三级质量控制点设置表(p41-70)
ABC三级质量控制点设置(修订)
关于四川盛马化工有限公司重油深加工项目
实施A、B、C三级质量控制点的规定
A、B、C三级质量控制点设置表质检等级说明
1、代号说明
A:停检点,必须经专业监理工程师、业主(必要时还需地方质检部门、设计单位参与)检查合格后,方可进行下道工序;
B:报告检查点,即必须通知专业监理工程师共检;
C:一般检查点,施工单位质量检查员检查合格后,报专业监理工程师按正常程序对施工质量现场抽检。
R:须有见证记录文件,施工过程质量控制记录,并经相关人员签字确认;
2、报验说明
AR、BR:施工单位在报验时,应同时报验已自检合格、并经相关人员签字确认的记录文件和施工过程质量控制记录。
CR:施工单位自检合格,建立和保存经相关人员签字确认的记录文件和施工过程质量控制记录,专业监理工程师在现场抽检验证.。
监理ABC三级明细质量控制要点表

附表:三级质量控制要点明细表表一:工业建造物质量控制点序号 控制点等级 1 设计交底2 施工图会审3 材料检验4 施工方案审查5 桩基放线施工6 基础定位轴线标高测量7 承台基础验槽8 承台垫层9 钢筋捆扎,验收10 模板检查 11 浇灌砼 12 墙身砌砖 13 重要构件荷载试验 14 室内外装修 15 屋面防水 16 钢铝门窗工程17 交工技术文件、竣工图控制内容设计中特殊要求,施工中应注意的问题和材料选用等 对施工图存在的问题,不明确及施工不便的地方等进行讨论 检查合格证书,抽检记录,材料规格材质是否符合设计 施工进度,施工机具,施工技术措施, HSE/质量保证措施等 坐标,桩孔深度,土质,钢筋笼焊接,砼浇注 检查坐标点承台标高,槽尺寸,桩头检查 垫层厚度,水平,几何尺寸 钢筋规格,间距,搭拉长度坚固程度 几何尺寸,缝隙,稳定性配合比,埋件,浇灌令,隐蔽记录,振捣情况等坐标,轴线,标高,灰缝平竖直,灰浆饱满度,拉接筋设置,预留空等 荷载试验报告楼,地的平整度,墙面的平整度,粘接强度,色调均匀 基层处理,材料搭接长度,孔洞等的处理门窗出厂合格证,预埋件数量位置,关闭灵便,严密,坚固,填嵌饱满 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理 控制点W W H H W H W H H H W H H H W WWAR AR BR AR ARAR AR AR AR AR BR ARAR BR AR ARAR 表二:设备基础质量控制点A 、B 、C 施工 阶段准备 阶段交工 阶段阶段质量序号 控制点 1 设计交底2 施工图会审3 材料检验4 施工方案审查5 测量放线6 地基验槽7 钢筋绑轧8 地脚螺栓固定9 支模板10 浇灌砼11 基础外观检查12 基础交安装13 交工技术文件、竣工图 表三:钢结构预制安装质量控制点 质量 监理 控 制 内 容 类别 控制点AR W 设计中的特殊要求,施工中应注意的问题和材料选用等 AR W 对施工图存在的问题,不明确及施工不便的地方等进行讨论 CR H 检查合格证书,抽检记录,材料规格材质是否符合设计 BR H 施工进度,施工机具,施工技术措施,质量保证措施等控制内容设计中特殊要求,施工中应注意的问题和材料选用等 对施工图存在的问题,不明确及施工不便的地方等进行讨论 检查合格证书,抽检记录,材料规格材质是否符合设计 施工进度,施工机具,施工技术措施,质量保证措施等 坐标,水准点测量成果 地质与设计相符,几何尺寸规格,数量,搭接坚固程度,钢筋间距 数量,规格,方位,固定方式,稳定性,标高 几何尺寸,缝隙,支撑的稳定性 配合比,地脚螺栓,浇灌令,隐蔽记录 有无麻面,蜂窝孔洞基础各项数据,坐标,标高,螺栓或者孔间距尺寸,外观质量,安装单位复测验收序号 控 制 点1 设计交底2 施工图会审3 材料检验4 施工方案审查监理 控制点WWH HH H HH HWS S W质量 等级 ARARBRARBRBRARBRARBRCR BRAR准备 阶 段 准备 阶段工程 交接安装 阶段阶段 阶段5 构件验收6 基础验收7 构件组对 8 垫铁检查 9 构件安装 10 螺栓连接 11 现场油漆 12 基础灌浆13 交工技术文件、竣工图 表四:容器、塔器安装质量控制点序号 控 制 点1 施工方案审查2 设备检验3 基础验收4 耐压试验与气密试验5 设备吊装就位6 设备水平度/垂直度检查7 基础活动端垫板处理8 基础灌浆9 内件安装S 孔距、孔径尺寸及误差,构件各部尺寸检查W 坐标、轴线、标高、基准线,作交接记录S 轴线交点允差、整体尺寸允差、其它尺寸误差、焊接质量 H 垫铁组数、间距、搭接长度、每组块数 H 焊接技术要求、焊接质量检验标准S 磨擦面清理、高强螺栓终拧力距、螺栓连接、交付使用 S 颜色、层数、厚度、涂刷质量 S 砂浆配比填充密实情况W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格控 制 内 容施工进度,施工机具,施工技术措施,质量保证措施等 型号、规格、出厂合格等,验收记录 坐标、标高、地脚螺栓位置,作交接记录检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 水平度与垂直度、管口方位检查卧式设备水平度、立式设备塔类设备垂直度符合规范要求 检查滑板位置,涂上防锈油,检查设备长孔位置,挪移量 灌浆前检查,作隐蔽记录,充填密实,处表面抹光内件数量位置要求监理 控制点H W HH SH S H S质量 类别 BR AR ARARBARB BR CRB ARB ARBR C C BAR 安装阶段安装阶段准备 阶段交工 阶段阶段表五:换热器质量控制点监理 控制点W S检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 位置度、水平度与垂直度,管口方位 充填密实,外表面抹光内件数量位置要求检查内件是否齐全正确,是否有杂物遗留检查滑板位置,涂上防锈油,检查设备长孔位置,留挪移量、螺母锁紧 