9-174(翅片冲压成形)
【工程师之家】空调翅片类型与翅片模具设计介绍解读
【工程师之家】空调翅片类型与翅片模具设计介绍
翅片模具类型: 1、干性油式翅片模具 在世界的保护环境的潮流中,客户方面又有各种新要求。 例如,希望能省去翅片的清洗工序(有机溶剂、卤化碳制剂清洗)… 求制造更精小且热效率高的热交换器以降低电力消费等。为满足以上要求, 我们使用挥发性加工油而免去了清洗工序,同时可以使用亲水性高的表面处理铝材, 并且结合了非拉伸式翅片模具的优点,开发出这种新型的翅片模具。 2、非拉伸式翅片模具 在石油危机之际,客户不得不考虑铝材价格的飞涨。为了满足客户的这一要求, 日高精机公司研制开发了这种类型的翅片模具。通过省略拉伸工序而新增设变 薄拉伸工序,成功地以当时无法加工的薄壁硬质铝金属(H26/0.115MM以下) 为铝材加工成翅片,并在日本和美国取得了专利权。它除了可降低成本之外, 还能够在翅片上不留拉伸皱纹地进行切起加工,适合于缝隙和百页窗等 复杂面状的加工。又由于它打薄效果好,可使铜管与翅片的翻边高度部分 衔接紧密,从而能实现综合热效率高的翅片。此外,它还具有其它一些优点 ,例如:由于使用了硬质铝材,所以在后面的工序中,翅片线圈不易变形、 操作容易等。
【工程师之家】空调翅片类型与翅片模具设计介绍
1.1.3按照翅片孔径形状大小及外形分为以下几种: 1) 普通孔径翅片。一般为Φ7.94,Φ9.52,Φ7.3。 2) 小孔径翅片。一般为Φ4.2,Φ5.2,Φ6.35。 3) 大孔径翅片。一般为Φ12.7,Φ15.88,Φ20,Φ25 等。 4) 椭圆孔翅片。根据客户要求制作。 5) 扁管孔径翅片。根据客户要求制作。 6) 弧形翅片。翅片外形为弧形,采用Φ4.2,Φ6.35,Φ7.94 或Φ7 等多孔径组合。 一个翅片上有多种孔径组成。 按照翅片孔排列方式有以下几种:
【工程师介绍 1.1.1按照翅片成型方式分为以下几种: 1) 普通拉伸翅片模具,一般采用4 步拉伸,翻边高度在1.6~2.0mm 左右。 采用H24,H22 铝箔。材料厚度0.09~0.115mm。 2) 变薄拉伸翅片模具,一般采用3~4 步拉伸,再加变薄子模, 翻边高度在1.6~2.2mm 左右,采用H26 铝箔0.09~0.115mm。 3) 高拉伸、高翻边翅片模具,一般采用6~8 步拉伸,翻边高度在3.2~8.5mm 左右, 根据不同的孔径,以及不同料厚,翻边高度不同,一般采用0.13~0.25mm 料厚, O 态.H22 状态的铝箔。 1.1.2按照翅片的材料来分一般有以下几种: 1) 铝翅片。料厚最薄0.09mm~0.115mm。铝箔状态O 态,H22,H24,H26。 2) 钢翅片。料厚0.15~0.2mm。 3) 铜翅片。料厚0.115~0.15mm。 4) 厚料翅片。料厚0.3~0.45mm 左右。翻边高度10mm 以上。 铝箔状态一般为O 态,H22。适用Φ9.52 以上大孔径翅片。
麦克维尔风机盘管V系列MCW
保温 6mm厚Armstrong 0级 6mm厚Armstrong 0级 9mm厚Armstrong 1级 9mm厚Armstrong 1级 9mm厚Armstrong 0级 9mm厚Armstrong 0级 9mm厚Armstrong 1级 9mm厚Armstrong 1级 9mm厚Armstrong 0级 9mm厚Armstrong 0级
一致的认同
美国底特律市克莱斯勒科技中心
美国纽约自由塔(Freedom Tower, 纽约世贸中心遗址重建)
阿根廷总统府
销售与服务网维尔空调设备
01010101010101010101010100101010101010101010101010101010101010010101010101010101010101010101010101010101010101010101010101010101010101010101010101010010101010101010101010101010101010101001010101
