[电焊机型号]电焊机型号的代表字母(符号)
焊接方式代号

焊接方式代号
焊接方式通常使用一到四位数字的代码来表示,以下是常见的焊接方式代号及其含义:
1. 手工电弧焊(SMAW):代号为111,代表手工沿直焊,1代表该焊接方式的三个特征:手工、电弧、焊丝表面保护。
2. 氩弧焊(TIG):代号为141,代表氩弧嵌入焊,1代表氩弧焊。
3. 电阻焊(RSW):代号为21,代表焊接的两个金属件需要通过电阻热量来熔化并加热两个金属之间的接触面。
4. 电弧镀焊(SAW):代号为121,代表电弧下垂对角线焊接,1代表焊接弧。
5. 焊锡焊(Soldering):代号为311,代表焊接材料是焊锡。
6. 气焊(Oxy-fuel welding):代号为311,代表焊接材料是氧焊。
7. 气体保护焊(GMAW):代号为135,代表使用惰性气体进行保护的金属活动焊接。
8. 焊接热重焊(RPE):代号为5122,代表使用的加热源是室内电流、气焊火焰或弧焊火焰。
这些是常见的焊接方式代号示例,根据不同的规范和标准,代号可能会有所不同。
电焊机型号
电焊机型号
1--动铁
2--动铁
3--动圈
4--晶体管
5--可控硅
6--抽头式
7--逆变
BX 中的B表示交流。
ZX 中的Z表示直流。
X表示降特性,另外有P表示平特性。
二、NBC表示CO2气体保护焊机,其中C表示CO2(二氧化碳)。
三、另外有WSM,WS,TIG的型号,这是钨极气体保护焊机,属于非融化极气体保护焊。
WSM功能:手工焊(MMA),钨极,脉冲。
WS功能:手工焊(MMA),钨极。
TIG功能:钨极。
四、型号后面的数字,如BX1-400中的400,则按国标表示焊机的焊接电流大小。
如ZX7-300,ZX7-315,BX1- 500等。
但是也有些厂商会对它们进行虚标,这个在购买的时候需要注意。
汉萨品牌不同焊机的使用对象区别
(1)交流手工弧焊机:主要焊接2.5MM上以钢板。
(2)氩弧焊机:焊接2MM以下的合金钢。
(3)直流焊机:焊接生(汉萨)铁和有色金属。
(4)二氧化碳保护焊机:焊2.5MM以下的薄材料。
(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主。
(7)点焊机:以点击方式将二块钢板焊接。
(8)高频直逢焊机:以焊接管子直逢如水管等为主)。
(9)滚焊机:以滚动形式焊接罐底等。
(10)铝焊机:专门焊接铝材。
(11)闪光压焊机:以焊铜铝接头等材料。
(12)激光焊机:可以焊接三极管内部接线。
电焊机一机一档表格
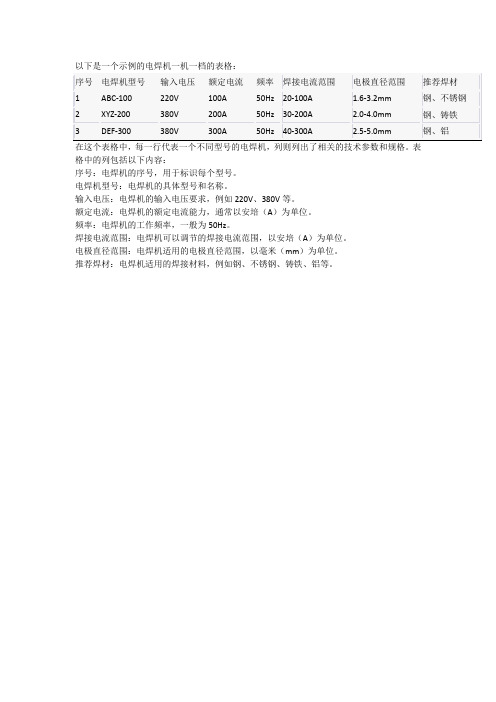
焊接电流范围:电焊机可以调节的焊接电流范围,以安培(A)为单位。
电极直径范围:电焊机适用的电极直径范围,以毫米(mm)为单位。
推荐焊材:电焊机适用的焊接材料,例如钢、不锈钢、铸铁、铝等。
以下是一个示例的电焊机一机一档的表格:
序号
电焊机型号
输入电压
额定电流
频率
焊接电流范围
电极直径范围
推荐焊材
1
ABC-100
220V
100A
50Hz
20-100A
1.6-3.2mm
钢、不锈钢
2
XYZ-200
380V
200A
50Hz
30-200A
2.0-4.0mm
钢、铸铁
3
DEF-300
380V
300A
50Hz
40-300A2.5Fra bibliotek5.0mm钢、铝
