风力机叶轮设计
风力发电机组的叶轮设计优化与性能分析

风力发电机组的叶轮设计优化与性能分析1. 引言风力发电作为一种可再生能源的重要形式,被广泛应用于电力供应系统。
叶轮作为风力发电机组中的核心部件,直接影响着发电机组的性能和效率。
本文旨在通过对风力发电机组叶轮的设计优化与性能分析,提出一种能够提高发电效率的叶轮设计方案。
2. 风力发电机组的工作原理风力发电机组利用风能将风动能转化为机械能,然后通过发电机将机械能转化为电能。
叶轮作为风力发电机组中的核心部件,承担着捕捉和利用风能的重要任务。
叶轮优化设计的目标是最大化风能的转化效率,提高发电机组的发电量。
3. 叶轮设计优化3.1 叶片数目和形状设计叶片数目和形状直接影响着风力发电机组的功率转化性能。
一般而言,叶片数目越多,转化效率越高。
然而,叶片数目过多会增加制造成本并增加风力发电机组的重量。
因此,需要综合考虑叶片数目和形状的设计,找到一个平衡点。
3.2 叶片长度和宽度设计叶片长度和宽度的设计也是叶轮设计中的重要因素。
叶片长度越长,捕捉风能的面积越大,风力发电机组的转化效率越高。
然而,过长的叶片会增加风力发电机组的叶轮重量,并对叶轮结构造成一定的负荷。
因此,需要对叶片长度和宽度进行优化设计。
3.3 叶片材料选择叶轮受到来自空气流动的巨大压力和弯曲力的影响,因此在叶片材料的选择上需要考虑其强度、轻量化和耐腐蚀性。
目前常用的叶片材料有玻璃纤维增强塑料(GFRP)和碳纤维增强塑料(CFRP)等。
在叶片材料的选择中,需要综合考虑材料的力学性能和经济性,以实现叶轮结构的优化设计。
4. 叶轮性能分析4.1 基于流体动力学的模拟分析通过建立风力发电机组的叶轮流体动力学模型,可以对叶轮的流场分布和压力分布进行模拟分析,了解叶轮在风力作用下的性能表现。
这可以为叶轮的优化设计提供有力的依据。
4.2 发电机组的发电量模拟叶轮是风力发电机组中能量转化的关键部件,其性能的优化直接影响发电机组的发电效率。
通过基于叶轮性能和风能资源的数据,可以进行发电量的模拟计算,评估叶轮优化设计的效果。
600kW变桨距风力机叶轮优化设计及数值计算

叶轮实度为 : 普朗特 叶尖损失 因子为
F= 2
 ̄
1 . 型的确 定 . 2翼 1
在 翼型 的选 择上 ,本 文设计 的叶片各 截面采用 同一类翼
型——F A系列翼 型。 F
ac 。 ( R rc s 一 B - r
-
) 1
订
c= li ,C o Ic n 一 s4 C= to6 Cs 6 .C cs + a n i
一
11 风 轮 直径的 确定 .1 .
: 一 一
D/ = 、
式 中: 功率 系数 , 一 一般墩 04 — .5 .3 0 ; 4
lb 4 s 6 o ̄ + Fi cs n b 其中 :
力一传动系统效率 , 。 一般取 0 2 .; 9
钾 发 电机效率 , 厂一 一般取 09 。 . 5
(N r w s m o te nel nvr t,i n7 0 7 ,hn ) S a ga j o n nvri , a ga 2 0 3 ,hn ) ’ot et P l eh ia U i sy ' 10 2 ia ( h nh ii t gU i sy h nh i 0 0 0C ia h e y ei X a C a o e tS
=
1 设计 方法简介
11 量 叶素设计 方法 ,动
风力机 叶轮设计主要是确定 叶片数 、 直径 、 翼型 、 安装角和 弦长 5个参 数。
4 b
-
x
6r 铬 =t an c a
口 C
现代风力机 叶尖速 比较高 , 采用三叶片叶轮 。
1n 4 s 2 一 Fi d n ̄
通过分析整个加工的生产过程厦其工作原理进行了多边形箍筋设备的整机结构设计改变了传统箍筋方式的非自动化和不科学的现状使得整个箍筋过程实现了自动化提高了生产效率及箍筋的生产质量
风力机叶片设计的新方法_包耳
( 7)
收稿日期 : 2004- 04- 29; 修订日期 : 2004- 09- 14 基金项目 : 国家民委重点科研资助项目 ( 200116) 作者简介 : 包耳 ( 1956- ) , 女 , 上海人 , 工学士 , 副教授 , 研究方向 : 机械设计及工程材料。
2
一种新的设计方法
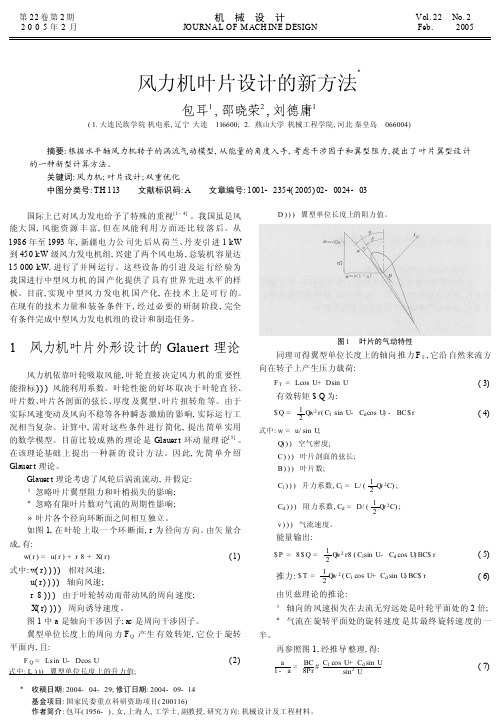
下面考虑干涉因子和 翼型 阻力 , 从能 量的 角度 入手 , 对桨 叶气动外形重新进行计算。 根据 Glauer t 环动量理论可初步推算 a、 a c 和 U 值的大小 , 桨叶的功率系数可表示为 :
Cp = $P 1 3 Q v $A 2 = 1 Q w 2 r 8 BC ( Cl s in U - Cd cos U )$ r 2 = 1 3 Q v 2P r dr 2
2005 年 2 月
ac BC Cl sin U- Cd cos U = # 1 + ac 8P r s in U cos U
包耳 , 等 : 风力 机叶片设计的新方法 ( 8)
25