检查内件是否齐全正确,是否有杂物遗留 每次沉降观测均作记录交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理 控制点H 检查内件是否齐全正确,是否有杂物遗留 S 每次沉降观测均作记录W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格10 内部情况检查封闭 AR 11 基础沉降观测(如需要) CR12 交工技术文件、竣工图 AR 交工 阶段 序号 控制点1 设备及材料交接检验2 基础交接验收3 耐压试验与气密试验4 设备吊装就位找正5 二次灌浆6 内件安装7 内部情况检查封闭 8 基础活动端垫板处理9 封闭前的检查10 基础沉降观测 (如需要)11 交工技术文件、竣工图 型号,规格,出厂合格等坐标,标高,地脚螺栓位置B BRARBARCR AR质量 等级 质量 等级 ARBRARBRHHSH HSH SW表六:储罐安装质量控制点阶段 序号准备 阶段安装 阶段交工 阶段控制内容控制内容控制点阶段1 设备及材料交接检验2 基础交接验收3 耐压试验与气密试验4 设备吊装就位找正5 二次灌浆6 内件安装7 内部情况检查封闭8 基础活动端垫板处理9 容器封闭前检查10 基础沉降观测 (如需要)11 交工技术文件、竣工图 表七:大型储罐制作、安装质量控制点阶段1 施工方案审查2 设备及材料交接检验3 基础交接验收4 放样、下料,作标识5 组焊底板、焊缝检测6 提升装置安装调试型号,规格,出厂合格等坐标,标高,地脚螺栓位置检查各接口焊缝渗漏情况(根据实际情况确定是否进行) 位置度、水平度与垂直度,管口方位 充填密实,外表面抹光内件数量位置要求检查内件是否齐全正确,是否有杂物遗留检查滑板位置,涂上防锈油,检查设备长孔位置,挪移量 检查内件是否齐全正确,是否有杂物遗留 每次沉降观测均作记录交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格控制内容施工进度,施工机具,施工技术措施,排版图,质量保证措施等 型号,规格,出厂合格等 坐标,标高,地脚螺栓位置各种板下料后每块板的几何尺寸及坡口检测、按排版图作标识正确 几何尺寸、焊缝质量检测,真空试验按施工方案的提升装置受力计算书进行布设提升装置,调试提升工况监理 控制点H WSSHSAR BR AR BR B BR AR B ARCRAR质量 等级 BRARBRCBRCWSH H S H H S H SW序号 控制点 准备 阶段准备 阶段安装 阶段安装 阶段交工 阶段壁板、顶板组焊、质量检测 内件安装盛水试验与气密试验浮船升降试验 内部情况检查封闭基础沉降观测 (如需要) 交工技术文件、竣工图表八:带搅拌器设备安装质量控制点阶段 序号 控 制 点 质量 监理 控 制 内 容类别控制点准 1 设备开箱检查 AR W 安装箱单清点外观检查及资料清查,验收记录 备段 3 基础验收 AR H 中心位置、螺孔位置、标高等4 垫铁摆放 BR H 垫铁组数、位置、间距、垫铁组5 设备吊装 B S 吊点选择安 6 设备就位安装 B S 设备就位、初步找正、地脚螺栓浇灌装 7 设备找正 BR H 设备外壳位置度、垂直度找正阶8 搅拌器安装找正 BR H 搅拌轴垂直度、联轴节对中、搅拌叶与筒体间隙的找正9 基础灌浆或者焊固 AR H 灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上点焊接固定垫板 10 单机试运 AR H 根据工艺和设备情况,装水试运, 单机试运记录H 罐顶、各带壁板的几何尺寸、焊缝质量检测H 内件数量位置要求H 检查各接口焊缝渗漏情况(根据实际情况确定是否进行) H 用水或者压缩空气进行浮船升降试验(浮顶储罐 ) H 检查内件是否齐全正确,是否有杂物遗留S 每次沉降观测均作记录W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格阶2 施工方案审查 BR H 吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行BR AR BR ARCRAR78 9 10 11 1213交工 阶段段BR11 交工技术文件、竣工图 AR W 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格监理控制点 W 型号、规格、出厂合格证及有关资料等作验收记录 HH H S SS HH H H H交工阶段表十:活塞式压缩机质量控制点阶段 序号 准 备吊装方法安装关键点的控制措施,质量保证措施等,并严格按出厂技术文件执行 坐标、标高、地脚螺栓孔位置等施工进度、施工机具、施工技术措施、质量保证措施等基础表面处理、垫铁找平、垫铁组数、每组块数、搭接长度、垫铁组间距 标高、进出口位置、坐标位置 清洗风干、对各部件进行检查 各部间隙、轴封的正确安装连轴接找正灌浆前检查,作隐蔽记录,检查垫铁,如果安装框架上则焊接固定垫板试车程序、步骤运行措施、检查部位、轴承温升、振动值要求 各部轴承温升、轴振动、起动电流等记录各部轴承温升、机电轴承温升、电流、出口压力、轴承、振动值等是否符合要求、运行记 录检查 交工技术文件数据准确,会签齐全,质量评定资料完善,初评合格序号 控 制 点 1 设备及附件开箱检验施工方案审查 2 基础检验验收 3 施工方案审查 4 基础处理5 设备安装6 设备拆卸清洗 (按需要)7 组装找平8 基础灌浆或者焊固9 试车方案审查 10 空负荷试车(机电)11 负荷试车12 交工技术文件、竣工图 1、图纸进行专业会审,检查图纸中的错误、现场不符的情况以及专业交叉中有问题的地方 2、审查 施工方案中的施工方法是否符合现场实际,是否具有可行性;技术参数是否符合图纸和规范的要求交工阶段表九:泵,风机安装质量控制点 质量 类别ARBR AR BRB CRCR BRAR BR AR AR控 制 内 容1 