雅马哈贴片机编程方法
YAMAHA-YV100Ⅱ-SMT贴片机操作
YAMAHA-YV100ⅡSMT贴片机操作一、编辑新程序YV1001、进入2-data 选择建立新程序;YV1002、进入到程序编程画面,选择PCB尺寸设定(PCB Info);①先设定PCB尺寸(PCB size)就是PCB本身的宽度;按Esc选择B-7设定好轨道宽度。
②在B-7选择主挡板顶针顶起和皮带转动,把PCB板放入,在进行固定(注意:固定的PCB在一平面上,用手移动PCB不会上下左右晃动);③选定最佳MARK点和原点和MARK点并设定MARK点为使用状态;④设定好打板时的固定方式:PCB Fix Device 一般为Edge clamp;3、按F3进入主页面选择MARK点设定(MARK Info)①先在PCB info 中使视频对准你设定的MARK点坐标;②设定好你选MARK点的尺寸()、大小()、形状(shape type)、是否反光(surface type)、扫描面积(search area):一般2-3倍;(按F4翻页、Tab换栏目);③按F6进入到MARK点验证画面,调整MARK亮度补偿(MARK Threshold)、误差值(Tolerance %)、扫面面积(search area)一定使MARK点通过;(注意:误差值不能超过40%否则打板时会误差很大打不准);4、进入到MOUNT Info贴片点坐标设定,最好MARK点先验证(使确定的贴片点坐标更加准确)再进行贴片位置选定,注意:选定贴片位置坐标要居中、方向(角度:从12点钟逆时针开始0°-360°)确定;5、进入到Component Info物料设定(快捷键:F4翻页、F8可看你所规定尺寸的图、F6识别、shit+F7数据反馈回数据库、F7调数据库、A3查看数据库、F8可以看自己画的图、A4查看元件封装):取名称,可用游标卡尺测出物料的X轴、Y轴、Z轴方向的长度并写入,按F6选择站台放入物料选择吸嘴进行验证;经验分享:①物料可直接调用选项:530-539 铝电容;550-572钽电容;600-615三极管;620-622三极管;699-725 IC芯片;520-527MELF二极管(数字从小到大封装依次增大);②吸嘴:31 的选择1608/3216/2125;32 的选择4532/5650/7343/MELF;33的选择SOP20.封装:0805对应2125;1206对应3216;0603对应1608;0402对应1005.③取料高度,一般情况可设置为是:电阻0.2mm;二极管0.8-1.0(正朝下、负朝上)④编辑IC芯片物料:首先注意扫描的角度和你所画的图(F8)是不是在同一个方向,不是可设置取料角度(pick angle deg)使物料和你所画的图在同一个方向再进行验证;IC的一些设定,Lead Number N:N向零件的脚数;Lead Number E:E向零件的脚数;Reflect LL:脚长;Lead Width:脚的宽度;Co-planarity一般设置为Not Use;⑤验证(F6):Search Area mm(扫描面积)QFP208设定6mm;QFP100设定5mm;SOP8-32设定4mm;603-3216/4148/3906设定2.5mm。
YAMAHA贴片机基础培训教材

5. 调整导轨
5.2 单击【传送装置】 5.1 在主界面单击【装置】 5.4 进入传送宽度对话框, 在更改后的传送宽度输入 基板宽度尺寸,单击 ok按 钮进行导轨宽度调整,操 作员从接驳台轨道放入基 板,将基板传送到贴片机 轨道后,用手前后轻推基 板,确认基板在传送轨道 里有一个微小的间隙(约 1mm)
9.2 关机-关闭主机
9.2.1 在主界面点 击切断电源 按钮,打开 切断电源确 认对话框。
9.2.2 点击【是]
9.2.2 点击【OK]待显示 器显示[restart]时 关闭主控电源开关。
2017. 10.10
谢谢
7.2 清除送料器架上尘屑 如果送料器夹入元件或尘屑,送料器会倾斜导致吸附不稳定。 7.3 安装飞达 向上提起把手部,对准送料器安装位置,一边在导轨上滑动一边插入定位孔。
7.4 确认飞达安装状态,盖带是否松弛,是否已准确插入到位。
8. 开始生产
8.2 按操作面板的【READY 】 按钮使伺服马达上电。
3.1 返回原点后用鼠标单击“暧机”按钮,显 示屏弹出对话框,如上图所示。
4.1 选择基板程序
4.1.1 点击【生产设计】显示【基板选择】页 面进入基板选择窗口。
4.1.2 在基板选择窗口中点 击右上角的【基板选择】 按扭打开对话框。
4.2 选择基板程序
4.2.1 在基板选择窗口查找 将要生产的贴片程序单击 选中后,单击右下角的 【选择】按钮,完成基板 选择操作,机器读取基板 数据并返回主界面。
8.3 确认安全后,按操 作 面板【START】按钮。
8.1 解除紧急停机 按钮
8.4 入口传感器感应到基板 后,传送带开始转动, 将基板传至作业位置, 开始贴装元件。
9.1 关机-保存程序
YAMAHA贴片机离线编程

YAMAHA贴片机离线编程
第一章、格式转化
加工单位所给的BOM文件一般都是Excel表格文件,首先要对Excel表格进行简单整理。
?如果BOM文件是文本文档(*.txt)或其他格式文档,可以用Excel来打开,将其转换成Excel表格文件再整理,如下:
1.整理文件:?以表格格式打开BOM文件
导入所需文件
设置文本格式
在分隔符号选项处,分别勾选“Tab键”、“空格”两个选项。
如图:
打开BOM文件后,保留BOM文件中的点位名称、原件编号、贴装坐标及角度坐标。
删除其它辅助信息。
整理如下图示:
在首行插入一行,输入“#MOUNT#”?在尾行输入“#END#”
设置表格格式:字体居中
设置坐标数据,统一小数点位数
图示如下:
2.保存文件?将整理好的Excel表另存为
保存位置选择一个容易找到的地方,这里我们选择保存到桌面。
注意:在保存类型一栏,选择为“带格式文本文件(空格分隔)”的格式。
点击保存,会弹出一个对话框,点击确认。
保存好的文件如下图:
第二章、编辑Font文件
说明:Font格式文件是基板资源管理器唯一识别的文件格式,在离线编程中必须使用符合程序文件的Font文件,否则将无法编辑。
Font文件可以看做是数据转换时的“通行证”
从开始菜单找到并打开“基板资源管理器”。
打开基板资源管理器 Ascii Font Edit 编辑Font 文件 :
编辑Font文件出现下面窗口:
在File中打开Open(ASCIIFile)…整理好的坐标文件。
找到刚才另存为的文件,选择后单击打开。
yamaha贴片机操作教程
程 序 编 辑 ---标 记 信 息(MARK INFO)<4>
MARK测试时,得出红框 内提示时,表示测试通过, 反之不通过,需重新设定 相关参数
使用[PARAM SEARCH]检测 MARK信息时,所得出的圆圈越多, 越靠前面的数字,表示MARK信息 越精确,反之如得出的结果没有圆 圈,全是“—”,则表示信息有错 误,无法识别,需重新设定MARK 参数
对策:如下依次确认各工程潜在因素 SOLDER印刷 MOUNT坐标
元件参数(NOZZLE,FEEDER)
• • • • • • • •
元件抛料: 原因分析:1.FEEDER不良,间距错误,弹簧、轴承不良 2.NOZZLE不良,堵塞,破损,型号错误,无弹性 3.元件参数不良,尺寸,光照强度,及PICK/MOUNT TIME(SPEED) 4.其他:电磁阀,头杆无弹性,镜头,R轴错位 [注:这些属于设备异常,一般很少发生] 对策:如下依次确认各工程潜在因素 FEEDER NOZZLE
E.方向元件引脚数量 E.方向元件引脚长度 E.方向元件引脚宽度 两个元件引脚之间的间距
