焊接接头示意图
第八章 粱与柱的焊接

一、工字梁的焊接施工
3、工字梁的焊接
如果不需要采用“船形”位置焊接时,批量生产的条件下可采用 双头自动焊。
注意:焊 接时两机 头前后要 错开一定 距离,以 免烧穿腹 板。
图8-4 龙门式双头焊接装置
1-移动式龙门架 2-焊机头 3-轨道 4-工件
1-从动轮 2-工件 3-导向轮 4-焊接机头 5-主动轮
相邻两跨起重机的轨 顶标高相差悬殊且低 跨起重机起重量又较 大时。
二、柱的焊接施工
1、实腹柱的焊接施工
工字形实腹柱和箱形实腹柱的焊接要求与工字梁和箱形梁的焊接要 求相近,一般主角焊缝采用埋弧焊,加强筋或隔板采用C02气体保护焊。 对于要求隔板四面全焊的箱形柱,最后采用电渣焊焊接隔板与盖板间的 角焊缝。
等截面柱一般用作工作平台柱,
实腹式截面柱适用于重型平台柱、
无起重机或起重机起重量Q<15t、
框架柱、墙架柱及组合柱
柱距Z≤12m的轻型厂房中的框架柱等
的分肢、变截面柱的上段柱等
图8-10 等截面柱
图8-11 实腹式截面柱
一、柱的分类
截面形状: 可分为等截面柱、实腹式截面柱和格构式截面柱。
格构式截面柱一般由每肢为型钢截面的双肢组成,当采用钢管(包 括钢管混凝土)组合柱时,也可采用三肢或四肢组合截面。格构的 柱肢之间均由缀条或缀板相连,以保证组合截面整体工作。
3 柱的焊接
part 1 part2
part 3
柱的分类 柱的结构组成
柱的焊接施工
一、柱的分类
截面形状: 可分为等截面柱、实腹式截面柱和格构式截面柱。 断面形状: 可分为工字柱、梅花形柱、箱形柱和圆形柱等。 柱的结构: 可分为阶形柱和分离式柱。
钢结构焊缝大样图-模型

焊缝有效厚度 0.70hf 0.65hf 0.60hf 0.55hf 0.50hf
50° 6
50°
40° 6
40°
2
1.5t
t/2
t >90°
2
2t
矩形管接头部分焊透对接焊缝示意图
t2 3 t
t1
t>6
6 6
(方管或矩形管不同壁厚时)
矩形管接头完全焊透对接焊缝拼接示意图
角焊缝 单边焊缝 双面焊缝 安装焊缝 相同焊缝
对接焊缝
塞焊缝 三边围焊缝
b a c
p
hf
a
hf
c
hf
hf
hf
hf
a P
c
专业 MAJOR
签署 SIGN
设计 DESIGNED
校对 CHECKED 审核 REVIEWED 审定 APPROVED
成都龍宏給排水設備有限公司
CHENGDU LONHON WATER SUPPLY EQUIPME
专 业: D S P:
t2 较薄焊件厚度
hf
(mm )
h
焊缝有效厚度见附表
hf
钢结构常用焊接形式标准表 2
序 号 焊接形式
截 面 图 形 (mm)
板厚 (mm)
符 号 及构造要求 说 明
X 形对接焊缝
对
接
2
焊
缝 K 形对接焊缝
P=2~3
P=2~3
60
b=2~3 60
35
b=2~3 35
t
t
60°
b P
60°
20
35°
b P
20~30
b=6~15
15
T形接头平角焊焊条电弧焊 精品课程课件

焊条电弧焊
焊条电弧焊
(2)焊机:ZX7-400STG型逆变式直流手工/氩弧两用焊机。
焊机准备
焊条电弧焊
(3)焊条:选用直径Φ3.2mm,E4303型(J422)型焊条。焊 条在使用前须烘至75-150℃,保温1-2h。烘好的焊条放在保温 筒内备用,随用随取。
焊条准备
二、试件准备