根据所要求的输出功率 , 将式 ( 15) 、 ( 17 ) 作为约束 条件 , 对 式 ( 16) 进行优化 , 即可算得桨叶各个断面的弦长值。 在风力机桨叶翼型参数的设计 过程中 , 各 个参数 的变化 都 会对其它参数的设计产生影响。 在设计 中本着 能够使 单位叶 素 有最大的功率利用系数的原则 , 来选择翼型参数。 贝兹理论仅把 空 气 流动 考 虑成 一 维定 常 流 动 , 对 翼 型 阻 力、 叶梢阻力都没有考 虑 , 仅能 从总 体上 对风 轮性 能确 定一 个 大致的范围 [ 5] 。 Glauert 环动 量理论、 环动 量优化理论、 Wilson 理论分别 考 虑了涡流运动、 叶梢损失的影响 , 但此影响仅在 计算干涉因 子 a 和 ac 时加以考虑 , 在 优化弦 长 C 时 仍采 用动 量理 论的 推导 公 式 , 仅保证了功率系数 为最大 值 , 而 忽略 了所 设计 风力 机实 际 输出功率的限制 , 因而设计的弦长或升力系数值普遍偏大 [ 6] 。 这里提出的设计方法 , 把 CC l 值 的大小与 实际功 率联系 起 来 , 在考虑涡流运动、 翼型阻 力、 叶 片数等 诸多 因素后 , 以保 持 叶轮实度最小 为最 终 条件 进行 优 化 , 在 满 足性 能 要求 的 前 提 下 , 极大地降低了翼弦的取值。
风力发电机组叶轮叶片的改进设计
风力发电机组叶轮叶片的改进设计风力发电机组作为目前可再生能源市场的主流产品,其叶轮叶片的设计对于风力发电机组的性能和效率起着至关重要的作用。
然而,由于风速变化、气流紊乱以及磨损等因素的影响,叶轮叶片的设计需要进行不断的改进和优化。
本文将对风力发电机组叶轮叶片的改进设计进行探讨。
一、材料选用风力发电机组叶轮叶片需要具备轻量化、高强度、高刚度、耐腐蚀等特性,并能适应复杂的气流环境。
传统的叶片材料包括玻璃钢、碳纤维等,但是这些材料仍然存在一些缺陷,比如制造成本较高、易磨损等。
因此,目前的破解方案是采用新型复合材料。
如利用碳纤维增强的聚酰亚胺薄膜材料制造叶片,不仅具有轻质、坚固和高耐久性等优点,而且在雨水、风吹雪等恶劣环境下也有很好的表现。
二、叶型设计叶型的设计是决定风力发电机组性能的关键因素之一。
在风压作用下,叶片的形状会对风翼的耐风能力、效率和噪音产生重大影响。
叶型可以分为对称叶型和非对称叶型,其中非对称叶型的性能更好。
现在常用的叶型包括S809、DU97-W-300、NACA4425等。
当然,叶型的选择应该根据当地的气象条件来确定,比如风速、湍流强度、气流方向等。
三、叶片结构设计与传统的叶片相比,现代风力发电机组叶片不仅需要具有轻质、高刚度、高强度等性能,还需要结构更牢固,以支撑和传递更高的风能。
因此,叶片的结构设计应该考虑到减少风阻力的同时,增强叶片的刚性和强度,同时防止拉伸和弯曲等变形。
同时,在叶片的连接处还应该采用更牢固的连接方式来消除各种缺陷,提高叶片的寿命。
四、尾流影响多台风力发电机组并网构成风场,在这种情况下会产生大量的尾流,给设备的耐久性和维护带来很大的挑战。
在叶轮叶片的设计中应该充分考虑尾流的影响,通过优化叶片的结构和尺寸,减少尾流对叶片的影响,从而提高设备的可靠性和稳定性。
五、结论综上所述,每一次机组的重新设计和改进都是在当时的技术状态下取得的最佳结果,希望借助技术的不断发展,让风力发电机组叶轮叶片设计更加优化。
1011第十-十一讲 叶片设计理论

N max
1 2
C
p
sv13
34
而
1 2
sv1正是风速为
v1
的风能,故
Nmax CpT
Cp =0.593说明风吹在叶片上,叶片所能获得的最
大功率为风吹过叶片扫掠面积风能的59.3%.贝茨
理论说明,理想的风能对风轮叶片做功的最高效率
是59.3%。
35
通常风力机风轮叶片接受风能的效率达不到59.3%, 一般设计时根据叶片的数量、叶片翼型、功率等 情况,取0.25~0.45。
' 1 z
2
42
因为, 可得:
a' (Z ) /
Z (a'1)
气流对叶轮的角速度
' 1 (1 a' )
2
(2)
43
三、动量理论
图9 动量理论简图
44
在叶轮上r--r+dr的环域内应用动量定理(如图 9),则风作用在该环域上的轴向推力为
26
s
v1
s1
v
s2 v2
图7 贝茨(Betz)理论计算简图
vv12
s
—叶片前的风速;
v
—风经过叶片后的速度; —风经过叶片时的面积;
ss12
—风经过叶片时的速度; —叶片前风速的面积; —风经过叶片后的面积
27
分析一个放置在移动的空气中的“理想风轮”叶 片上所有受到的力及移动空气对风轮叶片所做的 功。
22
当空气经过风轮圆盘时显然有静压降存在,以至 于空气离开风轮时其压力会小于大气压力。空气 流就会以减小的速度和静压向下游前进——这个 气流域被称为尾流。
风力机叶片设计及翼型气动性能分析

风力机叶片设计及翼型气动性能分析风力机叶片是风力发电机的核心部件之一,其设计和翼型选择对风力机的发电效率、噪音和寿命等都有着非常重要的影响。
本文将介绍风力机叶片的设计及翼型气动性能分析。
一、叶片设计原理风力机叶片的设计目的是将大气中的风能转换成旋转能,并将其通过转轴传递给发电机,从而产生电能。
因此,叶片的设计主要围绕以下几点展开:1. 创造足够的扭矩:风力机的转子需要达到一定的转速才能发电,而叶片的弯曲和扭矩对于旋转速度的影响至关重要。
设计中需要选择合适的曲线形状和长度来实现理想的扭矩和转速。
2. 保证叶片的强度和稳定性:因叶片在高速旋转状态下会受到巨大的惯性力和风力力矩的作用,因此其材料和结构要足够坚固和稳定,以避免可能的断裂等事故。
3. 提高叶片的气动效率:叶片的气动效率是指其转化风能的能力,通常可以通过优化翼型、减小阻力、降低风阻等方法来提高。
