PCB激光钻孔
PCB的激光钻孔技术
2 1 常规基层板 .
便 携 电话 的母 板 等 使 用 的 常规 基 层 板 中 ,以 适 应 高密 度 化 和 低 成 本 为 目的 的 工程 方式 正 在 发 生 变 化 。传 统 的量 产 化 正 在 从 表 面铜 箔 上利 用 蚀 刻 形 成 窗口 ( no Wi d w) 并 照射 比窗 口大 的激 光 束 进 行 加
b a d or.
Th spa e e c ie u r n tt fls rd il g tc n l g o e tg n rto rn e ic t i p rd s rb sc re tsauso e rl n e h o o y f rn x e e ai n p i td cr ui a i
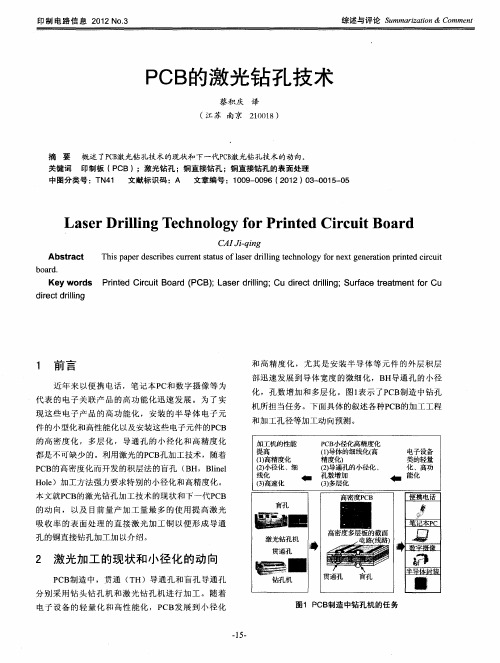
电子 设 备 的 轻 量 化 和 高 性 能 化 ,P CB发 展 到 小 径化
图 1 CB 1 中 钻 孔 机 的 任 务 P ¥1 造
.
1. 5
综 述 与 评 论 S m r ain& C mm n u mai t z o o et
印 制 电 路 信 息 2 1 o3 0 2N .
表1P 的现状和小径化 加工动向预 测 CB
K ywo d P i e rut o r P ) L s r rl g C i c r i ; ufc e t n r e rs r tdCi iB ad( CB ; a e in ; u d e t in S r et ame t o n c dl i r dl g l a r f Cu
孔 的铜直 接 钻孔加 工加 以介 绍 。
2 激 光 ̄ z f 现状  ̄ , 径 化的 动 向 j l n ' , j lJ l 孔 导 通 孔 C  ̄ T
分 别 采 用 钻 头钻 孔 机 和 激 光 钻 孔 机 进 行 加 工 。 随着
pcb激光钻孔标准
pcb激光钻孔标准PCB激光钻孔标准。
PCB(Printed Circuit Board)激光钻孔是电子行业中常见的一种加工工艺,它对于电路板的精密加工起着至关重要的作用。
在进行PCB激光钻孔加工时,需要遵循一定的标准,以确保加工质量和生产效率。
本文将就PCB激光钻孔的标准进行详细介绍,希望能为相关从业人员提供一些参考和帮助。
首先,PCB激光钻孔的标准主要包括以下几个方面,孔径精度、孔壁质量、孔径偏移和孔径形状。
在进行PCB激光钻孔加工时,需要根据具体的要求和标准来进行操作,以确保加工出的电路板符合设计要求。
孔径精度是指激光钻孔加工后孔径的精确度,通常用孔径公差来表示。
在实际加工中,需要根据电路板的设计要求来确定孔径公差的范围,以确保加工出的孔径符合设计要求。
此外,还需要注意激光钻孔设备的精度和稳定性,以确保加工出的孔径精度达到要求。
孔壁质量是指激光钻孔加工后孔壁的平整度和光洁度。
在进行PCB激光钻孔加工时,需要注意选择合适的激光参数和加工工艺,以确保加工出的孔壁质量良好。
此外,还需要定期对激光钻孔设备进行维护和保养,以确保加工出的孔壁质量稳定。
孔径偏移是指激光钻孔加工后孔径位置与设计要求的偏移量。
在进行PCB激光钻孔加工时,需要严格控制激光钻孔设备的定位精度,以确保加工出的孔径位置准确。
此外,还需要注意电路板的定位和固定,以确保加工出的孔径位置与设计要求一致。
孔径形状是指激光钻孔加工后孔径的形状,通常包括圆孔、椭圆孔等。
在进行PCB激光钻孔加工时,需要根据设计要求选择合适的激光参数和加工工艺,以确保加工出的孔径形状符合设计要求。
此外,还需要注意激光钻孔设备的稳定性和一致性,以确保加工出的孔径形状稳定。
总之,PCB激光钻孔标准对于电路板的加工质量和生产效率起着至关重要的作用。
在进行PCB激光钻孔加工时,需要严格遵循相关标准和要求,以确保加工出的电路板符合设计要求。
希望本文能为相关从业人员提供一些参考和帮助,让他们能够更好地掌握PCB激光钻孔的标准和技术要点。
PCB激光钻孔爆孔问题解决方法
PCB激光钻孔爆孔问题解决方法作者:孟祥胜来源:《中国高新技术企业》2013年第08期摘要:PCB激光钻孔“爆孔”危害大,严重影响到企业与客户利益。
文章经过大量的数据收集整理与分析,结合激光钻孔加工原理,终于找到问题产生的内在规律,并采取有效措施改善,有效地保证了产品的质量,真正实现了PCB激光钻孔的高速率、高品质、高可靠性的稳定加工。
关键词:激光钻孔;激光钻削参数;激光爆孔;PCB中图分类号:TN41 文献标识码:A 文章编号:1009-2374(2013)12-0044-041 激光钻孔原理利用CO2激光发生器发出额定输出功率200W、脉冲频率100~6000Hz、脉冲宽度为1~30us的激光,使其在BEAM的作用下经过整形、滤波并最终形成Gauss mode和Top hat mode 2种光束模式,再在Aperture的作用下形成33种光束直径,用以满足客户不同类别产品孔径要求。
Galvano为X/Y扫描振镜,通过该部件及透镜可以在工件上形成30mm×30mm/50mm×50mm/70mm×70mm的激光加工区域,用户可根据实际情况设定加工区域,一般设定区域为50mm×50mm,如图1所示:在实际加工生产板时,可根据板材类别/厂家(FR-4、高TG、普通TG)、介质层厚度(1080或1060或2116)、激光孔径大小(Φ75~Φ250um)及激光孔的结构类别(1阶或2阶或LargeWindow孔)而选择不同的激光模式与加工参数,从而获得预期的激光孔效果。
然后在每个加工区域内,激光能量除了受脉冲宽度、频率、周期、波形外,还受孔密度的影响,如图2所示。
下面具体分析说明:待加工孔径为Φ250um,选择循环激光钻孔模式加工,模式设定为11,具体加工参数为:AP,17;加工模式,11;PUSLE周期1,500um;PUSLE宽度1,14us;SHOT数1,1;PUSLE周期3,500us;PUSLE宽度3,16us;SHOT数3,20。