1、准备工件:按图样要 求准备焊件,材料为Q235A, 尺寸为300mm×200mm×10mm一 块,300mm×100mm×10mm一块。
T形接头平角焊
焊接教研室
理论篇
焊条电弧焊
一、焊接接头的基本形式
焊接角接接处于水平位置(即角接焊缝倾角为0°、 180°,转角为45°、135°的角焊位置)时的焊接 操作称为平角焊。
a)对接接头 b)角接接头 c)T形接头 d)搭接接头
1、角接接头
焊条电弧焊
I形坡口
单边V形坡口
带钝边V形坡口
带钝边双单 边V形坡口
焊条电弧焊
(2)斜圆圈形运条法
采用斜圆圈形运条法时,应注意 焊条在焊道两侧的停顿节奏,否则容 易产生咬边、夹渣、边缘熔合不良等 缺陷。如图所示:由a—>b要慢,焊 条作微量的往复前移,以防熔渣超前, 保证水平焊一侧熔深;由b —> c稍 快,以防液体金属下淌而形成焊瘤缺 陷;在C处稍作停顿,以保证填充适 量并确保在垂直一侧熔合,避免咬边; 由c—>d稍慢,保持各熔池之间形成 1/2~2/3的重叠,以利于焊道的成形, 防止夹渣;由d—>e稍快,到e处稍作 停顿,如此反复运条。焊道收尾时填 满弧坑,能获得令人满意的焊缝。
焊接接头的组织

焊接接头的组织一、实验目的1.掌握焊接接头各区域典型的金相组织。
2.熟悉焊接接头各区域的性能变化。
二、实验设备及材料 1.金相显微镜。
2.焊接试样。
3.预磨机4.抛光机 三、实验原理熔化焊是局部加热的过程,焊缝及其附近的母材都经历一个加热和冷却的过程。
焊接热过程将引起焊接接头组织和性能的变化,从而影响焊接质量。
焊接接头组织由焊缝金属和热影响区两部分组成。
现以低碳钢为例,根据焊缝横截面的温度分布曲线,结合铁碳合金相图,对焊接接头各部分的组织和性能变化加以说明,见图13-1。
1.焊缝金属焊缝区的金属在焊接时处于完全熔化状态,它的结晶是从熔池底壁上许多未熔化的晶粒开始的。
因结晶时各个方向冷却速度不同,垂直于熔合线方向冷却速度最大,所以晶粒由垂直于熔合线向焙池中心生长,最终呈柱状晶,如图13-2所示。
熔池中心最后结晶,聚集了等轴状低熔点合金和夹杂物,并可能在此处形成裂纹。
焊缝金属结晶后,其成分是填充材料与熔化母材混合后的平均成分。
在随后的冷却过程中,若发生相变,则上述组织均要发生不同程度的转变。
对低碳钢来说,焊缝组织大部分是柱状的铁素体加少量的珠光体。
2.热影响区热影响区是指焊缝两侧因焊接热作用而发生组织和性能变化的区域。
按受热影响的大小,热影响区可分为熔合区、过热区、正火区和部分相变区。
1)熔合区熔合区是焊缝和基体金属的交界区,相当于加热到固相线和液相线之间的区域。
由于该区域温度高,基体金属部分熔化,所以也称为“半熔化区”。
熔化的金属凝固成铸态组织,未熔化金属因温度过高而长大成粗晶粒。
此区域在显微镜下一般为2~3个晶粒图13-1 低碳钢焊接接头组织变化示意图 1-熔合区;2-过热区;3-正火区;4-部分相变区的宽度,有时难以辩认。
该区城虽然很窄,但强度、塑性和韧性都下降;同时此处接头断面变化.将引起应力集中,很大程度上决定着焊接接头的性能。
2)过热区过热区是热影响区中最高加热温度在1100℃以上至固相线温度区间的区域.该区域在焊接时.由于加热温度高,奥氏体晶粒急剧长大,形成过热组织,所以也称为“粗晶区”。
机械制图焊接图

资讯
11.1 焊缝的表达方法(GB/T 324-2008)
