焊接工艺评定管板
ISO 15614-8 2016 金属材料焊接工艺规程及评定 管与管板接头焊接(中文版)
ISO15614-8:2016金属材料焊接工艺规程及评定—焊接工艺试验—管与管板接头焊接狮子十之八九译目录前言(略)引言1 范围2 引用标准(略)3 名词和术语4符号和略缩语5 预备焊接工艺评定(pWPS)5.1概述5.2针对所以焊接工艺方法的参数5.3针对特定焊接工艺方法的参数6焊接工艺评定试验7 试件的焊接7.1 概述7.2 试件的类型7.2.1坡口形式和接头结构7.2.2三角形布置管端部焊缝7.2.3矩形分布置管端部焊缝8检验和试验8.1执行8.1.1概述8.1.2外观检验8.1.3渗透检验8.1.4射线检验8.1.5宏观金相试验8.1.6硬度试验8.1.7拉脱试验8.2验收等级8.2.1概述8.2.2外观检验8.2.3渗透检验8.2.4射线检验8.2.5宏观金相检验8.2.6硬度试验8.2.7拉脱试验9 认可范围9.1 概述9.2 与制造商有关的条件9.3 与材料有关的条件9.3.1 母材类型9.3.2 管-板和管尺寸9.3.3管布置9.4 焊接工艺的通用规则9.4.1 焊接方法9.4.2 管-板焊接位置9.4.3 接头种类9.4.4 焊接材料、型号9.4.5 焊接材料、规格9.4.6 电流种类9.4.7 热输入(电弧能量)9.4.8 预热温度9.4.9 道间温度9.4.10 热处理9.4.11 保护气体10 焊接工艺评定报告(WPQR)附录A(信息)管与管-板接头焊接工艺评定报告格式(WPQR)文献(略)前言(略)引言自发布之日起,所有新的焊接工艺试验应按照ISO 15614的本部分进行。
然而,ISO 15614的这一部分并不会使以前根据原国家标准或规范进行的焊接工艺试验或ISO 15614这一部分以前的版本进行的焊接工艺试验失效。
1 范围ISO 15614系列标准的本部分规定了金属材料管与管-板接头弧焊的焊接工艺评定试验要求,包括机手工焊、半机械化焊、机械化焊和自动焊。
本标准是ISO 15614系列标准的组成部分之一。
管板焊焊接工艺评定

管板焊接工艺评定一般分为以下几个流程:
1.前期准备工作:确定评定目的,选择合适的焊接材料和设备,进行实验设计。
在这个阶段,需要明确评定的目标,例如焊接接头的强度、致密性、
耐腐蚀性等,并选择适当的焊接材料和设备,以确保焊接工艺能够满足要求。
2.焊接试验:根据设计方案,进行各项试验工作,包括焊接性能试验、焊缝形貌检验、导热系数测试等。
这些试验旨在评估焊接工艺的可行性和稳
定性,以及焊缝的质量特性。
3.数据分析与评定:对实验结果进行数据分析和处理,评定焊接工艺的适用性、经济性等。
在这个阶段,需要对试验数据进行详细的分析,以确定
焊接工艺是否满足预定的要求,并评估其在实际应用中的经济性和可靠性。
4.文件编制:根据评定结果编制评定报告和相关文件,供参考使用。
最后,需要编写一份详细的评定报告,记录整个评定过程、试验结果和数据分
析结果,以便后续参考和使用。
此外,管板焊接工艺评定还需要考虑一些具体的因素,例如焊接接头的形式(如对接接头、角接接头等)、焊接材料的类型和规格、焊接设备的性能和参数设置等。
同时,还需要遵循相关的标准和规范,例如《焊接工艺评定规程》等,以确保评定的准确性和可靠性。
以上信息仅供参考,如有需要,建议咨询专业技术人员。
换热管与管板焊接工艺附加评定报告

换热管与管板焊接工艺附加评定报告一、工艺概述二、焊接质量评估1.焊缝形貌评估:通过对焊缝形貌进行观察,焊缝应呈现均匀、光滑的形态,没有明显缺陷如气孔、夹渣、裂纹等。
2.焊接强度评估:进行焊接试样拉伸实验,测定焊缝的强度。
焊缝应具有足够的强度,能够满足工程要求。
3.渗漏试验评估:进行渗漏试验,将焊接结构加压至额定压力,并观察焊缝是否出现渗漏。
焊缝应无渗漏现象,确保焊接质量。
三、工艺稳定性评估1.过程稳定性:在生产中连续焊接多个换热管与管板接口,观察焊接过程的稳定性。
焊接工艺应稳定、可靠,能够保证焊接质量的一致性。
2.工艺可控性:通过调整焊接工艺参数,如焊接电流、电压、焊接速度等,评估工艺的可控性。
工艺应易于调整,能够满足不同焊接要求。
3.多批次一致性:连续进行多个批次的焊接试验,测定焊接参数的一致性。
焊接结果应相近,证明工艺的一致性和稳定性。
四、适用范围评估1.材料适应性:对不同材料的换热管与管板进行焊接试验,评估工艺的适应性。
工艺应能够适应各种材料组合,如不锈钢、碳钢等。
2.焊接位置适应性:测试对不同位置的换热管与管板进行焊接,如平面、斜面、棱角等。
