PET果汁饮料生产工艺流程图
果汁生产工艺流程图
果汁生产工艺流程图果汁生产工艺流程图果汁生产工艺流程图是指将新鲜水果经过一系列的加工和处理过程,制成高品质的果汁产品的流程。
下面将介绍一种常见的果汁生产工艺流程图。
一、原材料准备首先,从市场上购买新鲜水果作为原材料。
常见的水果有苹果、橙子、葡萄等。
购买回来的水果需要经过筛选和清洗,除去不符合要求的水果。
二、去皮和去核将清洗好的水果进行去皮和去核处理。
根据不同的水果种类和加工要求,可以选择使用刀具或者机器进行处理。
将去皮和去核的水果切成适当大小的块状。
三、榨汁将切好的水果放入榨汁机中进行榨汁。
榨汁时可以根据需要添加适量的水或添加剂,以调节果汁的浓度和口感。
通过机器挤压和离心等加工工艺,将水果中的汁液分离出来。
四、过滤将榨好的果汁进行过滤处理。
过滤可以去除果汁中的固体颗粒和杂质,以得到干净澄澈的果汁液体。
可以使用滤网、滤纸或过滤机等设备进行过滤。
五、杀菌将过滤好的果汁进行杀菌处理。
杀菌的目的是为了延长果汁的保质期和防止微生物污染。
常用的杀菌方法有热处理、紫外线照射或者添加食品添加剂等。
六、包装将杀菌处理好的果汁进行包装。
包装时可以选择瓶装、袋装或者利用自动灌装机进行包装。
包装时需要注意卫生条件和密封性,以确保果汁不受外界污染和氧化。
七、质检对包装好的果汁进行质量检验。
主要包括对果汁的外观、口感、气味和营养成分等进行检测,以确保果汁的质量符合国家标准和消费者需求。
八、入库和销售将经过质检合格的果汁产品送入仓库进行存储。
果汁可以根据市场需求进行销售或者直接提供给分销商和超市等销售渠道。
九、售后服务对果汁产品进行有效的售后服务。
对于消费者的投诉和建议进行及时回应,以提高果汁产品的满意度和客户忠诚度。
果汁生产工艺流程图是果汁生产企业对于生产工作的一个总体规划,不同的企业可以根据自身需求和条件进行适当的调整和改进。
通过科学的生产工艺和严格的质量控制,可以生产出高品质、健康、安全的果汁产品。
果汁生产工艺流程图
果汁生产工艺流程图果汁是一种广受欢迎的饮料,它不仅口感鲜美,同时也富含了各种维生素和矿物质。
下面是果汁的生产工艺流程图,介绍了果汁从开始到最终包装的整个生产过程。
流程图中第一步是原料的选择。
果汁的原料多样化,可以使用各种水果如苹果、橙子、葡萄等。
这些水果需要经过筛选,只选择成熟并且品质良好的水果作为原料。
第二步是清洗和去皮。
原料水果需要经过清洗,去除表面的污垢和细菌。
然后将水果去皮,以去除水果表皮上的有害物质和杂质。
第三步是榨汁。
将去皮的水果放入榨汁机中,通过机械力将水果压榨出汁液。
这一步骤可以使水果中的汁液和果肉分离。
第四步是过滤。
将榨出的汁液通过过滤器进行过滤,去除果肉、果渣和杂质。