程 序 编 辑 ---贴 装 信 息 (MOUNT INFO)
元件位置号
贴装坐标参数
贴装角度参数
局部不良MARK
元件FEEDER位置 号,此号码必需与 FEEDER相对应, 否则会发生错料严 重不良
6号贴片头 执行贴装 局部MARK
程序编辑
基板信息 贴装信息 元件信息 标记信息 拼板信息 局部标记信息 局部不良标记信息 从(2/DATA/M)/ (1/EDIT—DATA)/D1 该界 面的快捷键为[CTRL+F5] 可进入程序编辑界面,如图所 示,选择生产所需程序进行编 辑
雅马哈YAMAHA贴片机作业指导书
从左往右依次
是开始建、停止键、清除键 取料器
基板进料口
基板出
料口
屏幕显示器
机台
电源
电压200V
稳压器电源开关
,然后打开紧急停止按钮,按下ACTIVE(鼠标锁止键)和READY(开机键),最后按下START(开始键)(注:确认气压在0.5-0.65Mpa)
清除键取料器基板进料口基板出料口屏幕显示器机台电源电压200v稳压器电源开关
雅马哈YAMAHA贴片机作业指导书
1、准备工作
1.1作业前需进行机ຫໍສະໝຸດ 点检并记录表单中,点检项目如下: 运动导轨。
2、操作说明:
2.1贴片机整机简介
2.2贴片机开机
(确认电压在200V ) 机台气压 紧急停止
从左往右依次
是鼠标锁定键、
YAMAHA(雅马哈)贴片机编程培训教材

标记设定OK,点击编辑。
4
7.基板标记启用设定
2020/11/2
使用鼠标勾选基板,点击 OK,启用PCB板标记使 用。
4
8.元件物料制定
2020/11/2
鼠标点击“元件”数据画 面。
4
8.元件物料制定
2020/11/2
进入画面后,点击元件栏, 对应BOM输入相对应元件 料号。同时设定元件的基 本信息—吸料—贴料—识 别—形状,另可根据物料 的种类调用相对应数据库。
2020/11/2
优化完成后,点击关闭优 化程序窗口,完成优化操 作。
4
14.程式的备份及拷贝
2020/11/2
画面自动跳转至主控画面, 鼠标点击 “基板资源管 理器”。
4
14.程式的备份及拷贝
2020/11/2
在基板资源管理器中点击 媒体。
4
14.程式的备份及拷贝
2020/11/2
选择所需拷入程序存放的 优盘,点击OK
YAMAHA贴片机编程培训教材
2020/11/2
程序制作流程
2020/11/2
1
1.1建立基板名-创建程序名称
2020/11/2
在主画面中用鼠标点击 “创建基板”按扭进入创 建基板画面。
2
1.2建立基板名-创建程序名 称
2020/11/2
1.2.1进入“创建基板” 对话框后,在基板名空格 中输入需要创建的程序名。 1.2.2创建完成后点击OK 按扭进入到“基板设置” 对话框 。 注:该名称一般与BOM 中的机种名一致。
4
3.轨道宽度调整
2020/11/2
在传送装置中,点击“传 送宽度”。
4
3.轨道宽度调整
详细的YAMAHAXg系列SMT贴片机编程培训教程
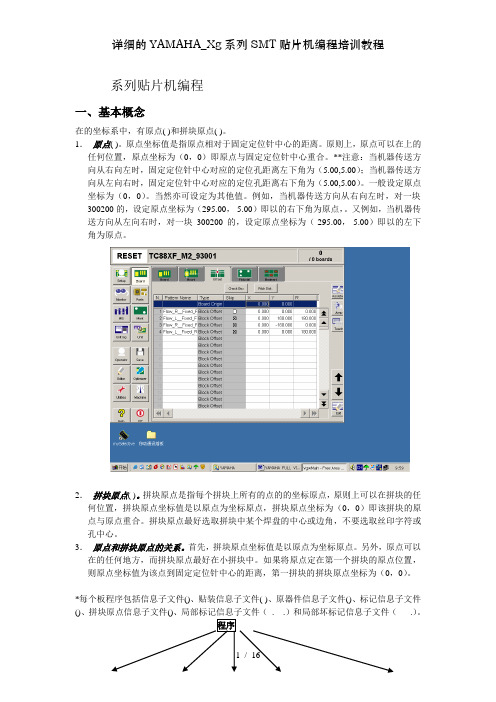
系列贴片机编程一、基本概念在的坐标系中,有原点( )和拼块原点( )。
1.原点( )。
原点坐标值是指原点相对于固定定位针中心的距离。
原则上,原点可以在上的任何位置,原点坐标为(0,0)即原点与固定定位针中心重合。
**注意:当机器传送方向从右向左时,固定定位针中心对应的定位孔距离左下角为(5.00,5.00);当机器传送方向从左向右时,固定定位针中心对应的定位孔距离右下角为(5.00,5.00)。
一般设定原点坐标为(0,0)。
当然亦可设定为其他值。
例如,当机器传送方向从右向左时,对一块300200的,设定原点坐标为(295.00,-5.00)即以的右下角为原点,。
又例如,当机器传送方向从左向右时,对一块300200的,设定原点坐标为(-295.00,-5.00)即以的左下角为原点。
2.拼块原点( )。
拼块原点是指每个拼块上所有的点的的坐标原点,原则上可以在拼块的任何位置,拼块原点坐标值是以原点为坐标原点,拼块原点坐标为(0,0)即该拼块的原点与原点重合。
拼块原点最好选取拼块中某个焊盘的中心或边角,不要选取丝印字符或孔中心。
3.原点和拼块原点的关系。
首先,拼块原点坐标值是以原点为坐标原点。
另外,原点可以在的任何地方,而拼块原点最好在小拼块中。
如果将原点定在第一个拼块的原点位置,则原点坐标值为该点到固定定位针中心的距离,第一拼块的拼块原点坐标为(0,0)。
*每个板程序包括信息子文件()、贴装信息子文件( )、原器件信息子文件()、标记信息子文件(). .)和局部坏标记信息子文件( .)。
程序*信息子文件( .)中,标记点( .)和坏板标记点( )以原点为坐标原点,拼块标记点( .)和坏块标记点( )以拼块原点为坐标原点。
贴装信息子文件(.)中贴装点的坐标有两种情况:当不是拼板时以原点为坐标原点;是拼板时以第一拼块的拼块原点为坐标原点。
*原器件信息子文件(.)和标记信息子文件(.)是基本子文件,其他子文件要调用这两个子文件的内容,所以要先编制。
YAMAHA贴片机在线编程步骤
然后调出相关的 Mark database。点击上图右边的 database.如下图:
当选好了之后。我们要看一下 Mark 的尺寸是不是和我们实际的尺 寸是一样的???这个尺寸一定要输准确。要不然等一下优化 Mark 的时候是肯定不会过的。如下图:
然后要注意的就是 Mark 的反光程度,反光的就要选用反光,不是 的就不要反光,如图
这个时候用机器找出坐标之后,只要我们输入该元件的角度就好了。 然后,我们就可以去做元件信息了。 点击基本界面左边的 Parts 即可进入里面做元件信息了,如下图:
在这里和做 Mark 有一点类似。首先在“Parts Name”那一栏里面输 入元件名字,如:100P,10K,1M,1UF。。。。。。等等。再从右边的 Data base 里面调出相应的数据库。如下图:
到了现在就可以侦测 Mark 了。如上图所示的点击右边的 Adjust 就可以进去了。图:
在里面去了首先要把 Move Camera 移动到要测试的 Mark 上面,让 它可以照到 Mark。再点击 Find Best 让它自己找最好值就好了。找好 之后再 Test 一下就只要成功就好了。如果亮度不好的话,我们还可以 调一下灯光。如下图:
下图所示为提前取料:
现在就可以固板了,如下图:
之后我们就可以到原点信息里面做 PCB 的原点了。如下图:
在这里我们就可以输入 PCB 的原点了。一般来说大板的原点都为 X: -5,Y:-5。不过也可以不是这个数值。当我们输入该数值的时候, 那么 PCB 的原点就刚好是在左下角的哪个角落那里。这样对于和其 它的机器进行数据倒换的时候会方便很多。所以输入 X:-5 和 Y:-5 的时候会比较好。我建议大家都用这个数值。不过你要是不用这个数 值呢也是没多大的关系的!!!下图所示 X:-5 和 Y:-5。
雅马哈贴片机编程方法
雅马哈贴片机编程方法第一章零件认识与介绍常见得SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA.电阻[R ] [RN ][VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用得CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公) 1.0mm0、5mm 0.4-0、7mm0603(英)/1608(公) 1。
6mm0.8mm 0.4-1、0mm 0805(英)/2125(公)2。
0mm1。