工艺应能够适应各种位置要求。
3.焊接薄厚板适用性:评估焊接薄厚板的能力,如1mm至10mm的板材。
工艺应能够适应不同板材的厚度要求。
五、结论基于对换热管与管板焊接工艺的附加评定,总结如下:该焊接工艺的焊缝形貌均匀光滑,没有明显缺陷。
焊接强度符合工程要求,渗漏试验结果良好。
在生产中焊接工艺稳定可靠,易于调整,并具有一致性。
工艺适应性广,能够适应各种材料、位置和薄厚板的要求。
六、建议鉴于该焊接工艺的优点和适应性广泛,建议在相关工程中继续使用该工艺,并加强质量控制,确保焊接质量的稳定和可靠性。
以上是对换热管与管板焊接工艺附加评定的报告,总结了焊接质量、工艺稳定性和适用范围等方面的评估结果,并提出了相关建议。
如何做好焊接工艺评定-评定的程序
如何做好焊接工艺评定-评定的程序焊接工艺评定的程序是:编制和下达焊接工艺评定任务书—编制焊接工艺评定方案—焊制试件和检验试件—编制焊接工艺评定报告—根据焊接工艺评定报告编制焊接作业指导书(或称焊接工艺卡)一、编制和下达焊接工艺评定任务书任务书的主要作用是下达评定任务,因此,其主要的内容应为:评定目的、评定指标、评定项目和承担评定任务的部门及人员的资质条件等。
(一)评定指标的确定根据规程和钢材的理论基础知识(焊接性)等,确定各项技术指标。
按照《焊接工艺评定规程》 DL/T869的规定,要求焊缝金属的化学成分和力学性能(强度、塑性、韧性等指标)应与母材相当或不低于母材相应规定值的下限。
(二)评定项目的确定根据工程的实际工作情况要求,按规程适用范围做好项目的相关覆盖,确定好评定项目。
焊接工艺评定的项目确定应从以下几方面来考虑:1.钢材焊接工程应用的钢材品种和规格繁多,如每种均进行“评定”,不但复杂且数量很多,为减少评定数量,且又能取得可靠的工艺,将钢材按其化学成分、冶金性能、焊后热处理条件、力学性能、规格、设计和使用条件等因素综合考虑.划分成类级别进行评定。
按规程要求可以进行替代覆盖。
(1)钢材类级别划分电力工业火力发电厂常用钢材按类级别划分,它们的划分方法是:按用途划分成A、B、C等三个类别,而级别则以力学性能、化学成分和组织类型综合划分为I、Ⅱ、Ⅲ三个级别。
几个规程钢材类别划法已统一,具体是:1)碳素钢及普通低合金钢为一类,代号为“A”。
其级别为:碳素钢(含碳量≤0.35%)代号为:A I。
普通低合金钢(6 s≤400MPa)代号为:AⅡ。
普通低合金钢(6 s>400MPa)代号为AⅢ。
2)热强钢及合金结构钢为一类,代号为“B”。
其级别为:珠光体钢代号为:B I贝氏体钢代号为:BII马氏体钢代号为:BⅢ3)不锈钢为一类,代号为;“C”。
其级别为:马氏体不锈钢代号为:C I铁素体不锈钢代号为:CⅡ奥氏体不锈钢代号为:CⅢ(2)钢材类级别在“评定”中的基本规定1)首次应用的钢材,必须进行“评定”。
对换热管与管板接头焊接工艺评定及附加评定的理解

G B 1 5 1 — 1 9 9 9 { 管壳式 换热器 》 附 录 B的修订 。而 G B 1 5 1 —
1 9 9 9 ( 管壳式 换热 器》 附 录 B规 定 “ 钢 制 和 钛 制 换 热 管 与 管 板 连 接 的 强 度 焊 焊 接 接 头 ”应 按 附 录 B 中 的 要 求 进 行 焊 接 工 艺 评 定 。基 于 以上 两 点 ,很 多 技 术 人 员 片 面 的认 为. 新 标 准 的适 用 范 围 是 在 老 标 准 上 增 加 了 “ 胀 焊 并用 ” 焊 缝 .强 度 焊 连 接 的 焊 接 接 头 工 艺 评 定 仍 应 按 新 标 准 附 录 D进行。 然而 , 2 0 1 1 年 4月 全 国锅 炉 压力 容 器 标 准 化 技
中 图分 类 号 : TG4 5 3
文 献标 志码 : A
文章编号 : 1 6 7 2 —3 8 7 2 ( 2 0 1 7 ) 1 1 — 0 1 0 8 —0 2
换 热 管 与 管 板 连 接 是 在 管 壳 式 换 热 器 的设 计 中 比较 重 要 的结 构 .在 设 备 运 行 过 程 中 每 一 个 连 接 处 均 应 保 证 介 质 无 泄 漏 且 具 有 承 载 作 用 。换 热 管 与 管 板 连 接 接 头 不 仅 加 工 量 巨 大 ,而 且 其 制 造 质 量 直 接 关 系 到 换 热 器 是 否
焊 缝 的 角 焊 缝 部 分 和 角 焊 缝 可 仅 采 用 角 焊 缝 试 件 进 行 评
定。
2 胀 焊 并 用 接 头 的焊 缝