Engineered for flexibility and performance.TM
PM-CWV-C001
V系列 卧式暗装风机盘管机组
型 风 号:MCW200〜1200V 量:340m3/h〜2040m3/h
New
中国北京奥运演播塔
西班牙坦纳利佛音乐厅
百年来麦克维尔一直致力于
意大利米兰新展馆
Mcw-v
高效 ■ 换热器采用优质空调紫铜管配以高效双曲型 亲水铝翅片,经过精密机械涨管而成,换热 效率高。 ■ 大风量宽叶轮风机的强化送风使机组发挥最 大的传热效能。 ■ 风机、电机经过精确匹配,保证机组达到 最大的单位功率供冷量。
灵活 ■ 根据机组的冷量精确配备了多种机外静 压,可适应不同距离的送风要求。 ■ 机组可以选配下回风箱 / 后回风箱,且可以 现场改变,安装省时省力。 ■ 机组可以提供更多的可选件。
动车组牵引系统维护与检修2
限值 , 将加速绝缘老化甚至损坏 , 直接影响牵引变压
器的使用寿命 。 因此 , 牵引变压器必须具有相应的散
热能力。
ATM9型牵引变压器在保证内部散热 能力良 好的同 动车组主变时压,
冷却采用了油循环风冷却方式 。冷却系统
完成变压器的散热 , 冷却回路见图2-3所示。
从车辆侧面吸入冷却风 , 经柔性风道 内的整风栅板送往油冷却器 , 热交换后的空气从进气 风道对面的排气风道排出 , 绝缘油在油冷却器冷却后 被送往变压器 。油在流经绕组表面和铁心侧面时吸收 热量 , 吸收热量后的油经电动送油泵再次 送往油 冷却 器进行热交换。
循压环
结构
,损
环回路的某部分安装油流继电器 , 进行油 流停止检测。
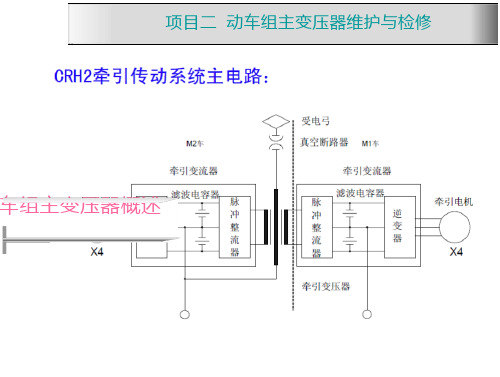
项目二 动车组主变压器维护与检修
以上所述 停地在变压器 部循环 障等停止 则绕组将过热 甚至烧
项目二 动车组主变压器维护与检修
动车组主变压器
器
①油冷却器的总体结构见图2-4所示 。油冷却器选用 整体铝制油冷却器 , 采用铝制波纹(corrugated)翅片。 虽然翅片间距和形状都加以了防止赌 赛处理 , 堵塞不可 避免 , 进而导致冷却性能降低 。为此 , 油冷却器的风道 部侧面需要开设清扫(检查) 口 , 以便于堵塞时的检查 和清扫。
牵引变压器原边线路侧套管选用一体 型耐热 环氧树 脂注塑成型套管 , 套管连接到相邻的高压设备箱内的断 路器上 。牵引变压器采用特殊A级绝缘 , 线圈内部使用 聚酰胺绝缘纸板及Nomex410纸 绝缘 , 冷却介质的最高温 度可达135℃ , 大大提高了变压器的温升限值。
动车组主变压器结构
I
原边线路侧套管
油冷却
图2-5 电动油泵总体
体结构见图2-5所示 。选用轴向空隙型电 动油泵 。油泵的泵和电动机采用一体构造 , 任何一侧均能 浸润硅油 , 因此轴承可直接使用硅油润滑。
翅片标准KF291.4-98(导流片)
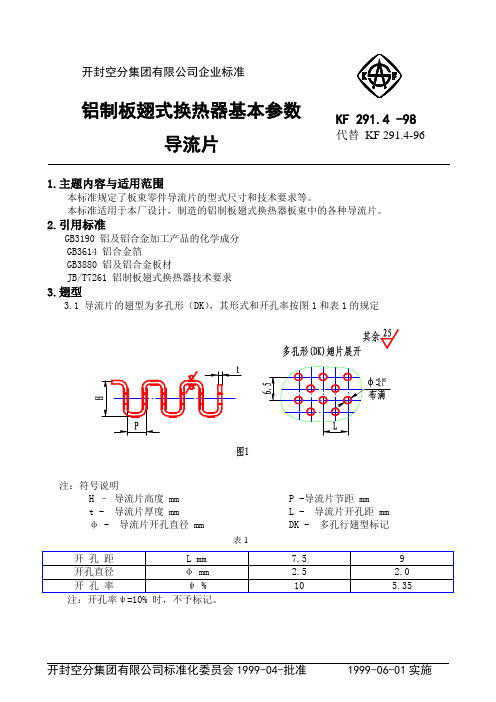
开封空分集团有限公司企业标准1.主题内容与适用范围本标准规定了板束零件导流片的型式尺寸和技术要求等。
本标准适用于本厂设计,制造的铝制板翅式换热器板束中的各种导流片。
2.引用标准GB3190 铝及铝合金加工产品的化学成分GB3614 铝合金箔GB3880 铝及铝合金板材JB/T7261 铝制板翅式换热器技术要求3.翅型3.1 导流片的翅型为多孔形(DK ),其形式和开孔率按图1和表1的规定注:符号说明H – 导流片高度 mm P -导流片节距 mmt - 导流片厚度 mm L - 导流片开孔距 mm铝制板翅式换热器基本参数导流片KF 291.4 -98代替 KF 291.4-96表2● 表中带“◣”者为本厂选用点。