二、叶片设计步骤1. 选定叶片长度:叶片长度通常是根据风力机的规格和性能要求来确定的,也可以根据标准长度来选择。
2. 选择翼型:翼型是叶片的重要组成部分,其形状和性能决定了叶片的阻力和气动效率。
目前,常用的翼型有NACA0012、NACA4415等,根据实际需求来选择。
3. 确定叶片曲线:叶片的曲线是决定扭矩和转速的关键因素,可以通过实验或模拟方法得到合适的曲线形状。
4. 优化叶片的结构:结构设计主要涉及到叶片的强度和稳定性,通常需要进行材料选择、计算等工作以保证叶片的安全性和寿命。
5. 模拟叶片气动特性:叶片的气动特性可以通过流场模拟、试验等方式来获取,可以根据实际需求来对叶片进行调整以达到理想的效果。
三、翼型气动性能分析翼型气动性能是指翼型在气流中运动时产生的力和力矩,其中,升力和阻力是翼型气动力的主要组成部分。
通过分析翼型气动性能,可以选择最优化的翼型来设计叶片。
1. 升力和阻力翼型的升力和阻力是由翼型形状、气流速度、攻角等因素共同决定的。
实际上,翼型的气动性能曲线通常都是非线性的,其升力和阻力特性会随着攻角的变化而不断变化。
风力机叶片力学分析报告

1 V2 − (3‐13) 2 2V1
1 。但是 2
上式表明:如果风轮吸收风的全部能量,即 V2 = 0 ,则 a 有一个最大值, a = 实际情况下,风轮只能吸收风能的一部分,所以 a 〈 。 由式(3‐9)和(3‐12)可得: T = 引入风轮轴向力系数 CT CT =
3.1.1 经典的动量理论 经典的动量理论定义了一个通过风轮平面的理想流管,并假设: ⑴气流是不可压缩的均匀定常流; ⑵风轮简化为一个轮盘; ⑶轮盘上没有摩擦力; ⑷风轮流动模型简化为一个单元流管; ⑸风轮前后远方的气流静压相等; ⑹轴向力沿轮盘均匀分布。
图 3.1 风轮流动的单元流管模型 考虑风力机轴向的动量变化,可得到作用在风轮上的轴向力(推力) T 为:
F=
1 ρ Cr Sv 2 (2‐3) 2
式中 S ——翼展面积,等于弦长×翼展长度; Cr ——总的气动系数。 该作用力可以分为两部分:一个是平行于气流速度 v 的分力——阻力 D ;一个是垂直 r 于气流速度 v 的分力——升力 L 。 D 与 L 可分别表示为
翼型中线—从前缘点开始,与上、下表面相切诸圆之圆心的连线,一般为曲线;
f ——翼型中线最大弯度;
f ——翼型相对弯度, f =
α ——攻角,是来流速度方向与弦线间的夹角;
f ; l
φ0 ——零升力角,它是弦线与零升力线间的夹角;
φ ——升力角,来流速度方向与零升力线间的夹角。
α = φ + φ0 (2‐1)
& (V1 − V2 ) (3‐1) T =m
式中, V1 ——风轮前来流速度( V1 = V∞ ) ;
V2 ——风轮后尾流速度;
& ——单位时间流经风轮的空气质量流量,可表示为 m
叶轮螺母的设计原理

叶轮螺母的设计原理
叶轮螺母是一种用于传动力量的装置,常用于离心泵、风力发电机等设备中。
其设计原理主要包括以下几个方面:
1. 叶轮形状设计:叶轮螺母的形状通常为螺旋状,可以将旋转运动转化为推进力。
叶轮的形状和数量会直接影响到传动力量的大小和效果。
2. 螺母设计:螺母是叶轮的核心零件,其设计要考虑到叶轮的旋转速度、传动力量和使用环境等因素。
通常采用高强度材料制作,以确保其能够承受高速旋转和大力量的作用。
3. 叶片设计:叶片是叶轮的关键部分,起到推动流体或空气的作用。
其设计要考虑到叶轮的流体力学特性,如叶片的形状、倾角、弯曲等参数会直接影响到传动力量和效率。
4. 轴承设计:叶轮螺母需要在旋转过程中保持稳定,轴承在其中起到支撑和减小摩擦力的作用。
轴承的设计要考虑到叶轮的旋转速度、负载和使用寿命等因素。
总之,叶轮螺母的设计原理是基于流体力学和机械传动原理,通过合理的叶轮形状、螺母结构、叶片设计和轴承安装等措施,实现将旋转运动转化为推进力的目的。
同时,还要满足材料的强度要求、工作环境的要求,以保证叶轮螺母的安全
可靠运行。
风力发电机旋转叶轮模态分析

( o lg o Me h nc l g n e ig n io o g,Xij n Ag iut r l Cl e f e c a ia En ie rn a d Ja t n ni g a r l a Un v riy c u ie st ,Ur mq u i
自由度 , 用 叶根 固定 连接 于轮 毂 的边 界条 件 , 应 叶片 的质量 矩 阵和 刚度矩 阵是 5 ×5 , 入 方 程可 以计 4 4代
可 以看 出, 每个节 点 的变形量均 归一 化处 理 , 假设 并
叶尖 节点 的位移 量是 1 。
表 2是某 1 5MW 风 力发 电机 的叶片 前 6阶摆 .
t o. w
Ke r s: m o lo h o o ;n t r lf e e c y wo d da ft e r t r a u a r qu n y;m u t— d yn m is;d a i tf e n libo y d a c yn m cs if ni g
叶 片是风 力发 电机 中关 键 零 部件 之一 , 结 构 其
关 系 着 整 个 风 力 发 电 机 的 平 稳 运 行 。兆 瓦 级 风 力 发
并 利用 Malb软件 对某 1 5MW 风力 发 电机 单 个 t a .
