激光超声波可视化检测仪
GE彩超参数

1:高档实时四维彩色多普勒超声波诊断仪主要要求及系统概述1.设备要求1.1整机为原装进口设备。
1.2*该设备有美国FDA和德国CE认证。
2.主机系统性能概括2.1彩色多普勒超声波诊断仪包括:2.1.1高分辨率彩色逐行液晶显示器≥19英寸2.1.2全数字化彩色超声诊断系统主机,数字化二维灰阶成像单元,数字化彩色多普勒单元,数字化频谱多普勒显示和分析单元,数字化能量血流成像单元2.1.3超高细微分辨血流技术HD-Flow,双向PDI 编码显示血流方向和密度信息,对微小血管显示的高度灵敏度,减少彩色过溢,支持所有探头2.1.4全数字波束形成器,实时二维扫描成像组件,实时三维扫描成像组件2.1.5编码激励技术,组织二次谐波成像,实时三同步能力2.1.6凸型扩展技术,用于二维和彩色血流2.1.7频率复合成像技术FFC,屏幕可显示*2.1.8实时空间复合成像用于腹部和线阵探头(声束偏转线数均可调,均分成3,5,7,9,11),8级别可调,应用于2D, 3D,CFM、PD、HD-Flow和STIC模式(附图)*2.1.9智能化斑点噪声抑制技术,可调级别6级,应用于所有成像模式,与基础图像双侧对比,可实时或后处理实现*2.1.10二维、胎儿面部三维成像,频谱多普勒模式自动图像优化调整*2.1.11一体化实时立体成像技术, 容积成像速率达到40容积/秒2.1.12容积探头扫查角度自动偏转技术βView,支持腔内容积探头*2.1.13自动颈后透明层厚度测量SonoNT技术,在获取合适切面的前提下,可自动识别早孕期胎儿颈后透明层的边界,并自动测量颈后透明层厚度,帮助使用者通过超声检查结果有效地评估21三体及18三体综合症等染色体异常的风险率2.1.14智能三维重建(SonoRender Start),可自动识别胎儿及周围组织结构并自动调整容积取样框位置及大小,帮助使用者能快速获得胎儿表面三维容积结构的工具,提高工作效率2.1.15反转成像模式,显示低回声或液性暗区的立体结构,结合VOCAL可对低回声区域的不规则体积进行测量2.1.162D/3D直方图技术,作用于2D/CFM/PD模式,可计算灰度直方图和彩色直方图2.1.17 3D/4D 曲线取样成像技术,任意曲线或直线切割3D平面2.1.18对3D/4D图像具有MagicCut“魔术剪”功能,可随意切除3D组织或伪像:可分别切除2D或CFM或者2D+CFM一起切除*2.1.19 STIC空间时间成像相关技术,可应用于4D 胎儿心脏成像技术,可以适用于B/CFM /B Flow/PDI / HD Flow / CRI /SRI等多种模式或技术,无需心电导联线可计算心率;可应用于腹部、腔内容积探头。
跨孔超声波检测仪TS-S1206(B)
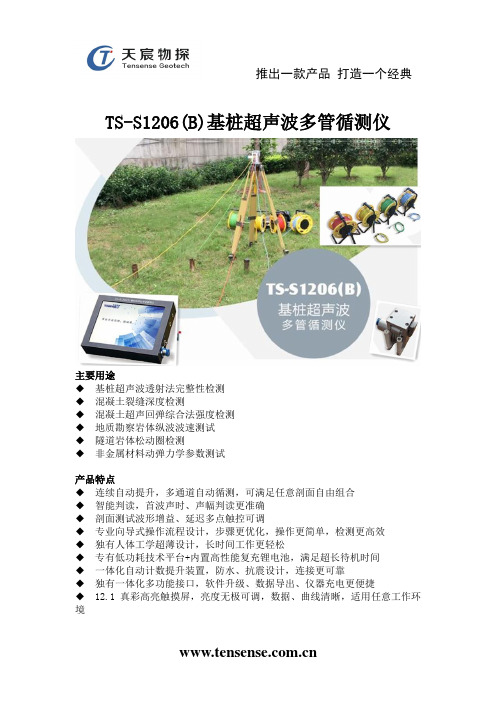
TS-S1206(B)基桩超声波多管循测仪主要用途◆基桩超声波透射法完整性检测◆混凝土裂缝深度检测◆混凝土超声回弹综合法强度检测◆地质勘察岩体纵波波速测试◆隧道岩体松动圈检测◆非金属材料动弹力学参数测试产品特点◆连续自动提升,多通道自动循测,可满足任意剖面自由组合◆智能判读,首波声时、声幅判读更准确◆剖面测试波形增益、延迟多点触控可调◆专业向导式操作流程设计,步骤更优化,操作更简单,检测更高效◆独有人体工学超薄设计,长时间工作更轻松◆专有低功耗技术平台+内置高性能复充锂电池,满足超长待机时间◆一体化自动计数提升装置,防水、抗震设计,连接更可靠◆独有一体化多功能接口,软件升级、数据导出、仪器充电更便捷◆12.1真彩高亮触摸屏,亮度无极可调,数据、曲线清晰,适用任意工作环境软件特点◆智能判读,首波声时、声幅判读更准确◆提供数据合并功能,满足漏测和多管测试情况下的测试需求◆完善的剖面波形浏览编辑功能◆提供深度修正、管斜修正、跨距修正、缺陷操作、数据表修正等编辑功能◆支持数字滤波、声时修正、频谱细化等多种分析功能◆支持曲线图、波列图、数据表、灰度图等多种波形显示方式◆输出报表格式、内容可灵活定制,满足不同工程需要◆支持输出Word、Excel、BMP等多种格式◆支持多种检测规范符合规范:◆《建筑基桩检测技术规范JGJ 106-2014》◆《公路工程基桩动测技术规程JTG/TF81-01-2004》◆《铁路工程基桩检测技术规程TB 10218-2008》◆《广东省标准建筑地基基础检测规范DBJ-15-60-2008》◆《超声回弹综合法检测混凝土强度技术规程CECS02:2005》◆《超声法检测混凝土缺陷技术规程CECS21:2000》◆《铁路工程结构混凝土强度检测规程TB10426-2004》性能参数:标准配置:部分用户名单:上海市政交通设计研究院有限公司(上海)中交第三航务工程勘察设计院有限公司(上海)同济大学(上海)北京市水利科学研究所(北京)北京市勘察设计研究院有限公司(北京)山西省交通设计研究院(太原)山西中化二建(太原)石家庄铁道大学(石家庄)天津市勘察院(天津)山东省交通规划设计研究院(济南)河南省建筑工程质量检测中心(郑州)郑州岩土工程勘察设计研究院(郑州)沈阳建材地质工程勘察院(沈阳)吉林省鸿源建设工程质量检测有限责任公司(长春)中交二公局(西安)贵州省建筑科研设计院有限公司(贵州)贵州电力设计研究院(贵阳)云南交通科研设计研究院(昆明)云南建设工程质量监督站(昆明)湖北省建筑工程质量监督检验测试中心(武汉)葛洲坝集团试验检测有限公司(武汉)新疆兵团建科院(乌鲁木齐)江西省建筑设计研究院(南昌)。
GE Vivid E95 超声扫描仪产品指南说明书

for enhanced handling.
