PCB制程设备能力稽核解析
PCB钻孔机中cpk的解释

PCB钻孔机中cpk的解释CPK基本知识什么是Cpk?Cpk的定义:制程能力指數;Cpk的意义:制程水准的量化反映;用一个数值来表达制程的水准;(1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
和Cpk相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此時數據越接近上限或下限越好﹔双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm;USL (Upper specification limit):即規格上限?LSL (Low specification limit): 即規格下限?C :规格中心X=(X1+X2+… …+Xn)/n 平均值(n 為樣本數)T=USL-LSL 規格公差?n -1(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=和Cpk 相关的几个重要概念2Ca:制程准确度; (Capability of Accuracy)Ca 在衡量“實際平均值“與“規格中心值”之一致性;对于单边规格,不存在规格中心,因此也就不存在Ca;对于双边规格,2/T CXCa什么是Ca?等級A B C DCa值|Ca|<12.5%12.5%<|Ca|<25%25%<|Ca|<50%處理原則作業員遵守作業標準操作並達到規格之要求,需繼續保持.有必要盡可能將其改進為A級作業員可能看錯規格不按作業標準操作或檢討規格及作業標準.應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止生產.50%<|Ca|Ca等级评定及处理原则Cp:制程精密度(Capability of Precision)Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:对于双边规格:6σUSL-LSLCp=3σUSL-X Cpu=3σX Cpl=LSL什么是Cp?Cp等级评定及处理原则等級Cp值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cp < 1.67狀態良好維持現狀B 1.00 ≦ Cp < 1.33 改進為 A 級C0.67 ≦ Cp < 1.00制程不良較多,必須提升其能力D Cp < 0.67制程能力太差,應考慮重新整改設計制程Cpk的計算公式?Cpk=Cpx(1-Ca );Cpk≦Cp;Cpk是Cp和Ck的綜合表現﹔製程能力靶心圖.............Ca 好﹐Cp 差Cp 好﹐Ca 差Cpk 好﹔.........Cpk等級評定及處理原則等級Cpk值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cpk < 1.67狀態良好維持現狀B 1.00 ≦ Cpk < 1.33 改進為 A 級C0.67 ≦ Cpk < 1.00制程不良較多,必須提升其能力D Cpk < 0.67制程能力太差,應考慮重新整改設計制程Cpk 和制程良率換算合格率%68.395.599.7399.993799.99995≒100每一百件之不良Defects per 100 parts每一百萬件之不良(Dppm)Defects per million parts0.3331.74.5Cpk 1.331.6720.6710.00630.0000570.0000002317310455002700630.570.0020.27Cpk的計算實例1某工序的規格要求為100.1mm,實際測出50個樣本值如下﹐計算出該工序的Cpk;9.9959.9819.9639.94710.01610.0149.97110.09510.03410.0049.9289.91410.01710.02110.0069.9839.9769.96810.0269.9919.97210.05410.1599.9739.98410.01610.0039.9949.9839.9769.99210.02710.01810.00510.0039.9879.99510.00110.01710.00310.02510.0219.98710.0069.9829.9729.97510.0029.9439.994Cpk的計算實例2X=10.036;σ=0.027;Ca=(x-C)/(T/2)=(10.036-10)/0.1=0.36;Cp=(10+0.1-(10-0.1))/(6*0.027)=1.239;Cpk=Cpx(1-Ca)=1.239x(1-0.36)=0.793;總結代等號雙邊規格單邊規格級准確度:A 比較制程實績平均值與規B 格中心值一致的程度﹔CD 精密度﹕A+ 比較規格公差寬度和制程A 變異寬度﹔B C D 制程能力指數﹕A+ 綜合衡量Ca 和Cp;A B C D定義計算公式等級標准Ca無Cp Cpk無50%<ca< bdsfid="187" p=""></ca<>X - C T/2Ca=Ca ≦12.5%12.5%< ≦25%Ca 25%< ≦50%Ca T 6σCp=Cpu=USL-X3σCpl=X-LSL 3σCpk=Cp(1- Ca )1.67≦Cp1.33≦Cp<1.671≦Cp<1.330.67≦Cp<1Cp<0.67Cpk<0.67 0.67≦Cpk<11≦Cpk<1.331.33≦Cpk<1.671.67≦Cpk。
PCB钻孔机中cpk的解释

CPK基本知识什么是Cpk?⏹Cpk的定义:制程能力指數;⏹Cpk的意义:制程水准的量化反映;用一个数值来表达制程的水准; (1) 只有制程能力强的制程才可能生产出质量好、可靠性水平高的产品﹔(2)制程能力指数是一种表示制程水平高低的方便方法,其实质作用是反映制程合格率的高低。
和Cpk相关的几个重要概念1单边规格:只有规格上限和规格中心或只有下限或规格中心的规格;如考试成绩不得低于80分,或浮高不得超过0.5mm等;此時數據越接近上限或下限越好﹔双边规格:有上下限與中心值,而上下限與中心值對稱的规格;此时数据越接近中心值越好;如D854前加工脚长规格2.8±0.2mm;⏹USL (Upper specification limit):即規格上限⏹LSL (Low specification limit): 即規格下限⏹C :规格中心⏹X=(X1+X2+… …+Xn)/n 平均值(n 為樣本數)▪T=USL-LSL 規格公差⏹n -1(X1-X)2+(X2-X)2+… …+(Xn -X)2δ=和Cpk 相关的几个重要概念2•Ca:制程准确度; (Capability of Accuracy)•Ca 在衡量“實際平均值“與“規格中心值”之一致性;•对于单边规格,不存在规格中心,因此也就不存在Ca;•对于双边规格,2/T CXCa什么是Ca?等級A B C DCa值|Ca|<12.5%12.5%<|Ca|<25%25%<|Ca|<50%處理原則作業員遵守作業標準操作並達到規格之要求,需繼續保持.