胀 焊 并 用 是 采 用 胀 接 加 焊 接 连 接 的接 头 , 其 既 克 服 了 纯胀接接头在振动 、 过 大 温 度 波 动 和 明显 应 力 腐 蚀 倾 向的 场 合 容 易 失 效 的 问题 , 也 克 服 了仅 强 度 焊 接 接向场 合 的 问题 。 因 此 , 在 接 头 需 承 受 振 动 或 循 环 载 荷 、存 在 缝 隙腐 蚀 倾 向 和 采 用 复 合 管 板 时 , 换 热 管 与 管 板 连 接 接 头 需 采 用 胀 焊 并 用 连 接 方 式 。 胀 焊 并 用 又 分 为 强 度 焊 加 贴 胀 和 密 封 焊 加 强 度 胀 接 。对 于 钢
换热管与管板焊接工艺评定

换热管与管板焊接工艺评定
1.管板厚度应≥20 mm,复合材料的覆层材料可计入管板厚度。
2.管板长×宽= 4.5K×
3.5K mm,K为管孔与管孔中心线距离。
3.管板机加工10个孔,管孔直径允许偏差
4.管口倒角一般为1~2×45°。
三.试件换热管
1.换热管每支长度应≥80mm。
2.换热管伸出长度:检查剖面角接接头的H值不得小于管壁厚度的1.4倍,H值为管口倒角的深度+管伸出管板平面的长度。
3.换热管应除锈、油污等,长度为管板厚度+25 mm。
四.焊接
按“换热管与管板焊接工艺卡”,一般采用氩弧焊滿焊。
五.检验
1.渗透检验:对10个接头进行PT,无裂纹为合格。
2.金相检验:任取对角线位置的两个管接头互相垂直切开,共8个面,其中应包括一个取自接弧处,焊缝根部应焊透不允许有裂纹、未熔合。
3.角焊缝厚度测定:在8个金相检验面上测定。
每个焊缝的厚度都应大于等于2/3的管壁厚度。
六.评定内容
换热管与管板焊接工艺卡、焊缝施焊检验记录、渗透检验报告、金相检验报告、原材料及焊材质量证明书复印件、换热管与管板焊接工艺附加评定报告。
七.重新评定
1.焊前改变清理方法;
2.变更焊接方法的机动化程度(手工、半机动、机动、自动);
3.由每面单道焊改为每面多道焊,或反之;
4.评定合格的电流值变更10% ;
5.手工焊时由向上立焊变为向下立焊,或反之;
6.焊前增加管子胀接;
7.变更管子与管板接头焊接位置(垂直固定2G改为水平固定5G,或反之);
8.增加焊条直径;
9.改变焊丝的直径。
换热管与管板焊接工艺评定和焊接工艺附加评定

换热管与管板焊接工艺评定和焊接工艺附加评定D.1 范围本附录规定了换热管与管板的焊接工艺评定和焊接工艺附加评定的规则、评定方法、检验方法和结果评价。
本附录适用于换热管与管板连接的强度焊、胀焊并用的焊缝。
D.2 换热管与管板焊接接头的焊缝(限对接焊缝、角焊缝及其组合焊缝)可当作角焊缝进行焊接工艺评定,其中对接焊缝焊脚(对接焊缝与换热管熔合线长度)由设计确定。
D.3 焊接工艺评定规则按本标准正文的规定。
D.4 焊接工艺附加评定规则D.4.1 当发生下列情况时,需重新进行焊接工艺附加评定。
D.4.1.1 通用规定:a)焊前改变清理方法;b)变更焊接方法的机动化程度(手工、半机动、机动、自动);c)由每面单道焊改为每面多道焊,或反之;d)评定合格的电流值变更10%;e)手工焊时由向上立焊改变为向下立焊,或反之;f)焊前增加管子胀接;g)变更管子与管板接头焊接位置;D.4.1.2 焊条电弧焊:增加焊条直径。
D.4.1.3 钨极气体保护焊、熔化极气体保护焊和等离子弧焊:a)增加或去除预置金属;b)改变预置金属衬套的形状与尺寸;c)改变填充丝或焊丝的公称直径。
D.4.2 试件管规格与焊件管规格D.4.2.1 试件管壁厚与焊件管壁厚试件中换热管公称壁厚b≤2.5mm时,评定合格的焊接工艺适用于焊件中换热管公称壁厚不得超过±1.15b;当试件中换热管公称壁厚b>2.5mm时,评定合格的焊接工艺适用于焊件公称壁厚大于2.5mm所有换热管的焊接。
D.4.2.2 试件管外径与焊件管外径:a)试件中换热管公称外径d≤50mm、公称壁厚b≤2.5mm时,评定合格的焊接工艺适用于焊件中换热管公称外径大于或等于0.85d;b)试件中换热管公称外径d>50mm时,评定合格的焊接工艺适用于焊件中换热管公称外径最小值为50mm;c)试件中换热管为公称壁厚b>2.5mm 的任一外径时,评定合格的焊接工艺适用于焊件中换热管公称外径不限。
核电站核岛焊接工艺评定:蒸汽发生器管板镍基合金堆焊
核电站核岛焊接工艺评定:蒸汽发生器管板镍基合金堆焊1 蒸汽发生器管板镍基合金堆焊工艺说明1.1核电站蒸汽发生器传热管早期采用超低碳奥氏体不锈钢,由于不锈钢对氯离子应力腐蚀性能差,事故不断出现,所以近年来已改用镍基Ni-Cr-Fe或铁基Fe-Cr-Ni合金替代,其中最常用的为Inconel 600和Inconel 690合金。