图纸会审、施工方案安装阶段监理 控制点 准备 阶段质量 等级 控制措施AR W控制点阶段 ARW序号 控制点2 机组及附件接收3 基础交接、复查4 压缩机机身煤油试漏5 压缩机机身就位初找正6 地脚螺栓灌浆前检查7 机身安装8 压缩机主机安装9 主轴轴承及滑道安装 10 气缸组装11 活塞杆及连杆检查12 压缩机活塞及活塞杆安装 13 汽缸阀门检查14 活塞杆跳动值检查 15 轴承润滑系统 16 汽缸及填料润滑 17 油系统冲洗 18 油系统整定 19 冷却系统20 控制和保护系统 21 盘车装置检查 22 空负荷试运转 23 系统吹扫 24 负荷试运转25 交工技术文件、竣工图 表十一:离心式压缩机质量控制点阶段 序号 控制点 准备 1 设备开箱检验控制措施1 加强对机组的材料、零部件的入库检验、保管,对检查出机组部件有质量问题的,及时向有关部门 反映,确保用于工程的材料质量符合设计及规范要求2 对质量证明书、合格证及复证记录确认复测基础的外形尺寸、预留洞、预埋螺栓是否符合图纸要求,允许偏差是否符合规范和技术文件的要求。
监理ABC三级明细质量控制要点表

附表:质量控制要点
A、B、C三级质量控制要点明细表
表三:钢结构预制安装质量控制点
表四:容器、塔器安装质量控制点
表八:带搅拌器设备安装质量控制点
表九:泵,风机安装质量控制点
表十五:设备及管道的绝热、防腐工程质量控制点
表十六:电气安装工程质量控制点
表十七:仪表安装工程质量控制点
说明:
1)质量等级:
A—联检点(业主、监理、项目部质量部门质检员联合检查);
B—共检点(监理、项目部质量部门质检员共同检查);
C—一般控制点(施工班组自行检查)
R—应有质量记录
2)监理控制点:
W—见证点(分为实物和文件的质量控制对象。
在规定的关键工序施工前,施工单位应提前通知监理人员在约定的时间内到现场进行见证和对其施工质量实施监督)。
H—停工待检点(施工单位要提前通知监理人员现场检查,在质量记录签字认可合格后,方可进入下道工序;否则不可进行下道工序)。
S—旁站巡检点(设备监理人员对正在进行施工的设备工程有关活动进行的定期或不定期的监督活动,监理人员必须到现场进行旁站检查)。
第20 页共20 页。
三级质量控制点设置表(p41-70)

CR
20200
塔类
20201
设备及材料交接检查
BR
20201
设备基础交接检查
BR
20201
垫铁地脚螺孔灌浆检查
A
20202
梯子平台检查
C
20203
找正
AR
20203
二次灌浆
B
20204
塔盘、充填
AAR
20204
附件
B
20204
塔封闭前检查
A
20205
基础沉降观测(如需要)
CR
20300
CR
10801
钢筋焊条检验
BR
10801
焊工合格证及焊接试验
BR
10801
半成品加工偏差
C
10801
预留连接筋锚固筋检查
C
10801
钢筋安装焊接检查
AR
10802
原材料配合比检查
CR
10802
砼搅拌检查
C
10802
砼浇筑震捣检查
C
10802
砼试块制作塌落度检查
C
10802
砼养护检查
C
10802
一般砼试块强度检查
预制检查
B
21102
几何尺寸检查
B
21102
焊接接头外外观检查
C
21102
无损检测
CR
21103
基础交接检查
BR
21103
垫铁地脚螺孔灌浆检查
A
21103
找正
AR
21103
附件安装检查
B
21103
二次灌浆
三级质量控制点
三级质量控制点(总2页) -CAL-FENGHAL-(YICAI)-Company One 1
■CAL■本页仅作为文档封面,使用请直接删除
A、B、C三级质量控制点(共9张)
仪表安装工程质量控制点(9・9)
1)质量等级:
A—联检点(业主、监理、项L1部质量部门质检员联合检查);B—共检点(监理、项LI部质量部门质检员共同检查);
C—一般控制点(施工班组自行检查)
R—应有质量记录
2)监理控制点:
W—见证点(分为实物和文件的质量控制对象。
在规定的关键工序施工前,施工单位应提前通知监
理人员在约定的时间内到现场进行见证和对其施工质量实施监督)。
H—停工待检点(施工单位要提前通知监理人员现场检查,在质量记录签字认可合格后,方可进入
下道工序;否则不可进行下道工序)。
S—旁站巡检点(设备监理人员对正在进行施工的设备工程有关活动进行的定期或不定期的监督活动,监理人员必须到现场进行旁站检查)。
项目质量管理计划三级控制点划分

建筑工程质量控制点设置表1、地基与基础工程序号主要施工工序A级控制点 B级控制点 C级控制点PMT 监理单位EPC承包项目 1 设计交底A△○ ○ 2施工图纸会审 A△○ ○ 3 施工方案B△ ○ 4原材料的出厂合格证书及进场检(试)验报告 B △○ 5施工试验报告及见证检测报告 B△ ○ 6 工程定位测量A ○ △ ○ 7 地基基础检验及抽样检测报告 B○△ ○ 8 无支护土方工程 8.1土方开挖:标高、夯实、坡度 C △ 8.2土方回填:标高、夯实、坡度 C △ 8.3 管沟土方:标高、夯实C△8。
4 排水沟土方:标高、坡度C△9地基及基础处理工程9。
1 地基验槽 A ○ △ ○ 9.2砂及砂石地基:厚度、配料及密实度 C △ 9.3油罐基础沥青砂垫层:平整、密实、接缝 C△第 1 页共102页10地下防水工程 10。
1 水泥砂浆防水层工程:层间结合 C△ 10。
2 卷材防水层:变形缝,预埋管件C△11 钢筋工程:接头、钢筋直径、位置,箍筋位置11。
1 钢筋工程隐蔽验收 B △ ○12模板工程:强度、钢度、稳定性12.1 检查预埋地脚螺栓 B △ ○ 12。