有必要盡可能將其改進為A級作業員可能看錯規格不按作業標準操作或檢討規格及作業標準.應采取緊急措施,全面檢討所有可能影響之因素,必要時得停止生產.50%<|Ca|Ca等级评定及处理原则•Cp:制程精密度(Capability of Precision)•Cp 衡量的是“規格公差寬度”與“製程變異寬度”之比例;对于只有规格上限和规格中心的规格:对于只有规格下限和规格中心的规格:对于双边规格:6σUSL-LSL Cp=3σUSL-X Cpu=3σX Cpl=LSL 什么是Cp?Cp等级评定及处理原则等級Cp值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cp < 1.67狀態良好維持現狀B 1.00 ≦ Cp < 1.33 改進為 A 級C0.67 ≦ Cp < 1.00制程不良較多,必須提升其能力D Cp < 0.67制程能力太差,應考慮重新整改設計制程Cpk的計算公式⏹Cpk=Cpx(1-Ca );⏹Cpk≦Cp;⏹Cpk是Cp和Ck的綜合表現﹔製程能力靶心圖.............Ca 好﹐Cp 差Cp 好﹐Ca 差Cpk 好﹔.........Cpk等級評定及處理原則等級Cpk值處理原則A+≧1.67無缺點考慮降低成本A 1.33 ≦ Cpk < 1.67狀態良好維持現狀B 1.00 ≦ Cpk < 1.33 改進為 A 級C0.67 ≦ Cpk < 1.00制程不良較多,必須提升其能力D Cpk < 0.67制程能力太差,應考慮重新整改設計制程Cpk 和制程良率換算合格率%68.395.599.7399.993799.99995≒100每一百件之不良Defects per 100 parts每一百萬件之不良(Dppm)Defects per million parts0.3331.74.5Cpk 1.331.6720.6710.00630.0000570.0000002317310455002700630.570.0020.27Cpk的計算實例1某工序的規格要求為10±0.1mm,實際測出50個樣本值如下﹐計算出該工序的Cpk;9.9959.9819.9639.94710.01610.0149.97110.09510.03410.0049.9289.91410.01710.02110.0069.9839.9769.96810.0269.9919.97210.05410.1599.9739.98410.01610.0039.9949.9839.9769.99210.02710.01810.00510.0039.9879.99510.00110.01710.00310.02510.0219.98710.0069.9829.9729.97510.0029.9439.994Cpk的計算實例2⏹X=10.036;⏹ σ=0.027;⏹Ca=(x-C)/(T/2)=(10.036-10)/0.1=0.36;⏹Cp=(10+0.1-(10-0.1))/(6*0.027)=1.239;⏹Cpk=Cpx(1-Ca)=1.239x(1-0.36)=0.793;總結代等號雙邊規格單邊規格級准確度:A 比較制程實績平均值與規B 格中心值一致的程度﹔CD 精密度﹕A+ 比較規格公差寬度和制程A 變異寬度﹔B C D 制程能力指數﹕A+ 綜合衡量Ca 和Cp;A B C D定義計算公式等級標准Ca無Cp Cpk無50%<CaX - C T/2Ca=Ca ≦12.5%12.5%< ≦25%Ca 25%< ≦50%Ca T 6σCp=Cpu=USL-X3σCpl=X-LSL 3σCpk=Cp(1- Ca )1.67≦Cp1.33≦Cp<1.671≦Cp<1.330.67≦Cp<1Cp<0.67Cpk<0.670.67≦Cpk<11≦Cpk<1.331.33≦Cpk<1.671.67≦Cpk。
PCBA制程稽核讲义

报告阶段
列出问题点 汇总问题点 确定是否有重复发生状态 填写CAR 知会相关权责单位改善,CC部门主管
后续行动阶段
追踪职责单位回复CAR 审核职责单位回复的CAR是否合理且可执 行 依CAR的纠正措施和预防措施确定职责单 位是否有按CAR的内容在执行; 确定是否有改善效果 无效果则退回CAR至职责单位重新回复 若有效果,追踪一段时间,确认不会再发 ,则将CAR结案,进行另一个异常的追踪 (PDCA循环)
PCBA制程稽核
制程稽核名词解释
制程:通俗地可以理解为制造行业产品的整 个生产制造的过程:从来料到出货的全部过 程可统称制程。 制程稽核:In Process Quality Control, 简称IPQC,制程稽核是在在制品的过程中 起一个管制的作用。
制程稽核的意义
提前发现隐患问题,将一切可造成产品质量 或性能影响的因素排除,防止无确认的制程 而产生批量的不良品,从而减少制造中的成 本 一个好的制程稽核者往往是在问题发生前将 隐患排除,做到防患与未然。
稽核重点(二)
PCB,IC,BGA烘烤
1:确定烘烤设备是否正常 确定该机种PCB,IC是否要烘烤 2:确定烘烤的温度,时间是否依标准进行设定 3:确定烤箱进出记录表是否填写完整 4:确定烤箱周边PCB的摆放是否合理
5:确定烤箱及周边的5S是否合格
稽核重点(三)
锡膏
1;确定锡膏冷藏温度是否为0-10度 2:确定温度表是否有校验,校验是否过期,是否正常; 3:确定”冰箱温度记录”表是否有及时如实记录; 4:确定锡膏回温是否为常温下4H; 5: 确定是否在锡膏管制卡上填写锡膏回温时间,回温完成时间,室温下保 存有效期限并在使用人处签名 6:确定搅拌锡膏时间是否为2-3分钟,若手工搅拌,其是间是否为10分钟 7:确定未使用完后的锡膏是否在60分钟内回收好,并是否盛放锡膏的容 器放回冰箱存放; 8:确定每一瓶锡膏的使用是否有在”SMT红胶/锡膏使用记录表上做好相 应的记录 9: 确定锡膏开封后没有在有效期限内使用完毕的锡膏,是否有由操作员 贴上红色标签放于危险品垃圾箱作报废处理
PCB制程异常处理
11,銅厚不符
2012年2月14日星期二 Writer:Loven(曾憲忠) 24
制 程
序 號
電鍍
圖片
問題點名稱
线路分层
其它可能發 生制程
問題描述
线路分层
原因分析 標准
1.IU或CUII前处理不彻 底,造成CU面结合不牢 2.槽液温度过低等参数 不当致CU层沉积粗糙, 与前者之CU不能很好 结合 3. D/F湿影不彻底
對策
(2.3.可通过 做切片观查, 以作为参考)
1
2
线路凹 陷
1.基材本身有针点凹陷 不良(检查基板表面) 2.压合时CU皮表面沾尘 或PP质量不良造成压 合后此瑕玼 3.电镀铜时因槽液特别 是光泽剂不正常导致 CU积不良
1.凹陷直径 ≤10mil(大铜面 15mil)每面不超过 10点。 2.同一区域不可同 时出现4点上述情 况凹陷。 26
圖片
問題描述
1,銅殘 2,大銅面上的銅有 藥水咬過的痕迹
原因分析 標准
1.D/F沾膜,撕膜不净,导 致蚀刻时被蚀掉 2.板面沾胶或沾药水导 致CU面无保护层 3.电镀部分喷嘴不损造 成局部过蚀 1.其缺口、针孔 任何方向长度 不超过1mm。 2.单一板面每 100 in2不超过4 点。