More
Sector
M5Sc-D† 6S-D 12S-D
Applications
Description
Footprint
Cardiac, Pediatric Abdomen, Fetal Heart, Transcranial, Coronary, Stress, Contrast Low MI, LVO Stress, LVO Contrast†
More
Linear
9L-D† 11L-D
Applications
Vascular, Musculoskeletal Conventional, Thyroid, Contrast†
Vascular, Breast, Small Parts, Musculoskeletal Conventional, Thyroid, Scrotal, Rodent
Advanced ergonomic design features lightweight
polymers and light, flexible cables for ease of
movement. Probes are shaped for ergonomic
grip so they fit the hand comfortably, with ridges
More
Vivid™ E95
Probe Guide
GE second generation in-transducer beam forming increases bandwidth and second harmonic sensitivity to provide enhanced image resolution and angular sensitivity.
HS Q6 微型台式超声波检测仪使用说明书

目录一、仪器介绍...............................................................................................- 2 -1、HS Q6性能特点..............................................................................- 2 -2、HS Q6 技术参数:.........................................................................- 3 -二、仪器的按键说明 ...................................................................................- 4 -三、仪器各功能介绍...................................................................................- 5 -1、全屏 .........................................................................................- 5 -2、参数设置 .........................................................................................- 6 -3、调校 .........................................................................................- 6 -4、曲线制作 .........................................................................................- 7 -5、包络 .........................................................................................- 8 -6、工艺保存 .........................................................................................- 8 -7、焊缝功能 .........................................................................................- 9 -9、性能校验 ...................................................................................... - 10 -10、频谱分析 .................................................................................... - 11 -11、厚度测量 .................................................................................... - 11 -12、缺陷Φ值 .................................................................................... - 11 -四、文件管理............................................................................................ - 12 -五、工艺文件............................................................................................ - 12 -六、Q6外部接口使用说明 ...................................................................... - 14 -七、仪器的安全使用、保养与维护 .........................................................