焊接是将需要连接的金属零件在连接处局部加热至熔化或半熔化 状态后,用加压或在其间用熔化的金属填充等方法,使零件连接为 一整体。常用的焊接方法有电弧焊、气焊等,焊接是不可拆的连接。
焊接图则是焊接加工所用的图样。 11.1.1 焊缝的规定画法 1. 焊接接头型式 常见的焊接接头型式有对接接头、T型接头、角接接头和搭接接头 等,如图11-1所示。
图11-7 省略基准线中的虚线
图11-8 焊接方法与焊缝条数的标注
资讯
11.2 焊接图示例 11.2.1 常见焊缝的标注示例
常见焊缝的标注示例见表11-8。
表11-8 常见焊缝的标注示例
接头 形式
焊缝示例
标注示例
对接 焊缝
T形 接头
说明
V形焊缝,坡口角度为 α,根部间隙为b,焊 缝长度为l,焊缝间距 为e
(a) 连续Ⅰ型焊缝
(b) 断续Ⅰ型焊缝
(c) 断续交错角焊缝
(d) 连续对焊焊缝
(e) 断续交错角焊缝
图11-3 焊缝的规定画法(二)
在图样中,可采用视图、剖视图或断面图的画法表示焊缝,也可以 用轴测图示意地表示。
按规定画法在视图中表示焊缝后,一般仍应标注焊缝的符号,以便 明确加工要求。
资讯
1.1.2 焊缝符号及焊缝尺寸 焊缝符号一般由基本符号和指引线组成,必要时还可以加上补
充符号和焊缝尺寸符号。 1. 基本符号
基本符号是表示焊缝横截面形状的符号,常用基本符号的名称、画法 及标注示例见表11-1。
名称
表11-1 常用焊缝的基本符号及标注示例
符号
焊缝形式
图文并茂教你认识焊接图

•焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
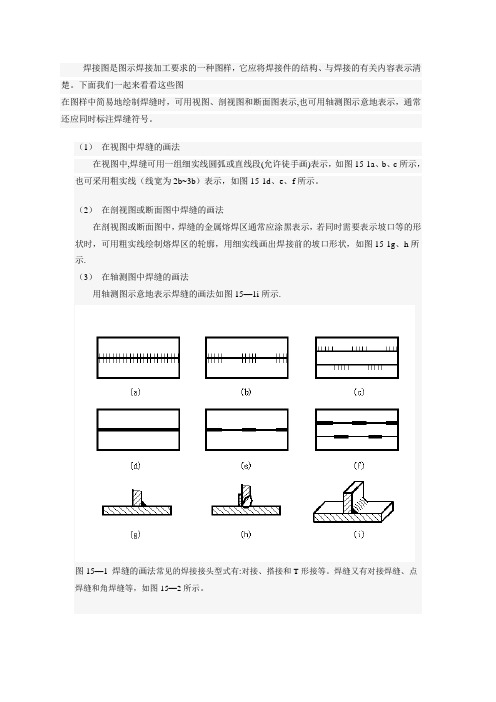
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1) 在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c 所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2) 在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示。
(3) 在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15-1i所示。
图15-1 焊缝的画法••本帖奖100威望积分100焊机币0金钱by分享到:2wuchen威望:23焊机币:4442级别:焊接人全部回帖版主奖励帖楼主自回帖电焊技术视频,电焊工培训教程[回复1] [引用此贴内容]2006-10-13 19:32:00•常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15-2所示。
图15-2 常见的焊缝和焊接接头型式••wuchen威望:23焊机币:4442级别:焊接人[回复2] [引用此贴内容]2006-10-13 19:34:00•为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成。
必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1) 基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