pcb钻孔和外形
第17页
入职工艺知识培训讲义
2.3激光钻孔控制参数
RD-CM-WI01S1A
Outline是以外框圆烧蚀孔,用其能 量将铜皮揭起; Spiral是以螺旋方式由里向外或由 外向内烧蚀,将铜直接升华; Filled以同心圆环方式由里向外或 由外向内烧蚀。 一般设置成3到4个Task,Task1都是 用于烧蚀铜皮,后面的Task是用于 清理树脂。能量的大小主要影响参 数Frequency、Pulse width、Mark speed。
D、盖板 △防止钻孔上表面毛刺 △保护层压板 △提高孔位精度 △ 冷却钻针,降低钻孔温度
第5页
入职工艺知识培训讲义
G、钻刀
RD-CM-WI01S1A
钻刀是机械钻孔过程中用到的切削刀具。一般采用钨钴类合金经高温、高压烧结而 成,具有高硬度和高耐磨性。 钻刀材质与性能
钻刀结构
第6页
入职工艺知识培训讲义
槽孔不良
孔大/小
漏孔
偏孔
第13页
入职工艺知识培训讲义
1.6设备维护保养及环境控制 温度:18-24℃; 序号 1 2 3 4 5 6 7 8 9 10 11 12 湿度:47-63%RH; 维护内容 每班清洁机器台面及机器外表 每班清洁夹头、检查主轴声音 每班清洁钻针座粉屑、冷却机外壳 每班清洁冷却部分防尘网 每班检查油位、压力脚轴衬的磨损情况,清洁压力脚 每班检查铜POD是否松动、钻机负压值 每月检查主轴静态≤15um、动态≤20um 每月检查钻针握力、冷却机运行声音 每月检查流量是否正常,有无泄漏,温度是否可控,油冷 报警信号是否正常; 每月排掉空气过滤器内的冷凝水 每季对机械装置进行润滑 每半年更换冷却机冷却油
RD-CM-WI01S1A
外形加工制程介绍 3.1流程: A. 铣板:将半成品线路板切割成客户所需要的尺寸的外形成品线路板。 B. V-CUT:在线路板上加工客户所需“V形坑”,便于客户安装使用线路板。 C. 倒角:将线路板之金指加工成容易插接的斜面。
PCB钻孔流程1

PCB钻孔流程(一)一、目的:1.1提高员工对制程的了解及品质意识,使其能迅速上岗,达成产能及品质目标。
二、适用范围:2.1 仅适用于PCB钻孔的工程师与领班。
三、相关权责:3.1 PCB钻孔。
四、名词定义:4.1无五、相关文件:5.1无六、培训内容:6.1钻孔的作用及细步流程介绍6.2各流程的作用及注意事项6.3制程控制的工艺参数6.4品质检测与处理6.5技术员工作职掌6.6不良板重工流程6.7 保养规范6.8不良原因及改善对策6.9点检项目记录表单PCB钻孔流程(二)6.1钻孔的作用及细步流程介绍:6.1.1钻孔作用:用来对PCB进行切削孔位,便于插件及导通之作业。
6.1.2钻孔的细步流程介绍:进料→准备PCB钻咀→钻孔→检验→出货6.1.3钻孔的环境要求:温度:20±2℃相对湿度:50±5%6.1.4钻孔的主物料介绍:6.1.4.1垫板(2.5mm):6.1.4.1.1作用:a.防止钻机台面受损;b.减少出口性毛头;c.减少钻咀扭断;d.降低钻咀温度;e.清洁钻咀沟槽中之胶渣。
6.1.4.1.2板材种类:a.复合材料——其制造法与纸质基板类似,但木屑为基础,再混合含酸或盐类的粘著剂,高温高压下压合硬化成为一体而硬度很高的板子。
b.酚醛树脂板——价格比上述的合板要贵一些,也就是一般单面板的基材。
c.铝箔压合板——同盖板一样。
d.Vbu垫板——是指Vented Back up垫板,上、下两面铝箔,中层为折曲同质的纯铝箔,空气可以自由流通其间,如石棉浪一样。
垫板的选择一样依各厂条件来评估,其重点在:不含有机油脂,屑够软不伤孔壁,表面够硬,板厚均匀、平整等。
操作CNC控制现有CAD/CAM工作站都可直接转换钻孔机接受之语言只要设定一些参数如各孔代号代表之孔径即可。
6.1.4.2铝片(0.2mm),也称盖板:6.1.4.2.1作用:a.防止压力脚直接压伤铜面;b.使钻尖容易中心定位;c.减少进口性毛头;d.利于散热;e.钻咀进、退时的清洁。
PCB板钻孔制程介绍
五、钻锣带制作知识的介绍
c.单位制
公制(METRIC) mm 英制(ENGLISH) inch or mil
d.单位换算
1 inch=1000 mil=2.54 cm=25.4 mm 1 mm=0.03937inch=39.37 mil
五、钻锣带制作知识的介绍
2、钻(锣)带文件头介绍(以常用的EXEL格式为例)
3、垫板 要求垫板本身树脂成分不能过高,否则钻孔时将会形成熔融的脂 球黏附在孔壁。常用的有: a.普通纸质垫板 b.高密度纸质垫板 c.酚醛垫板
五、钻锣带制作知识的介绍
1、钻孔档(Drill File)介绍 a.常见格式:
Exel系
S&m系
b.坐标格式
LEADING ZERO 省前0补后0 例:12.3→12300
原因分析
解决对策
钻咀磨损过度
更换钻咀
板材问题
更换板材
切割速度过快
降低转速或下钻速
钻头断或钻咀长度不够 更换钻咀重新补孔
台面不平
调整台面平整度
下钻深度设置错误
更改合理设置
操作失误Biblioteka 补孔或报废钻带出错或格式用错 用正确格式的钻带生产
三、钻孔品质及其鱼骨图分析
1、钻孔的品质要求 孔径:+0/-1mil 孔位:≤2mil
原因分析
解决对策
内层焊盘不硬
检查内层
板材厚板不均匀
更换更好的板材
压力脚不平或压力不足 更换压脚或调整气压
烤板时间或温度不够 重新烤板
钻床不稳定
检查钻床固定座
主轴偏摆过大
清洗夹嘴或维修主轴
钻咀类型不附或有缺口 更换钻咀
盖板不好
更换盖板
PCB激光钻孔工序标准操作手势

正确操作:
员工需双手戴手套拿板,两手平拿板边,不能
接触到板内图形。
错误操作:
员工不戴手套拿板。
正确操作:
员工需双手推车前行。
错误操作:
员工单手拉车前行。
正确操作:
板要堆放整齐、两边与自动上板车成90度靠齐,两边定位销与板边相切,一次上板搬动不能
错误操作:
板子没有堆放整齐,两定位销没有与板边相切,容易擦花板面和造成对位不准。
正确操作:
移开两边的定位销,搬下板子,一次搬动不能
错误操作:
没有移开两边的定位销,且一次搬动整lot板,容易擦花板面和摔板、掉板。
正确操作:
自动上、下板车与车门对齐后,双手水平推进,待绿色显示灯闪动后即可按START键开始生
错误操作:
自动上、下板车没有与车门对齐,且单手推
正确操作: 直立在机器前操作。
错误操作:
爬在机器上操作。
正确操作: 在机器前在写字板上填写生产记录。
错误操作:
在机器上填写生产记录。
正确操作:
员工抽检时必须佩带手套,一手轻压板边,一手
错误操作:
员工抽检时没有佩带手套,且赤手摸板。
正确操作:
每LOT板隔一张胶片,最外面加胶片保护,每LOT 流程卡整齐夹放于中间位置,放板数量不得超过 错误操作:
板表面没有加胶片保护,没有流程卡,放板数量。
PCB工艺流程之镭射钻孔工序工艺培训

(2)运动控制系统 Z轴上下移动机构
作用:改变作用及光强度和光斑直径
X/Y向移动和机构
作用:实现整个板面上孔的加工
(3)CO2激光钻孔光学系统
传递光路
反射镜 透镜
光阑(光圈) 半反半透镜X/YFra bibliotek向扫描用光学摆镜
远心物镜
(A)传递光路
☺多孔光阑
入射光线
多孔光阑
出射光线
(B)X/Y方向扫描用光学摆镜
2.各参数设定意义
(1)APERTURE(光径)/MASK(光圈)
定义: 光在进入扫描镜摆镜前经过一光阑盘,该盘上沿旋转中心等 距离但不同转动角度位置处分布有不同直径的光阑孔,通过转动光阑不 同直径的孔对准入射光束,达到输出不同直径大小光斑的目的.
(2) PULSEWIDTH(脉冲宽度) 定义:激光脉冲宽度表明激光波峰时间持续长短
525mm*95mm*3mm
HITACHI MITSUBISHI
四、镭射钻孔工艺操作及控制条件
1.镭射钻孔主要参数
(1)HITACHI
APERTURE(光径) PULSEWIDTH(脉冲宽度) SHOT(枪数) MODE(模式)
(2)MITSUBISHI
MASK(光圈) PULSEWIDTH(脉冲宽度) SHOT(枪数) B/C(模式)
材料逸出
3.UV成孔
利用紫外光线激光的化学能去破坏有机分子的分子键、 金属晶体的金属键和无机物的离子键,形成悬浮颗粒或原
子团、分子团或原子分子,在局部发生蓬松,配合真空吸 气作用,使小微粒极力从孔中逃逸,或被强制吸走形成孔。
激
激
激
光
光
光
激光照射
化学键撕裂
材料逸出
多阶pcb板的打孔方法

多阶pcb板的打孔方法
多层PCB板的打孔方法通常包括以下几种:
1. 机械打孔,这是最常见的方法。
通过CNC钻床或者冲床,将孔逐个打在PCB板上。
这种方法适用于一般的多层PCB板,但是对于孔径小于0.3mm的孔会比较困难。
2. 激光钻孔,激光钻孔是一种高精度的打孔方法,适用于孔径小而密集的PCB板。
激光钻孔的优点是可以实现非常小的孔径和高密度的布局,但是成本相对较高。
3. 钨钢模具冲孔,这种方法适用于大批量生产,通过模具冲压的方式一次性完成多层PCB板的打孔。
这种方法效率高,成本低,适合于一般要求不是特别高的PCB板。
4. 激光孔加工,激光孔加工是通过激光烧蚀的方式完成PCB板的打孔,适用于特殊材料或者特殊要求的PCB板。
这种方法的优点是可以实现非常小的孔径和复杂的孔型,但是成本较高。
总的来说,选择合适的打孔方法需要根据PCB板的具体要求来
决定,包括孔径大小、孔的密度、成本考量等因素。
同时,还需要考虑到生产效率、设备投资、工艺技术等方面的因素,综合考虑后选择最适合的打孔方法。
HDI定义及激光钻孔原理
Kingchen
HDI定义
• HDI(High Density Interconnection)高精密 度互联 • 凡非机械钻孔,孔径≦0.15mm(大部分为盲 孔),孔环之环径在10mil以下者称为微导 孔或者微孔 • 凡PCB具有微孔且布线密度在117英寸/平 方英寸以上者称之为HDI类PCB(通常设计 的线宽线距在4mil/4mil以下)
• 二次一阶(现在行业里也叫二阶) 指相邻两层都仅含一阶HDI孔的PCB板。如下图所 示:(1+1+8+1+1结构)
HDI分类
• 二阶
也称二阶盲孔,直接连接相邻三层的HDI孔,指有第1层与第3层连接或/ 和第n层与(n-2)或/和第1、2、3层相互连接或/和第n、(n-1)、 (n-2)层相互连接的HDI孔.如下图所示:(2+8+2结构)
HDI分类
目前最行业内常见的HDI板有一次一阶HDI,其次是二次一阶HDI,二 阶HDI,下面以这三种常见结构举例说明 一次一阶: 也称一阶盲孔,直接连接相邻两层的HDI孔,指仅有相邻层连接的HDI 孔,如第1层与第2层连接或/和第n层与第(n-1)层连接.如下图所示: (1+8+1结构)
HDI分类
HDI类PCB板的特点
• HDI类PCB具有体积小,重量轻,介层薄, 速度快,频率高的特点 • 优点: 1.成本降低 2.增加焊接点密度 3.增加布线密度 4.有利于先构装技术的运用
激光成孔原理
• 激光是当“射线”受到外来的剌激而增加能量下所激发的一种强力光 束,其中红光及可见光具有热能,紫外光具有光学能。此种类型的光 射到工件后会产生三种现象即反射,吸收,穿透. • 激光钻孔的主要作用是快速除去所要加工的基板材料,其主要是靠光 热烧蚀和光化学切除 • (1)光热烧蚀:指被加工的材料吸收高能量的激光,要极短的时间加热 到熔化并被蒸发掉的成孔原理 • (2)光化学切除:是指紫外线区所具有的高光子能量,激光波长超过 400纳米的高能量光子起作用的结果。这种高能量的光子能破坏有机 材料的长分子链,成为更小的微粒,而其能量大于原分子,极力从中 逸出,在外力的掐吸下,基板材料被快速除去而形成微孔。 • 以上就是激光成孔的基本原理,目前PCB行业钻孔用的激光器主要有 RF激发的CO2气休激光器和UV固态Nd:YAG激光器
PCB激光钻孔机市场报告