2 检查预埋件、预埋管、预留洞的位置 B △ ○ 13 砼工程:配比控制,振捣,强度,表面缺陷C△ 14后浇带砼:配比控制,振捣,强度, C△15 砼结构缝处理:C△16砼基础防腐 B △ ○ 型钢(管)混凝土、型钢(管)焊接、型钢17 B △ ○ (管)与钢筋连接、混凝土18 地基与基础工程验收A ○ △ ○ 第 2页共 102页建筑工程质量控制点设置表 2 、主体结构工程序号主要施工工序A级控制点 B级控制点 C级控制点PMT监理单位 EPC承包单位1设计交底 A △○○ 2 施工图纸会审A△○○3施工方案 B △○ 4 原材料的出厂合格证书及进场检(试)验报告 B △○ 5 施工试验报告及见证检测报告 B△○6混凝土结构工程 6.1 模板工程:强度、钢度、稳定性 6。
三级质量控制点

三级质量控制点质量控制是一个组织或企业确保其产品或服务符合预期标准的过程。
为了确保产品或服务的质量,质量控制点被设立在生产或服务过程的不同阶段。
三级质量控制点是指在整个生产或服务过程中设立的三个关键控制点,以确保产品或服务的质量达到预期标准。
本文将详细介绍三级质量控制点的定义、目的、执行步骤和相关数据分析。
一、定义三级质量控制点是指在生产或服务过程中设立的三个关键控制点,用于监控和改进产品或服务的质量。
这些控制点分别位于生产过程的不同阶段,以确保产品或服务在每个阶段都符合质量标准。
二、目的三级质量控制点的目的是确保产品或服务在生产或提供过程中的每个阶段都经过严格的质量控制,以最大程度地减少缺陷和不合格产品或服务的产生。
通过设立三级质量控制点,组织或企业可以及时发现和纠正潜在的质量问题,提高产品或服务的质量,满足客户的需求和期望,增强竞争力。
三、执行步骤1. 第一级质量控制点:原材料检验在生产过程开始之前,需要对原材料进行检验。
原材料检验的目的是确保原材料的质量符合要求,并且不会对最终产品的质量产生负面影响。
原材料检验应包括外观检查、尺寸测量、化学成分分析等。
如果原材料不符合质量标准,应及时采取措施,如退货、更换供应商等。
2. 第二级质量控制点:生产过程监控生产过程监控是指在产品制造过程中对关键环节进行监控和控制,以确保产品质量的稳定性和一致性。
生产过程监控应包括设备校准、工艺参数控制、产品抽样检验等。
通过实时监控和数据分析,可以及时发现生产过程中的异常情况,并采取纠正措施,以确保产品质量符合标准。
3. 第三级质量控制点:最终产品检验最终产品检验是指在产品制造完成后对最终产品进行全面检验,以确保产品的质量符合标准和客户的需求。
最终产品检验应包括外观检查、功能测试、性能评估等。
如果产品不符合质量标准,应及时进行返工或报废,以保证只有合格产品离开生产线。
四、数据分析在三级质量控制点的执行过程中,数据分析是非常重要的一环。
三级质量控制点

三级质量控制点一、引言质量控制是确保产品或服务符合预期标准的关键过程。
在生产和服务过程中,设置质量控制点是为了监测、评估和纠正任何可能导致质量问题的因素。
本文将介绍三级质量控制点的标准格式,以确保质量控制工作的有效性和一致性。
二、三级质量控制点的定义三级质量控制点是指在生产或服务过程中,设立的三个关键阶段,用于监测和评估质量,并采取相应措施纠正任何潜在的质量问题。
这三个阶段分别是:一级质量控制点、二级质量控制点和三级质量控制点。
三、一级质量控制点1. 目的:确保原材料和零部件的质量符合要求,以避免质量问题在生产过程中的进一步扩大。
2. 流程:a. 原材料和零部件的接收检验:对所有进货的原材料和零部件进行检验,确保其符合规定的质量标准。
b. 抽样检测:从接收的原材料和零部件中随机抽取样品进行检测,以确保批次的整体质量。
c. 记录和报告:将检验结果记录并报告给相关部门,以便及时采取纠正措施。
四、二级质量控制点1. 目的:确保生产过程中的质量符合要求,以避免产品在交付给客户之前出现质量问题。
2. 流程:a. 生产过程监控:监控生产过程中的关键参数,如温度、压力、速度等,以确保其在规定范围内。
b. 抽样检测:从生产线上随机抽取产品样品进行检测,以评估产品的质量。
c. 记录和报告:将检测结果记录并报告给相关部门,以便及时采取纠正措施。
五、三级质量控制点1. 目的:确保交付给客户的产品或服务的质量符合要求,以满足客户的期望和需求。
2. 流程:a. 最终产品检验:对生产完成的产品进行全面检验,包括外观、功能、性能等方面。
b. 抽样检测:从最终产品中随机抽取样品进行检测,以评估产品的整体质量。
c. 客户反馈:收集客户的反馈意见和投诉,并及时处理和解决问题。
d. 记录和报告:将检测结果、客户反馈等记录并报告给相关部门,以便改进产品和服务的质量。
六、总结三级质量控制点是确保产品或服务质量的重要手段,通过设立一级、二级和三级质量控制点,可以监测、评估和纠正任何潜在的质量问题。
ABC三级质量控制点设置(修订)

关于四川盛马化工有限公司重油深加工项目
实施A、B、C三级质量控制点的规定
A、B、C三级质量控制点设置表质检等级说明
1、代号说明
A:停检点,必须经专业监理工程师、业主(必要时还需地方质检部门、设计单位参与)检查合格后,方可进行下道工序;
B:报告检查点,即必须通知专业监理工程师共检;
C:一般检查点,施工单位质量检查员检查合格后,报专业监理工程师按正常程序对施工质量现场抽检。
R:须有见证记录文件,施工过程质量控制记录,并经相关人员签字确认;
2、报验说明
AR、BR:施工单位在报验时,应同时报验已自检合格、并经相关人员签字确认的记录文件和施工过程质量控制记录。
CR:施工单位自检合格,建立和保存经相关人员签字确认的记录文件和施工过程质量控制记录,专业监理工程师在现场抽检验证。
三级质量控制点[1]
![三级质量控制点[1]](https://img.taocdn.com/s3/m/3d6e2060814d2b160b4e767f5acfa1c7aa0082d7.png)
三级质量控制点三级质量控制点引言质量控制是一种确保产品、服务或过程符合预期要求的重要方法。
在许多行业中,特别是制造业和软件开发领域,质量控制是确保产品质量和客户满意度的关键因素。
为了提高质量控制的效果,许多组织采用了多级质量控制点的方法。
本文将介绍三级质量控制点的概念和实施方法。
一级质量控制点一级质量控制点(First Level Control Point)位于生产过程的最前端,其目标是在生产过程中尽早发现和修复质量问题,防止问题进一步扩大。