4型式与尺寸4.1导流片的型式,使用条件按表34.2.14.2.1.1标记示例翅片有效宽度B1=470mm 、长度L1=150mm 、ψ=10%(不标记),翅型为95DK4206的敞开式直通道导流片,A 型。
其标记为: 导流片A 150×470 95DK4206 KF291.4-98应的换算系数。
4.2.2.1标记示例板束宽度为(B1+2C)400mm、C=15mm、L1=85mm、b=210mm、ψ=5.35%,翅型为95DK4206的B型导流片。
其标记为:导流片B 400×85×210/15 95DK4206/5 KF291.4-98中相应的换算系数。
4.2.3.1标记示例板束宽度1000mm、C=20mm、L=280mm、b=380mm、ψ=10%(不标记),翅型为95DK42064.2.4侧通道导流片按图5及表6的规定相应的换算系数。
4.2.4.1标记示例板束宽度1000mm、C=20mm、L1=210mm、b=285mm、ψ=10%(不标记),翅型为95DK4206的D型导流片。
其标记为:导流片D 1000×210×285/20 95DK4206 KF291.4-98相应的换算系数。
工程师之家空调翅片类型与翅片模具设计介绍
【工程师之家】空调翅片类型与翅片模具设计介绍
翅片模具设备图片
【工程师之家】空调翅片类型与翅片模具设计介绍
1.常用的翅片模具钢材选择 45#、40Cr、P20、2738、2316、718、NAK80、S136等。一般健身器材外壳模具 最好选用P20和2738这两种价格合理,也可以使产品表面达到一定的光洁度, 内部要求高的特别是齿轮采用2316和718,如果要模具质量更有保证可以 选用NAK80。翅片模具三维结构设计、模具结构图纸设计:好的模具结构设计 是一副合格模具制造的前提,本公司技术部有10位专业的模具结构设计师和 产品造型师,都有5年以上的工作经历,可以对模具结构和产品结构进行 全方面分析(包括:模具脱模斜度,产品表面的缩影,浇注系统的设计, 排气系统的设计,冷却系统的设计等)这些模具最主要也最容易出的问题都会 模具结构设计时进行反复试验。
【工程师之家】空调翅片类型与翅片模具设计介绍
6.模具材料及热处理硬度
翅片级进模上、下大模板釆用P20材料,调质处理硬度HRC30~35。 冲孔凸模凹模、异形切凸模凹模、边切刀、纵切刀、横切刀等冲裁 零件釆用粉末合金HAP40材料,经真空炉热处理硬度HRC63~65。引 伸凸模凹模、翻边凸模凹模、冲孔翻边凹模套等成形零件釆用高速 工具钢SKH51材料或SKD11材料,硬度HRC62~64。卸料板、凹模板、 凸模固定板、凹模固定板、上下垫板等板类零件和主要结构件釆用 NAK80材料,硬度HRC40~42,并经特殊工艺处理。导柱、导套、弹 簧、螺钉、销钉等标准件釆用国际著名标准件公司的产品,保证产 品的质量和标准化。
【工程师之家】空调翅片类型与翅片模具设计介绍
翅片模具图片:
【工程师之家】空调翅片类型与翅片模具设计介绍
翅片模具分类
承担项目情况
1)承担项目状况:2)国家自然科学基金“镁合金板材大变形成形机制与过程模拟研究”, 编号: 50405014, 经费: 23万元, 项目起止年月: 2023.1~2023.12, 负责人。
3)国家自然基金项目, “辊弯成形全流程动态模拟技术研究”, 编号: 50375095, 经费: 24万元, 起止年月: 2023.1~2023.12, 重要参与人。
4)国家自然基金重点项目, “材料智能化近终成形加工技术旳若干基础问题”, 编号: 50634010, 经费: 180万元, 起止年月: 2023.01~2023.12, 重要参与人。
5)国家973计划前期研究项目“材料制备新措施探索及性能研究”, 编号: 2023CB708600, 总经费: 1094万元, 起止年月: 2023.12~2023.11, 重要参与人。