對策
對策
1
干膜脱落
不允 许
2
干膜脱落
1.干膜挈性不足,较 脆 2.CU板板面杂物或 巴厘过高 3.贴膜后静置时间 过长或显影速度过 慢
不允 许
2012年2月14日星期二
Writer:Loven(曾憲忠)
18
制 程
序 號
內層
問題點名稱
干膜脱落
其它可能發 生制程
圖片
PCB制程管控及审核重点

加强制造过程的监控,确保工艺参 数正确;采用高可靠性的材料和工 艺;定期检查PCB线路,发现断路 及时修复。
常见问题三:阻抗不匹配
总结词
阻抗不匹配是指PCB上的线路阻抗与预期值不符,导致信号传输质 量下降的现象。
详细描述
阻抗不匹配可能由线路宽度、长度、介质常数等参数变化引起。阻 抗不匹配可能导致信号反射、失真或延迟。
流程监控
对制程中的关键环节进行 实时监控,确保流程的稳 定性和一致性。
管控工具与技术
工具选择
根据制程需求,选择合适 的生产设备和检测工具。
技术更新
关注行业新技术发展,及 时引进和应用先进的制程 技术。
工具维护
定期对生产设备和检测工 具进行维护和保养,确保 其正常运行和准确性。
管控标准与规范
标准制定
PCB制程管控及审核重点
目 录
• PCB制程概述 • PCB制程管控要点 • PCB制程审核重点 • PCB制程常见问题及解决方案 • PCB制程发展趋势与展望
01 PCB制程概述
PCB制程简介
PCB制程是将电子零件与电路以导电铜箔印刷的方式,安装在基板(PCB)上,以 实现电子电路的连接与组装的一种工艺。
THANKS FOR WATCHING
感谢您的观看
柔性PCB技术
总结词
柔性PCB技术具有柔性和可弯曲的特性,适用于各种不规则表面和空间受限的应 用场景。
详细描述
柔性PCB技术利用柔性基材和特殊的加工工艺,实现了PCB的可弯曲和可折叠特 性。这种技术广泛应用于穿戴设备、折叠屏手机等领域,为现代电子产品带来了 更灵活的设计和更轻薄的外观。
绿色环保PCB技术
02
良好的PCB制程可以简化生产流程,提高生产效率,降低生产
线路板制程稽核作业规范 (1)

磨板、丝印、预烤、曝光静置时间标识,线路显影后停放时间标识,沉铜后停放时间标识等;
4.2 稽核频率 :每班现场巡查稽核抽查;
4.3 稽核结果处理:
4.3.1 口头警示提醒:针对轻微违规项,采用口头警示的方式提醒责任单位改善,依月为单
位,一个月内相同岗位相同的违规连续提醒两次没有改善,从第三次开始每次处罚扣绩效分 10 分。
文件编号:
制/修订日期:
版
本:
页
码:
文件名称
印刷线路板制程稽核作业规范
4.1.8 生产使用的菲林必须按 SOP 规定频率进行清洁、标识、检查、记录。
4.1.9 生产过程中按 SOP 文件做自检动作,如锣板、啤板、测试、显影接板、阻焊文字丝印等;
4.1.10 生产过程中物料、产品要做好停放时间管控并做好相应的时间标识,如开油时间标识、
4.3.2 违反 SOP 文件要求作业,对产品品质、安全操作产生直接潜在影响:每稽核发现一次
对责任人扣绩效分 20 分;
4.3.3 严重违规已经对产品品质及安全操作产生影响,每次发现一次对责任人扣绩效分 50
分;主管连带扣绩效分 30 分。
5.相关记录
制程稽核缺失报告
XXXXXXX 公司
文件编号:
错感应设备等生产时处于正常开启工作状态;
4.1.4 生产设备在使用过程中应没有泄露;
4.1.5 槽液、槽体、过滤系统的管理维护:按规定的频率对化学药水进行添加,按化验结果对药
水进行补充;按规定的频率对槽液进行更换及槽体清洁;按规定的频率对过滤系统如过滤网、过滤
芯进行清洗或更换;按规定的液位对槽液进行添加维护;
XXXXXXX 公司
文件编号:
制/修订日期:
PCB制程管控及审核重点
流 “程爱呼吸作"护用士俱乐
部 前處理 清除表面異物
Ih制ux程i 管Nu控rse Club
A.水破試驗 B.刷痕測試
覆 膜 將光阻劑(乾膜) A.儲存條件,FIFO及保存期限 加諸於基板表面 B.氣泡,皺折,髒點
稽核重點 測試記錄
管控方式 重修管控
前處理 外層
覆膜
曝光 AOI
乾膜
銅箔 膠片 基板 膠片 銅箔 乾膜
棕化 壓合
預疊
壓合
銅箔 膠片 基板 膠片 銅箔
鉆靶 清洗
半撈 去毛邊
流 程“爱呼作吸"用护士俱乐 制 程Ih管u控xi Nurse Club 稽 核 重 點
部
鑽 孔 通孔製作 A.鑽針管控
報廢管制及研磨記錄
B.機臺參數設定
斷針檢查及處理程序
C.孔數,孔偏,孔壁粗糙
首件檢查記錄
鑽孔
鑽孔
銅箔 膠片 基板 膠片 銅箔
“爱呼吸"护士俱乐 部
Ihuxi Nurse Club
PCB 制程管控及稽核重點
04/12
“爱呼吸"护士俱乐 部
內層
Ihuxi Nurse Club
壓合
鑽孔
包裝出貨
多層板 一般製作流程
外觀檢驗
電鍍 外層 防焊
電測
成型
表面處理
文字
流 程“爱呼作吸用"护士俱乐 裁 切部 將基板裁切至
適當工作尺寸
Ihu制xi程N管u控rse Club
流 “程爱呼吸作"护用士俱乐
Ihuxi制N程ur管se控 Club
去毛部頭 去除鉆孔於板面產生 A.水破試驗
之多餘殘屑
B.刷痕測試
pcb制程常见不良及分析技术
印刷电路板(P.C.B)制程的常见问题及解决方法
资料整理:袁斌
特别说明:本教程内容基本上来自己本人的工作经验总结及网站网友提供的技术援助,适用於PCB行业培训及各位PCB同行借鉴之用。
在此特别感谢。
对本资料有任何意见和建议请和本人联系。
联系方式:E_MAIL:******************&*******************
目录:
(一)图形转移工艺 (2)
(二)线路油墨工艺 (4)
(三)感光绿油工艺 (5)
(四)碳膜工艺 (7)
(五)银浆贯孔工艺 (8)
(六)沉铜(PTH)工艺 (9)
(七)电铜工艺 (11)
(八)电镍工艺 (12)
(九)电金工艺 (13)
(十)电锡工艺 (14)
(十一)蚀刻工艺 (15)
(十二)有机保焊膜工艺 (15)
(十三)喷锡(热风整平)艺 (16)
(十四)压合工艺 (17)
(十五)图形转移工艺流程及原理 (20)
(十六)图形转移过程的控制 (24)
(十七)破孔问题的探讨 (28)
(十八)软性电路板基础 (33)
(十九)渗镀问题的解决方法 (38)。
PCB(射频单板)外协厂防静电稽查CHECKLIST

PCBA (射頻單板) 外 協 廠 防 靜 電 稽 查 CHECKLIST
工具、
備注:
1.問題級別的表征意義:A-非常重要、B-重要、C一般
2.查檢結果的表征意義:3-完全滿足要求、2-基本滿足要求、1-部分滿足要求、0-不滿足要求、N/A-不涉及
3.完全滿足要求:抽樣數中100%的滿足要求;基本滿足要求:抽樣數中大於或等於90%小於100%的滿足要求;部分滿足要求:抽樣數中大於
4.稽查過程,請按實際情況在查檢結果欄相應位置打"v".
5.在外協廠論證時,必須滿足所有檢查要點要求時才能通過ESD論證.
i.A類問題必須全部為滿足要求.
ii.B類問題必須90%以上完全滿足要求,100%基本滿足要求.
iii.C類問題必須有60%以上完全滿足要求,100%以上基本滿足要求.