这能够使果汁的口感更加顺滑,并且能够延长果汁的保质期。
第五步是浓缩和杀菌。
将过滤后的果汁进行浓缩处理,去除多余的水分。
然后通过加热处理,杀死果汁中的细菌和微生物,以确保果汁的安全性。
第六步是调配和调味。
根据需要,将浓缩后的果汁进行调配,以调节果汁的含糖量和酸度等。
同时可以添加适量的食用香精和色素,以改善果汁的口感和外观。
第七步是冷却和贮存。
将调配好的果汁进行冷却处理,以降低果汁的温度。
然后将果汁贮存在冷藏设备或者罐装设备中,以保持其新鲜度和口感。
最后一步是包装和质检。
将果汁进行包装,可以选择瓶装、罐装或者盒装等方式。
在包装前需要进行质检,确保果汁的质量符合标准。
以上就是果汁的生产工艺流程图,通过以上的步骤,原料水果能够转化为口感鲜美的果汁。
我们可以根据流程图中的步骤,了解生产工艺中的每一个环节,以便更好地理解果汁的生产过程。
果蔬饮料工艺框图

1.桃(杏)浆流程二道鼓泡清果洗滚杠拣机 提升机 去核机 破碎机 洗核机 缓冲罐 管式预热冷却器 打浆机 卧螺分离机 缓冲(酶解)罐 管式杀菌机无菌大袋灌装隔板提升机 滚筒浸碱机 滚筒去皮机 中和池(鼓泡)2.桃(杏)清汁流程二道鼓泡清果洗滚杠拣机 提升机 去核机 破碎机 洗核机 缓冲罐 管式预热冷却器 酶解罐 活塞榨汁机 酶解罐 卧螺分离机 原料罐 隔板提升机 滚筒浸碱机 滚筒去皮机 中和池(鼓泡) 膜过滤系统 脱色单元 四效降膜蒸发器 批次罐 管式杀菌机无菌大袋灌装3.草莓浆流程二道鼓泡清果洗滚杠拣机 毛刷输送 提升机 洗核机 缓冲罐 管式预热冷却器 酶解罐 双道打浆机 卧螺分离机 酶解罐 管式杀菌机无菌大袋灌装输送皮带 中和池(鼓泡)4.草莓清汁流程二道鼓泡清果洗滚杠拣机 毛刷(输送) 提升机 洗核机 缓冲罐 管式预热冷却器 酶解罐 活塞榨汁机 酶解罐 卧螺分离机 原料罐 膜过滤系统 输送皮带 中和池(鼓泡) 脱色单元 四效降膜蒸发器 批次罐 管式杀菌机 无菌大袋灌装5.山楂浆流程输送皮带 中和池(鼓泡) 二道鼓泡清洗滚杠拣果机 毛刷清洗机 无菌大袋灌装 皮带隔板提升机 螺旋预煮机 缓冲槽 洗核机 缓冲罐 管式预热冷却器 酶解罐管式杀菌机隔板提升机 风选机 滚杠拣选机 输送皮带6.山楂清汁流程输送带 中和池(鼓泡) 二道鼓泡清洗滚杠拣果机 原料罐 皮带隔板提升机 缓冲槽膜过滤系统 洗核机 缓冲罐 管式预热冷却器 酶解罐 活塞榨汁机 酶解罐 卧螺分离机 隔板提升机 风选机 滚杠拣选机 输送带 脱色单元 四效降膜蒸发器 批次罐管式杀菌机无菌大袋灌装 螺旋预煮机7梨浆流程二道鼓泡清果洗滚杠拣机 提升机 破碎机 缓冲罐 管式预热冷却器 酶解罐 双道打浆机 卧螺分离机 酶解罐 管式杀菌机 无菌大袋灌装输送皮带 中和池(鼓泡)破碎机 洗核机 缓冲罐 批次罐 管式预热冷却器 酶解罐 管式杀菌机 活塞榨汁机 酶解罐 卧螺分离机 原料罐 膜过滤系统 脱色单元 四效降膜蒸发器 输送皮带 中和池(鼓泡) 二道鼓泡清洗滚杠拣果机提升机 无菌大袋灌装皮带隔板提升机 螺旋预煮机 缓冲槽 洗核机 缓冲罐 管式预热冷却器 酶解罐 管式杀菌机 无菌大袋灌二道鼓泡清洗滚杠拣果机 毛刷清洗机10.