冲压巡检记录表
冲压首末件检验记录表
判定
组 长:
IPQC:
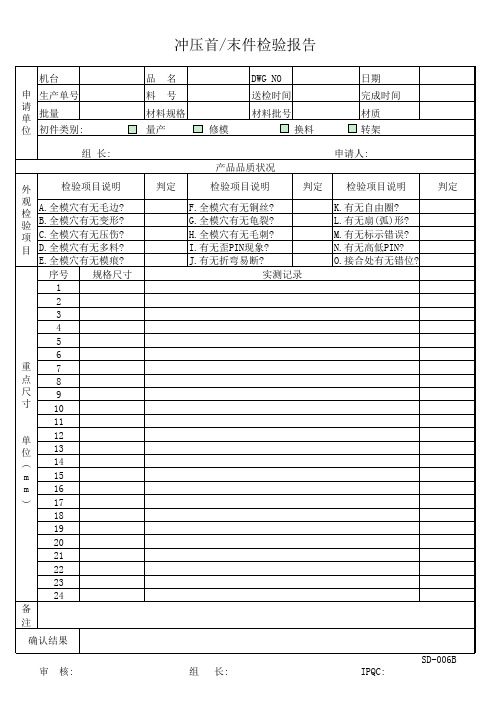
SD-006B
(
)
冲压首/末件检验报告
机台
申 生产单号 请 单 批量 位 初件类别:
品名 料号 材料规格 量产
修模
DWG NO 送检时间 材料批号
换料
日期 完成时间 材质 转架
组 长:
外
检验项目说明
观 检
A.全模穴有无毛边?
验 B.全模穴有无变形?
项 C.全模穴有无压伤?
目 D.全模穴有无多料?
E.全模穴有无模痕?
序号 规格尺寸
1
2
3
4
5
6
重
7
点
8
尺
9
寸 10
11
单 12 位 13
14
m
15
m 16
17
18
192021源自222324
备
注
确认结果
审 核:
产品品质状况
申请人:
判定
检验项目说明
判定 检验项目说明
F.全模穴有无铜丝? G.全模穴有无龟裂? H.全模穴有无毛刺? I.有无歪PIN现象? J.有无折弯易断?
实测记录
K.有无自由圈? L.有无扇(弧)形? M.有无标示错误? N.有无高低PIN? O.接合处有无错位?
冲压模具检查记录表范例

3 预备品的冲头数量?
全
1 模具重量及尺寸合理吗?
2 快速定位加工安装尺寸良好吗?
3 气压接头座安装在F面右边良好吗?
K. 4 压力中心的标识良好吗? 型 5 模具定位键槽加工尺寸良好吗?
生 6 模具锁付用U型槽位置、宽高良好吗?
产 准
7 模具闭合高度合理吗?
备 8 行程止块位置与高度良好吗?
方 9 闭模钮L、R记号良好吗? 式 10 下型板件合模接触良好吗?
12 活塞顶杆承压面有否压凹或污物?
13 打料杆位置及强度是否合理?
1 E. 2 导 向3
4
导板导柱的润滑油槽良好吗? 导板导柱的导入部R角良好吗?
导向装置排气槽有无阻塞? 导柱导套的组立良好吗?
F. 1 凸轮的回复动作良好吗?
凸 2 从动凸轮的超出量良好吗?
轮 、
3 凸轮插刀面接触面良好吗?
斜 4 凸轮组立精度良好吗?0.03/1m
凌云冲压模具检查表
静态检查项目 动态检查项目
承制厂商
课长
组长 设计
检查者
车型年 生产线
件号
件 名
工程号/工 程名
模具尺寸
模具重量
区项 分次
检查项目
状自检会 区项 态检查检 分次
检查项目
状 自 检会 区项 态 检 查检 分次
检查项目
状自检会 态检查检
说明
记自检会 号检查检
A. 1 指定涂装及标识位置、内容完整正确 表 2 顶杆位置示意图有否? 面
11 顶料机构形状、动作、装配良好吗?