6)国家863计划重点项目, “高强高韧镁合金及其应用技术研究”, 编号: 002AA331120, 经费: 340万元, 起止年月: 2023.6~2023.6, 重要参与人。
7)国防科工委民口配套项目, “XXX轴承旳研究”, 编号: MKPT-05-268, 经费: 165万元, 起止年月: 2023.1~2023.12, 重要参与人。
8)上海市创新科技支撑计划项目子课题, “薄带连铸带钢力学性能及表面裂纹形成机理研究”, 编号: 07DZ1103, 经费: 80万元, 起止年月: 2023.2-2023.12, 负责人。
9)教育部新世纪优秀人才计划项目, “镁合金板材变形机理与成形性能旳宏微观研究”, 编号: NCET-07-0545, 经费: 50万元, 起止年月: 2023.1-2023.12, 负责人。
10)上海市重点基础研究项目, “ERW焊管排辊成形理论与工艺设计措施研究”, 编号: 09JC1407000, 经费: 30万元, 起止年月: 2023.9~2023.8, 负责人。
特灵风机盘管机组技术参数

盘管类型
风机类型
电机类型
进出水管径
凝结水盘形式
凝结水盘出水管经
附件
03
04
05
06
520
690
870
1040
410
550
700
830
270
350
450
520
2.8
3.6
4.5
5.4
4.93
6.1
7.41
8.9
0.14
0.17
0.21
0.26
30
25
30
34
39
46
68
96
35.5
36.5
40.5
45
序号 12: 序号 13: 序号 14:
序号 15:
序号 16: 序号 17: 序号 18:
水阀形式 0 = 不配水阀 A = 两管制,二通水阀 B = 两管制,三通水阀 C = 四管制,两个二通水阀 控制 0 = 无控制 A = 液晶温控器TM50 B = 联网型液晶温控器TM56 C = 机械式温控器TM60 回风箱/过滤网 0 = 不带回风箱,不带过滤网 A = 带后回风箱,不带过滤网 B = 带后回风箱,带尼龙过滤网 C = 带后回风箱,带铝制过滤网 D = 带下回风箱,不带过滤网 E = 带下回风箱,带尼龙过滤网 F = 带下回风箱,带铝制过滤网 水盘长度及材料 A = 普通水盘(PE保温),标准长度 B = 普通水盘(PE保温),加长200mm C = 普通水盘(PE保温),加长310mm D = 不锈钢水盘(PE保温),标准长度 E = 不锈钢水盘(PE保温),加长200mm F = 不锈钢水盘(PE保温),加长310mm G = 普通水盘(防火保温),标准长度 H = 普通水盘(防火保温),加长200mm J = 普通水盘(防火保温),加长310mm K = 不锈钢水盘(防火保温),标准长度 L = 不锈钢水盘(防火保温),加长200mm M = 不锈钢水盘(防火保温),加长310mm IAQ选项 0=无 设计序号 2 = 设计编号 S = 特殊设计 地区选项 V = 中国大陆
约克风机盘管技术参数

1
37/40.5/44
36/38.5/40.5
14.4
18.0
32
25
30.0
24.0
61/71/75
45/55/61
1
40/42.5/46
39.5/41.5/43.5
16.1
20.0
35
28
28.0
22.0
75/83/90
51/63/75
1
42/44.5/47
40/42/44
17.5
21.7
35
29
电加热 X: 无电加热
过滤网 F: 带过滤网 X: 不带过滤网
凝结水盘 E: 加长水盘 X: 标准型
3
技术参数表
机组型号
02 03 04 05 06 2排管 07 08 10 12 14 02 03 04 05 06 3排管 07 08 10 12 14 02 03 04 05 06 4管制(3+1) 07 08 10 12 14
46/47/49.5
45/46.5/48
26.3
32.2
49
44
38.0
30.0
152/171/200