干枣清汁流程缓冲槽 洗核机 缓冲罐 批次罐 管式预热冷却器 酶解罐 管式杀菌机 双道打浆机机酶解罐 卧螺分离机 原料罐 膜过滤系统 脱色单元 四效降膜蒸发器 二道鼓泡清洗滚杠拣果机 毛刷清洗机 皮带隔板提升机螺旋预煮机 无菌大袋灌装。
果汁饮料生产工艺流程图工艺流程图
(※)(400(kg※/m)3)
(83---85℃、20min)
瓶(盖)5%二氧化氯消 毒液
(※)
51%、二清氧洁作化业氯区消≥毒10 液万级反; 冲罐装(温※度) 80---83℃
2、包装材料均使用获证企
加 : 好操强 卫业3符、作操生的合瓶人产作习及员品人惯(盖;穿员,※的戴)卫持清整洗生有、洁管健消、理康毒保证(;持※明良);
果汁饮料
主要生产设备
★—关键质量控制环 节
生产
工艺流程
工艺流程图
※ —关键质量控制、阴阳离子 过滤器、孔膜过滤器、 板框过滤器 、硅藻土过 滤器、混锰砂比过机滤(器均质
机) 瓶(配盖)消料毒罐池、配★料 缸管1、道瓶2、设盖瓶备浸自泡清动消冲洗毒洗消池消毒 毒设机施★无 菌 罐 装 机
★
1、自管动道灌反装冲清封洗盖机机 2、瓶自动冲洗消毒机 32、自二动氧冲化瓶氯机消毒设备
灯检箱
浓缩汁 (浆)
水+辅料
(稀※释)、调配(、※计)量
(※) 混比 (均质)
杀 菌(※)
管道设备清洗 无消菌毒灌(装※()※)
(封闭热灌装)
包装 灯检
成品检验(※)
成品入库
1、生产用水符合 GB5749 要求(净化后水质硬度
果汁饮料生产工艺流程
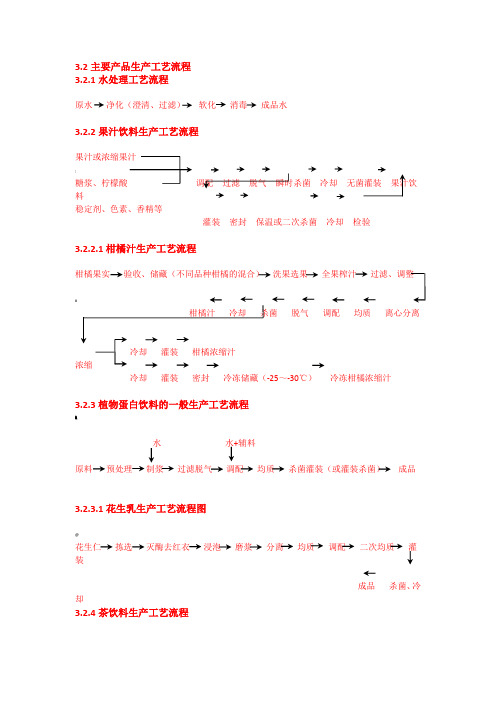
3.2主要产品生产工艺流程
3.2.1水处理工艺流程
原水净化(澄清、过滤)软化消毒成品水
3.2.2果汁饮料生产工艺流程
;
糖浆、柠檬酸冷却
料
稳定剂、色素、香精等
灌装密封保温或二次杀菌冷却检验
3.2.2.1柑橘汁生产工艺流程
柑橘果实验收、储藏(不同品种柑橘的混合)洗果选果全果榨汁
#
脱气调配均质离心分离
冷却灌装密封冷冻储藏(-25~-30℃)冷冻柑橘浓缩汁
3.2.3植物蛋白饮料的一般生产工艺流程
&
水水+辅料
原料预处理制浆过滤脱气调配均质杀菌灌装(或灌装杀菌)成品3.2.3.1花生乳生产工艺流程图
@
花生仁拣选灭酶去红衣浸泡磨浆分离均质调配二次均质灌装
成品杀菌、冷却
3.2.4茶饮料生产工艺流程
茶叶的水提取物(或其浓缩液、速溶茶粉)
|
成品检验灌装封盖杀菌过滤
3.2.