25mm0、5-1、0mm 1206(英)/3216(公) 3。
2mm1。
6mm 0。
6-1。
2mm CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP。
A。
电阻在PC板简称[R], 排阻称[ RN ], 可变电阻称[ VR]a1.R得误差值有J Type=+/—5%(常用)以3位数字显示、F Type=+/—1%(精密)以4位数字显示。
J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1。
2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN与J Type一样外观显示,在主机板常见规格1206、SMD得RN有8个点吃锡, 不像1206有2个点吃锡、VR用在通信产品上, 有2/3个吃锡点、B。
主机板(MAIN BOARD)常见得电阻规格0603/0805/RN…C. 通信产品因高频关系, 常见得电阻规格0603/1608/VR, 但会以F Type出现居多、D、零件得趋势渐被0603所取代, 主要LAYOUT及机板得密度(Notebook)得需求加上材料得耐压特性及锡膏与钢板精度都已克服, 以后0603零件会逐渐普遍。
YAMAHA 贴片机编程
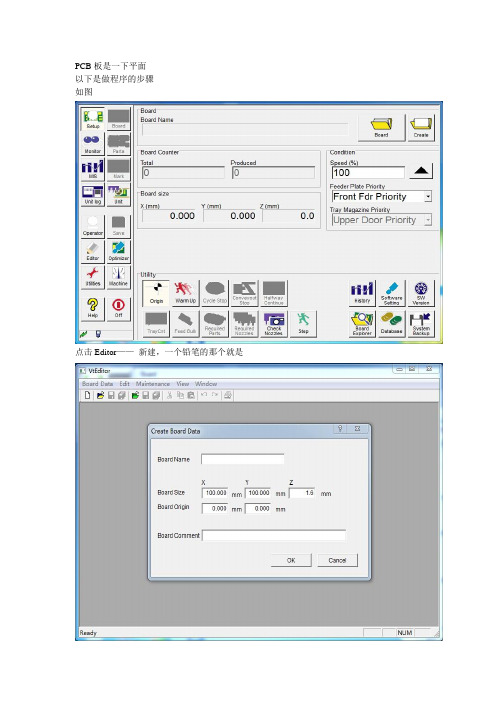
PCB板是一下平面以下是做程序的步骤如图点击Editor——新建,一个铅笔的那个就是文件名为PCB板的名,PCB上有,X为板的长度,Y为板的宽度,Z为PCB的厚度(Z一般是默认的1.6MM),这个是YAMAHA YV100的控制软件界面,YG12大同小异保存文件点OK,关闭界面,返回到点右上角Board找到并打开你新建的文件如下图中部的5个选项:Board为PCB板基本信息,新建的时候已经搞定,Mount为要贴装的元件名和对应的坐标,(元件坐标要把PCB板放入机子里才可以制作),Offset为原点和拼块坐标,Fiducial为校准点坐标(有两个点,PCB工艺边上有专门的这两个小圆点,要在MARK 里面建原点的识别数据),Badmark一般没怎么用就不用管好了,编辑步骤如下:1.把PCB放入机器里,不用用手推滴,入进板口点Convey In就好,如图:没有板就是灰色的,放了板就有色了。
2.在Offest里找一个原点,一般是你认为好记一点的,这样下次生产调机或复制这个文件到别的机子上的时候好找(我的习惯是找PCB板焊盘上的一个角,这样做拼块也很好记)点Teach进入界面如图:看图就知道怎么移动了,点Teach确定原点坐标,做好以后看33.在Fiducial里面也是点Teach,也是跟上面的界面差不多的,有两个点,这个是PCB板厂商做好的点,找到并Teach,这还没完,因为这两个点是要有识别数据的,所以还要在MARK里做识别(如大小是多少,灰度是多少机器才看的清什么的,这个一般是识别一个洞,就是识别黑,或识别反射光,就是白)里面也有常用数据,直接调出来用就好了点MARKADJ进入图:这个界面就不多说了,得慢慢才能熟,搞好以后回到把这个识别数据分配到Fiducial标记后面,如这个数据库的NO是1。
就在Fiducial的坐标后的那个空格写上1.这样标记点就做好了4.现在就要开始贴装元件名称输入,拿到清单,按清单上输入:如电阻用R,电容用C,二极管用D……。
雅马哈YAMAHA贴片机,贴装程序编程教材

8
2.MOUNT(贴装 参数 贴装)参数 贴装
Row Edit: : Insert: : Ow Paste: : Ins Paste: : Cut(Del): ( ): Cut(Crl): ( ): Replace: :
选择该标签如上图,可以进行数据的“插入、删除、复制、粘贴、以及 剪切”等操作。 在光标所在位置插入空行,原有内容自动下移. 将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容 将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖 剪切,下面的内容直接上移,剪掉的内容还可以贴到其它位置, 清空剪切当前行内容被删除,但保留空行,剪掉的内容还可以贴到其它位置。 替代,可以按照设定的条件进行替换操作。“ABC Replace”只对满足 条件的第一行执行操作,
YAMAHA贴片机操作教程
YAMAHA贴片机操作教程第一章:基础知识1.1YAMAHA贴片机简介1.2YAMAHA贴片机的构造1.3YAMAHA贴片机的工作原理第二章:准备工作2.1检查贴片机的工作状态在操作贴片机之前,需要检查贴片机的各项功能是否正常,是否有足够的电子元件和焊盘供应。
2.2检查电路板和电子元件在贴片机操作前,需要检查电路板和电子元件的质量是否合格,是否有损坏或者变形。
2.3设置贴装参数根据贴片机的要求,设置好贴装参数,包括贴装位置、贴装速度、贴装压力等。
确保贴装参数与电子元件和焊盘的规格相匹配。
第三章:操作步骤3.1打开贴片机电源按照贴片机的操作手册,打开贴片机的电源,并等待贴片机系统的启动。
3.2设置贴装程序通过贴片机的控制系统设置贴装程序,包括电子元件的供料顺序、贴装顺序、贴装位置等。
3.3安装电子元件供料器根据贴装程序,安装好电子元件供料器,并确保元件供料器的供料正常。
3.4将电路板放置在传送带上将经过检查的电路板放置在传送带上,并根据贴装程序的要求进行定位。
3.5开始贴装启动贴片机的贴装程序,并观察贴装头的动作。
在贴装过程中,及时调整贴装参数,确保贴装的准确度和精度。
3.6完成贴装当所有的电子元件都贴装完成后,停止贴装机的工作,并检查贴装结果是否满足要求。
第四章:注意事项4.1在操作贴片机时,需要穿戴好防护设备,避免对人员的伤害。
4.2在进行贴装操作时,要注意安全,确保贴装机处于稳定状态,防止意外发生。
4.3在更换电子元件时,需要确保元件供料器中没有电流或电压,以免造成电击的危险。
4.4在操作过程中,要随时检查贴装机的工作状态,确保贴装的质量和效率。
4.5在停机之前,需要对贴装机进行清洁和维护,以延长机器的使用寿命。
第五章:故障排除5.1如果发现贴装头卡住或贴装不准确,需要停止贴装机操作,检查并清理贴装头。
5.2如果发现电子元件供料不正常,需要检查供料器内的元件是否堵塞或者缺乏。
5.3如果发现电路板上焊盘粘贴不牢固,需要检查焊盘的清洁度和贴装压力是否合适。
雅马哈YAMAHA贴片机,贴装程序编程教材
2.MOUNT(贴装 参数 贴装)参数 贴装
单击“TEACH”画面如下,通过Camerห้องสมุดไป่ตู้来直接寻找元件的贴装坐标 。
10
2.MOUNT(贴装 参数 贴装)参数 贴装
Step Mode: 点亮后用图中的箭头键移动相机时可以平稳匀速移动。 : 该框显示的数据为单步移动的幅度,可用下面的三角箭头选择 “0.010”: ” 0.010mm、0.1mm、以及1mm等。 Speed(%): 可以调整移动的速度,可以用下面的三角箭头选择不同的度。 Light: 可选择不同的灯光照明,以达到视野清晰的效果。 : Setting: 可以选择是否通过识别Mark来补偿PCB位置偏移,同时也可 选择对拼板的某一小块操作。 Trace: 用于追踪但前坐标,Trace Previous、Trace Next,用于追踪 : 上一行或下一行坐标。 Set Point: 当元件尺寸超出Camera视野时,可以通过多点的方式找到元 : 件中心。 Teach: 可以将当前坐标直接计入程序。 Adjust 按钮用于调试目前材料的各项识别参数,请参见”PARTS”一节 讲述, 这里不再赘述.
8
2.MOUNT(贴装 参数 贴装)参数 贴装