115/145/175
2
47.5/49/50.5
45.5/48.5/50
29.2
35.2
52
46
40.0
32.0
189/210/245
155/180/221
型号02030405060708101214vc2排管0840880980950970940840920930923排管094091092093095096087088086088ceve2排管0971021041070980931001011031093排管1011121000990960960981020950975水压降kpa电机输入功率w电机数量噪声dba机组净重kg供冷工况供热工况交流电机直流无刷电机交流电机直流无刷电机cccbcdcevevc300300364245212832135384135394011314425222802304459662735431364054353739541513517231233003006274844756621394245540424415519534272702207688935265761424454741434516420634283003009711112262849914546484354647184229363140023012312915476971171464754945484852052563941400400140154172101118138246475045547485255314474340029015417820511714717724754955146495505282342504540035019421525015818222424955055254950513233935551500370228257300185195257251535545051553364444616025020034404020273113638542343839120151262326021043586326344213740544363854051441803225300240617175455561140425463954154351612003528280220758390516375142445474042441752173529300240941081186183971454654843454651882323832300240121129150759611514554849444754821126340423803001341501709911613624647495454654826332249443803001521712001151451
铝制板翅式换热器的设计研究
铝制板翅式换热器的设计研究摘要:随着我国工业建设的发展,新设备逐渐应用到工业生产中。
铝制板翅式换热器的运行给化工企业带来了方便。
铝制板产品具有重量轻、导电性高、导热性好等特点。
结合铝板翅式换热器的相关导流结构,针对相关技术操作规程和数据软件分析,从优化设计的角度研究了各种导流装置的结构模型,并对一定条件下的结构优化设计进行了分析。
关键词:铝制板翅式换热器;参数;材料选择;结构设计;前言铝制板翅式换热器具有体积小、重量轻、效率高、适应性强等优点,可满足错流、逆流、错逆流等多种不同介质同时换热,可同时进行气液、气液、冷凝和蒸发之间的换热。
广泛应用于空分、石油化工、天然气液化设备、乙烯冷箱等行业。
1铝制板翅式换热器的特点铝制板翅式换热器是美国最早研制的换热器。
早在1942年,美国科学家Norris就提出了传热系数与Raylow数的关系,研究了平板、钉、波纹等翅片的传热性能。
随着这一技术的积极应用,美国将深化对板翅式换热器与舰船、海军、航空等环节的研究。
近年来,随着我国制造技术的发展,铝板翅片已经取代了传统的金属管壳结构。
其总质量比仅为1/10,传热效果显著,是传统金属的5~10倍。
因此,铝板翅片换热器在化工和天然气液化中得到了不断的应用。
