PLC系统流程图系统框图
风力发电机组PLC系统.

(3) 把结果送到输出端。
(4) 响应各种外部设备的请求。 2. 存储器 RAM:存储各种暂存数据、中间结果、用户正调
试的程序。
ROM:存放监控程序和用户已调试好的程序。
3. 输入、输出接口:采用光电隔离,实现了PLC的内 部电路与外部电路的电气隔离,减小了电磁干扰。 输入接口作用:将按钮、行程开关或传感器等产 生的信号,转换成数字信号送入主机。 输出接口作用:将主机向外输出的信号转换成可 以驱动外部执行电路的信号,以便控制接触 器线圈等电器通断电;另外输出电路也使计 算机与外部强电隔离。 输出三种形式:继电器 -- 低速大功率 可控硅 -- 高速大功率 晶体管 -- 高速小功率
风力发电机组的PLC系 统
风力发电机组PLC系统介绍
概述 风力发电机组配备的电控系统以可编程控制器为 核心,控制电路是由PLC中央控制器及其功能扩展模 块组成。主要实现风力发电机正常运行控制、机组的 安全保护、故障检测及处理、运行参数的设定、数据 记录显示以及人工操作,配备有多种通讯接口,能够 实现就地通讯和远程通讯。
3. 内存容量。
4. 指令条数。
5. 内部寄存器数目。
6. 高功能模块。
优点
1. 抗干扰、可靠性高。 2. 模块化组合式结构,使用灵活方便。
3. 编程简单,便于普及。
4. 可进行在线修改。
5. 网络通讯功能,便于实现分散式测控系统。
6. 与传统的控制方式比较,线路简单。
应用
1. 用于开关逻辑控制。 2. 用于机加工数字控制。 3. 用于闭环过程控制。
风力发电机组控制结构图
控制器的配置
控制系统硬件分别安装在三个不同部分: 机舱控制,安装在机舱内 地面控制,安装在塔架底部 轮毂控制,安装在轮毂内部
PLC流程图法编程及实例

PLC流程图法编程及实例可编程逻辑控制器(PLC)是一种广泛应用于工业自动化领域的设备,它通过接收输入信号,执行内部程序,从而控制输出信号,实现对设备的控制。
PLC编程的方法有很多种,其中,流程图法是一种常用的编程方法。
本文将介绍PLC流程图法编程的基本概念、优点、实例及应用实践经验。
PLC流程图法编程是一种图形化的编程语言,它将PLC程序转换成直观的流程图形式,通过在流程图中定义输入、输出变量,以及各个步骤之间的逻辑关系,来实现对PLC程序的编写和控制。
流程图法编程具有直观易懂、易于学习、易于维护等优点,因此,它成为了很多工程师和技术人员首选的PLC编程方法。
直观易懂:流程图使用图形化的方式来表示PLC程序,可以直观地展示程序的结构和逻辑关系,方便工程师和技术人员理解和分析。
易于学习:相比于传统的文本编程语言,流程图法编程更加简单易懂,即使是没有PLC编程经验的人也可以快速上手。
易于维护:在PLC程序调试过程中,流程图法可以更快速地找到程序中的错误和漏洞,方便工程师和技术人员进行程序的修改和维护。
提高效率:使用流程图法编程,可以减少程序调试的时间和成本,提高PLC程序的开发效率。
下面以一个简单的PLC程序为例,介绍如何使用流程图法进行编程。
实例:设计一个控制设备,当按下启动按钮后,设备开始工作,当按下停止按钮后,设备停止工作。
输入变量:启动按钮(X0)、停止按钮(X1)在绘制流程图时,我们需要将输入变量和输出变量在图中表示出来,并使用图形符号来表示输入输出之间的逻辑关系。
根据上面的实例,我们可以绘制如下流程图:开始 -->启动按钮(X0) -->设备状态(Y0) -->工作| ||---------->停止按钮(X1) <--|设备状态(Y0) -->工作状态 <--停止状态 <--结束根据流程图,我们可以编写如下的PLC程序:LD X0 //检查启动按钮是否按下OUT Y0 //将设备状态输出为工作状态LD X1 //检查停止按钮是否按下OUT Y0 //将设备状态输出为停止状态在编写PLC程序时,有些问题需要特别注意:变量的命名:为了避免程序出错和便于维护,变量命名要规范、有含义、易记忆。
自动控制流程图
自动控制流程图标准化文件发布号:(9312-EUATWW-MWUB-WUNN-INNUL-DQQTY-PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
四层电梯(PLC)