••wuchen威望:23焊机币:4442级别:焊接人[回复3] [引用此贴内容]2006-10-13 19:34:00•(2) 辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
焊接接头的形式及示意图
焊接接头的形式及示意图焊接接头共有五种形式,对接,角接,T形,搭接和端接接头。
如图4.2所示,这五种基本接头形式都有一定的焊缝和焊缝符号与之对应。
根据不同的接头设计,每种接头形式又形成各种不同的焊缝,并且这些焊缝与每种接头形式很接近。
接头设计确定了其形状,尺寸和结构。
在图4.1的AWS A3.0 (1994 版) 标准术语和定义中增加了卷边接头和铰接焊接接头。
图4.3,卷边接头是五种基本接头形式中的一种,其形成的焊缝接头中至少要有一组成件是卷边形状。
铰接焊接接头是“有另一工件跨越对接接头并分别焊接在要被连接的工件上”(见图4.4)。
图4.1-AWS A3.0,标准焊接术语及定义形成一个接头的每个工件叫焊接件(或焊件),并分为三类,对接焊件,非对接焊件,铰接焊件。
图4.4和4.5对每种焊件都有描述。
对接焊件是用一个对接件防止另一焊接件沿垂直壁厚方向移动。
例如,对接接头的两个焊件都是对接焊件,T型接头或角接接头中的一个焊接件就是对接焊件。
非对接焊件就是一接头焊件可沿垂直其壁厚方向任意移动。
例如,搭接接头的两个焊件都是非对接焊件,T型接头或角接接头中的一个焊件就是非对接焊件。
铰接焊件就是跨在对接接头上的工件。
图4.4中给出了两个实例,用于连接对接接头的铰接。
焊缝的形式是用接头的几何形状来表示的。
接头的几何形状就是焊前的截面尺寸及形状。
从截面方向上看一接头时,每个焊件的端部形状常常与其焊缝形式及符号相似。
图4.6给出了用于焊接制造中焊缝常见的端部形状。
从图4.7到4.11提供的截面图中可发现焊缝符号与各种端部形状组合之间的关系。
各种不同端部形状的组合也形成了各种不同的接头形状,即形成了如图4.2所示的五种基本接头形式的各种情况。
其它的一些焊缝形式和坡口设计可用它们的结构或者成形的形状来表示,这些形状包括端部的形状或是表面制备的形状。
图4.4——铰接对接接头焊接接头部件接头型式确定后,有必要描述所要求的接头设计。
焊接图图集PPT课件
也可以采用技术制图方法来表示,但用图形或 文字详细地说明焊接接头的焊接加工要求和注意事 项是非常繁琐和复杂的。
采用标准规定的各种符号和代号简单明了地指 出焊接接头的类型、形状、尺寸、位置、表面状况 、焊接方法以及与焊接有关的各项条件是非常必要 的。
114
药芯焊丝电弧焊
141 第二章:焊缝的基本形式和基本坡口形状
联系焊缝(又称非承载焊缝)
TIG焊
12
埋弧焊
同,可以将搭接角焊缝分为正面角焊缝、侧面角焊缝 和斜向角焊缝。
搭接接头
挂钩固定杆
固定部骨架
开槽焊搭接接头的构造如图所示。先将被连接件冲切成槽 ,然后用焊缝金属填满该槽,槽焊焊缝断面为矩形,其宽为被 连接件厚度的两倍,开槽长度应比搭接长度稍短一些。
驱动片 背架驱动架
塞焊是在被连接的钢板上钻孔来代替槽焊的槽,用焊缝 金属将孔填满使两板连接起来,塞焊可分为圆孔内塞焊和长 孔内塞焊两种,如图所示。
4546基本符号与补充符号的应用举例全周焊举例防撞护角支撑杆与防撞护角支撑连接4748开关座与护栏基座的塞焊标注用于t形搭接举例塞焊举例49判断角接接头与对接接头举例点滴架插座与防撞护角支撑焊接接50断续焊举例床旁卓升降固定组举例51断续焊缝焊缝间距不一的标注举例护栏基座上与护栏基座下采用断续焊缝连接52点滴架放置管焊接喇叭形喇叭k形两面焊接5354553