6.外協廠論證通過後,在生產華為單板過程中,如稽查發現問題,按如下規定操作:
i.A類問題必須全部為基本滿足要求或以上,並且總分不得少於46分,否則必須停線整改,整改後必須通過華為ESD小組確定才能生產.
ii.B類問題必須70%以上完全滿足要求,90%以上基本滿足要求,並且總分不得少於110分,否則必須限期整改,並對供應商進行扣分處理.
如限期整改未完成,將進行停線處理.
iii.C類問題必須有50%以上完全滿足要求,80%以上基本滿足要求,總分不得少於42分,否則必須限期整改.如限期整改未完成,將進行
扣分處理.。
制程稽核技巧 2020.8.20
3.查证异常,求真求实---掌握现时,现地,现物;
处理异常的方式:
1.依据事实现况与规范开立异常通知单;
2.管制异常产品/设备之处理状况;
3.后知后段稽核人员持续管制---环环相扣.
P4
稽核的技巧:
P5
1.询问法:直接问作业者他该做的动作,并与规
范核对是否相符;
P3
相信事实的真相只有一个,以追根究底
的精神配合求真求实态度及抽丝剥茧
的方法,查证每一件事.
稽核的定义:
1.与正式文件/规范要求不符合;
2.与正式会议纪录要求不符合;
3.作业者已知异常却未予处理或标示/区隔者.
P3
处理异常的态度:
P4
1.就事论事,有依有据;
2.现象描述,清楚明确---人,事,时,地,物,数量;
2.比对法:比对作业者的动作是否与规范要求
相符或产品/设备的外观/条件是否
符合最新文件要求;
3.反证法:先假设作业者的动作是错误的,再寻
求一切规范/文件来证明作业者是正
确的,若无法推翻假设,判定为异常.
4.验证法:为反证法的相反方向,先假设作业者
P5
稽核的技巧:
P6
动作是正确的,再寻求一切规范/
文件来证明作业者是正确的,若
先假设作业者的动作是错误的再寻求一切规范文件来证明作业者是正确的若无法推翻假设判定为异常
P1 P1
稽核的目的:
P2
确认作业者已经知道他该做的事,并且已经做对!
稽核的责任:
1.反映生产线不符合文件规范的事件; 2.预防整批性/大批量产品外观异常; 3.预防设备制程条件设定异常或偏移.
P2
稽核的精神:
稽核员的专业技能
PCB行业现场稽查要点
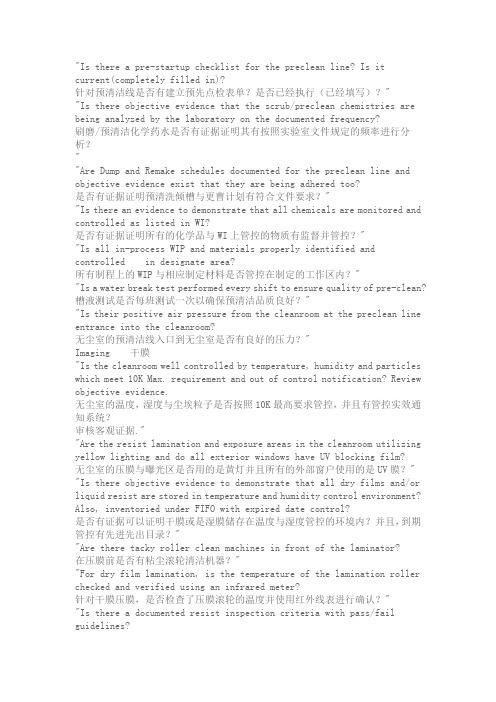
"Is there a pre-startup checklist for the preclean line? Is itcurrent(completely filled in)?针对预清洁线是否有建立预先点检表单?是否已经执行(已经填写)?""Is there objective evidence that the scrub/preclean chemistries are being analyzed by the laboratory on the documented frequency?刷磨/预清洁化学药水是否有证据证明其有按照实验室文件规定的频率进行分析?""Are Dump and Remake schedules documented for the preclean line and objective evidence exist that they are being adhered too?是否有证据证明预清洗倾槽与更曹计划有符合文件要求?""Is there an evidence to demonstrate that all chemicals are monitored and controlled as listed in WI?是否有证据证明所有的化学品与WI上管控的物质有监督并管控?""Is all in-process WIP and materials properly identified and controlled in designate area?所有制程上的WIP与相应制定材料是否管控在制定的工作区内?""Is a water break test performed every shift to ensure quality of pre-clean?槽液测试是否每班测试一次以确保预清洁品质良好?""Is their positive air pressure from the cleanroom at the preclean line entrance into the cleanroom?无尘室的预清洁线入口到无尘室是否有良好的压力?"Imaging 干膜"Is the cleanroom well controlled by temperature, humidity and particles which meet 10K Max. requirement and out of control notification? Review objective evidence.无尘室的温度,湿度与尘埃粒子是否按照10K最高要求管控,并且有管控实效通知系统?审核客观证据.""Are the resist lamination and exposure areas in the cleanroom utilizing yellow lighting and do all exterior windows have UV blocking film?无尘室的压膜与曝光区是否用的是黄灯并且所有的外部窗户使用的是UV膜?" "Is there objective evidence to demonstrate that all dry films and/or liquid resist are stored in temperature and humidity control environment? Also, inventoried under FIFO with expired date control?是否有证据可以证明干膜或是湿膜储存在温度与湿度管控的环境内?并且,到期管控有先进先出目录?""Are there tacky roller clean machines in front of the laminator?在压膜前是否有粘尘滚轮清洁机器?""For dry film lamination, is the temperature of the lamination roller checked and verified using an infrared meter?针对干膜压膜,是否检查了压膜滚轮的温度并使用红外线表进行确认?""Is there a documented resist inspection criteria with pass/fail guidelines?是否有文件规定的干膜检验标准指导书以判定接受或判退?""Is all in-process WIP and materials properly identified andcontrolled in designate area? Including expiration date on age sensitive material?所有的制程WIP与材料是否有相应的定义并管控在制定区域?包括老化敏感材料有效期过期?""Is there a documented resist strip/rework procedure with the maximum number of reworks identified?是否有文件规定干膜剥膜/重工程序有定义最大的重工次数?""For dry film lamination, is the temperature of the lamination roller checked and verified using an infrared meter?对干膜压膜,是否有对压膜滚轮温度进行检验并对红外线表表进行确认?""Is there a latest revision control on working film?是否对工作菲林的最新版本进行管控?""Is there an evidence that a maximum number of exposures has been established and the number of exposure times of working film is monitored? 是否有证据表明管控了曝光的最大次数并对工作菲林曝光次数进行监控?""Is the artwork cleaned after defined exposure times using tacky roller? Review the condition of the tacky rollers.在确定曝光次数后,是否使用粘尘滚轮对底片进行清洁?审核粘尘滚轮的状况?""Are there tools and procedures with tolerance limits in place for front-to-back registration verification during the artwork setup? Is it identified as a critical SPC parameter?在底片设计阶段,是否确认了前后对准度的工具/制程最大公差?是否被定义为关键SPC参数?"" Is the front to back verified during this process?在这些制程是否对上下对准度进行确认?""Is the maximum number of permissible exposures documented with a system to track the number of exposures?可允许的最大曝光次数是否有文件规定并有相应的系统对其跟踪?""Is there an evidence that the number of exposure times of working film is monitored and the artwork is not being used beyond documented useful life?是否能证明菲林的曝光次数有进行监控并且底片没有超出文件规定的使用期限?"" Is the max holding time between expose and develop documented and followed?曝光和显影之间是否文件规定最大的静置时间并有按照此要求执行?""Is their a pre-startup checklist for the DES line? Is itcurrent(completely filled in)?DES 线是否有预启动点检表?是否已经进行(有完整地填写)?""Is there an evidence to demonstrate that all chemicals are monitored andcontrolled as listed in WI?