电脑刺绣基础知识+绣花机械原理
2电脑绣花机控制系统整体结构

2 电脑绣花机控制系统整体结构本章首先简要介绍电脑绣花机原理、功能要求和整体结构;然后分析主控电路的组成,分析核心控制板嵌入式ARMPC/104工业控制计算机的特点,给出系统卫O端口地址的分配。
2.1电脑绣花机原理电脑绣花机的工作原理有点近似于数控机床,不过这里是将刺绣的花样先由打版师在PC机上通过打版软件生成花样文件,然后将花样文件存贮于软盘或其他介质。
电脑绣花机工作时,主控制器读取存贮于介质上的花样数据,按照一定的规则解码,进而控制各电机协调运动,绣出各种花样。
其中主轴电机通过传动机构带动主轴旋转,进而带动针杆,针杆带着线上下运动;而X、Y轴步进电机带动绣框在X、Y轴方向运动,绣品随绣框运动户从而刺绣出图案[20l。
刺绣时主轴电机转速在600。
/而n左右,主轴转动在某两个角度之间时,即在针离开布料到插入布料之间的时间内,X、Y轴步进电机才允许运动。
因此刺绣部分和移框运动部分是绣花机最为重要的两部分,它们各自独立又相互协调共同完成刺绣过程,如图 2.1所示。
当需要换色时,换色电机转动,通过传动机构带动针杆箱移动,将穿有其它颜色线的针换上,继续刺绣。
当刺绣完毕时,剪线电机带动剪刀将线剪断[2ll。
这是电脑绣花机刺绣功能的实现过程。
2.2 电脑绣花机控制系统功能要求根据电脑绣花机工作原理,可以总结出要实现完整的绣花功能,电脑绣花机控器需要控制以下对象:(1)主轴电机速度和位置控制;(2)X、Y轴步进电机速度和位置控制;(3)换色电机运动控制;(4)FO端口读写控制;(5)断线检测,电磁铁通断控制,行程开关控制,限位开关控制。
主要研究主轴电机速度与位置的控制、步进电机速度和位置的控制、换色电动、FO端口读写、限位开关、行程开关状态的读取(3)键盘键盘是人机交互中重要的输入设备之一,;用户通过键盘向系统发出控制命令。
在系统开发调试过程中采用PS/2标准键盘。
‘(4)主轴电机在主轴电机的选择上,目前市面上电脑刺绣机常采用变频电机、滑差电机和伺服电机,为了提高系统的性能,通常采用伺服电机〔231,本文选用sANYol.SKW伺服电机和RSIA仍AA伺服驱动器,伺服电机驱动器与电机构成闭环,形成一个伺服系统。
绣花机原理

绣花机机械和电器原理:先用刺绣CAD软件制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。
刺绣机机构原理

刺绣机机构原理目录绣花及绣花机原理定义及简介… … … … … … … … … … … … … 1--2缝纫机和绣花机比较… … … … … … … … … … … … … … … … … 3--10针杆机构原理分析… … … … … … … … … … … … … … … … … … 11--25挑线机构原理分析… … … … … … … … … … … … … … … … … … 26--36压脚机构原理分析… … … … … … … … … … … … … … … … … … 37--55旋梭机构原理分析… … … … … … … … … … … … … … … … … … 56--61绣框机构原理分析… … … … … … … … … … … … … … … … … … 62--71给线机构原理分析… … … … … … … … … … … … … … … … … … 72--75 综合机构原理分析… … … … … … … … … … … … … … … … … … 76--85何谓绣花机?绣花---是利用针和线以不同的针步,在布料上钩画出预设的图案。
何谓绣花?绣花机---是一种设备通过一系列的机械动作,以底线在布底把面线锁住,再配合框架根据花样预设数据移动,形成针迹,最后在以不同的针法布料上完成预设的图案。
先用打版专用软件制成版带,通过媒体把刺绣花样数据传输至绣花机上。
在过程控制下,机器电脑将花样坐标值换成电信号,通过电机控制框架移绣花机之工作原理经细分各机构的工作原理和作用后,我们可以把绣花机的整个工作原理结合如下:动,为框架实现进给运动。