在这个表格中,每一行代表一个不同型号的电焊机,列则列出了相关的技术参数和规格。表格中的列包括以下内容:
序号:电焊机的序号,用于标识每个型号。
电焊机型号:电焊机的具体型号和名称。
输入电压:电焊机的输入电压要求,例如220V、380V等。
额定电流:电焊机的额定电流能力,通常以安培(A)为单位。
电焊机型号规格注意事项
电焊机型号规格注意事项一、电焊机品种很多:(1)交流手工弧焊机、(2)氩弧焊机(3)直流焊机(4)二氧化碳保护焊机(5)埋弧焊机(6)对焊机(7)点焊机(8)高频直逢焊机(9)滚焊机(10)铝焊机(11)闪光压焊机。
(12)激光焊机(1)交流手工弧焊机:主要焊接2.5MM上以钢板(2)氩弧焊机:焊接2MM以下的合金钢(3)直流焊机:焊接生铁和有色金属(4)二氧化碳保护焊机:焊2.5MM以下的薄材料(5)埋弧焊机:焊接H钢、桥架等大型钢材。
(6)对焊机:以焊索链等环型材料为主(7)点焊机:以点击方式将二块钢板焊接(8)高频直逢焊机:以焊接管子直逢如水管等为主)(9)滚焊机:以滚动形式焊接罐底等(10)铝焊机:专门焊接铝材(11)闪光压焊机:以焊铜铝接头等材料(12)激光焊机:可以焊接三极管内部接线。
二、使用电缆规定:电焊机一次侧应选用橡皮护套铜芯软电缆,长度不应超过5米,二次侧应选用防水橡皮护套铜芯软电缆,长度应不大于30米。
三、电压功率说明:交流电焊机空载电压为60—80V工作电压为30V功率为20—30KW,一次电流为50—450A,电源电压为380/220V.直流电焊机是用一台三相电动机带动一台结构特殊的直流发电机,二次空载电压为50—80V工作电压为30V,功率为12—30KW,一次电流为45—320A,电源电压为380/220V.四、接地:电焊机金属外壳必须接地或接零,其接地电阻值应小于4欧。
电焊机型号编制方法:1、电焊机型号代表字母及序号见如下表2、产品型号由汉语拼音字母及阿拉伯数字组成。
3、产品型号的编排秩序1)型号中1、2、3、6各项用汉语拼音字母表示。
2)型号中4、5、7各项用阿拉伯数字表示。
3)型号中3、4、6、7项如不用时,其他各项排紧。
4)附注特征和系列序号用于区别同小类的各系列和品种,包括通用和专用产品。
5)派生代号以汉语拼音字母的顺序排列。
6)改进序号按生产改进程序用阿拉伯数字连续编号。
[电焊机型号]电焊机型号的代表字母(符号)
![[电焊机型号]电焊机型号的代表字母(符号)](https://img.taocdn.com/s3/m/13ffa501af1ffc4fff47ac37.png)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
焊机命名原则
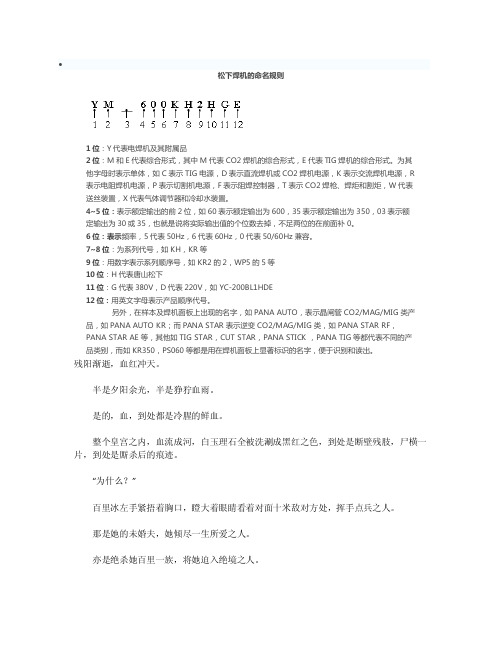
松下焊机的命名规则1位:Y代表电焊机及其附属品2位:M和E代表综合形式,其中M代表CO2焊机的综合形式,E代表TIG焊机的综合形式。
为其他字母时表示单体,如C表示TIG电源,D表示直流焊机或CO2焊机电源,K表示交流焊机电源,R表示电阻焊机电源,P表示切割机电源,F表示阻焊控制器,T表示CO2焊枪、焊炬和割炬,W代表送丝装置,X代表气体调节器和冷却水装置。
4~5位:表示额定输出的前2位,如60表示额定输出为600,35表示额定输出为350,03表示额定输出为30或35,也就是说将实际输出值的个位数去掉,不足两位的在前面补0。