叶片和 叶轮 的振动 模 态进 行 了仿 真分 析 , 将 计 算 并
风 力发 电机旋 转 叶轮模 态 分析
汪 萍萍 , 新 维 崔
( 疆农业大学 机械交通学院 , 鲁木齐 新 乌 摘 805) 3 0 2
要 : 在 多体 动 力 学 理 论 的基 础 上 , 于 有 限 元 法 对 叶 片 进行 离散 化 , 立 了 风 力 发 电机 柔 性 叶 片 的 动力 学 方 基 建
风机叶轮强度计算

风机叶轮强度计算全文共四篇示例,供读者参考第一篇示例:风机叶轮是风机中最重要的部件之一,它直接影响到风机的性能和稳定性。
叶轮强度计算是设计和制造风机叶轮时必须进行的重要工作之一。
本文将详细介绍风机叶轮强度计算的基本原理、计算方法和注意事项。
一、叶轮强度计算的基本原理风机叶轮在工作过程中承受风力的作用,需要具备足够的强度来抵抗风力的作用,以保证叶轮的安全运行。
叶轮强度计算的基本原理是根据力学原理和叶轮结构特点,通过计算得出叶轮在不同工况下的受力情况,进而确定叶轮的强度是否满足设计要求。
1. 叶轮的受力分析叶轮在工作过程中受到风力和旋转惯性力的作用,需要通过受力分析来确定叶轮在不同工况下的受力情况。
根据叶轮的结构和受力情况,可以采用有限元分析等方法对叶轮进行受力分析,得出叶轮的应力和变形情况。
通过叶轮的受力分析结果,可以计算出叶轮的应力和变形情况,进而确定叶轮的强度是否满足设计要求。
叶轮的强度计算一般包括弯曲强度、拉伸强度、剪切强度等方面的计算,需要根据叶轮的结构和受力情况进行综合考虑。
1. 叶轮的设计要符合叶轮的工作环境和工作要求,需考虑叶轮的材料、结构和制造工艺等因素。
2. 在叶轮强度计算中,需要充分考虑叶轮在不同工况下的受力情况,避免出现强度不足的情况。
3. 叶轮的强度计算需要遵循相关的标准和规范,确保计算结果准确可靠。
4. 需要进行叶轮的强度验证测试,以确保叶轮的实际强度与计算结果相符。
风机叶轮强度计算是设计和制造风机叶轮时不可忽视的重要工作,只有通过科学的叶轮强度计算,才能确保叶轮在工作过程中具有足够的强度和稳定性,从而保证风机的安全运行和高效性能。
希望本文能对您了解风机叶轮强度计算有所帮助。
第二篇示例:风机是一种常见的动力设备,用来将风力转化为机械能,常用于工业、农业和民用领域。
而风机的核心部件之一就是叶轮,它负责将风能转化为机械能。
叶轮必须具备足够的强度来承受来自气流的巨大压力和力量,否则容易发生断裂、破裂等危险情况。
风力发电机叶片结构设计及其有限元分析(精品doc)
风力发电机叶片结构设计及其有限元分析(精品doc)LT风力发电机叶片结构设计及其有限元分析摘要为了更好地发展我国的风力发电事业,实现风力发电机的国产化,必须深入开展风力机设计、分析方面的研究。
本文根据传统的的叶片设计方法设计了2MW 风力机叶片,并生成三维几何模型,然后利用有限元模拟对叶片进行了振动模态分析,得到各阶振动频率和振型,为防止结构共振提供了依据。
关键词:风力机,叶片,有限元模拟,优化THE FE SIMULATION AND OPTIMAL DESIGN OF WINDTURBINE COMPONENTSABSTRACTIn order to promote the capability of design and manufacturing of wind turbine in China, more study should be done in the field of wind turbine design and analysis. In this paper, a blade for 2MW wind turbine is designed according to the traditional design procedure and the 3D geometrical model is created. Then the modal analysis is done through the FE simulation to get the frequency and mode shape, which provides the theoretic basis to prevent resonance.KEY WORDS: wind turbine, blade, FE simulation, optimization第一章绪论1.1 能源问题及可再生能源的现状与发展受世界经济的发展和人口增长的影响,世界一次性能源消费量持续增加,1990年世界国内生产总值为26.5 万亿美元(按1995 年不变价格计算),2000 年达到34.3万亿美元,年均增长2.7%。
大功率风电机叶轮设计参数研究
叶轮设计参数研究摘要:设计优良的叶轮是使风力发电机获得最大经济效益的基础。
在风机设计时如何确定叶轮设计参数一直是风机设计研究的重要内容。
为此必须在明确设计条件、设计规范的基础上,研究叶片设计参数的影响因素、参数确定方法和取值范围。
风轮设计参数包括: 1)风轮叶片数B ;2)风轮直径D ;3)设计风速V1;4)风轮转速Ω;5)尖速比0λ;6)实度0σ;7)其它:风轮锥角,风轮倾角等。
根据风场实际,结合国内外设计资料,运用相关理论,采用对比、归纳、建模计算等方法,给出叶轮设计参数的工程确定方法与实例。
关键词:风力发电, 风机叶轮, 设计参数中图分类号:TM614 文献标识码:A 文章编号:To do research for the design parameter of wind rotor in great power wind generatorQugui Yangyong Wuxiaodan(Department of Mechatronic Engineering ,GuangDong Polytechnic Normal University ,Guangzhou 510635,China )Abstract:Based on better designed wind turbine, better economic profit can be gained. In the course of designing wind turbine, it is the important