同时利用电机带动接连在主轴上的机头运作,为挑线杆、针杆及压布脚提供上下往返动作,让针带领受张力器控制张力的面线穿过布料,与旋梭机构结合,完成锁线动作。
框架再次移动,完成下一个锁线动作,形成一个由版带控制长度和方向的针迹,通过不断重复上述动作,完成一个又一个的美丽刺绣图案。
电脑刺绣基础知识+绣花机械原理
刺绣俗称“绣花”,是在已经加工好的织物上,以针引线,按照设计要求进行穿刺,通过运针将绣线组织成各种图案和色彩的一种技艺。
彩绣泛指以各种彩色绣线统制花纹图案的刺绣技艺,具有绣面平服、针法丰富、线迹精细、色彩鲜明的特点,在服装饰品中多有应用。
彩绣的色彩变化也十分丰富,它以线代笔,通过多种彩色绣线的重叠、并置、交错产生华而不俗的色彩效果。
尤其以套针针法来表现图案色彩的细微变化最有特色,色彩深浅融汇,具有国画的渲染效果。
包梗绣主要特点是先用较粗的线打底或用棉花垫底,使花纹隆起,然后再用绣线绣没,一般采用平绣针法。
包梗绣花纹秀丽雅致,富有立体感,装饰性强,又称高绣,在苏绣中则称凸绣。
包梗绣适宜于绣制块面较小的花纹与狭瓣花卉,如菊花、梅花等,一般用单色线绣制。
雕绣又称楼空绣,是一种有一定难度、效果十分别致的绣法。
它的最大特点是在绣制过程中,按花纹需要修剪出孔洞,并在剪出的孔洞里以不同方法绣出多种图案组合,使绣面上既有洒脱大方的实地花,又有玲戏美观的楼空花,虚实相衬,富有情趣。
绣品高雅、精致。
贴布绣也称补花绣,是一种将其他布料剪贴绣缝在服饰上的刺绣形式。
中国苏绣中的贴续绣也属这一类。
其绣法是将贴花布按图案要求剪好,贴在绣面上,也可在贴花布与绣面之间衬垫棉花等物,使图案隆起而有立体感。
贴好后,再用各种针法锁边。
贴布绣绣法简单,图案以块面为主,风格别致大方。
钉线绣又称盘梗绣或贴线绣,是把各种丝带、线绳按一定图案钉绣在服装或纺织品上的一种刺绣方法。
常用的钉线方法有明钉和暗钉两种,前者针迹暴露在线梗上,后者则隐藏于线梗中。
钉线绣绣法简单,历史悠久,其装饰风格典雅大方,近年来在和服中应用较多。
珠片绣,也称珠绣,它是以空心珠子、珠管、人造宝石、闪光珠片等为材料,绣缀于服饰上,以产生珠光宝气、耀眼夺目的效果,一般应用于舞台表演服上,以增添服装的美感和吸引力,同时也广泛用于鞋面、提包、首饰盒等上面。
十字绣也称十字桃花,是一种在民间广泛流传的传统刺绣方法。
电脑绣花机工作原理
电脑绣花机工作原理
嘿,朋友们!今天咱们来聊聊电脑绣花机的工作原理。
想象一下,电脑绣花机就像是一个超级有耐心的小裁缝,而且还是个速度超快的高手!
它的工作呢,首先得有个设计图,就像我们要做一件漂亮衣服得先有个设计稿一样。
这个设计图会被输入到电脑绣花机的“大脑”里,也就是它的控制系统。
然后呀,电脑绣花机就开始行动啦!它的针头就像个小巧灵活的舞者,在布料上欢快地跳动着。
它根据设计图的指示,精确地把线绣到布料上,一针一线,可认真啦!
这里面的线呢,就像是它的颜料,不同颜色的线能绣出各种美丽的图案和花纹。
而绣花机的各种机械部件就像是它的手脚,配合得超级默契,让整个绣花过程顺畅无比。
你看,电脑绣花机就是这么神奇,能把我们想象中的图案变成实实在在的精美绣花。
下次你再看到那些漂亮的绣花制品,就知道这背后是电脑绣花机这个小能手在大显身手啦!是不是很有趣呀?。
看完这篇介绍,你就是电脑绣花高手了!

看完这篇介绍,你就是电脑绣花高手了!绣花机绣花机是近代科技进步的産物,可替代多数人工绣花,具有质量稳定,效率高,成本低,可批量生産等优点。
绣花机主要功能性能决定于:头数、头距、针数、绣框X、Y方向的最大行程、电控系统、厂家品牌等。
头数即爲刺绣时同时工作的机头数量,它决定了绣花机的效率;头距即爲相邻两个机头的间距,它决定了绣花机刺绣的单个绣品或循环的大小及成本;针数即绣花机每个头所装单针的数量,它决定了绣花机绣作时最大的换色数,绣品的顔色多少;绣框X、Y方向的最大行程,它决定了绣花机绣出的绣品的大小;电控系统,目前国内绣花机的电控操作系统主要有大豪电控、益达电控、富怡电控、山龙电控等。
不同的厂家品牌对应不同品质、服务、专业的绣花机器。
分类1.平绣平绣是绣花中应用最为广泛的刺绣,只要是可以绣花的物料便可做平绣刺绣。
2.立体绣立体绣(3D)是利用绣花线把EVA胶包在里面而形成的立体图案,普通平绣上便可生产。