Row Edit: : Insert: : Ow Paste: : Ins Paste: : Cut(Del): ( ): Cut(Crl): ( ): Replace: :
选择该标签如上图,可以进行数据的“插入、删除、复制、粘贴、以及 剪切”等操作。 在光标所在位置插入空行,原有内容自动下移. 将复制的内容贴到光标所在处,新的内容直接覆盖原来的内容 将复制的内容贴到光标所在处,原来的内容自动下移,不会被覆盖 剪切,下面的内容直接上移,剪掉的内容还可以贴到其它位置, 清空剪切当前行内容被删除,但保留空行,剪掉的内容还可以贴到其它位置。 替代,可以按照设定的条件进行替换操作。“ABC Replace”只对满足 条件的第一行执行操作,
YAMAHA贴片机离线编程
第一章、格式转化�加工单位所给的BOM文件一般都是Excel表格文件,首先要对Excel表格进行简单整理。
�如果BOM文件是文本文档(*.txt)或其他格式文档,可以用Excel来打开,将其转换成Excel表格文件再整理,如下:1.整理文件:�以表格格式打开BOM文件�导入所需文件�设置文本格式�在分隔符号选项处,分别勾选“Tab键”、“空格”两个选项。
如图:�打开BOM文件后,保留BOM文件中的点位名称、原件编号、贴装坐标及角度坐标。
�删除其它辅助信息。
�整理如下图示:�在首行插入一行,输入“#MOUNT#”�在尾行输入“#END#”�设置表格格式:字体居中�设置坐标数据,统一小数点位数�图示如下:2.保存文件�将整理好的Excel表另存为�保存位置选择一个容易找到的地方,这里我们选择保存到桌面。
�注意:在保存类型一栏,选择为“带格式文本文件(空格分隔)”的格式。
�点击保存,会弹出一个对话框,点击确认。
�保存好的文件如下图:第二章、编辑Font文件�说明:Font格式文件是基板资源管理器唯一识别的文件格式,在离线编程中必须使用符合程序文件的Font文件,否则将无法编辑。
Font文件可以看做是数据转换时的“通行证”�从开始菜单找到并打开“基板资源管理器”。
�打开基板资源管理器 Ascii Font Edit 编辑Font 文件 :�编辑Font文件出现下面窗口:�在File中打开Open(ASCIIFile)…整理好的坐标文件。
�找到刚才另存为的文件,选择后单击打开。
�打开文件后的编辑界面:设置各项参数�在Font文件编辑中只需要编辑贴装数据与原件信息即可。
�根据数据所在标尺上相对应的位置,分别在Start Pos(起始位置)和End Pos(结束位置)里输入相应的参数。
�注意:Land Pattern 、 X_pos 、 Y_pos、R_pos 、 Part Name 的Change选项中都选择Not change;只有Part No.的Change选项中选择Set block。
雅马哈贴片机编程方法
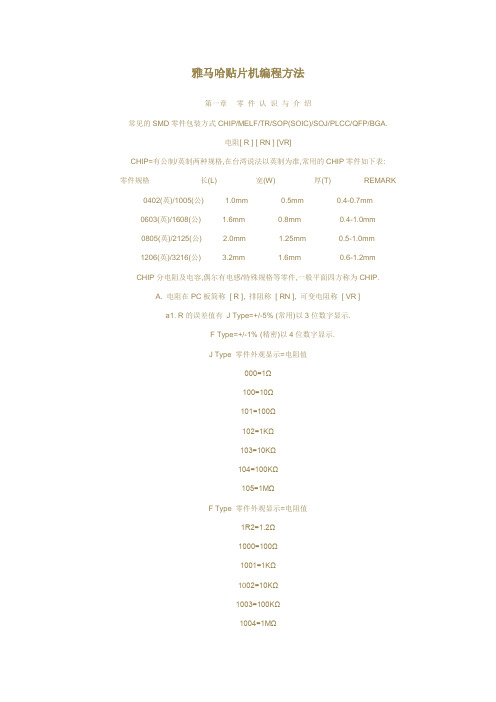
雅马哈贴片机编程方法第一章零件认识与介绍常见的SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA.电阻[ R ] [ RN ] [VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公) 1.0mm 0.5mm 0.4-0.7mm0603(英)/1608(公) 1.6mm 0.8mm 0.4-1.0mm0805(英)/2125(公) 2.0mm 1.25mm 0.5-1.0mm1206(英)/3216(公) 3.2mm 1.6mm 0.6-1.2mmCHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP.A. 电阻在PC板简称[ R ], 排阻称[ RN ], 可变电阻称[ VR ]a1. R的误差值有J Type=+/-5% (常用)以3位数字显示.F Type=+/-1% (精密)以4位数字显示.J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1.2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN和J Type一样外观显示, 在主机板常见规格1206.SMD的RN有8个点吃锡, 不像1206有2个点吃锡.VR用在通信产品上, 有2/3个吃锡点.B. 主机板(MAIN BOARD)常见的电阻规格0603/0805/RN…C. 通信产品因高频关系, 常见的电阻规格0603/1608/VR, 但会以F Type出现居多.D. 零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度(Notebook)的需求加上材料的耐压特性及锡膏和钢板精度都已克服, 以后0603零件会逐渐普遍.电容[ C ]A. 电容在PC板简称[ C ], 它的外观没有数字可供分辨, 通常颜色愈浅, 电容值愈小.a1. C的误差值有Z Type=+80%, -20%(常用104Z)M Type=+10%, -10%K Type=+20%, -20%(常用103K)J Type=+/-5%F Type=+/-1%它的电容值换算1P10P100P=101P=0.0001uf1000P=102P=0.001uf=1n10000P=103P=0.01uf=10n100000P=104P=0.1uf=100n *104P用在主机板的IC旁SOP的10pin-20pin1000000P=105P=1uf *工厂的写法与说法104P10000000P=10uf(用在主机板的5V, 过滤电流噪声)电容有正负极性之分, 有Mark为正极(料带前进的右)SMD电容因特性及耐压等关系有不同的材料电容材料以分陶瓷/钽质/电解以计算机主机板看在286时代都以DIP+PLCC零件为主, 当时的PLCC不是直接焊在PC板上, 都会安装在一个零件座上(SOCKET), 也看不到1206的踪迹.二极体[ C ] /晶体管/电感/震荡器[ QUARTZ ]二极体[ D ]二极体有IN4148/ZD 5.6V(极纳稳压)及整流二极体IN4001/IN4002及发光二极体,俗称LED.IN4148有在主机板上顺流之用(SIZEΦ1.4mm*3.4mm)ZD5.6V用在Power部份主要限流电压.(SIZEΦ1.4mm*3.4mm)IN4001用在Power部份主要将AC电压转成DC之用(SIZEΦ2.5mm*3.4mm), 现已改成桥式整流器所取代.LED主要显示用, 市场已出现双色,红,黄,绿,缺蓝.二极体有正负极之分, 有Mark为负极(料带前进的左)电感[ L ]电感规格有HZ(计量单位:亨利), 用电表量=0Ω线圈晶体管[ Q ]主机板有2N3904,2N3906常见两种.通信产品规格更多有3,4,5,6只脚, 形状长方及圆形加十字……在5,6只晶体管, 其实它是IC零件之类, 用在B.B.CALL之类性产品.SOP/SOJ/PLCC/QFP(CHIP SET)/BGA[ U ]SOP外观2边向外弯, 脚数有8,14,16,20……SOJ外观2边向外弯, 脚数有20,24,28,32,40,44, 主要DRAM, SRAM……TSOP外观2边向外, 脚数有20,24,28…… PCMCIA, Fast IC卡, 主要它的零件厚度在1.0mm以下.PLCC外观4边向内弯, 脚数有20,28,32,44,54,68,84.QFP外观4边向外弯, 脚数有44-256pin, PITCH(脚和脚的间距)0.8-0.3之间.