4.1灌装绿茶饮料工艺流程
茶叶浸提过滤调配加热(90℃)灌装充氮密封杀菌冷却检验
成品。
果汁饮料包装流程 (1)

的拉伸杆系统能有效提高生产精度和稳定性, 最新型的吹瓶模站设计,确保吹瓶机单腔产
次选用的设备是广州达意隆轻
量达到 2,000 瓶/小时。AQUABLOC不仅使 水的灌装更简单,更是产能最大化和成本最
量化吹灌旋一体机。
小化的完美结合。安装简便(即插即用),
五种标准化机型满足您对设备产能的不同要
求。保养简便、换模时间短的特点实现了集
• 容器相同的纸箱,采用长:宽:高 =2:1:2时最省料,为1:1:1时 最费料。因此,尽量避免采用正方 形的箱。还要照顾到商品对箱内容
是中国纸制品包装机械行业唯 一的一家上市公司。拥有世界 上最先进的德国EMA公司的 CNC瓦楞辊热处理设备、德国 ELB公司瓦楞辊磨床、日本 OKUMA公司的CNC加工中心、 韩国SAMSUNG公司的CNC加 工中心与激光切割机以及台湾 亚威公司CNC加工中心等各种
Pet瓶装果汁包装流程
PET瓶的简介
• 目前我国饮料市场年产量达到2400万吨以上,其中碳酸饮料 约占30%;瓶装饮用水约占40%;果汁和果汁饮料约占20%; 茶饮料约占10%。
• 饮料包装按使用材料分,主要有聚酯瓶(PET)占40%、金属 易拉罐占20% 、纸塑复合材料包装占10% 、玻璃瓶等包装形 式占30% 。
积的利用率,箱对卡车、火车厢容
设备1000余台,主要产品有纸
积的利用率以及仓储运输时堆垛的 稳定性。
箱、纸盒两大系列,78个品种, 160多个规格
瓦楞纸箱的生产
• 湿部设备
• 包括原纸托纸架、自动接 纸机、预热预调器、单面 瓦楞机、输纸天桥、涂胶 机、双面机
• 湿部设备将瓦楞原纸制成 不同楞型组合的三、五、 七层瓦楞纸板
• 收缩套标 • 设备:三达全自动热缩套标机
PET果蔬汁饮料无菌冷灌装工艺共5页word资料

PET果蔬汁饮料无菌冷灌装工艺Abstract:With the development of society and economy,people's living standards continue to improve,in the daily drink more pay attention to nutrition,health,especially in the consumer crowd high fruit and vegetable juice beverage market,productstaste good,high nutrition will get the attention of consumersbining with the author's own working experience for many years,mainly on the PET fruit and vegetable juice beverage aseptic cold filling analysis.Key Words:PET fruit and vegetable juice aseptic cold filling technologyPET材料的用途很多,也是生产果蔬汁饮料的重要材料,再加上无菌冷灌装的生产工艺,对提高果蔬汁饮料的生产质量更起到了极大的作用,对此,本文主要从PET的优点、无菌冷灌装的工艺等进行探讨,希望通过本文的分析,可以为饮料生厂商提供一些参考性的意见。