是否能证明所有的化学品有进行监控并有管控WI清单?""Are all in-process WIP and materials properly identified and controlled in designate area?所有的制程上WIP与材料是否有定义并管控在指定的区域?""Are defectives and rework schedules documented for the DES line and objective evidence exist that they are being follow?DES线是否有文件规定不良品与重工计划,并且有客观证据说明有按照其要求执行?""Is a first article run prior to etching the lot to confirm etcher settings and linewidths?在批量蚀刻前是否先进行首件确认,以保证蚀刻机设备与线径?""Is the etch unifomity monitored at least monthly and records maintained as a quality document?是否至少定期稽核一次蚀刻站并有相应的维护记录作为品质文件?""Are the etcher conveyor speeds defined and documented by copper weight/thickness?蚀刻机运作速度是否有规定并且有文件规定铜重量/厚度?""Is the filtration system adequate? What's the clean frequency and renew frequency?过滤系统是否完善?清洁频率与更换频率是多少?""Are there documented maximum final rinse water contamination levels, rinse flow rates and are these verified by conductivity measurements? 是否有文件规定最大水洗污染水准,水洗流动率与对传导性进行确认?""Are the cores observed coming off the DES line clean, dry and stain free? 是否有专门的对DES线清洁,烘干与无沾污进行检验?""Does the stripping module contain a filtering system for the removal of the dry film resist?剥膜机是否有过滤系统以去除干膜膜屑?""Are seperators used to separate each core (signals & power/grounds) to prevent scratches?是否有作业员单独操作每个重要项目(信号,电能,地面)以防止刮伤?" "Are there identified schedule of cleaning the seperaors?是否规定作业员的清洁计划?""Is there a system in place to identify which linewidths to be measured on a core?现场是否有系统规定主要测试哪条线径?""Are linewidth measurement frequency documented and is the frequency at a minimum of the first core, middle and last core off the line in the lot? 是否有文件规定线径测试的频率?"Subsection scores部分得分Section 6 - AOI of innerlayer 外层AOI"Is AOI perform 100% inspection for all signal layers?所有層數是否100%进行AOI检测?""Are all WIP properly identified and place in the desinated area?所有的WIP是否有相应的规定并放置在指定的区域?""Are the power / ground layer inspected per historical statistics sampling plan?是否对能源/接地层进行检验并按照抽样计划定期统计?""Are the AOI programs data base on customer's data and are all the critical AOI settings and programs established by Engineering?是否根据客户资料制定AOI程序,并且由工程建立所与的AOI关键参数设备与程序?""Does the AOI program have appropriate parameters programed to cover minimum linewidths, minimum spacing, dishdowns, etc?AOI程序是否有相应的参数,其涉及到最小线径,最小间距,等?""Is a standard defect board used to verify each AOI machine is catching all defects at the beginning of each shift?是否有不良标准板用于确认每台AOI机是否能够在开始每批测试前测出所有的不良?""Is there a system in place to notify the Image Area for first articles with repeat defects?现场是否系统要求干膜首件发现重复不良时作出相应的通知?""If excess random defects are detected on a lot is this information immediately fed back to the DES operation for review and action? i.e. excess copper, nicks, shorts, opens?若一批内出现了各种不良,此信息是否立即反馈给DES作业员并审核其作业动作?例如:残铜,线路缺口,短路,断路?""Is the AOI defect verification performed on separate verification stations and defect data collected and reported in a meaningful manner? AOI不良确认是否有独立的确认站并且有收集不良资料并进行有意义的报告?" "Are repaired panels re-AOI to confirm all defects were found and repaired? 修补后的板子是否有重新过AOI确认找出的不良已经全部修补OK?""Are yields tracked daily at AOI and feedback loop to I/L process improvement team established? Are first pass yield and final yield targets defined?AOI站的产率是否每日进行跟踪并及时反馈给I/L制程建立相应的改善小组?是否对直通率与最终生产率目标进行定义?""Are corrective actions taken if yields fall below target?若产量低于目标,是否采取相应的改善措施?""Is pareto analysis used to determine the top defects? Is effective continuous improvement used to eliminate top defects?是否针对最高不良项目有要求使用柏拉图进行分析?是否采取持续有效的改善方法以减少最高不良?""Does the rework instruction comply with Synaptics Spec and IPC specification?重工指导书是否符合synaptics规格与IPC规范?""Is there clear instruction to scrap the parts if more than three open circuit found at rework?是否有明确的说明若重工时超过3条线路断路,则报废?""Is the tape test and resistance measurement performed on the welded traces to ensure the reliability of repair?是否针对已经焊接的线路进行胶带测试,以确保修补板的信赖性?" Subsection scores部分得分Section 7 - Lamination 压合"Is there evidence exist that the Oxide Chemistry supplier has audited the line in the previous three months? If so, were actions taken?是否能证明棕化药水供应商在3个月前有对棕化线进行稽核?若有这样做,是否采取了相应的措施?""Have DOEs been conducted to verify the optimum oxide thickness to ensure no delamination after thermal stress test?是否有进行DOE确保最好的棕化厚度以保证在热压测试制程发生分层?""Are all in-process WIP and materials properly identified and controlled in designate area?所有在制品WIP与材料是否有定义并管控在指定的地方?""Is the microetch rate monitored? Is it under SPC control with calculated control limits and are the charts & actions current?是否对微蚀率进行监控?其是否有SPC图管控并有正在进行的措施?""Are oxide bond strength test performed for all material types for each oxide line used on Synaptics Product on a weekly basis?氧化粘合强度测试是否针对synaptica产品的所有材料类型的每条线每周进行一次测试?""Are the oxide chemistries on a auto-dosing system?