(EVA胶有不同厚度,硬度及颜色)。
3.中空立体绣中空立体绣可使用普通的平绣上生产,是利用发泡胶类似立体绣的方法刺绣,刺绣完毕后用干洗机洗去发泡胶而形成中间空心。
(发泡胶表面平滑,通常厚度有1~5mm)4.贴布绣贴布绣是利用贴布代替针迹而节省绣花线令图案更生动,普通的平绣机便可生产。
5.粗线绣粗线绣是使用较粗(如603)的缝纫线作为绣线,配合大孔针或大号针,粗线旋梭以及3mm针板来完成刺绣,普通的平绣机便可生产。
6.雕孔绣雕孔绣可于普通的平绣机上生产,但需安装雕孔绣装置(目前只能安装于第 1针杆)。
是利用雕孔刀把布料雕穿,然后用绣花线包边而中间形成孔状。
7.扁金线绣扁金线可使用于普通的平绣机上生产,由于扁金线是扁形的绣线所以而需加装扁金线装置(可安装于任何一支针杆)。
8.珠片绣指定形状大小相同的珠片串连成一条绳状物料,然后在已经加上珠片绣装置的平绣机上进行刺绣。
注:需配珠片绣装置珠片绣装置可安装在指定的机型机头的第一针或最后一针,继而进行新颖的珠片绣.。
电脑绣花制版的认识

电脑绣花制版的认识——什么是绣花制版————绣花制版的说法——绣花制版也叫绣花打版、绣花打带。
——绣花制版的种类——由于电脑绣花服务于多种行业,生产的产品繁多,绣花制版也有种类区分,一般有:平绣、裁片、网布绣、珠片绣(亮片绣)、贴布绣、水溶、连条绣、绳绣等。
——绣花制版培训的方式——1、实体培训:早期的绣花制版培训,一般是实体式的培训,即由制版机构开设培训班,让学员报名进入培训。
此方式有不足之处:一些学员路程遥远不方便、学费比较高昂、很多也只是培训普通的平绣。
2、远程培训:随着时代的发展、电脑网络的普及、电子商务的兴起。
出现了一种培训模式:远程培训。
此方式方便、高质量、低学费。
一般由远程培训机构提供视频教程,坐在家里即可轻松学习绣花制版,自由把握学习时间,有不懂之处也可在线咨询。
首创此方法,且教学质量较好的是乃渠绣花网。
此方式确实也能学成制版高手,越来越受到绣花爱好者的欢迎。
电脑绣花,就是用电脑绣花机在布料等材料上进行刺绣。
比如用来刺绣衣服上的标志、艺术花;一些人工绣花无可代替的绣花都可以从绣花机上刺绣出来,比如adidas、NIKE 之类的品牌标志,都是电脑绣花刺绣衣服上的,印花的也有,不过印花的容易在洗涤后掉油墨!而绣花就不会,这就电脑绣花的优势。
由于在没电脑以前,绣花都是看图进行手工刺绣,自从有电脑后而且与绣花机械结合,又有软件工程师、机械工程、高级制版师联手,将占绝大多数的重复性绣花在电脑中完成,解决大量生产的问题与降低成本。
电脑绣花的过程是:将样品扫描到电脑里--使用制版软件装入图片--进行制版--输出绣花文件格式到磁盘--从磁盘录入电脑绣花机--机器开始刺绣--刺绣完成后检验绣花成品质量--交给绣花客户。
电脑绣花本身已经成为艺术和技术和科技的结合后的产物.因此,我们可以归结性的说:电脑绣花是现代速度科技!手工绣花是传统针线艺术!。
机器刺绣知识点总结大全
机器刺绣知识点总结大全机器刺绣是一种传统手工艺刺绣的现代化发展形式,通过机器的辅助可以更快、更精确地完成复杂的刺绣图案。
机器刺绣广泛应用于服装、家居用品、工艺品等领域,成为了现代化生产中不可或缺的工具。
本篇文章将系统地总结机器刺绣的相关知识点,以供同行参考。
一、机器刺绣的分类1. 根据使用场景的不同,机器刺绣可以分为家用刺绣机和工业刺绣机两大类。
家用刺绣机主要用于家庭刺绣、DIY刺绣等小规模使用,机器体积较小,可以放在家中使用,操作简单、方便。
工业刺绣机则主要用于大规模生产,主要用于纺织品、服装等行业。
这类机器通常体积较大,工作速度快、精度高。
2. 根据操作方式的不同,机器刺绣可以分为平面刺绣机和立体刺绣机两大类。
平面刺绣机主要用于刺绣平面图案,适用于服装上的花边、图案等,操作简单。
立体刺绣机则可以完成各种复杂的立体刺绣,如球体刺绣、立体立体花刺绣等,操作相对复杂。
3. 根据使用的数据格式不同,机器刺绣可以分为直驱刺绣机和普通刺绣机两大类。
直驱刺绣机是指可以直接使用矢量图等数据进行刺绣的机器,需要专门的软件进行设计;普通刺绣机则是一般的刺绣机,可以通过预先设计好的刺绣图案进行操作。