6位:表示频率,5代表50Hz,6代表60Hz,0代表50/60Hz兼容。
7~8位:为系列代号,如KH,KR等9位:用数字表示系列顺序号,如KR2的2,WP5的5等10位:H代表唐山松下11位:G代表380V,D代表220V,如YC-200BL1HDE12位:用英文字母表示产品顺序代号。
另外,在样本及焊机面板上出现的名字,如PANA AUTO,表示晶闸管CO2/MAG/MIG类产品,如PANA AUTO KR;而PANA STAR表示逆变CO2/MAG/MIG类,如PANA STAR RF,PANA STAR AE等,其他如TIG STAR,CUT STAR,PANA STICK ,PANA TIG等都代表不同的产品类别,而如KR350,PS060等都是用在焊机面板上显著标识的名字,便于识别和读出。
残阳渐逝,血红冲天。
半是夕阳余光,半是狰狞血雨。
是的,血,到处都是冷腥的鲜血。
整个皇宫之内,血流成河,白玉理石全被洗涮成黑红之色,到处是断壁残肢,尸横一片,到处是厮杀后的痕迹。
“为什么?”百里冰左手紧捂着胸口,瞪大着眼睛看着对面十米敌对方处,挥手点兵之人。
那是她的未婚夫,她倾尽一生所爱之人。
亦是绝杀她百里一族,将她迫入绝境之人。
她不懂,为何倾尽所有的爱,换来的是百里一族的灭顶之灾。
电焊机的铭牌及标识介绍
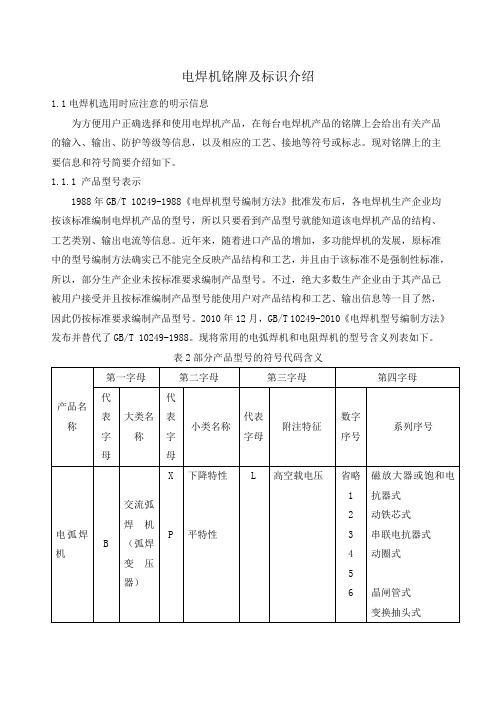
电焊机铭牌及标识介绍1.1电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要介绍如下。
1.1.1 产品型号表示1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表2部分产品型号的符号代码含义表2部分产品型号的符号代码含义(续)1.1.2接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导体接线端(俗称接地端),并标有图示符号“”。
在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。
常用电焊机技术参数

C65N/H 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 交流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机 整流弧焊机
电焊机型号 额定容量(KVA) 相数/电压额定电流(A) 开关额定电流(A) BX1-160 10.6 1/380 27.9 63 BX1-200 13.6 1/380 35.8 63 BX1-250 18.6 1/380 49 63 BX1-315 22.8 1/380 60 100 BX1-400 30 1/380 79 100 BX1-500 38 1/380 100 250 BX3-160 13.5 1/380 35.5 63 BX3-250 20.5 1/380 54 63 BX3-315 24.7 1/380 65 100 BX3-400 30 1/380 79 100 BX3-500 33 1/380 86.8 100 BX6-160 7 1/380 18.4 63 BX6-200 9 1/380 23.7 63 BX6-250 12 1/380 31.6 63 BX6-300 