1 破裂、裂痕
2 皱纹、波浪
L. 3 咬伤、压伤 制 4 毛边、翻边 件 品 5 折边、整形面不平 质 6 制件棱线清晰度
冲压设备每日点检表

. 年 月冲压设备每日点检表
机台号:
序 号 点检项目
日期
1 检查机台是否有异常声
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
備註
2 检查润滑系统是否正常 3 检查空气压力是否正常
4 检查各个开关按钮是否正常 5 检查闭模刻度是否正常
6 检查机台温度是否正常 7 检查各处油量是否充足
8 检查是否有漏油
9 机台是否清洁
10 马达是否正常
11 送料架是否正常
12 送料机是否正常
13 收料机是否正常
点检人
查核人
备注:1. 每日上班半小时内由操作员做好各项检查(含5S),正常项打ˇ,不正常打×,同时向主管报备。 2. 每日上班1小时内当班负责人确认各相关内容。 3. 此表由白班人员填写
核准:
审核:
表單編號: 制表:
冲压过程质量巡检记录表
10
工艺验
证
按规定及时对工艺参数的连续监控记录,每班生
产前工艺参数需经过班长的检查验证,首件质量
需经检验员确认后才可开始后续生产
0.5分
10
检查
按照工艺要求认真填与自检卡,做好自检、互检
0.5分
10
6
生产
场地
零件码 放
零件总成要放到相应的工位器具, 并码放整齐在 焊接和搬运过程中轻拿轻放,保证零件在工位器 具中整齐摆放,不得超高以防工件磕碰、划伤。
检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
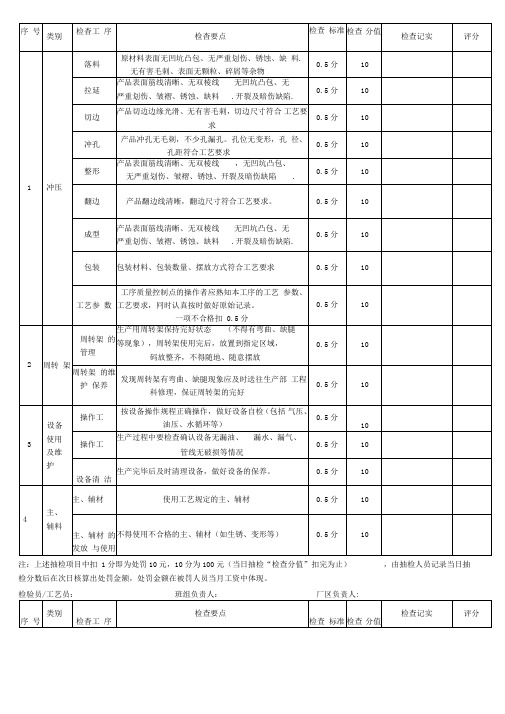
序 号
类别
检杳工 序
检查要点
检查 标准
检查 分值
检查记实
评分
5
工艺
执行
情况
工艺文
件管理
工艺文件摆放到定置规定的位置,不得随意涂改 撕毁、污染等
0.5分
10
工艺文
件执行
按照工艺文件进行生产,保证总成的质量
0.5分
10
8
信息 反馈
操作工 记录
按工乙要求认真填与生产记录单(工乙、质量、 设备工装等)
0.5分
10
设备信 息反馈
设备工装出现问题应停止生产,及时通知维修人 员,待故障排除后方可生产
0.5分
10
设备信 息反馈
设备和工装出现故障,需同时通知检验员到场确 认是否影响零件质量,若影响必须向前追溯
0.5分
管线无破损等情况
0.5分
10
设备清 洁
生产完毕后及时清理设备,做好设备的保养。
0.5分
10
4
主、
冲压自检记录表
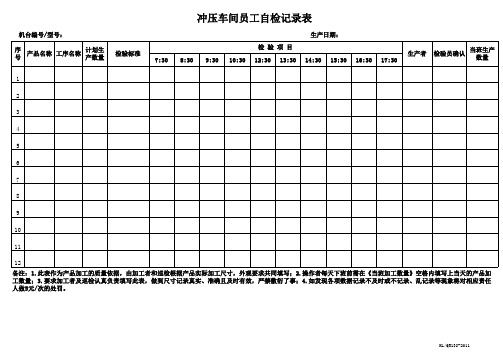
KL/QR138-2011
冲压车间员工自检记录表
机台编号/型号: 序 计划生 产品名称 工序名称 号 产数量 1 2 3 4 5 6 7 8 9 10 11 12 备注:1.此表作为产品加工的质量依据,由加工者和巡检根据产品实际加工尺寸,外观要求共同填写;2.操作者每天下班前需在《当班加工数量》空格内填写上当天的产品加 工数量;3.要求加工者及巡检认真负责填写此表,做到尺寸记录真实、准确且及时有效,严禁敷衍了事;4.如发现各项数据记录不及时或不记录、乱记录等现象将对相应责任 人做5元/次的处罚。 检 验 项 目 检验标准 7:30 8:30 9:30 10:30 12:30 13:30 14:Байду номын сангаас0 15:30 16:30 17:30 生产者 检验员确认 生产日期: 当班生产 数量