主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/75232(1488,1489)SOJ用在SIMM MODULE 如主机板72pin simm.第二章YAMAHA 程式编写步骤开机:0-1 打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层<<MODE>>.0-3 光标移至4/MANUAL, 按[ENTER], 进入第三层<COMMAND_LIST>.0-4 游标移至B6 INIT.ORIGIN, 按[ENTER], 开始归原点.0-5 归完原点,按[ESC], 再按[ENTER], 跳回第二层<<MODE>>.建立新档案:1-1 光标移至1/EDIT_DATE, 按[ENTER], 进入第三层<COMMAND_LIST>.1-2 游标移至D2 CREAT PCB DATA, 按[ENTER], 建立PCB档案.1. 输入欲建立之档名.2. 按[SPACE], 选择EXEC后, 按[ENTER]执行.1-3 游标移至D1 SWITCH PCB DATA, 按[ENTER], 开启PCB档案.1. 用上下键选择欲开启之文件名称后, 按[ENTER]开启.2. 或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按[ENTER]开启(VER. 1.12以后).1-4 选择PCB INFO., 按[ENTER].编写PCB INFORMATION:2-1 按[ESC], 进入第三层<COMMAND_LIST>.2-2 光标移至B7 CONVEYOR UNIT, 按[ENTER], 进行PCB定位.(一) 使用LOCATE PIN定位1. 游标移至CONVEYOR WIDTH上, 按[ENTER].2. 输入PCB宽度, 按[ENTER, 轨道自动调整为所输入的宽度.3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAINSTOPPER相碰后, 再按一次[ENTER], 停止输送带.6. 游标移至LOCATE PIN上, 按[ENTER], 升起LOCATE PIN.7. 按下紧急开关.8. 放松锁定LOCATE PIN 2和PUSH IN 的卡榫. ※实机讲解.9. 调整LOCATE PIN 2至正确插入第二个定位孔.10. 锁紧卡榫.11. 解除紧急开关, 并按[READY].12. 游标移至PUSH UP上, 按[ENTER], 升起底板.13. 调整PUSH UP ROD高度. ※实机讲解.14. 游标移至MAIN STOPPER上, 按[ENTER]放下MAIN STOPPER.15. 按[ESC], 跳回第三层<COMMAND_LIST>.(二) 使用EDGE CLAMP定位1. 游标移至CONVEYOR WIDTH上, 按[ENTER].2. 输入PCB宽度, 按[ENTER], 轨道自动詷为所输入的宽度.3. 游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER.4. 将PCB放在输送带上.5. 游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB和MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带.6. 游标移至PUSH UP上, 按[ENTER], 升起底板.7. 调整PUSH UP ROD高度.8. 游标移至EDGE CLAMP上, 按[ENTER], 夹起板边.9. 游标移至PUSH IN上, 按[ENTER], 升起PUSH IN.10. 按下紧急开关.11. 放松锁定LOCATE PIN 2和PUSH IN的卡榫. ※实机讲解.12. 调整PUSH IN至刚好碰到PCB尾端.13. 锁紧卡榫.14. 解除紧急开关, 并按[READY].15. 游标移至MAIN STOPPER上, 按[ENTER], 放下MAIN STOPPER.16. 按[ESC], 跳回第三层<COMMAND_LIST>.2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER], 设定及启动MOVING CAMERA.1. 选择CAMERA, 按[ENTER].2. 选择速度(任意), 按[ENTER].3. 设定使不使用FIDUCIAL, 选择NOT USE, 按[ENTER].2-4 Teaching PCB ORIGIN坐标.1. 在PCB上选定易目视的位置,如PAD转角.2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定位点后, 按两次[F10], 自动输入X和Y坐标.2-5 Teaching PCB FIDUCIAL坐标, 设为USE.1. 在整块PCB上选定光学识点(对角).2. 按住YPU上的JOYSTICK按键.3. 推游戏杆, 并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两次[F10], 自动输入X和Y坐标.5. 再把SKIP?项, 设为USE, 表示要使用.2-6 Teaching BLOCK FUDUCIAL坐标,并设为USE.1. 在BLOCK上选定光学辨识点(对角).2. 按住YPU上的JOYSTICK按键.3. 推游戏杆,并从VISION MONITOR上观察是否已移至选定的位置上.4. 移到定点后, 按两[F10], 自动输入X和Y坐标.5. 再把SKIP?项, 设为USE, 表示要使用.2-7 选择PcbFixDevice(定位方式).1. 游标移至PcbFixDevice.2. 按[SPACE], 选择定位方式.2-8 按[ESC], 进入第三层<COMMAND_LIST>.2-9 按[F3]或游标移至A1 MAIN WINDOW按[ENTER], 选择MARK INFO., 按[ENTER].编写MARK INFORMATION:3-1 任意输入MARK NAME.3-2 按[TAB], 切换至MARK TYPE INFO.子窗口.3-3 按[ESC]进入第三层<COMMAND_LIST>.3-4 游标移至A3 VIEW DATABASE No. , 按[ENTER],在DATABASE中选择适当的MARK编号后,按[ENTER].3-5 按[F7],复制DATABASE的设定.3-6 检查MARK TYPE是否正确(FIDUCIAL/CAMERA).3-7 按[F4],切换至MARK SIZE INFO.子窗口.3-8 测量并输入MARK OUTSIZE.3-9 按[F4],切换至VISION INFO.子窗口.3-10 检查MARK SHAPE是否正确.3-11 检查MARK SUPFACE TYPE是否正确.3-12 按[F6], 进行视觉辨识调整.1. 光标移至FIX PCB, 按[ENTER], 进行PCB定位. 参考2-2.2. 游标移至TEACH MARK, 按[ENTER]两次.3. 按住YPU上的JOYSTICK按键.4. 推游戏杆, 并从VISION MONITOR上观察是否已移至MARK位置上.5. 已移至MARK位置上后, 按[ENTER].6. 光标移至VISION TEST, 按[ENTER], 进行辨识.7. 若失败, 将游标移至PARM.SEARCH, 按[ENTER]做参数搜寻.8. 完成参数搜寻后,将游标移至VISION TEST, 按[ENTER].9. 若失败,重复步骤7; 若仍失败, 请检查MARK OUT SIZE是否正确. 直到VISION TEST成功.10. 