13 1/380 34.2 63 ZX5-250 14.5 3/380 22 63 ZX5-400 28 3/380 42.5 63 ZX5-500 37 3/380 56.2 63 ZX7-250 9.2 3/380 14 63 ZX7-400 14 3/380 21.3 63 ZXG-250 16 3/380 24.3 63 ZXG-315 22 3/380 33.4 63 ZXG-400 29 3/380 44.1 63 ZXG-500 37 3/380 56.2 100
电焊机介绍
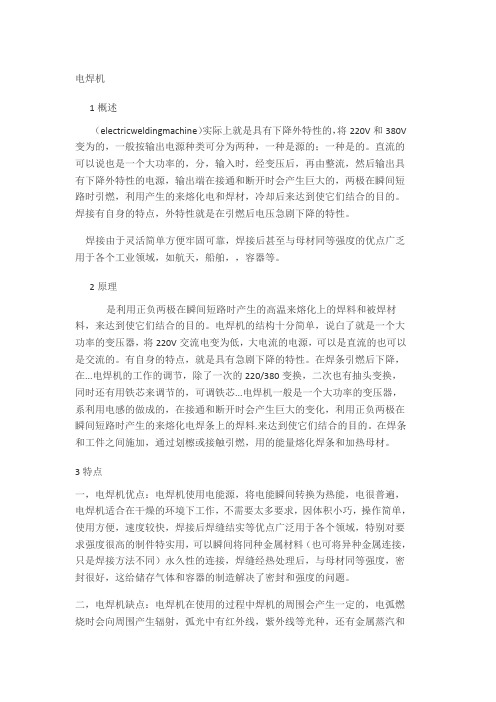
电焊机1概述(electricweldingmachine)实际上就是具有下降外特性的,将220V和380V 变为的,一般按输出电源种类可分为两种,一种是源的;一种是的。
直流的可以说也是一个大功率的,分,输入时,经变压后,再由整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的,两极在瞬间短路时引燃,利用产生的来熔化电和焊材,冷却后来达到使它们结合的目的。
焊接有自身的特点,外特性就是在引燃后电压急剧下降的特性。
焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航天,船舶,,容器等。
2原理是利用正负两极在瞬间短路时产生的高温来熔化上的焊料和被焊材料,来达到使它们结合的目的。
电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低,大电流的电源,可以是直流的也可以是交流的。
有自身的特点,就是具有急剧下降的特性。
在焊条引燃后下降,在...电焊机的工作的调节,除了一次的220/380变换,二次也有抽头变换,同时还有用铁芯来调节的,可调铁芯...电焊机一般是一个大功率的变压器,系利用电感的做成的,在接通和断开时会产生巨大的变化,利用正负两极在瞬间短路时产生的来熔化电焊条上的焊料.来达到使它们结合的目的。
在焊条和工件之间施加,通过划檫或接触引燃,用的能量熔化焊条和加热母材。
3特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接,只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和容器的制造解决了密封和强度的问题。
二,电焊机缺点:电焊机在使用的过程中焊机的周围会产生一定的,电弧燃烧时会向周围产生辐射,弧光中有红外线,紫外线等光种,还有金属蒸汽和烟尘等有害物质,所以操作时必须要做足够的防护措施。
【F'A】电焊机的铭牌及标识介绍
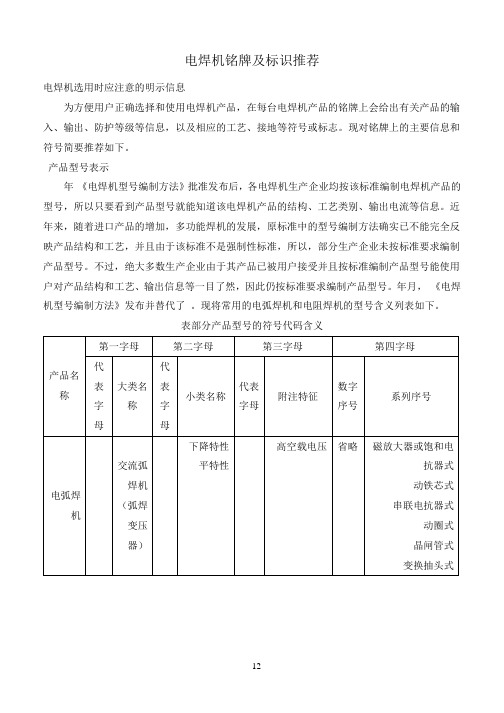
电焊机铭牌及标识推荐电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要推荐如下。
产品型号表示年《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
年月,《电焊机型号编制方法》发布并替代了。
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表部分产品型号的符号代码含义表部分产品型号的符号代码含义(续)接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备。