part in designing research that how to make the parameter for wind turbines certain. Therefor we need being definitude concerning the condition and criterion, re.search.the influence factor of design parameter.1)The amount of blade B;2) The diameter of wind turbines D;3) designing wind speed V;4)Rotate speed of wind turbine Ω;5)The ratio with bladetineand and wind speed 0λ;6)The ratio of acreage 0σ;7) the other parameter: cone angle , obliquity of wind turbine and so on. Bases the fact of the wind farm, link the designing datum , application of the concerned theory, the engineering method of designing wind turbine is confirmed with the contrast, epagoge and modeling calculation.Keywords: wind power generating , wind rotor ,design parameter0 引言要完成风力发电机的叶轮设计,必须首先确定叶轮设计参数。
风机叶轮强度计算

风机叶轮强度计算一、引言在风力发电领域,风机叶轮是将风能转化为机械能的关键部件。
叶轮的强度计算对于确保风机的安全运行至关重要。
本文将从叶轮的设计和材料选择等方面进行探讨,以提供一种有效的风机叶轮强度计算方法。
二、叶轮设计与材料选择1. 叶轮设计叶轮的设计应考虑到风力的大小、方向和速度等因素。
通常,叶轮的形状采用空气动力学原理进行优化,以确保最大限度地捕捉风能。
同时,叶轮的叶片数量和叶片角度也需要精确计算,以实现最佳的风能转换效率。
2. 材料选择叶轮的材料选择对其强度至关重要。
常见的叶轮材料包括钢、铝合金和复合材料等。
钢具有较高的强度和耐久性,但重量较大;铝合金轻巧但强度稍低;复合材料则具有较高的强度和轻量化的特点。
根据不同的设计需求和成本因素,选择适合的材料是必要的。
三、叶轮强度计算方法叶轮强度计算是确保叶轮在运行过程中不会发生破裂或变形的关键步骤。
下面介绍一种常用的叶轮强度计算方法。
1. 叶片应力计算叶片应力是叶片强度的重要指标,通常使用叶片应力公式来计算。
该公式基于叶片的几何形状、材料弹性模量和转速等参数。
通过对叶片应力进行分析,可以确定叶片的强度是否满足设计要求。
2. 叶轮强度校核叶轮强度校核主要包括静态强度和疲劳强度两个方面。
静态强度是指叶轮在额定工况下承受的最大静载荷,通过静态强度分析可以确定叶轮的材料和结构是否满足要求。
疲劳强度是指叶轮在长期运行过程中所承受的循环载荷,通过疲劳强度分析可以评估叶轮的寿命和可靠性。
3. 强度计算结果评估根据叶轮的设计要求,将强度计算结果与设计指标进行对比评估。
如果强度计算结果满足设计要求,则可以继续进行下一步的制造和测试工作;如果不满足,则需要重新进行设计或调整。
四、结论风机叶轮强度计算是确保风机安全运行的关键环节。
正确选择叶轮的设计和材料,采用合适的强度计算方法,可以保证叶轮在各种工况下的稳定性和可靠性。
本文介绍的叶轮强度计算方法为风机叶轮的设计和制造提供了一种有效的参考方式。
fluent设计实例-风力发电机叶轮选择分析
工程计算方法及应用软件课题名称风力发电机机机翼分析姓名学院机械与汽车工程专业班级过程装备与控制工程11-2班指导老师马培勇目录一、物理过程的描述 (1)二、数学建模 (1)1、模拟问题 (1)2、数学方程描述 (2)三、网格的划分 (3)1、建立单叶片流动模型: (3)2、建立垂直轴风力机模型 (5)四、边界条件设置与求解计算 (8)1、单叶片的数值模拟 (8)2、垂直轴风力机的数值模拟 (15)五、结果分析与总结 (19)1、NACA4412翼型周围流场分析 (19)2、垂直轴风力机模拟分析 (20)六、软件学习心得 (23)一、物理过程的描述风能作为一种清洁的可再生能源,越来越受到世界各国的重视。
其蕴量巨大,全球的风能约为2.74×10^9MW,其中可利用的风能为2×10^7MW,比地球上可开发利用的水能总量还要大10倍。
风很早就被人们利用--主要是通过风车来抽水、磨面等,而现在,人们感兴趣的是如何利用风来发电。
风力发电所需要的装置,称作风力发电机组。
这种风力发电机组,大体上可分风轮(包括尾舵)、发电机和铁塔三部分。
(大型风力发电站基本上没有尾舵,一般只有小型(包括家用型)才会拥有尾舵)风轮是把风的动能转变为机械能的重要部件,它由两只(或更多只)螺旋桨形的叶轮组成。
当风吹向浆叶时,桨叶上产生气动力驱动风轮转动。
桨叶的材料要求强度高、重量轻,目前多用玻璃钢或其它复合材料(如碳纤维)来制造。
图1.1 风轮风轮,叶片和翼型是风能中最基本的概念,它是掌握风能获取机理的基础,只有了解了这些概念,才能进一步研究风力机的空气动力学特性问题。
图1.2翼型相关概念示意图二、数学建模1、模拟问题建造一台具有三个叶片的风力发电机,风速为7.5m/s时效率最高,输出功率为5kw,转速为8.9rad/s。
叶片翼型选用NACA4412,最大半径等于风轮高度的一半。
风轮的几何尺寸为下表:高度(m)半径(m)叶片弦长(m)8.4 4.2 12、数学方程描述①控制方程二维可压缩雷诺平均Navier-Stokes方程和双方程湍流模型无量纲化后在笛卡尔坐标系中可以写成如下守恒形式:TF为对流通矢量,D为粘性矢量,S为源项,具体为:Q ,q6][q1,q2...,i其中:其中,E=e+u1u2/2+k和H==h+u1u2/2+k分别是滞止内能和滞止焓,k是湍动能。
风力机叶轮设计.