棕化药水是否有定量给料系统?""Is DI water used for rinses?是否使用DI水进行水洗?"Are the cores exiting the machine dry and stainfree?机器是否干燥并无污染?"Is there an evidence that black oxide thickness is well controlled? 是否能证明黑化厚度有很好的管控?""Are the oxided panels uniform in color, appearance and free of scratches/handling damage?氧化板是否颜色统一,外表无刮伤/或操作导致损坏?""Is ionic contamination test conducted once/shift as defined in the Synaptics specification?离子污染测试是否按照synaptics规范要求每次换班执行一次?""Are cores reworked at oxide? If so, is there a documented rework procedure with the maximum number of reworks established?氧化线是否重工?若有重工,是否有文件规定最大重工次数?""Is the lay-up done in a clean room with adequate temperature and humidity control?叠合线无尘室是否有相应的温度与湿度管控?""Are there established hold-times for oxide cores in tha layup operation? 是否规定氧化线-叠合作业的静置时间? ""Are all in-process WIP and materials properly identified and controlled in designate area?所有在制品WIP与材料是否有定义并管控在指定的地方?""Is there a procedure in place to insure the stack-up is performed per layup provided and approved by Synaptics?现场是否有文件以确保每对预叠有按照synaptics承认的要求执行?""Is the material profile done regularly to ensure the actual cooldown rate not exceed 5 deg C / minute? What is the heat rise and cool down rate? 是否定期检查以确保实际降温率不超过5度/分?温度升温与降温速率是多少?""Are steel plates cleaned for each cycle and polished periodically? Is the thickness of the steel plate checked regularly?每批钢板是否定期清洁并打磨?钢板的厚度是否定期检查其厚度?""Is there an evidence that lamination press platen flatness/parallelism is checked a minimum of once/six months?是否能证明压合平台是否平整/平行并至少1-6个月检查一次?""Is board thickness measured after lamination on all panels or on appropriate sample size at a min 5 points on each panel?压合后的板厚是否进行抽樣检验, 对每PNL至少检验的5个点?""Is there X-ray punch with accuracy compensation design for registration control?X-RAY冲床是否管控对准度的设计补偿精确度?""Is there a documented quality inspection procedure for resin spots on laminated panels?是否有品质检验程序文件对压合板数脂沾污进行定义?""Is the Tg and delta Tg checked weekly for all material types used for Synaptics product on each lamination press?所有用于synaptics型号的板材,是否每周对压合产品检测一次TG与△TG?" "Does there exist a documented accept/reject criteria at pre-drill x-ray for misregistration?是否有文件规定X-RAY钻孔对准度的接受/判退标准?""Is there a documented routine dimensional measurement confirmation performed on the x-ray pre-drill measurement system?是否有文件定义对X-RAY钻孔系统进行尺寸测量确认?"Subsection scores部分得分Section 8 - Drilling 钻孔"Does the drilling machine have broken bit and wrong bit size detection capability?钻孔机是否有破损钻咀与不良钻咀尺寸鉴定能力?""Does the traveller clearly define all the drilling parameters including stack height?钻孔机是否能够清楚地定义钻孔参数,包括堆叠厚度?""Is the drilling program checked prior to being released for production? 是否在开始生产国产前,对钻孔程序进行检验?""Is there evidence to demonstrate that spindle run-out is well controlled? 是否能证明钻轴偏移管控良好?""Is the stack height, maximum hit per drill bit, and feeds and speeds as a function of laminate type, board thickness, layer count and hole size controlled properly?堆叠高度,每钻咀的最大钻次,进刀速度是否对板材类型,板厚,曾数,与孔尺寸进行管控?""Are drill bit registration checked by cross-section or X-ray? What is the frequency?是否通过切片或X-RAY对钻咀对准度进行检验?频率是多少?""Do action plans exist for investigating and reducing broken bits? Does objective evidence exist that this is in control?是否对钻咀破损有调查改善计划并减少了不良次数?是否有客观证据证明已经有管控此项?""Is there a documented drill rework/repair procedure with quality checks? 是否有文件规定钻孔重工/修补程序并有相关品质点检表?""Are PCB's with missing holes placed back on the drill machine and drilled? 所有PCB漏钻孔位于钻孔机台面上已经钻过的位置?""Are resharpened drill bit inspected and identified prior to use?再次研磨的钻咀是否在使用前进行检验与确认?""Are the maximum number of re-sharpens documented & controlled?是否有文件规定并对最大研磨次数进行管控?""Are Aluminum plates inspected for dents and scratches before use?在使用之前是否对铝板进行检验,以确保无凹陷与刮伤?""Are output boards at the bottom of each spindle inspected on the hole size & location, hole registration and hole quantity etc?每轴底部的板子是否检验其孔尺寸,孔位,孔对准度与孔数量等?""Is there a general inspection procedure with Drilling accuracy, Hole size, Hole quantity, Hole location and Copper surface appearance defined?对钻孔精确度,孔径,孔数量,孔位与铜箔表面确认,是否有相应的检验程序?""Are drill machines capability data for hole position accuracy traceable for each machine and spindle?钻孔机孔位对准度能力数据是否对每台机器/每轴进行跟踪?""Are drill machines capability data for runout traceable for each machine and spindle?钻孔机偏移度是否追踪到每台机器/每轴?""Is registration monitored by Perfect Test machine or X-ray check after Drilling?在钻孔后是否通过良品测试机器或X-RAY检验其对准度?""Is SPC used in Drilling process?钻孔制程是否使用SPC?""Are all passed/rejected boards properly labeled and segregated to avoid mixing or missing?所有的PASS/REJECT板是否贴有相应的标签以避免混料或遗失?""Does all in process WIP and materials be properly identified and controlled?