滚针轴承,推力滚针和保持架组件DIN 5406 滚动轴承附件,锁紧垫圈DIN 5407/l 滚动轴承零件,滚子和保持架组件DIN 5412/1 圆柱滚子轴承,单列,有保持架,斜挡圈DIN 5412/1一选用部分1 圆柱滚子轴承,单列,有保持架,斜挡圈,供一般工程选用DIN 5412/4 圆柱滚子轴承,双列,有保持架DIN 5412/9 圆柱滚子轴承,双列,满装滚子,不可分离型,尺寸系列48和49 DIN 5415 滚动轴承用带螺母和锁紧垫圈的紧定套DIN 5416 滚动轴承用退卸套DIN 5417 滚动轴承用紧固件,有止动槽轴承用止动环DIN 5418 滚动轴承的连接尺寸DIN,5419 滚动轴承用毡封圈、毡封条、环形槽DIN 5425 滚动轴承安装用公差带,一般原则DIN 5429/1 滚针轴承,滚针和推力滚子组合轴承DIN 42966 电机用球轴承,尺寸精度、形状精度,旋转精度、轴承游隙DIN 43200电力机车用圆柱滚子轴承,贮存、安装、润滑、拆卸、清洗和再用DIN 43283/1 电力机车用圆柱滚子轴承,轴承系列,轴承结构DIN 43283/1一附1 电力机车用圆柱滚子轴承,,订货单示例DIN 43283/5 电力机车电机用圆柱滚子轴承,连接件的设计DIN 64917 精染机轴承组件,铸造轴承座,向心球轴承DIN 64918 精染机轴向定位轴承和轴向浮动轴承用三角形法兰铸造轴承座DIN 64919 精染机链轮组件和轴承组件用向心球轴承DIN 64923 精染机链轮组件,链轮,向心球轴承DIN 64926 精染机向心球轴承用密封圈代。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!""""第十一篇轴承相关标准www.bz fx w .co中华人民共和国机械行业标准!"#$%%&’—()))滚动轴承座技术条件*+,--./0+12341,5678591//16+6780.:/6785—;<.26962:=6175代替!">$%%&’—?@@@?范围本标准规定了外形尺寸符合A"#$&%?B 的二螺柱和四螺柱剖分式轴承座(以下简称轴承座)的技术条件。
本标准适用于轴承座的生产检验和用户验收。
(引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
A"#$(&C —?@@B 滚动轴承与轴和外壳的配合A"#$??%’—?@@D 形状和位置公差未注公差值A"#$?%))E ’—?@@@极限与配合标准公差等级和孔、轴的极限偏差表A"#$(%(%—?@%&逐批检查计数抽样程序及抽样表(适用于连续批的检查)A"#$’?@@—?@%’滚动轴承公差定义A"#$D@B)—?@%D 滚动轴承词汇A"#$&%?B —?@@%滚动轴承轴承座外形尺寸A"#$%C@&—?@%%滚动轴承包装A"#$@’B@—?@%%灰铸铁件B 定义本标准采用A"#$D@B)和A"#$’?@@给出的定义。
・C D ?(・第十一篇轴承相关标准www.bz fx w.co!符号和缩略语(见图")除下列符号外,本标准引用的符号其定义规定在#$%&’(")中。
!*+:轴承座内孔单一直径;!!*:轴承座内孔单一直径偏差;"+:实际中心高;!":实际中心高度偏差;")+:轴承座内孔底部轮廓线到安装底面的实际距离;#:轴承座内孔圆柱度;#":轴承座内孔孔肩端面对内孔的垂直度;#,:轴承座内孔轴心线对底面的平行度。
图"-技术要求!"#材料轴承座的材料应采用.&,//灰铸铁制造,其力学性能不低于#$%&0!)0的规定,轴承座亦可采用与其性能相同或优越的其他材料制造。
!"$公差!"$"#轴承座内孔直径!*的极限偏差!!*应符合#$%&,’-—"00)表1,、表1!中・22",・第十一篇轴承相关标准www.bz fx w.co!"的规定。
轴承座内孔圆柱度!及内孔端面垂直度!#应符合$%&’()*—#++,中表-的规定。
!"#"#轴承座中心高"的极限偏差!"应符合$%&’#"../0—#+++表((中1#,的规定。
!"#"$轴承座内孔轴心线对底面的平行度!(应符合$%&’##"0—#++-表%,中规定的公差等级"级的公差值。
!"#"%其他尺寸:孔按!#0;轴按1#0;其他按23’#0&(执行。
!"$表面粗糙度!"$"&轴承座内孔和孔肩端面的表面粗糙度应符合$%&’()*—#++,中表)的规定。
!"$"#轴承座上盖底面与底座的配合面以及底座底面的表面粗糙度#4的最大值为-/,"5。
!"%对铸件的要求!"%"&轴承座上的型砂,浇、冒口和结疤等均应清除干净,清理后的毛坯表面应平整、光洁。
!"%"#轴承座表面不允许有裂纹、气孔、缩孔、渣眼、夹砂和浇铸不足以及其他能降低轴承座强度和明显损害外观的铸造缺陷存在。