二、机器刺绣的原理机器刺绣的原理是利用电脑控制机器在织物上进行刺绣,主要包括以下几个步骤:1. 设计图案。
首先在电脑上设计好刺绣图案,可以根据需要进行缩放、调整。
2. 将设计好的图案导入到刺绣机。
将设计好的图案通过USB或者其他方式传输到刺绣机上,准备开始刺绣。
3. 调整机器参数。
根据刺绣图案的大小、布料的厚薄等因素,需要调整机器的速度、针头的密度、线线线的张力等参数。
4. 开始刺绣。
将布料夹在刺绣机的夹紧装置中,然后启动刺绣机,机器会根据设计好的图案在布料上进行刺绣。
5. 完成刺绣。
当刺绣完成后,取出布料,修剪线头,即可完成整个刺绣过程。
三、机器刺绣的主要零部件机器刺绣主要由以下几个部件组成:1. 控制系统。
控制系统是整个机器刺绣的大脑,由电脑控制,可以根据预设的程序完成刺绣的各个步骤。
电脑绣花机构成和工作原理介绍
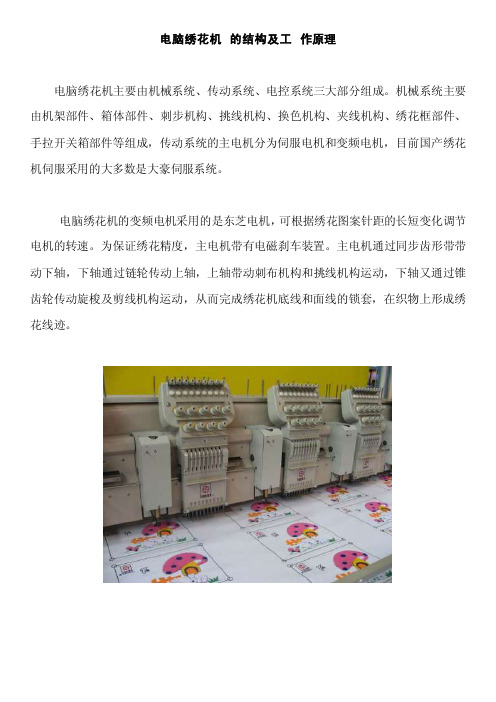
电脑绣花机的结构及工作原理电脑绣花机主要由机械系统、传动系统、电控系统三大部分组成。
机械系统主要由机架部件、箱体部件、刺步机构、挑线机构、换色机构、夹线机构、绣花框部件、手拉开关箱部件等组成,传动系统的主电机分为伺服电机和变频电机,目前国产绣花机伺服采用的大多数是大豪伺服系统。
电脑绣花机的变频电机采用的是东芝电机,可根据绣花图案针距的长短变化调节电机的转速。
为保证绣花精度,主电机带有电磁刹车装置。
主电机通过同步齿形带带动下轴,下轴通过链轮传动上轴,上轴带动刺布机构和挑线机构运动,下轴又通过锥齿轮传动旋梭及剪线机构运动,从而完成绣花机底线和面线的锁套,在织物上形成绣花线迹。
绣花机的具体工作原理先用刺绣CA D制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。
电脑刺绣机工作原理

电脑刺绣机工作原理
电脑刺绣机工作原理是通过电脑控制一组电磁阀和步进电机的动作来实现。
首先,电脑上的设计软件将图案转化为刺绣机能识别的代码。
然后,电脑将代码发送给刺绣机控制系统。
控制系统根据代码指令,控制电磁阀开关和步进电机移动。
在刺绣过程中,刺绣机上的刺绣头装有多个刺绣针。
刺绣机的工作平台上放置了织物和刺绣框架。
刺绣头将刺绣针穿过织物和刺绣框架的空隙中,完成刺绣。
具体工作原理是,电磁阀控制刺绣针的下压和上抬。
刺绣针在下压时穿过织物和刺绣框架,上涨时从织物和刺绣框架中抬起,完成一个刺绣周期。
步进电机控制刺绣头在X轴和Y轴上的
移动,使刺绣针按照代码制定的路径完成刺绣。
刺绣机上的传感器监测织物的位置和刺绣针的状态,以便及时调整刺绣的位置和防止刺绣针的折断等异常情况。
总的来说,电脑刺绣机通过电脑控制、电磁阀和步进电机的操作,实现图案的刺绣。
刺绣机器勾线原理

我们把刺绣过程分成几个步骤:1.进针.缝针下降穿刺不料叫做进针.针尖刺入并且挤开缝料的针织线圈,会受到缝料的摩擦力.这个力可以分解成平行于针的一个力G和垂直于针的一个力Q.力Q把料子挤入针板孔,使机针穿刺.如果针孔有毛刺.织物会被刮断,造成针洞.如果针孔太大,缝料下垂,线圈就难形成,造成跳针或者断线.那么为了减少这个力,必须减小针尖角.它和针杆的直径成正比,和针尖的长度成反比.针杆的直径是一定的,只好加大长度.但是会影响针尖的使用寿命,也不利于机器的高速.这就有了双尖角针.但这种针并不常见,也不易加工,一般被圆头针所代替.所以在刺绣针织料的时候是最难做的.先要用尽可能小的针,如用9号的DBK5.还要是用圆头的型号.针板孔要小点,上面已做过介绍.但是也不能太小了;会轧断织物的纤维,一般是阵直径的1.5----2倍.另外压脚的压力不能太大,使纱线与针板以及压脚底部之间的摩擦增大,纱线之间的互相转移发生困难,会弄断纱线造成针洞.TAJIMA115度时候穿刺不料.2.入线入线即是针下降到下死点的过程.入线的长度不是形成线迹所需要的长度,而形成一个线迹所需要的长度是大概是入线长度的六分之1.(如果是阔的包针就小,小针迹的话就要大于6次了,所以小的针迹容易断线的一个原因.)这就说明每一段针迹用线要穿刺绣料6次左右,就影响了线的强度.所以用涤丝线要优于普通120D的绣花线,断线率应该要小一些.为了减少摩擦次数,旋梭要尽量靠近针板.有人曾把田岛的大旋梭改成小旋梭,其他的原理不说,光从上面的介绍就可以知道它的断线率会增加.绣线在针孔上方形成180度的夹角,要求针孔上缘要光滑而且要有圆弧.国产的就比较毛影响刺绣.TAJIMA172度完成,(178左右高速机器)挑线杆下降25MM,下次再写了,有什么不到之处多提意见.我的QQ6916239403.线弧的形成与勾线。