1 引言在经济不断发展,科学技术日新月异的今天,楼的高度已和经济发展同样的速度成长起来。
作为建筑的中枢神经,电梯起着不可或缺的作用,电梯作为建筑物内的主要运输工具,像其他的交通工具一样,已经成为我们日常生活的一个不可缺少的组成部分。
因此,在本次课程设计中我选择了简单四层电梯控制这一题目。
PLC是专门为工业过程控制而设计的控制设备,不仅充分利用微处理器的优点来满足各种工业领域的实时控制要求,同时也照顾到现场电气操作维护人员的技能和习惯,摒弃了微机常用的计算机编程语言的表达方式,独具风格地形成一套以继电器梯形图为基础的形象编程语言和模块化的软件结构,使用户程序的编制清晰直观、方便易学,调试和查错都很容易。
近年来随着科技的飞速发展,PLC的应用正在不断地走向深入,同时带动传统控制检测日新月益更新。
本设计将针对老式电梯采用的继电器逻辑控制方式存在功能弱、故障多、可靠性差和工作寿命短等缺陷,提出采用功能强、故障率低、可靠性高的可编程控制器(西门子S7-200 CPU226型PLC)来实现简单四层电梯的控制。
电梯是集机电一体的复杂系统,不仅涉及机械传动、电气控制和土建等工程领域,还要考虑可靠性、舒适感和美学等问题。
而对现代电梯而言,应具有高度的安全性。
事实上,在电梯上已经采用了多项安全保护措施。
然而,只有电梯的制造,安装调试、售后服务和维修保养都达到高质量,才能全面保证电梯的最终高质量。
这些虽然使电梯的控制变动比较复杂,但可编程控制器的使用为电梯的控制提供了广阔的空间,将使得它的体积大大减小,功能不断完善,过程的控制更平稳、可靠,抗干扰性能增强、机械与电气部件有机地结合在一个设备内,把仪表、电子和计算机的功能综合在一起。
2 设计内容2.1 控制功能1)行车方向由内选信号决定,顺向优先执行;2)行车途中如遇呼梯信号时,顺向截车,反向不截车;3)内选信号、呼梯信号具有记忆功能,执行后解除。
4)内选信号、呼梯信号、行车方向、行车楼层位置均由信号灯指示5)停层时可延时自动开门、手动开门、(关门过程中)本层顺向呼梯开门;6)有内选信号时延时自动关门,关门后延时自动行车;7)无内选时延时5s自动关门,但不能自动行车;8)行车时不能手动开门或本层呼梯开门,开门不能行车;2.2输入/输出点的估算采用PLC构成的四层电梯电气控制系统中,电梯的上、下行由一台电动机拖动,电动机正转为电梯上升,反转为下降。
数控系统中的PLC

PLC控制对象
➢ 第一个环:是操作系统,用
它来管理PLC的硬件资源;
PLC
硬件
➢ 第二个环:是编译系统,这
两 个环构成了的PLC软件系
统。
➢ 第三个环:是实现用户要求 的应用程序。
二. 可编程控制器的结构和编程方法
PLC 的硬件原理框图
编程器
电池 RAM
EEPROM 用户程序
EPROM 系统软件
CPU
1.0 120.1 1.2 1.3 120.1 1.4 1.5 120.2
二. 可编程控制器的结构和编程方法
高级语言编程法(如C语言等); 随着数控技术的发展,可编程控制器控制的设备
已由单机扩展到FMS、CIMS等。可编程控制器处理 的信息除开关量信号、模拟量信号、交流信号外,还 需要完成与上位机或下位机的信息交换。某些信息的 处理已不能采用顺序执行的方式,而必须采用高速实 时处理方式。基于这些原因,计算机所用的高级语言 便逐步被引用到PC的应用程序中来。
三. PC的工作过程及其特点
操作维护容易 可编程控制器信息通过总线或数据传送线与
主机相连,调试和操作方便。可编程控制器采用 模块化结构,如有损坏,即可更换。
四. 数控机床的PLC功能
1. CNC、PLC、机床之间的信号处理过程 CNC装置和机床之间的信号传送处理两个过程:
CNC装置→机床: ➢ CNC装置CNC装置的RAM PLC的RAM中。 ➢ PLC 软件对其RAM中的数据进行逻辑运算处理。 ➢ 处理后的数据仍在PLC的RAM中, ✓ 对内装型PLC,PLC将已处理好的数据通过 CNC的输出接口送至机床; ✓ 对独立型PLC,其RAM中已处理好的数据通过 PLC的输出接口送至机床。
机床电气控制与PLC顺序控制系统状态转移图SFC

表中的栈操作指令MPS/MRD/MPP在状态内 不能直接与步进接点后的新母线连接,应 接在LD或LDI指令之后,如下图所示。
为了控制电机正反转时避免两个线
圈同时接通短路,在状态内可实现 输出线路互锁,方法如图:
在STL指令的内母线上格LD或LDI指令编程后,对
下图 (a)所示没有触点的线圈Y003将不能编程, 应改成按图 (b)电路才能对Y003编程。
2)步进指令的使用 ①步进接点在状态梯形图中与左母线相连,具有 主控制功能,STL右侧产生的新母线上的接点要 用LD或LDI指令开始。RST指令可以在一系列的 STL指令最后安排返回,也可以在一系列的STL指 令中需要中断返回主程序逻辑时使用。 ②当步进接点接通时,其后面的电路才能按逻辑 动作。如果步进接点断开,则后面的电路全部断 开,相当于该段程序跳过。若需要保持输出结果, 可用SET和RST指令。 ③可以在步进接点内处理的顺控指令如下表所示。
(3)并行分支与汇合的编程 1)并行分支状态转移图及其特点 当满足某个条件后使多个 流程分支同时执行的分支流程称为并行分支,如图6-23所 示。图中当X000接通时,状态同时转移,使S21、S31和S41 同时置位,二个分支同时运行,只有在S22、S32和S42三个 状态都运行结束后,若X002接通,才能使S30置位,并使 S22、S32和S42同时复位。它有以下两个特点。
3)SFC图中的转移条件不能使用ANB、ORB、 MPS、MRD、MPP指令。应按图 (b)所示 确定转移条件。
4)状态转移图中和流程不 能交叉,应按图处理。
5)若要对某个区间状态进行复位,可用区间复位指令
ZRST按下图 (a)处理;若要使某个状态的输出禁止,可 按下图5(b)所示方法处理,若要使PLC的全部输出继电 [Y]断开,可用特殊辅助继电器M8034接成下图 (c)电路, 当M8034为ON时,PLC继续进行程序运算,但所有输出继 电器[Y]都断开了。
工程师分享做plc项目的流程图
工程师分享做plc项目的流程图我们学PLC有时候是为了做项目,做项目需要做些什么步骤呢,学习什么知识点,看看老工程师怎么告诉你……一.做一个PLC项目的大体流程如下1、熟悉好现场环境和工艺流程2、设计出安全可靠的控制方案3、画出电气控制原理图4、确定好材料,制作材料物资明细表5、编写PLC程序,组态监控画面,设计PLC机柜接线图,并同时制作PLC机柜6、沟通甲方,现场施工7、现场调试,并完善工艺控制方案8、组织甲方验收项目二.PLC设计原则1、最大限度的满足被控对象提出的各项性能指标为明确控制任务和控制系统应有的功能,设计人员在进行设计前,就应深入现场进行调查研究,搜集资料,与机械部分的设计人员和实际操作人员密切配合,共同拟定电气控制方案,以便协同解决在设计过程中出现的各种问题。
2、确保控制系统的安全可靠电气控制系统的可靠性就是生命线,不能安全可靠工作的电气控制系统,是不可能长期投入生产运行的。
尤其是在以提高产品数量和质量,保证生产安全为目标的应用场合,必须将可靠性放在首位,甚至构成冗余控制系统3、力求控制系统简单在能够满足控制要求和保证可靠工作的前提下,应力求控制系统构成简单。
只有构成简单的控制系统才具有经济性、实用性的特点,才能做到使用方便和维护容易。
4、留有适当的裕量考虑到生产规模的扩大,生产工艺的改进,控制任务的增加,以及维护方便的需要,要充分利用PLC易于扩充的特点,在选择PLC的容量(包括存储器的容量、机架插槽数、I/O点的数量等)时,应留有适当的裕量。
三.PLC设计的基本步骤在进行PLC控制系统设计,尽管有着不同的被控对象和设计任务,设计内容可能涉及诸多方面,又需要和大量的现场输入、输出设备相连接,但是基本内容应包括以下几个方面:1、明确设计任务和技术条件设计任务和技术条件一般以设计任务书的方式给出,在设计任务书中,应明确各项设计要求、约束条件及控制方式。
因此,设计任务书是整个系统设计的依据。
自动控制流程图

1工业污水处理系统的工作原理1.1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图1.2工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图1.3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1.4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
饮料灌装生产流水线PLC的控制