5位数翼型族 美国NACA 6位数翼型族 德国DVL 1、7、8族等 各种修改翼型
英国RAF
命名规则:NACA XYZZ X-----------相对弯度 Y------------最大弯度位置 ZZ----------相对厚度
苏联ЦΑΓИ
叶片优化设计方法 Matlab参与计算 右侧图片的设计过程是按照Glauert 理论设计模型,Willson设计模型设计
风力发电机叶片设计
叶片形状设计 理论基础 现有翼型及其特点 辅助优化设计方法 制造材料和工艺 现有各种制造材料及其特性的介绍 制造工艺介绍
叶片和翼型的几何形状与空气动力特性
翼型的参数
l -----翼型的弦长,A点到B点的长度 C -----最大厚度,即弦长法线方向之翼型最大厚度 f -----翼型中线最大弯度
Glauert的升级版,考虑的非工况下 风轮的性能
基于Soildworks的叶片绘制(前端处理)
用Profili软件进行数值模拟
用ANSYS进行叶片动静载荷,震动分析
叶片材料
木制叶片及布 蒙皮叶片
• 近代微、小型,观赏用风力发电机也有用木制叶片,由于叶片不易弯曲,常采用等安装角叶片。在采用木 制叶片的时候需要用强度很好的整体方木做叶片纵梁来承担工作时候所需要承担的力和弯矩。
假设作用在风轮上的轴向推力与扫掠面积成正比,则
dT v 2dS 2v 2rdr
考虑静止的翼型受到风吹,风的速度为 此时,作用在叶片上的力
v
,方向与翼型截面平行。
F
1 C r Sv 2 2
同时,这个力可以分解为平行于气流速度的阻力D与垂直于气流速度的升力L
1 C d Sv 2 2 1 L C lSv 2 2
风力机叶轮设计解析
ldr cos
将上式投影到转轴上,设叶片数为n,则轴向推力为
dT
1 2
Cln
v2
sin2
cos( cos
) ldr
与上文相同的式子等同,则得到
Clnl
4r
sin2 cos( )
已知在最佳运行条件下
v
2 3
v1
,则
cot
r v
3 r 2 v1
3
2
为叶尖速比---------叶尖圆周速度与风速的比值
-----攻角,是来流速度方向与弦线间的夹角 0 -----零升力角,弦线与零升力线之间的夹角 -----升力角,来流速度方向与零升力线间的夹角
理论基础
风能计算
由一般的流体力学可知,气流的动能可以表示为:
E
1 mv 2
2
设单位时间内气流流过的单位面积 S 的气体体积为 V ,气体密度为
则气流所具有的动能表示为
E
1 2
Sv 3
其中密度和风速随着地理位置,海拔高度,地形等因素而改变, 速度为主要因素
贝茨理论
假设条件 叶轮没有轮毂,具有无限多叶片 气流通过风轮时没有阻力 气流经过整个风轮面时是均匀的 气流速度方向在风轮前后通过风轮时是沿风轮轴线方向 气体为不可压缩气体
连续性条件 S1v1 S2v 2
作用在风机上的力
风力发电机叶片设计
叶片形状设计 理论基础 现有翼型及其特点 辅助优化设计方法
制造材料和工艺
现有各种制造材料及其特性的介绍 制造工艺介绍
叶片和翼型的几何形状与空气动力特性
翼型的参数
l -----翼型的弦长,A点到B点的长度 C -----最大厚度,即弦长法线方向之翼型最大厚度 f -----翼型中线最大弯度
风力发电课程设计 风力机叶片设计
课程设计设计题目:风力发电技术课程设计课程设计要求一、课程设计的目的和意义通过课程设计使学生能综合运用所学基础理论、基本技能和专业知识,联系生产及科研实际完成某一课程设计题目。
培养学生分析和解决工程问题的能力以及一定的科研、实践能力;培养学生严谨、求实的治学方法和刻苦钻研、勇于探索的精神;培养学生的业务素质、创新意识和团队精神等。
课程设计过程中,深化有关理论知识,扩大知识面,获得阅读文献、调查研究、总结提炼以及使用工具书和写作等方面的综合训练。
通过课程设计工作可以有效地检验“教”、“学”质量。
二、课程设计对学生的要求1. 指导教师指导下,学生在规定时间内正确、相对独立地完成一项给定任务的全过程,包括资料收集、调研、方案比较、数据采集与处理、计算与结果分析、总结提炼观点、得出结论、绘制有关图表、编写设计报告、说明讲解与回答问题、课程设计考核等。
严禁以任何方式抄袭他人成果或网上相关文章,也不能请他人代替完成设计,一经发现,课程设计成绩按不及格处理。
2. 根据设计任务书要求,学生在设计开始较短时间内(1-2天)应掌握所进行课程设计的内容,包括:资料收集与准备、设计任务与思路、工作任务分解、各阶段任务的时间分配、暂时存在的问题等。
3. 设计过程中,学生应主动向指导教师汇报工作进度和遇到的疑难问题,争取指导教师的指导和监督。
指导教师会随时进行指导,并抽查学生的设计进展情况。
4. 学生应严格遵守纪律。
按指导教师要求,在规定时间、固定教室内进行设计,如有特殊情况,应及时告知指导教师,严格请假制度。
5. 设计考核前学生需提交课程设计报告,设计报告应按照相关规范进行撰写,并按指导教师要求整理、修改,及时上交。
晚交设计报告,成绩降档处理;不交设计报告,按不及格处理。
6. 属下列情况之一者,不予考核并取消设计成绩:(1)没有保证设计时间,缺席时间三分之一以上者或未完成规定任务的最低限度要求;(2)剽窃他人设计结果或直接照抄他人设计报告;(3)设计结果存在较大错误,经指导教师指出而未修改;(4)设计结果在书写或其他方面未满足规定的最低要求。