1-焊缝金属 2-熔和线 3-热影响区 4-母材 是指在图样上标注焊接方法、焊缝形式和焊缝尺寸等技术内容的符号; 弧焊时,由于断弧或收弧不当,在焊道末端形成的低洼部分; 超出母材表面连线上面的那部分焊缝金属的最大高度; 基本符号:表示焊缝横断面形状的符号。 第一章:焊缝的基本搭接形式 在角焊缝的横截面中画出的最大的等腰直角三角形中直角边的长度。 3、按焊缝断续情况可分为:连续焊缝、断续焊缝;
ASME焊接接头分类
A S M E压力容器建造规范研讨会设计部分问题解答──第二部分焊接接头分类和焊接接头系数本文就2009年在上海举行的ASME压力容器建造规范研讨会中学员所提的与设计有关的问题进行汇总答复。
CACI于今年4月所组织的ASME规范Ⅷ(与设计有关)研讨会期间,与会者在会前和研讨中提出了不少问题,CACI要求归纳整理后公布。
初步考虑,拟对研讨会中以书面或口头提及的低温操作和防脆断措施,焊接接头分类和焊接接头系数,压力试验及其限制条件,开孔及其补强,元件的形状和尺寸允差,换热器设计,全部改写ASMEⅧ-2的背景和主要修改内容等几个方面陆续整理,在整理中不拟以和讨论者一问一答的方式简单处理,而是根据规范的具体规定,从原理并规范的条文上系统说明。
本文是其中的第二篇。
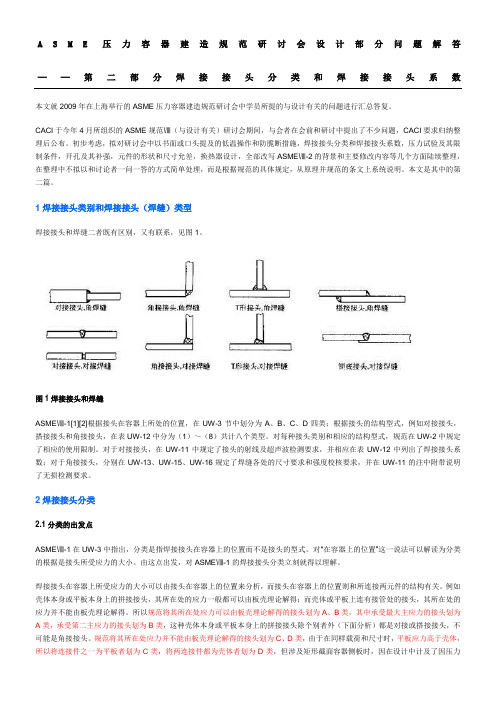
1焊接接头类别和焊接接头(焊缝)类型焊接接头和焊缝二者既有区别,又有联系,见图1。
图1焊接接头和焊缝ASMEⅧ-1[1][2]根据接头在容器上所处的位置,在UW-3节中划分为A、B、C、D四类;根据接头的结构型式,例如对接接头,搭接接头和角接接头,在表UW-12中分为(1)~(8)共计八个类型。
对每种接头类别和相应的结构型式,规范在UW-2中规定了相应的使用限制。
对于对接接头,在UW-11中规定了接头的射线及超声波检测要求,并相应在表UW-12中列出了焊接接头系数;对于角接接头,分别在UW-13、UW-15、UW-16规定了焊缝各处的尺寸要求和强度校核要求,并在UW-11的注中附带说明了无损检测要求。
2焊接接头分类2.1分类的出发点ASMEⅧ-1在UW-3中指出,分类是指焊接接头在容器上的位置而不是接头的型式。
对“在容器上的位置”这一说法可以解读为分类的根据是接头所受应力的大小。
由这点出发,对ASMEⅧ-1的焊接接头分类立刻就得以理解。
焊接接头在容器上所受应力的大小可以由接头在容器上的位置来分析,而接头在容器上的位置则和所连接两元件的结构有关。
例如壳体本身或平板本身上的拼接接头,其所在处的应力一般都可以由板壳理论解得;而壳体或平板上连有接管处的接头,其所在处的应力并不能由板壳理论解得。
一步一步教你画焊接图、识焊接图
焊接图是图示焊接加工要求的一种图样,它应将焊接件的结构、与焊接的有关内容表示清楚。
下面我们一起来看看这些图在图样中简易地绘制焊缝时,可用视图、剖视图和断面图表示,也可用轴测图示意地表示,通常还应同时标注焊缝符号。
(1)在视图中焊缝的画法在视图中,焊缝可用一组细实线圆弧或直线段(允许徒手画)表示,如图15-1a、b、c所示,也可采用粗实线(线宽为2b~3b)表示,如图15-1d、e、f所示。