1 PET概述PET又名聚对苯二甲酸乙二醇酯,俗称涤纶树脂。
PET于1946年在英国发表专利,发展极为迅速,尤其是80年代依赖PET在工程塑料中更有着突破性的发展,并入列五大工程塑料之一。
PET主要分为纤维级聚酯切片、非纤维级聚酯切片两种,纤维级聚酯切片主要用于加工纤维以及相关产品的原材料,而非纤维级聚酯切片的用途非常广,主要用作薄膜、瓶类等,被汽车领域、医疗卫生领域、电子电器领域、建筑领域、包装业等广泛的应用,非纤维级聚酯切片的市场发展非常快,占有的领域也在逐渐增长[1]。
果汁生产工艺流程1图
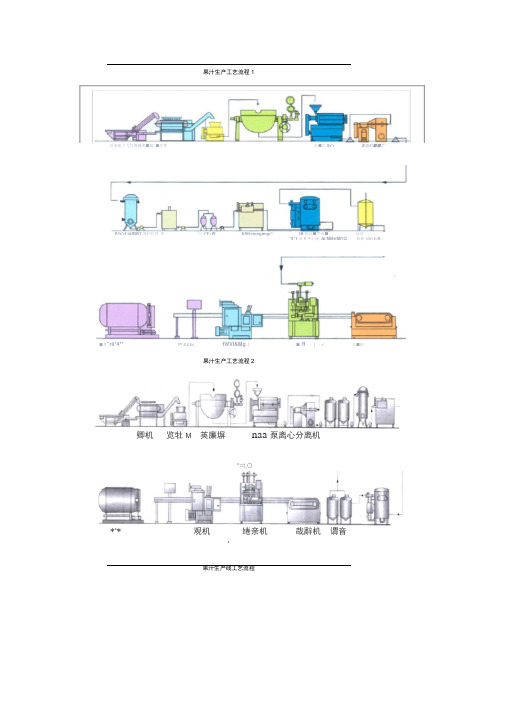
果汁生产工艺流程1果汁生产工艺流程2卿机览牡M英廉塀naa 泵离心分离机*a* 观机绻亲机哉辭机谓音・果汁生产线工艺流程岳事矶卜弋耳粵藕典■邮■甘怦打■孔9z*r 事也时■■亡K%*rf htfflMT 鼻护対啓叫口i*F«W EftHcmogangi^ IB鼻总■严讯■址存*9"1貝1甲* 副At MMrlMl r IQ 鼻鼻IQH l»K ■耳"rii*4** P^JUU M tWVl&Mg『;■ fl・;』・*< 宾■机*=t,O果汁生产线JUICE PRODUCTS LINE果蔬饮料生产线工艺流程图纯净水生产线工艺流程图»L «n ■存m * U * •■廿时鼻机■柜H 11 «M 內* 十■«—nujt M]<Kt«r Cm士I ThLMi Inf Fit 4<u 州■CMGFlhwH ■ rlnf tmfc Saft aa* l»・羸・・M fl 9 * IL m «M ■即・■NT»ct -eV- Sodlu- nlLer 砧•■昭円 h1Stmvpwmn-A(Q机■:必«»>如』1 1■1■1rV-its"戟殊ft保畫l•證郢-K«53t -48反■丑I ■”单y ■t;tiooojm«£*节列电二坍凤箱击斗*?BK*M3B调配果汁生产工艺流程图T图:调配果汁生产线I AMO £期啦■ J耳孔4GP Z.H-JLU也取曲辻总01 T.kN* 0■花華驻虚目u.・H)貝To «Hnn KL=±-it乂斛】亂列盘1<«MU ib.«144MLil"眈r铠-r.rtttt w.tiFn忖覺蹄应JRP岀果蔬综合利用工艺流程示意图Hl I* AU ML an I。
饮料工艺流程图及控制
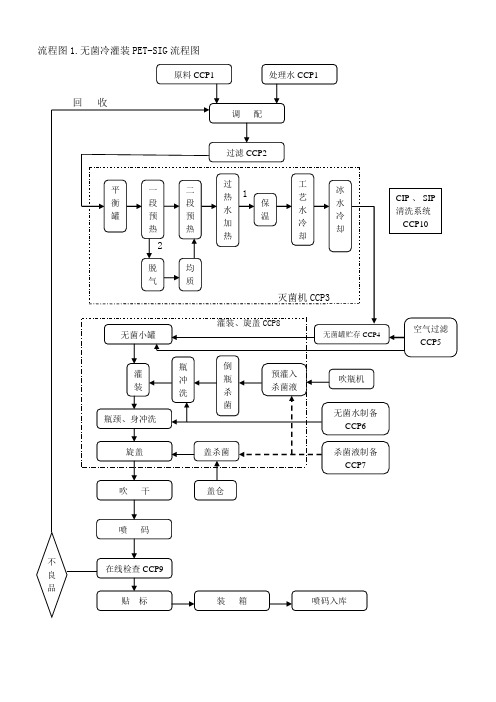
3、纯净水生产线流程图回收第三章过程步骤和控制措施描述1、PET-SIG过程步骤和控制措施描述主要加工产品:果汁饮料无菌冷灌装是指预先经过杀菌的果汁冷却后,在无菌的环境下,充填并密封于无菌的容器中。
a)自来水经水处理站制备纯净水,检测纯净水的各项指标,品控部每天检测一次电导率并每班一次抽测感官、PH、电导率,品控部每周检测一次菌落总数、大肠菌群、霉菌和酵母菌。
每年两次送政府部门进行全项检验,符合生活饮用水卫生标准。
b)浓缩汁、原浆的验收储存:品控部对原料的理化指标、感官指标、微生物指标进行检测,检查原料生产厂家提供的检验标准、检验报告,必须符合国家食品级卫生标准。
浓缩汁在-10~-18℃的冷库中贮存,原浆在0~10℃的高温库中贮存,并根据SSOP的要求对冷库进行消毒。
c)包装材料的验收储存: SIG生产线瓶子、盖子由工厂自行生产,使用前由操作人员检查其外观是否清洁、包装是否完好。
d)吹瓶:1、 PET切片用泵直接打进干燥塔,使干燥塔的容积保持在2/3以上。