PCB激光钻孔机市场报告1 PCB激光钻孔机市场概述1.1 产品定义及统计范围1.2 按照不同产品类型,PCB激光钻孔机主要可以分为如下几个类别1.2.1 不同产品类型PCB激光钻孔机增长趋势2016 VS 2021 Vs 20271.2.2 CO2 PCB激光钻孔机1.2.3 UV PCB激光钻孔机1.2.4 其他1.3 从不同应用,PCB激光钻孔机主要包括如下几个方面1.3.1 消费电子1.3.2 通讯行业1.3.3 工业与医疗1.3.4 汽车行业1.3.5 军事和航空航天1.3.6 其他1.4 PCB激光钻孔机行业背景、发展历史、现状及趋势1.4.1 PCB激光钻孔机行业目前现状分析1.4.2 PCB激光钻孔机发展趋势2 全球PCB激光钻孔机总体规模分析2.1 全球PCB激光钻孔机供需现状及预测(2016-2027)2.1.1 全球PCB激光钻孔机产能、产量、产能利用率及发展趋势(2016-2027)2.1.2 全球PCB激光钻孔机产量、需求量及发展趋势(2016-2027)2.1.3 全球主要地区PCB激光钻孔机产量及发展趋势(2016-2027)2.2 中国PCB激光钻孔机供需现状及预测(2016-2027)2.2.1 中国PCB激光钻孔机产能、产量、产能利用率及发展趋势(2016-2027)2.2.2 中国PCB激光钻孔机产量、市场需求量及发展趋势(2016-2027)2.3 全球PCB激光钻孔机销量及销售额2.3.1 全球市场PCB激光钻孔机销售额(2016-2027)2.3.2 全球市场PCB激光钻孔机销量(2016-2027)2.3.3 全球市场PCB激光钻孔机价格趋势(2016-2027)3 全球与中国主要厂商市场份额分析3.1 全球市场主要厂商PCB激光钻孔机产能市场份额3.2 全球市场主要厂商PCB激光钻孔机销量(2016-2021)3.2.1 全球市场主要厂商PCB激光钻孔机销量(2016-2021)3.2.2 全球市场主要厂商PCB激光钻孔机销售收入(2016-2021)3.2.3 全球市场主要厂商PCB激光钻孔机销售价格(2016-2021)3.2.4 2020年全球主要生产商PCB激光钻孔机收入排名3.3 中国市场主要厂商PCB激光钻孔机销量(2016-2021)3.3.1 中国市场主要厂商PCB激光钻孔机销量(2016-2021)3.3.2 中国市场主要厂商PCB激光钻孔机销售收入(2016-2021)3.3.3 中国市场主要厂商PCB激光钻孔机销售价格(2016-2021)3.3.4 2020年中国主要生产商PCB激光钻孔机收入排名3.4 全球主要厂商PCB激光钻孔机产地分布及商业化日期3.5 全球主要厂商PCB激光钻孔机产品类型列表3.6 PCB激光钻孔机行业集中度、竞争程度分析3.6.1 PCB激光钻孔机行业集中度分析:全球Top 5生产商市场份额3.6.2 全球PCB激光钻孔机第一梯队、第二梯队和第三梯队生产商(品牌)及市场份额4 全球PCB激光钻孔机主要地区分析4.1 全球主要地区PCB激光钻孔机市场规模分析:2016 VS 2021 VS 20274.1.1 全球主要地区PCB激光钻孔机销售收入及市场份额(2016-2021年)4.1.2 全球主要地区PCB激光钻孔机销售收入预测(2022-2027年)4.2 全球主要地区PCB激光钻孔机销量分析:2016 VS 2021 VS 20274.2.1 全球主要地区PCB激光钻孔机销量及市场份额(2016-2021年)4.2.2 全球主要地区PCB激光钻孔机销量及市场份额预测(2022-2027)4.3 北美市场PCB激光钻孔机销量、收入及增长率(2016-2027)4.4 欧洲市场PCB激光钻孔机销量、收入及增长率(2016-2027)4.5 中国市场PCB激光钻孔机销量、收入及增长率(2016-2027)4.6 日本市场PCB激光钻孔机销量、收入及增长率(2016-2027)5 全球PCB激光钻孔机主要生产商分析5.1 Mitsubishi Electric5.1.1 Mitsubishi Electric基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.1.2 Mitsubishi ElectricPCB激光钻孔机产品规格、参数及市场应用5.1.3 Mitsubishi ElectricPCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.1.4 Mitsubishi Electric公司简介及主要业务5.1.5 Mitsubishi Electric企业最新动态5.2 ESI (MKS Instruments)5.2.1 ESI (MKS Instruments)基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.2.2 ESI (MKS Instruments)PCB激光钻孔机产品规格、参数及市场应用5.2.3 ESI (MKS Instruments)PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.2.4 ESI (MKS Instruments)公司简介及主要业务5.2.5 ESI (MKS Instruments)企业最新动态5.3 Orbotech (KLA)5.3.1 Orbotech (KLA)基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.3.2 Orbotech (KLA)PCB激光钻孔机产品规格、参数及市场应用5.3.3 Orbotech (KLA)PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.3.4 Orbotech (KLA)公司简介及主要业务5.3.5 Orbotech (KLA)企业最新动态5.4 