冲压过程(首巡末)检验记录

目视检查
1序: 3序:
检查结果NG时(记录不合格内容明细 及纠正措施)
质检确认:
生产确认:
2序: 4序:
2序: 4序: 2序: 4序:
2序: 4序:
2序: 4序:
保存部门: 质量部
保存期限:十年
备注 双方确认 双方确认 质检员确认 双方确认
质检员确认
双方确认 双方确认 双方确认 双方确认
追溯标识 信息正确
临时增项: Biblioteka 0毛刺≤0.3mm、无缺料、
对照样件 1序:
无修边不齐
检具
3序:
无变形、缺料、开裂、缩颈、褶皱、垫
料、坑包、塌角、橘皮纹、压痕、划伤 、硌伤、色差、叠料、波浪纹、凸点及 瘪塘、拉毛划伤、滑移线、拉延棱、R角
对照样件检测 目视
1序: 3序:
不顺、油花纹等。
标识要求在产品上清晰可见、不出现标 记内容错误、标识不清晰等缺陷,生产 批次标识正确
编号:
零件号
序号
检查项目
1
材料确认
冲压过程(首巡末)检验记录
版本:试用版
零件名称
日期
特殊 特性
合格标准
检查 方法
检 首检
检查结果
查 频 次(巡检频次:1次/2小时)
巡检
判定
判定
判定
OK/NG OK/NG OK/NG
判定 OK/NG
末检 判定 OK/NG
关键 与工艺作业指导书、BOM要求一致
目视检查 材料牌号:
)个
2序: 4序:
5
关键尺寸
关键
主副定位孔、基准、间隙、修边 符合检具 依据全尺寸检查基准书。
对照样件 1序: 上检具检查 3序:
冲压机维护保养、点检记录表
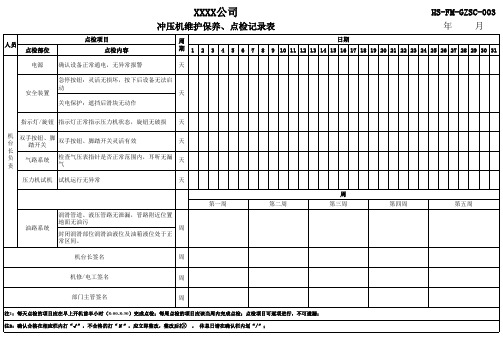
天
安全装置
急停按钮:灵活无损坏,按下后设备无法启 动
天
关电保护:遮挡后滑块无动作
指示灯/旋钮 指示灯正常指示压力机状态,旋钮无破损 天
机 台
双手按钮、脚 踏开关
双手按钮、脚踏开关灵活有效
天
长
负 责
气路系统
检查气压表指针是否正常范围内,耳听无漏 气
天
压力机试机 试机运行无异常
天
油路系统
润滑管道、液压管路无泄漏,管路附近位置
人员 点检部位
点检项目 点检内容
XXXX公司
HS-FM-GZSC-003
冲压机维护保养、点检记录表
年月
周
日期
期 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
电源 确认设备正常通电,无异常报警
地面无油污 周
封闭润滑部位润滑油液位及油箱液位处于正
常区间。
机台长签名
周
第一周
第二周
周 第三周第ຫໍສະໝຸດ 周第五周机修/电工签名
周
部门主管签名
周
注1:每天点检的项目应在早上开机前半小时(8:00-8:30)完成点检;每周点检的项目应该当周内完成点检;点检项目可逐项进行,不可遗漏; 注2:确认合格在相应栏内打“✔”,不合格的打“✘”,应立即整改,整改后打 , 休息日请在确认栏内划“/”;
冲压过程质量巡检记录表

10
4
主、辅料
主、辅材
使用工艺规定的主、辅材
0.5分
10
主、辅材的发放与使用
不得使用不合格的主、辅材(如生锈、变形等)
0。5分
10
注:上述抽检项目中扣1分即为处罚10元,10分为100元(当日抽检“检查分值”扣完为止),由抽检人员记录当日抽检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
检验员/工艺员:班组负责人:厂区负责人:
序号
类别
检查工序
检查要点
检查
标准
检查
分值
检查记实
评分
5
工艺执行情况
工艺文件管理