摘要随着工业自动化水平日益提高,众多工业企业均面临着传统生产线的改造和重新设计问题。
PLC(可编程序控制器)是以微处理器为核心的工业控制装置,它将传统的继电器控制系统与计算机技术结合在一起,近年来在工业自动控制、机电一体化、改造传统产业等方面得到普遍应用。
作为通用工业控制计算机,其实现了工业控制领域接线逻辑到存储逻辑的飞跃,在世界工业控制中发挥着越来越重要的作用。
本文介绍了PLC 在饮料灌装流水线中的应用,给出了详细的程序设计过程。
利用PLC控制饮料灌装生产过程,可有效提高灌装生产效率,并显著增加控制系统的可靠性和柔性。
在现代生产生活中,自动化的应用越来越多,通过PLC实现智能控制可以在工厂生产中节省很多的人力物力。
在饮料罐装生产线上用PLC控制罐装,同时做统计工作,可大大提高工厂的自动化水平。
饮料罐装生产线上也需要自动化提高生产效率。
本文主要介绍的是PLC 的饮料灌装生产流水线的控制系统的设计。
通过PLC实现智能控制可以在工厂生产中节省很多的人力物力。
在饮料罐装生产线上用PLC控制罐装,同时做统计工作,可大大提高工厂的自动化水平。
所设计该系统最终能够实现以下功能:该系统主要运用了PLC、传感器、继电器、加法器、行程开关等器件,利用PLC良好的自动控制性能,提高生产效率,能够实现饮料罐装生产过程的无人控制。
该控制系统可节省大量电气元件、导线与原材料,缩短设计周期,减少维修工作量, 提高加工零件合格率,进而提高生产率,而且程序调整修改方便灵活,提高了设备的柔性和灵活性。
具有整体技术经济效益。
目录第一章可编程控制器概述 11.1 PLC的定义 (1)1.2 PLC的组成 (1)1.3 可编程控制器的分类和发展 (2)1.4 PLC的功能 (2)1.5PLC的应用范围 (2)第二章任务及相关设计方案42.1任务的分析 (4)2.2硬件设计方案 (4)2.3软件设计方案 (5)2.4经验设计方法 (5)2.5逻辑设计方法 (5)第三章元器件的选择 63.1 电动机的选择 (6)3.2 断路器选用原则 (7)3.3 接触器的选型 (7)3.4 热继电器的选型 (7)3.5行程开关电器、熔断器的选型 (8)3.6传感器的选型 (8)3.7红外发光二极管选型 (9)第四章流水线灌装的工作原理9第五章系统硬件电路的实现115.1系统硬件结构图 (11)5.2电控系统与原理图设计 (11)第六章PLC控制部分硬件设计126.1 PLC设计 .......................................................................... 错误!未定义书签。
PLC分拣系统流程图
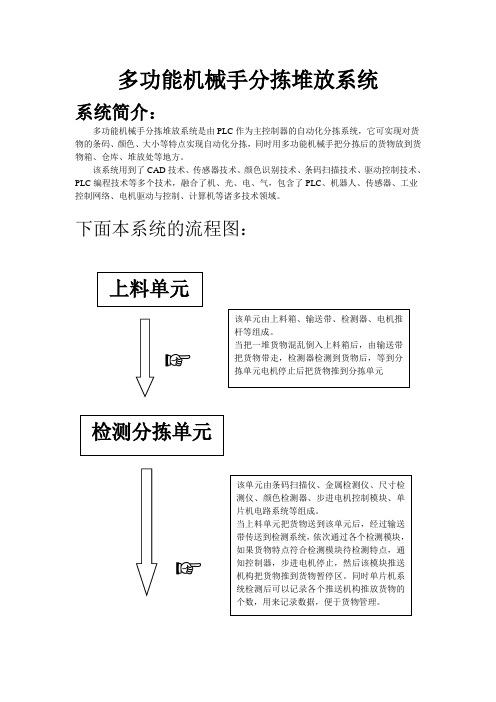
多功能机械手分拣堆放系统系统简介:多功能机械手分拣堆放系统是由PLC作为主控制器的自动化分拣系统,它可实现对货物的条码、颜色、大小等特点实现自动化分拣,同时用多功能机械手把分拣后的货物放到货物箱、仓库、堆放处等地方。
该系统用到了CAD技术、传感器技术、颜色识别技术、条码扫描技术、驱动控制技术、PLC编程技术等多个技术,融合了机、光、电、气,包含了PLC、机器人、传感器、工业控制网络、电机驱动与控制、计算机等诸多技术领域。
下面本系统的流程图:☞☞上料单元检测分拣单元该单元由上料箱、输送带、检测器、电机推杆等组成。
当把一堆货物混乱倒入上料箱后,由输送带把货物带走,检测器检测到货物后,等到分拣单元电机停止后把货物推到分拣单元该单元由条码扫描仪、金属检测仪、尺寸检测仪、颜色检测器、步进电机控制模块、单片机电路系统等组成。
当上料单元把货物送到该单元后,经过输送带传送到检测系统,依次通过各个检测模块,如果货物特点符合检测模块待检测特点,通知控制器,步进电机停止,然后该模块推送机构把货物推到货物暂停区。
同时单片机系统检测后可以记录各个推送机构推放货物的个数,用来记录数据,便于货物管理。
☞☞搬运堆放单元仓库存储单元输出单元该单元用于货物搬运及堆放,由机械手模块、步进电机驱动控制器、垂直水平控制装置等组成。
当检测单元把货物推放到货物暂停区后,由控制器通知机械手去相应暂停区取相应货物,然后控制器根据下面仓库系统提供的信息来判别把货物堆放到哪里,然后控制机械手通过垂直水平移动装置把货物堆放到相应位置。