(2)在剖视图或断面图中焊缝的画法在剖视图或断面图中,焊缝的金属熔焊区通常应涂黑表示,若同时需要表示坡口等的形状时,可用粗实线绘制熔焊区的轮廓,用细实线画出焊接前的坡口形状,如图15-1g、h所示.(3)在轴测图中焊缝的画法用轴测图示意地表示焊缝的画法如图15—1i所示.图15—1 焊缝的画法常见的焊接接头型式有:对接、搭接和T形接等。
焊缝又有对接焊缝、点焊缝和角焊缝等,如图15—2所示。
图15—2 常见的焊缝和焊接接头型式为了简化图样上焊缝的表示方法,一般应采用焊缝符号表示。
焊缝符号一般由基本符号和指引线组成.必要时还可以加上辅助符号、补充符号和焊缝尺寸符号等。
(1)基本符号基本符号是表示焊缝横剖面形状的符号,它采用近似于焊缝横剖面形状的符号表示,如表1 5-1所示。
基本符号采用实线绘制(线宽约为0.7b)。
表15—1基本符号(2)辅助符号辅助符号是表示焊缝表面形状特征的符号,线宽要求同基本符号,见表15-2。
不需确切地说明焊缝的表面形状时,可以不用辅助符号。
表15-2辅助符号(3)补充符号补充符号是为了补充说明焊缝的某些特征而采用的符号,见表15—3.表15-3补充符号(4)尺寸符号基本符号必要时可附带有尺寸符号及数据,这些尺寸符号见表15-4 a、b.表15-4尺寸符号(1) 箭头线的位置箭头线相对焊缝的位置一般没有特殊要求,可以指在焊缝的正面或反面。
但在标注单边V形焊缝、带钝边的单边V形焊缝、带钝边J形焊缝时,箭头线应指向带有坡口一侧的工件,如图15—4所示。
常见焊接缺陷及图示

常见焊接缺陷及图示
常见的缺陷有:裂纹、焊瘤、烧穿、弧坑、气孔、夹渣、咬边、未熔合、未焊透等,以及焊缝尺寸不符合要求、焊缝成形不良(如:长度不足,高度不足,未满焊)等。
1.气孔:
修复方法:打磨去除该段焊缝,重新焊接。
修复方法:打磨去除该段焊缝,重新焊接。
2.砂眼(焊接时气体或杂质在焊接构件内部或表面形成的小孔)
修复方法:打磨去除所有影响焊缝,重新焊接。
3.缩孔(焊接后在冷凝过程中收缩而产生的孔洞,形状不规则,孔壁粗糙,一般位于铸件的热节处。
)
修复方法:打磨去除所有影响焊缝,重新焊接。
4.焊瘤(金属物在焊接过程中,通过电流造成金属焊点局部高温熔化,液体金属凝固时,在自重作用下金属
流淌形成的微小疙瘩)
修复方法:打磨去除该段重新焊接
5.咬边(烧筋)
修复方法:重新焊接
6.弧坑(在焊接收尾处形成低于焊缝高度的凹陷坑)
修复方法:打磨去除该段重新焊接
7.焊缝不均匀
修复方法:重新焊接
8.焊接裂缝
修复方法:打磨去除该段重新焊接
9.未焊透(未焊透指母材金属未熔化,焊缝金属没有进入接头根部的现象)
修复方法:打磨去除该段重新焊接10.未满焊(未焊满是指焊缝表面上连续的或断续的沟槽)
修复方法:打磨去除该段重新焊接
.
11.简易示意图。
机械工程图学-焊接图及展开图简介

(b)展开图 图9-8 斜截正圆柱面展开图的画法
Wang chenggang
9-26/35
9.2 展开图简介—9.2.2 可展曲面展开图的画法
2. 圆锥面的展开图
完整正圆锥面的展开图是一个扇形,扇形的直线边(即扇形的半 径)等于圆锥素线的实长,扇形的弧长等于底圆的周长πD,圆心角为α =180°D/L。
Wang chenggang
9-18/35
9.1 焊接图简介
焊缝尺寸主要是指焊缝哪个截面的尺寸?
焊缝的尺寸主要是指焊缝横截面形状的尺寸。
画出“焊脚高为6mm的 双面角焊缝”的焊缝符号。
焊接图与一般零件图有哪些不同之处?