工艺文件摆放到定置规定的位置,不得随意涂改撕毁、污染等
0.5分
10
工艺文件执行
按照工艺文件进行生产,保证总成的质量
0。5分
10
工艺验证
按规定及时对工艺参数的连续监控记录,每班生产前工艺参数需经过班长的检查验证,首件质量需经检验员确认后才可开始后续生产
检验员/工艺员:班组负责人:厂区负责人:
设备信息反馈
设备工装出现问题应停止生产,及时通知维修人员,待故障排除后方可生产
0.5分
现故障,需同时通知检验员到场确认是否影响零件质量,若影响必须向前追溯
0。5分
10
质量信息反馈
发现质量问题,应停止生产,及时通知检查人员确认处理
0。5分
10
质量信息反馈
废品应单独放置,待检验员做好标识后再放到指定位置
0.5分
10
工艺信息反馈
工艺错误及时反馈至工艺员,工艺员应及时确认按期整改.
0。5分
10
注:上述抽检项目中扣1分即为处罚10元,10分为100元(当日抽检“检查分值”扣完为止),由抽检人员记录当日抽检分数后在次日核算出处罚金额,处罚金额在被罚人员当月工资中体现。
冲压IPQC巡检记录表

第二时段
第三时段
版本 日期 第四时段
(□白班 □夜班)
第五时段
备注
组装 与胶芯组装后不可有装入干涉或松退现象
包装 其它
包装统一、符合工程蓝图;不可多/少/混 料;物料\季度\环保标签符合要求;不可有 涂改、填错现象;
规格值(mm)
尺寸测量记录(产品尺寸需符合“检验SIP”及工程蓝图要求。)
测试
时段/尺寸
保存期限:三年(汽车产品保存15年)
不良率
IPQC:
表单编号: 17A
工具 第一时段
第二时段
第三时段
第四时段
第五时段
判定OK/NG
处理方式
总生产数
不良数
备注:1>.实配按次/4H进行检验确认,外观及其它按每次/2H进行检验确认。
2>.尺寸项目按次/2H分段对重点巡检尺寸检验。
检验工具代号:A.二次元(编号:
)B.投影仪(编号:
)c.其它(
)
核审准核::
记录流转:IPQC→组长审核→品管部 保存部门:品管部
IPQC巡检记录表(冲压)
品名 模号 标准项目
文件Байду номын сангаас
5S 外观
检验结果
时机
有无生产任务单、首件、SIP,工程圖面,包 装规范、BOM表;
生产参数与成型标准一致;换料LOT NO追溯 记录填写及时完整、准确 检验、包装时的相似品有标示、分开放置; 不良品有标示分区放置
产品外观需符合“检验SIP”要求;
料号 机台 第一时段
冲压机日常点检保养记录表

年月设备名称:冲压机设备编号:规格型号:
检查日期
点检内容点检记录
1
2
3
4
5
6
7
8
91011来自12131415
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
机台是否清洁,有无油垢,有无杂物或锈蚀,有无螺丝松动;
2
机台是否加油,(每天加油二次);
3
润滑油系统是否异常,油路是否通畅,是否低于最低油位;
4
模具是否有异动或松动,模具定位柱是否加油;
5
设备运行是否正常,无异常杂音或振动;
6
电气系统装置是否齐全,管线是否完整,性能灵敏运行是否正常;
7
操作系统是否灵敏,紧急开关是否能够及时止动;
8
指示仪表,指示灯是否完整,指示是否正常;
9
气压是否正常;
10
异常情况记录
1
8
15
2
9
16
3
10
17
4
11
18
备注
1.检查方法:看、听、试
2.检查周期:每天。(由白班操作者负责)
重大安全隐患记录