- 17 -HS Q6 微型台式超声波检测仪全程、连续、动态、大容量实时记录检测回波、数据超声仪器的又一创意、创新高端产品,性能更优一、仪器介绍1、HS Q6性能特点→4.8寸彩色宽屏,分辨率高达800×480,亮度400cd,亦可全屏显示,不同环境,不同要求,共同满足→独具一键摇杆技术,检测一指操控,舍我其谁→SD卡储存设计,有限空间,无限储存,完全满足动态波形全过程记录→超声检测、超声测厚,源自一体,容于一机→高性能安全环保锂电池,模块插接式,使用便捷、工作高效→功能全面,性能卓越,裂纹测高,AVG曲线,缺陷φ值自动计算,焊缝坡口形式,性能校验,曲面修正等功能→高速FFT处理,进行频谱分析,实测探头频率→VGA接口,无缝对接投影仪→主/从USB接口,传输方便→通过U盘直接升级软件→近场高分辨力专门针对薄板和复合材料的探伤应用,对金属类材料和焊缝的探伤,性能更优本仪器的基本功能:全屏、调校、曲线制作(AVG/DAC)、缺陷φ值、厚度测量、包络、伤波存储、动态记录、自动增益、波峰记忆、灵敏度恢复、距离补偿、焊缝坡口图、频谱分析、裂纹测高、性能校验等。
超声波检测仪使用方法

超声波检测仪使用方法
超声波检测仪使用方法:
① 开机前检查仪器和探头是否完好,连接线是否插紧;
② 按照说明书打开仪器电源,预热几分钟,让仪器达到最佳工作状态;
③ 设置检测频率和灵敏度,根据被检材料选择合适的探头;
④ 在探头上涂抹耦合剂,保证探头与被测物体表面的良好接触;
⑤ 将探头平稳地放置在检测区域,开始扫描;
⑥ 注意观察显示屏上的信号变化,记录可疑位置的数据;
⑦ 对于复杂的检测任务,可以采用网格法,系统地覆盖整个检测面;
⑧ 在检测过程中,保持探头移动速度均匀,避免遗漏;
⑨ 发现异常信号时,反复验证,排除假象,确认缺陷位置;
⑩ 完成检测后,关闭仪器电源,清洁探头和仪器表面;
⑪ 整理检测数据,分析结果,编写检测报告;
⑫ 定期校准仪器,确保检测结果的准确性。
2023年超声波测距仪行业市场发展现状

2023年超声波测距仪行业市场发展现状超声波测距仪是一种利用超声波技术来测量物体距离的设备。
它广泛应用于建筑、制造业、机器人、自动化设备、智能家居等领域。
随着科技的进步和市场需求的增加,超声波测距仪行业市场发展迅速,下面就对其市场现状进行分析。
一、行业市场发展1.市场规模:超声波测距仪行业市场规模庞大,据预测,到2025年,全球市场规模将达到55亿美元。
目前,行业市场规模增至25亿美元以上。
2.技术创新:随着技术的不断创新,超声波测距仪的性能和应用范围得到了大幅提升,包括更精确的测量、更长的探测距离、更高的测量频率等,以及高精度定位和测距功能。
3.市场应用:超声波测距仪已应用于众多领域,包括仓储物流、航空航天、医疗卫生、汽车工业等,且随着物联网、5G等技术的普及,市场应用前景更加广阔。
二、市场前景1.应用拓宽:近年来,随着智能制造、智慧城市等趋势的发展,超声波测距仪的应用领域将进一步拓宽。
未来超声波测距仪不仅局限于距离测量,而且还可以实现方向感知、目标检测、成像识别等功能。
2.深度应用:随着市场的发展和技术的成熟,超声波测距仪将深度应用于各个行业,从而促进相关领域产品和服务的智能化升级。
3.行业竞争:在硬件和软件方面的竞争将呈现更加激烈的态势,开发智能化技术将成为主要竞争点。
三、行业热点1.物联网技术的热度不断提高,深度应用超声波测距仪实现无障碍感知和运动控制的需求也将逐渐增加。
2.智慧城市建设在全国各地推进,超声波测距仪在城市场景下的应用前景广阔。
3.5G技术的发展将增加数据传输的速度和稳定性,为超声波测距仪的应用提供更加优质的动力。
四、行业影响因素1.全球经济环境的不稳定性影响技术研发和市场推广,行业市场受到一定程度的波动影响。
2.市场需求的不断变化也是影响行业市场发展的重要因素,相关企业需要不断优化产品开发,满足市场需求。
3.行业市场参与企业众多,行业竞争不断加剧,企业需要不断提升产品质量和服务水平,才能在激烈的竞争中获得市场份额。
激光多普勒测振仪
面外激光多普勒测振仪
SIS研发生产的面外LV-S01型激光多普勒测振仪,采用了外 差式激光干涉原理,可以对各种物体的振动、速度及位移 等进行非接触测量。具有测量精度高,抗干扰能力强,结 构设计坚固紧凑、易于使用等特点。
技术特点
采用先进的外差干涉技术 通过非接触式测量,对各种物体的 振动、速度及位移等进行测量 高空间分辨率 精巧的内部设计,坚实的外部防撞 设计,以及多种可以适用不同工业 领域的要求的光传感器 可以通过CCD镜头实时的观察检测 范围 多种配套振动分析软件 完整测量解决方案
Experiments
A typical radial runout measurement of a 3.5” HDD with media platters
Laser Beam Tested Surface Mirror
A typical axial runout measurement of a 3.5” drive with 3 platters
Experiments
Tested Drives
Drive 1 (new model) 10,601 nm 50 - 70 nm
Drive 2 (old model) 15,189 nm 187 - 207 nm
Axial RRO Axial NRRO
The errors caused by rotor position detection or signal synchronously sampling have been minimized. System resolution and accuracy will mainly depend on the sensors.
N 1 N j j j j 1 j j NRRO ( i , j ) z ( , r ) z ( , r z Pi i Pi Pi i Pi ) NRROr (i, j ) rPi (i ) rPi (i ) N j 1 N j 1 Error sources of NRRO: r
我国掌握远距离、可视化激光超声波无损检测技术

气 等行 业领域 广泛 应用 ,目前 已在我 国核 电 、航空 、汽车 等领域进行 了有效使用 ,大大提 高了我 国工业产 品的 町靠
性 和安 全 性