而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它追求(例如用来夹紧外壳上的两个零件)。
警示性符号在电焊机的外壳上通常会有一些警示性符号。
常见的警示性符号及含义见表。
表警示性符号及含义额定最大输入电流()及最大有效输入电流()在 《弧焊设备第部分:焊接电源》中对额定最大输入电流()的定义为:额定输入电流的最大值。
电焊机的铭牌及标识介绍
电焊机铭牌及标识介绍1.1电焊机选用时应注意的明示信息为方便用户正确选择和使用电焊机产品,在每台电焊机产品的铭牌上会给出有关产品的输入、输出、防护等级等信息,以及相应的工艺、接地等符号或标志。
现对铭牌上的主要信息和符号简要介绍如下。
1.1.1 产品型号表示1988年GB/T 10249-1988《电焊机型号编制方法》批准发布后,各电焊机生产企业均按该标准编制电焊机产品的型号,所以只要看到产品型号就能知道该电焊机产品的结构、工艺类别、输出电流等信息。
近年来,随着进口产品的增加,多功能焊机的发展,原标准中的型号编制方法确实已不能完全反映产品结构和工艺,并且由于该标准不是强制性标准,所以,部分生产企业未按标准要求编制产品型号。
不过,绝大多数生产企业由于其产品已被用户接受并且按标准编制产品型号能使用户对产品结构和工艺、输出信息等一目了然,因此仍按标准要求编制产品型号。
2010年12月,GB/T 10249-2010《电焊机型号编制方法》发布并替代了GB/T 10249-1988。
现将常用的电弧焊机和电阻焊机的型号含义列表如下。
表2部分产品型号的符号代码含义表2部分产品型号的符号代码含义(续)1.1.2接地保护标志除机械驱动的电弧焊机外,其余电弧焊机都属于Ⅰ类设备;而大多数电阻焊机也属于Ⅰ类设备。
所谓Ⅰ类设备是指设备的防触电保护不仅靠基本绝缘,还需将能触及的可导电部分与设施固定布线中的保护(接地)线相连接。
一旦基本绝缘失效,由于能触及的可导电部分已与保护(接地)线连接,因而使用人员的安全有了保证。
因此,通常在焊机的外壳上有一保护性导体接线端(俗称接地端),并标有图示符号“”。
在使用焊机时,一定要将输入电缆中的保护性导线(绿、黄双色线)与该接线端相连。
如输入电缆不带保护性导线,则需要将焊机使用场所中的专用绿、黄双色的保护性导线与该接线端相连。
需要注意的是保护性导体接线端不得用于其它目的(例如用来夹紧外壳上的两个零件)。
ZX7逆变直流手工电焊机 产品资料

ZX7逆变直流手工电焊机一、电焊机的分类电焊机是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
结构十分简单,就是一个大功率的变压器,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
是利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料,来达到使它们达到原子结合的目的。
电焊机的种类有很多(详见附录一),常见的有,手工交流弧焊机,逆变直流手工弧焊机,逆变直流氩弧焊机,逆变气体保护焊机。
二、产品简介逆变式直流弧焊机是以大功率开关电子元件(晶闸管SCR、晶体管GTR、场效应管MOSFET或IGBT)作为开关元件的逆变式焊条电弧焊机。