机针由下死点上升,在浅针槽侧形成线圈,梭尖穿入。
针回升时候。
电脑绣花设计知识点总结

电脑绣花设计知识点总结本文将对电脑绣花设计的知识点进行详细总结,包括电脑绣花设计的原理、技术要点、流程及应用,并从理论和实践两个方面对电脑绣花设计进行分析和论述,旨在帮助读者深入了解电脑绣花设计的相关知识,并对其应用进行合理的把握和运用。
一、电脑绣花设计的原理1. 电脑绣花设计与传统绣花设计的区别传统绣花设计是手工绣花技艺,由于其操作流程繁琐且受到技术水平的限制,使得传统绣花设计的产出率较低、成本较高。
而电脑绣花设计则是在计算机的辅助下进行设计和控制,具有高效、精准、灵活的特点,能够大大提高绣花设计的效率和质量。
2. 电脑绣花设计的基本原理电脑绣花设计是通过将设计图案输入电脑,再通过专门的绣花软件进行编辑和调整,生成与绣花机匹配的绣花代码,并将其传输到绣花机上,由绣花机进行实际的绣花操作。
在此过程中,需要充分考虑设计图案的复杂度、绣花线条的粗细、颜色搭配等因素,以确保最终的绣花效果符合设计要求。
二、电脑绣花设计的技术要点1. 设计软件的选择在进行电脑绣花设计时,需要选择适合自己需求的绣花软件。
目前市面上有许多专业的绣花设计软件,如Wilcom、JD、Tajima等,它们都具有自己独特的功能和特点。
设计师需要根据自己的实际需求和技术水平,选择适合自己的设计软件,以提高工作效率。
2. 图案的设计与编辑电脑绣花设计的第一步是进行图案的设计和编辑,设计师需要根据客户的要求和绣花面料的特性进行图案的设计,包括图案的大小、线条的粗细、颜色的搭配等。
此外,设计师还需要对设计图案进行编辑和调整,以确保最终的绣花效果符合设计要求。
3. 绣花代码的生成设计师在完成图案的设计和编辑后,需要将设计图案转化为与绣花机匹配的绣花代码。
这一步需要借助绣花软件将设计图案进行编码,并生成相应的绣花代码。
在进行代码生成时,需要考虑图案的复杂度、线条的粗细、颜色的搭配等因素,以确保最终的绣花效果符合设计要求。
4. 绣花机的控制一旦生成绣花代码,设计师需要通过计算机将其传输到绣花机上,并通过控制绣花机进行实际的绣花操作。
电脑绣花机构成和工作原理介绍
电脑绣花机构成和工作原理介绍电脑绣花机的构成主要包括绣花主机、计算机控制系统、操作面板和绣花辅助装置。
绣花主机是绣花机的核心部分,包括绣花床、绣花夹具和刺绣针。
计算机控制系统是电脑绣花机的核心,主要包括计算机主机、控制卡和软件。
操作面板上设有一些按键和显示屏,用于操作和显示绣花相关信息。
绣花辅助装置包括线架、线头切割器和线头收纳器等,用于辅助绣花。
1.设计图案:使用特定的绣花软件进行图案设计,可以根据需要选择花样、线头颜色等。
2.传输图案:将设计好的图案通过计算机控制系统传输给绣花主机。
3.准备绣花:准备好需要绣花的织物,并将其固定在绣花床上。
4.调整细节:在绣花主机上调整刺绣针的位置,使其准确地落在稍微挑起的织物上。
5.开始绣花:按下操作面板上的开始按钮,绣花主机开始根据图案进行绣花。
6.完成绣花:当绣花完成后,绣花主机会停止工作,可以将绣花品从绣花床上取下。
电脑绣花机的工作原理主要依托于计算机控制系统。
计算机主机通过控制卡将图案信息传输给绣花主机,控制绣花主机的运行。
计算机控制系统使用预先设计好的绣花软件,将图案信息转换成相应的指令,通过控制卡传输给绣花主机。
绣花主机根据接收到的指令,控制刺绣针的运动轨迹,从而实现绣花操作。
电脑绣花机相比传统的手工绣花方式具有许多优势。
首先,电脑绣花机能够实现复杂的图案和细致的花样,提高了绣花的精度和质量。
其次,电脑绣花机工作效率高,一台设备可以同时进行多个绣花操作,节约了时间和人力成本。