一级质量控制点通常由操作人员进行,并且需要遵循一定的规程和标准操作程序。
在制造业中,一级质量控制点可能包括以下几个方面:- 原材料检验:在原材料进入生产线之前,对原材料进行检验,确保其符合质量要求。
- 过程监控:在生产过程中监控关键参数,确保生产过程稳定,控制产品质量。
- 工艺规范:制定和执行标准化的工艺规范,确保生产过程的一致性和稳定性。
- 操作培训:对操作人员进行培训,提高其对质量控制的认识和能力。
在软件开发领域,一级质量控制点可能包括以下几个方面:- 代码审查:对编写的代码进行审查,发现和修复潜在的问题。
- 单元测试:编写单元测试用例,并对代码进行单元测试,确保代码的正确性。
- 集成测试:将各个模块集成在一起,并对系统进行综合测试,确保系统的功能完整性。
- 编码规范:制定和执行编码规范,确保代码的一致性和可读性。
一级质量控制点的关键在于尽早发现和修复问题,防止问题在后续过程中扩大,从而提高产品质量和生产效率。
二级质量控制点二级质量控制点(Second Level Control Point)位于生产过程的中间阶段,其目标是对生产过程进行全面的控制和监督,确保产品质量符合要求。
二级质量控制点通常由专门的质量控制团队或质检部门负责。
在制造业中,二级质量控制点可能包括以下几个方面:- 工艺改进:通过对生产过程进行分析和改进,优化工艺流程,提高产品质量和生产效率。
三级质量控制点

三级质量控制点质量控制是确保产品或服务符合预期要求的关键过程。
在生产和服务过程中,质量控制点是关键环节,用于监测和控制产品或服务的质量。
本文将详细介绍三级质量控制点的标准格式。
1. 一级质量控制点一级质量控制点是生产或服务过程中的第一个关键环节,旨在确保原材料和设备的质量符合要求,并进行必要的检查和测试。
以下是一级质量控制点的标准格式:1.1. 质量控制点名称:一级质量控制点1.2. 负责人:(姓名)1.3. 质量控制活动描述:- 对原材料进行检查:检查原材料的外观、尺寸、质量等特征,确保符合规定标准。
- 检验设备的完好性:检查生产设备的状态和性能,确保设备正常运行,不影响产品质量。
- 进行必要的测试:根据产品要求和标准,进行必要的测试,如物理性能测试、化学成分分析等。
1.4. 质量控制方法:- 抽样检查:从原材料批次中抽取样品进行检查和测试。
- 记录和报告:记录检查和测试结果,并及时报告异常情况。
- 纠正措施:如果发现问题或异常,及时采取纠正措施,确保问题得到解决。
1.5. 质量控制指标:- 原材料合格率:原材料检查合格的比例。
- 设备完好率:生产设备正常运行的比例。
- 测试准确率:测试结果与实际情况一致的比例。
2. 二级质量控制点二级质量控制点是生产或服务过程中的第二个关键环节,旨在确保生产过程中的质量控制,包括工艺控制和产品检验。
以下是二级质量控制点的标准格式:2.1. 质量控制点名称:二级质量控制点2.2. 负责人:(姓名)2.3. 质量控制活动描述:- 工艺控制:监控生产过程中的关键环节,确保工艺参数符合要求。
- 产品检验:对生产过程中的产品进行抽样检查和测试,确保产品质量符合标准。
2.4. 质量控制方法:- 过程监控:通过监控关键工艺参数,确保工艺过程稳定和可控。
- 抽样检查:从生产过程中抽取样品进行检查和测试。
- 记录和报告:记录检查和测试结果,并及时报告异常情况。
- 纠正措施:如果发现问题或异常,及时采取纠正措施,确保问题得到解决。
三级质量控制点

三级质量控制点一、引言质量控制是一种管理方法,旨在确保产品或服务达到预期的质量标准。
在质量控制过程中,设立质量控制点是至关重要的,它可以帮助我们监测和控制产品或服务在各个阶段的质量。
本文将详细介绍三级质量控制点的标准格式,并提供相应的数据和内容。
二、三级质量控制点的标准格式三级质量控制点是指在产品或服务的生产或提供过程中,设立三个关键的质量控制点,以确保产品或服务的质量符合预期标准。
以下是三级质量控制点的标准格式:1. 质量控制点一:原材料检验- 目的:确保所采购的原材料符合质量要求,以避免对最终产品或服务的质量产生负面影响。
- 方法:对原材料进行全面的检验和测试,包括外观、尺寸、化学成分、物理性质等方面。
- 数据:以某产品的原材料为例,每批次原材料进行抽样检验,样本数量为10个,合格率达到95%以上。
2. 质量控制点二:生产过程监控- 目的:确保产品或服务在生产过程中的各个环节符合质量标准,以减少产品或服务的缺陷率。
- 方法:建立严格的生产过程监控机制,包括设立工艺参数、监测关键环节、记录数据等。
- 数据:以某产品的生产过程为例,每小时进行一次抽样检验,样本数量为5个,合格率达到98%以上。
3. 质量控制点三:最终产品检验- 目的:确保最终产品或服务的质量符合客户的要求和预期,以提高客户满意度。
- 方法:对最终产品或服务进行全面的检验和测试,包括外观、功能、性能等方面。
- 数据:以某产品的最终产品检验为例,每批次产品进行全面检验,样本数量为100个,合格率达到99%以上。
三、三级质量控制点的实施步骤三级质量控制点的实施可以按照以下步骤进行:1. 制定质量控制点计划:根据产品或服务的特点和质量要求,制定质量控制点计划,明确每个质量控制点的具体内容和要求。
2. 建立质量控制点文件:建立质量控制点文件,包括质量控制点的标准格式、操作指南、记录表格等,以便于实施和管理。
3. 培训相关人员:对参与质量控制的相关人员进行培训,确保他们了解质量控制点的要求和操作方法。
三级质量控制点

三级质量控制点质量控制是确保产品或服务达到预期标准的过程。
在项目管理中,质量控制点是项目中的关键阶段,用于验证产品或服务是否符合质量要求。
本文将详细介绍三级质量控制点的标准格式和内容。
一、质量控制点概述质量控制点是项目执行过程中的关键节点,用于评估项目进展和产品质量。