成功后, 游标移至EXIT, 按[ENTER]跳出.3-13 按[ESC]进入第三层<COMMAND_LIST>.3-14 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择BLOCK REPEAT INFO.,按[ENTER].编写BLOCK REPEAT INFORMATION:4-1 输入各BLOCK REPEAT点的名称.4-2 按[ESC]进入第三层<COMMAND_LIST>.4-3 游标移至B0 TEACING, TRACE CONDITION, 按[ENTER].1.选择CAMERA, 按[ENTER].2. 选择速度(任意), 按[ENTER].3. 设定使不使用FIDUCIAL, 选择USE, 按[ENTER].4-4 第一个BLOCK REPEAT点的坐标取与PCB ORIGIN一样, 故坐标为(0, 0).4-5 其余BLOCK REPEAT点则取各BLOCK上和第一个BLOCK上的BLOCK REPEAT点相同的位置.1. 按住YPU上的JOYSTICK按键.2. 推游戏杆, 并从VISION MONITOR上观察是否已移至正确位置上.3. 移到定点后, 按两次[F10], 自动输入X和Y坐标.4-6 输入各个BLOCK和第一个BLOCK比较后的旋转角度.4-7 按[ESC],进入第三层<COMMAND_LIST>.4-8 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择COMPONENT INFO., 按[ENTER].编写COMPONENT INFORMATION:5-1 任意输入各种零件名称(所有零件都要做以下CHECK).5-2 按[TAB], 切换至USER ITEM子窗口.5-3 游标移至DATABASE NO.上.5-4 游标移至2/1/A3, 按[ENTER], 在DATABASE中选择适当的COMPONENT编号后,按[ENTER].5-5 按[F7], 复制DATABASE的设定.5-6 检查COMP. PACKAGE.5-7 检查FEEDER TYPE.5-8 检查REQUIRED NOZZLE.5-9 检查ALLGNMENT MODULD.5-10 按[F4], 切换至PICK&MOUNT子窗口.5-11 检查PICK UP ANGLE.5-12 检查PICK HEIGHT及MOUNT HEIGHT.5-13 检查DUMP WAY.5-14 检查MOUNT ACTION.5-15 检查PICK SPEED及MOUNT SPEED.5-16 检查PICK VACUUM及MOUNT VACUUM.5-17 按[F4], 切换至TRAY子窗口.5-18 检查X及Y-COMP.AMOUNT.5-19 检查X及Y-COMPPITCH.5-20 检查X及Y-CURRENTPOS.5-21 检查WASTESPACE ( L )及WASTESPACE( R )或PALLETSTART及PALLET-END及PALLET-CURRENT.5-22 检查X及Y-TRAYAMOUNT.5-23 检查X及Y-TRAYPITCH.5-24 检查X及YCURRENTTRAY.5-25 检查COUNTOUTSTOP.5-26 按[F4], 切换至VISION子窗口.5-27 检查ALIGNMENT TYPE.5-28 按[F4], 切换至SHAPE子窗口.5-29 检查BODY SIZE X及Y及Z.5-30 检查LEAD NUMBER.5-31 检查REFLECTLL.5-32 检查LEAD PITCH.5-33 检查LEAD WIDTH.5-34 检查MOLD SIZE X及Y.5-35 按[F6], 进行视觉辨识调整.5-36 所有零件都做完后, 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择MOUNT INFO.,按[ENTER].编写MOUNT INFORMATION:6-1 输入所有MOUNT点名称.6-2 光标移至2/1/B0, 启动MOVING CAMERA.6-3 输入所有MOUNT点坐标.6-4 检查并输入所有MOUNT点角度.6-5 按[F4], 切换至COMPONENT INFO.子窗口.6-6 按[TAB], 回到MOUNT INFO.主画面.6-7 对照各个MOUNT点所使用的零件,并将该零件在COMPONENT INFO.中的编号输入到MOUNTINFO.中的COMP参数内.6-8 按[ESC], 叫出命令列(COMMAND…LIST).6-9 游标移至2/1/E0 SAVE PCB & EXIT, 按[ENTER], 储存档案并跳出.进行自动编排:7-1 游标移至2/2/A1 OBJECT SELECTION, 按[ENTER].7-2 游标移至PCB SELECTION, 按[ENTER].7-3 选择欲编排之PCB档案后, 按[ENTER].7-4 游标移至QUIT, 按[ENTER].7-5 光标移至2/2/A4 CONDITION SETTING, 按[ENTER], 设定编排状况.7-6 光标移至2/2/A5 EXECUTE, 按[ENTER], 进行编排.7-7 若有错误产出, 详读错误讯息后做适当的修正.。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
雅马哈贴片机编程方法第一章零件认识与介绍常见的SMD零件包装方式CHIP/MELF/TR/SOP(SOIC)/SOJ/PLCC/QFP/BGA、电阻[ R ] [ RN ] [VR]CHIP=有公制/英制两种规格,在台湾说法以英制为准,常用的CHIP零件如下表:零件规格长(L) 宽(W) 厚(T) REMARK 0402(英)/1005(公) 1、0mm 0、5mm 0、4-0、7mm 0603(英)/1608(公) 1、6mm 0、8mm 0、4-1、0mm 0805(英)/2125(公) 2、0mm 1、25mm 0、5-1、0mm 1206(英)/3216(公) 3、2mm 1、6mm 0、6-1、2mm CHIP分电阻及电容,偶尔有电感/特殊规格等零件,一般平面四方称为CHIP、A、电阻在PC板简称[ R ], 排阻称[ RN ], 可变电阻称[ VR ]a1、R的误差值有J Type=+/-5% (常用)以3位数字显示、F Type=+/-1% (精密)以4位数字显示、J Type 零件外观显示=电阻值000=1Ω100=10Ω101=100Ω102=1KΩ103=10KΩ104=100KΩ105=1MΩF Type 零件外观显示=电阻值1R2=1、2Ω1000=100Ω1001=1KΩ1002=10KΩ1003=100KΩ1004=1MΩRN与J Type一样外观显示, 在主机板常见规格1206、SMD的RN有8个点吃锡, 不像1206有2个点吃锡、VR用在通信产品上, 有2/3个吃锡点、B、主机板(MAIN BOARD)常见的电阻规格0603/0805/RN…C、通信产品因高频关系, 常见的电阻规格0603/1608/VR, 但会以F Type出现居多、D、零件的趋势渐被0603所取代, 主要LAYOUT及机板的密度(Notebook)的需求加上材料的耐压特性及锡膏与钢板精度都已克服, 以后0603零件会逐渐普遍、电容[ C ]A、电容在PC板简称[ C ], 它的外观没有数字可供分辨, 通常颜色愈浅, 电容值愈小、a1、C的误差值有Z Type=+80%, -20%(常用104Z)M Type=+10%, -10%K Type=+20%, -20%(常用103K)J