切片在干燥塔中干燥小时160-175℃/3-5小时。
2、干燥后水分含量在50ppm以下的切片,进入螺旋挤压机,用275-290℃的温度加热溶化切片,同时利用螺旋的旋转将物料向前推进,由挤压机出口压入中央分配器。
3、中央分配器的温度保持在275-285℃,压力为140~210bar,溶化的料从中央分配器的分配阀经热流道,进入注塑模具的塑腔,进行瓶坯的注塑。
4、瓶坯模具应保持清洁,注塑温度为275~295℃,时间5.8~7.0秒,模芯和模腔内部均有冰水循环,以使瓶坯顺利脱模,冰水的温度控制在9-15℃。
5、停机后再次生产时应先将挤压机内残存的旧料排出,当从挤压机出口排出的料呈乳白色,无褐斑时停止排料,然后使挤压机与中央分配器连接,从注塑模具内排出部分料直至瓶坯色泽正常,可以开始正常生产。
6、瓶坯注塑、脱模后,由机械手传送到调整站,用气刀对瓶坯颈部加热,使瓶坯颈部较厚部分的料软化,以免吹瓶时瓶子破损或瓶身过薄。
PET瓶果汁饮料试生产工艺规程
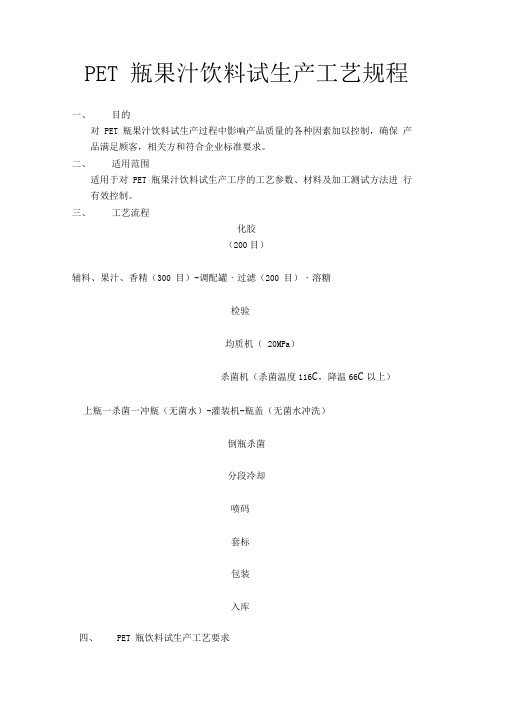
PET 瓶果汁饮料试生产工艺规程一、目的对PET 瓶果汁饮料试生产过程中影响产品质量的各种因素加以控制,确保产品满足顾客,相关方和符合企业标准要求。
二、适用范围适用于对PET 瓶果汁饮料试生产工序的工艺参数、材料及加工测试方法进行有效控制。
三、工艺流程化胶(200目)辅料、果汁、香精(300 目)-调配罐・过滤(200 目)・溶糖检验均质机(20MPa)杀菌机(杀菌温度116C,降温66C以上)上瓶一杀菌一冲瓶(无菌水)-灌装机-瓶盖(无菌水冲洗)倒瓶杀菌分段冷却喷码套标包装入库四、PET 瓶饮料试生产工艺要求1水质要求:要求生产用水为经处理后的纯净水。
2原辅材料、包装材料的选择:所采用的食品添加剂必须符合GB2760—1996《食品添加剂的卫生标准》及GB/T10791 —89《软饮料原辅材料》的要求。
所有原辅用料必须经检验合格后方可入库。
3各种辅料的溶解与调配在辅料罐内加入定量的85 度的水,然后按配料标准将经准确称量的粘稠剂,要求缓缓撒下,使之分散于流动的水面上,不得有成团现象,搅拌30分钟后,查看溶液内是否有发亮的小颗粒存在,如有此现象,继续搅拌,直至溶液全部澄清后停止搅拌,充分溶解后经(300目)不锈钢过滤器过滤。
4糖液配制根据配料标准,计算出白砂糖用量,按糖水比例为 1 : 1 .5,加入适量水,要求水温为75—80C搅拌,再将柠檬酸等其他辅料加入水进行搅拌,充分溶解后经不低于的不锈钢过滤器过滤(300目),再经过硅藻土过滤器进行过滤。
5、果汁的制作将水果清洗干净后经过打浆机打浆,将浆液放入暂存罐中待用,再经过压榨机进行压榨,将料液进行离心、杀酶、浓缩、杀菌降温后经过灌装机灌装5饮料的配制在进入调配罐之前,首先确认以下事项:1 )调配罐已冲洗干净,并由品管部门出具相关检验单。
2)各种辅料已完全溶解。
当以上均以确认,将所有辅料、糖液泵入调配罐,然后加入果浆,所有原辅料流经的管路用水冲洗后,一并泵入罐内,然后加入香精,准确定量。
PET饮料生产工艺培训教材
4.6 空瓶清洗
7空瓶清洗 7.1 空瓶在清洗前,须倒尽瓶内可能夹带的杂物、剔除受到 严重污染的空瓶; 7.2 空瓶在使用前必须用乔优牌消毒液(按配制说明配制) 进行一次冲洗,再有经UHT纯净水冲洗,空瓶在清洗消毒时与 灌装前必须倒置,充分滤干; 7.3 按生产要求控制水压、水量进行充分清洗,洗好的空瓶 尽量即时使用,未用完的空瓶下班后注意滤干,并注好标记