西安金波 检测仪器有 限责任公 司是我 国一家专 门从事
无损检测标准 的若干项更新与新发布
据 中华人 民共和 国国家标准批准发布公告( 2 0 1 2 年第2 4 号) ,若干项无损检测标准 已更新 、新发布 ,并即将实施 。其详细
一
在 上海G E 中国科技 园顺利召开 。此次 会议 的 目的是为 了深 入反映我 国无损检测界 所面临 的全新 挑 战 ,展示业 界 的智
慧成果 ,通 过实 际检 测应用案例 的分亨 和介绍 ,提升我 国 无损检测界 的实 际检测应用水平。
此次会上介绍 的1 5 个精选案例 ,是 经过 1 个 多月的案例 征 集 ,从 3 O 多 个提交 案例 中 ,经 过专家 评 审会从 实用 性 、 行 业代表性 、技 术性 、经济 成本 以及 对其它行 业 的借 鉴意
G E 无 损 检
测 技 术 典
型 应 用 案
例交流会 ”
方案 、R i g h t r a x 腐蚀壁 厚监控系列等 。
G E 检测 控制技术 中国区总经 理许 欣 出席 了此次会议并 表示 : “ G E 在无损检测领域 已经积累 了多年 的经验 ,通过 长期 对一 系列 国际知名 品牌 的并购 ,已成 功打造 成全 系列 无损检测 产品的供应商 。如果 把G E的各种 检测手段看作 是
义5 个 方面综 合考虑评 选 出来 的 ,内容 涉及超 声 、x射线 、 相控 阵 、数 字射线 、内窥镜等 技术 ,行 业涉及 航 空航 天 、 电力 、石油天然气 、冶金等 。
激光超声可视化检测技术研究及在管壁缺陷检测的应用
激光超声可视化检测技术研究及在管壁缺陷检测的应用激光超声可视化检测技术是一项应用于管道行业的新兴技术,它结合了激光和超声波技术,在管道的检测和维护中起到了重要的作用。
本文将详细介绍激光超声可视化检测技术的原理以及其在管壁缺陷检测中的应用。
激光超声可视化检测技术是通过将激光束聚焦在管道表面,利用超声波传播和反射的特性,实现对管壁缺陷的检测和分析。
激光束的聚焦能够提高超声波的能量密度,增强信号的强度和分辨率,从而更加准确地检测出管壁的缺陷。
在激光超声可视化检测技术中,激光束通过光纤传输到管道表面,并经过透镜聚焦成一个小点。
超声波发射器将超声波信号发送到激光束聚焦的位置,当超声波与管壁发生反射时,接收器将接收到的信号转换为电信号,并经过放大和滤波处理后传输给计算机进行分析和图像重建。
通过对接收到的信号进行处理和分析,可以得到管壁的缺陷位置、大小和形状等信息。
激光超声可视化检测技术在管壁缺陷检测中具有许多优势。
首先,它能够实现对管道的全面检测,包括内部和外部的缺陷。
其次,激光超声可视化检测技术能够实时监测管道的状态,及时发现和预防潜在的安全隐患。
此外,该技术具有高分辨率和高灵敏度的特点,能够精确地检测出微小的管壁缺陷,提高了管道的使用寿命和安全性。
激光超声可视化检测技术在管道行业中已经得到了广泛的应用。
它可以应用于石化、电力、煤矿等行业的管道检测和维护中,对于管道的安全运行和设备的正常工作具有重要的意义。
此外,激光超声可视化检测技术还可以应用于医学领域,用于人体组织的检测和诊断,为医学研究和临床诊断提供了新的手段。
总之,激光超声可视化检测技术是一项具有广阔应用前景的技术。
它的研究和应用将进一步提高管道的安全性和可靠性,为工业生产和人们的生活带来更多的便利和安全。
超声波探伤仪HS600

超声波探伤仪HS600超声波探伤仪是一种利用超声波检测材料内部缺陷的一种非破坏性检测设备。
超声波探伤仪HS600是一款功能强大、操作简便、性价比高的探伤仪器。
技术参数•探头频率:0.5 ~ 20Mhz•超声波传感器(探头)阻抗:20 ~ 200Ω•最大检测深度:日普森公式0.8 ~ 20m,也可以根据具体情况定制更深的探测深度。
•分辨率:0.1 ~ 10mm•精度:± 0.5%•工作电压:AC220V(可以根据需要定制成DC12V或DC24V等其他电压)•工作环境温度:-10 ~ 50℃•工作环境湿度:≤ 90%RH•存储环境:-20℃ ~ 60℃,相对湿度≤ 95%•外壳材料:铝合金•外壳颜色:橙色或蓝色•网络通信:WiFi无线通信•控制方式:手机APP或PC软件主要功能超声波探伤仪HS600可以广泛应用于不同场合的非破坏性检测,例如:1.石油、化工、天然气管道的检测2.疲劳裂缝、焊接缺陷、器材材料缺陷等检测3.汽车、飞机、铁路轨道等设施的缺陷检测4.医疗设备和食品等消费品的内部缺陷检测超声波探伤仪HS600具有以下主要的功能:显示屏幕HS600的显示屏幕可以显示探测数据和图像。
当然,也可以将数据和图像发送到手机APP和PC软件中进行处理和分析。
车载安装HS600可以方便的安装到车辆中进行定位检测,该设备可以帮助检测医疗设备和食品等消费品的内部缺陷,以及汽车、飞机、铁路轨道等设施的缺陷检测。
探头选择HS600可以根据需要选择不同的探头,以适应不同的场合和换能器类型,这样就可以把测试数据收集起来,并且可以将其发送到PC或移动设备上进行分析。
存储和传输HS600可以把测试数据和图像直接存储在探测仪中,也可以通过WiFi网络传输到PC或移动设备上,方便进行后续的数据分析和处理。
高性能处理器HS600拥有高性能的处理器,如果你发现需要进行更多的数据分析以便于诊断,你可以将全部数据通过网络连接上传到PC上进行分析处理。
X-Ray 检测设备介绍

序号
1 2 3 4 5 6 7 8 9
客户名称
浙江华立仪表集团 美特科技(苏州)有限公司 江苏阿现特传感器有限公司 鸿正电子(昆山)有限公司
昆山柏特电子 合肥鑫铭科技 苏州马克立亨智能科技电子 扬州高强电子 无锡路通视信网络公司
使用的机型
MLK-X2000S MLK-X3000 MLK-X2000S MLK-X1000 MLK-X3000 MLK-X3000 MLK-X2000S MLK-X1000 MLK-X1000
SMT SMT SMT 服务器主板 太阳能电站 半导体元件 SMT 手机电路板 SMT
18
无锡同步电子
19
上海捷敏电子
20
嘉兴德景电子
21
东莞勇曜电子
22
嘉兴斯比泰
23
西安晶捷电子
24
南京8511所
25
苏州盈科电子有限公司
26
苏州万祥电器成套有限公司拟
27
浙江弘博电子
MLK-X2000S MLK-X3000 MLK-X1000 MLK-X2000S MLK-X2000S MLK-X2000S MLK-X3000 MLK-X2000S MLK-X2000S MLK-X3000