Type=+/-5%F Type=+/-1%它的电容值换算1P10P100P=101P=0、0001uf1000P=102P=0、001uf=1n10000P=103P=0、01uf=10n100000P=104P=0、1uf=100n *104P用在主机板的IC旁SOP的10pin-20pin1000000P=105P=1uf *工厂的写法与说法104P10000000P=10uf(用在主机板的5V, 过滤电流噪声)电容有正负极性之分, 有Mark为正极(料带前进的右)SMD电容因特性及耐压等关系有不同的材料电容材料以分陶瓷/钽质/电解以计算机主机板瞧在286时代都以DIP+PLCC零件为主, 当时的PLCC不就是直接焊在PC板上, 都会安装在一个零件座上(SOCKET), 也瞧不到1206的踪迹、二极体[ C ] /晶体管/电感/震荡器[ QUARTZ ]二极体[ D ]二极体有IN4148/ZD 5、6V(极纳稳压)及整流二极体IN4001/IN4002及发光二极体,俗称LED、IN4148有在主机板上顺流之用(SIZEΦ1、4mm*3、4mm)ZD5、6V用在Power部份主要限流电压、(SIZEΦ1、4mm*3、4mm)IN4001用在Power部份主要将AC电压转成DC之用(SIZEΦ2、5mm*3、4mm), 现已改成桥式整流器所取代、LED主要显示用, 市场已出现双色,红,黄,绿,缺蓝、二极体有正负极之分, 有Mark为负极(料带前进的左)电感[ L ]电感规格有HZ(计量单位:亨利), 用电表量=0Ω线圈晶体管[ Q ]主机板有2N3904,2N3906常见两种、通信产品规格更多有3,4,5,6只脚, 形状长方及圆形加十字……在5,6只晶体管, 其实它就是IC零件之类, 用在B、B、CALL之类性产品、SOP/SOJ/PLCC/QFP(CHIP SET)/BGA[ U ]SOP外观2边向外弯, 脚数有8,14,16,20……SOJ外观2边向外弯, 脚数有20,24,28,32,40,44, 主要DRAM, SRAM……TSOP外观2边向外, 脚数有20,24,28…… PCMCIA, Fast IC卡, 主要它的零件厚度在1、0mm以下、PLCC外观4边向内弯, 脚数有20,28,32,44,54,68,84、QFP外观4边向外弯, 脚数有44-256pin, PITCH(脚与脚的间距)0、8-0、3之间、主机板常见SOP零件74系列7404/F244/F245/ALS244/LS244/75232(1488,1489)SOJ用在SIMM MODULE 如主机板72pin simm、第二章YAMAHA 程式编写步骤开机:0-1 打开电源0-2 等机器自我测试完成后, 光标移至2/DATA/M, 按[ENTER], 进入第二层<<MODE>>、0-3 光标移至4/MANUAL, 按[ENTER], 进入第三层<COMMAND_LIST>、0-4 游标移至B6 INIT、ORIGIN, 按[ENTER], 开始归原点、0-5 归完原点,按[ESC], 再按[ENTER], 跳回第二层<<MODE>>、建立新档案:1-1 光标移至1/EDIT_DATE, 按[ENTER], 进入第三层<COMMAND_LIST>、1-2 游标移至D2 CREAT PCB DATA, 按[ENTER], 建立PCB档案、1、输入欲建立之档名、2、按[SPACE], 选择EXEC后, 按[ENTER]执行、1-3 游标移至D1 SWITCH PCB DATA, 按[ENTER], 开启PCB档案、1、用上下键选择欲开启之文件名称后, 按[ENTER]开启、2、或直接键入文件名称, 光标会自动跳到与输入名称相同或近似的文件名称上, 再按[ENTER]开启(VER、1、12以后)、1-4 选择PCB INFO、, 按[ENTER]、编写PCB INFORMATION:2-1 按[ESC], 进入第三层<COMMAND_LIST>、2-2 光标移至B7 CONVEYOR UNIT, 按[ENTER], 进行PCB定位、(一) 使用LOCATE PIN定位1、游标移至CONVEYOR WIDTH上, 按[ENTER]、2、输入PCB宽度, 按[ENTER, 轨道自动调整为所输入的宽度、3、游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER、4、将PCB放在输送带上、5、游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB与MAINSTOPPER相碰后, 再按一次[ENTER], 停止输送带、6、游标移至LOCATE PIN上, 按[ENTER], 升起LOCATE PIN、7、按下紧急开关、8、放松锁定LOCATE PIN 2与PUSH IN 的卡榫、※实机讲解、9、调整LOCATE PIN 2至正确插入第二个定位孔、10、锁紧卡榫、11、解除紧急开关, 并按[READY]、12、游标移至PUSH UP上, 按[ENTER], 升起底板、13、调整PUSH UP ROD高度、※实机讲解、14、游标移至MAIN STOPPER上, 按[ENTER]放下MAIN STOPPER、15、按[ESC], 跳回第三层<COMMAND_LIST>、(二) 使用EDGE CLAMP定位1、游标移至CONVEYOR WIDTH上, 按[ENTER]、2、输入PCB宽度, 按[ENTER], 轨道自动詷为所输入的宽度、3、游标移至MAIN STOPPER上, 按[ENTER], 升起MAIN STOPPER、4、将PCB放在输送带上、5、游标移至CONVEYOR MOTOR上, 按[ENTER], 将PCB送入定位, 待PCB与MAIN STOPPER相碰后, 再按一次[ENTER], 停止输送带、6、游标移至PUSH UP上, 按[ENTER], 升起底板、7、调整PUSH UP ROD高度、8、游标移至EDGE CLAMP上, 按[ENTER], 夹起板边、9、游标移至PUSH IN上, 按[ENTER], 升起PUSH IN、10、按下紧急开关、11、放松锁定LOCATE PIN 2与PUSH IN的卡榫、※实机讲解、12、调整PUSH IN至刚好碰到PCB尾端、13、锁紧卡榫、14、解除紧急开关, 并按[READY]、15、游标移至MAIN STOPPER上, 按[ENTER], 放下MAIN STOPPER、16、按[ESC], 跳回第三层<COMMAND_LIST>、2-3 光标移至B0 TEACHING, TRACE CONDITION, 按[ENTER], 设定及启动MOVING CAMERA、1、选择CAMERA, 按[ENTER]、2、选择速度(任意), 按[ENTER]、3、设定使不使用FIDUCIAL, 选择NOT USE, 按[ENTER]、2-4 Teaching PCB ORIGIN坐标、1、在PCB上选定易目视的位置,如PAD转角、2、按住YPU上的JOYSTICK按键、3、推游戏杆,并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定位点后, 按两次[F10], 自动输入X与Y坐标、2-5 Teaching PCB FIDUCIAL坐标, 设为USE、1、在整块PCB上选定光学识点(对角)、2、按住YPU上的JOYSTICK按键、3、推游戏杆, 并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定点后, 按两次[F10], 自动输入X与Y坐标、5、再把SKIP?