LPKF5.4.1 LPKF基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.4.2 LPKFPCB激光钻孔机产品规格、参数及市场应用5.4.3 LPKFPCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.4.4 LPKF公司简介及主要业务5.4.5 LPKF企业最新动态5.5 Schmoll5.5.1 Schmoll基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.5.2 SchmollPCB激光钻孔机产品规格、参数及市场应用5.5.3 SchmollPCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.5.4 Schmoll公司简介及主要业务5.5.5 Schmoll企业最新动态5.6 Hitachi High-T ech5.6.1 Hitachi High-Tech基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.6.2 Hitachi High-TechPCB激光钻孔机产品规格、参数及市场应用5.6.3 Hitachi High-TechPCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.6.4 Hitachi High-Tech公司简介及主要业务5.6.5 Hitachi High-Tech企业最新动态5.7 Sumitomo Heavy Industories5.7.1 Sumitomo Heavy Industories基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.7.2 Sumitomo Heavy IndustoriesPCB激光钻孔机产品规格、参数及市场应用5.7.3 Sumitomo Heavy IndustoriesPCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.7.4 Sumitomo Heavy Industories公司简介及主要业务5.7.5 Sumitomo Heavy Industories企业最新动态5.8 惠特科技5.8.1 惠特科技基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.8.2 惠特科技PCB激光钻孔机产品规格、参数及市场应用5.8.3 惠特科技PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.8.4 惠特科技公司简介及主要业务5.8.5 惠特科技企业最新动态5.9 东台精机5.9.1 东台精机基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.9.2 东台精机PCB激光钻孔机产品规格、参数及市场应用5.9.3 东台精机PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.9.4 东台精机公司简介及主要业务5.9.5 东台精机企业最新动态5.10 深圳市大族数控科技5.10.1 深圳市大族数控科技基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.10.2 深圳市大族数控科技PCB激光钻孔机产品规格、参数及市场应用5.10.3 深圳市大族数控科技PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.10.4 深圳市大族数控科技公司简介及主要业务5.10.5 深圳市大族数控科技企业最新动态5.11 广东正业科技5.11.1 广东正业科技基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.11.2 广东正业科技PCB激光钻孔机产品规格、参数及市场应用5.11.3 广东正业科技PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.11.4 广东正业科技公司简介及主要业务5.11.5 广东正业科技企业最新动态5.12 武汉华工激光工程5.12.1 武汉华工激光工程基本信息、PCB激光钻孔机生产基地、销售区域、竞争对手及市场地位5.12.2 武汉华工激光工程PCB激光钻孔机产品规格、参数及市场应用5.12.3 武汉华工激光工程PCB激光钻孔机销量、收入、价格及毛利率(2016-2021)5.12.4 武汉华工激光工程公司简介及主要业务5.12.5 武汉华工激光工程企业最新动态6 不同产品类型PCB激光钻孔机分析6.1 全球不同产品类型PCB激光钻孔机销量(2016-2027)6.1.1 全球不同产品类型PCB激光钻孔机销量及市场份额(2016-2021)6.1.2 全球不同产品类型PCB激光钻孔机销量预测(2022-2027)6.2 全球不同产品类型PCB激光钻孔机收入(2016-2027)6.2.1 全球不同产品类型PCB激光钻孔机收入及市场份额(2016-2021)6.2.2 全球不同产品类型PCB激光钻孔机收入预测(2022-2027)6.3 全球不同产品类型PCB激光钻孔机价格走势(2016-2027)7 不同应用PCB激光钻孔机分析7.1 全球不同应用PCB激光钻孔机销量(2016-2027)7.1.1 全球不同应用PCB激光钻孔机销量及市场份额(2016-2021)7.1.2 全球不同应用PCB激光钻孔机销量预测(2022-2027)7.2 全球不同应用PCB激光钻孔机收入(2016-2027)7.2.1 全球不同应用PCB激光钻孔机收入及市场份额(2016-2021)7.2.2 全球不同应用PCB激光钻孔机收入预测(2022-2027)7.3 全球不同应用PCB激光钻孔机价格走势(2016-2027)8 上游原料及下游市场分析8.1 PCB激光钻孔机产业链分析8.2 PCB激光钻孔机产业上游供应分析8.2.1 上游原料供给状况8.2.2 原料供应商及联系方式8.3 PCB激光钻孔机下游典型客户8.4 PCB激光钻孔机销售渠道分析及建议9 行业发展机遇和风险分析9.1 PCB激光钻孔机行业发展机遇及主要驱动因素9.2 PCB激光钻孔机行业发展面临的风险9.3 PCB激光钻孔机行业政策分析9.4 PCB激光钻孔机中国企业SWOT分析10 研究成果及结论11 附录11.1 研究方法11.2 数据来源11.2.1 二手信息来源11.2.2 一手信息来源11.3 数据交互验证11.4 免责声明。