为了使管板堆焊层材料与传热管材料相匹配,以获得同种材料的焊接接头,所以管板堆焊层也相应改用Inconel 600或Inconel 690镍基合金焊接材料。
1.2由于管板总堆焊面积达7~9 m2,所以国内外普遍采用带极埋弧堆焊工艺,焊带宽60mm,厚0.5mm,焊接电流650~750A,每小时堆焊面积可达0.30~0.45m2。
带极堆焊熔深浅,稀释率只有10%~20%,焊道表面光滑平整,成形良好。
国外还采用热丝等离子弧堆焊方法进行管板大面积镍基合金堆焊,其优点是稀释率比带极埋弧焊还低,但目前只有个别试用。
1.3 蒸汽发生器管板为 Mn-Ni-Mo钢锻件,厚约500~600mm,化学成分与反应堆压力壳相同。
因此堆焊前需将管板预热,第一层堆焊后进行去氢处理。
通常预热温度控制在100~150℃,去氢处理则为300~350℃,保温2~4h。
1.4 镍基合金堆焊层较易产生热裂纹,其原因主要是一些低熔点元素与Ni 在品界上形成低熔点共晶物(如 Ni-S、Ni-Si、Ni-P、Ni-Pb等)所致。
所以镍基合金堆焊时,不但应严格控制母材和堆焊材料中的有害元素含量,加强焊前清理而且应采用低电弧电压和低焊接热输入量,以抑制晶体粗化,防止热裂纹产生。
1.5 国内外常用的镍基焊带类别为 AWS EQNiCr-3即Inconel 600,但后来发现,在Inconel 600焊缝金属中存在一种称为晶间应力腐蚀裂纹(Inter granular Stress Corrosion Cracking)所以又推出一种含铬量为30%的 AWS EQNiCr-7即 Inconel 52焊材,专门用于焊接 Inconel 690镍基合金。
换热管与管板焊接工艺评定选择
换热管与管板焊接工艺评定分析
对接和角焊 缝评定
换热管与热管与管板焊接工艺评定-对接焊缝评定的选择
对接焊缝的焊接工艺评定, 主要保证焊接接头的力学性能, 按照NB/T47014选择合适的工 艺评定。
换热管与管板焊接工艺评定-附件评定选择
谢谢
THANK YOU FOR WATCHING
换热管与管板焊缝主要是受剪切力,管子与管板之间焊缝焊脚长度则 决定了抗剪切能力,焊接工艺附加评定是对焊脚长度进行评定。
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
Φ25×2.5的换热管06Cr19Ni10与S30408管板焊接工艺附件评定 PQRGB01合格后,评定因素和覆盖的范围见下表:
换热管与管板焊接工艺评定
换热管与管板焊接工艺评定
1.管板厚度应≥20 mm,复合材料的覆层材料可计入管板厚度。
2.管板长×宽= 4.5K×
3.5K mm,K为管孔与管孔中心线距离。
3.管板机加工10个孔,管孔直径允许偏差
4.管口倒角一般为1~2×45°。
三.试件换热管
1.换热管每支长度应≥80mm。
2.换热管伸出长度:检查剖面角接接头的H值不得小于管壁厚度的1.4倍,H值为管口倒角的深度+管伸出管板平面的长度。
3.换热管应除锈、油污等,长度为管板厚度+25 mm。
四.焊接
按“换热管与管板焊接工艺卡”,一般采用氩弧焊滿焊。
五.检验
1.渗透检验:对10个接头进行PT,无裂纹为合格。
2.金相检验:任取对角线位置的两个管接头互相垂直切开,共8个面,其中应包括一个取自接弧处,焊缝根部应焊透不允许有裂纹、未熔合。
3.角焊缝厚度测定:在8个金相检验面上测定。
每个焊缝的厚度都应大于等于2/3的管壁厚度。
六.评定内容
换热管与管板焊接工艺卡、焊缝施焊检验记录、渗透检验报告、金相检验报告、原材料及焊材质量证明书复印件、换热管与管板焊接工艺附加评定报告。
七.重新评定
1.焊前改变清理方法;
2.变更焊接方法的机动化程度(手工、半机动、机动、自动);
3.由每面单道焊改为每面多道焊,或反之;
4.评定合格的电流值变更10% ;
5.手工焊时由向上立焊变为向下立焊,或反之;
6.焊前增加管子胀接;
7.变更管子与管板接头焊接位置(垂直固定2G改为水平固定5G,或反之);
8.增加焊条直径;
9.改变焊丝的直径。
EN15614-焊接工艺评定

EN15614-焊接工艺评定焊接工艺评定(Welding Procedure Qualification-WPQ)为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价,一般在考取ISO9606国际焊工证时,都需要焊工的焊接件按照EN15614进行焊接工艺评定,在合格后,签发国际焊工证。