光管类型/焦斑
图象接收器 图象接收器倾斜
辐射参考:GB15208.1~2005
MLK-X2000 480*450mm 450*480mm
100mm 2.5mm 10kg 480*450*150mm 5轴 100mm/s <3um 3um 50mm铝板 12级 300倍(几何倍率50倍) 100KV 200uA 封闭式油冷微焦斑光管 FOCUS=5um 200CCD+II相机 Max70° 辐射值≤1usv
激光超声检测原理与应用课件

烧蚀激发机理原理如图1-2。
1.3 其他激发机理
1.3.1热栅激发(简称LIPS) 1.3.2热应变激发 1.3.3电子应变激发(非热激发) 1.3.4非热机制-反压电效应激发
2 激光超声检测系统
激光超声的接收主要有:
传感器检测 光学法检测两类
传感器检测包括压电陶瓷换能器检测,电磁声 换能器检测,电容声换能器检测。这些检测方 法,可以十分简便地接收到激光超声信号,但传 感器必须与样品接触,或者非常接近样品表面 ,才能获得高的检测灵敏度。并且超声检测用 压电换能器接收超声信号这种方法需要用耦合 剂,对被测样品会产生影响。
利用光学方法探测材料表面的超声振动是—种新型的 无损检测手段,该方法具有非接触、灵敏度高等特点 ,能够克服传统超声波检测需要耦合剂的缺点,是真 正意义上的非接触、宽带检测技术。光学法检测技术 又可细分为非干涉检测技术和干涉检测技术两种。目 前广泛使用的是外插干涉仪、共焦F-P干涉仪是线性 干涉仪,而相位共轭干涉仪,双波混合干涉仪以及光 感生电动势干涉仪则属于非线性光学的。
(2)力学特性,如测量残余应力、弹性模量等。
(3)缺陷检测。因为激光超声检测技术对包括纵波、 横波和表面波在内的整个超声波都是灵敏的,所以它 可以通过选择不同的波形,来探测体内,表面和亚表 面的缺陷。
(4)内部和表面的应力状态及分布。
激光超声的非接触式激发与接收、以及无损、非侵入 性等特点,使得其特别适合于在恶劣的环境下(如高 温高压、高湿、有毒、酸、碱及检测环境或被测工件 存在核辐射、强腐蚀性和化学反应等),对工件进行 在线检测。
M-Turbo彩页 - 索诺声中国

1998
ATL便携彩超事业部正式独立,成立SonoSite索诺声公司,并于NASDAQ上 市,股票代码SONO
1999 推出第一代手持式彩色超声诊断系统SonoSite 180,并深受医生青睐
2003 推出第二代便携式彩色超声诊断系统TITAN
2005
推出第三代便携式彩色超声诊断系统MicroMaxx,使便携式超声的配置更为全 面,应用更为广泛
2007
推出第四代便携式彩色超声诊断系统M-Turbo 和 S Series,使得POC可视化超 声应用达到一个新的高度
2009 推出基于全新设计理念的手持式触摸屏彩色超声诊断系统NanoMaxx
2010 推出穿刺针显影增强技术SonoMBeTM,让超声引导临床穿刺更为可靠便捷
2012
推出第五代便携式彩色超声诊断系统Edge,并于同年加入全球500强富士胶 片FUJIFILM,截止年底全球累计装机总量超过70,000台
V20141013FS
2014 推出基于医生体验设计的首台Kiosk自助式彩色超声诊断系统X-Porte
索诺声超声事业部
上海市浦东新区银城中路68号时代金融中心27-28楼 电话:021-5010 6000 传真:021-5010 6750 www.fujifi
业务咨询: china@ 售后电话: 400-1516-818 售后邮箱: china-service@ 售后地址: 上海市浦东新区金海路1000号30栋
便携
3.4kg
体积小巧 主机重3.4kg 电池续航达4小时 12秒快速启动
可靠
ASIC
专利ASIC芯片技术 专业级VxWork操作系统 更为稳定 更为可靠
耐用
镁合金外壳设计 无针式探头接口 耐1米跌落试验 5年原厂质保
激光多普勒测速仪介绍(LDV)讲解
激光多普勒测速仪1 激光多普勒测速仪概念激光多普勒测速仪(LDV: Laser Doppler Velocimetry,是应用多普勒效应,利用激光的高相干性和高能量测量流体或固体流速的一种仪器,它具有线性特性与非接触测量的优点,并且精度高、动态响应快。
由于它大多数用在流动测量方面,国外习惯称它为激光多普勒风速仪(Laser Doppler Anemometer,LDA,或激光测速仪或激光流速仪(Laser Velocimetry,LV的。
示踪粒子是利用运动微粒散射光的多普勒频移来获的速度信息的。
因此它实际上测的是微粒的运动速度,同流体的速度并不完全一样。
幸运的是,大多数的自然微粒(空气中的尘埃,自来水中的悬浮粒子)在流体中一般都能较好地跟随流动。
如果需要人工播种,微米量级的粒子可以同时兼顾到流动跟随性和LDV测量的要求。
图1 德国elovis激光多普勒测速仪2 激光多普勒测速仪组成(1)激光器(2)入射光学单元(3)频移系统(4)接受光学单元(5)数据处理器3 激光多普勒测速仪基本原理仪器发射一定频率的超声波,由于多普勒效应的存在,当被测物体移动时(不管是靠近你还是远离你)反射回来波的频率发生变化,回收的频率是(声速±物体移动速度/波长,由于和波长都可以事先测出来(声速会随温度变化有所变化,不过可以依靠数学修正),只要将回收的频率经过频率-电压转换后,与原始数据进行比较和计算后,就可以推断出被测物体的运动速度。
图2 激光多普勒测速仪基本原理图4 激光多普勒测速仪特点和应用1)激光多普勒测量仪应用多普勒频差效应的原理,结构紧凑、重量轻、容易安装操作、容易对光调校;2)激光多普勒测量仪可以在恒温,恒湿,防震的计量室内检定量块,量杆,刻尺和坐标测量机等。
3)激光多普勒测量仪既可以对几十米甚至上百米的大量程进行精密测量,也可以对手表零件等的微小运动进行精密测量;既可以对几何量如长度、角度、直线度、平行度、平面度、垂直度等进行测量,也可以用于特殊场合,诸如半导体光刻技术的微定位和计算机存储器上记录槽间距的测量等等。
激光超声检测技术原理

激光超声检测技术原理
嘿,朋友们!今天咱来唠唠激光超声检测技术原理。
你说这激光超声检测技术啊,就像是给物体做了一次特别的“体检”!想象一下,一道激光“嗖”地一下射过去,然后就能知道物体内部的情况啦,神奇不?