首先,将50Hz的工频输入电压经整流滤波成为直流电压,然后通过功率电子开关转换成高频的交流电压,再通过变压器将此交流电压变为适合焊接工艺要求的交流电压,最后经整流滤波变为直流焊接电压。
通过脉冲宽度调节控制技术(PWM),对输出电流进行控制并调节。
由于采用了开关电源逆变技术,焊机重量和体积大幅度下降,效率提高,同时节约了电能消耗。
三、产品特点与传统的手工交流弧焊机比较,主要特点如下:1、体积小、重量轻,节省材料,携带、移动方便。
2、高效节能,效率可达到80%~90%,比传统焊机节电1/3以上。
3、动特性好,引弧容易,电弧稳定,溶池容易控制,焊缝成形美观,飞溅小。
4、较高的空载电压和较好的能量推力补偿。
5、适合于与机器人结合,组成自动焊接生产系统。
6、可一机多用,完成多种焊接和切割过程。
四、用途可用于高空作业,野外作业,室内外装修等。
焊接不锈钢、合金钢、碳钢、铜和其他有色金属。
五、工作条件及环境1、环境条件:海拔不超过1000m环境温度范围:工作状态:-10~+40℃运输和贮存状态:-25~+55℃相对湿度:在40℃时≤50% 在20℃时≤90%周围空气中灰尘、酸、腐蚀性气体或物质应不超过正常含量,由于焊接过程而产生的除外应放臵于干燥通风处,并防止阳光直射和雨淋2、供电品质:供电电源:3~380V/50Hz电压波动范围<±15%频率波动范围<±1%三相电压不平衡率<±5%使用引擎发电机时:要求发电机输出功率大于焊接电源额定输入功率两倍以上,并具备补偿线圈六、工作原理逆变电焊机主要是逆变器产生的逆变式弧焊电源,又称弧焊逆变器。
焊接方法代号范文

焊接方法代号范文1.焊接过程代号:表示使用的焊接方法的过程代号。
常见的代号有SMAW(手工电弧焊接)、GMAW(气体保护金属气体焊)、GTAW(氩弧焊接)、FCAW(通用气保护焊接)、SAW(埋弧焊接)等。
2.焊接电流代号:表示所使用的总焊接电流的代号。
这个代号通常以A来表示,如"A1"表示100A。
3.焊接材料代号:表示所使用的焊丝或焊材的代号。
这个代号通常由几个字母或数字组成,如ER70S-6代表一种常见的固体焊丝,E6013代表一种常见的焊条。
4.焊接极性代号:表示所使用的焊接电流的极性的代号。
极性代号通常由加号(+)和减号(-)组成,如直流电弧焊的代号有DC+,DC-等。
5.其他标记:根据需要也可以添加一些其他的标记,如焊接位置、焊接速度等。
不同的国家和行业对焊接方法代号的定义可能有所差异,但总的原则是在焊接图纸和技术文件中明确指定,以确保焊接工作按照规定的方法进行。
下面以常用的几种焊接方法代号为例进行详细介绍。
SMAW(手工电弧焊接):SMAW是最早出现的焊接方法,也是最常用的焊接方法之一、其代号由"S"(手工)和"M"(电弧)组成。
常见的SMAW代号有SMAW-E6013,SMAW-E7018等。
其中E表示电焊条的种类,6013和7018表示电焊条的药皮编号。
GMAW(气体保护金属气体焊接):GMAW是一种半自动或全自动的焊接方法,常用于焊接薄板材料和高效率生产线。
其代号由"G"(保护气体)和"MAW"(金属气体焊接)组成。
常见的GMAW代号有GMAW-ER70S-6,GMAW-ER308等。
其中ER表示焊丝的种类,70S-6和308表示焊丝的合金成分。
GTAW(氩弧焊接):GTAW是一种高质量、高精度的焊接方法,常用于焊接不锈钢、铝合金等高腐蚀材料和精细零件。