注:保养后,用“√”表示进行了点检,“○”表示休息或放假,“×”表示有异常情况,应在“异常情况记录”栏予以记录。
PZGLI007-319 五金车间巡检记录表 A0

10:30-11:30
12:30-13:30
13:30-14:30
14:30-15:30
15:30-16:30
16:30-17:30
18:30-19:30
20:30-21:30 不合格项描述:
填写说明:1、检验数量及频次依《检验指导书》规定进行检验,检验合格项目为“√”描述,不合格项目为“正”的形式计数并填写在对应的空 格内,其不良内容在不合格项目里描述;表中有的项目不适用的用“/”。 2、尺寸数据记录为重点装配尺寸或加工部位尺寸,记录5组数据
五金车间巡检记录表
年月日
机台号:
物料号:
物料描述:
订单号:
工序:
组别:□冲压 □焊接 图纸版本:
检验依据
检查项目
时间段
8:30-9:30
排期核 对
作业指 导书确
认
外观确 认
牙纹确 认 尺寸1:
□检验规范 □受控图纸
生产数量:
重点尺寸(记录加工部位尺寸,记录5组数据,单9:30-10:30
检验员:
审核:
批准:
冲压模具点检记录表
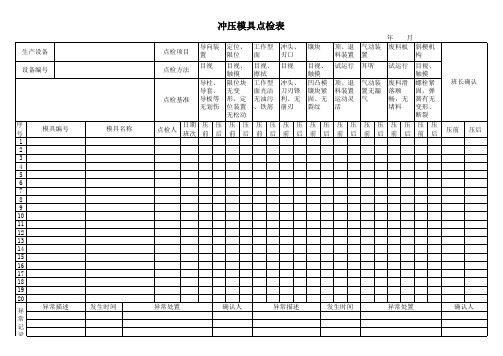
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
压 前
压 后
班长确认 压前 压后
异常处置
确认人
异常描述Βιβλιοθήκη 发生时间异常处置确认人
常 记 录
试运行 目视、 触摸
点检基准
导柱、 导套、 导板等 无划伤
限位块 无变 形,定 位装置 无松动
工作型 面光洁 无油污 、铁屑
冲头、 刀刃锋 利、无 崩刃
凹凸模 镶块紧 固、无 裂纹
顶、退 料装置 运动灵 活
气动装 置无漏 气
废料滑 落顺 畅,无 堵料
螺栓紧 固,弹 簧有无 变形、 断裂
点检人
日期 班次
生产设备 设备编号
序 号
模具编号
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
异
异常描述
常
记
录
模具名称 发生时间
冲压模具点检表
导向装 定位、 工作型 冲头、 镶块
点检项目 置
限位 面
刃口
年月
顶、退 气动装 废料板 斜楔机
料装置 置
构
点检方法 目视
目视、 目视、 目视 触摸 擦拭
目视、 试运行 耳听 触摸
冲压类设备日常保养检点记录表

12345678910111213141516171819202122232425262728293031设备管理员:*一级保养由操作员每月最后一天前完成。
*需数字记录的必须记录数值。
周保养人:部门主管:*每周最后一个工作日(周五)实施周保养。
操 作 员 (请写姓名全称)设备员确认 (请写姓名全称)故障描述及反应计划 故障描述-陈述故障现象, 反应计划-陈述处理措施。
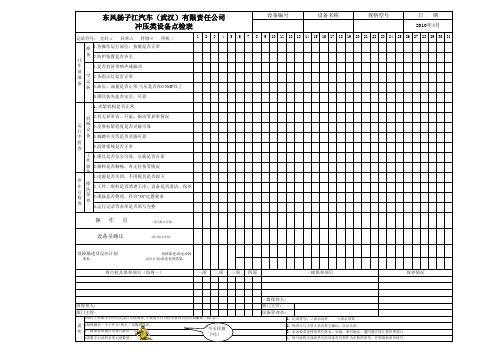
周点检及保养项目(每周一)一周二周说明停车后检查擦洗保养1.电源是否关闭,不用模具是否卸下2.工件、废料是否清理干净,设备是否清洁、保养3.现场是否整理,符合"5S"定置要求4.运行记录等表单是否填写完整运行中检查机械设备 1.夹紧机构是否正常2.有无异常音、升温、振动等异常情况3.皮带松紧程度是否灵敏可靠4.脚踏开关等是否灵敏可靠5.润滑系统是否正常工件装备1.模具是否安全可靠,压板是否可靠2.脚料是否顺畅,有无拉伤等情况记录符号: 完好√ 异常△ 待修× 停机 /开车前准备准备 1.各操作运行部位、按键是否正常2.防护装置是否齐全空运转 1.是否有异常响声或振动2.各指示灯是否正常3.油压、油量是否正常,气压是否在0.5MP 以上4.模具装夹是否安全、可靠东风扬子江汽车(武汉)有限责任公司冲压类设备点检表设备编号设备名称规格型号日 期2010年4月一级保养项目三周四周3、本表要求各使用单位落实、实施,填写确实,遇问题立即汇报管理部门。