其实啊,它的原理就好像是我们和朋友之间的特殊“交流方式”。
激光就像是我们发出的一个信号,打到物体上,这个物体呢,就会因为激光的作用产生一些反应,就像朋友听到我们的话会有回应一样。
而这些反应呢,就是超声啦!这些超声就包含了物体内部的各种信息。
咱再打个比方,这就好比我们用手电筒照在一个物体上,然后物体表面会有光影的变化,我们通过观察这些变化就能了解物体的一些情况。
只不过激光超声检测技术要更高级、更精细得多呢!
它的好处可多啦!不用和物体直接接触,就能检测到里面的情况,多方便啊!而且检测速度还特别快,就像一阵风似的,“呼”地一下就完成了。
你想想看,要是没有这么厉害的技术,那我们要检查一些很精细的东西或者很难接触到的地方,那得多麻烦呀!可能得费好大的劲,还不一定能检查得清楚准确呢。
激光超声检测技术在很多领域都大显身手呢!比如在工业上,可以检测那些复杂的零部件有没有问题;在医学上,说不定也能帮医生们更好地了解病人身体内部的情况呢。
它就像是一个拥有神奇能力的小助手,默默地为我们服务着。
让我们能更清楚地了解周围的世界,发现那些隐藏起来的小秘密。
所以说啊,激光超声检测技术真的是太牛啦!它给我们的生活和工作带来了这么多的便利和帮助,我们可真得好好感谢那些研究出这项技术的科学家们呀!它让我们能更深入地探索这个世界,发现更多的精彩!怎么样,是不是觉得很厉害呀?。
Krautkramer DM 4系列

YOUR PARTNER FOR QUALITY
DM4E 超声波测厚仪小巧简便、操作简 单,德国Krautkramer(K.K)公司在无损 检测领域中的领先地位保证了仪器可靠、 卓越的性能和优良的品质。
THK,正常厚度测量和单点校准 模式下,厚度读数一直显示和保 留到下一次测量。单点厚度校准 在THK模式下运行 非常快捷。
2-Pt,两点校准允许根据材料的两 个已知厚度进行校准以满足特殊 的运用要求。
VEL,材料声速模式能够显示仪器 的当前校准声速并且当材料的声 速已知时能进行简单校准。
MIN,最小值获取模式带逐渐增高 脉冲重复频率:先前被测物体的 最小读数总是被显示和保存。
数据存储能力(DM4DL) 5390 个
数据文件数(DM4DL) 1~999(用户可自选)
数据保存时间(DM4DL) 10 年
输出(DM4DL) RS232 接口
操作温度 -10~50℃
尺寸 146x76x34mm
重量 255g(含电池)
DM4E/DM4/DM4DL探头参数
德国 Krautkramer(K.K)公司 DM4E/DM4/DM4DL 根据不同用途,可配 K.K 公司多达几十种探头。 常用的探头如下表:
DIALOG智能探头能被仪器自动识 别,好处是参数设置迅速、性能 最佳并方便进行测试文件记录。
高温探头能够在蒸汽运行状态下 设备的高温表面取得稳定读数
通用探头适用于最常见运用( 如:工业管道和设备、管状工 件、盘子、锅炉管道、压力容 器、储存罐、船体等)
பைடு நூலகம்
薄壁材料探头用于薄壁、小直径 管和薄片,以及点状腐蚀和极度 磨损管壁的探测。
一种用于产妇宫口的测量方法及可视测量仪

专利名称:一种用于产妇宫口的测量方法及可视测量仪专利类型:发明专利
发明人:王杰,陈会敏,卢卫国,项宇杰,王乾,唐盛
申请号:CN202111185793.5
申请日:20211012
公开号:CN114052639A
公开日:
20220218
专利内容由知识产权出版社提供
摘要:本发明属于妇科技术领域,具体涉及一种用于产妇宫口的测量方法及可视测量仪,包括
S1、打开双目摄像头组件和显示模块,将探头插入产道,双目摄像头组件实时对图像进行采集并传输至显示模块上进行显示;S2、观察显示模块上的图像,调整双目摄像头组件的位置,直至通过显示模块可以观察到子宫颈,并且显示模块上所成图像的中心与宫颈口的中心重合;S3、显示模块中出现宫颈时,显示模块会实时标定宫颈在图像中的位置,计算并显示摄像头到目标的相对距离和宫颈大小;S4、当双目摄像头组件到达在10‑30mm时,该位置的测量精度较高,保持该位置进行观察和记录图像数据,并且能够减少与产妇接触来消除紧张羞涩的心理,照顾产妇健康,利于推广使用。
申请人:台州康视腾光电科技有限公司
地址:318000 浙江省台州市椒江区葭沚街道市府大道618号台州科技城综合区创业指导中心(自主申报)
国籍:CN
代理机构:台州浙粤垄专利代理事务所(普通合伙)
代理人:邓兴华
更多信息请下载全文后查看。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
激光超声波可视化检测仪WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】「激光超声波可视化检测仪」及其应用罗朝莉 ?王波 ?陈林摘要:激光超声检测是超声检测发展起来的新分支,属于光、声、电等的交叉科学。
与传统的超声检测技术相比,激光超声波可视化技术以其非接触地高速扫描检测,消除了传统超声检测技术中的耦合剂影响,用于各种较复杂形状工件的无损检测。