另外,电脑绣花机操作简便,只需通过软件设计好图案,按下操作按钮即可完成绣花操作。
以上是关于电脑绣花机的构成和工作原理的介绍。
随着科技的不断发展,电脑绣花机在绣花领域的应用越来越广泛,为绣花工艺的发展带来了诸多便利。
兄弟电脑绣花机工作原理

兄弟电脑绣花机工作原理
电脑绣花机是一种利用计算机技术和机械装置实现自动绣花的工业设备。
它的工作原理是通过计算机控制系统控制绣花机的动力系统,使其按照预定花型、花色和刺绣参数进行自动刺绣。
电脑绣花机主要由控制系统、传动系统和刺绣系统三部分组成。
控制系统包括电脑控制、软件和输入设备,传动系统负责传递动力和实现运动轨迹,刺绣系统则负责刺绣机头的动作。
在工作时,首先需要使用设计软件绘制出要刺绣的花型和花色,然后将设计文件输入电脑绣花机的控制系统中。
控制系统会将设计文件转化为绣花机可以识别的指令,然后将其传递给传动系统。
传动系统接收到指令后,会根据指令控制绣花机的动力装置运动,实现绣花机头的四向运动,并且根据指令固定刺绣材料。
然后,通过传动系统带动刺绣针进行刺绣,根据设计文件上的花型和花色进行刺绣。
刺绣针在刺绣过程中会上下移动,并在刺绣材料上形成线条、图案和花色。
电脑绣花机的针脚可以进行多种多样的运动轨迹和编织方式,以实现各种不同的绣花效果。
整个刺绣的过程由电脑控制,因此绣花机可以根据设计文件进行自动刺绣,不需要人为干预。
当完成一个刺绣任务后,系统会自动停止,并且可以根据需要更换绣花材料继续进行刺绣。
电脑绣花机的工作原理实质上是将计算机技术和机械装置结合起来,实现自动化的绣花过程。
它能够快速、准确地完成各种复杂的绣花任务,大大提高了绣花工艺的效率和质量。
总的来说,电脑绣花机的工作原理是通过计算机控制系统控制绣花机的动力系统和运动轨迹,使其按照设计文件进行自动刺绣。
这种工作原理的应用,不仅提高了绣花的制作效率和准确性,还可以实现各种绣花效果的创新和多样化。
电脑绣花设计知识点总结

电脑绣花设计知识点总结绣花艺术源远流长,在电脑技术的发展和应用下,传统的手工绣花已经逐渐被电脑绣花技术所取代。
电脑绣花设计具有高效、精确、多样化的特点,成为现代纺织工艺的一大亮点。
本文将总结电脑绣花设计的关键知识点,以帮助读者更好地了解和掌握这一领域。
一、电脑绣花设计的基本原理电脑绣花设计基于计算机软件和机械设备的配合,实现对绣花图案的设计、编辑和生产。
其基本原理包括图案设计、颜色搭配、线迹编程等方面。
在电脑绣花设计中,图案的选取和设计是非常重要的一环,优秀的设计师需要具备良好的艺术素养和创新意识。
此外,颜色搭配也是影响绣花效果的重要因素,设计师需要根据不同的绣花需求,合理选择色彩搭配方案。
线迹编程则是将设计好的图案转化为机器能够理解和执行的指令,需要设计师熟练掌握相关的软件和编程技能。
二、电脑绣花设计软件的选择目前市场上有许多种电脑绣花设计软件,如Wilcom、Tajima、ZSK 等。
设计师需要根据自己的需求和经验选择适合自己的软件。
这些软件功能强大,有着丰富的绣花图案和字体库,支持多种图像格式的导入和处理,同时也提供了丰富的编辑工具和效果设置选项,帮助设计师实现各种复杂的绣花效果。
三、图案编辑与处理技巧在电脑绣花设计中,设计师需要对图案进行精确的编辑和处理。
比如,对于文字图案,可以通过软件提供的文字编辑工具进行字型、字号、字间距的调整,以及文字特效的添加。
对于图像图案,可以使用软件提供的轮廓工具和填色工具,对图像进行描边、填充和渐变等处理,以达到更好的绣花效果。
此外,还可以通过调整线迹的密度、长度和颜色等参数,来控制绣花的质感和层次感。
四、绣花材料与工艺电脑绣花所使用的绣花材料和工艺与传统手工绣花有所区别。
在电脑绣花中,常用的绣花线材有毛线、亚克力线、金属线等,设计师需要根据绣花图案的风格和效果选择适当的线材。
此外,电脑绣花还需要用到补片、烫片等辅助材料,以增加绣花图案的立体感和丰满度。
绣花工艺方面,电脑绣花通常采用多针多头的绣花机进行自动绣花,设计师需要了解不同绣花机的特点和操作方法,合理安排绣花工序和设定绣花参数。
电脑绣花制版基本知识