三级质量控制点是指项目执行过程中的三个关键阶段,分别为:初级质量控制点、中级质量控制点和高级质量控制点。
每个质量控制点都有特定的标准和要求,以确保产品或服务的质量达到预期。
二、初级质量控制点初级质量控制点是项目执行的第一个关键节点,通常在项目的起始阶段进行。
其主要目的是验证项目计划和需求分析是否准确,并确保项目在正确的轨道上进行。
以下是初级质量控制点的标准格式和内容:1. 项目计划评估:对项目计划进行全面评估,包括时间安排、资源分配和风险管理等方面。
确保项目计划合理、可行,并符合项目目标。
2. 需求分析验证:验证项目需求分析的准确性和完整性。
检查需求文档、用户故事和功能规格等,确保项目团队对需求的理解一致,并能够满足客户的期望。
3. 资源准备检查:检查项目所需的资源是否已准备就绪,包括人力资源、技术设备和软件工具等。
确保项目团队具备必要的资源支持,以顺利执行项目。
4. 沟通和协作机制评估:评估项目团队之间的沟通和协作机制。
检查沟通渠道、会议安排和团队协作工具等,确保团队成员之间的信息流畅和合作高效。
5. 风险管理策略审查:审查项目的风险管理策略和计划。
评估风险识别、评估和应对措施等,确保项目能够及时应对潜在风险,降低项目失败的可能性。
三、中级质量控制点中级质量控制点是项目执行的第二个关键节点,通常在项目的中期进行。
其主要目的是评估项目进展和产品质量,并及时进行调整和改进。
以下是中级质量控制点的标准格式和内容:1. 项目进展评估:评估项目的进展情况,包括任务完成情况、里程碑达成和关键问题解决等。
确保项目按计划进行,及时发现和解决项目执行中的问题。
三级质量控制点

三级质量控制点在现代企业管理中,质量控制是确保产品或服务达到预期标准的重要环节。
为了提高质量控制的效率和准确性,许多企业采用了三级质量控制点的方法。
三级质量控制点是指在产品或服务的生命周期中,设立三个关键的检查点,以确保质量的稳定性和一致性。
本文将详细介绍三级质量控制点的标准格式和相关内容。
一、质量控制点1:原材料检查1.1 检查原材料的供应商和来源原材料的供应商和来源对产品质量起着至关重要的作用。
在这个质量控制点,需要详细记录原材料的供应商信息,包括公司名称、联系方式、生产许可证等。
同时,还需要检查原材料的来源是否符合相关法规和标准要求。
1.2 检查原材料的质量标准每种原材料都有相应的质量标准,需要根据产品的要求进行检查。
这包括外观、尺寸、化学成分、物理性质等方面的检测。
可以使用各种测试设备和工具,如显微镜、化学分析仪器等。
1.3 进行抽样检验为了确保原材料的质量稳定和一致性,需要进行抽样检验。
根据抽样计划,从每批原材料中抽取样品,并进行检测和分析。
可以使用统计方法确定抽样数量和频率,以保证结果的可靠性。
1.4 记录和分析检测结果对每次原材料检查的结果进行记录和分析,包括合格品数量、不合格品数量、不合格品的具体问题等。
通过分析结果,可以及时发现问题,并采取相应的纠正措施。
二、质量控制点2:生产过程检查2.1 检查生产设备和工艺生产设备和工艺对产品质量具有重要影响。
在这个质量控制点,需要检查生产设备的运行状态和维护情况,确保其正常工作。
同时,还需要检查生产工艺是否符合标准要求,包括生产流程、工艺参数等。
2.2 进行过程控制在生产过程中,需要进行过程控制,以确保产品质量的稳定性和一致性。
可以使用各种监测和控制方法,如温度控制、压力控制、速度控制等。
通过实时监测和调整,可以及时发现和纠正生产过程中的问题。
2.3 进行中间检验在生产过程中的关键环节,需要进行中间检验。
根据产品的要求,对生产过程中的关键参数进行检测和分析。
动设备工程质量控制点等级划分表

工程质量控制点等级划分表动设备工程执行依据或规范(GB50275-1998)《石油化工机器设备安装工程施工及验(SH/T3538-2005)《石油化工泵组施工及验收规范》(SH/T3541-2007)《石油化工离心式压缩机组施工及验收(SH/T3539-2007)《石油化工建设工程项目交工技术文件(SH/T3503-2007)《石油化工建设工程项目施工过程技术(SH/T3543-2007)序号质量控制点检查、检测项现场组装机组驱动机清洗组装检查(包括电动机与汽轮机安装)变速器组装检查附属设备及管道安装三次灌浆检查连接机器管道安装无应力检查润滑油管道安装质量检查油系统(设备、管道)清洗检查油冲洗外循环合格连轴承内循环检查油品化验、加油检查畜能器压力检查辅助系统试运行执行依据或规范质量检查要点质量记录及格式文本号控制等级备注G326转子位置检查记录G328尺寸、间隙、清洁度径向滑动轴承组装记录G306止推滑动轴承组装记录G307电动机组装记录G309 电动机定子与转子空气间隙G310汽轮机装配记录G311、312、313BR尺寸、间隙、清洁度转子跳动量检查记录G304变速箱齿轮装配记录G305BR水平度、垂直度设备安装记录J315、J316、J328C积物积水检查质量控制点检查记录G113 C支吊架齐全、螺栓无卡涩、法兰平行连接机器管道安装检查记录G402AHR坡度、垫片 C逐一检查清洁度管道化学清洗过程检查记录G412C过滤网检查BR过滤器压差BR油品化验机器试车条件确认记录J307BR检查氮气压力质量控制点检查记录G113 C消漏质量控制点检查记录G113 BC 级:一般过程或工序质量控制点,由 EPC 承包商、施工承包商专业技术人员自行实施的质量检查、检测。
H 点:既质量停检控制点。
表示未经业主专业人员见证或参加检查通过,承包商不得以任何理由进行下步工序。
若因此业主原因造成承包商工期延 误或费用增加,承包商有权向业主索赔。
ABC 三级质控.doc(使用)
坡口检查check groove
C
最终外观检查final visual check
B
管道补偿器就装检查check site installation of pipe compensator
C.R
预制前管内清洁度检查inside pipe cleaning check before pre-fabrication