焊接图除了应具备一般零件图所有的内容之外,还应表示出各构 件的名称、材料、数量及相互位置,焊接符号及焊缝尺寸,焊后处理 及技术要求等内容。此外,焊接图各相邻构件的剖面线应不同,必须 对各构件进行编号,并填写相应的明细栏(与装配图类似)。
完整正圆柱面的展开图是一个矩形,矩形的一条直 角边是圆周的展开线,即长度等于圆周周长的直线;另 一条直角边是圆柱面的高。
Wang chenggang
9-24/35
9.2 展开图简介—9.2.2 可展曲面展开图的画法
【例9-1】 求作斜截正圆柱面的展开图。
(1)将圆周分成若干等份(图中为12等 份),并在正面投影上绘出相应素线的投影, 得到各素线与正圆柱面斜截面交点的投影a′、 b′、c′、d′、e′、f ′、g′。
Wang chenggang
9-1/35
9.1 焊接图简介
9.1 焊接图简介
通过加热或加压,或两者并用,并且用或不用填充 材料,使工件达到结合的方法称为焊接,通常有熔焊、 压焊和钎焊三种。
焊接件的金相检验1

焊接件的金相检验—焊接区显微组织特征
焊缝冷速快,成分来不及扩散,分布不均匀,形成偏析,非金属夹杂来不及浮 出而残留在焊缝内,因此对焊缝性能影响大。 焊缝偏析分为显微偏析、宏观偏析和层状偏析。 ①显微偏析 低碳钢焊缝中C或杂质晶界上含量比钢平均含量高—晶界偏析。 ②宏观偏析 熔池中杂质浓度高,使最后凝固部分严重偏析,易产生纵向裂纹。 ③焊缝横断面上出现分层组织、成分不均匀,称为层状偏析。 (4)一次晶组织的性能 粗大柱状晶不仅降低焊缝强度,而且使塑性、韧性下降。 树枝晶比胞状晶产生裂纹倾向大。 粗大树枝晶比细小的树枝晶产生热裂纹倾向大。 2)焊缝金属的二次结晶(固态相变) 一次结晶后的奥氏体组织进一步转变成何种组织,取决于焊缝化学成分、冷却 条件及焊后热处理等因素。 (1)二次结晶组织 低碳钢:大部分为铁素体+少量珠光体,铁素体沿原奥氏体晶界析出。 冷速快,珠光体增加,还可能出现贝氏体。 冷速慢,铁素体呈粗大的魏氏组织。 低合金钢: ①合金元素含量少(如16Mn、20G钢),焊缝组织与低碳钢相似(铁素体+少量 珠光体),冷速快,出现粒状贝氏体,甚至出现马氏体。 ②合金元素较多的低合金高强度钢,焊后组织为贝氏体或下贝氏体,甚至出现
13
焊接件的金相检验—焊接区显微组织特征
(2)不完全淬火区( Ac1~Ac3之间区域) 铁素体不发生变化,只有不同程度长大。 珠光体、贝氏体转变为奥氏体,随后快速冷却得到马氏体。 最后形成马氏体+铁素体共存组织。 碳和合金元素含量低,冷速缓慢,也可能出现珠光体组织。 (3)回火区 焊前为调质态,除上述两个区域外,还可能发生不同程度的回火区。 所以,热影响区组织不仅与基体成分和焊接热循环特征有关,还和焊前热处理 状态有关。 3)焊接接头组织形貌特征 (1)铁素体 在焊缝金属和热影响区中常见的是先共析铁素体,包括自由铁素 体和魏氏组织铁素体两种。 ①自由铁素体 是由奥氏体晶界上析出的铁素体,常见有块状和网状两种形貌。 块状铁素体是在高温下而过冷度较小的冷却过程中形成的。 网状铁素体是在较低温度和过冷度较大的冷却过程中形成的。 自由铁素体析出数量与奥氏体晶粒大小有关,晶粒越大,铁素体越少。 ②魏氏组织铁素体 低碳钢焊缝金属和热影响区极易形成魏氏组织铁素体。 其形貌为除晶界铁素体外,还有大量的从晶界伸向晶粒内部形似锯齿状或梳状 的铁素体,或在晶内以针状独立分布的铁素体,往往针粗大且交叉分布。