PCB钻孔的流程、分类和技巧
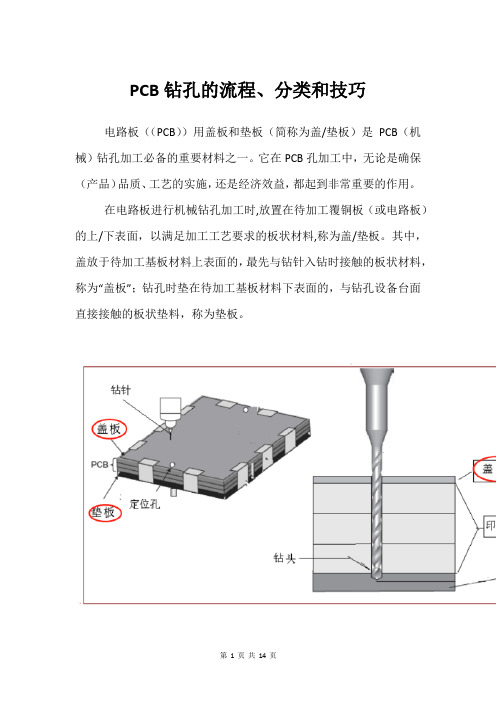
PCB钻孔的流程、分类和技巧电路板((PCB))用盖板和垫板(简称为盖/垫板)是PCB(机械)钻孔加工必备的重要材料之一。
它在PCB孔加工中,无论是确保(产品)品质、工艺的实施,还是经济效益,都起到非常重要的作用。
在电路板进行机械钻孔加工时,放置在待加工覆铜板(或电路板)的上/下表面,以满足加工工艺要求的板状材料,称为盖/垫板。
其中,盖放于待加工基板材料上表面的,最先与钻针入钻时接触的板状材料,称为“盖板”;钻孔时垫在待加工基板材料下表面的,与钻孔设备台面直接接触的板状垫料,称为垫板。
钻孔是PCB制造中最昂贵和最耗时的过程。
PCB钻孔过程必须小心实施,因为即使是很小的错误也会导致很大的损失。
钻孔工艺是PCB制造过程中最关键的工艺。
钻孔工艺是通孔和不同层之间连接的基础,因此钻孔技巧十分重要。
PCB钻孔一、PCB钻孔技术主要有2 种PCB 钻孔技术:机械钻孔和激光钻孔。
PCB钻孔技术1、机械钻孔机械钻头的精度较低,但易于执行。
这种钻孔技术实现了钻头。
这些钻头可以钻出的最小孔径约为6密耳(0.006 英寸)。
机械钻孔的局限性当用于FR4 等较软的材料时,机械钻可用于800 次冲击。
对于密度比较大的材料,寿命会减少到200 计数。
如果PCB 制造商忽视这一点,则会导致出现错误的孔,从而导致电路板报废。
2、激光钻孔另一方面,激光钻可以钻出更小的孔。
激光钻孔是一种非接触式工艺,工件和工具不会相互接触。
激光束用于去除电路板材料并创建精确的孔,可以毫不费力地控制钻孔深度。
激光技术用于轻松钻出受控深度的过孔,可以精确钻出最小直径为2 密耳(0.002”)的孔。
激光钻孔限制电路板由铜、玻璃纤维和树脂制成,这些PCB 材料具有不同的(光学)特性,这使得激光束很难有效地烧穿电路板。
在激光钻孔的情况下,该过程的成本也相对较高。
二、PCB钻孔流程对于PCB(工程师)来说,如果设计电路板,也必须要了解PCB 的制造。
这样才能保证(PCB设计)是可制造,也是可靠的,反过来如果在设计时就注意到制造上的工艺,可以降低成本,并且可以在规定的时间内交付产品。
pcb生产机械加工及激光钻孔工艺基础
pcb生产机械加工及激光钻孔工艺基础
PCB生产的机械加工主要包括以下几个步骤:
1. 板材切割:将大片的 PCB 板材按照需要的尺寸进行切割,
一般使用机械切割工具,如数控切割机、锯床等。
2. 钻孔:在 PCB 板材上进行钻孔,以便安装元器件。
通常使
用钻床或数控钻床进行钻孔,通过合适的钻头进行孔的打孔。
3. 车铣加工:将 PCB 板上不规则形状的线路进行加工,常用
的方法是车削和铣削。
车床可以用来加工轴对称的外形和线路,而铣床则可以用来加工更多种形状的线路。
4. 埋孔/埋铜:在 PCB 板上的孔内涂一层附着力强的金属材料(如铜),以增加线路的导电性。
目前常见的方法是电化学镀铜法。
激光钻孔是一种常用的PCB 加工工艺,相比传统的机械钻孔,激光钻孔具有以下优点:
1. 无机械接触:激光钻孔是通过激光束直接照射 PCB 板材进
行加工,无需机械接触,有效保护了板材表面的保护层,避免了机械钻孔可能造成的损伤。
2. 高精度:激光钻孔能够实现非常细小的钻孔,孔径可以达到数十微米,甚至更小,因此可以满足对于高密度线路的要求,提供更高的制造精度。
3. 布线灵活:激光钻孔可以实现任意位置的钻孔,布线更加灵活,可以为设计者提供更多的设计自由度。
4. 加工速度快:相比传统的机械钻孔,激光钻孔的速度通常更快,可以提高 PCB 加工的效率。
总体来说,机械加工和激光钻孔是 PCB 生产中常用的工艺基础,根据具体的需求和要求,可以选择不同的加工方法来进行PCB 的制造。
阐述PCB激光钻孔爆孔问题解决方法
阐述PCB激光钻孔爆孔问题解决方法1 激光钻孔原理利用CO2激光发生器发出额定输出功率200W、脉冲频率100~6000Hz、脉冲宽度为1~30us的激光,使其在BEAM的作用下经过整形、滤波并最终形成Gauss mode和Top hat mode 2种光束模式,再在Aperture的作用下形成33种光束直径,用以满足客户不同类别产品孔径要求。
Galvano为X/Y扫描振镜,通过该部件及透镜可以在工件上形成30mm×30mm/50mm×50mm/70mm×70mm的激光加工区域,用户可根据实际情况设定加工区域,一般设定区域为50mm×50mm,如图1所示:在实际加工生产板时,可根据板材类别/厂家(FR-4、高TG、普通TG)、介质层厚度(1080或1060或2116)、激光孔径大小(Φ75~Φ250um)及激光孔的结构类别(1阶或2阶或LargeWindow孔)而选择不同的激光模式与加工参数,从而获得预期的激光孔效果。
然后在每个加工区域内,激光能量除了受脉冲宽度、频率、周期、波形外,还受孔密度的影响,如图2所示。