其代号由"GT"(氩弧)和"AW"(焊接)组成。
电焊机介绍
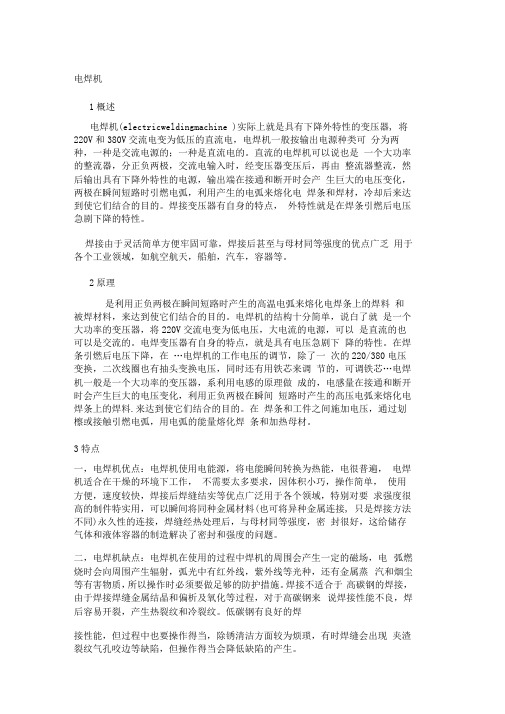
电焊机1概述电焊机(electricweldingmachine )实际上就是具有下降外特性的变压器, 将220V和380V交流电变为低压的直流电,电焊机一般按输出电源种类可分为两种,一种是交流电源的;一种是直流电的。
直流的电焊机可以说也是一个大功率的整流器,分正负两极,交流电输入时,经变压器变压后,再由整流器整流,然后输出具有下降外特性的电源,输出端在接通和断开时会产生巨大的电压变化,两极在瞬间短路时引燃电弧,利用产生的电弧来熔化电焊条和焊材,冷却后来达到使它们结合的目的。
焊接变压器有自身的特点,外特性就是在焊条引燃后电压急剧下降的特性。
焊接由于灵活简单方便牢固可靠,焊接后甚至与母材同等强度的优点广乏用于各个工业领域,如航空航天,船舶,汽车,容器等。
2原理是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使它们结合的目的。
电焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。
电焊变压器有自身的特点,就是具有电压急剧下降的特性。
在焊条引燃后电压下降,在…电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变换电压,同时还有用铁芯来调节的,可调铁芯…电焊机一般是一个大功率的变压器,系利用电感的原理做成的,电感量在接通和断开时会产生巨大的电压变化,利用正负两极在瞬间短路时产生的高压电弧来熔化电焊条上的焊料.来达到使它们结合的目的。
在焊条和工件之间施加电压,通过划檫或接触引燃电弧,用电弧的能量熔化焊条和加热母材。
3特点一,电焊机优点:电焊机使用电能源,将电能瞬间转换为热能,电很普遍,电焊机适合在干燥的环境下工作,不需要太多要求,因体积小巧,操作简单,使用方便,速度较快,焊接后焊缝结实等优点广泛用于各个领域,特别对要求强度很高的制件特实用,可以瞬间将同种金属材料(也可将异种金属连接, 只是焊接方法不同)永久性的连接,焊缝经热处理后,与母材同等强度,密封很好,这给储存气体和液体容器的制造解决了密封和强度的问题。
[电焊机型号]电焊机型号的代表字母(符号)
[电焊机型号]电焊机型号的代表字母(符号)序号第一字位第二字位第三字位第四字位第五字位代表字母大类名称代表字母小类名称代表附注特征数字序号系列序号代表字母基体规格字母1 A 弧焊发电机X 下降特性(省略)电动机驱动(省略)直流A额定焊接电流P 平特性 D单纯弧焊发电机1交流发电机整流式D 多特性Q汽油机驱动2 交流C柴油机驱动T拖拉机驱动H 汽车驱动2Z 弧焊整流器X 下降特性(省略)一般电源(省略)磁放大器饱和电抗器式A额定焊接电流P 平特性M 脉冲电源动铁心式D 多特性L高空载电压1 动线圈式E交直流电源2 晶体管式3 晶闸管式4交换抽头式5 逆变式673 B 弧焊变压器X 下降特性(省略)磁放大器或饱和电抗器式A额定焊接电流P 平特性动铁心式1串联电抗器式2 动线圈式3 晶闸管式4交换抽头式564M 埋弧焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流B 半自动焊J 交流 1 横臂式U 堆焊 E 交直流 2 机床式D 多用M 脉冲 3 