风力发电机组叶轮尾流设计与优化

风力发电机组叶轮尾流设计与优化随着环境保护意识的提高和清洁能源的需求不断增加,风力发电作为一种可再生、清洁的能源形式备受关注。
在风力发电机组中,叶轮是关键部件之一,其设计与性能直接影响发电效率和整机工作稳定性。
尾流是指当风轮旋转后,背风面会产生涡旋,导致叶片受到非均匀气流的影响,降低了叶片的工作效率。
因此,叶轮尾流的设计与优化成为了提高风力发电机组效率的重要研究课题。
1. 尾流对叶轮性能的影响尾流的产生主要源自于叶片的运动,其会使得叶片受到来自非均匀气流的干扰,导致叶片气动性能下降。
尾流的存在使得风力发电机组的效率降低,同时也会增加噪音和振动。
因此,减小或消除尾流对于提高叶轮性能至关重要。
2. 尾流设计原则为了降低尾流对叶轮的影响,设计师可以采取以下措施:(1)优化叶片形状:通过改变叶片的弧度和扭转角度,使得尾流对叶片的干扰减小;(2)增加叶片数量:增加叶片数量可以减少尾流对单个叶片的影响,提高整机的效率;(3)采用先进的气动设计理念:利用计算流体力学(CFD)等技术,对叶轮进行细致的气动仿真,找出最优设计方案。
3. 尾流优化技术针对尾流对叶轮性能的影响,研究人员提出了多种优化技术:(1)直接采用被动措施,如改变叶片形状和布局;(2)引入主动控制技术,如采用智能材料或人工智能控制系统,实时调节叶片形状以适应不同风速和风向;(3)结合多学科技术,如结构优化和气动设计相结合,通过综合优化实现叶轮尾流的优化。
4. 尾流设计与叶轮整体性能叶轮尾流的设计与优化不仅可以提高叶轮的单独性能,还可以对整个风力发电机组的性能产生积极影响。
经过尾流的优化设计,叶轮工作更加高效稳定,整机发电效率提高,同时噪音和振动也得到一定程度的控制,使得风力发电机组在实际应用中更加可靠和经济。
5. 结语风力发电机组叶轮尾流设计与优化是目前风力发电领域中的重要研究方向。
通过合理的尾流设计和优化措施,可以提高风力发电机组的整体性能,减小对环境的影响,促进清洁能源的发展。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
5位数翼型族 美国NACA 6位数翼型族 德国DVL 1、7、8族等 各种修改翼型
英国RAF
命名规则:NACA XYZZ X-----------相对弯度 Y------------最大弯度位置 ZZ----------相对厚度
苏联ЦΑΓИ
叶片优化设计方法 Matlab参与计算 右侧图片的设计过程是按照Glauert 理论设计模型,Willson设计模型设计
案例-------------大型离岸发电机 位于挪威西南部海岸附近卡莫伊岛(Karmoey)10公里处。 浆叶尺寸达到75米,(可以套下整个A380客机)制造方式为在一个巨 大的模具中采用环氧树脂、玻璃纤维和轻木(玻璃钢)进行模铸。 安装完成后,浆刃尖端运动速度在全速运行时可以达到290公里/小时。 由西门子公司负责制造叶片,据说采用了最新的“量子叶片”工艺,设计 的叶片重量只有传统叶片的80%。声称:“减重主要通过对叶片外形的特 殊设计实现,同时设计过程中兼顾了转子在不同风速下的性能。
玻璃钢叶片
• 所谓玻璃钢,就是环氧树脂、不饱和树脂等塑料渗入不通长度的玻璃纤维做成的增强塑料。具有强度高, 重量轻,耐老化,表面可以再缠玻璃纤维及凃环氧树脂,其他部分填充泡沫塑料。玻璃纤维的质量还可以 通过表面改性、上浆和涂覆加以改进。
玻璃钢复合叶 片
• 20世纪末,世界工业发达国家的大、中型商品风力发电机的叶片,基本上采用型钢纵梁、夹层玻璃钢肋梁 及叶片根与轮毂连接用金属结构的复合材料做叶片。美国研究表明,采用射电频率等离子体沉积法涂覆E玻纤,其耐拉伸疲劳就可以达到碳纤维的水平,而且经这种处理后可以降低纤维间微震磨损。
连续性条件
S1v 1 S 2v 2
作用在风机上的力
F Sv(v 1v 2 )
风机吸收的功率
P Fv Sv 2(v 1 v 2 )
图1 风能转换关系图
风轮机前后气体动能改变量
E
1 2 Sv(v 12 v 2 ) 2
因为风轮的功率即是风能改变量,所以 从而可以得到
为小值,所以上式可以再简化为
16 C l nl 9
R r2 4 0 0 2 9 R
2
只需要再确定R和
0 的值即可。
翼型对性能的影响
弯度的影响
翼型弯度加大后,导致上下弧流速度差加大,从而使压力差加大,升力增加 同时,迎流面积加大,阻力增加。相比较而言,阻力上升速度比升力快。
厚度的增加 同一弯度的翼型,采用较厚的翼型时,对应同一攻角的升力增加,阻力也增 加,类似于弯度增加。 前缘影响 实验表明,当翼型的前缘抬高时,在负攻角情况下阻力变化不大,前缘低垂 则阻力迅速增加。
理论基础
风能计算 由一般的流体力学可知,气流的动能可以表示为:
E
1 mv 2 2
设单位时间内气流流过的单位面积 则气流所具有的动能表示为
S 的气体体积为 V
,气体密度为
1 E 3 2
其中密度和风速随着地理位置,海拔高度,地形等因素而改变, 速度为主要因素
贝茨理论
假设条件 叶轮没有轮毂,具有无限多叶片 气流通过风轮时没有阻力 气流经过整个风轮面时是均匀的 气流速度方向在风轮前后通过风轮时是沿风轮轴线方向 气体为不可压缩气体
钢梁玻璃纤维 蒙皮叶片