加之可重复产生很窄的超声脉冲,在时间和空间均具有极高的分辨率,使之成为极具应用前景的无损检测新技术。
本公司在日本筑波科技株式会社的大力协助下,成功研发了「激光超声波可视化检测仪」。
应用该仪器对各种难检样件进行实际检测,其效果甚佳。
关键词:激光超声;可视化;检测技术1.「激光超声波可视化检测仪」简介激光超声检测技术是用强度调制激光束射入物体时发生热弹效应产生声波,通过检测该声波对金属、非金属及复合材料等表面和内部进行无损检测。
目前,多数激光超声技术采用脉冲激光照射试样表面产生超声波,利用传感器或光学系统接收。
采用压电传感器与试样耦合接收激光超声产生的宽带信号。
如图1所示,传感器必须与试件接触,才能获得较高的灵敏度;或者利用空气超声传感器接近试件表面(距离试件不超过5mm)接收激光超声信号,一但距离加大,接收信号的灵敏度衰减甚快。
图1 ?激光激励产生超声波 ? ? ? ? ? ? ? ? ? ? ?图2 ?激光超声波可视化检测仪可视化技术是图形学的新领域,它运用图形学和图像处理技术,将计算机中的数据及计算结果转化成图像,呈现在计算机屏幕上,用图像直观地表达抽象数据所蕴含的内容,从而使人们加深对数据的理解和利用,更好地分析和洞察内在联系,可视一些以前不能被看见的奥秘。
「激光超声波可视化检测仪」是将激光超声检测技术与可视化技术相结合,采用脉冲激光扫描产生超声波信号,通过对接收信号进行高度同步处理来实现超声波传播过程可视化,进而实现“一目了然”地发现工件的内部损伤。
在检测时,用脉冲激光照射物体表面,由局部瞬间热膨胀而产生超声波并在该物体内部传播,当它到达异常部位时返回到物体表面的反射波被观察到。
以此,可实时观察到物体构造及物理性能的变化对超声信号的影响,也可动态地观察超声波在物体中的实际传播过程,从而直观地检测出物体内部的损伤。
「激光超声波可视化检测仪」如图2所示。
2.可视化检测实例薄板检测图3为检测样件照片。
如图4样件尺寸为300×150×t2mm的薄铝板,铝板中间部位制作一个人工缺陷,缺陷长度8mm、宽度、深度。
将「激光超声波可视化检测仪」的激光发射器能量调节到15A,中心频率2MHz,且将晶片尺寸为5×5mm的表面波传感器置于该薄板的背面。
用激光对于薄板进行正面扫描,同时位于背面的传感器接收激光所产生的超声信号。
将人工缺陷置于激光扫描范围之内,且位于背面(图中红色标记为缺陷位置)。
设置好检测条件,对其进行检测。
图5表示各扫描点的信号波形最大值的空间分布,从该图可看出超声波在传播时的强度分布。
图6是波形处理前传播图像,图像由原始接收波形重建而成,反应了超声波在薄板传播时各扫描点处的振动随时间的变化状态。
在t=30μs,出现与前进波反方向的回波。
图7是将图6中的超声波传播图像经单方向同步差分处理(前进波消除)后的不同时刻传播图像。
该方法将具有干扰的前进波消除,从而提高了缺陷回波的相对强度,使得缺陷回波更加清晰。
图7中箭头所指出的回波为缺陷产生的回波,由此可知缺陷的位置所在。
两薄板间点焊检测图8所示,检测样件是厚度为5mm的薄铝板与薄铝板经点焊粘接而成。
用激光扫描的方式对中间部位的三个点焊区域进行可视化检测。
结合最大振幅图及波形传播图像可看出点焊焊接的情况。
用这种方法可以对点焊焊斑大小、形状及质量进行初步评价。
复杂形状检测图11是汽车变速箱,为一次性铸成的复杂形状样件。
采用激光扫描的方式对其内部进行可视化检测。
从超声波传播的动态图像(图12及13)上可看到用红色箭头所标示的位置即损伤所在。
3.结论「激光超声波可视化检测仪」不仅能够用于金属薄板焊接、复杂形状样件等的无损检测,而且适用于非金属材料、金属与非金属结合材料的检测与评估。
它还可用于高温、剧毒等特殊环境下的检测。
它解决了许多用传统超声波检测方法无法解决的难题,为无损检测领域提供了崭新的检测手段。
目前,该仪器及其检测技术在国内外的重点领域、研究机构和大型企业已发挥其作用。
随着激光超声技术的不断发展,该仪器及其检测方法将不断地改进和完善。
在不久的将来,它会在航空航天、石油化工、核电、铁路、汽车等众多领域彰显出更大的威力。
参考文献:[1]孟振庭.激光超声的热弹机理研究[J].西安交通大学学报,2002 ,36 (5) :548 - 550.[2]张晓春.激光超声技术及其应用[J].大学物理,1998,17(2):40 - 42.[3]R Earnshaw,N wiseman. An Introduction auide to Scientific Visualization.Springer-Verlag,1992.[4]王小同,杜芳等.可视化仿真及其应用综述.计算机工程,1998,24(8)[5] Junji Takatsubo, Bo Wang, et al. Generation Laser Scanning Method for the Visualization of Ultrasounds Propagating on a 3-D Object with an Arbitrary Shape[J].Journal of Solid Mechanics and Materials Engineering, 2007, 12: 1405-1411.[6]王波,高坪纯治.激光超声波可视化检测仪使用说明书[M].筑波:日本筑波科技株式会社,2010.?激光超声检测技术1前言激光可以实现非接触式的高灵敏度测量,但不能通过非透明材料的内部,而超声波的检测方法可以实现内部质量的检测,因此,用激光激发超声波使之通过被检测试件的内部,再用激光技术来接收这种超声波的信号,把两者结合起来,发展出一种新的检测方法-激光超声检测方法,解决常规超声检测难以解决的问题。