B.R
阀门、管件常规检查routine check valve and pipe fittings
C
焊接工艺、焊工资格认证approve for certificates of welding process and welders’ qualification
C.R
管道预制检查check pre-fabrication of piping
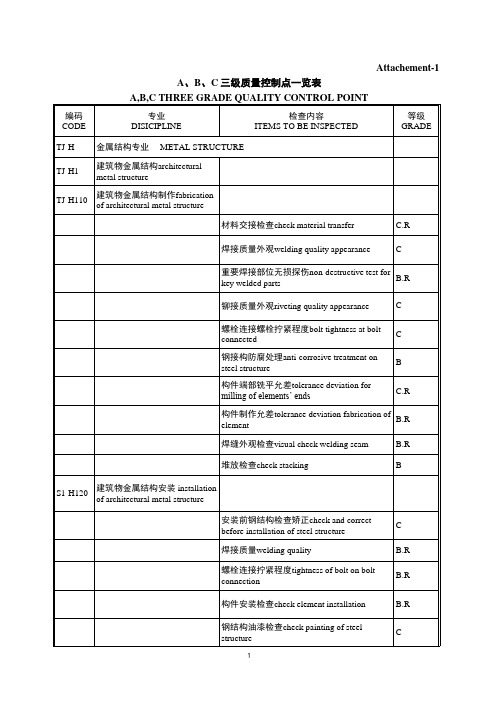
TJ-H110
建筑物金属结构制作fabrication of architectural metal structure
材料交接检查check material transfer
C.R
焊接质量外观welding quality appearance
C
重要焊接部位无损探伤non-destructive test for key welded parts
B.R
钢结构油漆检查check painting of steel structure
C
TJ-M110
地下金属管underground metal piping
坡、底尺寸及支座检查check dimension of slope & bottom, and support
C
材料交接检查check material transfer
ABC 三级质控.doc

找平层的质量quality of level course
B
各粘接层质量quality of adhesive courses
C
细部处理detail treatment
C
排水坡度drainage slope
C
保护层protective course
C
卷材搭接宽度rolling material lapping width
C.R
预应力构件允差tolerance deviation of pre-stressed component
B.R
后张孔道灌浆强度和试验post-tensioned hole grouting strength and test
B.R
预应力筋原材规格、品种、机械性能specification, variety and mechanical property of raw material of pre-stressed bar
C.R
卷材的铺贴方式及搭接长度rolling material laying method and lapping length
B
渗漏试验leakage test
A.R
S1-A540
玻璃安装glass installation
钢门窗安装steel door & window installation
B.R
预制基础分批检查batch check precast foundation
B.R
TJ-A330
预应力钢筋砼pre-stressed reinforced concrete
预应力结构试验(必要时)pre-stressed structure test(when necessary)
三级质量控制点

三级质量控制点引言:在现代企业管理中,质量控制是确保产品或服务符合预期标准的关键环节。
为了提高产品质量和客户满意度,许多企业采取了三级质量控制点的方法。
本文将详细介绍三级质量控制点的概念和重要性,并分析每个控制点的具体内容和作用。
一、第一级质量控制点1.1 原材料采购控制原材料的质量直接影响最终产品的质量。
在第一级质量控制点中,企业需要制定严格的原材料采购标准,确保供应商提供的原材料符合要求。
具体控制点包括:- 对供应商进行严格的筛选和评估,确保其具备稳定的供应能力和良好的质量控制体系。
- 建立原材料质量检验标准和流程,对每批原材料进行检验和抽样测试。
- 对不合格原材料进行退货处理,并与供应商进行沟通,以减少不合格品的发生。
1.2 生产过程控制生产过程是产品质量形成的关键环节。
在第一级质量控制点中,企业需要对生产过程进行全面的控制和监督。
具体控制点包括:- 制定详细的生产工艺和操作规范,确保每个生产环节的质量要求得到满足。
- 建立生产过程监控系统,对关键参数进行实时监测和记录。
- 实施员工培训和技能提升计划,提高员工对质量控制的认识和能力。
1.3 产品检验和测试产品检验和测试是确保产品质量的最后一道防线。
在第一级质量控制点中,企业需要建立完善的产品检验和测试体系。
具体控制点包括:- 制定产品检验标准和测试方法,确保每个产品都能进行全面的检验和测试。
- 建立产品检验记录和档案,对每个产品的检验结果进行记录和保存。
- 针对不合格产品,进行原因分析和改进措施的制定,以避免类似问题再次发生。
二、第二级质量控制点2.1 供应商质量管理在第二级质量控制点中,企业需要与供应商建立长期稳定的合作关系,并进行供应商质量管理。
具体控制点包括:- 定期对供应商进行质量评估,确保其质量控制能力和服务水平得到持续改进。
- 建立供应商质量管理档案,对供应商的质量问题进行记录和跟踪。
- 与供应商进行沟通和协作,共同解决质量问题,并推动持续改进。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
12405
人工自然养护检查
B
20000
设 备
20100
容器与热交换器
20101
设备及材料交接检查
BR
20101
设备基础交接检查
BR
20101
垫铁地脚螺栓孔灌浆检查
A
20102
找 正
BR
20102
二次灌浆
B
20102
容器封闭前检查
AR
20102
泄漏试验(如需要)
A
20102
抽芯试压(如需要)
AR
20103
C
20704
油系统清洗
AR
20705
联轴节热对中(如需要)
AR
20705
单体试车
AR
20706
基础沉降观测(如需要)
CR
20800
工业电梯
20801
设备及材料交接检查
BR
20801
井道基础交接检查
BR
20801
轨道对中找正
CR
20802
机房设备安装
B
20803
轿箱安装