• 叶片在近代采用钢管或者D型型钢做成纵梁,钢板做肋梁,内填泡沫塑料外覆玻璃钢的结构形式,一般在大 型风力发电机上使用。叶片纵梁的钢管及D型型钢从叶根至叶尖的截面逐渐变小,以满足叶片的扭矩要求并 减轻叶片重量,即做成等强度梁。
铝合金等弦长 挤压成型叶片
• 用铝合金挤压成型的等弦长挤压成型叶片易于制造,可连续生产,又可按设计要求的扭曲进行扭曲加工, 叶根与轮毂连接的轴及法兰可通过焊接螺栓来实现。铝合金叶片重量轻,易于加工,但不能做到从叶根至 叶尖渐缩的叶片,因为技术不行。
Schmitz理论 对于有限长的叶片,该方法不仅考虑了在叶尖造成的涡流损失,还考虑 到了风在通过叶轮后,速度方向产生了偏转而造成的与理论模型的不相 符。
动量---叶素理论 该理论是目前国内外使用最为普遍的方法之一。该方法研究了叶尖部分 的损失和升阻比对叶片最佳性能的影响。
现有翼型介绍
4位数翼型族
最早建立的一个低速翼型族。有较高的 最大升力系数和较低的阻力系数 在4位数上发展而来的。有两种中线, 一种比较简单,另一种为S型 适用于较高速的翼型族,又称层流翼型 前缘半径小,最大厚度位置靠后。
风力发电机叶片设计
叶片形状设计 理论基础 现有翼型及其特点 辅助优化设计方法 制造材料和工艺 现有各种制造材料及其特性的介绍 制造工艺介绍
叶片和翼型的几何形状与空气动力特性
翼型的参数
l -----翼型的弦长,A点到B点的长度 C -----最大厚度,即弦长法线方向之翼型最大厚度 f -----翼型中线最大弯度 -----攻角,是来流速度方向与弦线间的夹角 0 -----零升力角,弦线与零升力线之间的夹角 -----升力角,来流速度方向与零升力线间的夹角
碳纤维复合叶片 强度为所有材料里最强,刚度为玻璃钢复合叶片的2-3倍,质量轻。 对风力发电机而言,碳纤维是即将来临的潮流。
叶片制造工艺
风电叶片是一种高性能的复合材料产品,制造条件要求高,温度要求 16~25℃,空气湿度要求低于70%
手糊工艺:生产效率低,有害物质和溶剂释放,质量不合格,成品率低。 聚胺酯反应注射成型(RIM):投资大,适用于中小尺寸风机叶片大批量生产。 树脂传递模塑(RTM):属于半机械化生产,污染小,生产效率和产品质量高。 真空吸塑成型(VRAM):增加树脂传递动力,排除模具及树脂中的气泡和水分, 提高复合材料性能,对于大尺寸的复合材料尤为合适。
Pmax
1 Sv 13 2
16 0.593 27
假设作用在风轮上的轴向推力与扫掠面积成正比,则
dT v 2dS 2 v 2rdr
考虑静止的翼型受到风吹,风的速度为 此时,作用在叶片上的力
v
,方向与翼型截面平行。
F
1 C r Sv 2 2
同时,这个力可以分解为平行于气流速度的阻力D与垂直于气流速度的升力L
W v U
dF dL
cos
dD
1 C dW 2ldr 2 1 dL C lW 2ldr 2
其合力
-------dF和dL之间的夹角;l
-------距转轴r处叶素的弦长
由于
W
v
sin 1 W2 1 v2 ldr dF C l ldr C l 2 cos 2 sin 2 cos
1 C d Sv 2 2 1 L C lSv 2 2
D
C 其中, d 和C l 分别为阻力系数和升力系数
设风轮叶片在半径r处的一个基本单元叫做叶素,其长度为 弦长为 l 安装角为 。
设叶轮旋转角速度为
dr
r
,则半径为r处叶素的圆周速度 U
此时空气通过该位置,与叶轮的相对速度为 同时:
为叶尖速比---------叶尖圆周速度与风速的比值
3 将 cot 代入 C l nl 的关系式,得到 2
C l nl
16 9
r
4 2 (1 tan ) 9 3
2
设叶尖处和距转轴半径r处的尖速比分别为 同时,由于
0
tan
R v1
和
r v1
,
1 v 2 cos( ) dT C l n ldr 2 2 cos sin
,则有
将上式投影到转轴上,设叶片数为n,则轴向推力为
与上文相同的式子等同,则得到
sin 2 C lnl 4r cos( ) 2 已知在最佳运行条件下 v v 1 ,则 3 r 3 r 3 cot v 2 v1 2
v v1 v 2
2
E P
所以,风轮的功率如下
P
1 2 S(v 1 v 2 )(v 12 v 2 ) 4
2 v 1 是已知条件,所以可得 v 2 1 v 1 时,此时 v v 1 风轮功率最大。 3 3
所以,风轮的功率如下
Pmax
8 Sv 13 27
max
表明粗糙度和雷诺数的影响
粗糙度对表面边界层的影响很大,在叶片失速的时候,噪声会增大,引起震 动。 有限翼展的影响 会在叶尖产生涡流,形成阻力,该阻力称为诱导阻力。
实际工程中设计方法介绍 Glauert理论
对于有限长的叶片,叶轮叶片的下游存在着尾迹涡,从而形成两个主要 的涡区;一个在轮毂附近,一个在叶尖。对于空间的某一个定点,其风 速可以被认为是由非扰动的风速和涡流系统产生的风速之和。
Glauert的升级版,考虑的非工况下 风轮的性能
基于Soildworks的叶片绘制(前端处理)
用Profili软件进行数值模拟
用ANSYS进行叶片动静载荷,震动分析
叶片材料
木制叶片及布 蒙皮叶片
• 近代微、小型,观赏用风力发电机也有用木制叶片,由于叶片不易弯曲,常采用等安装角叶片。在采用木 制叶片的时候需要用强度很好的整体方木做叶片纵梁来承担工作时候所需要承担的力和弯矩。