无损于轴承座强度和外观的微小铸造缺陷可以不加修整,但缺陷的数量和大小由订户与制造厂协商确定。
!"%"$轴承座上铸出的字体(如轴承座型号、制造厂商标等)应完整、清晰和光洁。
!"%"%轴承座铸件在机加工前应进行时效处理。
!"%"!轴承座上盖与底座相配后,其铸造外形不得有明显错位;轴承座内孔与其铸造外缘不得有明显偏心;轴向不得有明显偏移。
!"!其他!"!"&轴承座加工后的表面不得有砂眼、毛刺和锐边。
!"!"#轴承座外表面应涂油漆或喷漆,内部非加工表面涂防锈漆;油漆颜色由制造厂或与订户协商确定。
!"!"$轴承座检验合格后,应在加工面上涂铸铁防锈剂,并应在毡槽内装入硬纸挡尘盖,以防止灰尘杂物侵入。
-测量方法’"&公差的测量’"&"&内孔的测量’"&"&"&内孔直径的测量・)-#(・第十一篇轴承相关标准www.bz fx w.co检查时,将上盖和底座用螺栓固定,然后在内孔中部按两点测量法测量。
!"#"#"$内孔圆柱度和内孔端面垂直度的测量内孔圆柱度按两点测量法在内孔全宽度上的不同截面和角位置上测量。
圆柱度!!""#$"%&""#$’(。
内孔端面垂直度的测量:将标准件装入轴承座内,再将上盖和底座用螺栓定位(不拧紧),用塞尺分别测量标准件端面与轴承座内孔两端轴肩间隙,最大间隙值与最小间隙值之差为端面垂直度。
!"#"$中心高的测量!"#"$"#中心高##的测量(见图))图)测量时,将轴承座的底座置于平台上,用高度测量仪测量轴承座内孔底部轮廓线与平台面间的实际距离,并按式(*)计算实际中心高##:##!#+#,""#-)(*)!"#"$"$中心线对底面的平行度的测量(见图+)图+・./*)・第十一篇轴承相关标准www.bz fx w.co将轴承座的底座置于平台上,装入符合用户要求的轴承,在轴承内孔中穿上心轴,用高度测量仪测量!!、!"(测点如图#所示),平行度"$%&!!’!"&。
!!、!":心轴两端与底面之间的距离;#:两测点间距离,#%$($))($为轴承座内孔宽度)。
!"#粗面粗糙度的检测轴承座的表面粗糙度在散光灯下用表面粗糙度比较块目测法检查。
*检验规则$"%轴承座成品由制造厂质量检验部门进行检验,质量合格的轴承座应附有质量合格证。
$"#轴承座的成品检验抽样方法应按+,-.$/$/的规定,其主要项目的合格质量水平012值取$34,次要项目的合格质量水平012值取536,检查水平均定为一般检查水平7。
主、次要检查项目见表8。
表8序号主要检查项目序号次要检查项目8$#549内孔直径%!的极限偏差!%!内孔圆柱度"内孔端面垂直度"8内孔配合表面粗糙度中心高&的极限偏差!&内孔轴心线对底面平行度"$8$其他加工表面的粗糙度外观质量/标志、包装及贮存&"%轴承座上应标记型呈和制造厂代号(或商标),其位置和尺寸应符合产品图样的规定。
&"#经终检合格的成品轴承座应按+,-./*4:进行包装。
&"’在遵守正常的贮存和保管规则的条件下,应保证在8年内不生锈。
防锈期自出厂之日起计算。
・:98$・第十一篇轴承相关标准www.bz fx w.co中华人民共和国机械行业标准!"#$%%&’—()))滚动轴承座外球面球轴承铸造座技术条件*+,,-./0123-./4—52467+84-./49+3-.41360123-./4—:;1<-9-<26-+.4代替!"=$%%&’—>???>范围本标准规定了外球面球轴承铸造座的技术要求、测量方法、检验规则、包装、标志等。
本标准适用于外形尺寸符合@"#$&%)?、!"#$AB)(的铸造座。
(引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
@"#$(&A —>??B 滚动轴承与轴和外壳的配合@"#$>>%C —>??’形状和位置公差未注公差值@"#$’?B)—>?%’滚动轴承词汇@"#$&%)?—>??A 滚动轴承外球面球轴承座外形尺寸@"#$%A?&—>?%%滚动轴承包装@"#$?CB?—>?%%灰铸铁件!"#$AB)(—>??>外球面球轴承座补充结构外形尺寸!"#$%?(>一>???滚动轴承及其商品零件检验规则B定义、符号和缩略语除下列符号外,本标准引用的符号和定义规定在@"#$’?B)、@"#$&%)?中。
・)&>(・第十一篇轴承相关标准www.bz fx w.co!"#立式座(见图!)图!!":安装平面到立式座球面中心距离的实际测量尺寸;!!:安装平面到立式座球面中心距离的偏差。
!"$凸缘座(见图#)"#":安装平面到凸缘座球面中心距离的实际测量尺寸;!"#::安装平面到凸缘座球面中心距离的偏差;#!":凸台直径的实际测量尺寸;!#!:凸台直径的偏差;$:螺栓孔位置度公差;%:圆形凸台相对于轴承座球面轴线的径向跳动。