项, 设为USE, 表示要使用、2-6 Teaching BLOCK FUDUCIAL坐标,并设为USE、1、在BLOCK上选定光学辨识点(对角)、2、按住YPU上的JOYSTICK按键、3、推游戏杆,并从VISION MONITOR上观察就是否已移至选定的位置上、4、移到定点后, 按两[F10], 自动输入X与Y坐标、5、再把SKIP?项, 设为USE, 表示要使用、2-7 选择PcbFixDevice(定位方式)、1、游标移至PcbFixDevice、2、按[SPACE], 选择定位方式、2-8 按[ESC], 进入第三层<COMMAND_LIST>、2-9 按[F3]或游标移至A1 MAIN WINDOW按[ENTER], 选择MARK INFO、, 按[ENTER]、编写MARK INFORMATION:3-1 任意输入MARK NAME、3-2 按[TAB], 切换至MARK TYPE INFO、子窗口、3-3 按[ESC]进入第三层<COMMAND_LIST>、3-4 游标移至A3 VIEW DATABASE No、, 按[ENTER],在DATABASE中选择适当的MARK编号后,按[ENTER]、3-5 按[F7],复制DATABASE的设定、3-6 检查MARK TYPE就是否正确(FIDUCIAL/CAMERA)、3-7 按[F4],切换至MARK SIZE INFO、子窗口、3-8 测量并输入MARK OUTSIZE、3-9 按[F4],切换至VISION INFO、子窗口、3-10 检查MARK SHAPE就是否正确、3-11 检查MARK SUPFACE TYPE就是否正确、3-12 按[F6], 进行视觉辨识调整、1、光标移至FIX PCB, 按[ENTER], 进行PCB定位、参考2-2、2、游标移至TEACH MARK, 按[ENTER]两次、3、按住YPU上的JOYSTICK按键、4、推游戏杆, 并从VISION MONITOR上观察就是否已移至MARK位置上、5、已移至MARK位置上后, 按[ENTER]、6、光标移至VISION TEST, 按[ENTER], 进行辨识、7、若失败, 将游标移至PARM、SEARCH, 按[ENTER]做参数搜寻、8、完成参数搜寻后,将游标移至VISION TEST, 按[ENTER]、9、若失败,重复步骤7; 若仍失败, 请检查MARK OUT SIZE就是否正确、直到VISION TEST成功、10、成功后, 游标移至EXIT, 按[ENTER]跳出、3-13 按[ESC]进入第三层<COMMAND_LIST>、3-14 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择BLOCK REPEAT INFO、,按[ENTER]、编写BLOCK REPEAT INFORMATION:4-1 输入各BLOCK REPEAT点的名称、4-2 按[ESC]进入第三层<COMMAND_LIST>、4-3 游标移至B0 TEACING, TRACE CONDITION, 按[ENTER]、1、选择CAMERA, 按[ENTER]、2、选择速度(任意), 按[ENTER]、3、设定使不使用FIDUCIAL, 选择USE, 按[ENTER]、4-4 第一个BLOCK REPEAT点的坐标取与PCB ORIGIN一样, 故坐标为(0, 0)、4-5 其余BLOCK REPEAT点则取各BLOCK上与第一个BLOCK上的BLOCK REPEAT点相同的位置、1、按住YPU上的JOYSTICK按键、2、推游戏杆, 并从VISION MONITOR上观察就是否已移至正确位置上、3、移到定点后, 按两次[F10], 自动输入X与Y坐标、4-6 输入各个BLOCK与第一个BLOCK比较后的旋转角度、4-7 按[ESC],进入第三层<COMMAND_LIST>、4-8 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择COMPONENT INFO、, 按[ENTER]、编写COMPONENT INFORMATION:5-1 任意输入各种零件名称(所有零件都要做以下CHECK)、5-2 按[TAB], 切换至USER ITEM子窗口、5-3 游标移至DATABASE NO、上、5-4 游标移至2/1/A3, 按[ENTER], 在DATABASE中选择适当的COMPONENT编号后,按[ENTER]、5-5 按[F7], 复制DATABASE的设定、5-6 检查COMP、PACKAGE、5-7 检查FEEDER TYPE、5-8 检查REQUIRED NOZZLE、5-9 检查ALLGNMENT MODULD、5-10 按[F4], 切换至PICK&MOUNT子窗口、5-11 检查PICK UP ANGLE、5-12 检查PICK HEIGHT及MOUNT HEIGHT、5-13 检查DUMP WAY、5-14 检查MOUNT ACTION、5-15 检查PICK SPEED及MOUNT SPEED、5-16 检查PICK VACUUM及MOUNT VACUUM、5-17 按[F4], 切换至TRAY子窗口、5-18 检查X及Y-COMP、AMOUNT、5-19 检查X及Y-COMPPITCH、5-20 检查X及Y-CURRENTPOS、5-21 检查WASTESPACE ( L )及WASTESPACE( R )或PALLETSTART及PALLET-END及PALLET-CURRENT、5-22 检查X及Y-TRAYAMOUNT、5-23 检查X及Y-TRAYPITCH、5-24 检查X及YCURRENTTRAY、5-25 检查COUNTOUTSTOP、5-26 按[F4], 切换至VISION子窗口、5-27 检查ALIGNMENT TYPE、5-28 按[F4], 切换至SHAPE子窗口、5-29 检查BODY SIZE X及Y及Z、5-30 检查LEAD NUMBER、5-31 检查REFLECTLL、5-32 检查LEAD PITCH、5-33 检查LEAD WIDTH、5-34 检查MOLD SIZE X及Y、5-35 按[F6], 进行视觉辨识调整、5-36 所有零件都做完后, 按[F3]或游标移至A1 MAIN WINDOW, 按[ENTER], 选择MOUNT INFO、,按[ENTER]、编写MOUNT INFORMATION:6-1 输入所有MOUNT点名称、6-2 光标移至2/1/B0, 启动MOVING CAMERA、6-3 输入所有MOUNT点坐标、6-4 检查并输入所有MOUNT点角度、6-5 按[F4], 切换至COMPONENT INFO、子窗口、6-6 按[TAB], 回到MOUNT INFO、主画面、6-7 对照各个MOUNT点所使用的零件,并将该零件在COMPONENT INFO、中的编号输入到MOUNT INFO、中的COMP参数内、6-8 按[ESC], 叫出命令列(COMMAND…LIST)、6-9 游标移至2/1/E0 SAVE PCB & EXIT, 按[ENTER], 储存档案并跳出、进行自动编排:7-1 游标移至2/2/A1 OBJECT SELECTION, 按[ENTER]、7-2 游标移至PCB SELECTION, 按[ENTER]、7-3 选择欲编排之PCB档案后, 按[ENTER]、7-4 游标移至QUIT, 按[ENTER]、7-5 光标移至2/2/A4 CONDITION SETTING, 按[ENTER], 设定编排状况、7-6 光标移至2/2/A5 EXECUTE, 按[ENTER], 进行编排、7-7 若有错误产出, 详读错误讯息后做适当的修正、。