2铝制板翅式换热器的设计参数热流体:介质为甲烷,设计压力4.95MPa,进口工作温度40℃,出口工作温度16℃,设计温度150℃,传热系数2400 W/m2•K;冷流体:介质为三元冷剂,设计压力2.6MPa,进口工作温度1 0℃,出口工作温度21.5℃,设计温度65℃,传热系数1900 W/m2•K。
铝制板翅式换热器采用逆流换热。
由于在操作过程中,甲烷入口温度可能瞬间升至100°C以上,因此最终将热流体的设计温度设置为150°C。
由于假定的温升,在极端情况下,换热器热端冷流体温度为21.5℃,热流体温度为150℃。
通过简化的传热模型,热端铁芯的金属温度约为93.22℃,由下式可得:αhF(th -tw)=QαcF(tw -tc)=Q式中:αh -热流体传热系数;th-热流体温度;αc-冷流体传热系数;tc-冷流体温度;t=芯体金属温度;F-换热面积;Q-负荷3铝制板翅式换热器的材料选用铝板翅式换热器由集液头和传热芯组成。
空气冷却器及其强化传热翅片管型
高, 适用 于低 翅片 管 ( 螺纹 管 ) 即 。焊 接翅 片可 将 不 同材料 的翅 片 和管 焊接在 一起 , 造简 易 , 焊 制 但 缝 中的残 渣 不 利 于传 热 , 须保 证 焊 接 质 量 。高 必
高 度 的翅 片 , 解决 了多 品种 、 规格翅 片管 的制造 多
问题 ; 双层 管结 构有 利于 针对管 、 两侧 流体 的不 壳 同化学 特性 选择 不 同的材 料 与之 相 匹配 , 别适 特
第3 械
55 5
3 翅 片 管 的 加 工 工 艺
轧片式 主要 有 D R型 双 金 属 轧 制 翅 片管 , 通 常选择 强度 好 的铜管 作为 内衬 管 , 外 套入 高 塑 管 性 的 铝 管 ,经轧 制 后 使两 层 管连 成一 体 , 在 外 并
的一 种工 艺 。
用 于化 工行 业 高腐 蚀 性 流 体及 湿 式 空 冷 器 , 使用 寿 命长 , 传热 效率 高 ; 管轧 制过程 的连 续性 以及一
次 加 工成形 和无 屑加 工 的特点 大大提 高 了劳动 生
产 率 , 低 了制造 成本 。 降
4 三 维 翅 片 管
机械 连接 翅片 主要 有绕 片式 、 镶嵌 式 、 片式 套 及 轧 片式 等 。
水雾 的存 在可使 空 冷器入 口空气 温度 接近 环境湿
较低 的影 响 , 冷 器一 般 均 采 用扩 展 表 面 的翅 片 空
中国石油大学( 东 ) 华 自主创 新 科 研 计 划 项 目资 助 ( 7 1 0 0 4 。 2 R 2 4 2 A) 曲 燕 , ,9 0年 1 生 , 教 授 。 山东 省青 岛市 , 6 5 。 女 18 月 副 2 5 5 6
用 水大 幅增加 造 成 供水 不 足 、 免 由于冷 却 设 备 避 泄 漏造 成对水 体 的污染 , 出于节能 和环保 的考 虑 ,
青岛海尔集团采购清单

海尔集团采购清单
序号 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 305 306 307 308 309 310 311 312 313 314 315 316 317 318 319 320 321 322 323 324 325 二极管 半导体类 集成电路 电子 接插件 电容类 薄膜电容 铝电解电容器 瓷介电容 贴片瓷介电容器 贴片钽电解电容 网络电容器 插座、插针(电子) 各类端子(电子) 接插件(智能) 显象管座(电子) 拉杆天线(电子) 机芯套片 MCU(智能) 写程序后芯片 光电耦合器(电 子) 光电耦合器(智 能) EEPROM(智 能) NAND FLASH (智能) 开关电源(智 能) 驱动芯片(智 能) 逻辑电路(智 能) 运放 三端稳压块 整流二极管 稳压二极管 发光二极管 敏感电阻 电阻类 固定电阻 开关类 大类(第一 级) 中类(第二级) 熔断器 继电器 小类(第三级)料 熔断器 继电器 轻触开关(智能、电子) 电源开关(电子) 编码开关(智能) 碳膜电阻 氧化膜电阻 贴片电阻 金属膜电阻 熔断电阻 水泥电阻 玻璃釉电阻 电位器 跨线 消磁电阻 压敏电阻 负温热敏电阻 第四级