焊接工艺评定目的:1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;2.验证施焊单位所拟定的焊接工艺规程是否正确;3.为制定正式的焊接工艺指导书或焊接工艺卡提供可靠的技术依据。
适用范围:1.适用于锅炉、压力容器、压力管道、桥梁、船舶、航天器、核能以及承重钢结构等钢制设备的制造、安装、检修工作;2.适用于气焊、焊条电弧焊、钨极氩弧焊、熔化极气体保护焊、埋弧焊、等离子弧焊、电渣焊等焊接方法。
EN15614焊接工艺评定流程:1.提交委托书和参数;2.编制预焊接工艺规程;3.焊接试件;4.外观检查;5.合格后出具焊接工艺评定。
EN15164-焊接评定工艺标准:EN ISO 15614-1:2004/A2:2012 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 1: Arc and gas welding of steels and arc welding of nickel and nickel alloys金属材料焊接工艺规范和鉴定.焊接工艺试验.钢弧焊和气焊、镍及镍合金的弧焊EN ISO 15614-2:2005/AC:2009 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 2: Arc welding of aluminium and its alloys金属的材料焊接程序的规范和资格--第2部分:铝和铝合金压电弧焊接EN ISO 15614-4:2005/AC:2007 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 4: Finishing welding of aluminium castings金属材料焊接过程的规范和鉴定.焊接过程试验.铝铸件的精焊接EN ISO 15614-5:2004 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 5: Arc welding of titanium, zirconium and their alloys 金属材料焊接程序的规范和鉴定.焊接程序试验.钛、锆及其合金电弧焊EN ISO 15614-6:2006 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 6: Arc and gas welding of copper and its alloys金属材料焊接程序的规范和合格鉴定.焊接程序试验.铜及其合金的弧焊和气焊EN ISO 15614-7:2007 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 7: Overlay welding金属材料焊接工艺评定和规范.焊接规程试验.堆焊EN ISO 15614-8:2002 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 8: Welding of tubes to tube-plate joints金属材料焊接程序的规范和资格焊接程序试验第8部分:管与管板接头的焊接EN ISO 15614-11:2002 Specification and qualification of welding procedures for metallic materials - Welding procedure test - Part 11: Electron and laser beam welding金属材料焊接程序的规范和合格鉴定.焊接程序试验.电子和激光束焊接。
焊接工艺评定-Q235_Q345
2016/3/5
35
焊接材料匹配
Q235钢焊接及焊接材料
一般不预热,碳含量在0.18~0.22%时,厚度≥30mm,环 境温度≤0℃时应考虑预热100~150℃。
手工电弧焊
一般结构:E4303、E4315、E4301、E4320、E4311; 动载荷、复杂和厚板结构: E4315、E4316、 E4303、 E4301、E4320、E4311;
⑧实际环境温度、相对湿度。
2016/3/5 16
焊接工艺评定报告(PQR)
⑨预热温度、层间温度。 ⑩焊后热处理温度和保温时间。 ⑪每条焊道实际的焊接工艺参数和施焊技术。 ⑫焊接接头外观和无损检验的结果。