所有的WIP制程是否有相应的定义并进行管控?""Is there a SPC control implemented and control chart updated for critical parameters?是否有SPC管控并有最近更新关键参数管控?""Are relevant corrective actions taken toward all the out of control points?所有超出管控的项目是否有相应的改善对策?"Subsection scores部分得分Section 9 - Electroless 化学沉铜"Is there a pre-startup checklist for the Deburr line? Is itcurrent(completely filled in)?去毛刺线是否有启动前点检表?是否已经运行(完整填写)?""Are there air knives, fluid heads & ultrasonics on the deburr machine? 去毛刺机器是否有风刀,流动性&超声波?""Are all in-process WIP and materials properly identified and controlled in designate area?所有在制品WIP与材料是否有定义并管控在指定的区域?""Is a hole inspection/checker used after deburr for plugged holes? If so,are the data used for continuous improvement activities.在去冲孔孔内毛刺后,是否检验孔?若有,是否有持续改善的资料?""Are the surface of the boards and holes completely dry after deburr process?去毛刺后,板面与孔是否完全干燥?""Is there a pre-startup checklist for the Desmear line? Is it current? 去毛刺线是否有开机点检表?目前是否运行?""Are all in-process WIP and materials properly identified and controlled in designate area?所有在制品WIP与材料是否有定义并管控在指定的区域?""Are the temperatures, pumps, bath condition, tanks/sumps and process times on the line within the process specifications?生产线上的温度,抽水机,槽液条件等是否管控在制程规范内?""Is there an evidence that chemical analysis is performed periodically? 是否能证明化学药水分析有定期完成?""Is there a pre-startup checklist for the electroless line? Is it current (completely filled in)?化学沉铜线是否有开机点检表?目前是否运行(完整填写)?""Are all in-process WIP and materials properly identified and controlled in designate area?所有在制品WIP与材料是否有定义并管控在指定的区域?""Is backlight inspection performed to check the coverage of the electroless copper including both sides of the hole?是否检查化学沉铜的孔两面的背光?""Is dummy-plating performed as part of the start-up procedure before electroless copper plating product?化学沉铜在开始生产前是否有进行是试镀?""Is there a documented quality conformance procedure with accept/reject criteria for electroless plating line malfuctions(hoist, time, temperature, etc. interuptions) to insure the quality of the product in the line at the time of malfunction?化学沉铜线生产是否有规定的品质确认程序的判定接受/判退标准。
PCB制程设备能力稽核详解

1. 目的
PCB各制程设备能力在固定期间内做相关稽核测试,以确保各工序的设备能力稳定,同时反映出各制程的问题点, 以改善之确保制程稳定性,特订制此作业指导书。
2. 适用:
凡本公司内的PCB各制程应对工序
3. 职责
技术部:制定各工序设备能力测试项目、方法与频率,同时分析各制程能力是否稳定并提出改善或提升计划;生产部:执行各工序设备能力测试项目,并制定出记录表单进行记录,以便品管追查稽核之用;品质部:负责各制程能力测试结果的稽核与改善追踪
4. 管理内容:
4.1当本公司新制程或新设备导入试车,制程能力需要进行测试
4.1.1定义:因厂内生产所需且会影响产品品质之制程、设备,在增加新制程、变更型号,加装新功能时或引进新设备时适用
4.2当本公司因产能或某一制程缺少,需评估外包商时,制程能力需要进行测试
421定义:因厂内某单一制程产能存在瓶颈,或因业务产品订单需要,但暂缺某单一制程,需寻求外包商协同解决时,外包商的设备及制程均适用
4.3当本公司已经投入量产阶段,为确保制程稳定性,须定期检测制程能力
4.3.1定义:凡是厂内PCB制程均适用
4.4制程能力测试项目、方式及频率:
5.1制程管理计划作业指导书
6.附件
______________ 课制程能力测试点检表。
PCB制程管控及审核重点
PCB制程管控及审核重点PCB(Printed Circuit Board,印制电路板)作为电子设备的核心组件之一,其质量和性能直接影响着整个电子系统的稳定性和可靠性。
在 PCB 的生产过程中,制程管控和审核是确保产品质量的关键环节。
本文将详细探讨 PCB 制程管控及审核的重点,以帮助相关从业者更好地理解和把握这一重要领域。
一、PCB 制程管控的重要性PCB 制程管控旨在确保每个生产步骤都按照预定的规范和标准进行,从而生产出符合设计要求和质量标准的 PCB 产品。
有效的制程管控可以:1、提高产品质量:通过对各个制程环节的严格监控和控制,减少缺陷和误差的产生,提高 PCB 的成品率和可靠性。
2、降低生产成本:减少废品和返工,优化生产流程,提高生产效率,从而降低生产成本。
3、满足客户需求:确保 PCB 产品能够满足客户对性能、规格和交货期等方面的要求,提高客户满意度。
4、增强企业竞争力:优质的 PCB 产品有助于企业在市场竞争中脱颖而出,赢得更多的订单和市场份额。
二、PCB 制程管控的主要环节1、原材料管控覆铜板选择:根据 PCB 的性能要求和使用环境,选择合适的覆铜板类型(如 FR-4、铝基板等)、厚度和材质。
阻焊剂和油墨:确保阻焊剂和油墨的质量、颜色和耐腐蚀性符合要求。
化学药水:对蚀刻液、电镀液等化学药水进行定期检测和分析,保证其浓度和成分稳定。
2、内层制作图形转移:采用光刻或激光直接成像等技术,确保内层线路图形的精度和准确性。
蚀刻:控制蚀刻速度和蚀刻因子,避免过蚀或欠蚀,保证线路的线宽和间距符合设计要求。
内层检验:对内层线路进行自动光学检测(AOI)和人工目检,及时发现和修复缺陷。
3、压合层压参数:控制层压温度、压力和时间等参数,确保各层之间的结合力和平整度。
半固化片:选择合适的半固化片类型和厚度,保证 PCB 的厚度和介电性能。
压合后检验:检查压合后的 PCB 是否存在分层、气泡等缺陷。
4、钻孔钻孔参数:根据 PCB 的板厚、孔径和孔数等因素,设置合适的钻孔速度、转速和进刀量。
基于AOI技术的PCB常见质量缺陷检测

基于AOI技术的PCB常见质量缺陷检测AOI技术全称为自动光学检测技术,是一种高效、准确的PCB(Printed Circuit Board,印刷电路板)质量检测方法。
与传统的人工目测相比,AOI技术具有高速、高精度、全面检测等优势,大大提高了PCB质量检测的效率和准确性。
本文将介绍基于AOI技术的PCB常见质量缺陷检测方法,以帮助读者了解此项技术在PCB生产中的应用。
一、AOI技术概述自动光学检测技术(AOI)是一种通过相机和图像识别算法对PCB进行检测的技术。
它能够高速、高精度地检测PCB上的各种质量缺陷,如焊接质量问题、元件安装错误、器件缺失、短路和开路等问题。
通过对PCB表面进行全面扫描和检测,AOI技术可以快速识别出潜在的质量问题,帮助生产厂家提前发现并解决问题,确保产品质量。
基于AOI技术的PCB质量缺陷检测方法主要包括设备和软件两部分。
设备方面,通常采用高分辨率相机、光源、运动系统等硬件设备;软件方面,则是通过图像处理、算法分析等技术实现对图像数据的处理和识别。
这些设备和软件共同作用,使得AOI技术能够实现对PCB质量缺陷的准确检测。
1.焊点质量问题检测焊接是PCB生产中非常重要的一环,焊接质量的好坏直接影响到整个产品的性能。
通过AOI技术,可以实现对焊接点的检测,包括焊接完整性、焊料的分布均匀性、焊接角度等多个方面的分析。
AOI设备通过高精度的相机和图像处理软件,可以清晰地观察到焊接点的细节,从而实现对焊接质量的准确判断。
2.元件安装错误检测在PCB组装的过程中,可能会出现元件安装错误的情况,例如元件的位置偏差、方向错位、漏装等问题。
AOI技术可以通过相机对元件进行高精度的扫描和识别,实现对元件位置、方向、型号等信息的实时检测,能够准确判断元件是否安装正确、是否存在错位或漏装等问题。
3.器件缺失检测在PCB生产过程中,有时会出现器件缺失的情况,例如电阻、电容等元件未能完全安装到PCB上。
pcb 厂内制程审核计划
pcb 厂内制程审核计划
审核目标是啥?
咱们要看看PCB制造过程是不是都按照标准和质量要求来的,
能不能提高生产效率,减少不良品,还有优化成本控制。
要审核哪些地方?
审核的范围嘛,就是整个PCB生产的流程,包括买原材料、生
产线上的操作、品质检测,还有仓储管理这些。
重点看啥?
重点要看几个方面,首先,原材料得没问题,不能有过期或者
损坏的;其次,生产线操作得规范,设备得正常运行,工艺参数也
得准确;还有,品质检测得靠谱,不良品得及时发现和处理;最后,还得看看生产环境是否整洁,安全措施是不是做到位了,员工操作
是否规范。
怎么审核呢?
现场看看、文件审查、跟员工聊聊,这些都得用上,才能全面了解制程管理的真实情况。
多久审核一次?
每个季度都得全面审核一次,这样才能保证制程管理持续优化和改进。
谁来审核?