1、花样编辑器和花样浏览器:花样编辑器是电脑绣花制版的主程序,它可以设计、编辑和修改花型,并将已设计好的花型输入到绣花磁盘上,在桌面上的图标花样浏览器编辑器的一个辅助程序,在桌面上的图标它专用于管理和查看已设计好的花形,并可进行一些简单的辅助性操作,如格式化磁盘、删除、复制花样、将花样文件转换到绣花磁盘上等;花样浏览器不能浏览非本系列花样设计程序所设计的花型,而对于同系列花样设计程序的花样,低版本浏览器不能浏览高版本设计花样,而高版本向下兼容;要打开浏览器,常必须先打开花样编辑器;同样低版本花样编辑器不能打开高版本所编辑的花样文件,高版本编辑器能打开低版本编辑的花样文件;这里要注意,花样文件由田岛制版软件生成的EMB格式文件,对于DST或DSB等电脑绣花机可读入的文件,各种版本的编辑器都可打开。
2、花样文件格式和绣花磁盘文件格式通常情况下,不论是什么制版软件,它所设计出来的花型都是以一种电脑绣花机不能直接读出的文件格式保存下来的,然后再转换成电脑绣花能读出的格式。
例如:DOS版本的田岛软件所生成的花型设计文件格式为*.ESD,Windows版本的田岛软件所成的花样文件格式为*.EMB,DOS版本的天木软件所生成的花样文件格式为*.ndp等;这些格式的文件电脑绣花机都不能直接使用,必须转换成*.DST(田岛绣花机三进制格式)或*.DSB(百灵达二进制格式),电脑绣花机才能读进内存进行绣花。
为什么制版软件所生成的花型设计文件与绣花机能读进的文件不一样呢?这是因花样设计文件所产生的花样不会走样变形,而转换成*.DST或*.DSB格式的文件时不管用什么好软件,或多或少都有变形或走样的情况(这是由于在转换过程中花样文件中所设计的尺寸必须按数控电机的精度进行必要舍取处理,同时还受到软件的抗干扰性能等因素的影响)。
由此可见,在改版时,最理想的方法还是使用原设计花样文件EMB文件来改版;如果使用DST或DSB文件来修改,则会使花型产生两次变型,这对于精细花型来说尤其重要。
刺绣机培训教材

第一章概述1.1、刺绣机的概念对于缝纫机来说,操作者必须控制和掌握布料的送进,方可缝出所需要的直线线迹。
对于一般的手绣机来说,操作者除控制布料的进给方向速度之外,还必须控制针幅的大小,如图一,这样布料上最后留下的针迹就是绣好的花样。
电脑刺绣机是电脑根据既定程序(由打版软件产生的花样数据)自动控制缝纫运动和进给运动配合完成绣花动作的机器。
缝纫运动由电脑控制主轴系统驱动机头和旋梭完成;进给运动由电脑控制X向和Y向步进电机,驱动绣框运动完成。
所有这些运动及其他附属运动(如勾线、扣线、剪线、跳跃、换色等)通过编码器检测主轴的位置传输给电脑由电脑来自动协调。
1.2、电脑刺绣机的基本动作缝纫运动:电脑刺绣机的刺绣运动与缝纫机不太一样,采用针杆往复运动一次,旋梭转两周的运动形式,依靠挑线杆、针杆和旋梭的组合运动来完成缝纫动作。
具体的说就是:电机通过皮带将运动降速传递给下轴,下轴通过一对伞齿轮以1:2的速比传递给旋梭轴带动旋梭运动;同时下轴通过链条或同步带以1:1的比例将运动传递给上轴,上轴通过凸轮等机构将运动传递给挑线杆;上轴同时通过偏心轮和一套连杆机构将运动传递给针杆。
所以说,整个缝纫动作完全是有机械结构来保证的。
为完成这些运动,天鸟系列电脑刺绣机参与的部件有01、02、04、06、07部件进给运动:缝纫运动只能完成穿针引线的工作,要完成整个刺绣运动,还要有进给运动,进给运动是一个平面运动,由X、Y步进电机带动绣框运动来完成。
进给运动不能孤立于缝纫运动之外独自运动,必须与缝纫运动紧密配合才能完成刺绣工作。
它们之间的协调是由光电编码器来完成的,编码器装在下轴的末端,与下轴同时同速运动。
按1000脉冲/周向电脑发送位置脉冲,我们叫它连续脉冲,每一周有一个同步脉冲信号,其后沿做为电脑每周记数的起点,前沿做为刹车参照点。
换色运动:对于多针机来说,换色运动是必不可少的,同一时刻只能同一针位的针杆工作,为了刺绣出多姿多彩的绣品图案,刺绣中往往需要更换不同颜色的绣线,一般情况下是一个头的一根针对应一种颜色,对于一个头来说,驱动装置是固定的只有一套,要想刺绣不同颜色,只能更换针的位置来完成.这个更换过程产生的运动就是换色运动。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