⑬焊接接头的拉伸、弯曲、冲击韧度的试验报告编号和 金相试验报告编号,试验方法的标推和试验结果,角焊缝 的断面宏观检验结果。 ⑭焊接工艺评定的结论。
2016/3/5
4
质量标准
2016/3/5
5
质量标准
国内标准
《焊接质量要求 金属材料的熔化焊—第1部分:选择及使 用指南》(GB/T12467.1-1998) 《焊接质量要求 金属材料的熔化焊—第2部分:完整质量 要求》(GB/T12467.2-1998) 《焊接质量要求 金属材料的熔化焊—第3部分:一般质量 要求》(GB/T12467.3-1998) 《焊接质量要求 金属材料的熔化焊—第3部分:基本质量 要求》(GB/T12467.4-1998) 《焊接质量保证 钢熔化焊接头的要求和缺陷分级》 (GB/T12469-1990) 《钢熔化焊焊工资格考核方法》(GB/T15169-1994) 《钢制件熔化焊工艺评定》(JB/T6963-1993)
2016/3/5 20
焊接工艺评定规则
焊接工艺评定(PQR)

青岛德通起重机有限公司焊接工艺评定(PQR)文件编号:DT1019-2012版本: B受控状态:发放编号:2012年3月1日发布2012年4月1日实施焊接工艺评定(PQR)第1条焊接工艺评定是用以评定施焊单位是否有能力焊出符合产品技术条件所要求的焊接接头,验证施焊单位制订的焊接工艺指导书是否合适。
第2条焊接工艺评定是在焊接性试验基础上进行的生产前工艺验证试验,应在制订焊接工艺指导书以后,焊接产品以前进行。
焊接工艺评定是由施焊单位的熟练焊工(不允许外单位的焊工)按照焊接工艺指导书的规定焊接工艺试件,然后对工艺试件进行包观、无损探伤、力学性能和金相等项检验,同时将焊接时的实际工艺参数和各项检验结果记录在焊接工艺评定报告上,施焊单位规定的技术负责人应对该报告进行审批。
第3条对于产品上每种焊缝(按接头类型、母材、焊接材料、焊接方法和工艺等划分),施焊单位应编制焊接工艺指导书。
如果改变其中某项条件或参数,应另行编制焊接工艺指导书。
第4条焊接工艺指导书应有下列内容;1.焊接工艺指导书编号和日期;2.相应的焊接工艺评定报告的编号;3.焊接方法及自动化程度;4.接头形式、有无衬垫及衬垫材料牌号;5.用筒图表明坡口、间隙、焊道分布和顺序;6.母材的钢号、分类号;7.母材、熔敷金属的厚度范围、管子直径范围;8.焊条、焊丝的牌号和直径,焊剂的牌号和类型,钨极的类型、牌号和直径,保护气体的名称和成分;9.焊接位置、立焊的焊接方向;10.预热的最低温度、预热方式、最高的层间温度、焊后热处理的温度范围和保温时间范围;11.每层焊缝的焊接方法,焊条、焊丝、钨极的牌号和直径,焊接电流的种类、极性和数值范围,电弧电压范围,焊接速度范围,送丝速度范围,导电嘴至工件的距离,喷嘴尺寸及喷嘴与工件的角度,保护气体、气体垫和尾部气体保护的成分和流量,施焊技术(有无摆动、摆动方法、清根方法、有无锤击等);12.焊接设备及仪表;13.编制人和审批人的签字和日期。
焊接工艺评定管板

10-15
10-12
直反
结论
本规定按JB4708-2000规定焊接试件、检验试件、测定性能,确认试验记录正确
评定结果:合格(合格、不合格)适用范围:b≤2.8/d≧17
日期
焊工姓名
王鸿来
焊工代号
AI95
施焊日期
编制
审核
批准
ZL/HJ-02
焊接工艺评定任务书
任务书编号
W-39
工艺评定编号
HP-39
编制
日期
审核
日期
母材
类、组别号I-2与类、组别号I-1相焊
焊接材料
牌号
规格
烘干温度
保温时间
标准号
GB6479/GB713
J507
Ф2.0
300℃
1H
钢号
20/Q345R5
规格
Φ20*2.5/δ=24
预热
加热方式
预热温度
层间温度
测温方法
焊后热处理
种类
加热方式
温度范围
保温时间
冷却方式
焊接工艺参数
焊道/焊层
焊接方法
焊接牌号及规格
产品名称
管板焊接
工艺指导书编号
WPS-39
母材
类、组别号I-2与类、组别I-1相焊
焊材
牌号
规格
烘干温度
保温时间
标准号
GB6479/GB713
J507
Ф2.0
300℃
1H
钢号
20/Q345R5
规格
Φ20*2.5/δ=24
接头形式
角焊焊接方法
焊接方法
SAW
焊接位置
平角焊
NBT 47014-2011《承压设备焊接工艺评定》标准解析
NB/T 47014-2011《承压设备焊接工艺评定》标准解析一、我国压力容器焊接工艺评定标准的制定和演变过程。
我国压力容器焊接工艺评定标准的建立要追溯到七十年代末,随着焊接工艺技术的发展以及对工艺评定认识的加深,该标准经过了多次修订。