该单元为物流存储单元,该单元供机械手放置提取的货物,包括物料箱部分、仓库部分、“魔方”平台。
本系统设计了三种物流放置方案:一、货物经过滑槽直接进入物料箱。
本系统设计了六个物流箱,供给货物存储。
一、机械手把货物放到仓库。
该仓库有24个仓位组成,每个仓位对应一个检测器,用来检测该仓位是否有货物,控制器根据各个仓位提供的信息把货物放置到相应位置。
PLC除氧器水位控制系统设计 梯形图 流程图

PLC除氧器水位控制系统设计+梯形图+流程图摘要:随着电力增长的需要,我国的火电建设如火如荼。
锅炉参数的提高和容量的增大,锅炉的用水量也将进一步增大,这给除氧器的除氧控制提高了难度。
除氧器是锅炉以及供热系统的关键设备之一,在锅炉的给水处理过程中,除氧是非常关键的环节,所以对除氧器内的水位控制,就能更好的控制除氧器的出水的含氧量。
传统液位控制不能进行远距离集中控制,自动化程度很低,调节精度比较差等缺点,而且单靠人工操作不能适应,控制系统改造的必要性随着科学技术的不断进步而提高,被控对象的复杂程度越来越高,人们对控制精度的要求也不断提高。
本论文针对除氧器液位控制这一课题进行讨论与设计研究,以力控为平台设计监控系统,对除氧器内部液位进行控制,实现除氧水位控制的稳定和快速作用,保证工艺的稳定和能源的充分利用。
6091关键词:除氧器液位;水位调节控制;单冲量;Deaerator liquid level control systemAbstract : To meet the rising demand for electricity, the construction of thermal power in our country developed rapidly these years. As both the parameters and capacity of boiler become higher and higher, the water consumption of boiler increases at the same time, which also means a stricter requirement for the deaerator. Deaertor is one of the most important apparatuses in the boiler and heat supply system. During the process of the water supply of boiler, deaeration is an extremely critical point. Therefore, a good liquid level control of the deaerator can definitely improve the control of oxygen level in the water supply of boiler. The traditional liquid level control cannot be centralized control. The automation degree is very low,and regulation accuracy is poor. It cannot be adapted only by manual operation. The necessity of the transformation of the control system is improving with the increasing progress of science and technology. The controlled objects are becoming more and more complex. Therefore, peopleneed to constantly improve the control precision.This paper focuses on the topic of liquid level control of deaerator. With the force control for the platform design of monitoring