海尔集团采购清单
序号 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 其他包装材料 木制品 包装 泡沫(EPS) 衬垫 塑料袋 打包带 包装箱 橡胶 油封 模压 注射 密封件 支撑件 管路件 橡胶字键 表面处理塑料 吸塑 压克力 吹塑 注塑(大连) 大类(第一 级) 塑料 中类(第二级) 小类(第三级)料 外观塑料件 内藏塑料件 功能塑料件 模内注塑 模内转印 气辅加工 双色注塑 风扇 外观塑料型材 内藏塑料型材 门封条 软硬共挤 双色挤出 板材 排水管 食品级水管 食品级塑料容器 吸塑件 吸塑 压克力 熔覆加工 塑料焊接 塑料电镀 塑料喷漆 超声波焊接 塑料烫银 油封 模压 注射 密封件 支撑件 管路件 橡胶字键 黄版 白版 彩版 结构件 包装件 EPE EPD 塑料袋 打包带 木包装 木底拖 酒架 中空板 蜂窝纸板 钙塑板 第四级
板翅式换热器泄漏的形成及检测

板翅式换热器泄漏的形成及检测朱宇龙3 黄文大(杭州市特种设备检测院)(液化空气(杭州)有限公司) 摘 要 介绍铝制板翅式换热器的发展情况及其结构,在分析泄漏形成原理的基础上,详细阐述了肥皂泡法、水浸法和氦质谱外漏检测法等外漏检测方法及肥皂泡法、插U型管法和氦质谱内漏检测法等内漏检测方法。
关键词 板翅式换热器 泄漏 检测 翅片 铝制换热器0 引言 板翅式换热器作为一种高效、紧凑、轻巧的换热设备,已经在石油、化工、航空航天、电子、原子能、武器工业、冶金和动力机械等领域得到广泛应用,并在利用热能、回收余热、节约能源、降低成本以及一些特殊用途上取得了显著的经济效益。
近年来,板翅式换热器的设计理论、试验研究、制造工艺、开拓应用的研究方兴未艾,特别是一些新技术的渗透,使其应用范围更加广泛,进入了一个新的发展时期。
铝制板翅式换热器在真空钎接和总装时会形成泄漏,泄漏使换热器换热效果变差,内部介质泄漏到板式体外面还会使产品纯度降低、杂质增加,严重影响换热器的正常运行,所以需对铝制板翅式换热器的泄漏进行检测并及时进行处理。
1 铝制板翅式换热器泄漏原理111 铝制板翅式换热器的基本结构 铝制板翅式换热器主体主要由隔板、翅片、封条和导流片组成,隔板、翅片、封条和导流片都由铝合金制成。
隔板把翅片夹在中间,边上分别用封条挡住,前后使用导流片,这样能把翅片间的介质导出,如图1所示。
图1 板式体基本结构 板式体一层翅片导流片分布状况如图2所示。
板翅式换热器就是这样一层一层叠加到设计的高度。
板翅式换热器通道的排列方式有多种,常用的有单叠排列、复叠排列和混叠排列,图3中(a)为单叠排列,(b)为复叠排列。
板翅式换热器组装完成后送到真空钎接炉中高温钎接,使得隔板、翅片、封条和导流片接触部分熔合在一起成为一个整体。
112 铝制板翅式换热器泄漏原因 由图1及图2可以看出,板式体是由翅片、隔板和封条组成的,并在真空钎接炉中经过高温钎接而成。
论多工位级进模模具结构偏载分析及优化设计
论多工位级进模模具结构偏载分析及优化设计摘要:随着高强板在汽车等行业内的广泛应用,对多工位级进模结构强度的要求也越来越高。
本文就对多工位级进模模具结构偏载分析及优化设计进行分析和了解。
关键词:工位级进模;模具结构;偏载分析一、模具结构分析现状因复杂冲压力作用致使大型多工位级进模工作时产生弹性变形,由此影响较高精度要求的冲压件产品质量。
模具连续工作会引起疲劳损伤,造成永久变形。
许多学者和高校对模具冲压成形工艺的影响因素进行了定量分析,如排样方式、模具圆角半径、拉延筋的布置等,这些因素直接与板料接触,影响板料在模具冲压时的流动情况,直接决定了冲压产品是否合格。