刺绣
俗称“绣花”,是在已经加工好的织物上,以针引线,按照设计要求进行穿刺,通过运针将绣线组织成各种图案和色彩的一种技艺。
彩绣
泛指以各种彩色绣线统制花纹图案的刺绣技艺,具有绣面平服、针法丰富、线迹精细、色彩鲜明的特点,在服装饰品中多有应用。
彩绣的色彩变化也十分丰富,它以线代笔,通过多种彩色绣线的重叠、并置、交错产生华而不俗的色彩效果。
尤其以套针针法来表现图案色彩的细微变化最有特色,色彩深浅融汇,具有国画的渲染效果。
包梗绣
主要特点是先用较粗的线打底或用棉花垫底,使花纹隆起,然后再用绣线绣没,一般采用平绣针法。
包梗绣花纹秀丽雅致,富有立体感,装饰性强,又称高绣,在苏绣中则称凸绣。
包梗绣适宜于绣制块面较小的花纹与狭瓣花卉,如菊花、梅花等,一般用单色线绣制。
雕绣
又称楼空绣,是一种有一定难度、效果十分别致的绣法。
它的最大特点是在绣制过程中,按花纹需要修剪出孔洞,并在剪出的孔洞里以不同方法绣出多种图案组合,使绣面上既有洒脱大方的实地花,又有玲戏美观的楼空花,虚实相衬,富有情趣。
绣品高雅、精致。
贴布绣
也称补花绣,是一种将其他布料剪贴绣缝在服饰上的刺绣形式。
中国苏绣中的贴续绣也属这一类。
其绣法是将贴花布按图案要求剪好,贴在绣面上,也可在贴花布与绣面之间衬垫棉花等物,使图案隆起而有立体感。
贴好后,再用各种针法锁边。
贴布绣绣法简单,图案以块面为主,风格别致大方。
钉线绣
又称盘梗绣或贴线绣,是把各种丝带、线绳按一定图案钉绣在服装或纺织品上的一种刺绣方法。
常用的钉线方法有明钉和暗钉两种,前者针迹暴露在线梗上,后者则隐藏于线梗中。
钉线绣绣法简单,历史悠久,其装饰风格典雅大方,近年来在和服中应用较多。
珠片绣,也称珠绣,它是以空心珠子、珠管、人造宝石、闪光珠片等为材料,绣缀于服饰上,以产生珠光宝气、耀眼夺目的效果,一般应用于舞台表演服上,以增添服装的美感和吸引力,同时也广泛用于鞋面、提包、首饰盒等上面。
十字绣
也称十字桃花,是一种在民间广泛流传的传统刺绣方法。
其针法十分简单,即按照布料的经纬定向,将同等大小的斜十字形线迹排列成设计要求的图案。
由于其针法特点,十字绣
的纹样一般造型简练,结构严谨,常呈对称式布局的图案风格。
也有写实风格的纹样,题材多为自然花草。
十字绣具有浓郁的民间装饰风格。
绚带绣
也称扁带绣,是以丝带为绣线直接在织物上进行刺绣。
绚带绣光泽柔美、色彩丰富、花纹醒目而有立体感,是一种新颖别致的和服装饰形式。
抽纱绣,是刺绣中很有特色的一个类别,其绣法是,根据设计图案的部位,先在织物上抽去一定数量的经纱和纬纱,然后利用布面上留下的布丝,用绣线进行有规律的编绕扎结,编出透孔的纱眼,组合成各种图案纹样。
用抽纱绣绣面具有独特的网眼效果,秀丽纤巧,玲班剔透,装饰性很强。
由于透制有一定难度,抽纱绣图案大多为简单的几何线条与块面,在一幅绣品中作精致细巧的点缀。
戳纱绣
又称纳锦,是传统刺绣形式之一。
它是在方格纱的底料上严格按格数眼进行刺绣的。
戳纱绣不仅图案美丽,而且随着线条横、直、斜的不同排列作丰富的变化,但花纹间的空眼必须对齐。
绣花机机械和电器原理
先用刺绣CAD软件制版,生成样版后,将载有刺绣程序及花样的盘片先后分别放入电脑磁盘驱动器中,在程序控制下,电脑将花样坐标值换成与绷框X、Y方向位移量量相当之电信号,送到X、Y、Z单片机系统进行电机升降速处理后,输出三相六拍号,线电机的功放箱进行功率放大,红色支X、Y步进电机,带动绷框完成X、Y间的进给运动;同时驱动Z步进电机,带动机针作上下运动,从而使刺绣连续地进行下去。
Z步进电机通过同步齿形带等驱动机头传动机构旋转,机头的特定机构使引线机构和机针带头着面线作出、下运动,穿刺面料;钩线机构中的旋梭旋转,使面线绕过藏有底线梭壳;挑线机构运动,输送面线,收紧线迹,准备下一个线迹的面线线段。
X、Y步进电机通过同步齿形带等机构带动绸框和面料作平面运动。
将面料上每个待绣线迹点送往机针刺绣,机针上下运动的速度与绷框移动的方向、移动量以及移动速度的协调配合运动,使面线和底线绞合,在面料上作出双线锁式线迹。
当刺绣连续地进行下去,完成花样的电脑刺绣。