焊头悬挂式95W TIG焊机Z 自动焊(省略)直流(省略)焊车式A额定焊接电流S 手工焊J 交流 1全位置焊车式D 点焊E 交直流 2 横臂式Q 其他M 脉冲 3 机床式4旋转式焊头式5 台式6焊接机器人7 变位式8真空充气式6NMIG/MAG焊机Z 自动焊(省略)氩气及混合气体保护焊直流(省略)焊车式A额定焊接电流B 半自动焊氩气及混合气体保护焊脉冲1全位置焊车式D 点焊M二氧化碳保护焊2 横臂式U 堆焊 3 机床式G 切割 C 4旋转式焊头式5 台式6(焊接机器人7 变位式7H 电渣焊机S 丝极A额定焊接电流B 板极D 多用极R 熔嘴8 D 点焊机N 工频省略)一般点焊(省略)垂直运动式KVA额定容量R电容贮能直流冲击波K 快速点焊 1圆弧运动式J最大贮能量J 次级整流W 网状点焊 2 手提式KVA额定容量Z 低频 3 悬挂式KVA额定容量D 变频 6 焊接机器人KVA额定容量B。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
[电焊机型号]电焊机型号的代表字母(符号)
序号
第一字位第二字位第三字位第四字位第五字位
代表字
母
大类名
称
代表字母小类名称
代表
附注特征数字序号系列序号
代表字
母
基体规
格
字母
1 A 弧焊发
电机
X 下降特性(省略)
电动机驱
动
(省略)直流
A
额定焊
接电流P 平特性 D
单纯弧焊
发电机
1
交流发电
机整流式
D 多特性Q
汽油机驱
动
2 交流
C
柴油机驱
动
T
拖拉机驱
动
H 汽车驱动
2Z 弧焊整
流器
X 下降特性(省略)一般电源(省略)
磁放大器
饱和电抗
器式
A
额定焊
接电流P 平特性M 脉冲电源动铁心式
D 多特性L
高空载电
压
1 动线圈式
E
交直流电
源
2 晶体管式
3 晶闸管式
4
交换抽头
式
5 逆变式
6
7
3 B 弧焊变
压器
X 下降特性(省略)
磁放大器
或饱和电
抗器式
A
额定焊
接电流P 平特性动铁心式
1
串联电抗
器式
2 动线圈式
3 晶闸管式
4
交换抽头
式
5
6
4M 埋弧焊
机
Z 自动焊(省略)直流(省略)焊车式
A
额定焊
接电流
B 半自动焊J 交流 1 横臂式
U 堆焊 E 交直流 2 机床式
D 多用M 脉冲 3 焊头悬挂
式
9
5W TIG焊
机
Z 自动焊(省略)直流(省略)焊车式
A
额定焊
接电流S 手工焊J 交流 1
全位置焊
车式
D 点焊
E 交直流 2 横臂式
Q 其他M 脉冲 3 机床式
4
旋转式焊
头式
5 台式
6
焊接机器
人
7 变位式
8
真空充气
式
6N
MIG
/MAG焊
机
Z 自动焊(省略)
氩气及混
合气体保
护焊直流
(省略)焊车式
A
额定焊
接电流
B 半自动焊
氩气及混
合气体保
护焊脉冲
1
全位置焊
车式
D 点焊M
二氧化碳
保护焊
2 横臂式
U 堆焊 3 机床式
G 切割 C 4
旋转式焊
头式
5 台式
6
(焊接机
器人
7 变位式
7H 电渣焊
机
S 丝极
A
额定焊
接电流
B 板极
D 多用极
R 熔嘴
8 D 点焊机N 工频省略)一般点焊(省略)
垂直运动
式
KVA
额定容
量R
电容贮能
直流冲击
波
K 快速点焊 1
圆弧运动
式
J
最大贮
能量J 次级整流W 网状点焊 2 手提式KVA
额定容
量Z 低频 3 悬挂式KVA
额定容
量
D 变频 6 焊接机器
人
KVA
额定容
量
B。