审核团队得由品质管理、生产技术、仓储管理这些部门的人组成,这样才能保证审核的专业性和权威性。
审核完怎么办?
审核结束后,得赶紧整理审核报告,把审核过程和发现的问题都记录下来,还得提出改进措施和建议。
后续跟踪怎么做?
对于审核中发现的问题,得进行跟踪,确保改进措施得到有效执行,这样制程管理水平才能持续优化。
PCB制程管控及审核重点
作用
去除鉆孔於板面產生 之多餘殘屑
除膠渣 去除孔內膠渣
化學銅 以化學置換方式於孔 內壁形成銅導體
制程管控
A.水破試驗 B.刷痕測試
稽核重點 參數於管制範圍
A.藥液配槽校驗
重修流程
B.背光級數/孔壁粗糙度 切片檢查記錄
銅箔 膠片 基板 膠片 銅箔
電鍍
Байду номын сангаас
去毛頭
除膠渣
化學銅
電鍍銅
流 程 作用
電鍍銅
以電鍍方式於孔內壁 形成銅導體,達到客戶 指定面/孔銅厚度
制程管控
稽核重點
A.面/孔銅厚度 B.手紋,刮傷,銅瘤 C.哈氏槽分析
重修流程 測試記錄
銅箔 膠片 基板 膠片 銅箔
電鍍
去毛頭
除膠渣
化學銅
電鍍銅
流程 作用
制程管控
前處理 覆膜
清除表面異物
將光阻劑(乾膜) 加諸於基板表面
A.水破試驗 B.刷痕測試
A.儲存條件,FIFO及保存期限 B.氣泡,皺折,髒點
稽核重點 管控方式 重修管控
管控方式 測試記錄
重修管控
乾膜 基板 乾膜
裁切 內層
前處理 AOI
覆膜 清洗
曝光 去膜
顯影 蝕刻
流程 作用
制程管控
稽核重點
曝 光 內層線路 影像轉移
A.無塵室管理 B.曝光能量及真空度 C.底片進出及報廢管制 D.底片版序及曝光次數管控
溫濕度,落塵量,傳遞門,人員著裝 管制記錄,重工管制 管控方式,報廢記錄 管控方式,監控記錄
覆膜
曝光 AOI
乾膜 銅箔 膠片 基板 膠片 銅箔 乾膜
顯影
蝕刻
PCB内层压合钻孔IPQC检验重点及缺点介绍
缺點現象說明
光學點不良
(光學點)定義: 用來對位之標記 原因說明: 底片架設不良導致光學點不良
凹陷
原因說明: 覆膜不良或油墨刮傷
15
缺點現象說明
板面指紋
原因說明: 曝光時手指紋碰觸造成
沖孔巴里
(巴里)定義: 沖孔完,孔邊所產生的膠渣 原因說明: 沖孔機的沖孔品質不良
16
缺點現象說明
Mylar未撕
(Mylar)定義: 為聚酯類透明覆片,可保護乾模 阻劑層在曝光前免遭外力傷害 原因說明: 顯影放板手忘記撕Mylar
17
壓合
一.壓合簡介:
先利用棕化線之氧化還原反應,在內層板 的銅面上形成氧化銅(絨毛),以增加壓合 製程時內層板與膠片之附著力;再利用 壓合機之高熱將膠片熔化,使銅皮與內層 板之間結合成多層板。
PCB内层压合钻孔IPQC檢驗重點 及缺点介绍
內層(濕墨、乾膜)
一.a.內層濕墨簡介:
在內層板表面附著上一層濕墨,再利用負片 底片做曝光;以顯影後所留下之濕墨做為阻 劑,再以酸性蝕刻液將多餘之銅面咬蝕掉,進 而獲得所需要的內層線路。
b.內層乾膜簡介:
運用乾膜光阻劑壓膜,再利用負片底片做曝 光、剝Mylar後,以顯影後所留下之乾膜做為 阻劑,再以酸性蝕刻液將多餘之銅面咬蝕掉, 獲得所需要的內層線路。
2
二.a.內層濕墨流程:
發料
酸洗
蝕刻
去墨
b.內層乾膜流程:
發料
酸洗
蝕刻
去膜
流程
壓墨 IPQC
烘烤 沖孔
曝光 AOI
顯影 出料
壓膜
曝光
剝Mylar
顯影
IPQC
沖孔
AOI
制程检验与稽核(三)
制程品質稽核的必要性
制程中的標準制定与執行及反饋
文件管制
制定,修訂
ME PQE IE PE FE
R&D ...
QII MPI
SPEC MN
BOM
TPI
...
反饋
SOP 執行
P/L PQC OQA ...
要求:
寫我所做,做我所寫,持續改進.
制程品質稽核的內容
企业班组长系列培训之三
制程检验与制程稽核
讲师: 朱义刚
內 容 提 要:
一:产品质量 二:检验与制程检验 三:检验报告处理系统 四:制程稽核定义 五:制程稽核的内容
什么是产品质量?
根据国际标准化组织制订的国际标准——《质量管理和 质量保证——术语》(ISO8402-1994)
产品质量是指产品“反映实体满足明确和隐含需要的能 力和特性的总和”。
制程檢驗站點
Power Production Process Flow
IQC
AI
PROCESS
AI
HAND
H/I
TOUCH
T/U
PI
INSERTION PI
UP
PI
ICT TEST
ASSY
PASS
PASS
A
OK
REJ
T/S
REJ
FAIL
T/S OK
T/S
FAN&
動態測試 ASSY 啟動測試 PI
老化
制程稽核的定義
制程稽核包括以下三項具体工作:
1. 內容—人;機器設備;材料;方法;環境 2. 文件---既有的作業規則或改善對策. 3. 效果確認---依據改善對策執行后的結果進行 記彔及反饋.
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1.目的
PCB各制程设备能力在固定期间内做相关稽核测试,以确保各工序的设备能力稳定,同时反映出各制程的问题点,以改善之确保制程稳定性,特订制此作业指导书。
2.适用:
凡本公司内的PCB各制程应对工序
3.职责
技术部:制定各工序设备能力测试项目、方法与频率,同时分析各制程能力是否稳定并提出改善或提升计划;
生产部:执行各工序设备能力测试项目,并制定出记录表单进行记录,以便品管追查稽核之用;
品质部:负责各制程能力测试结果的稽核与改善追踪
4.管理内容:
4.1 当本公司新制程或新设备导入试车,制程能力需要进行测试
4.1.1 定义:因厂内生产所需且会影响产品品质之制程、设备,在增加新制程、变更型号,加装新功能时或引进
新设备时适用
4.2 当本公司因产能或某一制程缺少,需评估外包商时,制程能力需要进行测试
4.2.1 定义:因厂内某单一制程产能存在瓶颈,或因业务产品订单需要,但暂缺某单一制程,需寻求外包商协同
解决时,外包商的设备及制程均适用
4.3 当本公司已经投入量产阶段,为确保制程稳定性,须定期检测制程能力
4.3.1 定义:凡是厂内PCB制程均适用
4.4 制程能力测试项目、方式及频率:
5.相关文件
5.1 制程管理计划作业指导书
6.附件
______________课制程能力测试点检表。