其演变过程为:(1)1980年颁布的JB741-80《钢制焊接压力容器技术条件》附录二。
(2)1985年颁布的JB3964-85《压力容器焊接工艺评定》代替JB741-80附录二。
(3)1992年颁布的JB4708-92《钢制压力容器焊接工艺评定》代替JB3964-85。
(4)2000年颁布的JB4708-2000《钢制压力容器焊接工艺评定》代替JB4708-92。
(5)2011年颁布的NB/T47014-2011《承压设备焊接工艺评定》代替JB4708-2000。
在2000年颁布JB4708-2000版后,为了对按92版标准评定的项目适用性做出答复,国家质监局于2001年下发了质技监办发【2001】003号文(关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见),提出了以往按92版做的工艺评定哪些可继续有效,哪些需要补做项目,并要求对继续有效的评定,要按2000版进行转化。
在GB713-2008《锅炉压力容器用钢板》标准发布后,国家质检总局以质检特函【2008】64号文《关于GB713-2008实行过渡期安排的通知》中,提出了由于钢板钢号的改变,对已进行的工艺评定需进行转换,但如何转换,没有明确规定。
二、NB/T 47014修订原则修订原则是国际上通用标准接轨并结合中国的法规和国内的实际情况,参照采用ASMEⅨ制定适用于我国锅炉、压力容器、压力管道三类产品的统一的焊接工艺评定标准。
目前国际上焊接方面的标准,虽然不断有ISO国际标准出台,但实际使用的还是两大体系的标准,即欧洲标准和泛太平洋地区使用的美国标准;焊接工艺评定也一样,欧洲采用的标准是EN288《金属材料的焊接工艺规程及评定》。
《承压设备焊接工艺评定》换热管与管板孔桥宽度评定分析

靳茂明(江苏省特种设备安全监督检验研究院 南京 210003)NB/T 47014-2011《承压设备焊接工艺评定》换热管与管板孔桥宽度评定分析1 孔桥宽度评定规则中的疑问NB/T 47014-2011《承压设备焊接工艺评定》标准中D.4.3“当试件孔桥宽度B 小于10mm 或3倍管壁厚中较大值时,评定合格的焊接工艺适用于焊件孔桥宽度大于或等于0.9B ”,这里面存在一个较复杂的逻辑关系。
可描述为下面两个充分条件:1)当试件孔桥宽度B <10mm 时(不考虑B 与3b 的大小关系),评定合格的焊接工艺适用于焊件孔桥宽度≥0.9B,即表1中⑤、⑥、⑦、⑧时的情况。
2)当试件孔桥宽度B ≥10mm,且B <3b 时(隐含条件为b ≥10/3mm,即3b ≥10mm),评定合格的焊接工艺适用于焊件孔桥宽度≥0.9B ,即表1中⑨时的情况。
“当试件孔桥宽度B 小于10mm 或3倍管壁厚中较大值时”和“当试件孔桥宽度B 小于10mm 或小于3倍试件管壁厚时”这两种语言描述基本上表示相同的逻辑结果。
严格地说在算法逻辑上,前一种描述在逻辑上并不严密,因为当3b 等于10mm 时,两者之中无较大值,它需要补充3b =10mm 时的情况。
后一种描述则在算法逻辑上是严密的,而且更符合人们的思维方式。
将NB/T 47014-2011管子管板评定中D4.2.1,D4.2.2,D4.2.3的规定关联到一起时所反映的逻辑关系见表1。
作者简介:靳茂明(1968~),男,工程师,主要从事压力容器的检验。
(收稿日期 :2014-05-05)从表1中可以看出,如果不对b<10/3mm且试件孔桥宽度B≥10mm(①、②、③情况时),和当b≥10/3mm且B≥10mm且B≥3b(④情况时)时的情况进行限制,将使标准中“大于或等于0.9B”的规定失去意义,而对于其他情况下评定的孔桥宽度范围似乎也无法做出方向上的限制,但按一般地理解似乎应该认为在表1中①、②、③、④条件时,可以评定任何孔桥宽度,但这不符合焊接理论的逻辑。
换热管与管板焊接工艺评定及报告编制要点-PPT演示文稿
附件评定任务书编制要点-焊接方法
焊接方法是重要因素,冷凝器产品的换热管规格 小,换热管与管板实际焊接采用手工钨极氩弧焊, 所以评定也采用一样的焊接方法。
附件评定任务书编制要点-焊接材料
依据钨极氩弧焊选择合适的焊丝,不锈钢采用等 成分原则选用。也可以依据NB/T47015第4.2.3条 规定,选择焊接材料。
附件评定预焊接工艺规程编制要点-检验
检验: 主要填写需要检验的项目。
附件评定预焊接工艺规程编制要点-人员
预焊接工艺规程一般由焊接 工艺员或焊接工程师的编制, 由焊接责任工程师审核,由 企业技术负责人批准。
换热管与管板附加评定报告编制要点