与常规超声检测方法比较,激光超声技术具有下列优点:激光超声不需要耦合剂,避免了耦合剂对测量范围和精度的影响;激光超声可实现远距离操作,可用于高温环境及腐蚀性强、有放射性等恶劣条件,并可以实现快速扫描,对生产现场快速运动的工件的在线检测;激光超声的盲区小于100μm,可用于测量薄工件。
激光超声的频率带宽较常规的换能器宽,具有测量微小缺陷裂纹的能力;激光超声可用于表面几何形状复杂及受限制的空间,如焊缝根部小直径管道等;空间分辨率高,有利于缺陷的精确定位及尺寸量度,并可作为声源应用于理论研究。
早期受到激光器件与相关学科发展的影响,激光超声自20世纪70年代提出到80年代中期成为热点之后,尚未达到人们预想的应用效果。
20世纪末21世纪初,随着激光、电子、计算机和相关学科的发展,经过近10来年的技术积累,激光超声已经从方法探索步入技术研究与开发应用阶段,特别是国外一些新型的航空装备上已经开始采用这一检测新技术。
我国则错过了这一个关键时期的技术积累。
2激光超声检测的原理激光超声是利用高能量的激光脉冲与物质表面的瞬时热作用,在固体表面产生热特性区,然后利用这种小热层在材料内部向四周热膨胀扩散产生热应力,从而通过这种热应力产生超声波。
激光作用在材料上产生两个热特性区:灼烧区、热弹区。
灼烧区如图1所示,在高的能量作用下,物体的温度升高超过了其蒸发温度,原子以高速离开物体表面,产生一个动量,这种产生超声的模式称为热蚀效应。
热弹区如图2所示,当激光器的能量不足在表面上形成腐蚀现象时,在固体表面产生热特性区,从而在物体内部产生应力波即超声波,较低的吸收率下,表面吸收的热量没有超过其融化温度,产生源是一个短暂的膨胀过程,与这个膨胀相关的压力波绝大部分低于弹性范围内,这种模式称为热弹效应。
通常所说的激光超声指的是热弹区,由于用于激励的脉冲激光器与被检测物体表面之间不需要任何机械连接和接触,因此,这种方法具有很好的工程应用潜力和前景。
当采用光学方法接收激光束在被检测材料中产生的超声波时,这种方法可以完全实现非接触的超声检测。
3激光超声检测技术激励用激光器激光超声系统是一个集光、机、电、算的复杂的检测系统,主要由两部分组成,即超声波的产生与接收。
产生超声波的激光器目前主要有a)Nd:YAG激光器[1],该激光器产生的激光波长是1064nm,激光器的能量为300mJ,发出的激光光斑直径是6·5mm,该激光器激励出的超声波的脉宽是5ns;b)CO2激光器[2],该激光器的光脉冲持续时间为70ns,根据制造需要,CO2激光束的形状是长方形的,光斑直径大约5mm左右; c)XeCL(308nm)激光器[3],激励出的脉宽是40ns,XeCL激光器与CO2激光器有相似的光束形状,光斑直径大约是3mm。
在对碳纤维树脂基复合材料检测时,复合材料对这几种波长的激光器有不同的吸收特性和烧蚀阈值[3],选用Nd:YAG激光器比较常见。
光学接收技术非接触的超声波接收技术较多,常用的方法有电磁声换能器(EMAT),电容换能器(MSAT)及空气换能器等,但是这些非接触光学探测方法的应用除了各自的局限性(如EMAT要求被检测样品为导体;ES2AT要求样品表面抛光;空气换能器带宽较窄等)之外,其共同的特点是虽然是非接触式的,但相隔距离不能很远(几毫米到几十个毫米),探测灵敏度随样品及换能器间的距离增大而降低。
要真正实现远距离的非接触式检测只能采用光学检测技术。
非干涉的刀口技术要求样品表面非常光洁,难以用于粗糙表面。
所以要想实现远距离的检测,常用光学干涉技术,常用下面两种干涉方法来实现超声波的接收:光外差方法通常用的是迈克逊干涉仪,探测的表面是镜面,图3是外差干涉仪的原理图。
光外差方法对频率的响应受探测器截止频率影响,因此大于探测器截止频率的超声振动应该有补偿措施,用一个机电反馈回路来实现这种补偿效果。
外差干涉法对表面的位移敏感,但是却无法消除工业现场各种振动对探测的干扰,此外,这种方法对光点的尺寸大小有非常苛刻的限制,只有光点尺寸达到一个散斑大小时才能达到最佳的检测效果,因此光外差方法只能用于实验室条件下光滑表面的超声振动的检测,在外现场检测中常用的是速度干涉仪。
速度干涉仪也叫作时间延迟干涉仪,它是基于多普勒频移原理而应用的一种光学检测方法,如图4所示。
当激光照射在振动物体表面时,根据多普勒频移的原理,发射或散射光的频率发生了变化,变化的频率里加载了超声波的振动频率,干涉仪把频率的变化转变成光的强度的变化,经过一系列的处理手段,转变成电信号在示波器上显示出来,分析信号的特征就可以得到对被检测试件内部的情况。