下面具体分析说明:待加工孔径为Φ250um,选择循环激光钻孔模式加工,模式设定为11,具体加工参数为:AP,17;加工模式,11;PUSLE周期1,500um;PUSLE宽度1,14us;SHOT数1,1;PUSLE周期3,500us;PUSLE宽度3,16us;SHOT 数3,20。
当加工区域内仅有1个孔时,孔停顿时间分别为486us、482us……,累计时间为10126us;当加工区域内有3个孔时,孔停顿时间分别为1486us、1482us……,累计时间为31206us。
激光钻孔停顿时间的长短是保证激光孔品质的关健控制点,图3是相同加工参数下,孤立激光孔与正常激光孔形状态的对比展示。
2 改善方案(1)通过调整LC-2G212BE/2C钻床AOM延迟时间(最长200ms)——设定延迟时间分别为0、30、60、90、120、150ms以增加停顿时间,结果如表1所示。
PCB生产机械加工及激光钻孔工艺基础

PCB生产机械加工及激光钻孔工艺基础概述:PCB是电子产品中不可缺少的一个组成部分,它起着支持和连接电子元器件的重要作用。
PCB生产过程中的机械加工和激光钻孔工艺是制造高质量PCB的关键环节。
本文将介绍PCB生产机械加工及激光钻孔工艺的基础知识。
一、机械加工工艺:1.切割切割是将大尺寸的PCB板材切割成所需尺寸的小块板材的过程。
常见的切割方法有机械切割和电子切割两种。
机械切割使用刀具来切割板材,电子切割则使用切割机械和电磁场等技术。
2.开槽开槽是制造PCB板材成形的工艺,主要是用于制造中低压电器线路板。
开槽通常使用弧形切割器具来切割板材,以方便电路板在成形过程中的弯曲及折叠。
3.钻孔钻孔是为了将电子元器件的引脚连接至电路板上的导线孔。
常见的钻孔方式有机械钻孔和激光钻孔两种。
机械钻孔使用钻头来加工孔位,激光钻孔则利用激光束直接在板材上打孔。
4.铣削铣削是用来对电路板的表面和内部进行加工的工艺。
它主要用于去除多余的铜箔和增加元器件的焊盘等。
铣削使用铣刀进行加工,通过控制铣削工具的位置和旋转方向来实现所需的加工效果。
二、激光钻孔工艺:激光钻孔是一种高精度、高效率的钻孔方式,它广泛应用于PCB生产中。
激光钻孔工艺主要包括以下几个步骤:1.板材预处理激光钻孔前需要对板材进行预处理,包括表面清洁和涂覆保护层等。
这样可以提高激光钻孔的精度和效果。
2.控制系统设置激光钻孔需要通过控制系统进行编程设置,包括设置孔位的坐标、孔径和孔深等参数。
3.激光钻孔通过激光装置向板材上的孔位照射高能激光束,使板材熔化后挥发,形成孔位。
4.孔位清理清理钻孔后的板材,除去多余的残渣和灰尘。
这一步骤非常重要,可以确保孔位的质量和稳定性。
总结:PCB生产中的机械加工和激光钻孔工艺是制造高质量电路板的重要环节。
机械加工包括切割、开槽、钻孔和铣削等工艺,通过使用相应的设备和工具来实现。
激光钻孔作为一种高精度、高效率的钻孔方式,广泛应用于PCB生产中。
HDI PCB激光钻孔PFMEA分析范例

编制日期Pepare date:内容版本content Version:2018/1/31采取的措施action adopted S O DRPN7激光能量不足Laser energyshortage2每4H校准一次激光能量calibrate the laserenergy every 4H设备自带能量校准Equipment self -carried energycalibration342无none6温湿度超标Temperatureand humidityexceedstandard2温度:22±3℃湿度:55%±10%temperature:22±3℃humidity:55%±10%温湿度计hygrothermograph336无none7棕化擦花Brown layer isscratched2首件测铜厚时检查外观Check appearance whenmeasuring FA copperthickness目视visual456擦花的板5m/min速度返棕化一次To brownish thescratched boardonce more with5m/min关键日期KeyDate:FMEA-LD-01/Potential Failure Mode and Effect Analysis过程潜在失效模式及后果分析(PFMEA)编制Prepareby:审批Approvalby:2016/11/28B0项目Item:HDI PCB 类型Type:PCBFMEA编号FMEANo.:潜在失效起因/机理potential failurecause/mechanism频度O现行过程控制预防current processcontrol method现行过程控制探测currentprocess detectionRPN建议措施advice action责任及目标完成日期responsibility & duedate探测度 D过程功能process function要求requirement潜在失效模式potentialfailuremode潜在失效后果potentialfailureeffect严重度 S级别classification孔未透holeunthrough开路open过程责任Responsibility:激光钻孔 Laser drilling修订日期ModifyDate:工厂批准plant approval :措施结果action result核心小组core team:分级符号说明:1.如果客户有指定标识符号,则按客户要求进行标识;2.客户没有指定标识符号,则按如下标识:“◆”表示产品特殊特性,“▲”表示过程特殊特性。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
GALVANO SCANNER
・FREQUENCY ・ HOLE POSITION ACCURACY
APERTURE OPTICAL PASS
BEAM SHAPING UNIT
LASER HEAD
・ENERGY DENSITY ・HOLE DIA.