附加评定报告编制的标准和格式
附加评定报告编制依据
附加评定报告编制要点
换热管与管板焊接工艺评定选择
换热管与管板焊接工艺评定分析
对接和角焊 缝评定
换热管与管 板附件评定
力学性能
Байду номын сангаас
焊脚尺寸
换热管与管板焊接工艺评定-对接焊缝评定的选择
对接焊缝的焊接工艺评定, 主要保证焊接接头的力学性能, 按照NB/T47014选择合适的工 艺评定。
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊缝主要是受剪切力,管子与管板之间焊缝焊脚长度则 决定了抗剪切能力,焊接工艺附加评定是对焊脚长度进行评定。
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
换热管与管板焊接工艺评定-附件评定选择
Φ25×2.5的换热管06Cr19Ni10与S30408管板焊接工艺附件评定 PQRGB01合格后,评定因素和覆盖的范围见下表:
三角形的高。
附加评定报告编制要点
管材焊接工艺评定目录
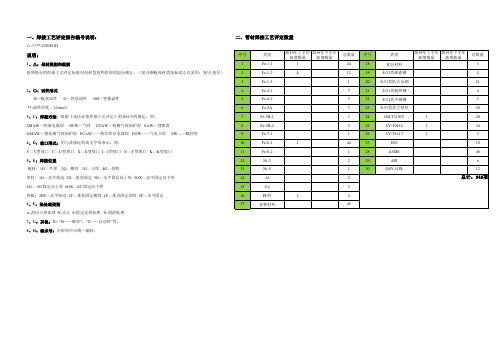
一、焊接工艺评定报告编号说明:二、管材焊接工艺评定数量△-○**-CDEFGH
说明:
1、△:母材类别和组别
按照执行的焊接工艺评定标准对母材类别和组别的划分确定。
(复合钢板母材类别标识方式采用:复层/基层)
2、○:试件形式
B—板状试件 G—管状试件 GB—管板试件
**:试件厚度,以mm计
3、C:焊接方法:依据《承压设备焊接工艺评定》附录G中的规定,即:
SMAW—焊条电弧焊 OFW—气焊 GTAW—钨极气体保护焊 SAW—埋弧焊
GMAW—熔化极气体保护焊 FCAW——药芯焊丝电弧焊 EGW——气电立焊 SW——螺柱焊
4、D:坡口形式:用与其接近的英文字母表示,即:
V—V型坡口 U—U型坡口 X—X型坡口 I—I型坡口 Y—Y型坡口 K—K型坡口
5、E:焊接位置
板材:1G—平焊 2G—横焊 3G—立焊 4G—仰焊
管材:1G—水平转动 2G—垂直固定 5G—水平固定向上焊 5GX—水平固定向下焊
6G— 45°固定向上焊 6GX—45°固定向下焊
管板:2FR—水平转动 2F—垂直固定横焊 4F—垂直固定仰焊 5F—水平固定
6、F:热处理类别
A-消应力热处理 N-正火 S-稳定化热处理 N-固溶处理
7、G:其他:如: “D——堆焊”,“Z——自动焊”等。
8、H:流水号:由焊培中心统一编制。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊接工艺评定报告
编号WPS-39
评定日期2011.5.10
焊接工艺评定报告
接头简图
母
材
类、组别号I-2与类、组别号I-1相焊牌号规格烘干温度保温时间标准号GB6479/GB713
(
接
材
料
J507 ①2.0 300C1H 钢号20/Q345R5
规格① 20*2.5/ S =24
宏观
检查
方法检测标准结果
10倍放大镜GB151-1999 合格
焊接工艺参数
结本规定按JB4708-2000规定焊接试件、检验试件、测定性能,确认试验记录正确
论评定结果:合格(合格、不合格)适用范围:b< 2.8/d三17
工艺评定报告编号HP-39 相应工艺指导书编号WPS-39 试件编号HP-39 接头型式角焊缝焊接方法SAW 焊接位置平焊
焊道/焊层焊接方法焊接牌号及规格
1/
1
SAW J507 ① 2.0
焊接电流
A
60-75
电弧电压
V
10-15
焊接速度
cm/min
10-12
电流种类
及极性直
反
焊工姓名王鸿来焊工代号AI95 施焊日期2011410 编制审核批准
2011.5.11
焊接工艺评定任务书
任务书编号 W-39 工艺评定编号 HP-39 产品名称 管板焊接
工艺指导书编号
WPS-39
母 材 类、组别号I-2与类、组别1-1相焊
焊 材
牌号 规格 烘干温度 保温时间
标准号 GB6479/GB713 J507
①2.0
300C
1H
钢号
20/Q345R5
规格 ① 20*2.5/ S =24
接头形式 角焊焊接方法 焊接方法 SAW
焊接位置 平角焊
JB4708-2000
预热和焊后热处理要求 评定标注 要求 检验 项目 无损检测
检测标准
合格标准
性能试验
项目
拉伸
弯曲
冲击()AKV
面弯
才匕才忑 冃
弯
侧弯
焊缝区热影
数量
宏观检查
V
接头硬度测定
其他项目
编制
日期 审核 日期
焊接工艺指导书。