46空瓶清洗空瓶在使用前必须用乔优牌消毒液按配制说明配制进行一次冲洗再有经uht纯净水冲洗空瓶在清洗消毒时与灌装前必须倒置充按生产要求控制水压水量进行充分清洗洗好的空瓶尽量即时使用未用完的空瓶下班后注意滤干并注好标记47瓶盖消毒81经检验合格的瓶盖用于生产中生产前检查瓶盖的生产日期型号质量情况包装物的完整性洁净度等
链接:HACCP计划表
5.6 建立记录程序
建立有效的记录保持程序,以文件证明HACCP体系。准 确的记录保持是一个成功的HACCP计划‘的重要部分。记录 提供关键限值得到满足或当偏离关键限值时采取的纠偏行动。 同样地,也提供一个监控手段,这样可以调整加工防止失去 控制。 对灌装封口这一操作的记录程序是: 灌装封口记录表
4.2白砂糖的验收
4白砂糖、添加剂验收 4.1 所采用的原料或添加剂应按《原辅料检验 标准》符合工艺所需的品种、保质期要求,向 正规生产厂家的原料供应商采购,并符合国家、 行业相关标准要求; 4.2 原料要求无污染,所含农残、重金属、微 生物其它特种危害物质等各项指标符合食品卫 生规定;
4.4白砂糖的溶解
3.PET饮料的工艺流程图
1.PET 饮料的生产主要 包括以下工序:水处 理、配料、空瓶清洗、 瓶盖预处理(臭氧)、 罐装封盖、灯检、打 码、倒瓶、巴氏杀菌、 冷却、套标、包装。 2. 工艺流程图
PET塑胶瓶装蓝莓果味水饮料生产技术
#饮品技艺#粮油加工MACH INERY FOR CEREALS OIL AND FOOD PROCESSING PET塑胶瓶装蓝莓果味水饮料生产技术夏天马银领杨伟光(安徽科苑集团科苑包装系统有限公司)=摘要>以蓝莓果汁为主要原料,采用高温灌装技术生产出的果味水饮料,具有果汁饮品的营养功能。
蓝莓果味水以其独特的芳香和优良的口感必将被广大消费者接受。
=关键词>蓝莓;PET塑胶瓶;果味水饮料中图分类号:TS27515文献标识码:A文章编号:1009-1807(2003)10-0093-02蓝莓为多年生落叶或常绿果树、灌木,果实为浆果。
其栽培历史不到100年,蓝莓果实呈蓝色,椭圆形,单果质量015~215g,最大可达510g,果肉细腻,种子极小,甜酸适中,且香爽宜人,可鲜食,也可加工成果汁饮料、果酒饮品。
蓝莓果实营养丰富,据分析测定,每100g蓝莓鲜果中含蛋白质400~700m g、脂肪500~600m g、碳水化合物1213~ 1513mg、维生素A高达81~100国际单位、维生素E217~915g、SOD5139国际单位;并且微量元素含量也很高,每100g鲜果中含钙220~920L g、磷98~274L g、镁114 ~249L g、锌211~413L g、铁716~ 30L g、锗018~112L g、铜210~ 312L g。
正是由于蓝莓果实中含有丰富的营养成分,它不仅具有良好的营养保健作用,还具有防止脑神经老化、强心、抗癌、软化血管及增强人体免疫等功能。
其综合营养价值远高于苹果、葡萄、橘子等水果,堪称/世界水果之王0。
近年来继美国之后,日本、台湾、东南亚地区以蓝莓为原料的食品饮料日益风靡,我国内地对蓝莓的研究刚刚起步,因此关于蓝莓的产业化和深加工是摆在我们面前的共同课题。
1原料与设备¹原料。
蓝莓汁、优质白砂糖、纯净水、异构抗坏血酸钠、果葡萄浆、麦芽糊精、苹果酸、食用香料及海藻提取物等。