system, we can control the liquid level of deaerator. That can realize the stable and fast control, ensure the stability of the technology processing and the full utilization of the energy.4.2.1电力行业制备出水工艺的种类134.2.2三种制备电力锅炉补给水系统用超纯水的工艺比较145控制仪表简介165.1变送器165.2控制器165.2.1概述165.2.2比例、积分、微分运算特点:17 5.3执行器175.3.1概述175.3.2执行机构的选型186除氧器水位控制系统196.1除氧器水位控制的任务196.2测量部分196.2.1差压式水位计196.3变送部分216.3.1差压变送器(电容式差压变送器)21 6.4控制部分226.4.1控制方式226.4.2单冲量控制系统236.5执行部分246.5.1执行机构246.5.2调节机构246.6除氧器水位控制系统总体设计方案24 7除氧器水位控制系统设计步骤267.1创建工程267.2创建数据库点参数277.3创建窗口297.4创建图形对象307.5动画连接307.6脚本程序337.7运行377.8实时曲线387.9历史报表397.10报警记录427.11PLC的选型与连接44(1)用状态空间法对多输入多输出复杂系统建模,并进一步通过状态方程求解分析,研究系统的可控性、可观性及其稳定性,分析系统的实现问题;(2)用变分法、最大(最小)值原理、动态规划原理等求解系统的最优控制问题;其中常见的最优控制包括时间最短、能耗最少等等,以及它们的组合优化问题;相应的有状态调节器、输出调节器、跟踪器等综合设计问题;(3)最优控制往往要求系统的状态反馈控制,但在许多情况下系统的状态是很难求得的,往往需要一些专门的处理方法,如卡尔曼滤波技术来求得。
单元1-认识PLC控制系统-PPT
单元1 认识PLC控制系统
任务1 认识PLC
2.FX系列常用CPU的性能
单元1 认识PLC控制系统
任务1 认识PLC
单元1 认识PLC控制系统
任务1 认识PLC
3.FX系列的扩展模块 FX系列PLC的扩展模块主要有扩展I/O模块(输入扩展模块、 输出扩展模块)和扩展I/O(混合模块)。
4.FX系列特殊功能模块
单元1 认识PLC控制系统
任务1 认识PLC
二、PLC的应用领域 电梯控制、防盗系统的控制、交通分流信号灯控制、楼宇供 水自动控制、消防系统自动控制、供电系统自动控制、喷水 池自动控制及各种生产流水线的自动控制等。
1.开关量逻辑控制 取代传统的继电—接触器控制线路,实现逻辑控制、顺序控制。 既可用于单台设备的控制,又可用于多机群控及自动化流水线。 如注塑机、印刷机、订书机械、组合机床、磨床、包装生产线、 电镀流水线等。
单元1 认识PLC控制系统
任务1 认识PLC
国产三洋PLC产品
单元1 认识PLC控制系统
任务1 认识PLC
国产益达YD2n系列有壳PLC 国产益达无壳YD2n-30MRT-4AD2DA
单元1 认识PLC控制系统
任务1 认识PLC
二、系统采用PLC控制的一般条件 1.系统的控制要求复杂,所需的I/O点数较多。如使用继电器控制, 则需要大量的中间继电器、时间继电器等器件。 2.系统对可靠性的要求特别高,继电器控制不能达到要求。 3.系统加工产品种类和工艺流程经常变化,因此,需要经常修改系 统参数,改变控制电路结构,使控制系统功能有扩充的可能。 4.由一台PLC控制多台设备的系统。 5.需要与其他设备实现通信或联网的系统。
单元1 认识PLC控制系统
自动控制流程图

1.1控制系统总体框图PLC为核心控制器,通过检测操作面板按钮的输入、各类传感器的输入,以及相关模拟量的输入,完成相关设备的运行、停止和调速控制。
3-2电气控制系统框图1.2工作过程控制过程可以分为单设备手动控制功能和自动运行功能。
在手动控制模式下,单设备可以单独运行,不影响其他设备运行。
如图4-1所示。
图4-1模式选择流程图1.3手动模式在就地箱手动模式下,可单独调试每个设备的运行,如图4-2所示。
在此模式下,可以通过按钮对加氯系统、电动阀门、曝气机、刮泥机,以及各类泵进行控制。