・BEAM SHAPING
Fθ LENS
Power requirement
CO2 Laser Drilling Machine
Application
Computer PCMCIA Card Cellular Phone Others
P.C. Board Structure
TH TH (Through Hole) BH (Blind Hole) } Build-up
高可靠性RF激勵型雷射
mirror slab mirror Beam shaper
高穩定輸出 •高度連續,短脈衝輸出 •不會發生無效激發 •高質量光束模式
不需要日常維修
Laser output
•長壽命 •氣體封閉式 •不需要定期更換氣體 高頻率RF型雷射
輸出功率[W] 功率峰值
時間 [ s ec ]
Cross Section Material : MR500 (Mitsui)
φ75m (3 mil)
CONFIDENTIAL
φ100m (4 mil)
φ125m (5 mil)
L0E0356B (加工)
Cross Section Mitsui
75μm dia. (3 mil)
CONFIDENTIAL
Cu : MITSUI 100μm dia. 125μm dia. (4 mil) (5 mil)
TM
M
L0E0367B (加工)
Cross Section Hitachi Chemical
75μm dia. (3 mil)
CONFIDENTIAL
Cu : MITSUI 100μm dia. 125μm dia. (4 mil) (5 mil)
Black Oxide Etch Bond
Prep.
L0E0505A
Cross Section Material : MCF-6000E (Hitachi Chemical)
φ75m (3 mil) φ100m (4 mil)
CONFIDENTIAL
φ125m (5 mil)
L0E0357B (加工)
TM
M
L0E0369B (加工)
Cu Direct Drilling
CONFIDENTIAL
Cu 5μm
Cross Section
Birds-eye View
Top Surface
L0E0585A
Cu Direct Drilling
CONFIDENTIAL
Cu 9μm
Cross Section
Birds-eye View
1.Solution for Miss Registration 2.No window is necessary
• High Energy Density • Thinner Copper
Half Etching New thin 5μm Copper
• Copper Surface Treatment
CONFIDENTIAL
90 80 70 60 50 40 30 20 10 0
Dielectric
Absorption (%)
Glass
UV
Laser
Copper
CO2
Laser 9400 10600
L0E0103D (原理2)
355 1064 Wavelength in Nanometers
CO2 Laser Optical System
Resin
Cu
Smaller Via(<φ0.1mm) Subject : The yield of conformal window grow worse
Cu Direct
UV+CO2 UV
CO2
L1E0136A
Laser Drilling Method (3)
CONFIDENTIAL
Cu Direct Drilling
LCO series
535*690mm +/-0.005mm
LC-1C series
535*690mm +/-0.002mm
LC-2C series
535*690mm +/-0.002mm
Super Pulse CO2 laser,wave length 9.4 μ m 10 to 100μ sec 50*50mm 3-phase 220V 50/60Hz 18KVA 1to30 μ sec 50*50mm 3-phase220 50/60Hz 18KVA 1to30 μ sec 50*50mm 3-phase220 50/60Hz 18KVA
CSP (Chip Size Package)
Build up PCB Structure
Build up part Core part Build up part
Laser Wavelength
CONFIDENTIAL
[nm] EXCIMER(ArF) 193 EXCIMER(KrF) 248 EXCIMER(XeCl) 308 Ar Ion 364 400 Ar Ion 488 700
商品介紹
型號: LCO series (97年推出) 特性: 高速Super CO2 system 自動基板交換裝置 極佳的操作性;交談式的程式語言 自動基板對焦 藉由step pulse可實行高速burst加工
型號: New LC-1C series(99年推出) 特性: 高速、高信賴性Super CO2 藉由step pulse可實行高速burst加工 微小pulse width安定化控制系統 極緻實現量產時的實用性 自動基板交換裝置(ABC-1C)
Requirements vs. Miss Registration
CONFIDENTIAL
Causes 1. Innerlayer Shrink / Expansion 2. Registration Error between Innerlayer pads and Outerlayer window ( Etching mask ) Innerlayer Fiducial Hole Registration of Outerlayer Scaling
實驗、樣品用雷射
型號: New LC-1C series(2001年推出) 特性:配合客戶需求推出實驗用及多樣的樣品用 的設備 孔徑範圍大及採用最新TOP HAT 技術 達到品質及速度雙贏 自動基板交換裝置(ABC-1C)
實現量產化的旗艦
型號: New LC-2C series ( 2001推出) 特性:日立原創單雷射頭雙雷射鑽孔機。 藉雙雷射實現高產能 雷射能量可控制且穩定 step pulse可實行高速burst加工 自動基板交換裝置(ABC-1C)
L1E0132A
Laser Drilling Method
CONFIDENTIAL
Cu Direct
UV
UV+CO2
UV
CO2
L1E0133A
Laser Drilling Method (1)
Conformal mask
1.Select beam size optimum for window diameter 2.Excessive Energy
Top Surface
L0E0583A
Cu Direct Drilling
CONFIDENTIAL
Cu 12μm
Cross Section
Birds-eye View
Top Surface
L0E0584A
雷射加工孔品質的評估要因 Laser Via Quality 玻璃纖維 (FR-4, BT) 孔口塌陷 表面銅箔 絕緣層 內層銅箔 剝離 芯 裂縫 材 樹脂殘留,孔底炭化 孔壁粗糙度 (RCC) 孔壁斜度
・BEAM POSITIONING FOCUSING
・POWER ・FREQUENCY ・PULSE WIDTH ・PULSE MODE
TABLE POSITIONING
・SPEED / ACCURACY
X Y
L0E0509A
SCANNING AREA
電路板加工用 co2雷射激發源
SuperPul se
Ofuna Enterprise Co.,Ltd.
Technical Presentation
Laser Drilling Technology
Confidential & Proprietary JUN. , 2002
大船企業股份有限公司
桃園縣龜山鄉華亞科技園區復興三路558號 公司電話 :(03)318-1111 公司傳真 :(03)318-0999
1.Beam size decides hole diameter 2.Solution of Miss Registration Problem 3.Faster Drilling Speed than Conformal Mask 4.Hole Roundness directly effected by Beam Shape
L0E0180B (ミスレジ1)
Miss Registration (by Conformal)
Registration
CONFIDENTIAL
< Positioning between Innerlayer & Outerlayer >