B
20804
试 车
AR
20900
砌体内配筋预埋件检查
C
10402
允许偏差
CR
10404
防腐质量检查及隐蔽
AR
10405
回填标高密实度检查
CR
10500
墙体砌砖石
10502
原材料检查
CR
10502
砂浆配比,强度检查
CR
10502
砌筑方法,浆饱满度
C
10502
砌体内配筋预埋件检查
C
10502
门窗洞预留洞标高尺寸
C
10503
外观及允许偏差
21101
焊接工艺焊工资格认定
BR
21101
预制检查
B
21102
几何尺寸检查
B
21102
焊接接头外外观检查
C
21102
无损检测
CR
21103
基础交接检查
BR
21103
垫铁地脚螺孔灌浆检查
A
21103
找 正
AR
21103
附件安装检查
B
21103
二次灌浆
B
21104
基础沉降观测(如需要)
CR
21700
其它工业炉
砼搅拌(配比计量时间)
C
10703
砼浇筑震捣检查
C
10703
砼试块制作塌落度检查
C
10703
砼养护检查
C
10703
一般砼试块强度检查
CR
10703
重要结构部位砼试块强度
BR
10703
一般砼结构外观允差
CR
10703
重要砼结构外观允差
BR
10703
现浇砼隐蔽检查
AR
10800
预制钢筋砼
10801
预留孔件中心标高尺寸
CR
20602
程序试验/联锁试验
CR
20700
六型机组(本体部分)
20701
设备材料交接检查
AR
20701
设备基础交接检查
BR
20701
垫铁地脚螺孔灌浆检查
AR
20702
找 正
AR
20702
二次灌浆
B
20703
拆检及回装间隙
BR
20703
联轴节对中:配管前/后
AR
20703
内部清洁度
A
20703
盘车检查
附件2工序质量A、B、C三级质量控制点表
工序编码
质检名称
质检等级
10000
土 建
10100
土石方
10101
定位轴线标高测量
AR
10102
标高、边坡尺寸检查
CR
10104
回填标高密实度检查
CR
10200
地沟工程
10201
地基标高尺寸检查
AR
10201
回填标高密实度检查
CR
10203
原材料,配合比检查
CR
BR
12401
模板组装偏差
BR
12401
粘浆、隔离剂检查
BR
12402
零部件和材料交接检查
C
12402
随机相关图纸资料交接
C
12402
安装和筑炉工序交检
CR
12402
耐火材料及制品检验
CR
12402
耐火左试块耐压试验
CR
12402
保温砼容重和试块试验
CR
12403
各类砌体砖缝检查
BR
12403
复杂部位的预砌筑检查
20904
设备基础交接检查
BR
20904
垫铁地脚螺孔灌浆检查
A
20905
找 正
AR
20905
二次灌浆
B
20906
内件安装:塔盘、填料
AR
20906
内件安装:附件
B
20906
塔封闭前检查
A
20906
人孔螺栓紧固
C
20907
基础沉降观测(如需要)
CR
21100
塔架式火炬排气筒
21101
设备材料交接检查
BR
CR
10801
钢筋焊条检验
BR
10801
焊工合格证及焊接试验
BR
10801
半成品加工偏差
C
10801
预留连接筋锚固筋检查
C
10801
钢筋安装焊接检查
AR
10802
原材料配合比检查
CR
10802
砼搅拌检查
C
10802
砼浇筑震捣检查
C
10802
砼试块制作塌落度检查
C
10802
砼养护检查
C
10802
一般砼试块强度检查
C
11103
一般构件安装允许偏差
CR
11103
重要构件安装允许偏差
BR
11104
构件连接焊缝接头灌缝
CR
11200
金属结构安装
11201
装前制作合格矫正检查
C
11204
重要结构安装方案检查
C
11205
安装基础底座交接检查
BR
11205
安装节点检查
A
11206
焊接工艺焊工资格认证
BR
11206
Ⅰ、Ⅱ级焊缝无损探伤
分段组装塔
20901
设备及材料交接检查
BR
20901
焊接工艺焊工资格认定
BR
20901
几何尺寸
B
20901
方 位
B
20901
塔对接尺寸检查
B
20901
焊接接头外观检查
C
20901
无损检测
BR
20901
焊后热处理(如需要)
BR
20902
梯子平台检查
C
20903
压力试验
AR
20903
气密试验(如需要)
AR
C
11303
安装外观开闭允许偏差
CR
11400
细木装饰
11401
材料进场检查
CR
11401
制作质量检查
C
11402
龙骨安装质量检查
B
11402
罩面板安装外观及允差
CR
11500
楼地面
11501
基层处理检查
C
11504
面层与基层结合情况
C
11504
面层外观与允许偏差
CR
11600
瓦屋面
11603
平瓦质量检查验收
C
11805
各层厚度,总厚度检查
C
11805
各层结合外观允许偏差
CR
11900
装饰抹灰
11902
基体处理条件检查
C
11903
原材料配合比检查
CR
11903
各级抹灰主要工序检查
C
11904
各层厚度总厚度检查
B
11904
抹灰颜色图案花纹检查
B
11904
各层结合外观允差检查
BR
12000
镶贴面层
12002
11002
重要构件组对检查
B
11002
一般构件组对检查
C
11003
防腐质量检查
CR
11004
重要构件出厂(场)检查
AR
11004
一般构件出厂(场)检查
CR
11005
Ⅰ、Ⅱ级焊缝外观探伤
AR
11005
螺栓拧紧外观检查
C
11100
钢筋砼构件运输安装
11101
构件合格证及强度检查
CR
11103
安前型号尺寸堵孔检查
BR
12202
面层以下隐蔽检查
AR
12203
防腐工程竣工验收
AR
12300
保 温
12301
保温(隔热)材料检查
CR
12301
架空板强度铺设检查
C
12302
保温层铺设规定检查
C
12302
保温层隔热板允许偏差
CR
12302