保养情况一级保养人:部门主管:4、每月底将完成表单交至设备员存档作为审核的参考,并领取新表单填写。
1、记录符号:√表示良好 ×表示异常2、保养人与主管人员应签字确认,以示负责。
*每日上班前半小时内完成日点检保养,不使用不作点检并将该天的日期圈掉。
例:②。
今天你做了吗?。
冲压类设备日常保养检点记录表
12345678910111213141516171819202122232425262728293031设备管理员:*一级保养由操作员每月最后一天前完成。
*需数字记录的必须记录数值。
周保养人:部门主管:*每周最后一个工作日(周五)实施周保养。
操 作 员 (请写姓名全称)设备员确认 (请写姓名全称)故障描述及反应计划 故障描述-陈述故障现象, 反应计划-陈述处理措施。
周点检及保养项目(每周一)一周二周说明停车后检查擦洗保养 1.电源是否关闭,不用模具是否卸下2.工件、废料是否清理干净,设备是否清洁、保养3.现场是否整理,符合"5S"定置要求4.运行记录等表单是否填写完整运行中检查机械设备 1.夹紧机构是否正常2.有无异常音、升温、振动等异常情况3.皮带松紧程度是否灵敏可靠4.脚踏开关等是否灵敏可靠5.润滑系统是否正常工件装备1.模具是否安全可靠,压板是否可靠2.脚料是否顺畅,有无拉伤等情况记录符号: 完好√ 异常△ 待修× 停机 /开车前准备准备 1.各操作运行部位、按键是否正常2.防护装置是否齐全空运转 1.是否有异常响声或振动2.各指示灯是否正常3.油压、油量是否正常,气压是否在0.5MP 以上4.模具装夹是否安全、可靠东风扬子江汽车(武汉)有限责任公司冲压类设备点检表设备编号设备名称规格型号日 期2010年4月一级保养项目三周四周3、本表要求各使用单位落实、实施,填写确实,遇问题立即汇报管理部门。
保养情况一级保养人:部门主管:4、每月底将完成表单交至设备员存档作为审核的参考,并领取新表单填写。
1、记录符号:√表示良好 ×表示异常2、保养人与主管人员应签字确认,以示负责。
*每日上班前半小时内完成日点检保养,不使用不作点检并将该天的日期圈掉。
例:②。
今天你做了吗?。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
重大不良现象 材料用错、实物与图纸不符、冲压反向、离型面贴反. 巡检时间 图纸尺寸
测量 工具
C卡尺、S钢尺、OC投影仪、2D二次元 综合 检查担当 判定
实测值 ① ② ③ ④ ⑤
尺寸 外观 特性
备 注ILeabharlann QC: 日期:确认: 日期:
承认: 日期:
冲压巡检记录表
客户
1 2 3 4
品名
工单确认 加工要求
品番
材质 料厚
颜色
工序
WO单/图面/模具/标准样板一致性确认. 冲压面对刀口、 非冲压面对刀口). 全冲压、 半冲压、 底纸分层).
6 5
材料放置方向 方向性确认( 加工状态确认(
尺寸不良、破损、缺料、皱折、异 常见不良现象 色、脏污、爆边、溢胶、缺胶、材料用 错、氧化、全冲压 、未冲断