图4-2手动操作模式流程图1.4自动模式处于自动方式时,系统上电后,按下自动启动确认后系统运行,系统开始工作,其工作过程包括以下几个方面。
PLC检测到传感器状态进行启动如图4-3所示。
图4-3 自动操作模式流程图2自动控制流程在自动控制模式流程图中,调用了各个控制系统的程序,主要包括提升泵、潜水泵程序、加药系统程序、曝气沉砂系统程序、污泥回流泵系统程序。
以及污泥脱水系统程序,以下将分别介绍各个子程序的工作过程。
1提升泵控制流程图2潜水泵程序主要控制潜水泵的运行和停止,其工作过程包括以下几个方面:(1)自动过程开始启动潜水泵。
(2)检测液面高度,低于最低位传感器时,开始定时防止误判。
(3)定时到后,若仍低于最低位传感器,则停止潜水泵运行,否则潜水泵继续运行。
(4)检测液面处于中位和高位传感器之间时,开始定时防止误判。
(5)定时到后,若液面仍持续处于高位传感器,则输出报警信号。
潜水泵工作流程图如图4-5所示。
图4-5潜水泵工作流程图3曝气沉砂系统工作流程图如图4-7所示。
4-7曝气沉砂系统工作流程图4污泥回流系统程序主要控制污泥回流泵的运行和停止,其工作过程包括以下几个方面。
(1)自动过程开始首先检测液面高低,若低于最低位传感器,启动定时。
(2)定时到,若液面仍低于最低位传感器则停止回流泵运行。
(3)若液面处于最高位和最低位之间,启动污泥回流泵。
PLC程序控制流程图范例

目前,可编程序控制器〔简称PLC〕由于具有功能强、可编程、智能化等特点,已成为工业控制领域中最主要的自动化装置之一,它是当前电气程控技术的主要实现手段。
用PLC 控制系统取代传统的继电器控制方式,可简化接线,方便调试,提高系统可靠性。
触摸屏是专为PLC 应用而设计的一种高科技人机界面产品,由于操作简便、界面美观、节省控制面板空间、性价比高和人机交互性好等优点,近年来已越来越多地被应用于工业控制等领域。
本文利用PLC 和触摸屏技术研制了水位传感器测试系统,该系统主要用于进行洗衣机用水位传感器的质量检测,整个系统实现简单、稳定性好、自动化程度高,代替了以前的纯手动操作,较好地满足实际生产的要求,提高了生产效率。
洗衣机用水位传感器的工作原理是将水位高度的变化转换成传感器内部膜片上压力的变化,从而导致传感器输出电感L 的变化,将水位传感器输出电感与外部电路组成LC 振荡电路,就可将电感的变化转换成振荡频率的变化,不同的水位高度通过水位传感器可以产生不同的振荡频率,最后通过检测振荡频率与水位高度的对应关系,就可实现水位传感器的质量检测。
图 1 控制系统原理框图图 1 为控制系统原理框图。
测试系统要求能在不同的水位高度时,准确测量出由水位传感器组成的振荡电路的振荡频率,水位高度和振荡频率的测量精度要求较高,因此,对测试系统的要求较高。
作为主电机的直流电动机由PLC 进行控制,电机实现PID 调速,电机的输出通过减速机构与执行机构相连,最后带动细钢管在水箱中上下移动来按检测要求控制管内水位高度的准确变化,通过编码器实现水位高度变化的实时检测,频率的实时检测由PLC 的高速计数器来完成。
控制命令的输入接PLC 的输入端,PLC 的输出端接执行继电器和工作状态指示灯等。
系统中采用触摸屏作为人机界面,显示操作画面,进行参数修改和指令输入。
通过触摸屏可实现水位上升、下降高度等参数的设定和修改,实现实际水位高度变化、输出振荡频率和总产量等的实时显示等,并可对工作进程进行实时监控。
4PLC原理
2014-7-19
返回第一张 上一张幻灯片 下一张幻灯片
第五章
电源:一方面可为 CPU 板, I/O 板及扩展单 元提供工作电源( 5VDC ),另一方面可为外 部输入元件提供 24VDC ( 200mA )。
编程器:它的作用是供用户进行程序的编制, 编辑,调试和监视。其一般有两种:专用编 程器和简易编程器,也可以利用微机作为编 程器
2014-7-19
返回第一张 上一张幻灯片 下一张幻灯片
第五章 3、交、直流输入接口电路
交、直流输入接口电路
2014-7-19
返回第一张 上一张幻灯片 下一张幻灯片
第五章
(二)开关量输出接口电路
1.晶体管输出接口电路
晶体管输出接口电路
2014-7-19
返回第一张 上一张幻灯片 下一张幻灯片
第五章
2014-7-19
返回第一张 上一张幻灯片 下一张幻灯片