模具结构强度是影响冲压件质量稳定性的重要因素,模具结构强度直接决定了模具的使用寿命。
与凹凸模的材料相比,模具垫脚部分材料强度较低,大型复杂的多工位级进模冲压力较大,冲压时模具垫脚就会产生较大变形,影响产品冲压成形质量;当多工位级进模冲压力较小时,垫脚的变形量不足以影响产品的成形质量,而以传统经验设计的模具结构材料分布并不合理,造成局部材料堆积,模具总体质量增大。
目前对多工位级进模整体结构进行受力分析的研究工作也相对较少。
二、多工位级进冲压成形分析有限元技术在板材冲压成形领域得到了广泛的应用。
采用CAE技术进行冲压成形工艺仿真,可以准确预测冲压过程中金属板材的流动、应力应变的分布、厚度分布、可能出现的缺陷及失效形式。
CAE仿真可以优化冲压成形工艺参数,比如压料力的大小、拉延筋的设置和圆角大小等,对提高冲压件质量、缩短产品开发周期、降低制造成本具有重要的意义。
华南理工大学的夏琴香,魏光明等同志以某安装座结构件多工位级进模为研究对象,采用多工位多工序级进冲压方法,对13工位冲压全工序进行数值模拟仿真,并针对正反拉深工序产生的问题缺陷进行分析,修正了数值模拟的相关参数设置,将数值模拟结果与实际冲压件进行对比分析,验证了多工位多工序方法的可靠性。
与多工位多工序建模方法相比,单工位单工序建模相对简单,适用于结构特别复杂的冲压件。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
3.5开机前检查电源是否正常。打开总电源,再打开电源箱电源,使冲带机空转,同时给各润滑点加油,并检查设备各部位是否正常。
3.6关闭电源,装上手摇柄,将夹具定位面及刀具清洗后,检查被冲铝箔的规格应符合工艺卡要求,然后将铝箔通过润滑油再装上放料盘拉至刀口位置。
3.7随时检查润滑油,若发现不够应即时增加。润滑油为机油和煤油的混合物,机油:煤油=2:1
3.8用手摇柄摇动机器旋转,使翅片穿在收紧装置下,取下手摇柄,调节收紧装置螺母,打开启动电源开关工件开始加工,加工1米后停机检验零件加工尺寸,(峰高应视冷却管的尺寸作适当的调整)符合工艺卡所要求的尺寸后,方可正常生产。
作业指导书
翅片冲压成形
第1页共1页
1.适用范围和目的:
本文规定了BWJL-11波纹机(CXJ-68型成形机)进行冲压成形的操作规程。
本文适用于波纹机、成形机具体冲压成形操作。
2.职责和权限:
操作工有职责和权限确保本工序的质量和其它事项符合规定要求,并以适当方式提出本工序的改正意见。
3控制程序:
3.1工作环境:
批准
发布日期
2003-08-10
3.2.4如发现异响或其他情况应立即关机。
3.3安全生产:
3.3.1当机器工作时,身体不得靠近机器工作部位,以防意外事故发生。
3.3.2机器需调整时应关掉相应的动力,不得在机器还在工作时进行调整。
3.4产品质量:
3.4.1工作时,操作者应先对首批零件进行检验,产品零件合格后,才可进行批量生产。生产过程中应随时检查产品的质量,对峰高、峰距不合格、翅片左右高度不一致时,应及时进行调整,并认真做好X—R控制图。工作结束前,应对末批零件进行检验,并记在质量登记表上。
3.9用划刀(剪刀)把冲压成形的翅片切断至工艺卡要求峰数、长度尺寸。
3.10把加工好的翅片放入清洗箱/塑料箱内,然后把清洗箱/塑料箱放在指定位置,并做好产品标识或放入输送带上。
3.11工作结束后,清理工作台表面及刀具,并对机器各润滑点加油,整理好工具,先将工作台上电源切断,再切断总电源。
起草
发布编号3ຫໍສະໝຸດ 1.1保持工作场地和设备清洁。3.1.2材料和产品应在指定的处所摆放整齐并标上产品标识。
3.2设备保养:
3.2.1操作人员必须熟悉翅片冲压机的结构、性能、操作规程、保养规程及安全生产规程。
3.2.2开车前应检查设备各另部件是否紧固,手柄是否放在零位;润滑系统、电源是否正常。
3.2.3在使用翅片冲压机时,应经常注意对各部件运动时进行润滑。